
Как измерить расстояние между центрами отверстий?
Измеряем диаметры обоих отверстий, а потом перемычку между отверстиями, прибавив к длине перемычки, величины радиусов обоих отверстий, выясняем межцентровое расстояние.
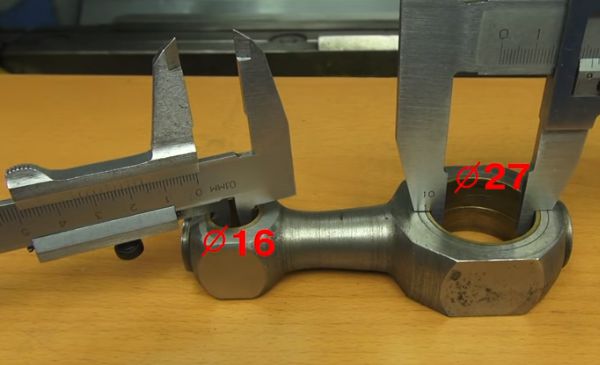
Замер диаметров
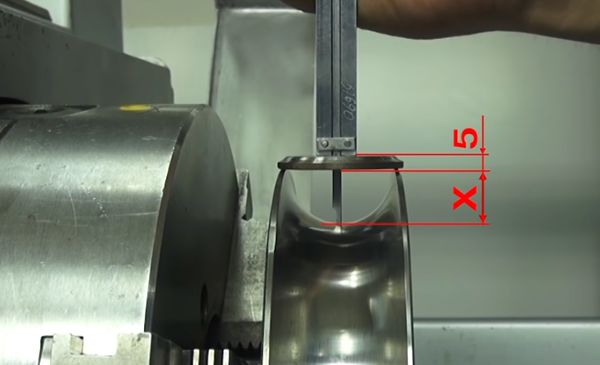
чтобы измерить глубину канавки нам понадобится мостик. В качестве мостика используем подходящую шайбу. Из полученного результата измерений вычтем высоту шайбы и получим глубину канавки.
Измерение диаметра канавки
Применение косвенных замеров поможет, когда измеряемый диаметр превышает рабочий диапазон имеющегося штангенциркуля. Начнем с измерения глубины губок от ребра штанги, назовем ее буквой H.

Снимаем размер губки штангенциркуля
Оперев ребро штанги на поверхность диаметра, сводим губки до касания обеих поверхностей этого диаметра и получаем длину хорды.
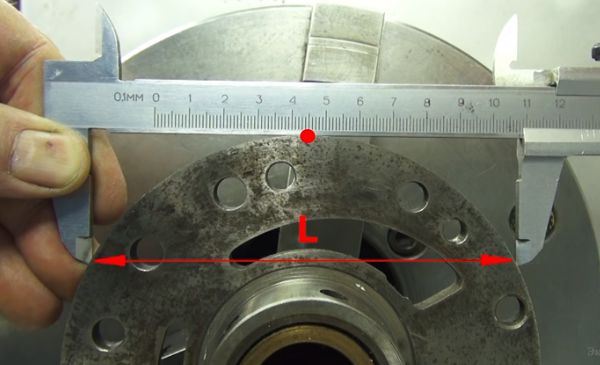
Измеряем хорду
А далее используем формулу: D=L²/(4*H)+H Подставляя в неё известные нам числовые значения, находим искомый диаметр.
Эту формулу можно применить для расчётов радиусов секторов. Если вылет штанги будет великоват, его можно уменьшить установкой штанги через мерную прокладку.
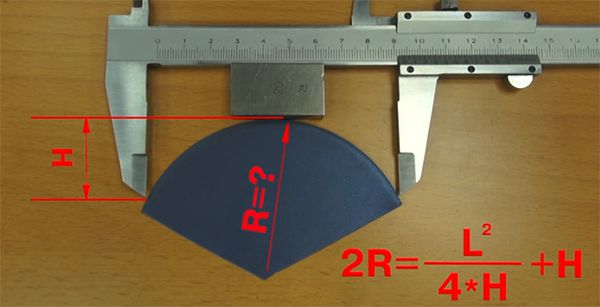
Находим радиус сектора
Дальнейший расчет аналогичен предыдущему.
Как работать?
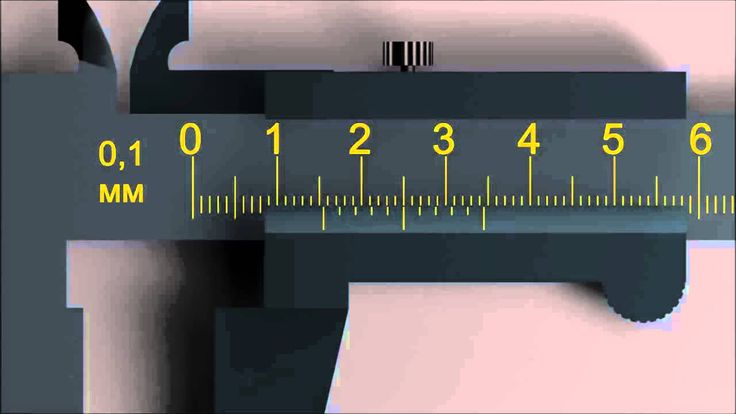
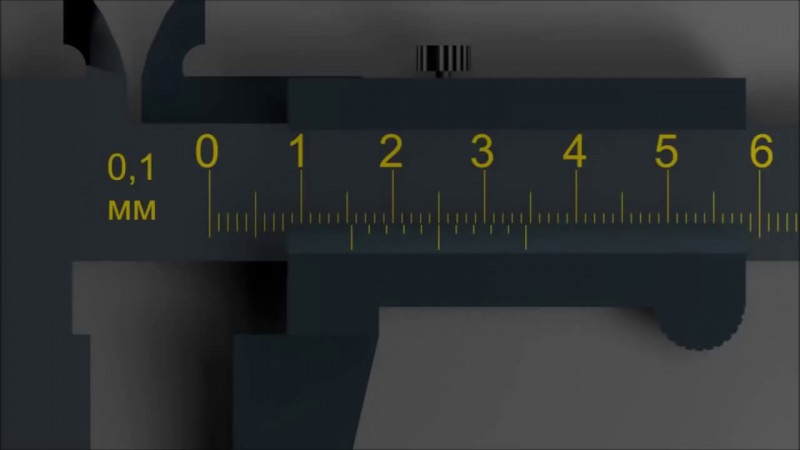
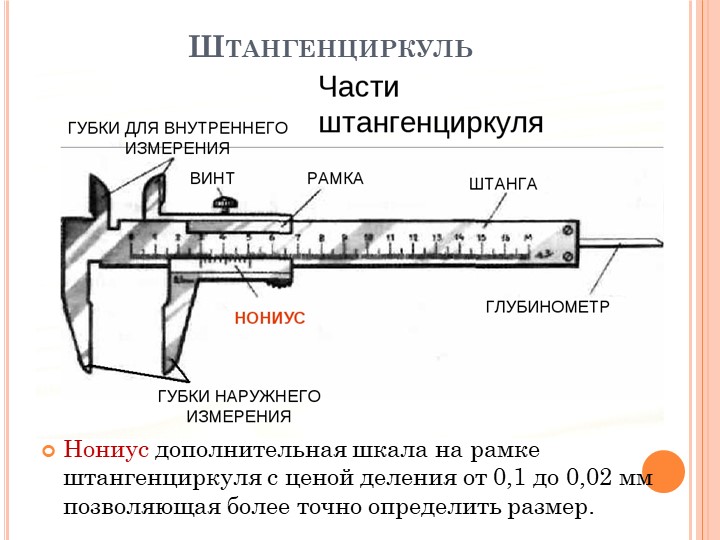
Для того чтобы правильно работать штангенциркулем, нужно понять, как считывать показания. Здесь все немного сложнее, чем у простой линейки. Дело в том, что у инструмента есть две шкалы. Первая (основная) – это миллиметровая. Она дает первоначальные данные по замеру. Вторая (она же нониусная) поможет вам измерить детали с высокой точностью. На ней можно распознать даже доли миллиметра.
Нониус – это 0,1 мм, поэтому правильный замер может дать очень точный результат. Но у каждых моделей штангенциркулей может быть разный шаг (одно деление). Как правило, длина шага указывается чуть левее на самой шкале.
Также шкала нониуса может быть разной и по длине. У некоторых моделей она достигает 2 см (20 мм) от основной измерительной шкалы, у других же она может составлять около 4 см. Чем больше длина, тем точнее вторичная шкала будет выдавать показания. В основном современные штангенциркули измеряют с точностью до 5 сотых миллиметра (0,05 мм), более старые приборы имеют точность лишь до одной десятой миллиметра (0,1 мм), что в два раза меньше.
У штангенциркуля есть две пары губок: верхняя и нижняя. На некоторых есть только одна, но это уже узкоспециализированные виды приборов. Верхней парой губок измеряют внешнюю ширину и высоту. Нижней же делают замеры диаметра и внутренней ширины детали. Внутренние канавки должны плотно прижиматься внутри элемента, чтобы не было люфта и измерение диаметра было очень точным.
Эти губки могут раздвигаться на довольно большое расстояние, поэтому с их помощью можно измерить диаметр, длину, ширину и высоту трубы, большого подшипника, крупных деталей и остальных видов запчастей. Но основным плюсом штангенциркуля является то, что он может определять параметры и очень маленьких или тонких предметов. Например, им можно замерить сечение кабеля, определить ширину провода, гвоздя, гайки, шаг резьбы болта и много другое.
Всегда во время большого количества токарной или слесарной работы пользуются именно штангенциркулем из-за его удобства и универсальности. Но этот прибор можно применяться и на стройке.
Также, помимо пары губок, у некоторых моделей есть и глубинометр. С его помощью можно с легкостью измерить глубину, причем даже у малых деталей. Это приспособление выдвигается вместе с измерительной и нониусной шкалой.
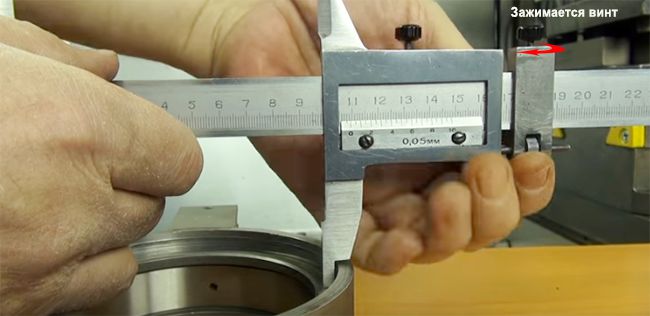
Линия глубинометра очень тонкая и спокойно помещается в задней части штангенциркуля. Для того чтобы мерить глубину, просто опустите это устройство до упора в деталь (при этом положите её так, чтобы сама деталь имела опору) и сверху закрепите с помощью зажимного винта. После этого посредством измерительной шкалы вы сможете рассчитать глубину таким же способом, каким измеряют длину, высоту и другие величины.
Если вы не знаете, каким сверлом воспользовались для того, чтобы сделать конкретное отверстие, то просто измерьте диаметр.
Вообще, штангенциркуль может ответить на многие вопросы, и после некоторой работы с измеряемой деталью вы сможете изучить её полностью. В комплекте со штангенциркулем может идти инструкция, поэтому вы можете ознакомиться с ней перед первой работой.
В случае когда штангенциркуль подвергся коррозии, обработайте его специальным средством от ржавчины. Только смотрите, чтобы это средство не разъедало металл, ведь это может привести к тому, что деления и шаги на измерительной и нониусной шкалах не будет видно.
Существуют и электронные виды штангенциркулей, но с ними необходимо обращаться более аккуратно. В первую очередь не допускайте попадания воды или других жидкостей на устройство. В электронном табло может произойти короткое замыкание, и узнать точные данные вы не сможете.
Также не стоит измерять любые вещи, работающие от электричества. Это может сбить табло, и результаты после замера будут неверными. Перед началом работы проверьте устройство и нажмите кнопку ON, чтобы штангенциркуль включился. После того как вы сняли показания и вам нужно заново сделать замер, то нажмите кнопку установки нулевого положения. Принцип включения примерно такой же, как и у не программируемого калькулятора: после каждой операции значение нужно сбросить.
Также в электронном варианте штангенциркуля необходимо менять питание. Для этого откройте крышку защитного кожуха и замените батарейку. Также не забывайте про полярность. Если батарея исправна, но табло все равно не работает, то проверьте, правильно ли вставлен элемент питания.



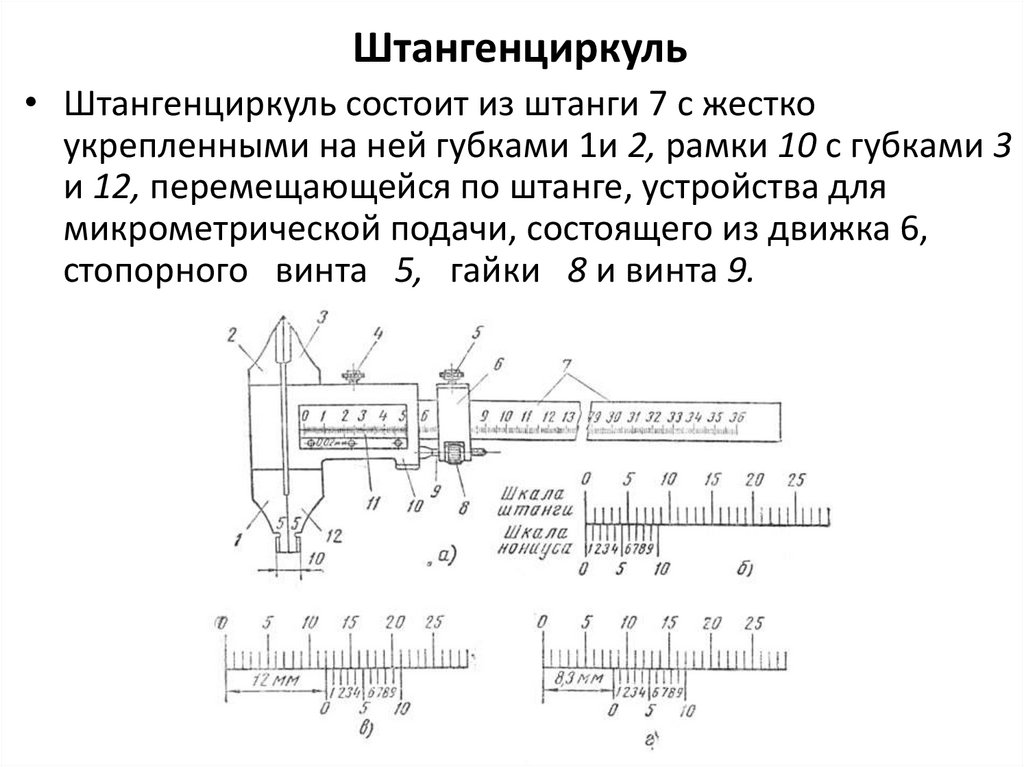
Из чего состоит штангенциркуль
Самый простой прибор, а для понимания принципа работы подойдёт как раз такой, состоит из следующих элементов.
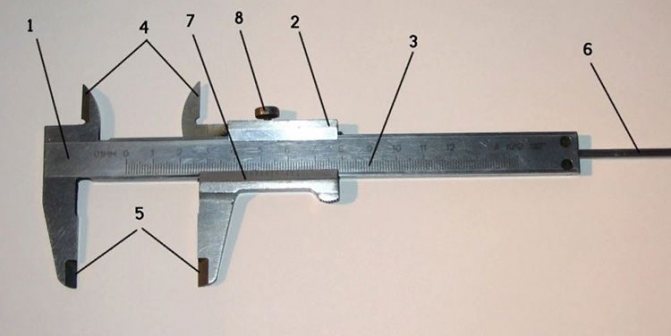
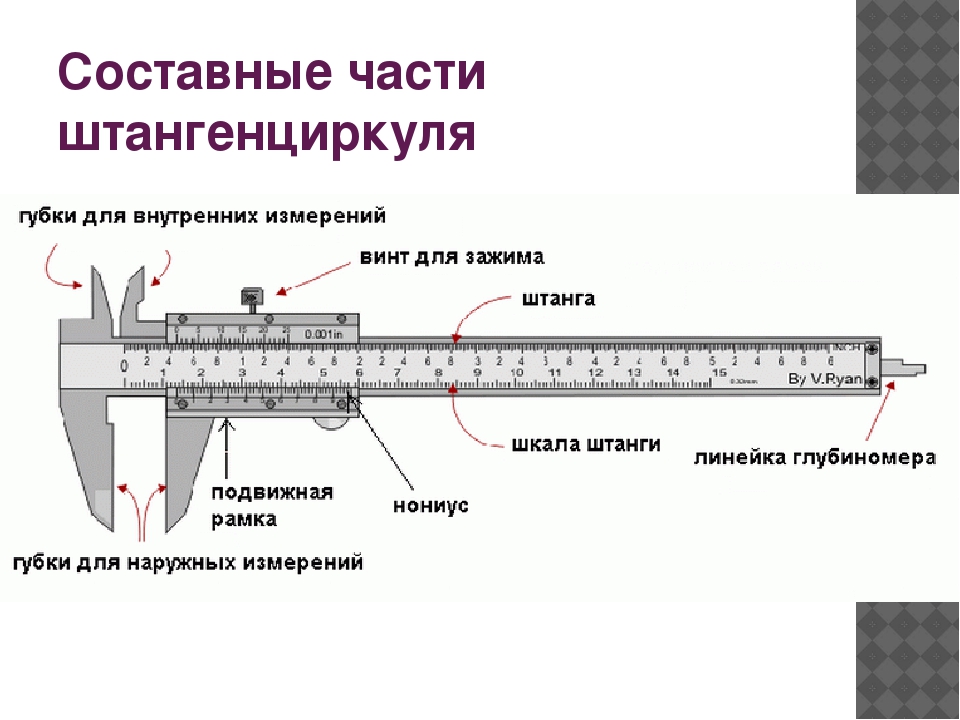
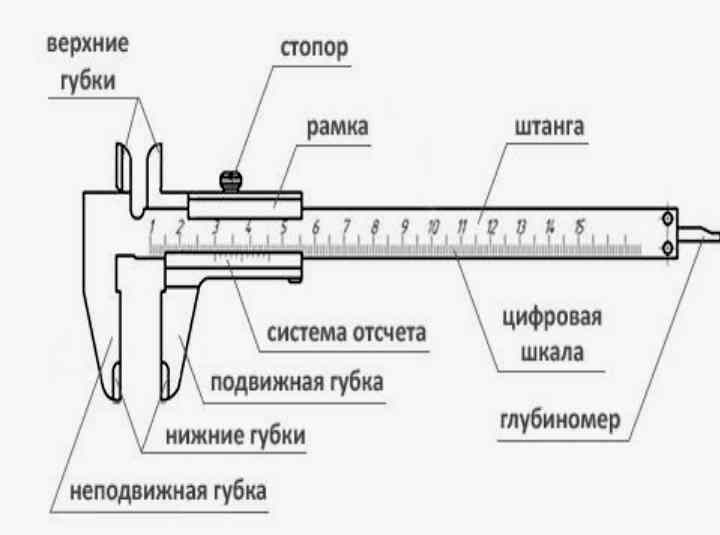
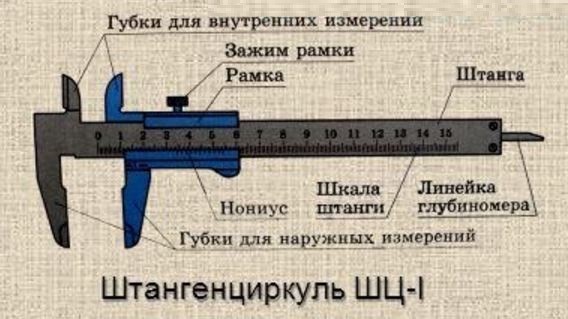
Основные части штангенциркуля: 1 – штанга, 2 – рамка, 3 – шкала для измерений, 4 − верхние губы, 5 − нижние губы, 6 − глубиномер (не у всех модификаций присутствует), 7 − шкала нониуса, 8 − зажимный винт.
Для того чтобы правильно определить, как, а главное, каким пользоваться штангенциркулем, необходимо изучить его модификации. Отправная точка для выбора прибора – точность измерений, габариты детали, а также число измерительных поверхностей. Штангенциркули могут иметь модификации в зависимости от:
- Диапазона измерений. Длина шкалы на штанге может составлять от 125 до 4000 мм.
- Точности прибора. Допустимая погрешность − от 0,05 мм.
- Функциональности. В частности, есть ли глубинометр или нет.
- Сложности и габаритов измеряемой детали.
- Конструкции отсчётного устройства.
Как измерять штангенциркулем
Перед тем, как мерить штангенциркулем, требуется ознакомиться с основными правилами.
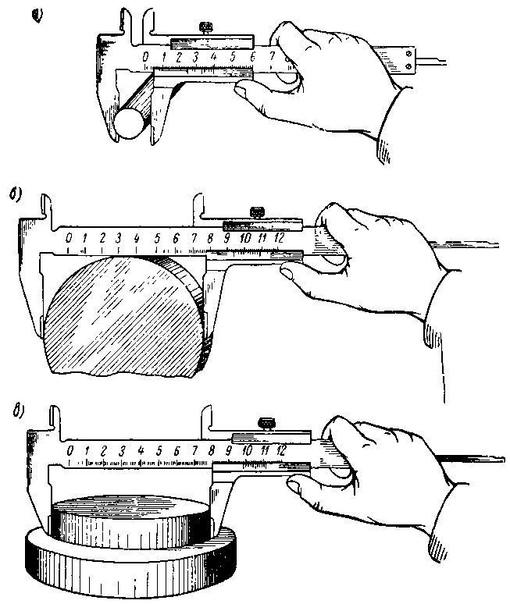
- Измерение наружных поверхностей. Для того, чтобы получить данные о внешних размерах изделия, его требуется зафиксировать в нижних губках инструмента. Для этого требуется развести его немного больше, чем сама измеряемая заготовка, а потом свести губки до упора. После этого можно снимать показания по основной и дополнительной шкале.
- Измерение внутренних поверхностей. Для данной операции инструмент следует переместить в нулевое положение, после чего поместить губки для внутреннего измерения в заготовку, параллельно измеряемой плоскости. Далее следует разводить их до упора, что поможет зафиксировать их в одном положении и избежать больших погрешностей. Это подходит также для определения диаметра.
- Измерение глубины. Здесь основной частью является глубиномер. Замер штангенгенциркулем осуществляется путем упора торца инструмента в один конец детали и погружением глубиномера в другой. Когда он упрется или дойдет до нужной точки, то можно снимать показания по основной и дополнительно шкале, так как нониус здесь по-прежнему остается актуальным.
- Как выполнять разметку. Разметка наносится прямыми рисками от базовых кромок инструмента, расположенных параллельно, или поверхности самой заготовки. Также делают засечки и могут проводить окружности.
фото:наружное и внутреннее измерение поверхности штангенциркулем
фото:измерение глубины штангенциркулем
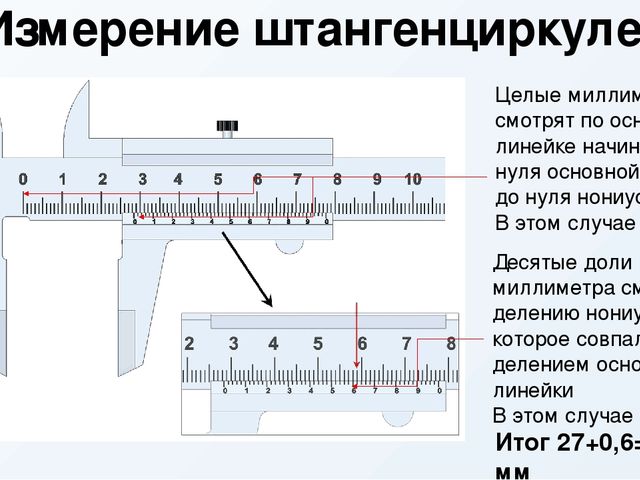
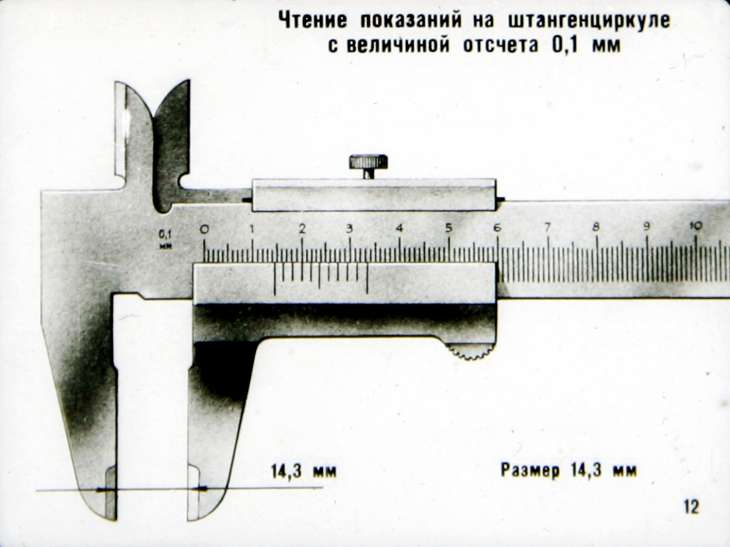
Определение показаний штангенциркуля
Основной проблемой, чтобы понять как пользоваться штангенциркулем, является определение точного результата, а также использование дополнительных функций устройства. Наиболее просто и понятно дело обстоит с наружными размерами, но принцип снятия везде практически одинаков, поэтому, следует научиться обращаться двумя шкалами. На первой, она же является основной, показаны целые доли миллиметра. Вне зависимости от того, исползаете вы глубиномер, внешние или внутренние губки, передвигаются все три части, соответственно отмеренному расстоянию. Чтобы не сбить показания во время измерения, когда все доходит до контрольной предельной точки, происходит фиксация прибора.
После этого его можно снять с заготовки и приблизить поближе к себе. Показания при этом остаются такими же, как и в момент измерения. На штанге деления сразу видны и количество целых миллиметров видно сразу, чтобы определить более детально, следует воспользоваться нониусом. На нем располагает десять делений, каждое из которых соответствует доли целого. Если первое деление совпадает со значением черты на основной шкале, то получается ровное значение. Если второе деление совпадает с какой-либо чертой, то к полученному целом значению следует прибавить 0,1. К третьему – 0,2, четвертому – 0,3 и так далее.
Штангенциркулем можно измерять как наружные и внутренние размеры, так и глубину. Ко всему прочему штангенциркуль очень точный измерительный прибор и им можно измерить даже десятые (а порой и сотые) миллиметра.

штангенциркуль
Постоянные посетители моего канала наверно заметили, что я очень часто использую при измерении штангенциркуль, это не прихоть или понт, это реально очень удобный для измерений инструмент. Рулетка и линейка это конечно круто, но такой точности мы на них однозначно не получим. Давайте сначала представим себе, что из себя представляет этот самый штангенциркуль и как называются его части.

название частей штангенциркуля
Теперь когда я буду говорить о какой то части это замечательного измерительного прибора, вы хотя бы будете знать о чем идет речь.
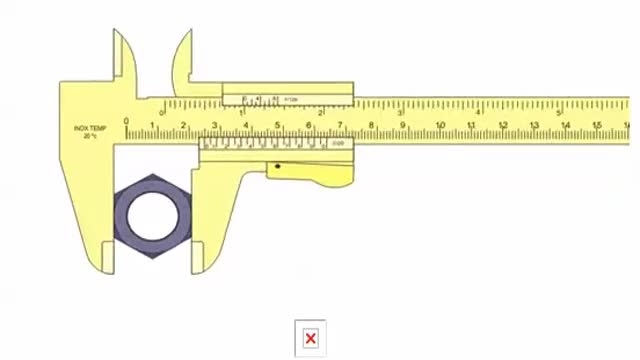
Начнем с простого, давайте измерим наружный размер какой нить деревяшки. Для этого просто нужно сомкнуть губки для наружных измерений на брусочке
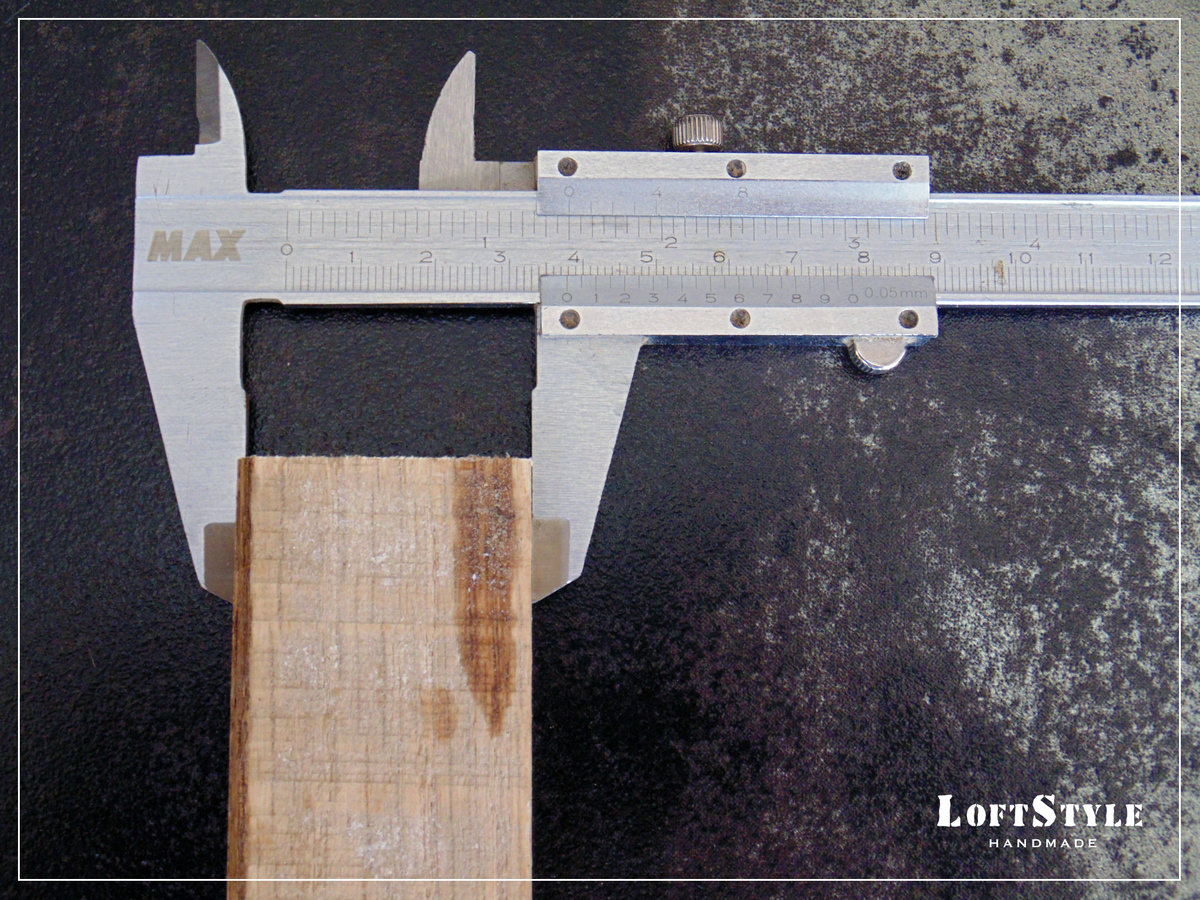
измеряем наружные размеры
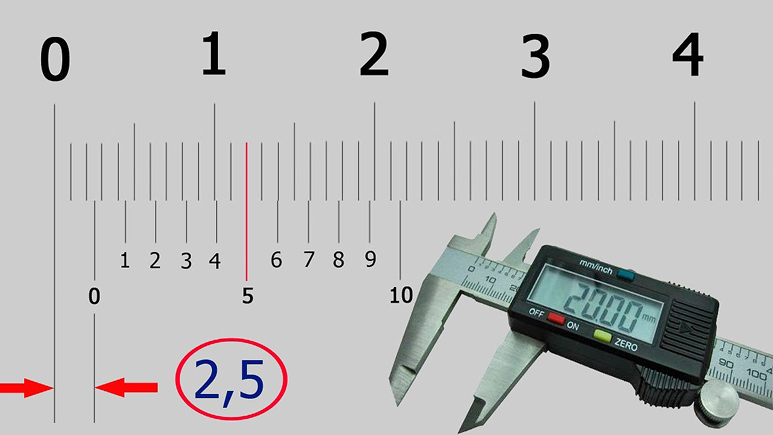
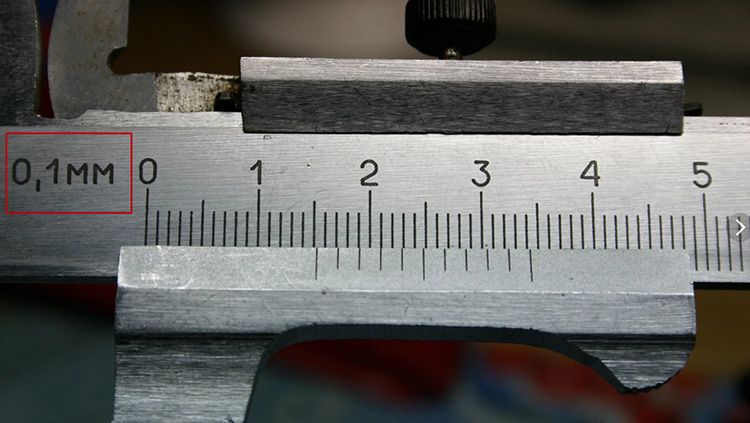
Линейка на подвижной раме называется НОНИУС, теперь смотрим рядом с какой цифрой на шкале встал ноль нониуса.
почти 3,8 мм
Ширина нашего брусочка почти 38 мм. В конце я объясню как мерять десятые миллиметра штангенциркулем, пока же общие данные.
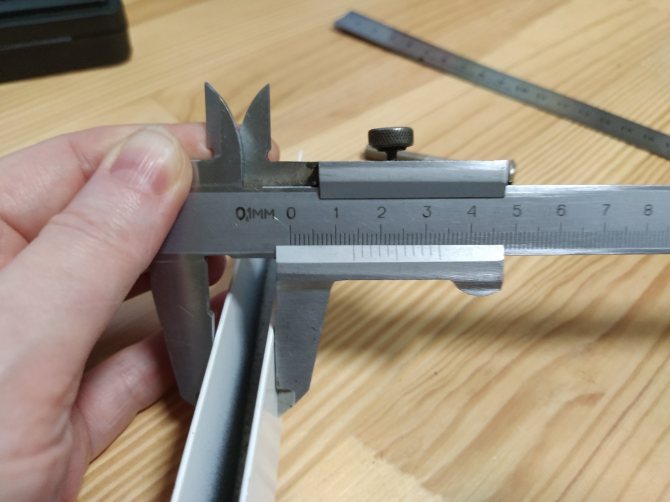
Теперь давайте измерим внутренний размер квадрат трубы. Для этого нужно сомкнуть губки для внутренних измерений внутри квадрат трубы.

измеряем квадрат трубу изнутри
И снова смотри с какой цифрой на шкале встал ноль нониуса.

чуть больше 55 мм
Линейкой глубиномера удобно измерять отверстия, что бы знать на какую глубину уже просверлили. Я буду мерять высоту этого квадрата, что бы было видно как работает глубиномер. Ставим штангу на деталь и опускаем подвижную рамку до упора вниз.





измеряем высоту (глубину)
Опять смотри с какой цифрой на шкале встал ноль нониуса.
29 мм
Ну а теперь давайте научимся измерять десятые (или сотые, смотря какой штангенциркуль).
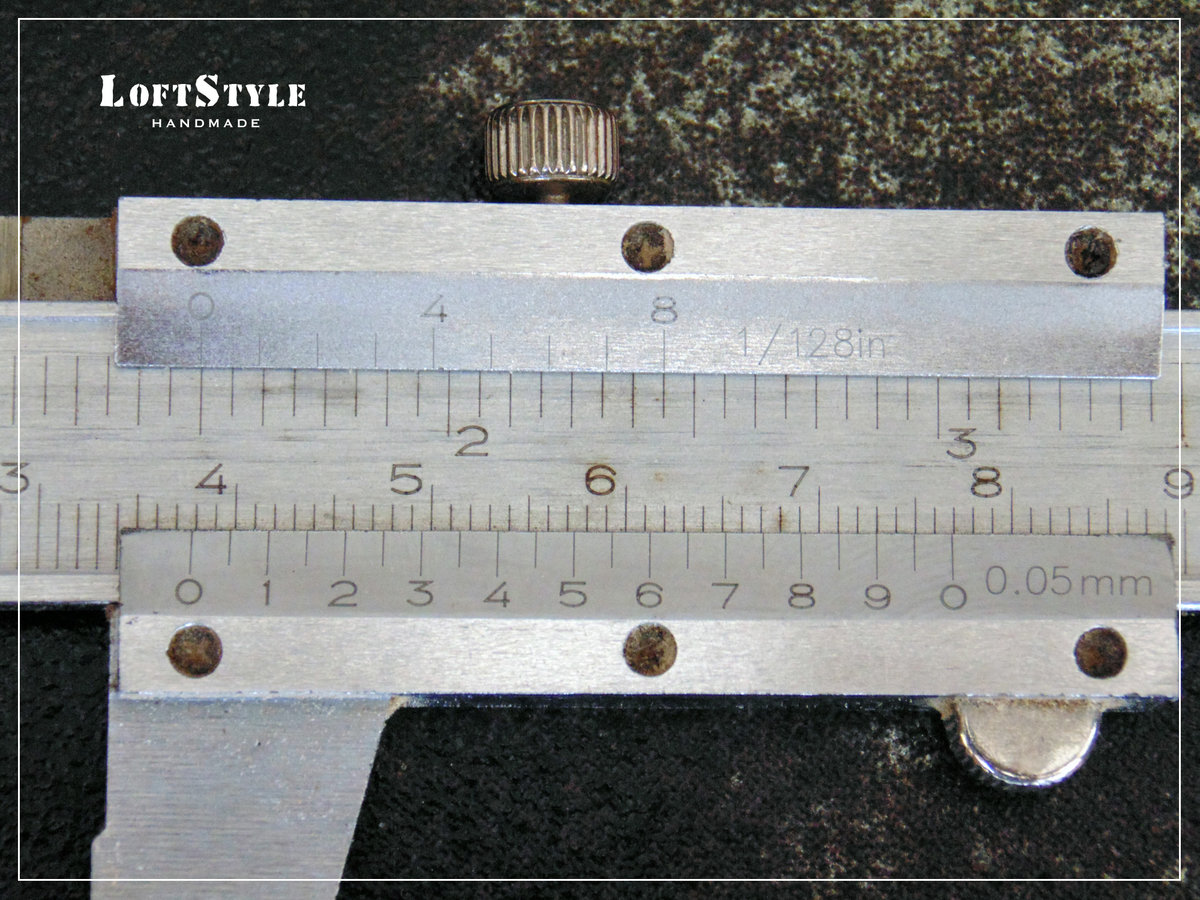
Внимание на фото

считаем десятые и сотые
Если вы были внимательны, то заметили, что на нониусе есть своя шкала – это и есть десятые и соты
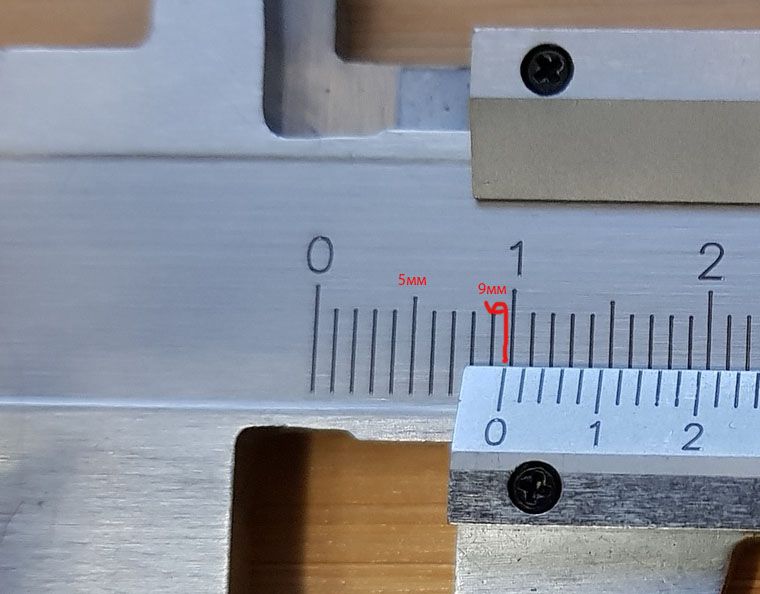
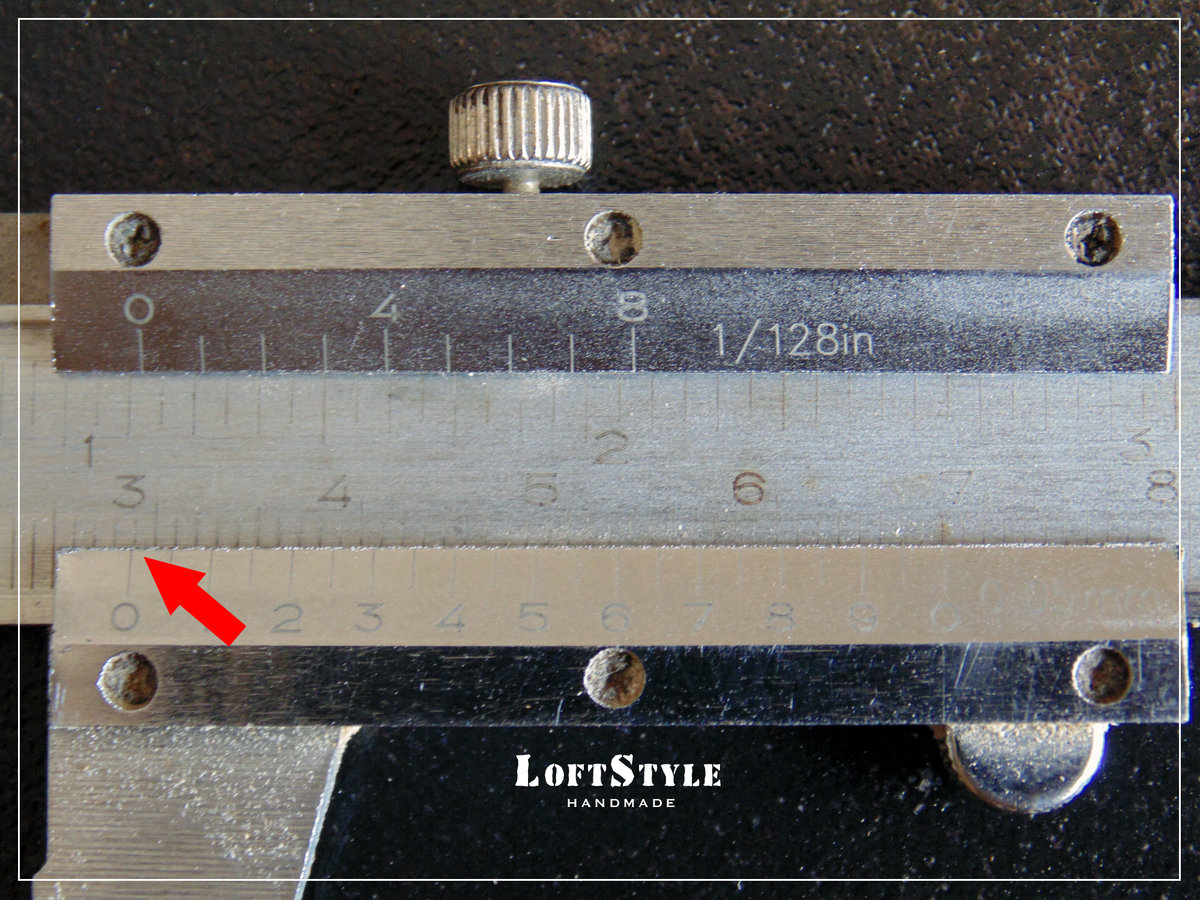
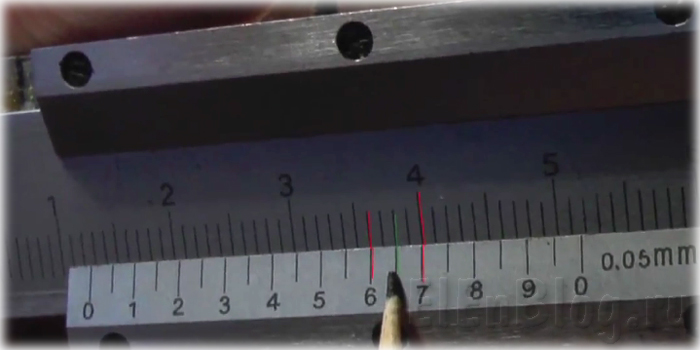
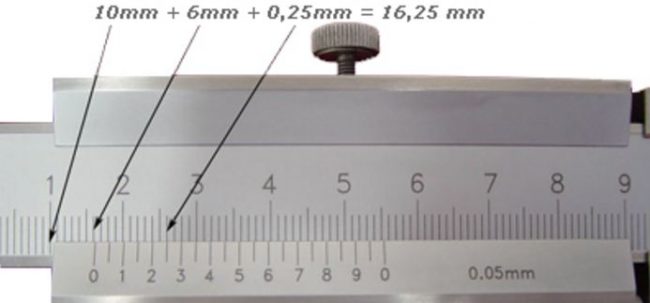
Сначала обратим внимание на право, там написан чем равен один шаг, на этом штангенциркуле он равен 0,05 мм. Целое число миллиметров у нас равно 30, его мы видим слева где ноль нониуса
Теперь смотрим где сошлись палочки на шкале и нониусе, видим что между 5 и 6. Цифра 5 равна пяти десятым миллиметра, а следующий шаг равен 0,05 итого у нас вышло 0,55, плюсуем к этому целое значение 30 и получаем точно значение до сотых 30,55 миллиметра.
Ну вот и все премудрости работы со штангенциркулем!!! Если эта статья вам была полезна и интересна то ставим лайк и подписываемся. Все свои пожелания, предложения, критику присылайте на badart@yandex.ru или в комментарии под этим постом.
Настройка микрометрического нутромера — пошаговое описание
Для получения точных значений, измеряемых нутромером, понадобится предварительно настроить или отрегулировать прибор. Настройка проводится в следующих случаях:
- когда прибор вводится в эксплуатацию;
- при его применении;
- после продолжительного хранения.
Предварительно нужно оценить состояние прибора. Отсутствие внешних дефектов — это еще не повод говорить об исправности инструмента
Особое внимание уделяется микрометрической шкале и наконечникам. Убедившись в исправности изделия, следует переходить к непосредственному процессу его настройки

Первоначально следует подготовить необходимые материалы — винтовая пара (микрометрическая головка), удлинители, установочная мера и ключ. Удлинители подбираются в зависимости от номинальной длины, указанной в маркировке. Проверяется первоначально установка прибора на ноль (другими словами выясняем, откалиброван он или нет). Для установки микрометрического нутромера на ноль выполняются следующие действия:
Убеждаемся в том, что температура окружающей среды составляет в среднем 20 градусов. Отклонения в большую или меньшую сторону на 5 градусов и более недопустимы, так как это повлияет на величину погрешности
Важно также учесть влажность, которая не должна быть выше 80%.
Соединяем винтовую пару с наконечником.
Далее берем установочную меру, и прикладываем к ней прибор.
Вращаем барабан до момента, пока прибор не будет слегка фиксироваться в установочной мере. Плотность соприкосновения фиксируется на ощупь
Измерительные стержни должны касаться рабочей поверхности с небольшим трением. Фиксируется зажимной винт, и проверяем соотношение основной шкалы с нониусной. Прибор считается выставленным на ноль, когда видна следующая картина, как показано на фото ниже (риска с нулевым значением совпадает с отметкой основной шкалы).
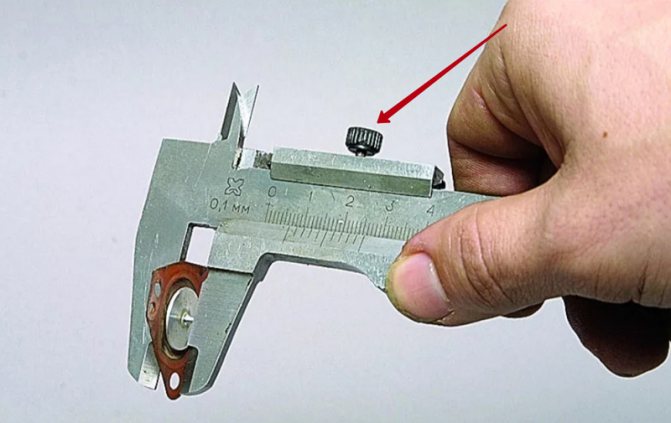
Если значение 0 не совпадают с основной риской, тогда прибор нуждается в регулировке. Для этого извлекаем его из установочной меры, и ослабляем верхнюю гайку, которая показана на фото ниже стрелкой.
Вместо гайки может быть винт под шестигранник, что зависит от производителя инструмента.
Барабан с нониусной шкалой вращается до момента совпадения с продольным штрихом стебля. После того, как нулевое значения нониусной шкалы будет совпадать с продольной риской, нужно затянуть винт, который был предварительно ослаблен.
Повторно выполняются действия, описанные в пункте 3 и 4 с установочной мерой.
Приступать к измерению микрометрическим нутромером можно исключительно после того, как прибор будет отрегулирован, то есть, выставлен на ноль. Эта процедура еще называется калиброванием, которая выполняется обязательно перед каждым измерением.
Это интересно! Правильно настроен инструмент тогда, когда нулевой штрих продольной шкалы слегка виден, и совпадает с нулевой отметкой барабана. На фото показано правильно отрегулированный штихмас.

После настройки можно переходить к измерительным манипуляциям. Как правильно измерять диаметры внутренних отверстий заготовок при помощи микрометрического нутромера, рассмотрим подробно.






Как работать штангенциркулем
Главное – правильно подготовить прибор к работе: удалить с детали, а также инструмента лишнюю пыль и загрязнения.
Инструмент помещается в рабочую руку. Если вы правша – в правую, если левша, соответственно, в левую. Деталь – в противоположную. Для того чтобы измерить наружный размер детали, достаточно развести внешние губки прибора и поместить между ними измеряемую деталь. Губки должны полностью прижиматься к детали, но не стоит прилагать излишние усилия, слишком мягкий металл может погнуться, а значит, измерения могут быть неточными.
Необходимо зафиксировать положение меток с помощью прижимного винта
Рекомендуем: Саморезы по дереву: размеры, таблица
После того, как подвижная часть штангенциркуля зафиксирована, отложите прибор на стол, чтобы зафиксировать результаты измерений.
Что такое штангенциркуль и для чего нужен
Штангенциркуль помогает определить точные размеры детали, её диаметр, толщину, глубину выемок или отверстий, расстояние между элементами. С помощью этого инструмента проводится отбраковка изделий на предприятиях. Кроме этого, его используют для контроля за износом деталей.
Инструмент пригодится любому мастеру, мало-мальски знакомому со столярным делом. Он поможет с точностью до долей миллиметра измерить диаметр сверла или гайки, расстояние между рёбрами детали, определить ширину отверстия в стене или доске. Обычно его бережно хранят в специальных кейсах, чтобы не допустить запыления подвижных элементов.
 Прибор позволяет делать измерения с точностью до 0,01 мм. Существуют как электронные, так и механические модели
Прибор позволяет делать измерения с точностью до 0,01 мм. Существуют как электронные, так и механические модели
Назначение штангенциркуля определяет и схему его устройства.
Виды штангенциркулей
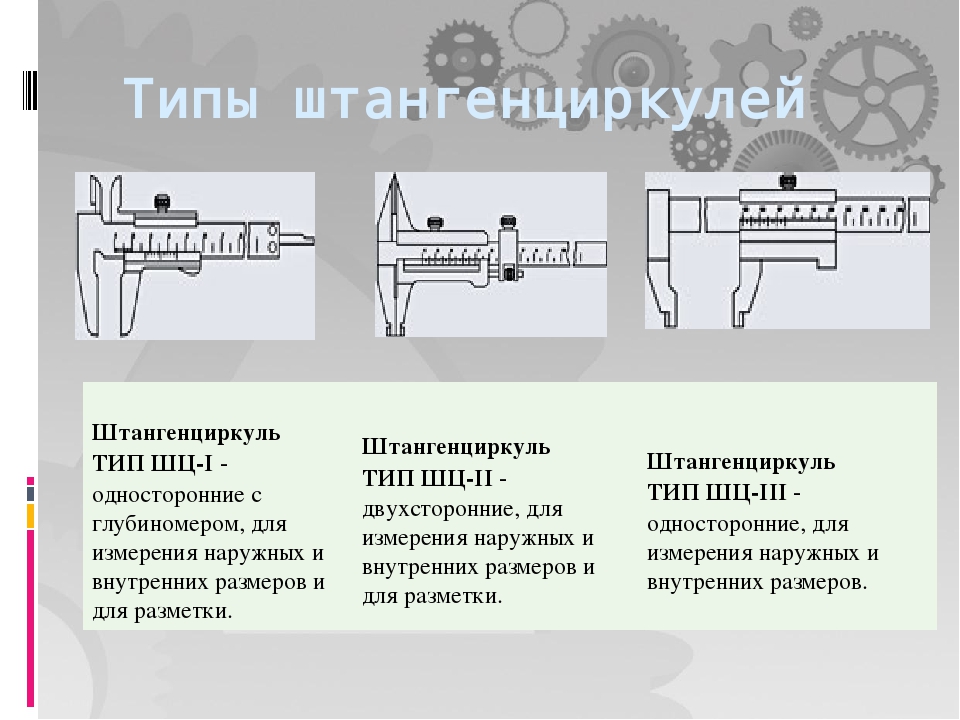
Существуют три основных типа таких устройств. Использование их для определенного вида работы обусловлено ее особенностями.
- Штангенциркули нониусные или аналоговые. Измерения производятся по нониусной шкале. Эти механические инструменты простые и недорогие. Они наиболее распространены.
- Штангенциркули циферблатные или стрелочные. Для измерения на них вместо шкалы имеется циферблат, который показывает результаты, и не требует проведения вычислений. Стоимость их выше, чем аналоговых моделей. Пользоваться ими несложно.
- Штангенциркули цифровые или электронные. Это устройства, на которых имеются жидкокристаллические цифровые дисплеи с аккумуляторными батареями. Применение таких приборов позволяет получить наиболее точные результаты. Они показывают данные как в миллиметрах, так и в дюймах.
Штангенциркуль электронный
Все разновидности штангенциркулей имеют свои обозначения в зависимости от особенностей применения.
- ШтангенциркульШЦ-1. Им измеряются детали, их внешние и внутренние размеры с помощью двух пар губок. Им так же можно пользоваться при измерении размеров отверстия, используя глубиномер.
- ШЦ-1С. Такие устройства оснащены стрелочными головками, благодаря чему процесс измерения упрощен.
- ШЦК. Конструкции, имеющие круговую шкалу с пружинным механизмом. Пользоваться им можно для измерений, когда не требуется идеальная точность.
- ШЦТ-I. Устройства, оснащенные губками с твердосплавным покрытием для предупреждения истирания поверхности. Устойчивы к износу, пользоваться ими можно долгое время.
- ШЦ-II. Помимо губок такие устройства имеют также механизм для подачи рамки. Благодаря этому можно наносить разметку.
- ШЦ- III. Этот прибор имеет крупные размеры. Губки на нём односторонние. Для измерения глубины непригоден.
- ШЦЦ. Устройство с цифровой шкалой, с которой снимаются показания.
Штангенциркуль ШЦК
Каждый тип штангенциркуля изготавливается соответственно действующему в настоящее время ГОСТу 166-89 и имеет соответствующую маркировку.
Какова цена деления штангенциркуля и как считывать показания
Для начала запишите основные показания на шкале, которые отразились на основной штанге. Каждый шаг деления равен 1 мм, либо другому значению, которое указано обычно в технической документации к прибору. Далее результаты суммируются между собой, и получается результат измерения детали или какого-то предмета.
Сначала складываются доли, которые путём сложения переводятся в целые числа. Десятые доли миллиметра указываются на нониусной шкале. Если деталь очень маленькая, то важна правильно обезжирить инструмент, чтобы не допустить неточных измерений. При длительном хранении инструмента и его нечастом использовании следует обработать его с помощью антикоррозийного раствора.
Для того, чтобы определить наружные размеры прибора используются широкие нижние дополнительные губки
Как измерить внутренний диаметр штангенциркулем с циферблатом
Принцип измерения внутреннего диаметра заготовок, например гайки, шайбы, кольца и прочих подобных деталей, заключается в том, что используются другие губки на инструменте, которые расположены в верхней части. При их разведении упоры располагаются не внутри, как при измерении внешних размеров, а снаружи. Принцип измерения следующий:
- В одну руку нужно взять деталь, а во вторую штангенциркуль
- Поместить губки внутри отверстия измеряемой детали. Причем делать это необходимо так, чтобы они расположились в центре заготовки
- Развести их до упора к стенкам заготовки, и зафиксировать результат при помощи стопорного винта
- Далее производятся исчисления. Для нониусного устройства принцип выявления показаний аналогичен, как при измерениях толщины детали. Если используется стрелочный (циферблатный) штангенциркуль, тогда показания определяются следующим способом: целое значение выявляется по основной шкале, как и в случае с нониусным прибором, а десятые и даже сотые доли миллиметров показывает стрелка на циферблате. Здесь ничего подсчитывать не нужно, а получение не только десятых, но и сотых долей мм, делает инструмент более точным
Если размер отверстия маленький, и губки не удается поместить в нем, тогда необходимо использовать линейку или же маленький штангенциркуль.
История создания
 История штангенциркуля довольно интересная. Первые такие приборы были сделаны из древесины и использовались уже в начале 17 века. А вот штангенциркули из металла появились в 18 веке с большой шкалой делений.
История штангенциркуля довольно интересная. Первые такие приборы были сделаны из древесины и использовались уже в начале 17 века. А вот штангенциркули из металла появились в 18 веке с большой шкалой делений.
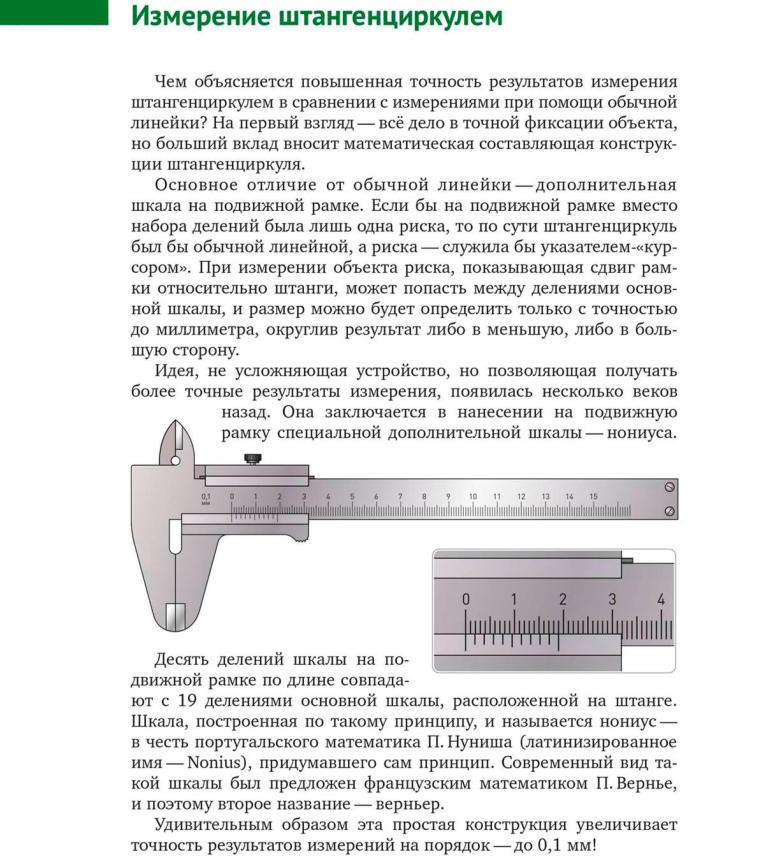
Первые настоящие устройства с нониусом (вспомогательной шкалой, которая нужна для более точного определения числа долей делений на основной шкале) появилась в Лондоне лишь в конце 18 века. Примерно с середины 19 века стали выпускать штангенциркули в промышленных объемах и устанавливать на них дополнительную шкалу, чтобы повышать точность измерений. Штангенциркули почти не изменились, а вот отличаются они друг от друга методом и временем изготовления.
Такой древний измерительный прибор, в котором конструкция за все время не потерпела практически никаких измерений за все это время, стала эталоном технического совершенства и заслуживает максимального почтения перед тем, кто его придумал. Вряд ли вы сможете даже примерно подсчитать, какое количество таких инструментов сейчас кем-то используется.
Разновидность устройства, которая оснащена дополнительно глубиномером называется на профессиональном сленге «колумбус», или ласково «колумбик». Название произошло от производителя измерительного инструмента, который поставлялся массово под этой маркой в бывший СССР.
 Его говорить про авиационную промышленность, то такие приборы называли «маузерами», и лишь по причине того, что штангенциркули высокого качества поставляла в СССР . Отметим тот факт, что современные штангенциркули является лишь усовершенствованными аналогами самого первого инструмента по новым технологиям.
Его говорить про авиационную промышленность, то такие приборы называли «маузерами», и лишь по причине того, что штангенциркули высокого качества поставляла в СССР . Отметим тот факт, что современные штангенциркули является лишь усовершенствованными аналогами самого первого инструмента по новым технологиям.
Интересно, что нониус изобрел португальский математик Педро Нуниш.
В тот момент математик работал над тем, чтобы создать навигационный прибор, но принцип, который был при этом выбран, был основан на то, что глаз человека куда более точно способен определить совпадение делений на шкалах, чем относительное положение одного деления на два других. Это и легло в основу нониуса, который был назван в его честь.


Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Составные части и виды устройства
Для грамотного применения и понимания необходимо ознакомиться с устройством. Все штангенциркули, вне зависимости от их вида, класса и точности замера, состоят из следующих элементов:
- Штанга с основной линейкой. Основная часть образует корпус. Служит главным показателем размеров. На ней нанесена шкала c делением в 1 мм. Самымходовым является штангель на 15 см и носит название шц-1. Изготовляется из легированных сталей. Прочный и износостойкий.
- Подвижная планка с нониусом. На ней располагается шкала с делениями в 1 или 0,5 мм. Обладает довольно сложным механизмом: имеет внутри корпуса пружину для уменьшения люфта. Натяжение пружинки регулируют винт на верхней части.
- Губки для наружного измерения. Необходимы для снятия размера внешних габаритов.
- Губки для внутреннего измерения. Этими губками можно измерить пазы, очертить окружность, как обычным циркулем.
- Глубиномер. Иногда его еще называют «колумбус». Он нужен для получения данных о глубине паза или отверстия;
Штангенциркули бывают разных видов. В зависимости от предела измерения: шц-1, шц-2
По типу компоновки:
- нониусные (обычные, самые распространенные и наиболее дешевые);
- электронные (на подвижной части — жидкокристаллический дисплей, показывающий результаты замера);
- стрелочные или циферблатные (имеют «часовой» механизм на подвижной части).
Правильное использование штангенциркуля
Перед началом работы необходимо определить целостность и исправность измерительного инструмента. Нижние губки должны быть плотно сомкнуты без зазоров, зазубрин и перекосов.
В таком положении нулевые отметки штанги и нониуса должны полностью совпадать. На поверхности штангеля не должно быть грязи, коррозии, забоин.
При необходимости надо протереть чистой ветошью не только штангель, но и замеряемую поверхность, иначе это может сказаться на погрешности измерения. Далее подробнее рассмотрим, как правильно измерять штангенциркулем
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
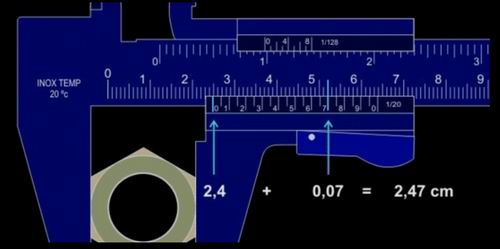
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
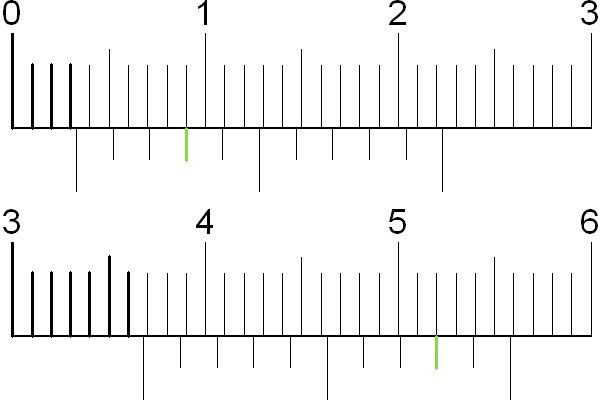
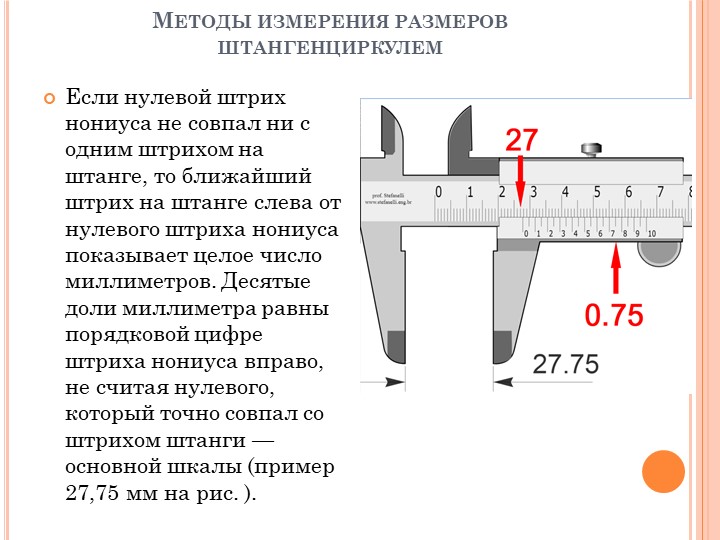
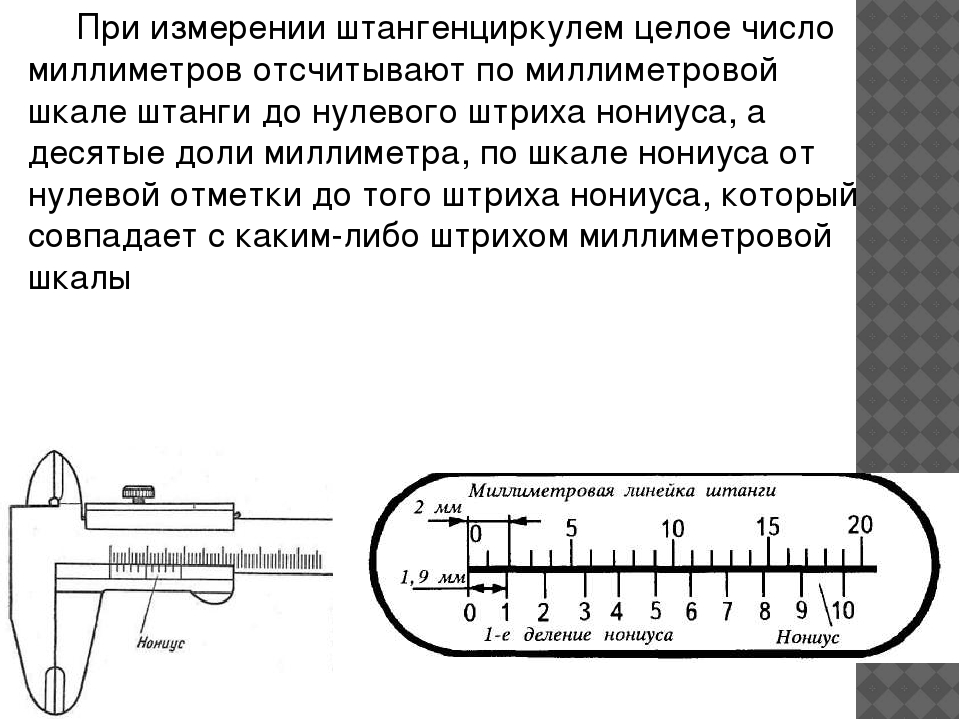
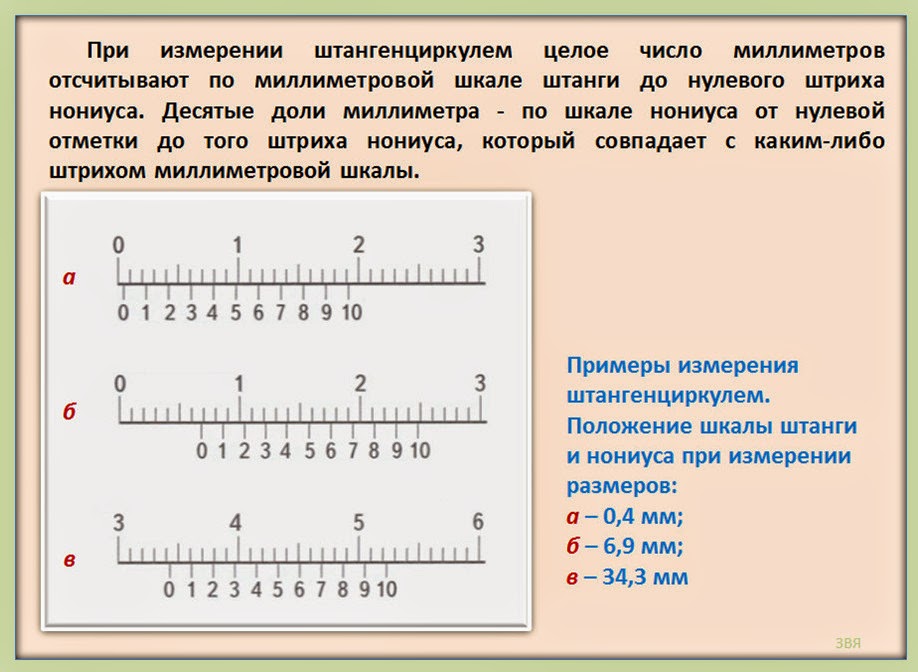
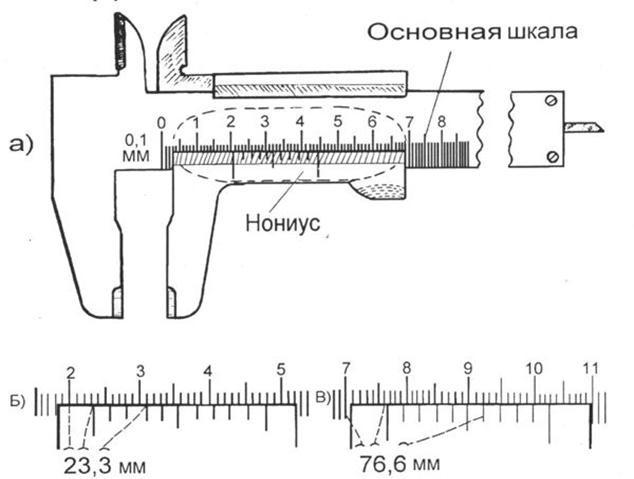
Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса. Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
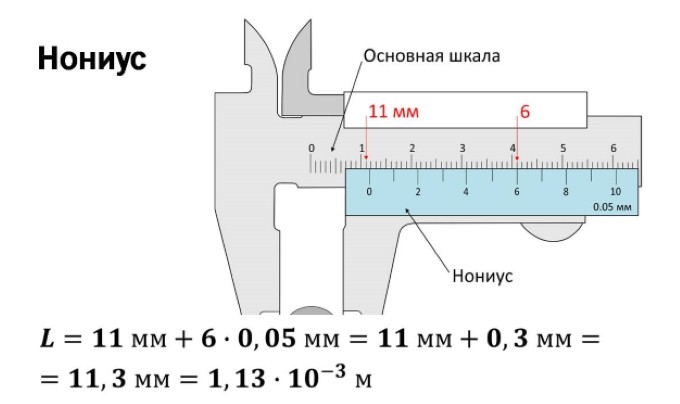
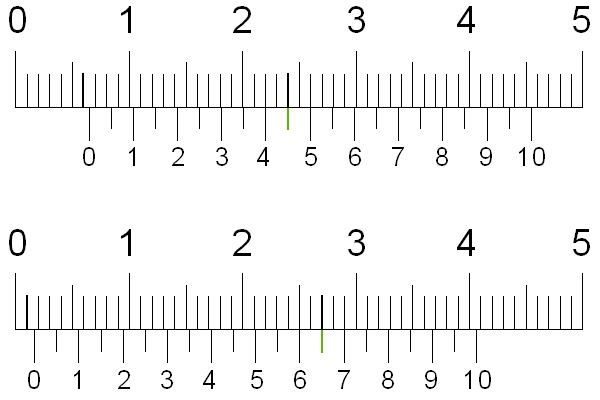
Нониус с ценой деления 0,05 мм
Рекомендуем: Собираем лазерный уровень из подручных материалов
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
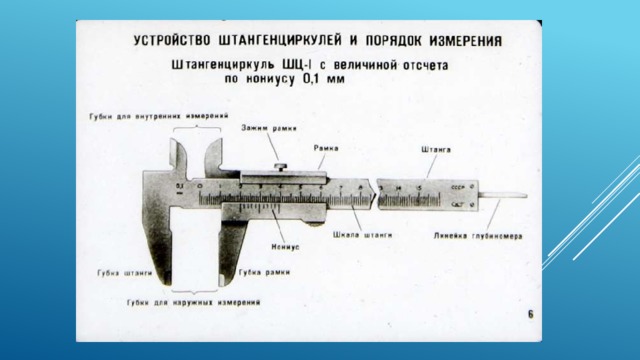
Устройство механического штангенциркуля
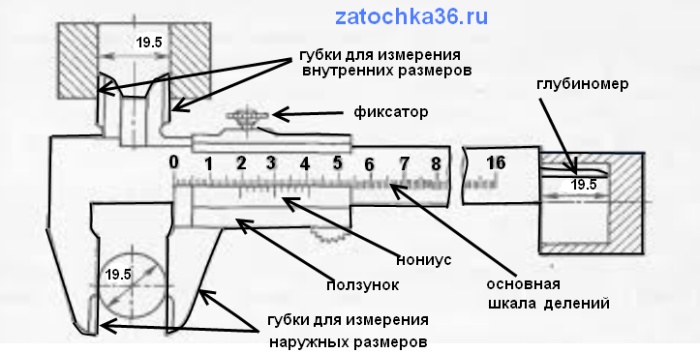
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
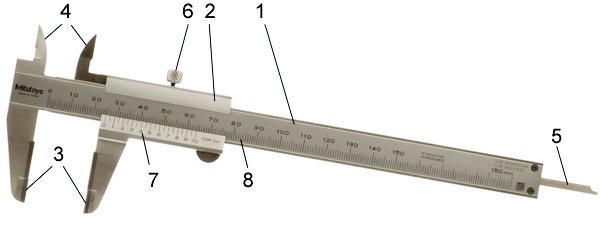
Основные элементы
Штанга. Рамка. Губки для наружных измерений. Губки для внутренних измерений. Линейка глубиномера. Стопорный винт для фиксации рамки. Шкала нониуса. Служит для отсчета долей миллиметров. Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
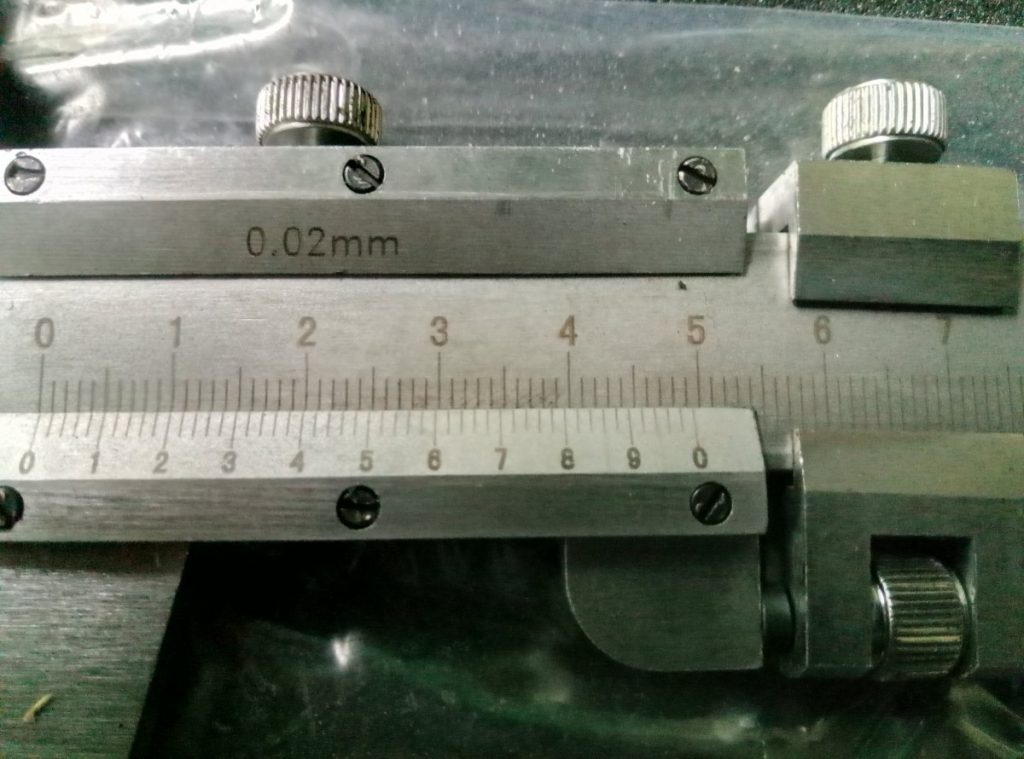
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров. Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д. Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.





Измерение
Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали. Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси. При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси. Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки. Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом. Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги. В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.
Разметка
Обычный штангенциркуль с заостренными мерительными поверхностями справляется с базовыми разметочными операциями. Упирая одну губку в боковину детали, кончиком второй можно нанести черту на перпендикулярную ей поверхность. Линия получается равноудаленной от торца и копирует его форму. Чтобы начертить отверстие, нужно накернить его центр: углубление служит для фиксации одной из губок. Подобным образом можно использовать любой прием начертательной геометрии.
Твердосплавные напайки и резцы оставляют заметные царапины на деталях из сталей твердостью выше 60 HRC. Существуют также узкопрофильные штангенциркули, разработанные исключительно для разметки.
Измерение наружных поверхностей
Если необходимо узнать величину наружной поверхности или простыми словами померять толщину предмета, то необходимо развести губки на необходимую величину, а затем поместить их между измеряемым элементом. Далее губки следует совместить, пока они плотно не соприкоснутся со стенками измеряемой детали, например, это может быть тормозной диск.
Губки должны расположиться строго параллельно поверхности заготовки. Далее можно посчитать получившееся значение. Если видимость шкалы низкая, тогда следует воспользоваться стопорным фиксатором, закрепив положение губок в соответствующем положении.
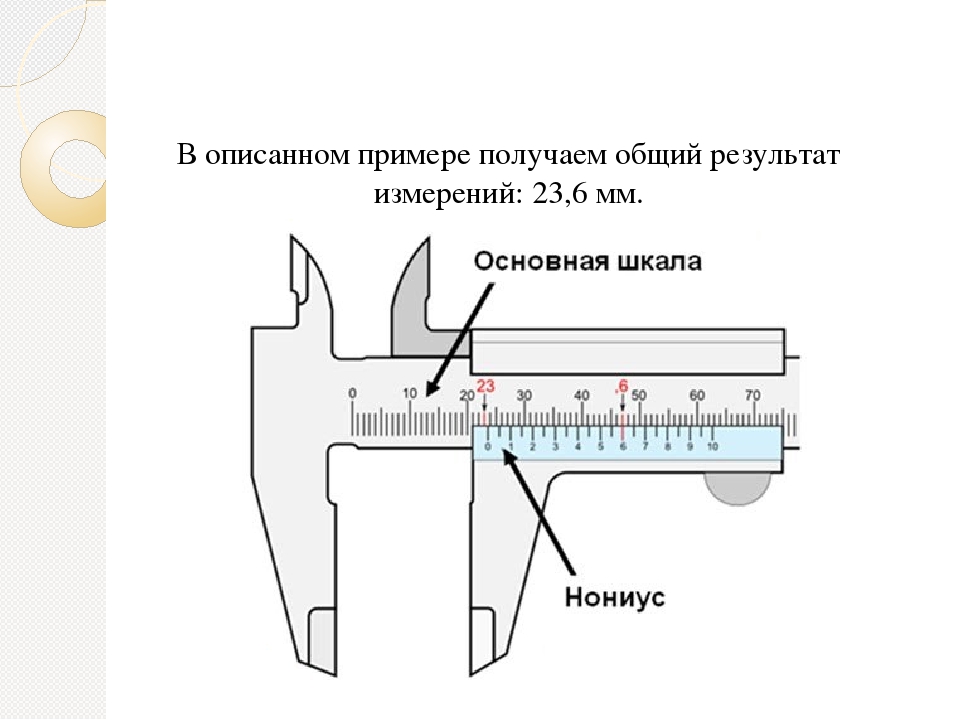
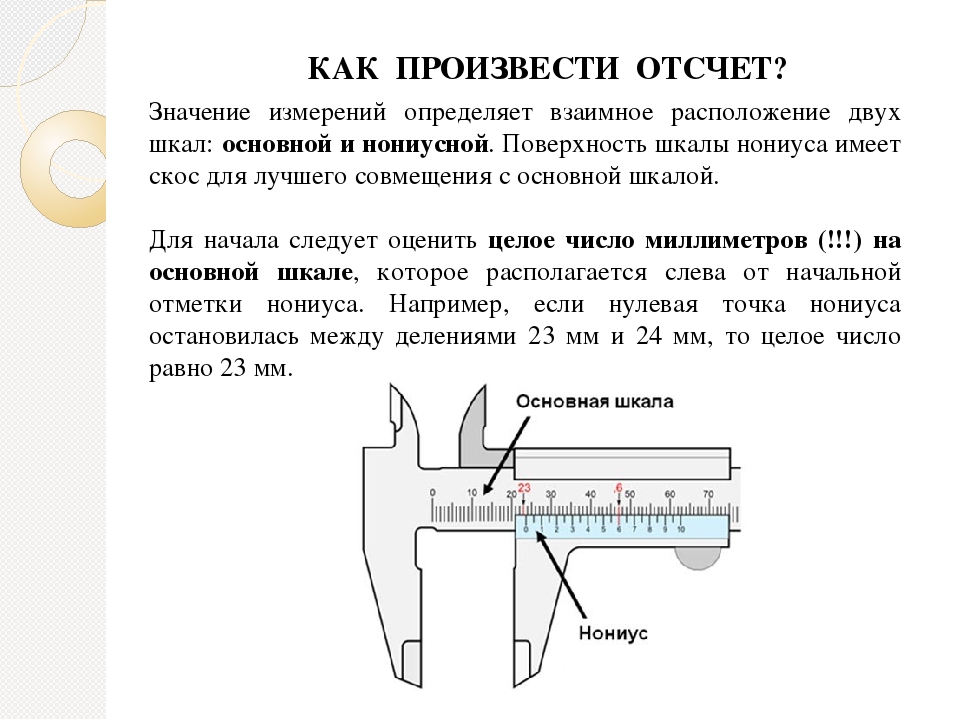
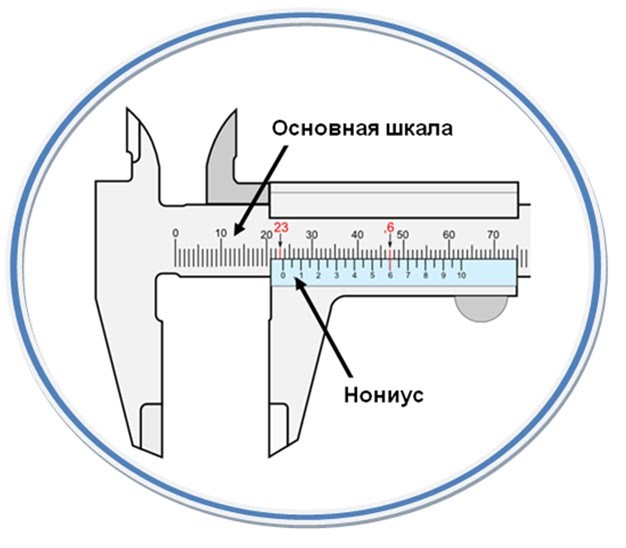
Деление на основной шкале (неподвижной части), которое совместится с нулевой риской шкалы на подвижной рамке — это показания в миллиметрах
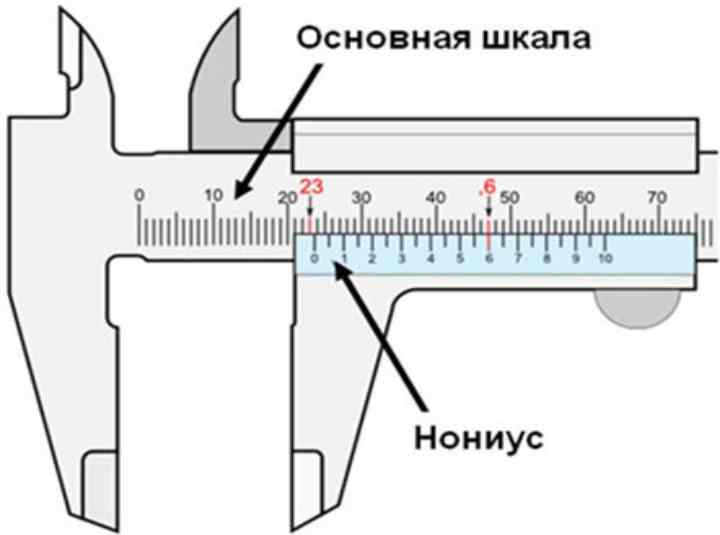
С измерениями основных показаний проблем никаких не возникает, если только нулевая отметка (штрих) нониуса не останавливается между двумя значениями, например, 23 и 24 мм. В этом случае понадобится посчитать десятые доли измерений. Эти десятые доли мм также подсчитываются, и если нулевое значение нониуса показывает конкретное значение, например, 23 или 24 мм
Чтобы посчитать десятые доли мм штангенциркулем, следует на нониусной шкале найти штрих, который совпадает с отметкой на основной измерительной шкале
Причем здесь очень важно найти отметки, которые совпадают (совмещены) точно. Совпадающее значение штриха на нониусной шкале — это и есть десятые доли миллиметров
Если на нониусной шкале совпадает несколько штрихов с основным, то учитывать необходимо именно то значение, которое находится ближе к нулевому показателю
Фото пример проведения измерений нониусным штангенциркулем показан ниже.
После измерений нужно правильно прочитать показания. К примеру, если нулевой штрих разместился между значением 26 и 27, тогда учитывается величина 26 мм. Далее выявляются десятые доли миллиметров. К примеру, штрихи совместились на значении 7 (нониусной шкалы), тогда получаем значение толщины детали, равное 26,7 мм. Как видно на фото выше, ничего сложно при работе с инструментом нет. Аналогичным образом производятся измерения внешних диаметров, например трубы, поршней, колец и т.п.
Для чего нужна дополнительная рамка
Этот приём доступен для штангенциркулей типов ШЦ-2 и ШЦ-3, у которых есть вспомогательные рамки. Винт на основной рамке поджимается настолько, чтобы ход прижимной пружины был выбран, но рамка была заблокирована не полностью, а передвигалась с затруднением.
Измерение с помощью вспомогательной рамки
Губки штангенциркуля устанавливаются в приближенные к размеру положение. Винт на вспомогательной рамке зажимается, и дальнейший подвод губок до уплотненного контакта с измеряемыми поверхностями делается за счёт механизма подачи на вспомогательной рамке.
Измерение штангенциркулем размеров с погрешностью до 5 микрон
Снятие размера можно считать совершенным при достижении легко уплотненного контакта измерительных поверхностей с контр-поверхностями.
Полученный уплотненный контакт проверяется подвижками губок относительно контр-поверхностей, а также входом и выходом из контакта.





