Вместо эпилога
Проведенным анализом текущего рынка было установлено, что рассматриваемые штангенрейсмусы (не путать со стандартными рейсмусами) являются узкоспециализированным инструментарием, который вряд ли понадобится в бытовых условиях. Однако, существующий широкий ассортиментный ряд предполагает большую популярность данного вида устройств. Соответственно, рыночные показатели, коль скоро они считаются определяющими факторами, которые гласят о том, что лидерами значатся европейские производители, формируют текущий спрос. Отсюда ясно, что приведенные в рейтинге компании давно зарекомендовали свои качественные товары, с которыми производителю из РФ трудно соперничать. Об этом говорит и покупательский спрос.
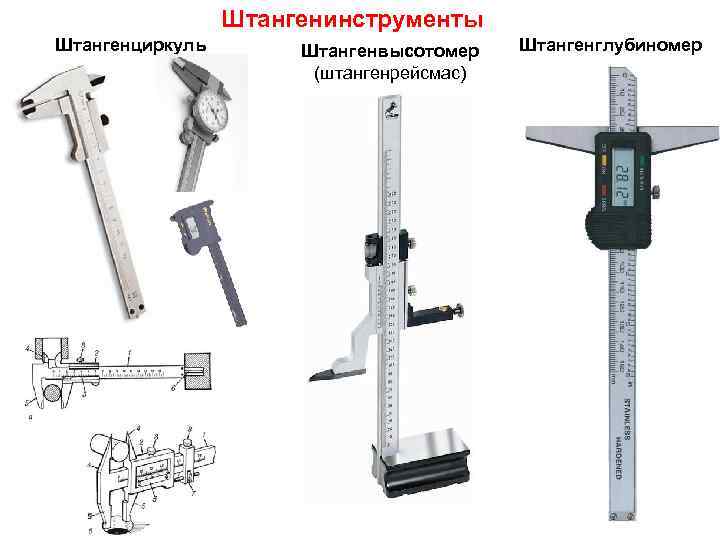
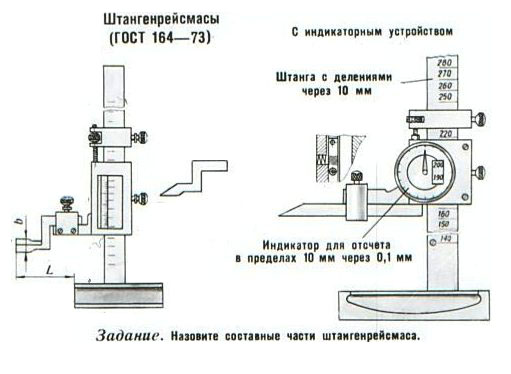
Особенности штангенрейсмасов
Перво-наперво, стоит упомянуть о некоторых особенностях инструмента:
- В связи с тем, что термин пришел из норманнских диалектов, то прибор может именоваться двояко – и «штангенрейсмАсом» и «штангенрейсмУсом», что будет в обоих случаях верно;
- Визуально он чем-то похож на штангенциркуль, но применяется он для установления размеров по горизонтальным плоскостям в вертикальной позиции;
- Принцип его действия вполне возможно сравнить с работой штангенциркуля;
- Основная его задача – измерение объектов в высоту, осуществление промеров глубины отверстий, координация расположения различных деталей на плоскости объекта относительно друг друга, а также осуществление различных разметочных процедур;
- Ввиду того, что прибор является по сути измерительным инструментом, то он имеет собственную нормативно закрепленную методику производства измерений и проверки результатов;
- Технические условия данного прибора регламентируются Государственным стандартом №164 от 1990 года (164-90).
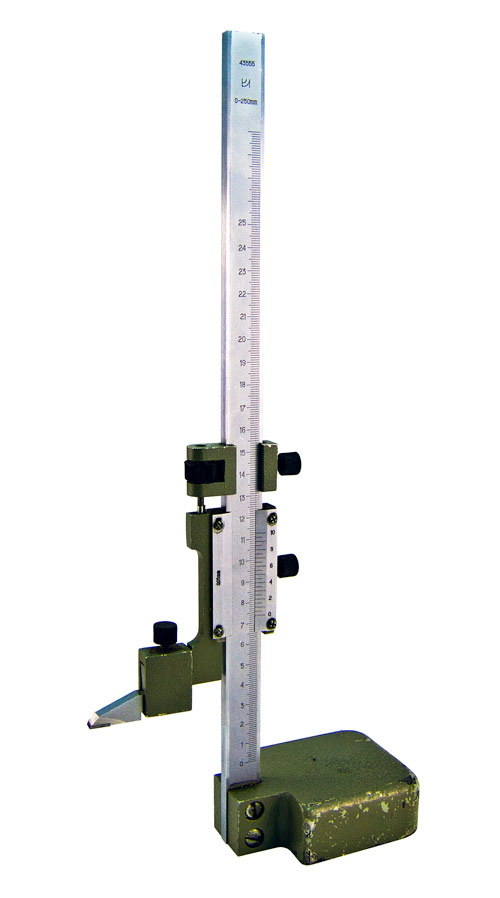
Конструкция устройства
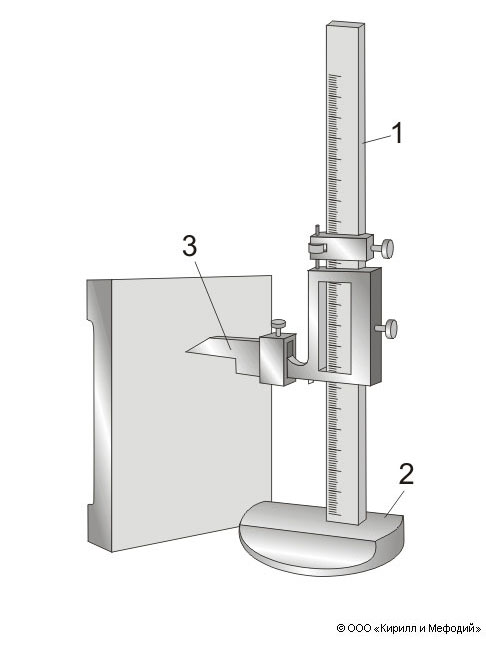
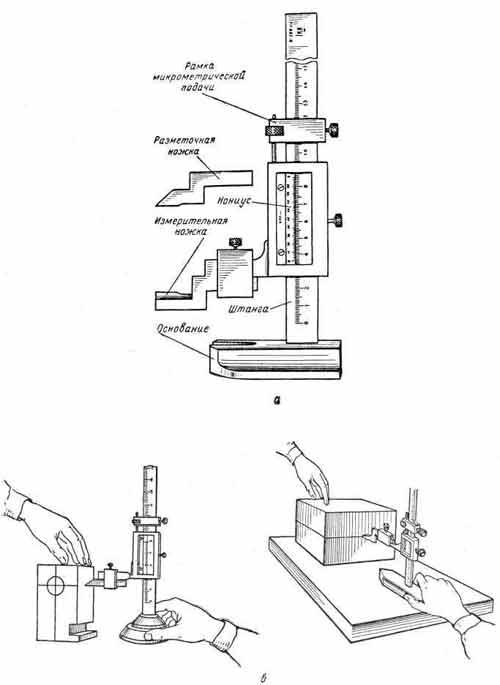
Как уже говорилось выше, штангенрейсмас является измерительным инструментом слесарной отрасли и используется для измерения высот объектов, глубины отверстий и для нанесения разметки на корпусе различных деталей. К его конструктивным особенностям относится наличие особых разметочных приспособлений (губки и ножки), а также базовое основание, используемое для установки на плоскость измеряемого объекта. Стандартная точность измерения прибора составляет +/- 0,5 миллиметров и ее просто достигнуть даже неопытному пользователю.
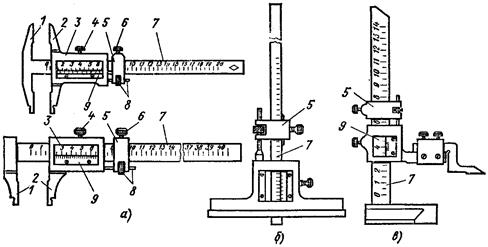
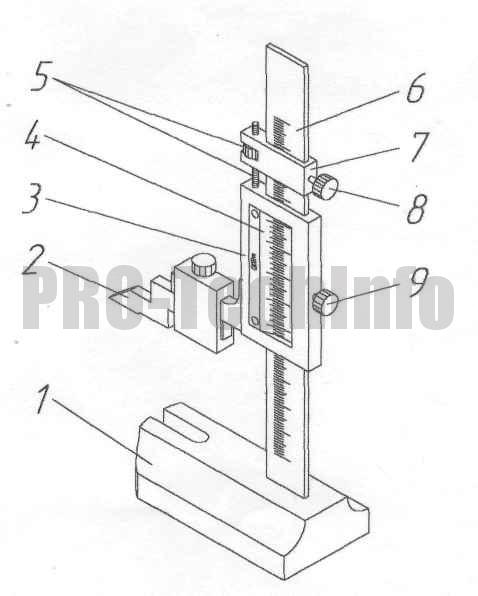
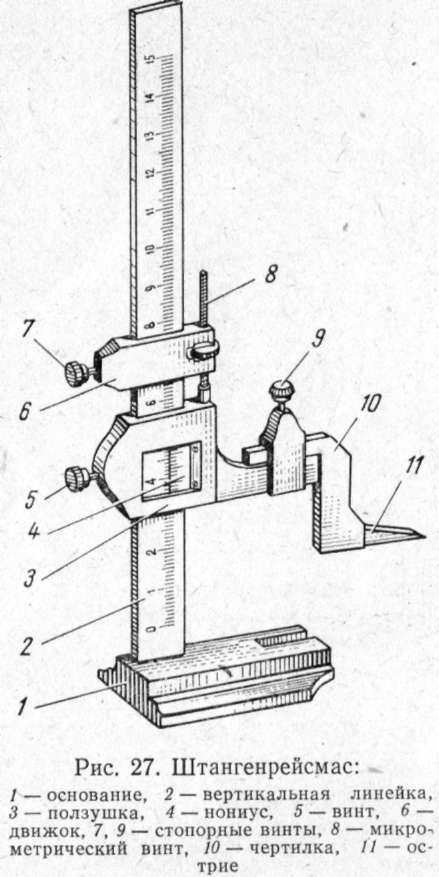
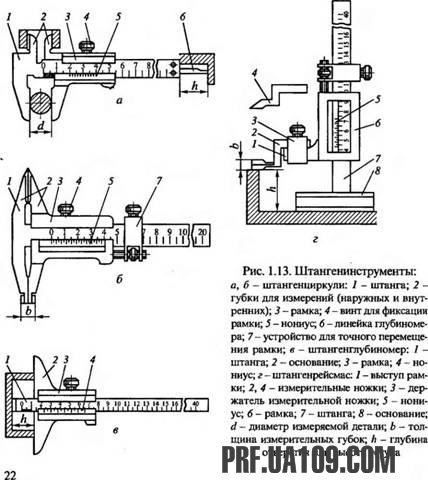
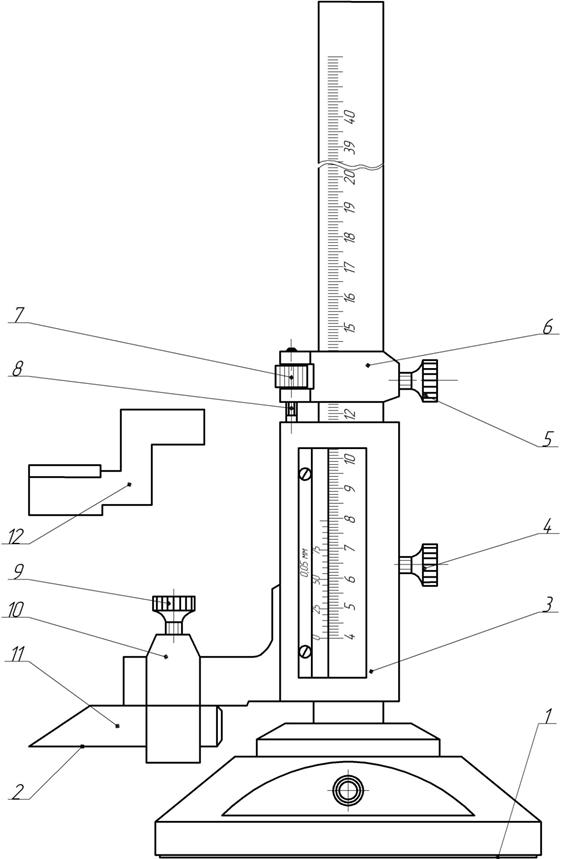
Всю конструкцию штангенрейсмуса возможно подразделить на основные элементы и дополнительные. К первым можно отнести:
- Массивную базу-основание;
- Штангу вертикальную, с нанесенной на нее главной миллиметровой шкалой (в народе попросту называемой «линейкой» за схожесть со школьным инструментом);
- Основную рамку;
- Дополнительную шкалу с микрометрической разметкой (она же — нониус);
- Измерительную ножку.
- Вторые элементы, играющие вспомогательную роль, несут в себе либо фиксирующую либо регулировочную функцию, и к ним относятся:
- Гайка с винтом, служащие для перемещения главной рамки;
- Рамка для микрометрической подачи;
- Фиксатор заменяемых наконечников на измерительной ножке;
- Чертежное приспособление.
Особенности конструкции
В рассматриваемом приборе, штанга с главной измерительной шкалой, как бы, является «впрессованной» в основание инструмента строго под углом в 90 градусов к плоскости его опоры. На самой штанге располагается двигающаяся рамка с микрометровой шкалой, которая выступает вбок. Выступ же оснащен фиксатором с винтом, на котором закрепляется разметочная/измерительная ножка (что будет зависеть от выполняемой задачи – разметки либо измерения).
Снятие показаний

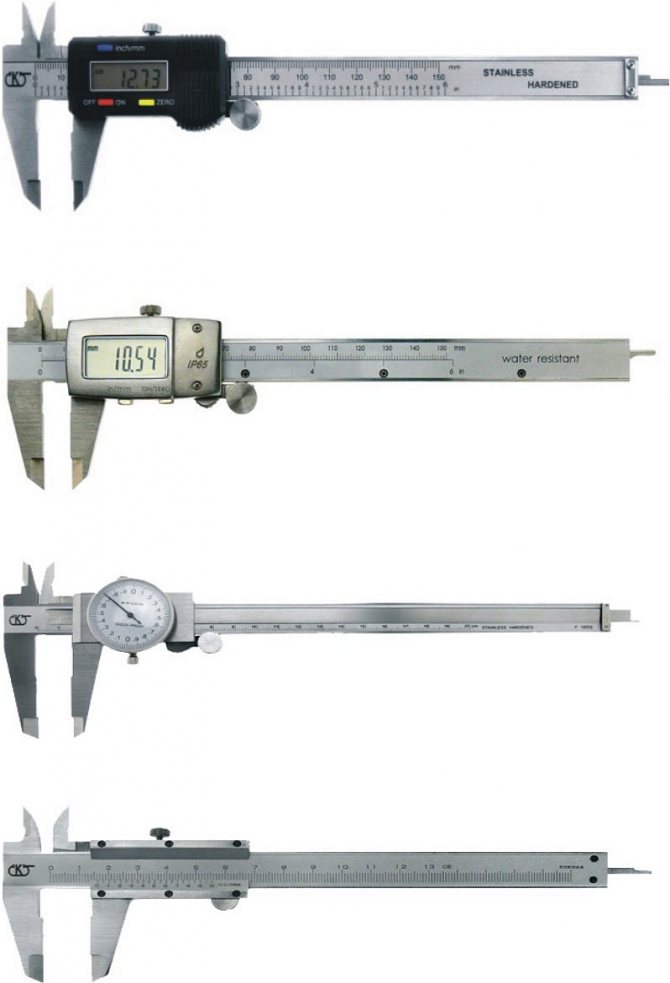
Измерения штангенциркулем Циферблатный штангенциркуль

Цифровой штангенциркуль
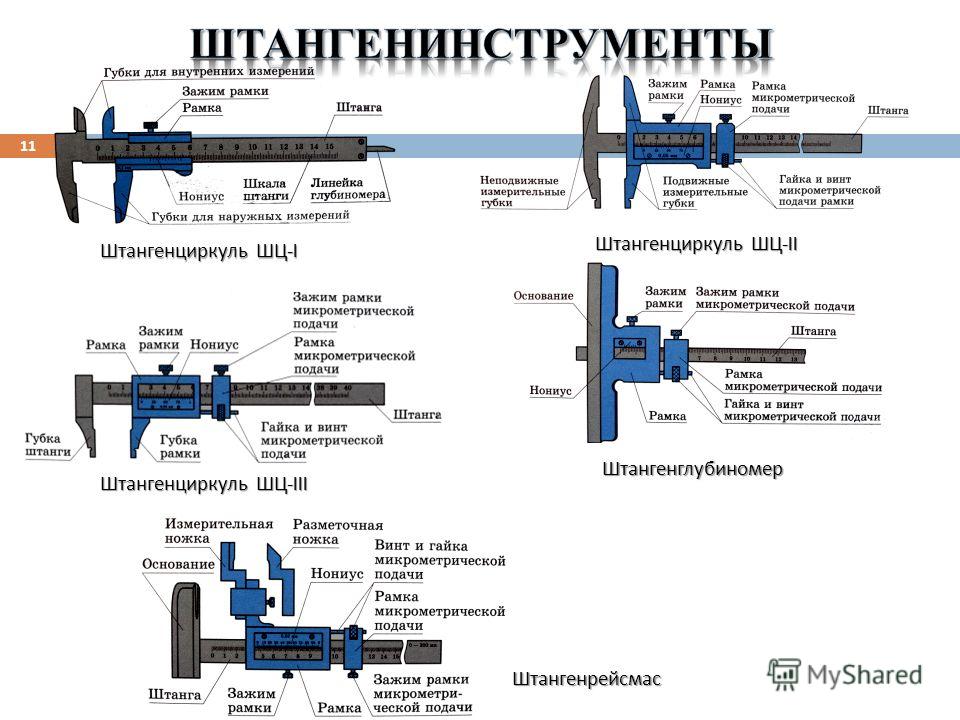
По способу снятия показаний штангенциркули делятся на:
- нониусные,
- циферблатные — оснащены циферблатом для удобства и быстроты снятия показаний,
- цифровые — с цифровой индикацией для безошибочного считывания.
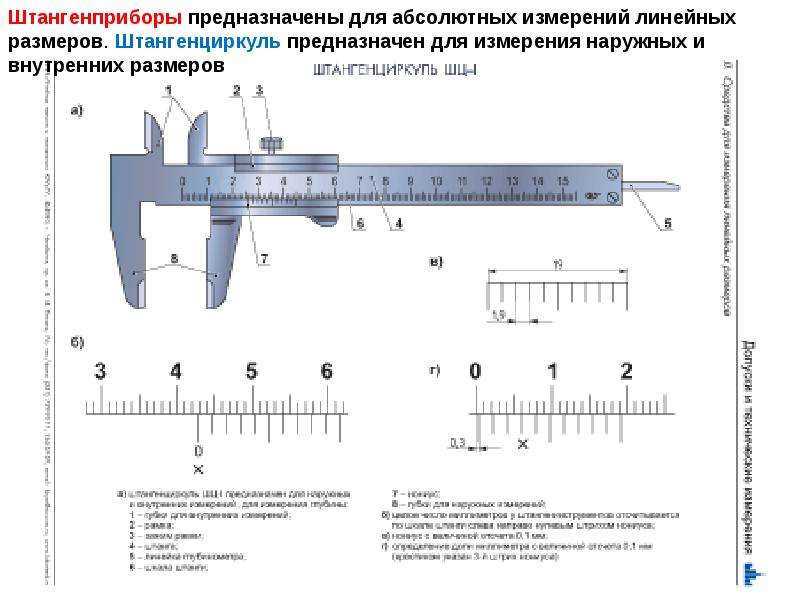
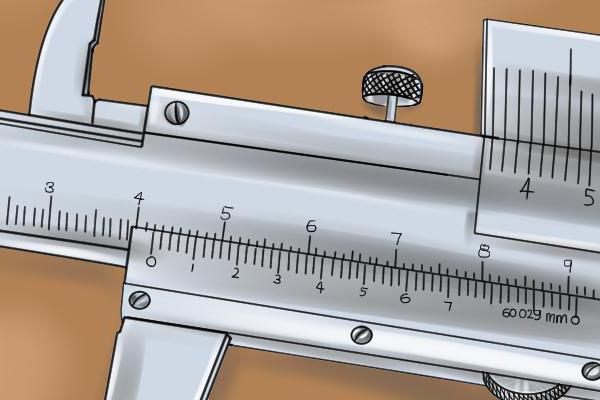
Порядок отсчёта показаний штангенциркуля по шкалам штанги и нониуса:
- считают число целых миллиметров, для этого находят на шкале штанги штрих, ближайший слева к нулевому штриху нониуса, и запоминают его числовое значение;
- считают доли миллиметра, для этого на шкале нониуса находят штрих, ближайший к нулевому делению и совпадающий со штрихом шкалы штанги, и прибавляют его порядковый номер и цену деления нониуса (цена деления нониуса рассчитывается по формуле: цена деления основной шкалы разделить на количество штрихов нониуса), у наиболее распространенных штангенциркулей ШЦ-1 цена деления нониуса — 0.1мм.
- подсчитывают полную величину показания штангенциркуля, для этого складывают отсчет по основной шкале (число целых миллиметров) и отсчет по шкале нониуса (долей миллиметра).
ПРИЕМКА
3.1. Для проверки соответствия штангенрейсмасов требованиям настоящего стандарта проводят государственные испытания, приемочный контроль, периодические испытания и испытания на надежность.
3.2. Государственные испытания — по ГОСТ 8.383* ГОСТ 8.001* ________________
* На территории Российской Федерации действуют ПР 50.2.009-94**. ** На территории Российской Федерации документ не действует. Действуют Порядок проведения испытаний стандартных образцов или средств измерений в целях утверждения типа, Порядок утверждения типа стандартных образцов или типа средств измерений, Порядок выдачи свидетельств об утверждении типа стандартных образцов или типа средств измерений, установления и изменения срока действия указанных свидетельств и интервала между поверками средств измерений, Требования к знакам утверждения типа стандартных образцов или типа средств измерений и порядка их нанесения, утвержденные приказом Минпромторга России от 30 ноября 2009 года N 1081. — Примечание изготовителя базы данных.
3.3. При приемочном контроле каждый штангенрейсмас проверяют на соответствие требованиям пп.1.5; 2.2-2.7; 2.8.1; 2.8.3; 2.9.3; 2.9.4; 2.11.2; 2.14; 2.15; 2.16; 2.21; 2.22.
3.4. Периодические испытания проводят не реже раза в 3 года не менее чем на 3 штангенрейсмасах каждого типа, из числа прошедших приемочный контроль, на соответствие всем требованиям настоящего стандарта, кроме пп.2.17-2.20. Результаты испытаний считают удовлетворительными, если все испытываемые штангенрейсмасы соответствуют всем проверяемым требованиям.
3.5. Подтверждение показателей надежности (пп.2.17-2.20) проводят не реже раза в 3 года по программам испытаний на надежность, разработанным в соответствии с ГОСТ 27.410* и утвержденным в установленном порядке. Допускается совмещение испытаний на надежность с периодическими испытаниями. ________________ * На территории Российской Федерации документ не действует. Действуют ГОСТ Р 27.403-2009 и ГОСТ 27.301-95. — Примечание изготовителя базы данных.
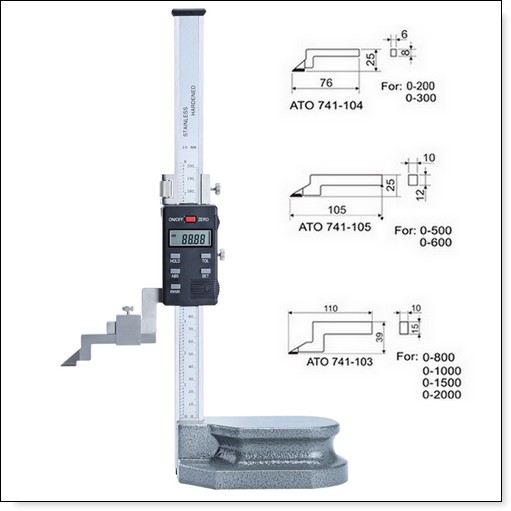
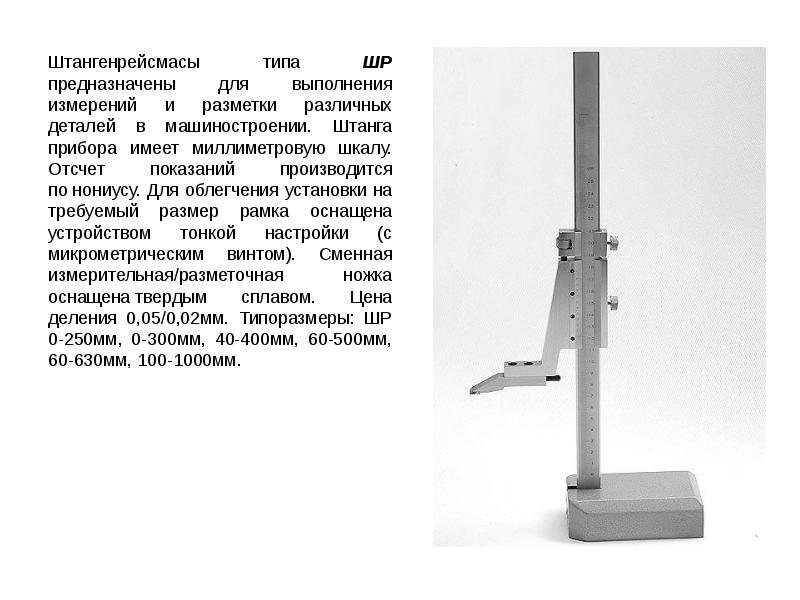
Штангенрейсмасы электронные тип ШРЦ
Данный тип инструмента предназначен для тех же целей, что и его механический аналог. Считывание показаний со штангенрейсмасов типа ШРЦ производится по цифровому индикатору электронного блока. Инструмент снабжен функциями для проведения абсолютных и относительных измерений с возможностью вывода данных на ПК. Сменная разметочная ножка выполнена из твердого сплава. Штангенрейсмасы ШРЦ соответствуют ГОСТ 164-90. Основные технические характеристики электронных инструментов приведены в таблице:
| Модель | ШРЦ-200 | ШРЦ-300 | ШРЦ-500 | ШГЦ-600 |
| Диапазон измерений, мм | 0-200 | 0-300 | 0-500 | 0-600 |
| Дискретность отсчета, мм | 0,01 | 0,01 | 0,01 | 0,01 |
| Погрешность измерений в зависимости от диапазона измерений, мм (дюйм) | ±0,03 | ±0,04 | ±0,05 | ±0,05 |
Видео инструкция по использованию и калибровке штангенрейсмаса
Подпишитесь на наш канал YouTube
Штангенрейсмасы можно купить с доставкой до двери или до терминалов транспортной компании в следующих городах: Москва, Санкт-Петербург, Екатеринбург, Саратов. Амурск, Ангарск, Архангельск, Астрахань, Барнаул, Белгород, Бийск, Брянск, Воронеж, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Вологда, Иваново, Ижевск, Йошкар-Ола, Казань, Калининград, Калуга, Кемерово, Киров, Кострома, Краснодар, Красноярск, Курск, Липецк, Магадан, Магнитогорск, Мурманск, Муром, Набережные Челны, Нальчик, Новокузнецк, Нарьян-Мар, Новороссийск, Новосибирск, Нефтекамск, Нефтеюганск, Новочеркасск, Нижнекамск, Норильск, Нижний Новгород, Обнинск, Омск, Орёл, Оренбург, Оха, Пенза, Пермь, Петрозаводск, Петропавловск-Камчатский, Псков, Ржев, Ростов, Рязань, Самара, Саранск, Смоленск, Сочи, Сыктывкар, Таганрог, Тамбов, Тверь, Тобольск, Тольятти, Томск, Тула, Тюмень, Ульяновск, Уфа, Ханты-Мансийск, Чебоксары, Челябинск, Череповец, Элиста, Ярославль и другие города, кроме того, в Республике Крым. А также Республики Казахстан, Белоруссия и другие страны СНГ.
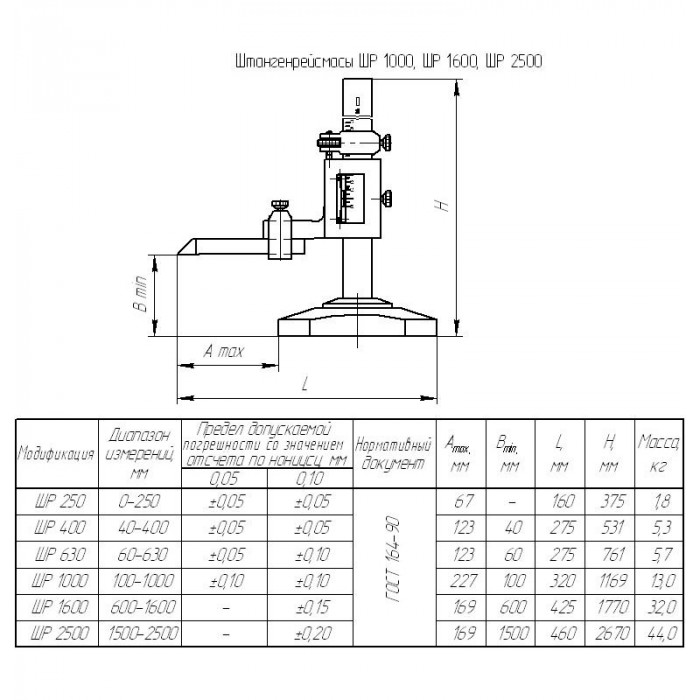
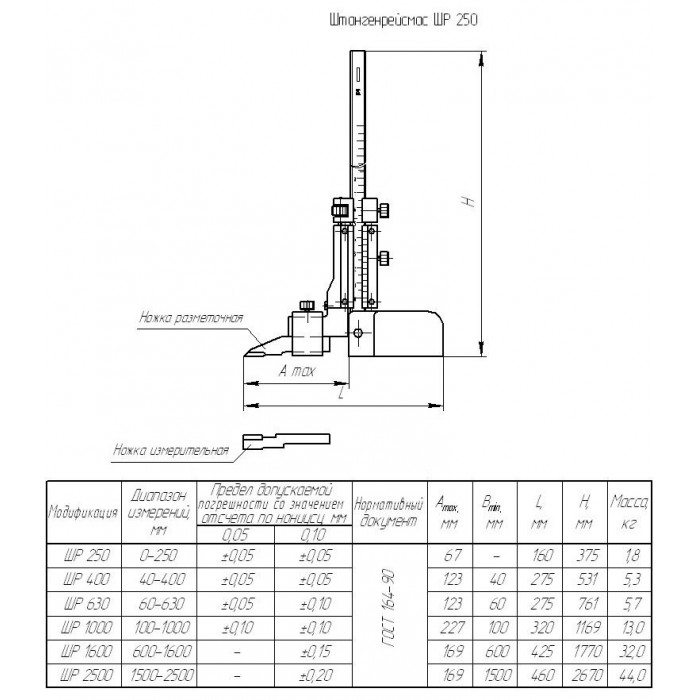
Технические характеристики
Метрологические характеристики указаны в таблицах 1, 2, 3.
Таблица 1 – Диапазон измерений, значение отсчета по нониусу, цена деления круговой шкалы отсчетного устройства___
Модификация | Диапазон измерений, мм | Значение отсчета по нониусу, мм | Цена деления круговой шкалы отсчетного устройства, мм |
ШР 250 | от 0 до 250 | 0,05 | – |
ШР 400 | от 40 до 400 | ||
ШР 630 | от 60 до 630 | 0,05; 0,10 | |
ШР 1000 | от 100 до 1000 | ||
ШР 1600 | от 600 до 1600 | 0,10 | |
ШР 2500 | от 1500 до 2500 | ||
ШРК 250 | от 0 до 250 | – | 0,05 |
Таблица 2 – Расстояние от края нониуса до поверхности шкалы штанги штангенрейсмасов типа ШР, параметр шероховатости измерительных поверхностей, отклонение действительного размера «g» измерительной ножки от намаркированного, ширина ребра верхней измерительной поверхности измерительной ножки, ширина стрелки штангенрейсмаса ШРК, расстояние между концом стрелки и циферблатом штангенрейсмасов типа ШРК, отклонение от параллельности измерительной плоскости ножек относительно основания штангенрейсмасов_
Наименование характеристики | Значение |
Расстояние от края нониуса до поверхности шкалы штанги штангенрейсмасов типа ШР, мм, не более | 0,25 |
Параметр шероховатости измерительных поверхностей штангенрейсмасов при значении отсчета по нониусу или цене деления шкалы не более 0,05 мм по ГОСТ 2789-73, Rа, мкм, не более: – измерительной ножки – разметочной ножки и основания | 0,16 0,32 |
Параметр шероховатости измерительных поверхностей штангенрейсмасов при значении отсчета по нониусу 0,1 мм по ГОСТ 2789-73, Rа, мкм, не более: – измерительной и разметочной ножки – основания | 2 3 m vo о” о” |
Отклонение действительного размера «g» измерительной ножки от намаркированного, мм, не более | ±0,02 |
Ширина ребра верхней измерительной поверхности измерительной ножки, мм, не более: – штангенрейсмасы с диапазоном измерения от 0 до 250 мм – штангенрейсмасы с другими диапазонами измерений | ,5 ,2 |
Ширина стрелки штангенрейсмаса ШРК, мм | от 0,15 до 0,20 |
Расстояние между концом стрелки и циферблатом штангенрейсмасов типа ШРК, мм, не более | 0,7 |
Отклонение от параллельности измерительной плоскости ножек относительно основания штангенрейсмасов, мм, не более: – штангенрейсмасы со значением отсчета по нониусу 0,05 мм и цене деления шкалы 0,02 мм и 0,05 мм – штангенрейсмасы со значением отсчета по нониусу 0,1 мм | 0,010 0,015 |
Таблица 3 – Пределы допускаемой абсолютной погрешности как при незатянутом, так и при затянутом зажиме рамки, при температуре окружающей среды (20±10) °С_
Измеряемая длина, мм | Пределы допускаемой абсолютной погрешности штангенрейсмасов, мм | ||
с ценой деления круговой шкалы отсчетного устройства | со значением отсчета по нониусу | ||
0,05 | 0,05 | 0,10 | |
от 0 до 400 включ. | ±0,05 | ±0,05 | ±0,05 |
Св. 400 до 630 включ. | – | ±0,10 | |
Св. 630 до 1000 включ. | ±0,10 | ||
Св. 1000 до 1600 включ. | – | ±0,15 | |
Св. 1600 до 2500 | ±0,20 |
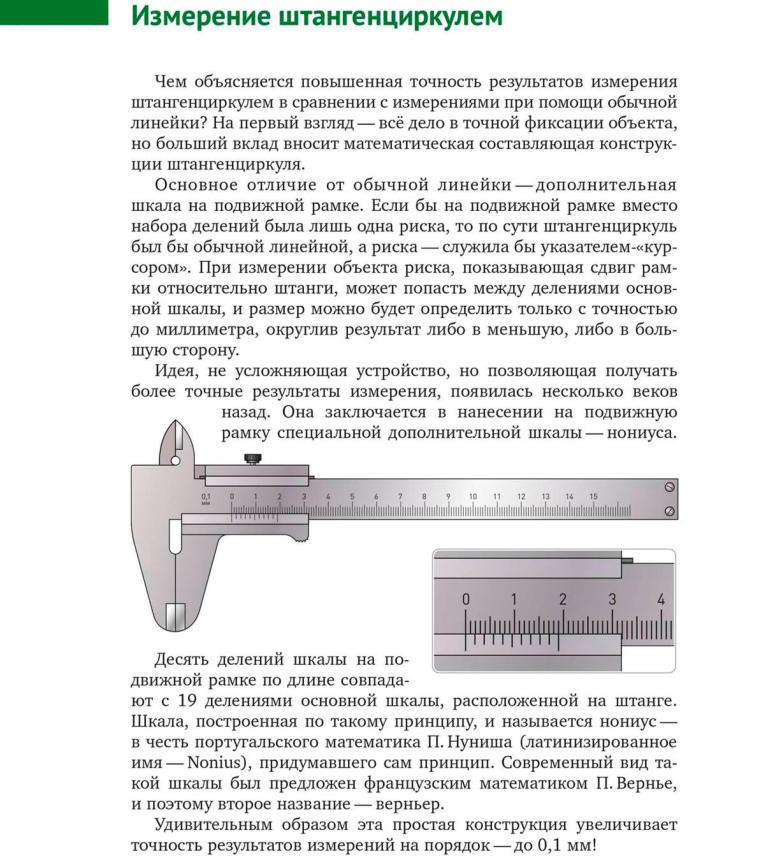
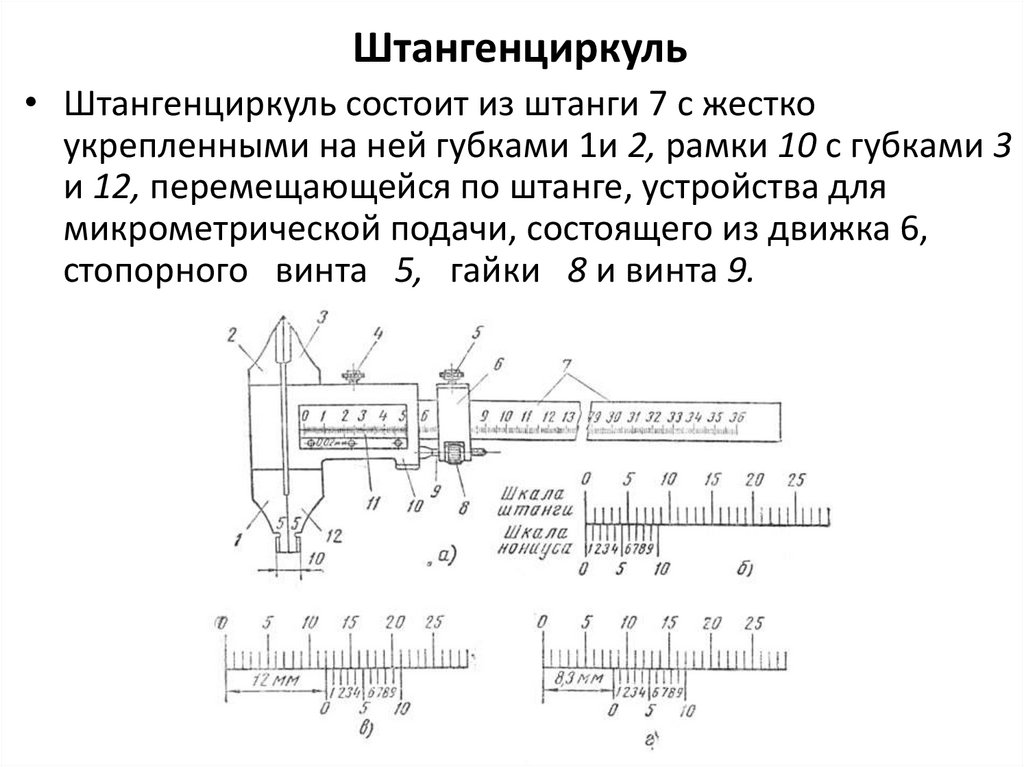
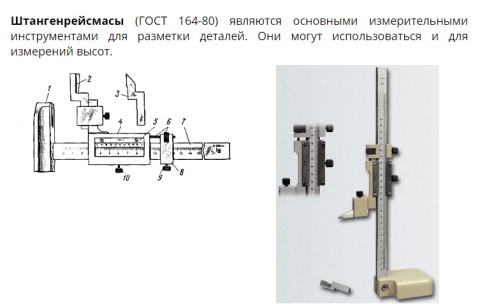


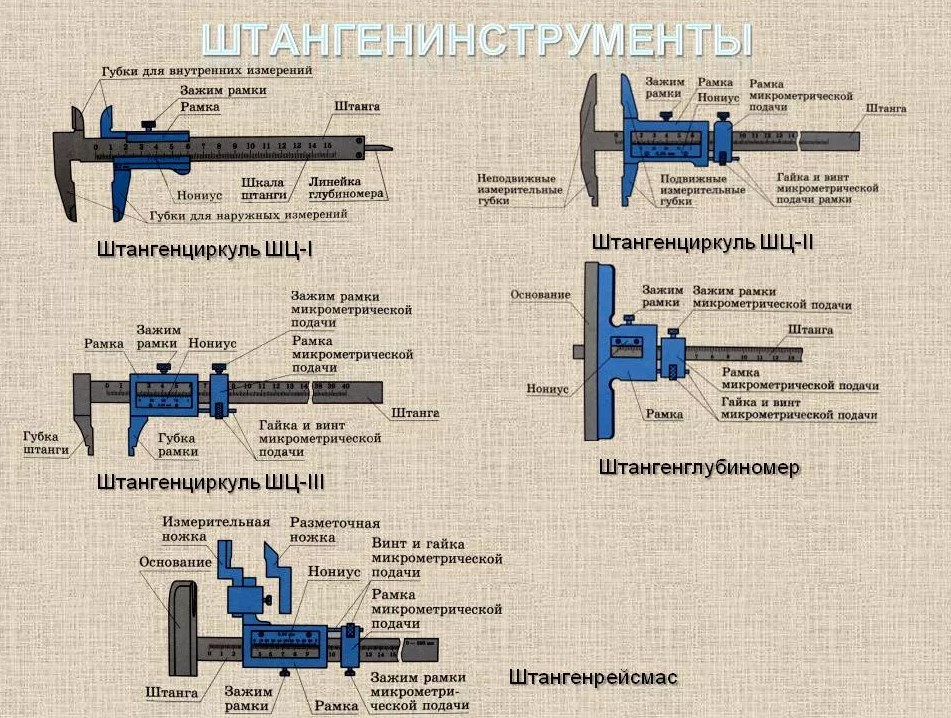
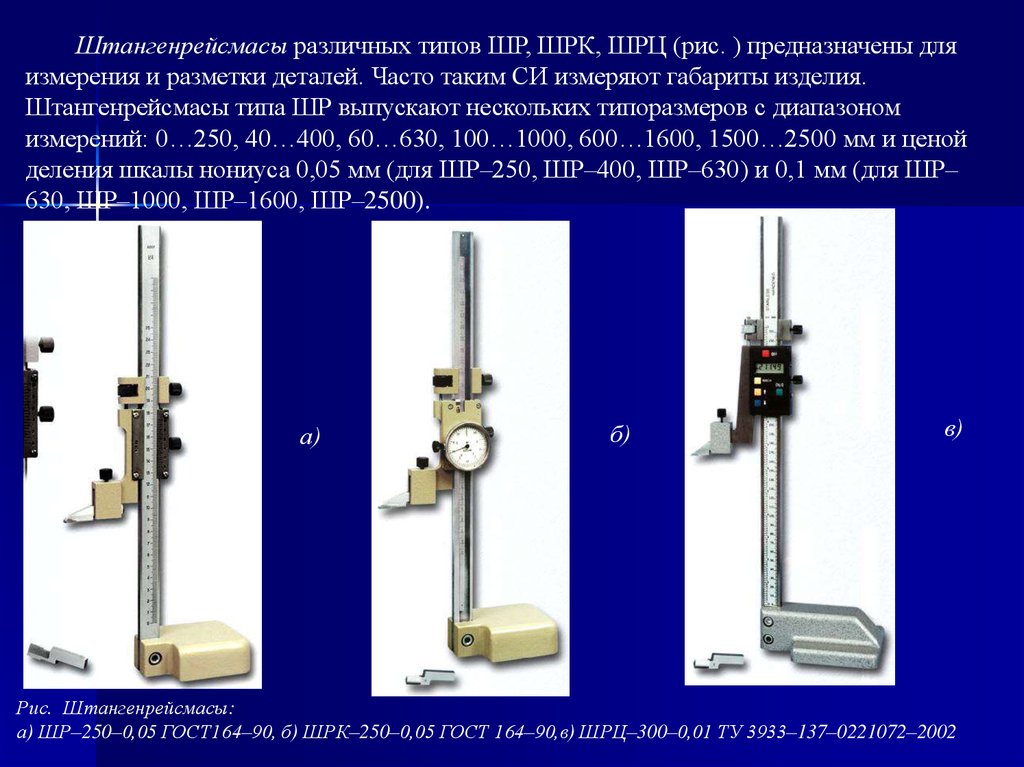
Таблица 4 – Основные технические характеристики
Модифи кация | Допуск параллельности верхней и нижней измерительных поверхностей измерительных ножек, мм | Допуск прямолинейности измерительных поверхностей разметочной и измерительной ножек, мм | Габаритные размеры (длинахширинах высота), мм, не более | Масса, кг, не более | Средний срок службы, лет, не менее |
ШР 250 | 0,006 | 0,004 | 160x70x375 | 1,8 | 5 |
ШР 400 | 275x120x531 | 5,3 | |||
ШР 630 | 275x120x761 | 5,7 | |||
ШР 630 | 0,01 | ||||
ШР 1000 | 320x155x1169 | 13,0 | |||
ШР 1600 | 425x200x1770 | 32,0 | |||
ШР 2500 | 460x200x2670 | 44,0 | |||
ШРК 250 | 0,006 | 160x70x375 | 1,6 |
Таблица 5 – Условия эксплуатации
Наименование характеристики | Значение |
Температура окружающего воздуха, °С | от +10 до +40 |
Относительная влажность воздуха при температуре 25 °С, %, не более | 80 |
Описание
Штангенрейсмасы изготавливаются следующих типов:
ШР – с отсчетом по нониусу;
ШРК – с отсчетным устройством с круговой шкалой;
ШРЦ – с электронным цифровым отсчетным устройством.
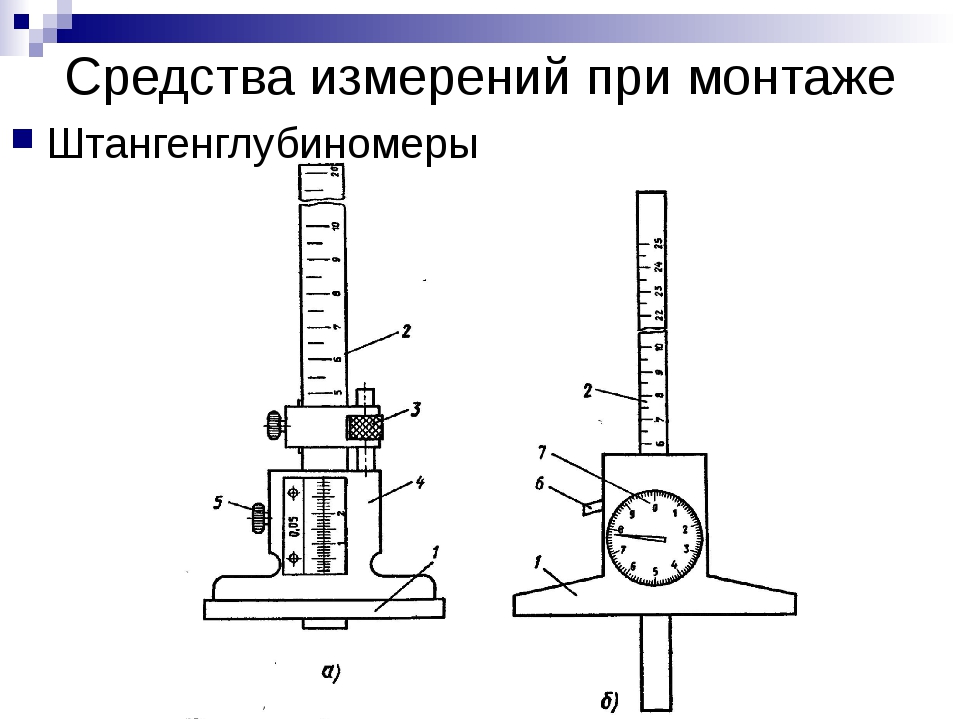
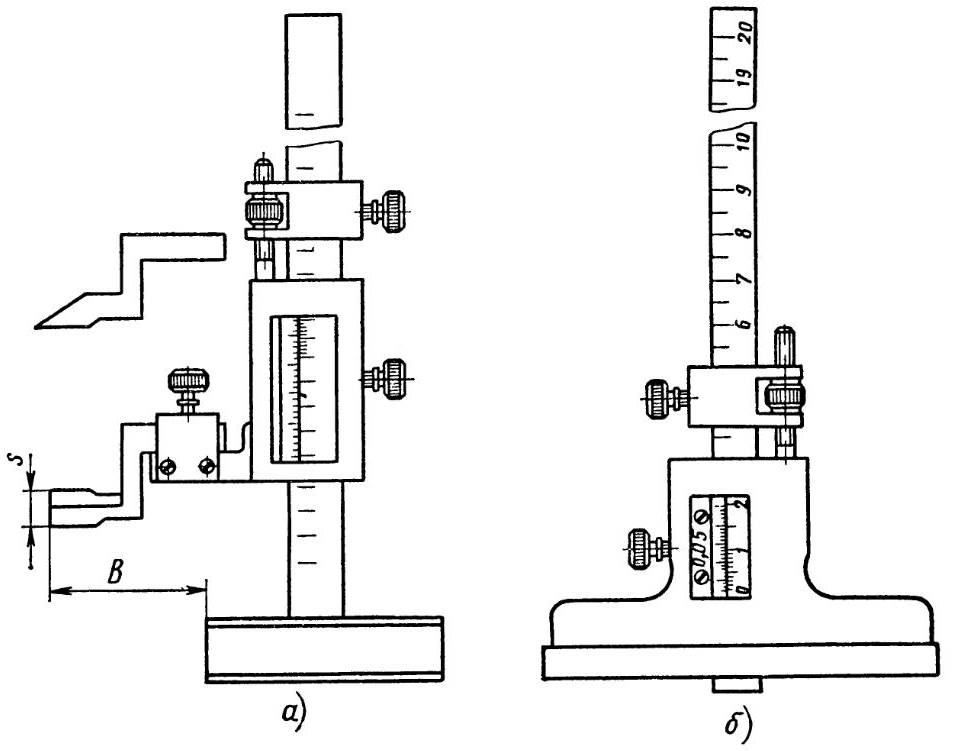
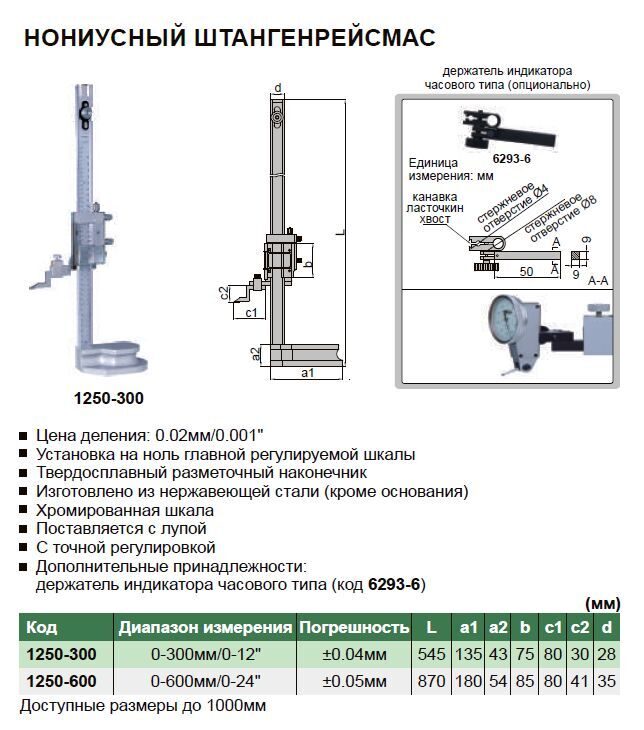
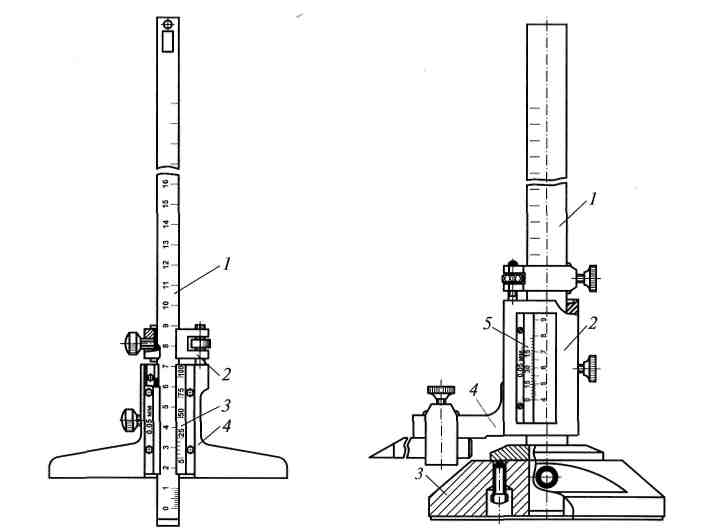
Принцип действия штангенрейсмасов типа ШР – механический. Отсчет размеров производится методом непосредственной оценки совпадения делений шкалы на штанге с делениями нониуса, расположенного на рамке штангенрейсмаса. Штангенрейсмасы типа ШР состоят из основания, штанги с миллиметровой шкалой, закрепленной в основание, рамки с нониусом, перемещающейся вдоль штанги, устройства микрометрической подачи, измерительной ножки.
Принцип действия штангенрейсмасов типа ШРК – механический. Отсчет размеров производится методом непосредственной оценки по миллиметровым делениям шкалы штанги и по делениям круговой шкалы, встроенной в рамку. Круговая шкала вращается посредством подвижного ободка и блокируется стопорным винтом. Штангенрейсмасы типа ШРК состоят из основания, штанги, закрепленной в основание, на которой нанесена миллиметровая шкала, рамки с круговой шкалой, перемещающейся вдоль штанги, устройства микрометрической подачи, измерительной ножки.
Принцип действия штангенрейсмасов типа ШРЦ – механический с выводом показаний на жидкокристаллический (ЖК) экран электронного цифрового отсчетного устройства. Отсчет размеров производится непосредственно считыванием показаний на ЖК экране электронного цифрового отсчетного устройства, расположенного на рамке штангенрейсмаса. Штангенрейсмасы типа ШРЦ состоят из основания, штанги, закрепленной в основание, устройства микрометрической подачи, измерительной ножки, рамки с цифровым отсчетным устройством, на передней панели которого установлены кнопки, с помощью которых осуществляется ряд специальных функций (например, включение/выключение цифрового отсчетного устройства (ON/OFF), выбора единиц измерений дюймы или миллиметры (mm/inch), обнуление результата измерений (0), выбор абсолютных или относительных измерений (ABS), и др.).
Все подвижные элементы штангенрейсмасов снабжены стопорными винтами.
Опломбирование корпуса штангенрейсмасов от несанкционированного доступа не предусмотрено.
(ки) – Товарный знак «АО КЗ «Красный инструментальщик» наносится на паспорт штангенрейсмасов типографским методом, на штангу или круговую шкалу (для штангенрейсмасов ШРК) и на крышку футляра краской или методом лазерной маркировки.
Описание
Штангенрейсмасы выпускаются под товарным знаком «Калибр».
– Товарный знак «Калибр» наносится на паспорт штангенрейсмасов ти-
пографским методом, и на штангу штангенрейсмаса методом лазерной маркировки.
Штангенрейсмасы выпускаются двух видов:
– нониусные,
– цифровые.
Штангенрейсмасы нониусные состоят из основания, штанги, закрепленной в основание, на которой нанесена миллиметровая шкала, рамки с нониусом, перемещающейся вдоль штанги, устройства микрометрической подачи, измерительной и разметочной ножек. Рамка свободно перемещается по штанге.
Штангенрейсмасы цифровые состоят из основания, штанги, закрепленной в основание, на которой нанесена миллиметровая шкала, устройства микрометрической подачи, измерительной и разметочной ножек, рамки с цифровым отсчетным устройством, на передней панели которого установлены кнопки, с помощью которых осуществляется ряд специальных функций (например, включение/выключение цифрового отсчетного устройства (ON/OFF), выбора единиц измерений дюймы или миллиметры (in/mm), обнуление результата измерений (ZERO), выбор абсолютных или относительных измерений (ABS), установка предварительного значения (PRESET), и др.).
Все подвижные элементы штангенрейсмасов снабжены стопорными винтами.
■
Измерение и оценка результатов
Сам алгоритм замеров состоит из нескольких этапов:
- Измеряемый объект фиксируется на гладком ровном основании;
- Далее прибор и объект совмещаются;
- Основная рамка прибора смещается вниз до соприкосновения с объектом;
- Затем перемещается микрометрический механизм до полного соприкосновения с измеряемой деталью;
- Винтами фиксируется положение приборных рамок;
- Происходит оценка полученного результата.
Оцениваются результаты в виде определения полного числа миллиметров по показателям основной шкалы и по долям неполного миллиметра на микрометрической шкале. На последней требуется найти такое деление, которое бы совпадало с соответствующим делением на рейке. При обнаружении совпадения, требуется подсчитать, сколько до него осталось от нуля штрихов нониусной линейки – это и станет микрометрическим значением замеренной высоты.
Оптимизация измерительных процессов
Рассматриваемый прибор крайне чувствителен к рабочей температуре. Поэтому, прикасаться к нему в процессе работы следует только в особо отведенных местах, как то: тумблер, активирующий пневмоподшипники, площадка для опоры штанги и управляющая ручка. В целях получения более точных результатов, иных элементов измерительной цепи касаться запрещается.
Первичный этап измерительного процесса включает в себя разметку обрабатываемого объекта по образцу. Обычно, для этого используют проверочную площадку, рейсмус с чертилкой либо индикатором-циферблатом и штангенрейсмус с широким диапазоном. В этом случае проверочная площадка, представляющая из себя главную плоскость, применяется одновременно и для начала отсчета как для объекта, так и для штангенрейсмаса. Последний применяется для фиксации и определения высоты на обрабатываемом объекте. В любом случае всегда необходимо следовать нескольким нехитрым советам:
В случаях, когда штангенрейсмас используется одновременно с тестовой плитой, эффективность его работы напрямую определяется ровностью плиты, с помощью которой обеспечивается привязка ориентира и к объекту и к прибору;
- На эффективность работы высотомера качественно влияет реальное состояние основы гранитной проверочной плитки и наличие на ней посторонних образований (слоя пыли и грязи);
- Любой, даже самый малый дефект основания между штангенрейсмусом и объектом измерения, способен в несколько крат увеличить неточность измерения.
Для чего нужен?
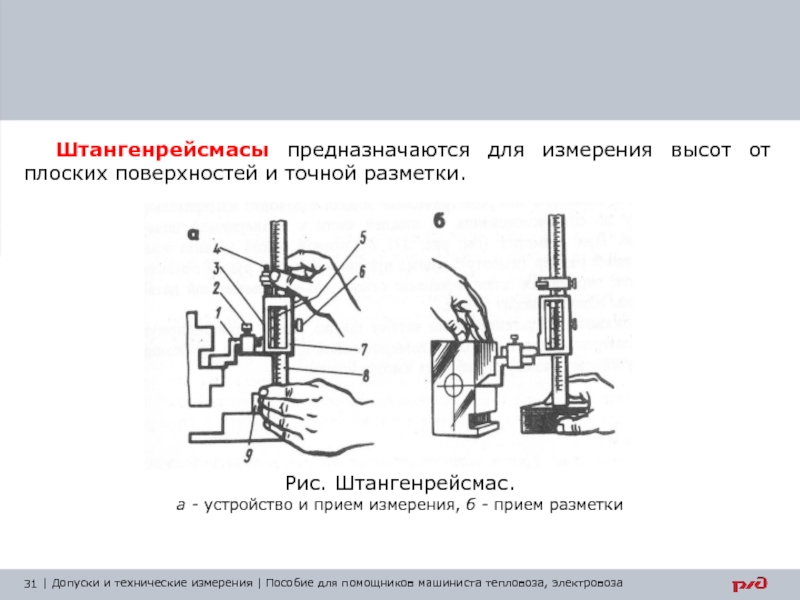
Пользоваться этим видом разметочно-измерительных инструментов можно в слесарных и токарных мастерских для определения линейных геометрических размеров различных деталей, глубины пазов и отверстий, а также при выполнении разметки заготовок и деталей во время сборочных и ремонтных работ в соответствующих отраслях промышленности (машиностроении, металлообработке, автомобилестроении). Кроме того, штангенрейсмас предназначен для точного измерения высоты деталей, размещённых на разметочной площадке. При этом метрологические характеристики инструмента подвергаются периодическим поверкам, методика которых определена государственным стандартом.
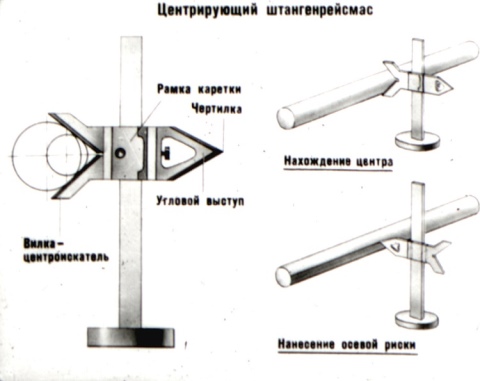
Им можно произвести вертикальные, горизонтальные и даже наклонные измерения. Правда, для последних необходим дополнительный узел.

Технические характеристики
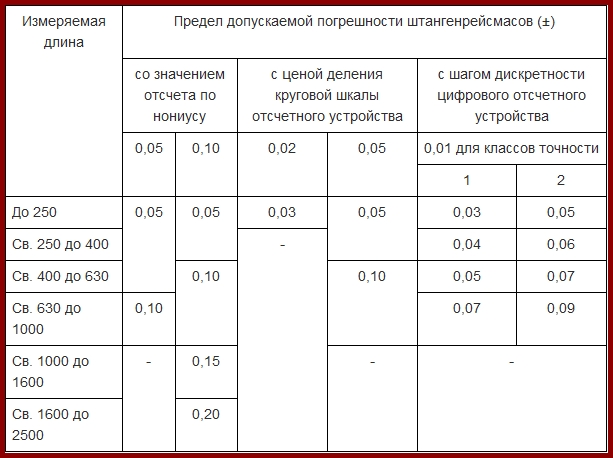
Таблица 1 – Диапазон измерений, значение отсчета по нониусу, цена деления круговой шкалы отсчетного устройства, шаг дискретности цифрового отсчетного устройства штангенрейсмасов
Диапазон измерений, мм | Значение отсчета по нониусу, мм | Цена деления круговой шкалы отсчетного устройства, мм | Шаг дискретности цифрового отсчетного устройства, мм, классов точности 1; 2 |
От 0 до 250 | 0,05 | 0,02; 0,05 | 0,01 |
От 40 до 400 | 0,05 | ||
От 60 до 630 | 0,05; 0,10 | ||
От 100 до 1000 | |||
От 600 до 1600 | 0,10 | – | – |
От 1500 до 2500 |
Таблица 2 – Пределы допускаемой абсолютной погрешности как при незатянутом, так и при затянутом зажиме рамки, при температуре окружающей среды от плюс 10 до плюс 30 °С
Измеряемая длина*, мм | Пределы допускаемой абсолютной погрешности, мм | |||||
со значением отсчета по нониусу, мм | с ценой деления круговой шкалы отсчетного устройства, мм | с шагом дискретности цифрового отсчетного устройства, мм | ||||
0,01 для классов точности | ||||||
0,05 | 0,10 | 0,02 | 0,05 | 1 | 2 | |
от 0 до 250 включ. | ±0,05 | ±0,05 | ±0,03 | ±0,05 | ±0,03 | ±0,05 |
св. 250 до 400 включ. | ±0,05 | ±0,05 | – | ±0,05 | ±0,04 | ±0,06 |
св. 400 до 630 включ. | ±0,05 | ±0,10 | ±0,10 | ±0,05 | ±0,07 | |
св. 630 до 1000 включ. | ±0,10 | ±0,10 | ±0,10 | ±0,07 | ±0,09 | |
св. 1000 до 1600 включ. | – | ±0,15 | – | – | ||
св. 1600 до 2500 | ±0,20 |
Примечание: * – За измеряемую длину принимают номинальное расстояние между измерительной поверхностью ножки и поверочной плитой.
Таблица 3 – Допуск параллельности измерительной плоскости разметочной ножки относительно основания штангенрейсмаса
Значение отсчета по нониусу, цена деления круговой шкалы, шаг дискретности цифрового отсчетного устройства, мм | Допуск параллельности измерительной плоскости разметочной ножки относительно основания штангенрейсмаса, мкм, не более |
0,01; 0,02; 0,05 | 10 |
0,10 | 15 |
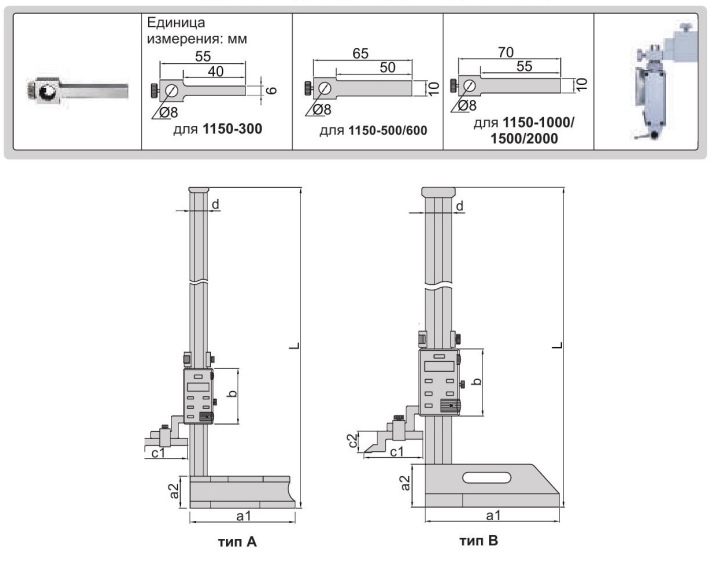
Таблица 4 – Г абаритные размеры и масса штангенрейсмасов
Тип | Диапазон измерений, мм | Г абаритные размеры (ДхШхВ), мм, не более | Масса, кг, не более |
ШР | От 0 до 250 | 180х80х380 | 1,9 |
От 40 до 400 | 305х130х660 | 5,4 | |
От 60 до 630 | 305х130х840 | 5,8 | |
От 100 до 1000 | 340х170х1280 | 14,0 | |
От 600 до 1600 | 440х220х2050 | 33,5 | |
От 1500 до 2500 | 570х370х2930 | 46,0 | |
ШРК | От 0 до 250 | 180х80х380 | 1,9 |
От 40 до 400 | 305х130х660 | 5,4 | |
От 60 до 630 | 305х130х840 | 5,8 | |
От 100 до 1000 | 340х170х1280 | 14,0 | |
ШРЦ | От 0 до 250 | 180х80х380 | 1,9 |
От 40 до 400 | 305х130х660 | 5,4 | |
От 60 до 630 | 305х130х840 | 5,8 | |
От 100 до 1000 | 340х170х1280 | 14,0 |
Наименование характеристики | Значение |
Допуск параллельности верхней и нижней измерительных | |
поверхностей ножки, мм, не более, при: | |
цене деления круговой шкалы 0,02 мм | 0,004 |
шаге дискретности отсчета 0,01 мм | 0,004 |
значении отсчета по нониусу 0,05 мм | 0,006 |
цене деления круговой шкалы 0,05 мм | 0,006 |
значении отсчета по нониусу 0,1 мм | 0,010 |
Допуск прямолинейности измерительных поверхностей разметочной и измерительной ножек, мм, не более | 0,004 |
Параметр шероховатости Ra измерительных поверхностей | |
штангенрейсмасов при значении отсчета по нониусу, цене деления шкалы и шаге дискретности не более 0,05 мм по ГОСТ | |
2789-73, мкм, не более, для: | |
измерительной ножки | 0,16 |
разметочной ножки и основания | 0,32 |
Параметр шероховатости Ra измерительных поверхностей | |
штангенрейсмасов при значении отсчета по нониусу 0,1 мм по ГОСТ 2789-73, мкм, не более, для: | |
измерительной и разметочной ножки | 0,32 |
основания | 0,63 |
Средний срок службы, лет, не менее | 5 |
Диапазон рабочих температур, °С | От +10 до +30 |
Относительная влажность воздуха при температуре +25°С, %, не более | 80 |
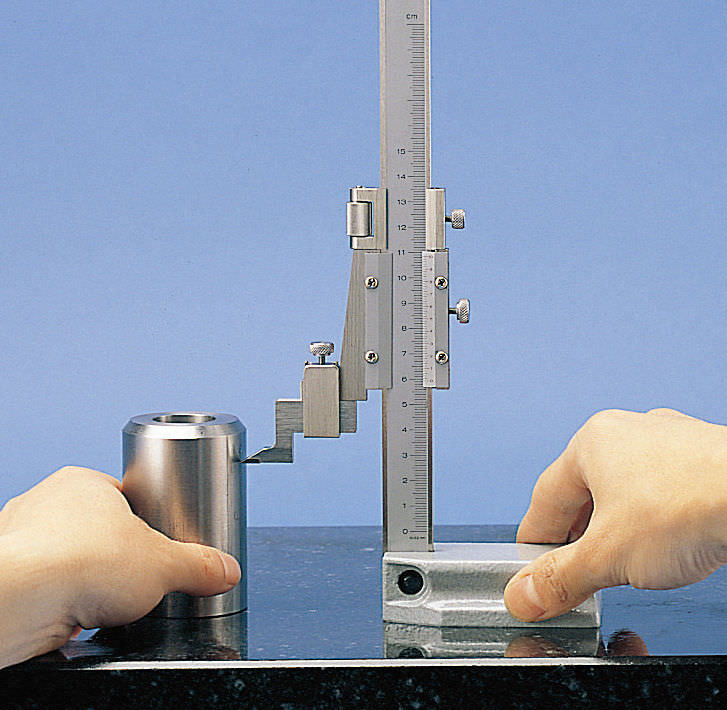
Порядок снятия показаний и разметки штангенрейсмасом
Для обеспечения точности замера или разметки необходима предварительная поверка штангенрейсмаса, что включает в себя проверку его нулевого отсчета. Производится это следующим образом:
- Измерительный инструмент устанавливается на проверочную плиту.
- Рамка основной подачи опускается вниз до полного контакта ножки с плитой.
- Проверяются основная шкала и шкала нониуса – нулевые штрихи обеих шкал должны совпадать.
- Если проверяется модель инструмента, в которой нижний предел превышает 40 мм, то необходимо использовать мерочные плитки требуемой толщины.
Теперь перейдем к особенностям применения штангенрейсмасов. Порядок действий состоит из следующих этапов:
- Взяться за основание инструмента и аккуратно подвести его к измеряемой детали.
- Опустить основную измерительную рамку до момента полного контакта отсчетной призмы с измеряемой поверхностью.
- С помощью микрометрической пары обеспечить соприкосновение поверхностей инструмента и детали.
- Зафиксировать обе шкалы
- Произвести считывание показаний основной шкалы и добавить показание шкалы нониуса. Определение размера по нониусу аналогично штангенциркулю – совпавший штрих шкалы нониуса со штрихом основной шкалы определяет дополнительный микрометрический размер.
Если назначением штангенрейсмаса является разметка, то порядок действий следующий – устанавливается размер по основной и нониусной шкале, основание прижимается к плите и инструмент перемещается относительно размечаемой детали. Разметка наносится заточенным острием ножки.





Это интересно: Штангенциркуль электронный цифровой — выбор, видео, фото
ПЕРЕЧЕНЬ ФУНКЦИЙ, ХАРАКТЕРИЗУЮЩИХ СТЕПЕНЬ АВТОМАТИЗАЦИИ
1. Выдача цифровой информации в прямом коде (с указанием знака и абсолютного значения).
2. Установка начала отсчета в абсолютной системе координат.
3. Запоминание результата измерения*.
4. Гашение памяти с восстановлением текущего результата измерения*.
5. Вывод результатов измерения на внешние устройства*.
6. Переход из абсолютной системы координат в относительную и обратно по внешней команде*.
7. Предварительная установка нуля.
8. Перезапись памяти*.
9. Предварительная установка числа (ввод констант).
10. Накопление массива результатов измерения*.
11. Сравнение результатов измерения с пороговыми границами*.
12. Выделение экстремальных элементов массива (максимума и минимума) с нахождением разности между ними*.
13. Арифметические действия с результатами измерения и константами*.
_______
* По заказу потребителя.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 23.02.90 № 266
3. ВЗАМЕН ГОСТ 164-80
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта | Обозначение НТД, на который дана ссылка | Номер пункта, раздела |
2.21.1 | 3.5 | ||
3.2 | 2.14 | ||
3.2 | 2.12 | ||
2.23.1 | 2.22.2; 2.23.2; разд. 5 | ||
2.15 | МИ 424-84 | 4.1 | |
2.15 | МИ 2190-92 | 4.1 |
5. Ограничение срока действия снято по протоколу № 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ПЕРЕИЗДАНИЕ. Июнь 2009 г.
1. Типы. Основные параметры и размеры.. 1 2. Технические требования. 2 3. Приемка. 5 4. Методы контроля и испытаний. 5 5. Транспортирование и хранение. 5 6. Указания по эксплуатации. 6 7. Гарантии изготовителя. 6 Приложение. (обязательное) Перечень функций, характеризующих степень автоматизации. 6 |
Классификация по точности и проведение измерений
Любой штангенрейсмус должен быть категоризирован по классу точности, который вносится в маркировку прибора. Этот класс указывается в цифровом виде и является последней группой цифр в названии. К примеру, последние три цифры в названии «ШР-250-0,05» будут означать, что устройство имеет измерительную погрешность в 0,05 миллиметра.
Таким образом, классы точности подразделяются по следующим категориям:
- Первый класс (самый точный и лучший) – от 0,05 до 0,09 миллиметров;
- Второй класс – от 0,1 миллиметра и выше.
Для электронных приборов к точности еще может быть добавлен и шаг дискретности – от 0,03 до 0,09 миллиметров – первый класс, все, что выше – второй.
До начала использования инструмента необходимо провести поверку его точности, а сами измерения производить в соответствии с условиями МИ 2190-92 и ГОСТ 164-90.
Проверку нулевой точки на рабочей плоскости возможно осуществить следующим способом:
- Инструмент фиксируется на ровном основании;
- Основная рамка приспускается вниз до упора (до соприкосновения с основанием);
- Далее происходит сверка шкалы на основной линейке и нониусе – они должны совпадать по своим нулевым рискам-значениям;
- Если совпадение достигнуто, то прибор способен выполнять точные измерения.
Как выбрать хороший штангенциркуль?
Основные достоинства штангеля — его точность измерений.
По этой причине хороший инструмент, в первую очередь, обязан быть изготовлен из прочного материала, иметь легко различимую разметку и переносить активное использование.
Популярностью у опытных мастеров пользуется именно нержавеющий штангенциркуль с выгравированными делениями из-за своей высокой устойчивости к коррозии и долговечности.

Главные принципы выбора:
- Длина – определяет диапазон измерений. Подбирается в зависимости от задачи. Для использования в быту будет достаточно инструмента на 125 мм, а для строительства дома, например, потребуется 5-метровый штангель.
- Шаг измерений. Грубо говоря, результат измерений точнее у моделей с наименьшим расстоянием между соседними делениями шкалы.
- Стоимость – нет необходимости покупать дорогостоящую модель для нечастого бытового использования, однако, хороший штангель дешевым быть не может. Мастерам же, у которых штангенциркуль – основной измеритель, лучше смотреть в сторону проверенных японских, германских и швейцарских моделей. Качественный штангенциркуль, особенно электронный – достаточно дорогостоящий инструмент, который покупается один раз, можно сказать, на всю жизнь. От этого и стоит отталкиваться.
Перед покупкой штангенциркуля следует убедиться в отсутствии люфтов между подвижной и неподвижной его частями, а также в совпадении нулевых отметок двух шкал при сведенных губках.
СРЕДСТВА ПОВЕРКИ
2.1. При проведении поверки должны быть применены средства поверки, указанные в табл. 2.
Таблица 2
Номер пункта рекомендации | Наименование образцового средства измерений или вспомогательного средства поверки; номер документа, регламентирующего технические требования к средству; разряд по государственной поверочной схеме и (или) метрологические и основные технические характеристики |
5.2.2 | Феррозондовый полюсоискатель тип ФП-1 |
5.3.1 | Щуп толщиной 0,25 мм по ТУ 2.034.225 |
5.3.2 | Образцы шероховатости поверхности с параметрами Ra ≤ 0,16 мм; Ra ≤ 0,32 мм; Ra ≤ 0,63 мм по ГОСТ 9378 |
5.3.2 | Профилометр модели 298 по ТУ 2.034.4 |
5.3.3 | Линейка ЛД класса точности 1 или ШП класса точности 0 по ГОСТ 8026 |
5.3.3; 5.3.8; 5.3.9 | Плоскопараллельные концевые меры длины по ГОСТ 9038 |
класса точности 2 | |
класса точности 3 | |
5.3.9 | Плоскопараллельные концевые меры длины образцовые 4-го разряда по МИ 1804 |
5.3.3 | Плоская стеклянная пластика нижняя класса точности 2 по ТУ 3.3.2123 |
5.3.4 | Микрометр МК 25-2 по ГОСТ 6507 |
5.3.5 | Микрометр типа МР 25 по ГОСТ 4381 |
5.3.6 | Измерительная лупа ЛИ-3-3* или ЛИ-3-4* по ГОСТ 25706 |
5.3.7.1 | Микроскоп инструментальный по ГОСТ 8074 |
5.3.8 | Поверочная плита по ГОСТ 10905 |
5.3.9 | класса точности 1 для штангенрейсмасов с пределом измерения до 1000 мм |
класса точности 2 для штангенрейсмасов с пределом измерения свыше 1000 мм | |
5.3.9 | Нутромеры микрометрические с ценой деления 0,01 мм по ГОСТ 10 |
5.3.10 | Механический секундомер с ценой деления шкалы 0,1 класса точности 1 по ГОСТ 5072 |
Примечания: 1. Допускается применение средств измерения, не приведенных в табл. 2, но удовлетворяющих по точности требованиям настоящей рекомендации. 2. При получении отрицательного результата при проведении любой из операций по таблице поверку штангенрейсмасов допускается прекратить. |






Как пользоваться штангенциркулем
Первым делом инструмент проверяют – губки сводят вместе, а затем контролируют точность их смыкания. Не должно быть никаких просветов. Затем штангенциркуль берут в одну руку, деталь, которую будут исследовать, – в другую. Для того чтобы измерить внешний размер, нижние губки разводят и располагают между ними деталь. Затем губки сжимают, пока они не будут соприкасаться с поверхностями деталей. Затем следует проверить, как расположились губки. Точность размера будет высокой, когда они будут расположены на равном расстояния от детали. Затем при необходимости фиксируют винт. Далее деталь откладывают, а инструмент берут для получения результата.
Если штангенциркуль – разметочный, то его губками можно наносить необходимые размеры непосредственно на поверхности детали. Губки изготовлены из твердых сплавов, и ими можно сделать пометки на стали и похожих сплавах.