
Устройство ленточной пилы
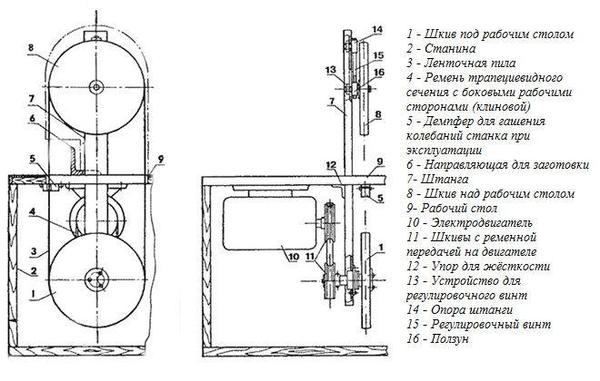
Основной составляющей данного столярного оборудования является рабочий стол. На нем и производится обработка заготовок из дерева, камня, металла и других материалов. Сама лента устанавливается на двух вращаемых электромотором шкивах станка. Ленточнопильный станок по дереву имеет и несущую часть – раму станины, призванную удерживать на себе большой вес и габариты всего устройства в целом. Она изготавливается из металла, хотя для пилы среднего и малого размера применяется и древесина.
Раму дополнительно усиливают бруски, саморезы, клей. За натяжение полотен отвечает блок верхнего шкива. Внутренняя часть рамки оборудована колесным валом, а специальный винтовой механизм ответственен за вертикальное перемещение по направляющей. При этом надо сказать, что пила может быть как горизонтальной, так и вертикальной с отличным местом расположения у нее шкивов.

Режимы резания
Чтобы функционирование ленточного полотна было надлежащим, необходимо обеспечить не только правильный зажим заготовки, наличие СОЖ, обкатку нового полотна и иные моменты, но и соблюдать конкретный режим резки металла.
Внимание! Оптимальный режим резания выбирается определением скорости движения полотна (скорость резания, в м/минуту), исходя из марки металла, и выставлением скорости подачи консоли (в мм/мин)
При обкатке
Важно! Режимы резки металла при обкатке нового полотна зависят от материала, из которого оно изготовлено: биметалл или твердые сплавы. Для биметаллического полотна, в целях исключения деформации зубьев (микросколы) величину подачи металлической заготовки регулируют таким образом, чтобы она не превышала половину скорости, предусмотренной для конкретного материала заготовки (автоматные, легированные и прочие виды сталей, чугуны и сплавы)
Для биметаллического полотна, в целях исключения деформации зубьев (микросколы) величину подачи металлической заготовки регулируют таким образом, чтобы она не превышала половину скорости, предусмотренной для конкретного материала заготовки (автоматные, легированные и прочие виды сталей, чугуны и сплавы).

Биметаллическое полотно BAHCO для ленточнопильного станка. Фото 220Вольт
Чтобы устранить при обкатке возможные вибрации, скорость резания дополнительно уменьшают, а затем при дальнейшем прохождении режима обкатки, скорость подачи заготовки постепенно увеличивают так, чтобы она к концу обкатки полностью совпадала с рекомендуемой производителем.
Продолжительность работы в режиме обкатки
Продолжительность режима резки металла новым полотном зависит от типа заготовок:
- при малой площади поперечного сечения режим обкатки проходит при разрезке заготовок общей площадью 0,3 кв. метра;
- иные типы заготовок обрабатывают в режиме обкатки в течение четверти часа.
Параметры выбора режима резки
В зависимости от того, какой именно вид материала будет подвергаться обработке на ленточном станке, и какой металл у самого плотна (биметалл или твердый сплав) индивидуально устанавливается режим, состоящий из трех основных параметров:
- скорость резки (в метрах в минуту);
- толщина заготовки, в мм;
- «шаг» зуба пилы.
Всего существует 18 отдельных режимов — по количеству типов обрабатываемого материала.

Ленточнопильный вертикальный станок с ЧПУ Opus AX3-R. Фото Стербруст
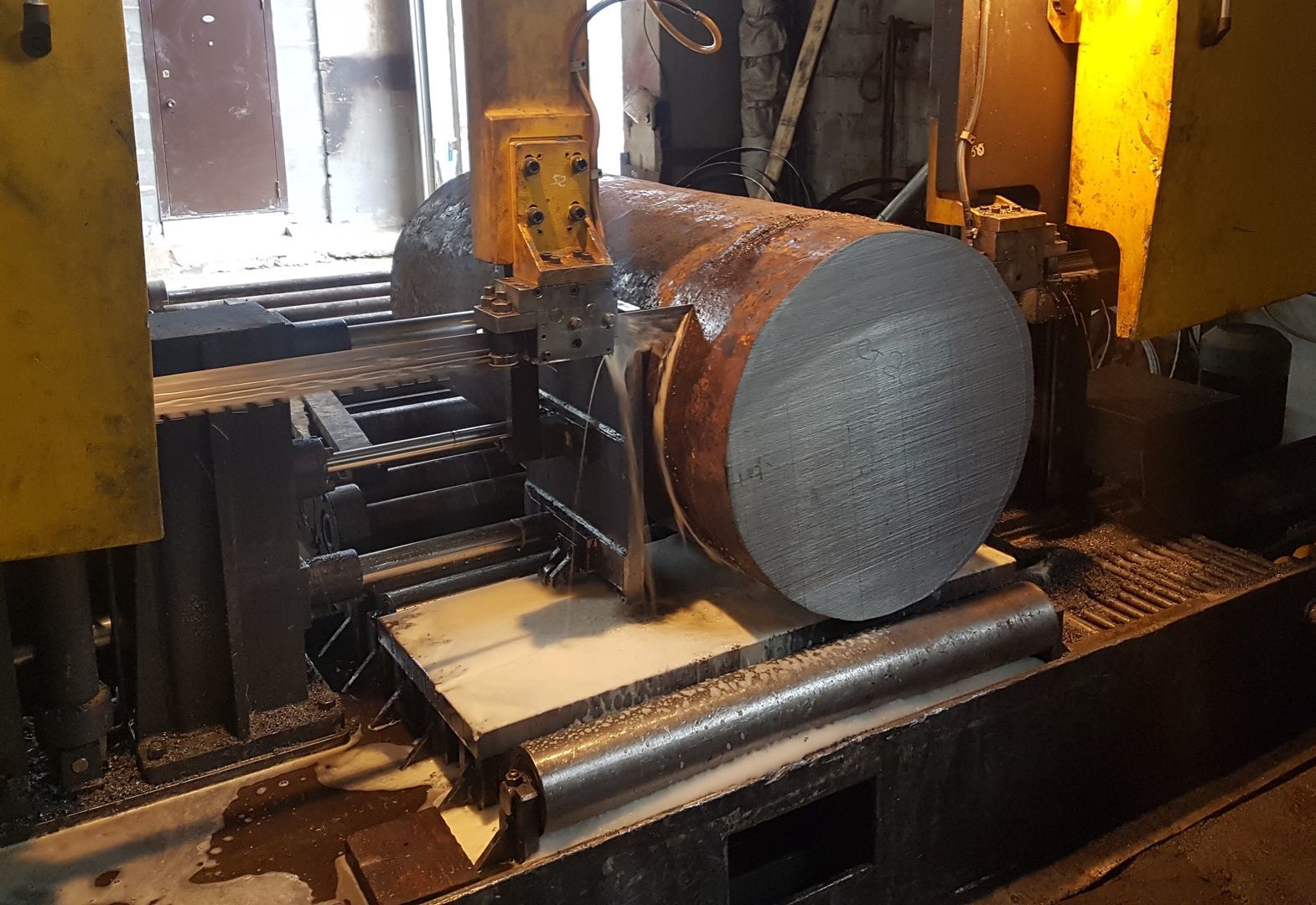
Например, для конструкционных сталей предусмотрено три основных режима, в зависимости от толщины:
- толщина меньше 100 мм – скорость подачи от 70 до 100 м/мин;
- толщина от 100 до 500 мм – скорость подачи от 50 до 90 м/мин;
- толщина более 500 мм – скорость подачи от 40 до 77 м/мин.

Напольный ленточнопильный станок METALMASTER BSM-912B для выполнения реза под разными углами. Фото 220Вольт
Для чугуна режимы обработки следующие:
- толщина меньше 100 мм – скорость подачи от 40 до 50 м/мин;
- толщина от 100 до 500 мм – скорость подачи от 40 до 45 м/мин;
- толщина более 500 мм – скорость подачи от 35 до 40 м/мин.
Самая низкая скорость резки предусмотрена для титановых сплавов: при любой толщине рекомендуется подавать материал со скоростью от 10 до 20 м/мин.
К сведению! «Чемпионами» по скорости резки являются автоматные стали — при толщине менее 100 мм резка происходит со скоростью 130 м/мин.
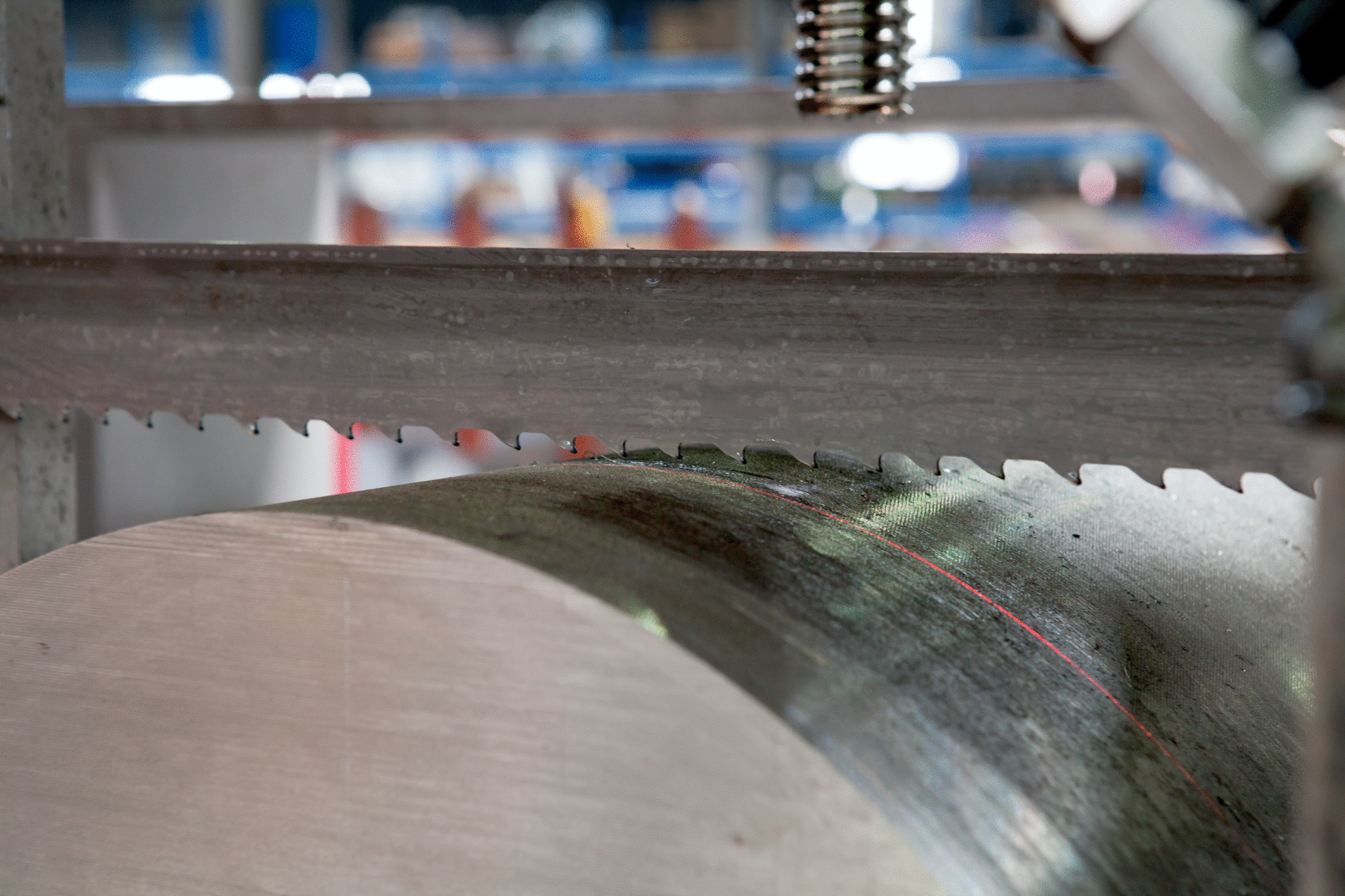
Шаг зубьев
Постоянный и переменный шаг зубьев ленточной пилы побирается по принципу: чем больше ширина разрезаемой заготовки из сплошного метала, тем меньше зубьев должно быть на одном дюйме полотна.

Ленточнопильный вертикальный полуавтоматический станок VTF 500 SHI-E. Фото НЕВАСТАНКОМАШ
Так, при толщине металла меньше 100 мм. число зубьев на полотне оптимально равно 14 (10/14 – для переменного шага), при толщине, равной 400 мм. среднее количество зубьев не превышает двух (1,4/2,5 для переменного шага).
Виды ленточных пил
Все современные полотна для ленточнопильного станка по металлу в зависимости от материала можно условно разделить на три основных категории:
- Пилы изготовленные из углеродистых инструментальных марок стали. Широко используемый вид ленточных пил для экономной резки многих марок сталей как не легированных, так и легированных. Прочность на разрыв данного типа пил достигает 80 кПа/мм2.
- Биметаллические полотна для ленточнопильного станка по металлу с рабочей частью из быстрорежущей стали – обладают более высокими показателями при эксплуатации, чем изделия из однородного материала. Чаще всего используется быстрорежущая марка стали М42 (11Р2М10К8) с добавками кобальта и молибдена обеспечивающими твердостью до 950 НV и красностойкость. С пружинной частью пилы зуб соединяется электронно-лучевой сваркой.
- Биметаллические пилы с твердосплавным зубом. Применяются при тяжелых условиях реза, для работы с чугунным литьём и др. особо твердыми материалами. Используются для резки сплошных заготовок диаметром более 60 мм.
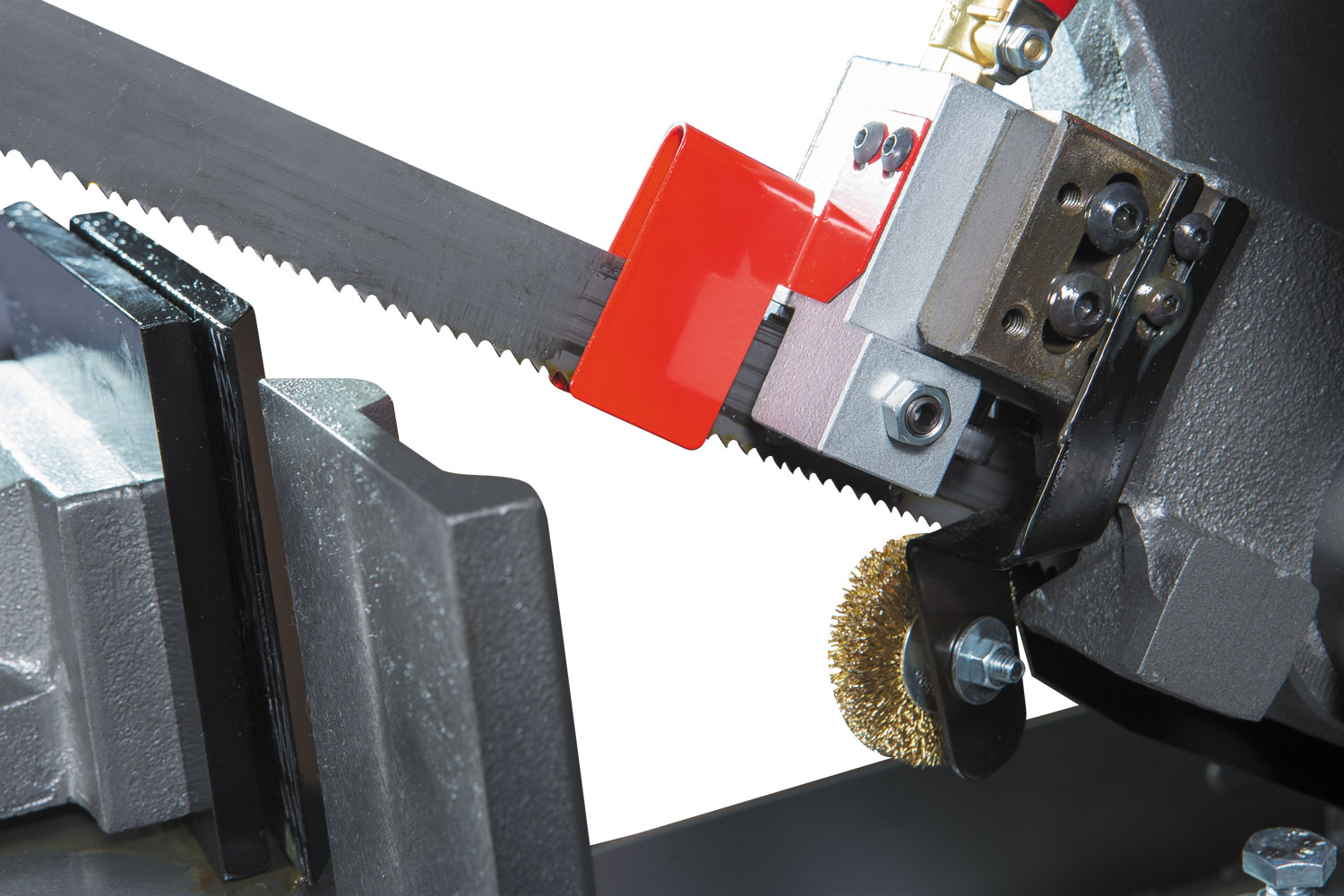
Описание ленточных пил
 Два вращаемых колеса, поддерживающие ленту, размещаются на станине. Они приводятся в действие с помощью привода, идущего от электрического мотора. Режущая лента фиксируется двумя роликами и упором рядом с рабочим столом, предусмотрена ее регулировка. Размер зубьев на пильном полотне определяют от величины агрегата и рода операции, как и в ручных пилах. Затачиваются зубья по форме универсального профиля.
Два вращаемых колеса, поддерживающие ленту, размещаются на станине. Они приводятся в действие с помощью привода, идущего от электрического мотора. Режущая лента фиксируется двумя роликами и упором рядом с рабочим столом, предусмотрена ее регулировка. Размер зубьев на пильном полотне определяют от величины агрегата и рода операции, как и в ручных пилах. Затачиваются зубья по форме универсального профиля.
Чтобы полоску режущего полотна замкнуть в кольцо, используют пайку припоем из меди, так крепят между собой концы и соединяют место разрыва при ремонте. В заводских условиях пайку ведут электрической сваркой, небольшие мастерские используют горелку или специальные клещи.






Разновидности агрегатов
Они выпускаются трех видов:
- агрегаты с зубчатым полотном;
- станки беззубого трения;
- пилы, работающие по принципу электроискрового воздействия.
От ножовочного полотна полоска зубчатой пилы отличается размером по длине и делается в виде кольца, но по внешнему виду в разомкнутом состоянии они не отличаются. Используются зубчатые полоски для установки в ленточных станках по металлу или дереву, применяются в мясном и рыбном производстве для разделки туш, в промышленности с их помощью режется пенобетон, минеральный утеплитель, пенопласт и другие строительные материалы.
Принцип ленточного беззубого трения применяют по тому же принципу, что и кольцевые пилы трения. На рабочем полотне также расположены зубья, но их форма способствует не резанию, а нагреванию обрабатываемого слоя. Выделение тепла в этом случае повышает производительность агрегата. Режущее полотно в пилах трения изготавливается толщиной 0,6−1,7 мм, при ширине от 6 до 26 мм.
Электроискровое действие пилы применяют при раскрое заготовок с толщиной 150−400 мм, которые не поддаются обработке круглыми пилами из-за больного шага и диаметра, вызывающего сильное биение.
Виды материала для полотен
Для резки древесины чаще всего используют полосы из сталей с высоким содержанием углерода, полотна с напайками зубьев из твердосплавного материала и биметаллические полосы. Биметаллический вариант предусматривает гибкое полотно и твердые зубья, для чего применяют два вида металла. Основа полосы делается из пружинистого материала, к нему с помощью электронно-лучевого вида сварки приваривается инструментальная быстрорежущая проволока, из которой впоследствии фрезеруется зубчатый профиль.
Выпускают полотна, универсальные в применении и специальные пилы, применяемые для конкретных сталей. Область использования выбирается с учетом параметров зубьев:
- крупность;
- твердость;
- геометрия;
- разводка.
Для резки крупных заготовок используют полосы с большими зубьями, в частности, для обработки листового металла значительных размеров применяют полотна с элементами увеличенного размера. Чтобы избежать биения полотна и резонансных явлений, на одной полосе крепят зубья разного размера (переменный шаг).
 Твердость режущих элементов зависит от этого показателя стали. Чаще всего при изготовлении зубьев применяется металл с обозначением М42 (это означает твердость кромки по категории Виккерса — 950 единиц). Чтобы обрабатывать инструментальную сталь, такого показателя мало, поэтому берется твердость зубьев М71 (100 единиц по Виккерсу), работы средней сложности требуют твердости М51.
Твердость режущих элементов зависит от этого показателя стали. Чаще всего при изготовлении зубьев применяется металл с обозначением М42 (это означает твердость кромки по категории Виккерса — 950 единиц). Чтобы обрабатывать инструментальную сталь, такого показателя мало, поэтому берется твердость зубьев М71 (100 единиц по Виккерсу), работы средней сложности требуют твердости М51.
Геометрическая форма определяется углом заточки и профилем режущего элемента. Чтобы резать профиль (швеллер, уголок, тавр, двутавр, трубы) в размер, требуется формировать зубья с усиленными спинками. Это диктуется специальной формой профиля, при резке которой возникает ударное действие и вибрация, ведущие к возникновению сколов и трещин. Чтобы обрабатывать вязкую нержавейку или другие материалы с подобными показателями, зубья делают острыми, между ними оставляется значительный промежуток.
Разводка режущих элементов делается в зависимости от размеров и массивности обрабатываемого материала. Например, для предупреждения защемления при резке сплошного массивного материала применяют полосы на пиле с чередованием узкой и широкой разводки.
Виды пил в зависимости от работы с материалом
 Следующее разделение на категории производится по материалу обработки:
Следующее разделение на категории производится по материалу обработки:
- для камня;
- для металла;
- для дерева;
- для синтетики.
Работа с твердыми материалами (металл, камень) проводится инструментом, у которого рабочее пильное полотно усилено сверхпрочными зубьями из соответствующих сплавов. Неправильный выбор пильного полотна ведет к его разрыву и порче кромок на обрабатываемой заготовке. Перед покупкой пилы определяют фронт дальнейшей работы.
Виды ленточных пил
Различают следующие виды ленточных пил:
• пилы зубчатые
• пилы беззубые трения
• электроискрового действия.
В отличие от ножовочных полотен, ленточные пилы зубчатые изготавливают замкнутым контуром. Ленточные пилы с зубьями используют для пропила и резки любых материалов, включая металл, дерево, пенобетон и другие строительные материалы.
Ленточные пилы беззубые трения и электроискрового действия имеют принцип действия, аналогичный работе круглых пил трения. Однако, назначение зубьев в ленточных пилах трения отличается от назначения зубьев круглых пил и электроискрового действия.
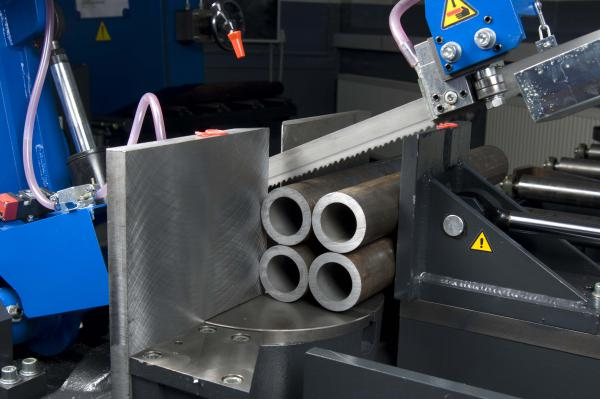
Выбирая пилу ленточную по металлу, необходимо обращать внимание на конструктивные особенности лентопилочного станка. Основным назначением ленточной пилы по металлу является выполнение прямолинейных, фигурных и угловых распилов металлической заготовки.
Поэтому не помешает наличие у станка поворотных губок, позволяющих производить распил под углом
Более детальная информация о ленточной пиле макита представлена в данном видео.
Особенности заточки ленточных пил
Любой инструмент рано или поздно затупится, а перед мастером встанет вопрос о его заточке. Она может выполняться как вручную, так и на специальном оборудовании. Заточка ленточных пил предусматривает их разводку, то есть восстановление профиля режущей кромки. Существует три способа, как развести пилу:
- Классический . При этом зубья по очереди отклоняют в правую и левую сторону.
- Зачищающий . При таком способе 1-й и 2-й зубья отклоняют в разные стороны, а 3-й оставляют ровным. Это облегчает распил самых твердых материалов.
- Волнистый . В этом случае кромке придают эффект волны. Сложный вариант, который могут выполнить только профессионалы.
Заточной станок для ленточных пил
Существует масса разновидностей таких агрегатов. Прежде всего они отличаются типом точильных кругов, подбираемых под определенный вид режущего полотна. Не существует универсального станка, способного справиться с любой лентой, поэтому перед его покупкой необходимо убедиться, что он подходит к самой пиле. Небольшой режущий инструмент можно заточить и надфилем, но в условиях промышленного производства такой вариант неприемлем. Станок для заточки ленточных пил может быть ручным и автоматическим. В любом случае он требует применения охлаждающей жидкости.

Основные параметры зубцов
Количество зубьев напрямую связано с качеством пропила. Чем их больше, тем выше результат работы. Это происходит из-за того, что нагрузка равномерно распределяется по всей площади режущей поверхности.
Если ленточная пила имеет большие зубцы, пропил получается глубоким. По этой причине такие полотна применяются при спиливании деревьев. Для небольших и тонких листовых материалов подходят полотна с небольшими зубцами.
Для работы с крупными заготовками лучше остановить свой выбор на ленточной пиле с большими зубьями. Если требуется снизить резонансные явления, зубья должны иметь разную высоту. Для распиловки крупных материалов нужно использовать пилы с равномерными и часто посаженными зубьями.
Чтобы снизить засорение ленточной пилы при работе, нужны переменные зубья, которые подходят для распила мягких материалов.

Сборка каркаса
Собирая каркас ленточной пилы, лучше отдавать предпочтение твердым и крепким породам дерева. В противном случае конечная конструкция не будет обладать требуемой жесткостью и начнет создавать вибрации. Отдельные элементы, включая рабочий стол, изготовляются из прочной фанеры, а ребра жесткости дополнительно усиливаются рейками. Наиболее доступный вариант — демонтировать старую мебель.





Первым делом в домашних условиях нужно составить чертежи, на основе которых будет выполняться сборка каркаса. Они создаются с учетом высоты рабочего помещения и физиологических особенностей человека, который будет работать за пилой.

Рейтинг ленточных пил
К популярным моделям относятся:
- Ленточная пила Jet . Обрабатывает заготовки шириной до 300 мм. Ее мощности хватает для распила древесины из самых разных пород – ясеня, бука и других. На толстой металлической станине легко располагать необходимые детали, она не деформируется от большой вибрации и нагрузок.

Ленточная пила Энкор Корвет . Этот агрегат больше подойдет для промышленного производства. Его мощность составляет 1000 Вт, а режущее полотно движется со скоростью 900 м в минуту, позволяя распиливать заготовки из самых разных материалов.

Ленточная пила Bosch . Эта компания производит как станки, так и ручные инструменты, работающие на аккумуляторе. Последние можно брать с собой и использовать для нарезки труб, уголков, прутков и прочих деталей. Работать с таким инструментом можно во всех положениях, оно компактное, удобное и простое в управлении.

Ленточные пилы для домашнего мастера
Ленточные пилы представляют собой режущий инструмент, применяемый повсеместно для лентопилочных станков. Конструктивно ленточная пила оформлена в виде гибкой стальной ленты, наглухо закольцованной, с рабочими зубьями по одному краю.
Ленту устанавливают на два шкива, которые вращает электромотор станка лентопилочного. С помощью пилы ленточной имеется возможность осуществлять прямолинейные и фигурные пропилы. Благодаря возможности прямой и фигурной распилки материалов область применения ленточной пилы разнообразна и не ограничивается мебельным производством и строительными работами.
Для любого домашнего мастера наличие пилы ленточной по металлу или по дереву является отличным подспорьем при проведении работ. По какому принципу следует выбирать ленточные пилы?
Заточка двуручных пилок самостоятельно или как просто восстановить старую длинную ножовку
Если в гараже имеется старая двуручная ножовка Дружба-2, то перед ее применением, рекомендуется восстановить ее целостность
Перед применением инструмента надо обратить внимание на следующие моменты:
- Рукоятки — из дерева ручки могли за долгое время неиспользования высохнуть, поэтому не исключается их свободное выпадение из отверстий. Восстановить исправность ручек можно окунанием их в воду на несколько часов, чтобы они набухли. Еще можно выточить новые ручки на инструмент, на что не понадобится много времени и сил
- Наличие коррозии на полотне — признаки ржавчины следует устранить, а затем обработать устройство машинным маслом
- Заточка зубьев — за долгое время хранения инструмента в гараже, высока вероятность того, что ножовка нуждается в необходимости восстановления остроты зубов
Если с восстановлением рукояток и удалением коррозии не возникает трудностей, то с заточкой зубьев как раз-таки наоборот. Большая пила требует много времени и сил для восстановления целостности звеньев. Однако есть в этом и преимущество, так как большие зубья затачивать намного удобнее. Хотя инструмент и отличается от обычной ручной ножовки, однако, принцип восстановления остроты зубьев аналогичный. Пошаговое описание по затачиванию зубьев на двуручной пиле имеет следующий формат:
- Для начала надо зафиксировать инструмент. В губках даже самых больших тисков сделать это не удастся, поэтому используем две соответствующей длины доски. Располагаем доски параллельно полотну, оставляя на виду только зубья. Если нет тисков, то можно использовать струбцину
- Работы следует начинать с разводки зубьев. Все зубья должны иметь одинаковую высоту. Определить наличие выступающих звеньев можно на глаз, и чтобы сравнять их с остальными, следует поработать плоским напильником
- На следующем этапе надо выстроить зубья на одинаковый угол отклонения от плоскости полотна. Чтобы выполнить разводку, понадобится специальный инструмент. Предварительно также рекомендуется изготовить шаблон (макет) для проверки достаточности разведения звеньев (или купить его). Разводить зубья следует на 0,5 мм от плоскости полотна или 1 мм друг от друга. Процесс разводки выполняется поочередно. Как часто выполнять разводку зубьев, знают далеко не многие мастера. По правилам надо проводить разводку не чаще, чем 1 раз на 5-6 заточек зубьев
- Как только зубья будут разведены, можно переходить к завершающей и самой ответственной стадии — заточка. Для этого применяется специальный треугольный напильник, размер которого должен быть не меньше высоты зубьев
- Правильная заточка выполняется путем перемещения напильника от себя со средним прижимом к зубу. В обратном положении напильник не должен касаться полотна. Проходить напильником необходимо уверенно, но не быстро
- Сначала надо пройти по одной стороне зубьев, а затем по другой. При заточке также следует выбрать соответствующий угол от 35 до 70 градусов

В завершении остается обработать полотно инструмента машинным маслом, и прибегнуть к применению для распиливания толстых бревен, деревьев и даже пиломатериалов. При проведении работ рекомендуется соблюдать технику безопасности, чтобы не травмироваться.
Это интересно!При наличии мастерства работы с болгаркой, можно произвести заточку зубьев электроинструментом с абразивным диском.
Ленточный станок по дереву — пошаговое изготовление
Как только все инструменты и материалы будут собраны, можно переходить непосредственно к изготовлению.
Сборка каркаса
Для изготовления нужно использовать крепкие породы дерева. Часто используют доски из старой мебели. Для начала необходимо сделать чертеж ленточной пилы по дереву своими руками в соответствии с конкретными параметрами.
Монтаж штанги и опоры для шкивов
Самые простые станки можно изготовить из фанеры или брёвен. Толщина штанги должна быть 8 на 8 см. К ней нужно прикрепить несколько опор — для фиксации шкива. Желательно использовать многослойную жесткую фанеру.
Специалисты не рекомендуют использовать большой зазор — при регулярном использовании станок будет раскачиваться из-за создаваемых зазоров.
Стол
Высота основы для самоделки зависит от роста конкретного человека
Важно обращать внимание, чтобы приводной и нижний шкивы, и создаваемая в работе стружка могли свободно помещаться в созданном пространстве. Форму можно выбрать любую, но обычно используют вариант закрытой тумбы, наподобие барабана. Он станет контейнером для сбора опилок
Он станет контейнером для сбора опилок.
Столешница должна быть смонтирована на нижней опоре.
Столешница-самоделка
Создание шкивов и их монтаж
Механизм натяжения требуется сварить. Диаметр шкивов можно выбирать в произвольном порядке, но, чем он больше, тем дольше прослужит ленточная пила без замены каких-то деталей.








Выбирать полотна следует с соотношением 1 к 1000 (по отношению к диаметру шкива). Если детали будут длиной в 40 см, то диаметр должен составлять 4 мм.
При выборе параметров нужно учитывать некоторые особенности:
- Рассчитывают длину окружности шкивов: Д=3,14*R.
- Режущий диск должен вращаться со скоростью не больше 30 м/с.
- Далее высчитывают число оборотов — 0=30 м/с.
- Теперь идет вычисление для оборотов движка к вращению шкива.
- Развод зубьев можно выбрать индивидуально.
Чтобы лента размещалась в центре и не уходила в стороны, требуется сделать кромку выпуклой с углом в 5-10 градусов. На шкиве должна быть маленькая канавка, куда помещается ремень. Сверху всё это обтягивается резиной.
Подобранный диаметр должен получиться меньше шкива (примерно в 2 раза), тогда полотно не соскользнет. Верхняя часть закрепляется к подвижному блоку, и ставится в горизонтальную позицию. Таким образом, натяжения кромки будет достаточным. Для этого необходимо применять механизм натяжения: кусок древесины под блоком, к которому подсоединяется пружина. Когда мастер жмет рычаг, аппарат поднимается и пила натягивается.
На нижнем блоке необходимо закрепить несколько шкивов: 1 — ведущий, 2 — ведомый. При этом нужно убедиться, что они качественно сбалансированы. Для закрепления верхнего шкива желательно использовать самоцентрирующийся подшипник.
Направляющие полотна
Теперь направляющие зафиксировать под углом в 90 градусов. Таким образом, срез будет получаться максимально ровным и без перекосов. Самое простое решение — прикрутить к брусу несколько подшипников: для фиксации плоской стороны, остальные нужны для крепления по бокам. Направляющие необходимо выровнять по отношению к точке фиксации опоры.
Завершающая отделка
Приступать к работе можно сразу после сборки, но желательно оснастить агрегат кожухом для закрытия шкива.
Чтобы древесина прослужила как можно дольше, её нужно покрыть лаком.
Устройство ленточной пилы по дереву
Пилорамы ленточного типа схожи по своему устройству. Профессиональные инструменты отличаются габаритами и весом по сравнению с домашними пилами, предназначенными для бытового использования в небольших мастерских, и ручными агрегатами. Конструктивно ленточные пилы состоят из нескольких узлов:
- Рама или станина – корпус, на котором закреплены все главные элементы.
- Рабочая поверхность, оснащенная линейкой и упором, что помогает регулировать правильность распила.
- Двигатель – приводит в работу пилу.
- Полотно для ленточной пилы по дереву надевается на шкив и вращается с высокой скоростью.
- Пульт управления, система смазки, защитный кожух – дополнительные узлы, которые делают работу ленточной пилы безопасной и удобной.
Типы ленточного полотна
Для резки ленточной пилой различных материалов к ленточному полотну предъявляются специальные требования. Так, например, для резки металлов, предпочтение отдается биметаллическим полотнам, состоящим из двух металлов. Основой является металлическая полоса из пружинной гибкой стали, рабочей частью является проволока из инструментальной стали с отфрезерованными и заточенными зубьями.
Наибольшее распространение получили ленточные полотна, изготовленные из углеродистой стали. По типу термической обработки ленточные полотна разделяют:
• с одинаковой твердостью по всей ширине Constant hardness
• с гибким телом и твердым зубом Flex back — Hard Edge
• полотна, закаленные по всей ширине Hard Back.
Полотна Constant hardness с одинаковой твердостью по всей ширине безотказнофункционируют на шкивах незначительного диаметра. Твердость полотен составляет 45-48 ед. по шкале HRc.
Полотно пилы ленточной Hard Edge с гибким телом и твердым зубом имеет особую характерную структуру. Закалке подвергается верхняя половина зуба, оставляя тело пильного полотна гибким. Твердость полотна Flex back — Hard Edge составляет: тело пилы — HRc 30-33, твердость зуба – 63-65.
Полотно Hard Back закаленное по всей ширине. С точки зрения технологичности и сложности изготовления полотно Hard Back является «продвинутым». Твердость пильного тела составляет HRc 48-53, а твердость зуба 63-68.
Значительная твердость зуба обеспечивает колоссальный потенциал и сопротивляемость затуплению, при этом повышенная жесткость позволяет производить распил на больших подачах.
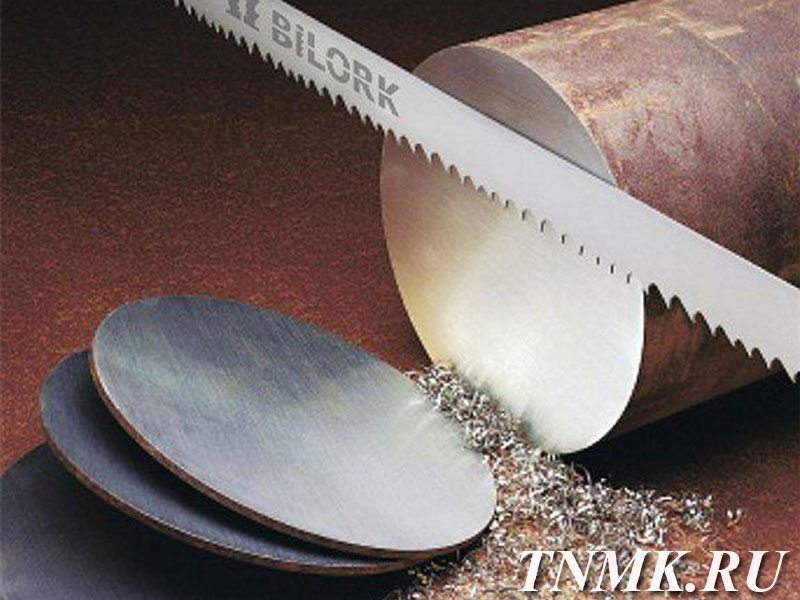
Так, например, полотно ленточной пилы bilork, изготовленной из высококачественной легированной стали, выдерживает значительное количество заточек.






