
Советы по установке и снятию
Тщательно, правильно закрепите режущий инструмент в станке, как это указано в инструкциях к прибору.
Перед началом работы запустите станок без заготовки: биений в разные стороны быть не должно.
Не пытайтесь установить резак при запущенном станке. Это не дрель и не шуруповёрт – придерживание патрона при фиксации резака во время вращения может привести к тяжёлой травме руки. В отличие от саморезной биты или сверла, резак – инструмент с множеством граней. Запустившись на скорости в 10-20 тысяч оборотов в минуту, эти грани и кромки, подобно тёрке овощерезки, в месте соприкосновения сточат кожу на руке полностью.
Устанавливайте резак по хвостовой метке либо на глубину, равную длине оси в месте режущей насадки.
В процессе работы пользуйтесь штатными регуляторами глубины сверления и угла наклона резаков. Придерживайтесь рекомендаций конкретных мастеров. Например, если вы в керамограните вытачиваете рельефные буквы надписи на мемориальной доске для входа здания, то не превышайте глубину и углы обточки выемок, указанные в инструкции.
Не пренебрегайте техническим пылесосом. Скопившаяся и несвоевременно удалённая пыль, крошка может сделать обточку незавершённой. Либо работа будет проделана с ошибками, испортившими заготовку.
Снять резак допускается, лишь отключив станок. Действия по высвобождению фрезы выполняются в обратной последовательности.
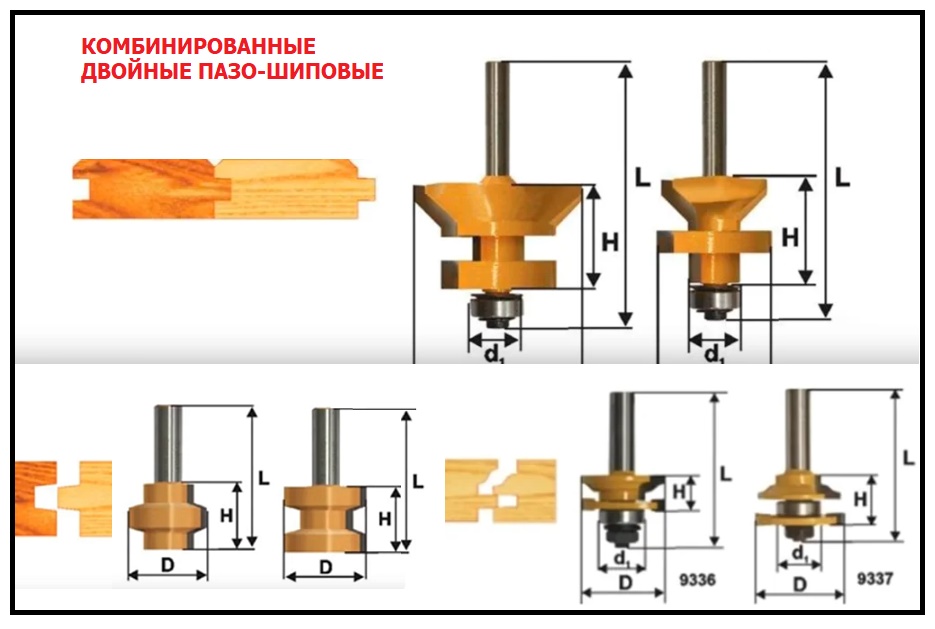
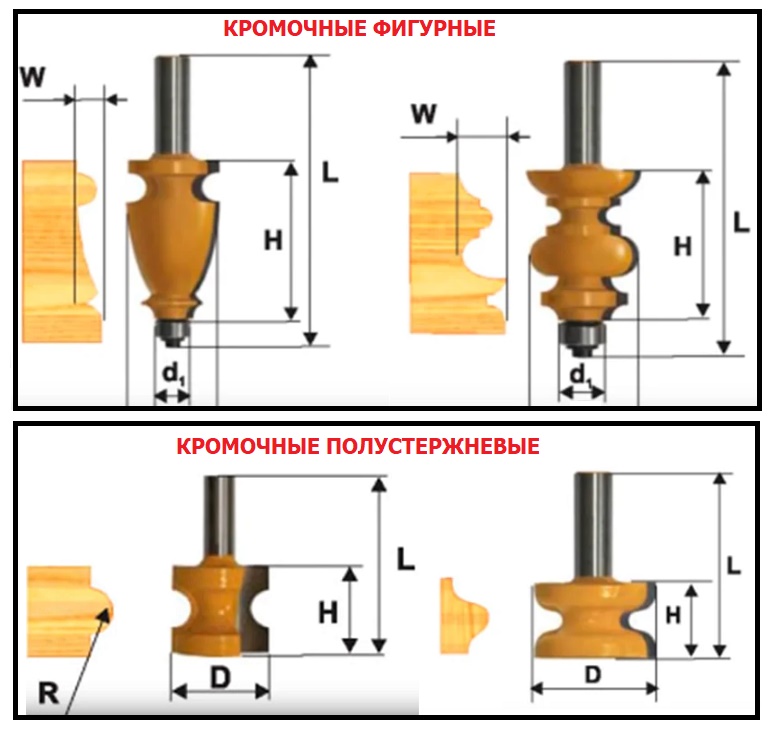
Кромочные фрезы
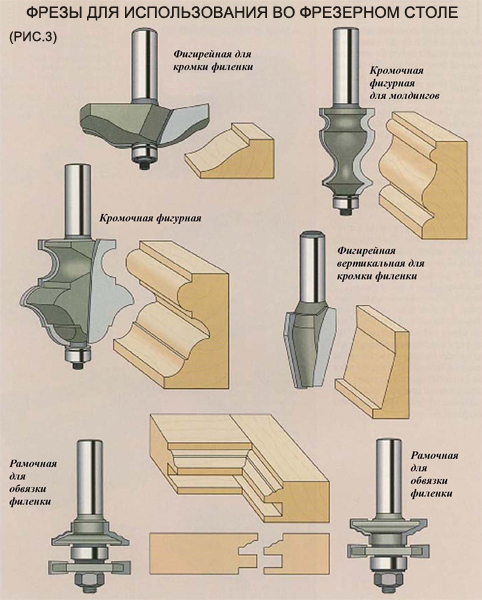
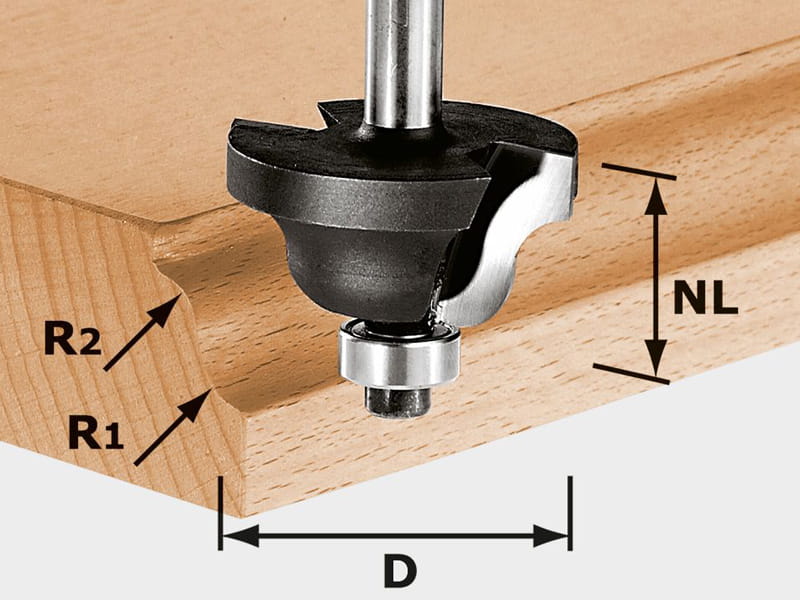
Торцевые или кромочные фрезы — это одна из двух основных разновидностей, предназначенная для придания краю заготовки фигурного профиля. Они могут быть как простыми, образующими фаску или галтельный срез, так и весьма сложными по форме.
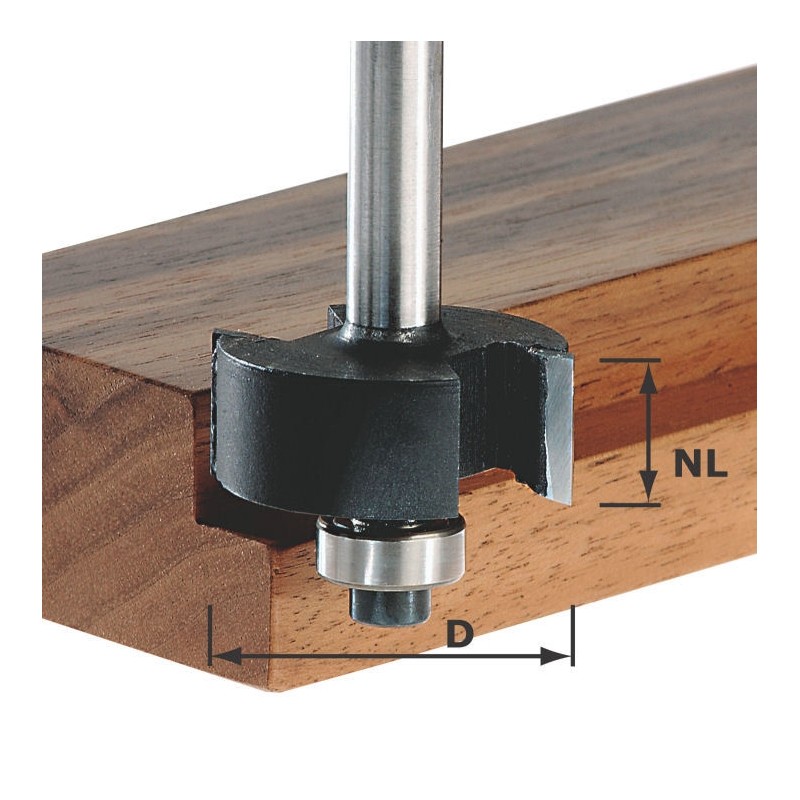
Кромочные фрезы часто также называют копировальными благодаря наличию упорного подшипника. В простейшей технике фрезеровки подшипник просто упирается в обработанный край заготовки, и фреза берёт захват строго на определённую глубину. При копировании подшипник упирается в шаблон, приложенный к заготовке плашмя, и таким образом фрезой задаётся не только профиль кромки, но и форма самой детали. Подшипник может быть расположен на самом кончике фрезы или в верхней её части у хвостовика. Встречаются также фрезы с двумя подшипниками.

По форме профиля торцевые фрезы отличаются наивысшим разнообразием среди прочих типов. Помимо декоративных кромок могут формироваться широкие спуски (фигирейная фреза), торцевые пазы (дисковая), выборки (фальцевая) и даже двухсторонние фигурные фаски. Отметим, что не все кромочные фрезы имеют упорный подшипник, но все фрезы с подшипниками — кромочные.
Параметры выбора
При выборе фрезеровочного станка следует учитывать наиболее важные характеристики устройства:
- Мощность – параметр, влияющий на скорость обработки деталей. Она должна сочетаться с длиной и диаметром фрезы, а также сроком эксплуатации инструмента. Существуют лёгкие модели, средние либо тяжёлые агрегаты. С ростом мощности повышаются все характеристики двигателя и вес фрезера.
- Рабочий ход – предельная глубина погружения оснастки в обрабатываемый материал. Бытовые устройства имеют интервал от 20 до 50 мм.
- Скорость оборотов – показатель, задающий продуктивность использования инструмента. Она определяется числом вращений шпинделя в минуту. Оснастка подбирается в соответствии с физико-механическими особенностями обрабатываемого материала.
Мнение эксперта
Левин Дмитрий Константинович
Для более качественной обработки и сохранности инструмента лучше выбирать паз требуемой глубины в несколько заходов.
Повысить эффективность и удобство работы с устройством помогают дополнительные функции:
- Константная электроника – контролирует двигатель, выполняет поддержку и стабилизацию движения шпинделя. Обычно, устанавливается на профессиональные модели станков и повышает качество отделки деталей.
- Плавный пуск – способствует постепенному наращиванию оборотов, без рывков, повышая безопасность пользования станком.
- Защита от перегрузок – запускается при критическом нагреве обмотки двигателя. Срабатывание системы у некоторых моделей приводит к полному отключению прибора, а у других только к активации светового индикатора.
- Защита от случайного запуска – функция, присутствующая во многих видах фрезеровочных станков. Интегрируется в виде специальной кнопки для блокировки гашетки.
Заслуживают внимания и элементы конструкции станка:
- Подошва – важная деталь, изготавливаемая из литого или штампованного металла. Качество сборки платформы определяет классность агрегата. Штампованные элементы встречаются у бюджетных моделей для бытовых нужд, они покрываются специальной накладкой.
- Штанговый механизм – обеспечивает вертикальное движение фрезы.
- Размер проёма в платформе. Величина узла крепления определяет диаметр используемой оснастки. Набор фрез зависит от модели машинки.
Вспомогательные элементы
Для облегчения высокоточной обработки применяется конструкция в виде упора, фиксируемая стальными перекладинами на боковой части базы. Это устройство обеспечивает равномерное ведение фрезы на заданном расстоянии от края. Жёсткая конструкция отделяется от заготовки пластиковой накладкой.
Направляющая шина помогает при выполнении прямолинейного фрезерования. Дополнительные элементы конструкции упрощают проведение сложных операций. Шина крепится под наклоном к заготовке или на краю столешницы.
Эта деталь даёт возможность создавать отверстия с равными промежутками, что особенно актуально при изготовлении мебели.
Линейка-циркуль помогает закруглять заготовки. Один её конец присоединяется к основе инструмента, а другой по центру тяжести вставляется в отверстие.
Для сохранения чистоты на рабочем месте также удобно использовать пылесос, совмещаемый с агрегатом при помощи патрубка.
Производители
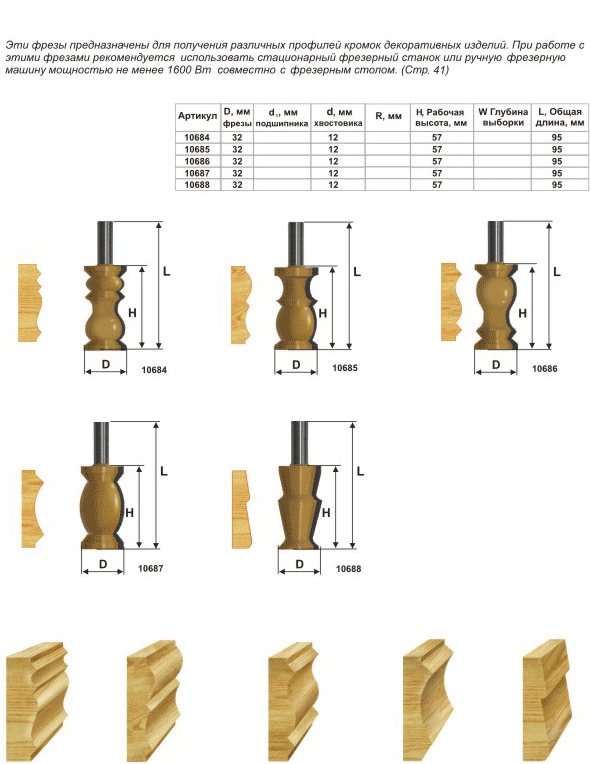
Фрезы для выравнивания слэбов поставляются различными компаниями. Но выбирать следует не столько поставщика, сколько конкретную модель. Хорошую репутацию имеет CMT PRO 901.3206. Это изделие оборудуют сменными ножами. Производитель позиционирует его как оптимальный вариант для неопытных фрезеровщиков.





Технические параметры таковы:
- наружный диаметр – 3,175 см;
- хвостовик имеет сечение в 1,2 см;
- высота прорезающей части – 0,57 см;
- суммарная длина – 6 см.


Заслуживает внимания и CMT PRO Z2. Такая фреза оборудуется напаянными ножами. Для их получения применяют отборный карбид вольфрама. Режущее изделие подходит для выравнивания:
- общих заготовок крупной площади;
- плит;
- щитов.
Это свойство, которое в технике называют бреющим углом, позволяет поддерживать ровные края и такое же дно в любом пазу. Основные обрабатываемые материалы — древесина различной прочности, стружечные плиты и МДФ.
Основные параметры:
- длина – 10 см;
- высота – 7 см;
- ширина – 7 см;
- масса – 0,15 кг;
- сечение – 3,175 см;
- курс кручения – RH.


Привлекательной альтернативой можно считать и Dimar 1601045. Такая выравнивающая фреза имеет сменяемые ножи. Производитель позиционирует свой товар как подходящий для фрезеров малой мощности. При сечении в 4,2 см высота прорезающей части равняется всего 0,6 см. Сечение хвостовой части равно 0,8, а суммарная длина — 7 см. Масса — 150 граммов, а еще здесь предусмотрено целых 6 рабочих зубьев против 2 в предыдущей модели.


Но перечисление моделей можно вести еще долго, а стоит все же подойти к делу иначе: через описание их производителей. Среди множества фирм в этой области очень хорошие позиции занимают европейские поставщики. Речь идет не только об уже упоминавшийся марке CMT.
В западноевропейских странах запатентовано множество сплавов для инструмента такого рода. Одна корпорация Bosch владеет не менее чем 5000 только действительных патентов (не считая истекших и тех, что еще не утверждены).
Заслуживает внимания и производство фрез в США. Речь идет о таких марках, как:
- Jet;
- SGS;
- Ondrud;
- Micro100 и ряде аналогичных компаний.

Американский подход состоит в применении особо прочных сплавов. Но даже на общем фоне выделяются фрезеровочные приспособления Best Carbid. Товары под этой маркой покрывают особыми покрытиями, что позволяет успешно работать с различными материалами. Есть варианты для:
- цветных металлов всех типов;
- сплавов на базе никеля;
- титана;
- различных марок стали.
Солидную конкуренцию фирмам из ЕС и США составляют японские концерны. Речь идет о следующих марках:
- XEBEC;
- Kyocera;
- NS Tool;
- Mitsubishi
- Dijet.

Япония может похвастаться еще и изобилием специфических марок металла. Что касается южнокорейских изделий, то они дешевле продукции трех названных ведущих центров, однако по качеству вполне с нею сопоставимы. Нельзя сбрасывать со счетов и отечественных поставщиков, таких как «Глобус», «Корвет» и так далее. Да, технологии в основном устаревшие, но зато качество самих материалов вполне достойно. С китайской продукцией все существенно сложнее.
В основном в КНР делаются фрезы из бюджетных сплавов с уровнем твердости не выше 55 HRC. Более твердые варианты тоже есть, но сырье для них импортируется. Рекомендуется приобретать фрезеровочное оборудование от крупных изготовителей. Фирмы Jtol, Djtol отличаются отличным оснащением производства. Их продукция находится на том же уровне цены и качества, что и товары из Европы.


Как ухаживать за фрезами и что следует знать
Наборы продаются в специальных фанерных ящичках со специальными гнездами для установки фрез. Ухаживать за таким инструментом проще всего — надо защитить их от контактов с атмосферной влагой. Проще всего поместить контейнер в полиэтиленовый пакет, что обеспечит надежную защиту от сырости. Отдельные элементы хранят в собственных упаковках (если есть) или в отдельных контейнерах.
Для них также следует обеспечить максимальное отсутствие влаги, в чем поможет полиэтиленовый пакет или герметичная коробка. Хранить их следует в сухом отапливаемом помещении, иначе при внесении в теплую мастерскую они сразу отпотеют и покроются капельками водяного пара.
Мнение эксперта
Кузнецов Василий Степанович
Советы опытных владельцев единодушны — специального ухода за режущим инструментом такого типа не требуется, надо лишь обеспечить условия для хранения.
Приходилось ли вам работать ручным фрезером по дереву?
Постоянно!Не довелось
В заключение следует отметить:
Для того, чтобы использовать наиболее качественный и надежный инструмент, надо иметь некоторый опыт обращения с продукцией разных фирм. Нередко самые дорогие модели уступают по качеству более дешевым образцам. При этом, для ответственных и чистых работ надо применять изделия ведущих производителей, которые демонстрируют наибольшую эффективность и отсутствие изъянов поверхности.
- УШМ с регулировкой оборотов и плавным пуском. Рейтинг моделей
- Электролобзик: как выбрать, характеристики, рейтинг моделей
- Аккумуляторные шуруповерты: рейтинг моделей, советы по выбору
- Сучкорезы для обрезки деревьев. Разновидности и рейтинг лучших моделей
Что такое фреза, каково назначение этого режущего элемента
Ручной фрезер представляет собой удобный и эффективный инструмент, предназначенный для обработки пиломатериалов, в том числе фасонных, а также плоских поверхностей. Кроме этого данное устройство подходит для формирования различных технологических выемок, например, пазов, гребней, углублений под установку петель. Для этого достаточно купить фрезы соответствующей конфигурации. Каждый такой элемент обладает индивидуальными конструкционными особенностями и используется для выполнения определенных функций.





Сегодня не представляет никаких проблем приобрести как сам ручной фрезер, так и рабочие насадки, превращающие такое устройство во многофункциональное оборудование
Назначение ручной фрезы по дереву:
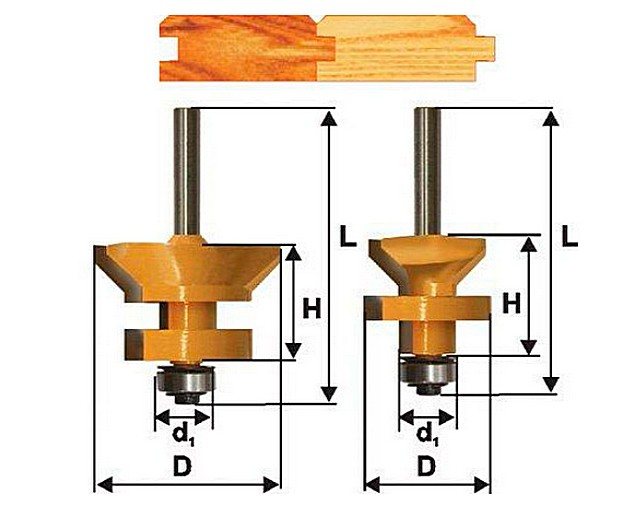
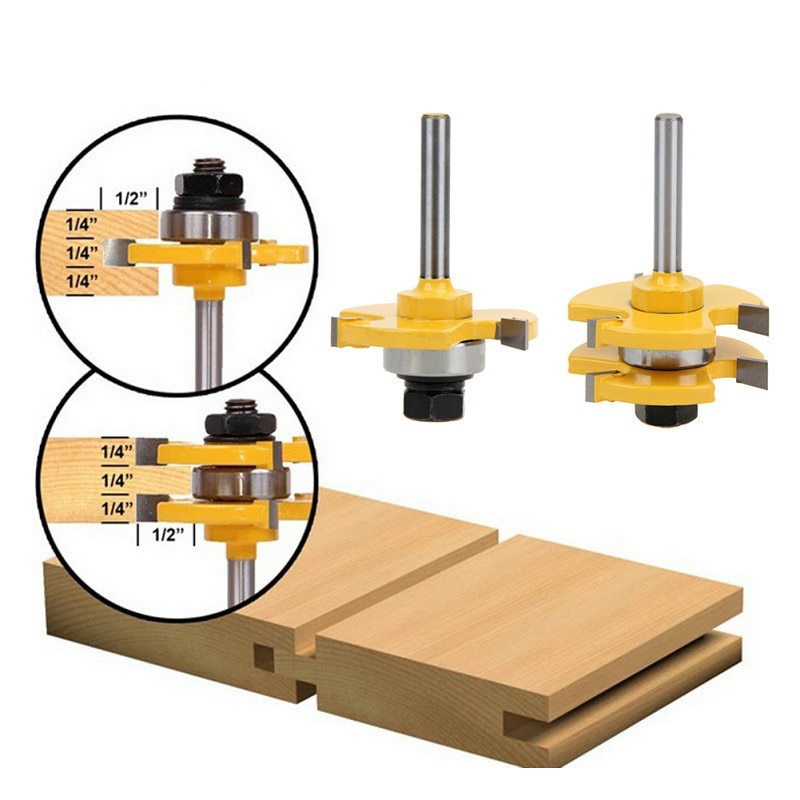
- Кромочная обработка – предполагается использование фрезы для сращивания древесины для ручного фрезера, когда требуется соединить между собой различные заготовки путем соединения шип/паз.
- Врезка петель и прочей фурнитуры.
- Декорирование – в этом случае фрезы используются для формирования на поверхности плоских изделий объемных форм, а также для изготовления деревянных заготовок со сложной конфигурацией.
Профессионалы знают десятки вариантов использования фрез на ручном фрезере. Однако чтобы правильно определиться с выбором режущих деталей для инструмента, желательно изучить официальную классификацию существующих изделий. Разобравшись, какими бывают фрезы и особенности их использования, сделать выбор будет гораздо легче.
В первую очередь нужно обратить внимание на единицу измерения диаметра хвостовика. Для этого могут использоваться миллиметры или дюймы
Единица измерения зависит от типа цанг, которые включены в комплектацию фрезера. Эти компоненты предназначены для зажима хвостовика. Если размер исчисляется в миллиметрах, то самыми распространенными вариантами будут изделия диаметром 6, 12 и 8 мм. Если же в качестве единицы измерения взяты дюймы, в этом случае можно будет купить фрезы для ручного фрезера всего двух размеров — ½ и ¼.
Перед тем как выбрать фрезу, надо в первую очередь определиться со способом ее крепления, а точнее, в каких единицах измеряются диаметр хвостовика — дюймах или миллиметрах
Обратите внимание! Нельзя совмещать миллиметровый хвостовик и дюймовую цангу и наоборот. Это может привести к поломке инструмента
Виды фрез для ручного фрезера по дереву: типы конструкций
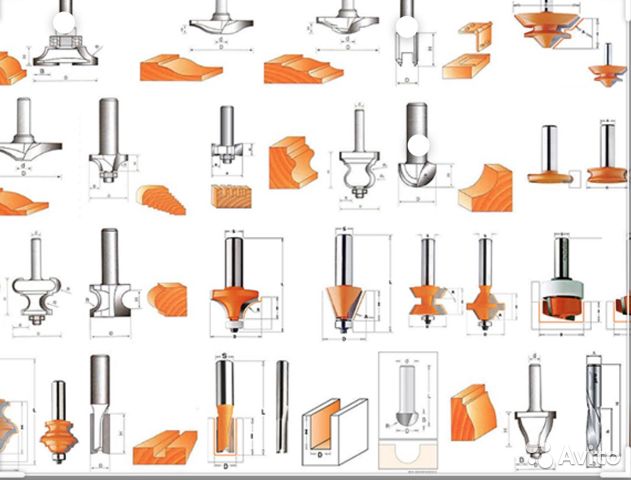
На рынке представлены десятки вариантов изделий с различным назначением и стоимостью. Если рассматривать конструкционные особенности режущих элементов, можно выделить следующие виды фрез по дереву для ручного фрезера:
- Сборные – имеют вид болванки с приваренными режущими кромками. Эти фрезы очень просты в изготовлении, поэтому большинство изделий, представленных на рынке, имеют подобную конструкцию.
- Со сменными кромками – изделия укомплектованы сменными режущими кромками, имеющими двухстороннюю заточку. Когда нож с одной стороны затупляется, фрезу можно перевернуть и использовать дальше.
- Монолитные — фрезы, в основании которых выточены режущие кромки. Они редко ломаются, однако после нескольких заточек деталь придется сменить.
С помощью ручного фрезера можно создавать всевозможные профили, выемки или пазы, используя широкий ассортимент насадок
Виды фрез по дереву: классификация изделий по типу лезвий
Фрезы могут иметь вертикальное, спиральное или наклонное расположение лезвий. Изделия с прямыми кромками будут срубаться с заготовки кусочки древесины, что увеличивает вероятность того, что в процессе нарезки появятся сколы. В результате этого существенно снижается качество фрезеровки. С наклонными лезвиями такого не происходит.
Потребители могут купить фрезы по дереву с двумя типами лезвий:
- Быстрорежущими (HM) – применяются на поверхностях, выполненных из древесины мягких пород.
- Твердосплавными (HSS) – используются для обработки твердых поверхностей.
Изделия с твердосплавными лезвиями имеют более высокий температурный коэффициент и обладают улучшенными характеристиками, что сказывается на их стоимости.
Фрезы по дереву из твердосплавных пластин используются преимущественно для обработки твердой древесины
Возможности фрезерных станков
Современное фрезерное оборудование становится все более универсальным и эффективным. Самой продвинутой его разновидностью, безусловно, являются роботизированные комплексы, которые производят комплексную обработку металлических заготовок, самостоятельно выбирая нужных тип оснастки для различных операций, а также устанавливая оптимальный алгоритм вытачивания той или иной поверхности или отверстия.
https://youtube.com/watch?v=w_YyLNXzenE
Фрезерный инструмент способен обрабатывать все типы металлов и сплавов (черных и цветных), а применение инновационных датчиков и комплексных программных методов управления производственным циклом станков позволяет оптимизировать изнашиваемость инструмента и расход машино-часов оборудования.
Это интересно: Как сделать фрезерный стол и станок своими руками
Пошаговая инструкция
Итак, перейдём непосредственно к рассмотрению инструкции по изготовлению вышеупомянутого приспособления.
Сначала следует измерить штангенциркулем расстояние остаточного типа на болтовой шляпке относительно устанавливаемого подшипника. Если мы говорим о болте типа М8, то размер шляпной окружности в данном случае будет составлять 1,27-1,3 см. Диаметр черенка – около 1,16 см, что даёт возможность легко зажать его в подавляющем большинстве патронов современных дрелей.
Шляпку следует сработать под подшипниковый диаметр. Именно данная область болта будет представлять рабочую часть фрезы.
Для разметки лучше применить контрастный маркер потоньше, главное, чтобы отметки, что будут им наноситься, были легко различимы на металле. Теперь наносим разметку заусовки фрезы. Данное решение позволит ей без особых усилий избавляться от стружек.
После этого производим зажимание болта в тисках. Применяя круг отрезного типа, создаём болгаркой прорези на шляпке.
Производим замер подшипникового диаметра. Для сработки шляпки болта с гранёной поверхностью до окружности следует трансформировать дрель в токарный станок. Для этого необходимо зажать её в тиски, после чего крепко прикрепить болт в патроне чётко по центру.
Теперь следует зафиксировать клавишу дрели на постоянном режиме работы, после чего можно начинать обработку болтовой шляпки. Данный процесс требуется контролировать на всех этапах его проведения, чтобы не позволить центру болта сместиться, что может стать причиной нарушения равномерности срабатываемых зубьев.
После этого следует установить на болгарку абразивный диск для шлифовки и обработать грани по окружности. Торцевую область фрезы стоит также немного убрать, оставив лишь небольшую остроту по центру. Данный элемент имеет большое значение, ведь такой тип фрез при работе сначала будет находить центр, и только потом будет осуществляться срабатывание материала ободками и кромками режущего типа


Тут можно всё осторожно доработать при помощи напильника, чтобы случайно не срезать больше, чем нужно в процессе стачивания.
Сама фреза будет практически готова. Остаётся только дать требуемую форму режущим кромкам, после чего немного их заточить.
Для большей эффективности нелишним будет сделать самый простой прижим для запрессовывания. Поэтому инструкцию по его созданию тоже требуется рассмотреть.
- Данное приспособление также делается из болта типа М8 и шайбы, подходящей по диаметру. Болт следует выставить вертикально на поверхность, выполненную из металла, таким образом, чтобы был обеспечен требуемый контакт для электрической сварки. Шайбу нужно установить по центру болтовой шляпки. Для облегчения такой работы можно воспользоваться плоскогубцами. После этого центральную часть потребуется обработать при помощи электрода, чтобы заполнить область внутренней дырки шайбы.
- Теперь необходимо зажать прижим, который получился в результате вышеупомянутых действий в тисках, а потом произвести его зачистку при помощи болгарки. По его тыльной части можно пройтись при помощи специальной насадки-щётки для дрели.
- На финальном этапе остаётся только установить готовое приспособление в патрон сверлильного станка вертикального характера, после чего потребуется произвести запрессовку подшипника в дереве. Подобный нехитрый «гаджет» избавит от целого ряда неудобств при использовании самодельной фрезы.
В таком случае алгоритм её создания будет таким:
- заготовкой в данном случае будет служить отрезок трубы с длиной около 20 сантиметров;
- со стороны, где будет располагаться в будущем кромка режущего типа (где-то на расстоянии 2 см от её предполагаемого нахождения), с двух сторон трубы следует сделать проточки, имеющие форму овала;
- самой же будущей режущей части фрезы потребуется придать форму конуса – её стачивают под углом примерно в 2-3 градуса;
- при зажатии заготовки в тисках на её торцевой области следует произвести надрез крестообразного типа – сделать его можно при помощи углошлифовальной машины;
- со стороны режущей части на заготовке нужно проделать пазы – прямо до овальных дырок, проделанных ранее.
Сферы применения
Использование любого типа оборудования предполагает опасные работы с вращающимися элементами. При работе с деревом необходимо помнить о технике безопасности. Выполнение сложных элементов не производится в один подход, кромки фрезы должны быть заточены для наилучшего результата.
Приступая к выполнению, следует понимать какой тип фрезы необходимо использовать. Высокую распространенность получил инструмент кромочной категории. Данная категория дает возможность производить практически все виды работ по дереву собственноручно. Пазовые или цилиндрические фрезы служат в основном для изготовления углублений в торцах материала.
Нюансы выбора
Выбирают резаки по следующим параметрам: тип и форма ножиков, вид и область применения фрезы, характеристики и наличие промподшипника. Проверка сертификации дорогих резаков, например, у изделий с алмазным напылением, обязательна. Дело в том, что дорогие модели подделывают, нередко оставляя цену прежней. Отсутствие нужных модификаций резаков не говорит прямо о ненадёжности магазина – поищите нужное изделие у других распространителей. Зачастую вместе с резаком в комплекте идёт и насадка-удлинитель – длинный резак удобнее использовать в наиболее труднодоступных, заглубленных местах вытачиваемой заготовки.

Как работать с фрезами?
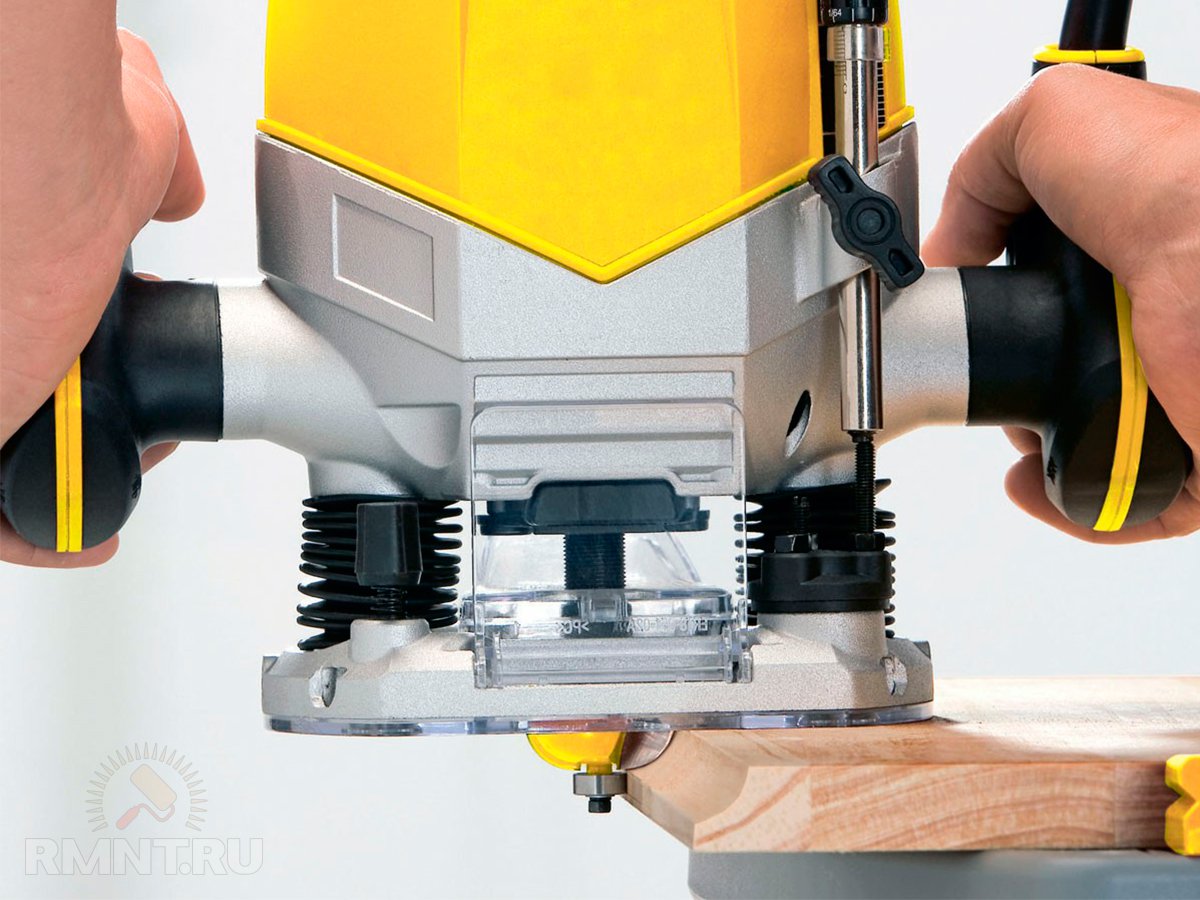
Главное — точно позиционировать инструмент по всем трем осям. Для этой цели тщательно работают с механизмом погружения. Если используется фреза с направляющим подшипником, то последний должен катиться по кромке детали либо по периметру шаблона. Тип пазовой фрезы выбирают сообразно проводимой работе. Закреплять метиз можно в моторе как со снятием его со станины, так и без этой процедуры.
Последовательно:
- кладут фрезер набок;
- крепят шпиндель, чтобы не было проворота;
- откручивают либо наворачивают фиксационную гайку;
- вставляют хвостовую часть инструмента не менее чем на 2 см (в идеале до упора);
- с помощью 1 или 2 гаечных ключей затягивают гайку и расстопоривают шпиндель.

Критически важна правильно заданная глубина фрезеровки. Процедура имеет нюансы у конкретных моделей, но суть всегда одна и та же: после выхода фрезы на нужный режим блокируют ограничитель упором. По возможности стоит пользоваться механизмом точной настройки. Фрезеровать на большую глубину следует поэтапно
Важно: вопреки популярному заблуждению чистота отделываемой поверхности связана скорее не с темпом кручения, а с линейной скоростью режущей части относительно материала
Фрезеровать можно в попутном либо встречном направлении. Второй вариант наиболее распространен, а попутная фрезеровка оптимальна только для обработки кромок. Закреплять рабочий элемент и настраивать фрезер следует только в отключенном состоянии.


Максимальная концентрация требуется в момент, когда инструмент касается материала. Именно тогда велик риск получить так называемый обратный удар. Фрезер следует прочно держать в руках. Не стоит гнаться сразу за снятием максимального слоя материала — это непрактично и небезопасно. Нельзя носить одежду с болтающимися частями, поясами. Заточить любую фрезу, в том числе и пазовую, довольно сложно. Для этой цели рекомендуют использовать специализированную технику. Ручная заточка оправдана только при наличии оптимальной квалификации. Точить металл на станке нужно, последовательно снимая слои от 25 до 50 мкм. Каждый зубец обрабатывают отдельно, чтобы исключить ошибки.
Иногда применяют и точильные круги:
- обычный и белый типы электрокорунда (для инструмента, работающего с деревом либо металлом);
- на основе эльбора (оптимально для быстрорежущих марок стали);
- на базе алмаза и зеленого карбида кремния — оптимальны для твердого сплава.

Фрезы для ручного фрезерного инструмента
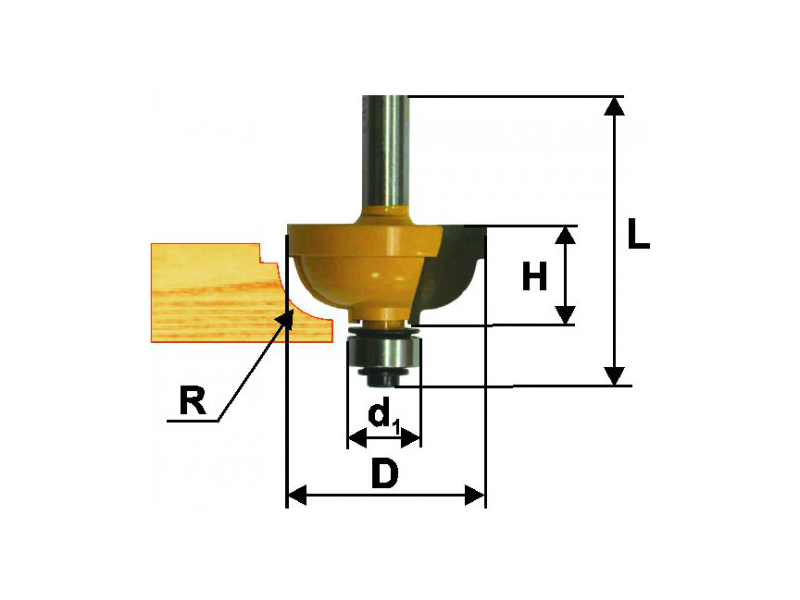
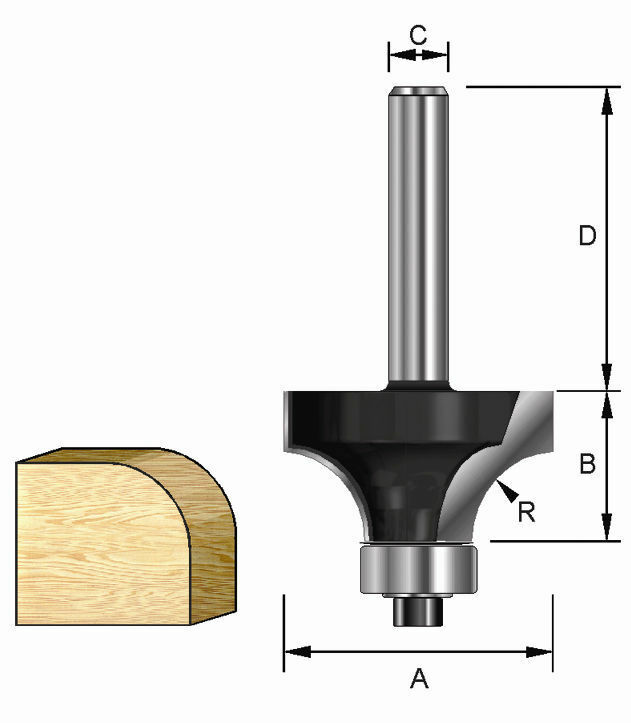
Фреза – это режущий инструмент, который может иметь замысловатую по форме режущую кромку. Как правило, все фрезы рассчитаны на вращательные движения, поэтому имеют цилиндрическую форму. Такую же форму имеет и хвостовик фрезы, который зажимается в цанге. Некоторые фрезы оборудованы упорным роликом, благодаря чему расстояние между режущей поверхностью и обрабатываемым материалом остается постоянным.




Фрезы изготавливаются только из качественных металлов и их сплавов. Если требуется обработать мягкие породы древесины, то сгодятся фрезы HSS, а если требуется обработать твердое дерево, то лучше использовать фрезы из более твердых сплавов HM.
Каждая фреза имеет свои технические характеристики, которые обеспечивают ей качественную и долгую работу. Основной показатель – это максимальная скорость ее вращения, которую никогда не стоит завышать, иначе ее поломка неизбежна. Если фреза затупилась, то самостоятельно не следует пытаться ее заточить. Заточка фрез осуществляется на специальном, дорогостоящем оборудовании
Ведь нужно не только заточить фрезу, но и сохранить ее форму, что не менее, важно. Поэтому, если фреза, по каким-то причинам затупилась, то дешевле будет купить новую
Самые ходовые фрезы
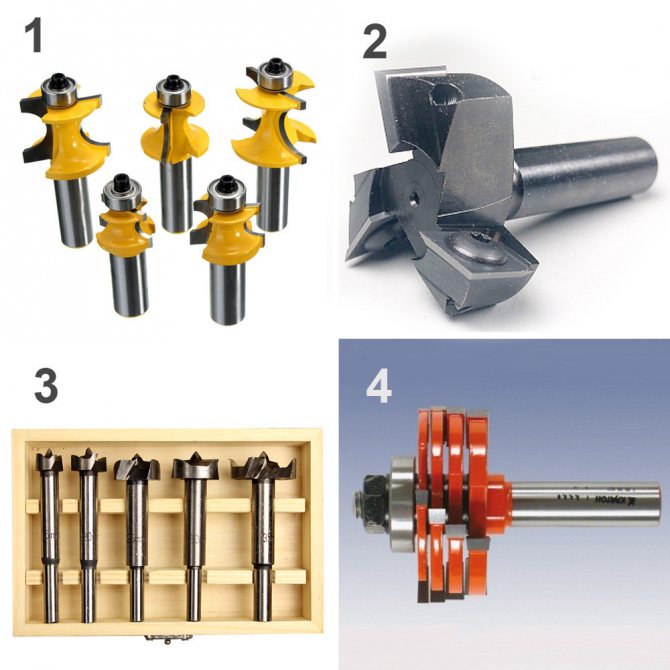
Имеются фрезы, которые используются в работе чаще других. Например:
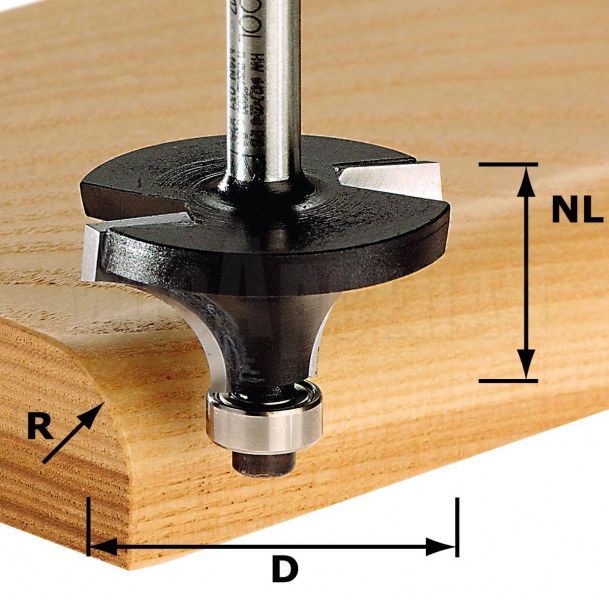
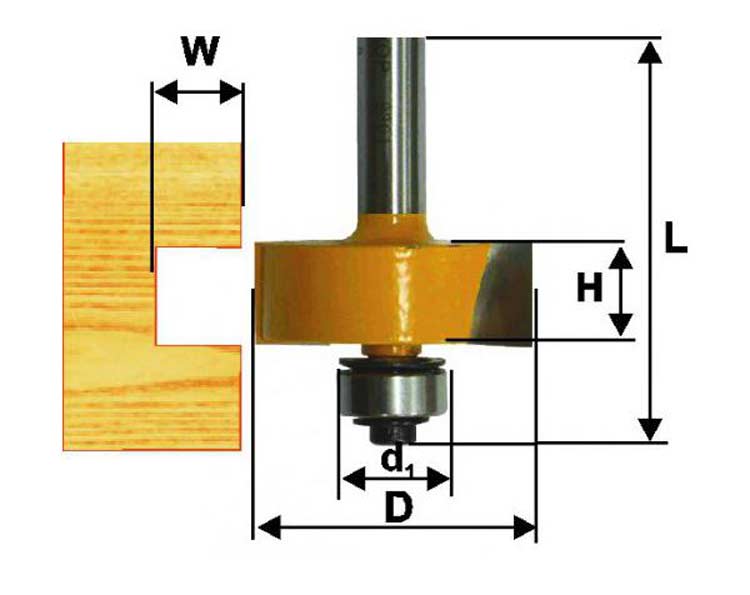
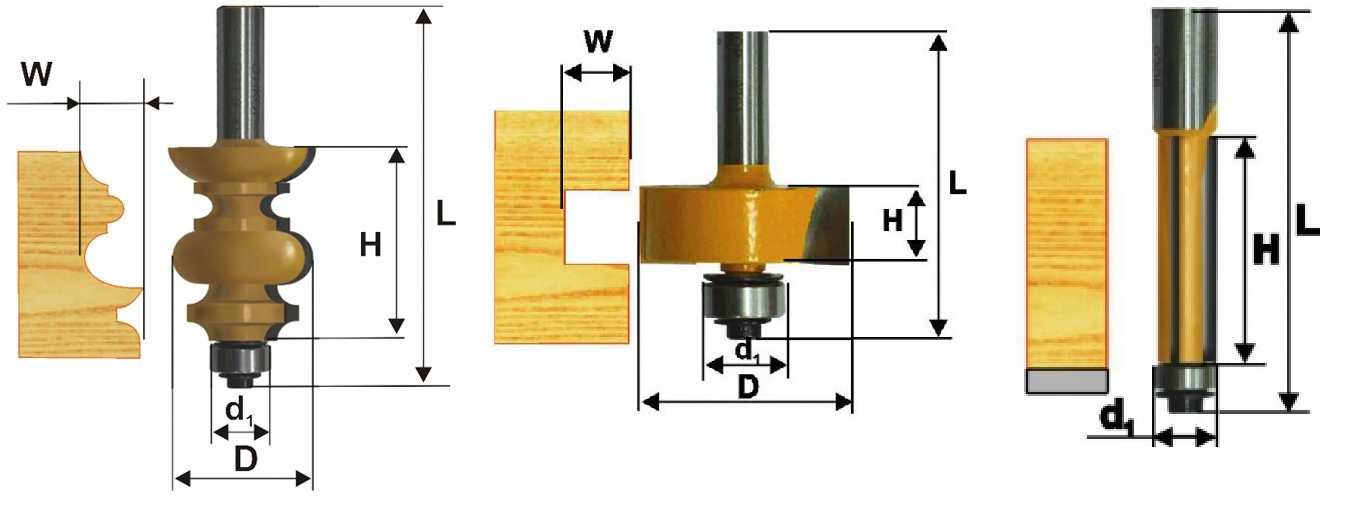
- Кромочные фрезы. С их помощью окультуривают торцевые поверхности деревянных заготовок. Кроме фигурной кромки с их помощью можно сформировать шипы или выемки, чтобы соединить детали. Такие фрезы могут иметь на конце подшипник, который упирается в деталь, задавая расстояние обработки.
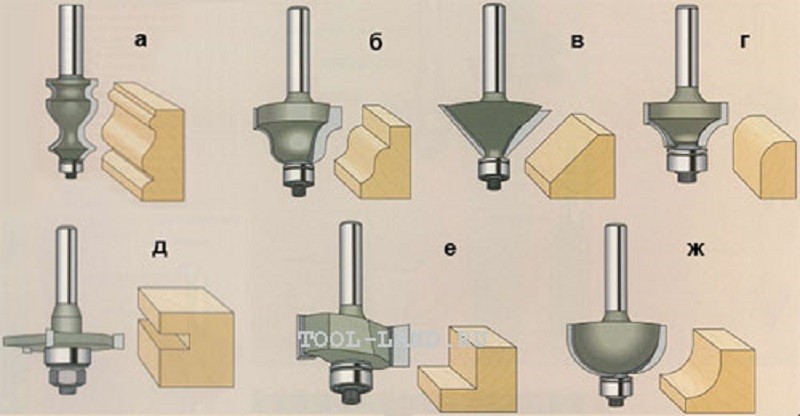
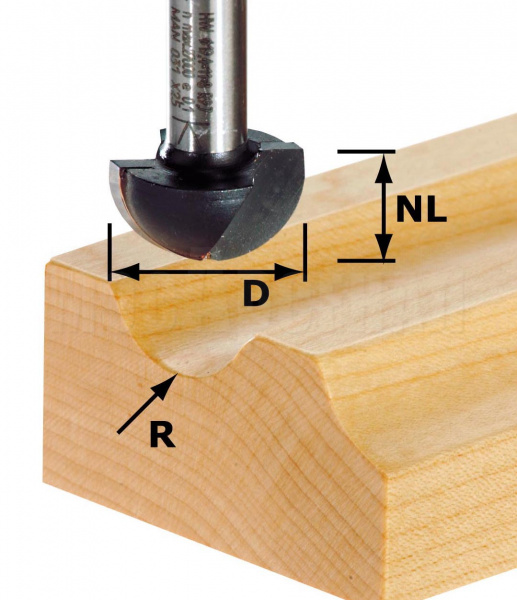
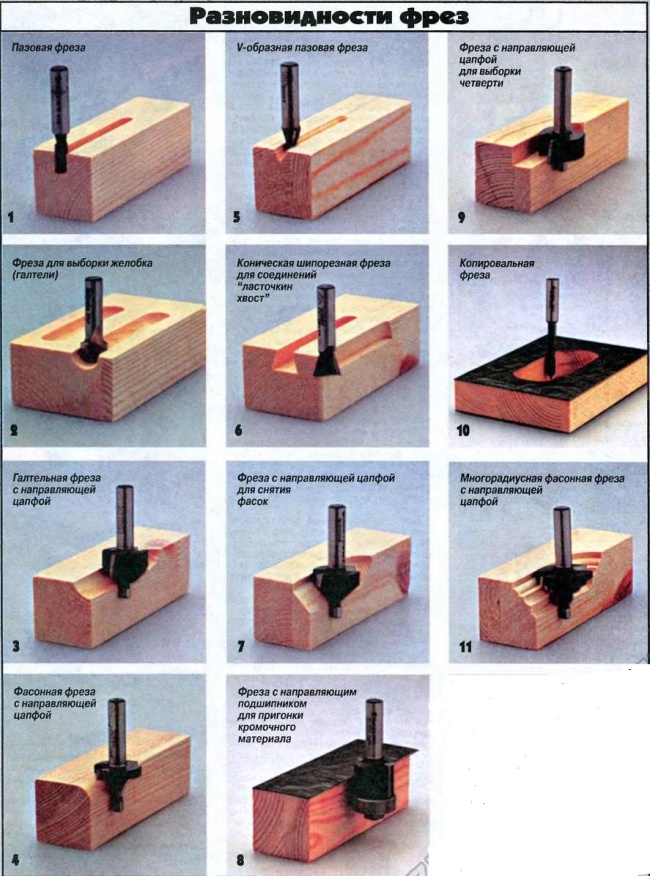
- Пазовые фрезы. Это фрезы для формирования пазов различной формы. Они, в свою очередь, бывают:
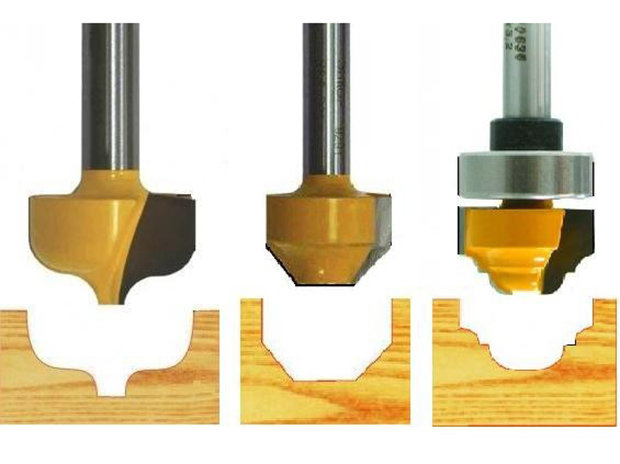
- Спиральные (а) – применяются для формирования технических пазов, типа шип/паз.
- Галтельные (б, д) – применяются для отделки поверхностей, в виде бороздок различной формы и глубины. Могут быть скругленными, V-образными или фигурными.
- Ласточкин хвост (в,г) – используются для создания паза специальной формы, предназначенного для скрытого или открытого соединения деталей из дерева.
- Фасонные (д) – предназначаются для декорирования деревянных поверхностей. Как правило, они помогают создавать бороздки произвольной формы.
Пазовые формы предназначены для создания углублений в произвольном месте заготовки.
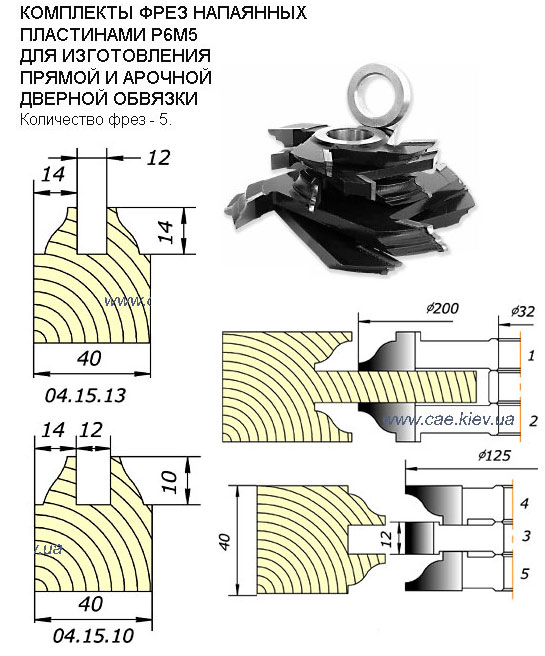
Различают фрезы простые, монолитные, сделанные из цельного фрагмента металла, а есть наборные. Наборные фрезы состоят из хвостовика, который служит основой для набора режущих элементов. Подбирая режущие плоскости и устанавливая их на хвостовик, применяя шайбы различной толщины, можно сформировать произвольный рельеф на поверхности заготовки.
Наборная фреза – это комплект из режущих поверхностей и шайб, что позволяет собрать фрезу нужной формы.
На самом деле фрез очень много и это лишь небольшая доля того, что выпускается. Все фрезы отличаются диаметром хвостовика, диаметром режущих поверхностей, их высотой, расположением ножей и т.д. Что касается ручного фрезеровального оборудования, то достаточно иметь набор из пяти самых ходовых фрез. Если необходимо, то их в любое время можно докупить.
Размеры
Все прорезные и отрезные дисковые фрезы стандартизированы по ГОСТ 2679-2014. Там прописаны размеры инструмента, посадочный диаметр втулки, число зубьев и остальные параметры.
- Диаметр стандартных инструментов составляет от 20 до 315 мм.
- На металлургических производствах для разрезки проката применяются фрезы размером 1200 мм и более.
- Ширина дисковых фрез лежит в пределах 0,2-3,5 мм. У модульных она больше.
- Наибольшее отклонение ширины – до 0,3 мм.
В любом случае следует брать как можно большую фрезу. Тогда время работы одного зуба сокращается (растёт период стойкости инструмента), и улучшаются условия охлаждения. Увеличится число зубьев, что повысит точность, но потребуется более мощный двигатель.
Кроме того, на больших фрезах проще закрепить сменные пластины.
Там прописан диапазон диаметров, выходить за который настоятельно не рекомендуется
Как и брать неизвестные инструменты, поэтому всегда обращайте внимание на фирму-производителя
Что такое ручной фрезерный станок
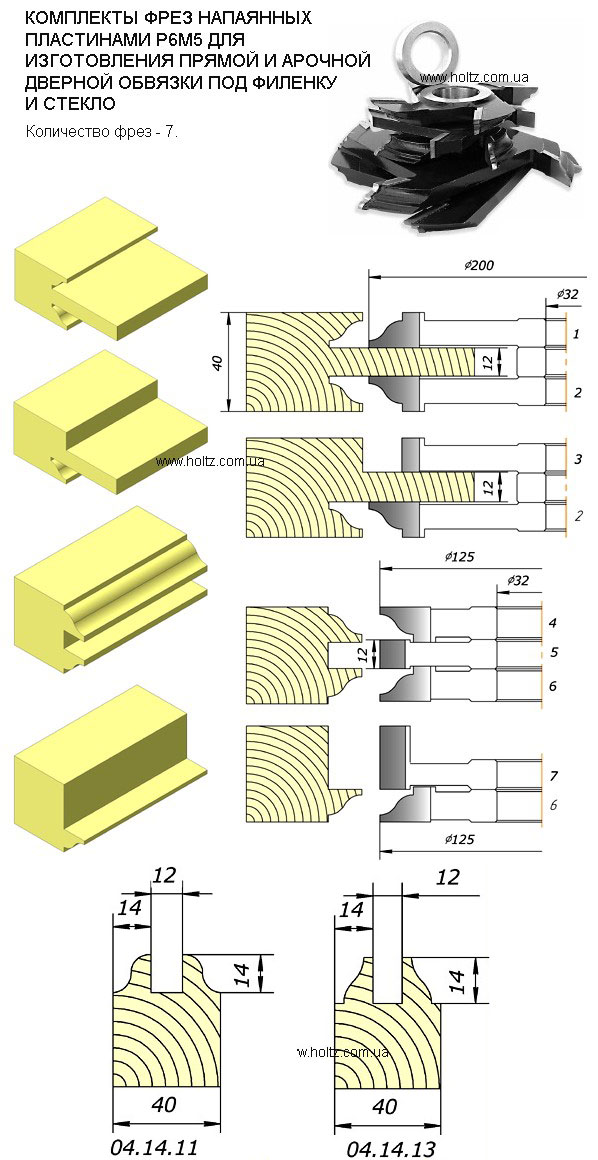
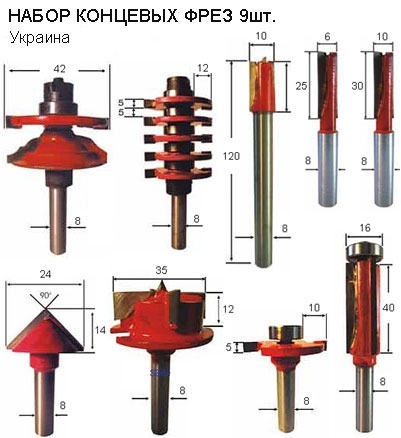
Ручным фрезерным станком в домашних условиях обрабатываются мелкие деревянные детали. Рассмотрим, какие бывают комплекты фрез и для чего они используются.
Основное применение:
- Для установки дверей
- Для монтажа оконных рам (рамочные фрезы)
- При обтачивании небольших брусков и планок
- При создании отверстий для установки дверных и оконных замков
Фрезер используется только в точечных работах на небольших деревянных участках.
Мощность инструмента бывает:
Лёгкой
Лёгкая модель имеет мощность до 750 Вт. Подходит для выполнения мелких работ в домашних условиях.
Средней
Обладая мощностью 750–900 Вт, модель является востребованной. Это незаменимый помощник во время монтажа мебельной обвязки и создания фигурных деталей из деревянных брусков.
Тяжёлой
Тяжёлая модель используется для выполнения профессиональных изделий. Она имеет мощность 900–1200 Вт.
Особенности работы с инструментом
Универсальность и широкий функционал обуславливают некоторые особенности использования ручного фрезера. Они заключаются как в умении работать инструментом, так и в соблюдении определённых правил.







Необходимо выбирать фрезы, соответствующие виду предстоящей работы. Твёрдость материала (древесины) также влияет на выбор. Для мягкой древесины подходят фрезы с режущей частью из лёгкого материала, твёрдые породы дерева требуют применения твёрдых режущих частей.
Скорость вращения также имеет значение. Обработку фрезами большого диаметра выполняют на небольших скоростях и, соответственно, чем тоньше фреза, тем выше обороты.
Слово «ручной» не означает, что инструментом возможно работать только, удерживая его руками. Большинство моделей допускают крепление к рабочему столу. Обработку мелких деталей удобнее производить закрепив устройство.
Закрепив устройство шпинделем вверх и используя различные приспособления, как заводские, так и самодельные можно собрать универсальный станок.
Характеристики фрезеров
Мощность. Непосредственно определяет границы возможностей фрезера – максимальный диаметр фрезы и глубину обработки. Увеличение мощности ведет за собой увеличение массы и цены инструмента, поэтому следует сразу определиться с требованиями к фрезеру и подобрать инструмент той мощности, которая необходима исходя из требуемой глубины обработки и диаметров используемых фрез.
Скорость вращения шпинделя. Чем чище должна быть обработанная поверхность, и чем тверже обрабатываемый материал, тем выше должна быть скорость вращения. В то же время, некоторые материалы (например, пластики, вязкие металлы, некоторые сорта дерева) нельзя обрабатывать на очень высокой скорости. Также свои требования к скорости предъявляют некоторые виды насадок. Исходя из перечисленного, если фрезер предполагается использовать для различных операций или с различными видами материалов, то следует выбирать модель с регулировкой оборотов. Следует также иметь в виду, что обороты шпинделя могут падать под нагрузкой, для предотвращения этого явления, некоторые (в основном, профессиональные) модели оснащены опцией поддержания оборотов под нагрузкой.
Для предотвращения рывков при запуске двигателя существует опция плавного пуска – оснащенные этой функцией фрезеры, хоть и будут стоить дороже, но прослужат дольше за счет снижения неблагоприятных воздействий на двигатель. Да и риск испортить деталь резко стронувшейся фрезой будет меньше.
Также для продления срока службы инструмента служит функция защиты от перегрузок, вступающей в действие при превышении допустимой температуры двигателя. Эта функция может быть реализована по-разному – от индикации светодиодом до принудительного отключения питания, но в любом случае лишней не будет.
Размер цанги. Чем крупнее фреза, тем толще и прочнее у неё хвостовик, и, соответственно, тем больше должен быть диаметр цангового патрона. Как правило, мощные фрезеры комплектуются патронами максимального диаметра. Впрочем, часто в комплекте идет несколько сменных цанговых патронов. И, даже если их нет в комплекте, обычно их можно докупить отдельно. В крайнем случае, можно воспользоваться переходной муфтой для установки в патрон фрезы неподходящего диаметра. Крепление фрезы в патроне производится с помощью двух рожковых ключей, обычно входящих в комплектацию. Если фрезер оснащен блокировкой шпинделя, ключ при замене фрезы потребуется только один.
Максимальная глубина фрезерования. Параметр, непосредственно влияющий на мощность инструмента, следовательно, на вес и цену. Поэтому разумно начать выбор фрезера с определения именно требуемой максимальной глубины. Для большинства работ по изготовлению мебели, к примеру, глубины фрезерования в 45-50мм вполне достаточно.
Поскольку не всегда требуется фрезеровать на максимальную глубину, большинство фрезеров комплектуется ограничителем глубины резки, который перед началом работы можно настроить на заданную глубину. У простых базовых моделей подстройка глубины производится довольно грубо, часто с помощью простой миллиметровой шкалы, нанесенной на штанги. Дорогие модели же могут похвастать специальными измерителями глубины погружения и точностью в десятые доли миллиметра.
Часто резка производится не сразу на полную глубину, а поэтапно. В этом случае будет полезным наличие на инструменте револьверного упора на несколько положений. Этот вариант ограничителя глубины представляет собой поворотную площадку с упорами различной высоты. Поворачивая её, можно быстро и точно сменить текущую глубину фрезерования. В некоторых моделях упоры на таком ограничителе выполнены в виде болтов, подкручивая которые, можно подстроить глубины шагов фрезерования, что увеличивает универсальность инструмента.
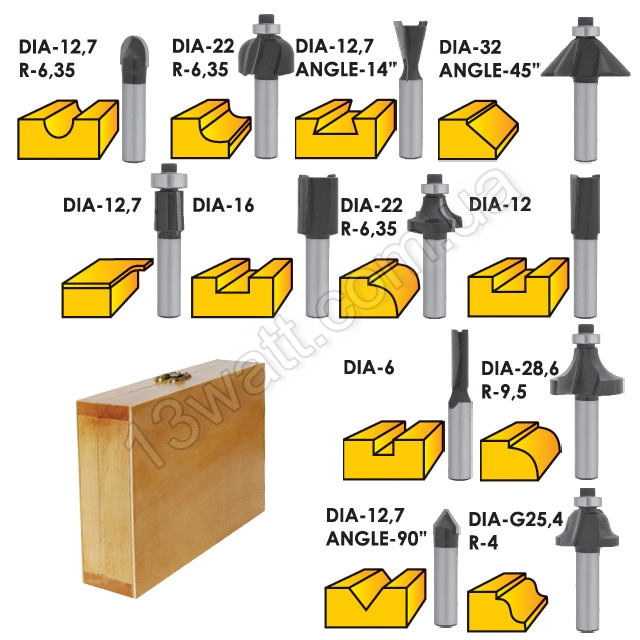
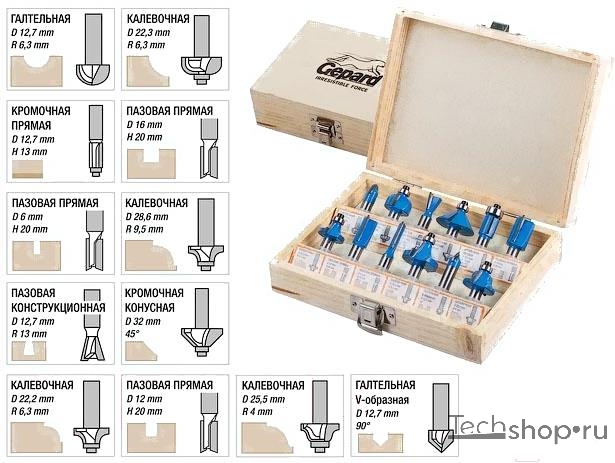
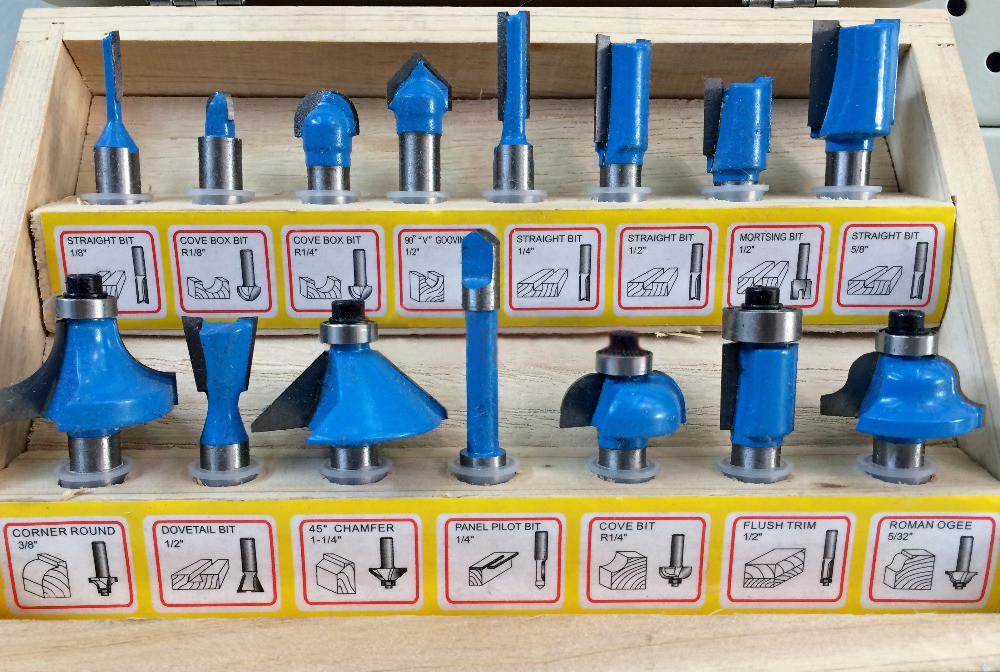
Наборы фрез по дереву
Часто сменный инструмент для ручного фрезера продается комплектами, в виде наборов в специальных кейсах. Такой вариант удобен, но для мастеров иногда удобнее купить 3…10 фрез высокого качества точно под основные операции, чем набор из 25…50 инструментов более дешевых и менее долговечных.
Важно: при покупке фрез по дереву как в наборах, так и по отдельности, необходимо заранее выяснить, для каких пород дерева применяется конкретная модель. Инструмент, предназначенных для обработки мягких пород (липа, яблоня, сосна) быстро тупится при работе с твердыми (дубом или грушей)
И наоборот – фрезы для твердого дерева на мягком не дадут ровного реза, гладкой поверхности.





