
Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.
Профессионалы рекомендуют не допускать таких ошибок:
при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем
Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.
Не маловажным в подготовке ленточной пилы является ее развод зубьев. Очень много вопросов от наших клиентов поступает по этому поводу. Отвечаем на Ваши вопросы:
60 м3 вместо 20-30, а так же он снимает напряжение с пилы что очень важно, каждый зуб будет иметь одинаковый профиль, что повысит устойчивость пилы в пропиле. ООО «ПилорамCервис» 2004–2019
ООО «ПилорамCервис» 2004–2019
Информация на сайте ни при каких обстоятельствах не является публичной офертой.При использовании материалов с данного сайта – ссылка на него обязательна!
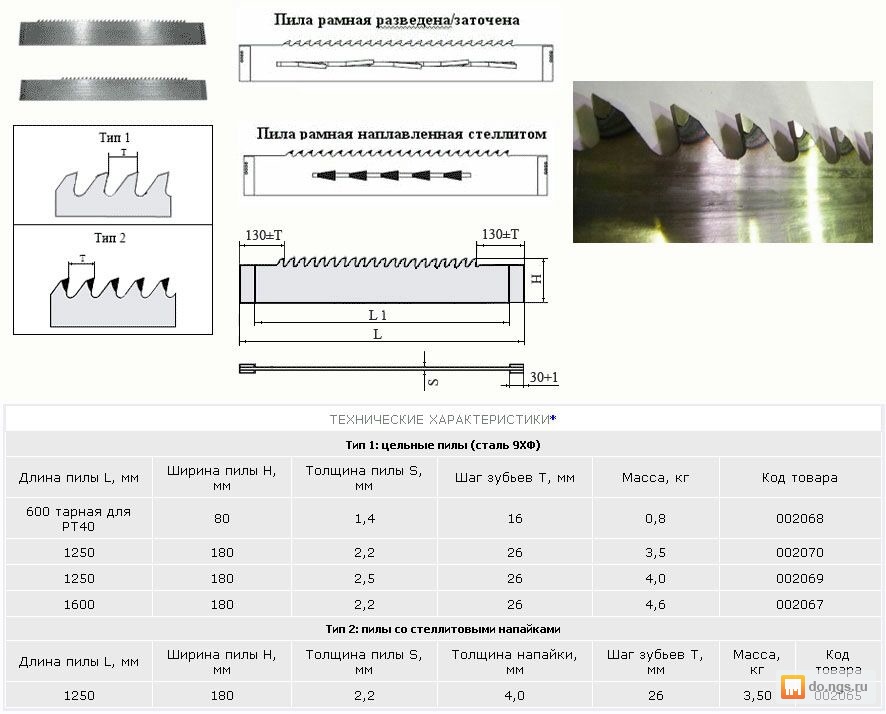
Краткий справочник инструментальщика
Ленточные пилы для резки металлов
Для современных ленточнопильных технологий обработки металлов рынок предлагает сегодня ленточные пилы из углеродистых сталей и биметаллические — с пружинной основой и зубьями из быстрорежущей стали или твёрдого сплава. Многообразие конструктивных параметров ленточных пил в сочетании с применением оптимальных режимов резания позволяет обеспечить высокую производительность и снизить себестоимость технологического процесса обработки на ленточнопильных станках по сравнению с другими способами разделительной резки заготовок.
Виды ленточных пил
Ленточные пилы, изготовленные из качественной высокоуглеродистой инструментальной стали, предназначены для экономичной резки широкой гаммы легированных и нелегированных сталей с прочностью на разрыв до 80 кПа/мм?, но по своим техническим и эксплутационным показателям они уступают биметаллическим полотнам.
Самое широкое распространение в современной ленточнопильной технологии получили биметаллические пилы, особенно с зубом из быстрорежущей стали. Режущая часть зубьев изготовлена из быстрорежущей стали М42 (аналог 11Р2М10К8). Эта сталь, высоколегированная молибденом и кобальтом, имеет высокую твёрдость (до 950 НV) и красностойкость. Специально подобранная пружинная сталь основы пилы обеспечивает ей прочность и долговечность, а надёжное электронно-лучевое сварное соединение с режущими зубьями, позволяет использовать эти пилы в самых тяжёлых условиях производства. Пилы новой конструкции с комбинированным шагом наиболее применимы для резки труб, профилей и заготовок переменного сечения. Переменный шаг зуба пилы позволяет значительно уменьшить вибрацию, повысить устойчивость и эффективность процесса резки заготовок переменного сечения.
Ленточные полотна с твёрдосплавным зубом применяются для самых трудных условий резания. Они используются на высокопроизводительных и жёстких двухколонных ленточнопильных станках для резания таких труднообрабатываемых материалов, как чугунное литьё, неферромагнитные сплавы, редкоземельные металлы и сплавы типа Монель, Инконель, Хастелой и др. с высоким содержанием никеля и титана, и при этом существенно снижают себестоимость разделительной резки. Конструкция гнезда для размещения твёрдосплавной пластины гарантирует прочность ее соединения с полотном пилы. Зубья пил имеют разводку, которая обеспечивает необходимый зазор при пилении и удаление стружки. Эти пилы применяются для резки только сплошных сечений диаметром от 60 мм.
Степени автоматизации
Ручные
В таких моделях пильная рама представляет собой консоль. Её опускание осуществляется либо весом самой конструкции, либо усилиями оператора. В первом случае, речь идёт о гравитационных рамах. Чтобы регулировать скорость подачи, подъём и фиксации в исходной точке применяется специальный гидроцилиндр с перепускным клапаном. Его принято называть гидроразгрузкой. Разметку и удерживание заготовки выполняет оператор. Также он задаёт скорость опускания пильной конструкции.
Ручные станки нашли своё применение на небольших производствах. Из ключевых достоинств подобных приборов:
- доступная стоимость и простота в эксплуатации и дальнейшем обслуживании;
- возможность точной резки под любым углом;
Из недостатков ручных конструкций следует выделить:
- Появление вибраций при обработке конструкций, что негативно сказывается на сроках эксплуатации оборудования;
- Отсутствие возможности визуального контроля за степенью натяжения полотна. Также в таких моделях не предусмотрено наличие механизмов для очистки;
- Необходимость проводить регулярную проверку и регулировку шкивов, которые приводят в движение режущий элемент;
- Отсутствие возможности контролировать и регулировать движение, которое оказывается режущим полотном на деталь. Гидроцилиндр в таком механизме обладает небольшим диапазоном изменения скорости опускания;
Ручные станки действительно незаменимы на небольших предприятиях, где иногда приходится проводить резку заготовок из инструментальных или нержавеющих сталей и цветных металлов с различным профилем сечения.
Полуавтоматические
Что касается полуавтоматических моделей, то они работают по совершенно другому принципу. Опускание и подъём пильной рамы обусловлен специальным устройством. В свою очередь, обслуживающему оператору необходимо лишь проводить укладку заготовки в зажимной механизм. Что касается особенностей резки, то они выглядят примерно таким образом:
- Автоматическая фиксация обеспечивается после запуска прибора
- Резка с заданной скоростью обеспечивается гидроцилиндром;
- Подъём пильной рамы и освобождение заготовки осуществляется в автоматическом режиме;
Автоматические
Они незаменимы на предприятиях, где приходится обрабатывать большое количество однотипных заготовок. Ленточнопильные станки по металлу с автоматическим приводом бывают одностоечными, двухстоечными, консольными, вертикальными или портальными. Они способны справляться со многими технологическими операциями, включая:
- фиксацию заготовки в тисках;
- опускание и подъём пильной рамы;
- изменение угла наклона;
- регулирование усилия резки;
Если возникает необходимость, то станок можно перевести в ручной режим управления.
Автоматические модели свободно работают в трёхсменном режиме и выполняют многие однотипные операции. Речь идёт о резке длинных заготовок на фрагменты определенной длины без прямого участия оператора. При необходимости решать большой объём работ такой тип станков просто незаменим.
Во-вторых.
Как только ширина пропила достигает необходимого размера, и остаток высоты бревна дошёл до получения нужного размера, его переворачивают. То есть если Вы пилите брус к примеру на 150, то и ширина пропила и высота остатка бревна должны соответствовать этому значению, даже быть больше, с учётом снятия горбыля.
Далее нам известен конечный размер материала, который необходимо получить, и мы его получим.
Для этого, после переворота бревна, начинайте расчёт от конечного размера до полного использования высоты бревна, но при этом не забывайте учитывать размер пропила, который как нам уже известно составляет от 2 до 5 мм.
К примеру — у Вас на эстакаде бревно, которое вы срезали до размера в 260 мм. Перевернем бревно и продолжим.
Конечный результат, которого мы хотим добиться — лафет, толщиной 150 мм. Далее, нехитрым способом сосчитав, что 260 мм-150 мм=110 мм. Мы получаем целых 110 мм толщины дополнительного материала. И именно его необходимо правильно рассчитать.
Берём этот дополнительный размер и высчитываем, для получения плахи, которая имеет размер 50 мм, 110-50=60, не забываем пропил, а у нас он составляет 2 мм, 60-2=58 мм, затем тесины, равной 25 мм, 58-25-2=31 мм, подгорбыльник 20 мм, 31-20-2=9 мм.
Как видите, из наших расчётов, получается 9 мм горбыль, 20 мм подгорбыльник, 25 мм тесина и 50 мм плаха. А конечный размер составит 150 мм.




Как развести ленточную пилу
Ленточная пила на ленточнопильном станке — это замкнутая гибкая стальная лента, по одному краю которой расположены зубья. Разводной станок для ленточных пил поможет правильно выполнить разводку зубьев, что обеспечит эффективную работу и долговечность пилы.
Разводка зубьев преследует цель создания зазора для свободного движения пилы в пропиле. Она заключается в подборе баланса:
- создание уменьшения трения (перегрева) пилы при движении ее в пропиле и увеличение срока службы полотна;
- пропил должен быть при этом не широким чрезмерно, чтобы влияние на мощность двигателя было минимальным;
- рационально подобранное расстояние позволит уменьшить отходы (опилки), которые напрямую зависят от ширины пропила.
Величина разводки ленточных пил зависит от размеров заготовки, вида металла, его прочностных характеристик. При разрезании сплошного металла больших размеров заготовки применяется чередование узкой и широкой разводки зубьев, чтобы избежать эффекта защемления пилы.

Таким образом, правильно выполненный развод на ленточной пиле — залог успешного, качественного и эффективного распила заготовки, а значит — получение элементов, отвечающих высоким требованиям.
Принцип работы разводных станков
Разводной станок для ленточных пил может быть:
- однорычажным;
- двухрычажным;
- выполнять разводку одновременно на два зуба;
- ручным;
- полуавтоматом;
- автоматом.
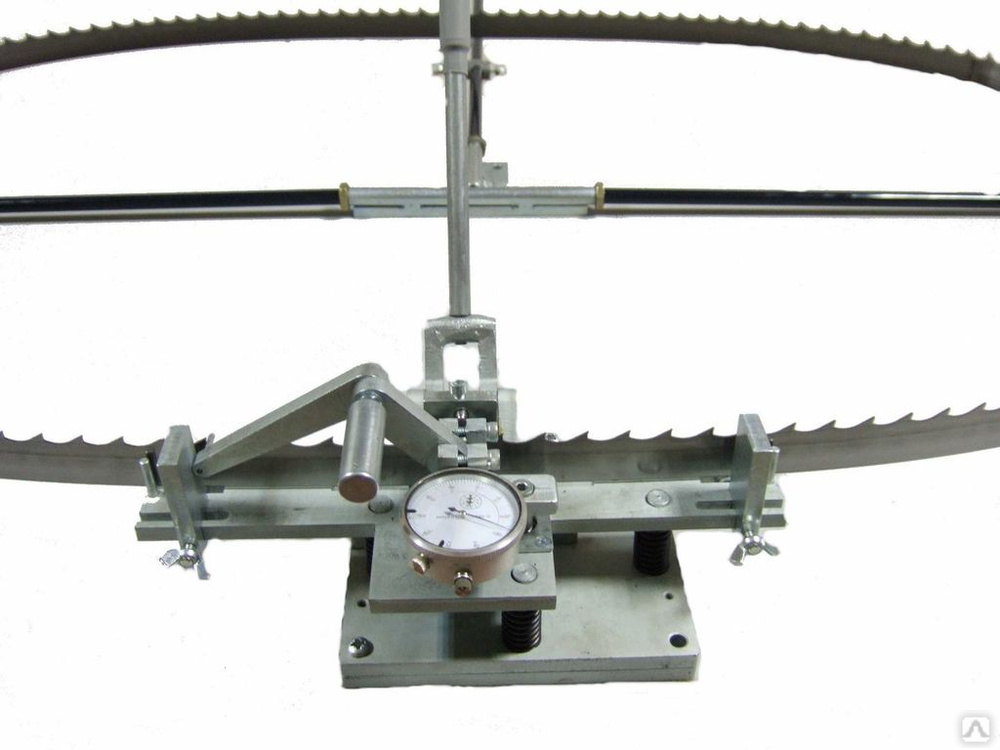
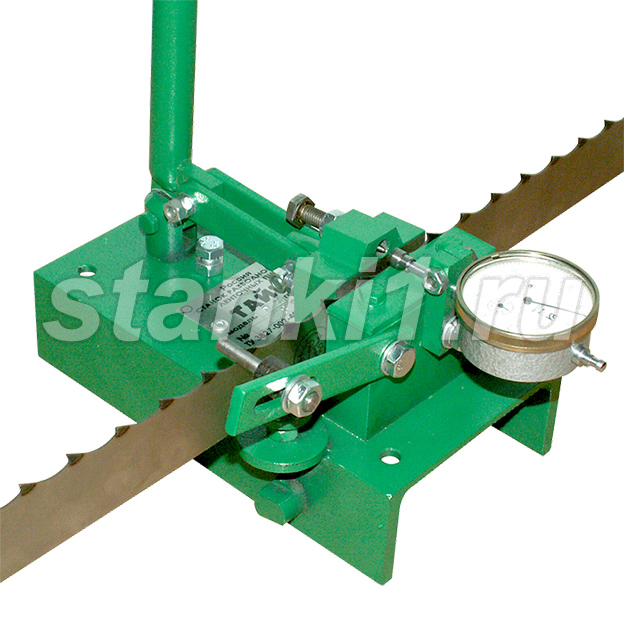
Также имеются приспособления, с помощью которых можно контролировать и разводить ленточные пилы. Их устанавливают и крепят на рабочем столе.
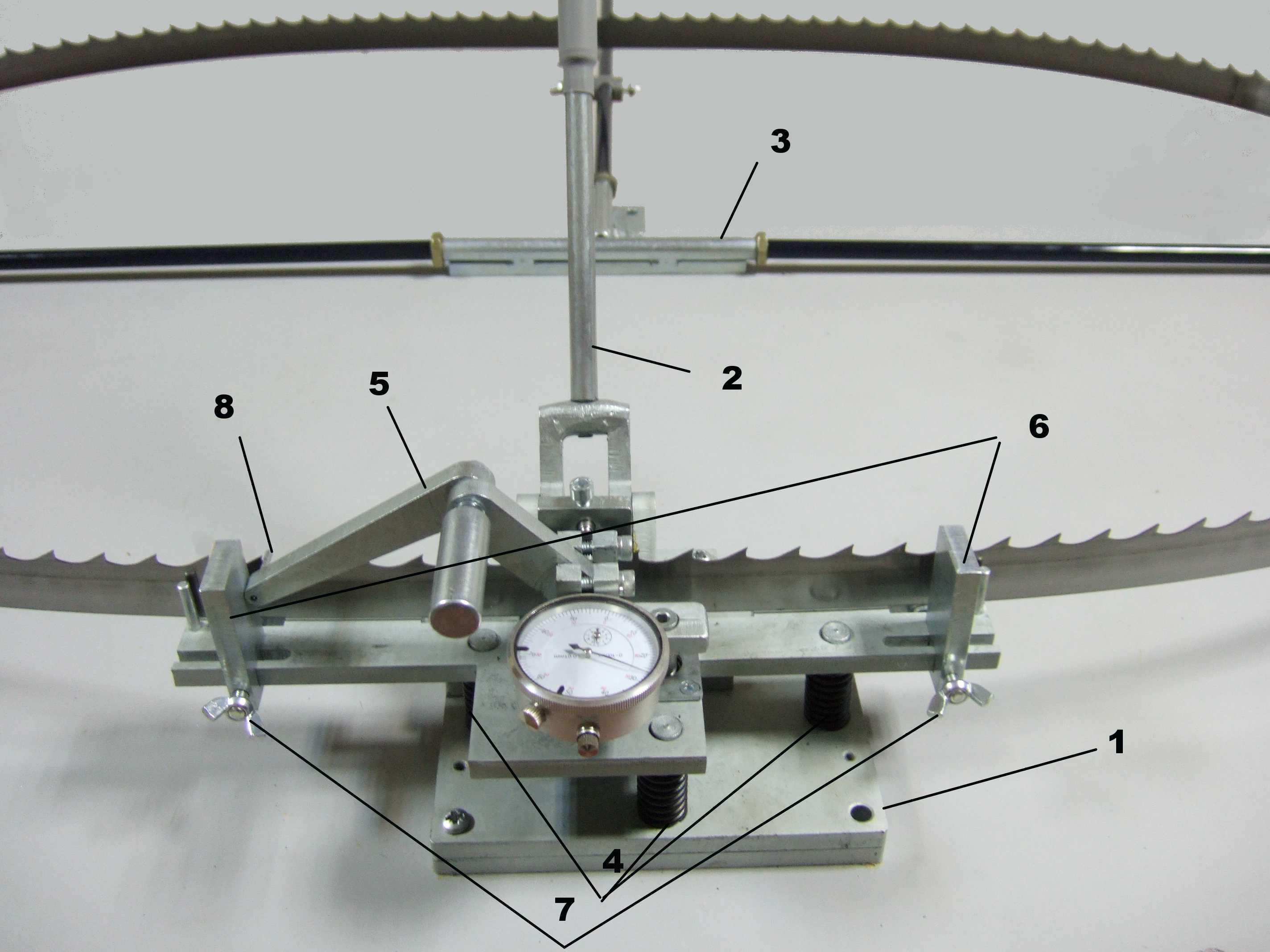
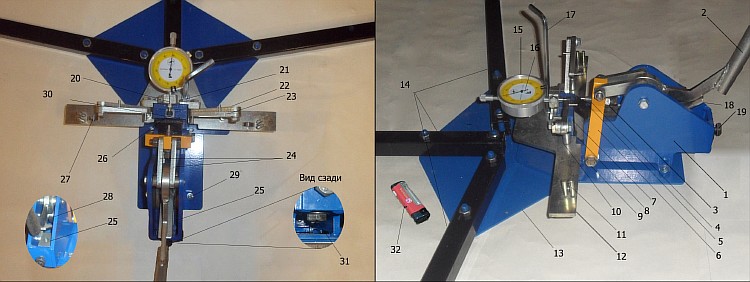
Станок для разводки ленточных пил, к какому бы виду он не относился, преследует одну конечную цель — отогнуть зубья пилы на определенное расстояние. Для установки этого расстояния используется индикатор, который помещается в нужное положение в начале работы и фиксируется.
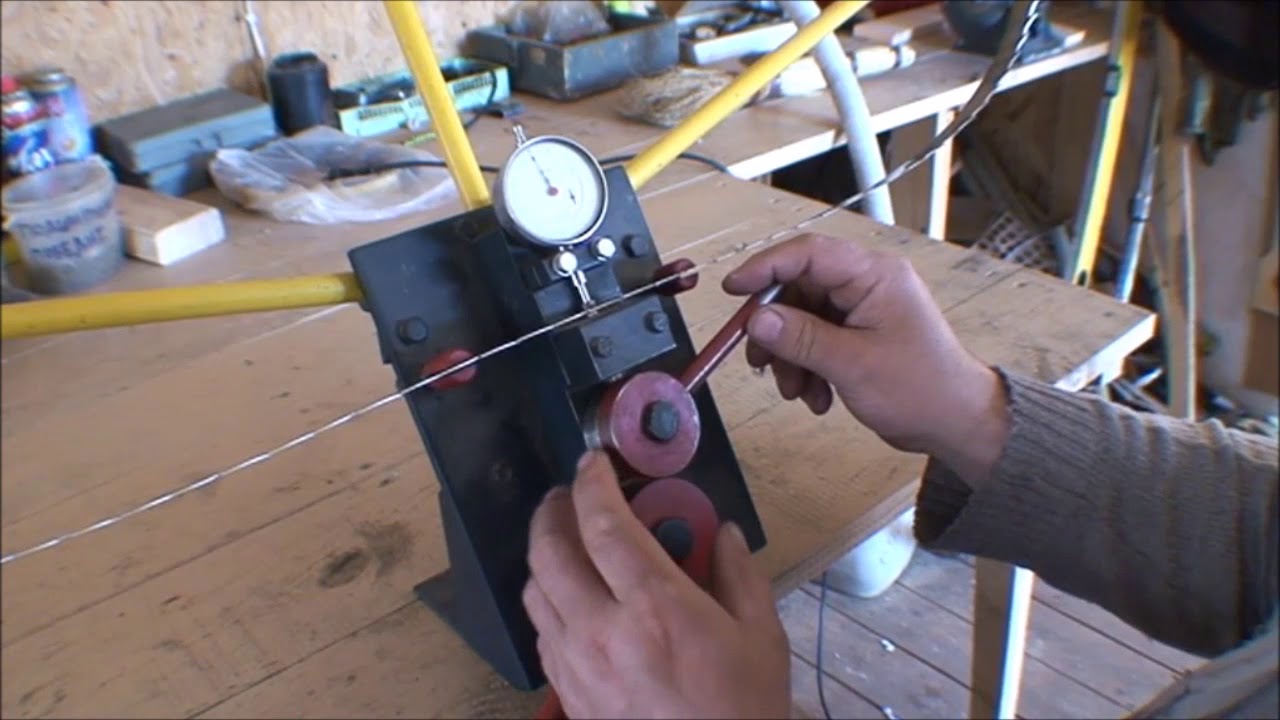
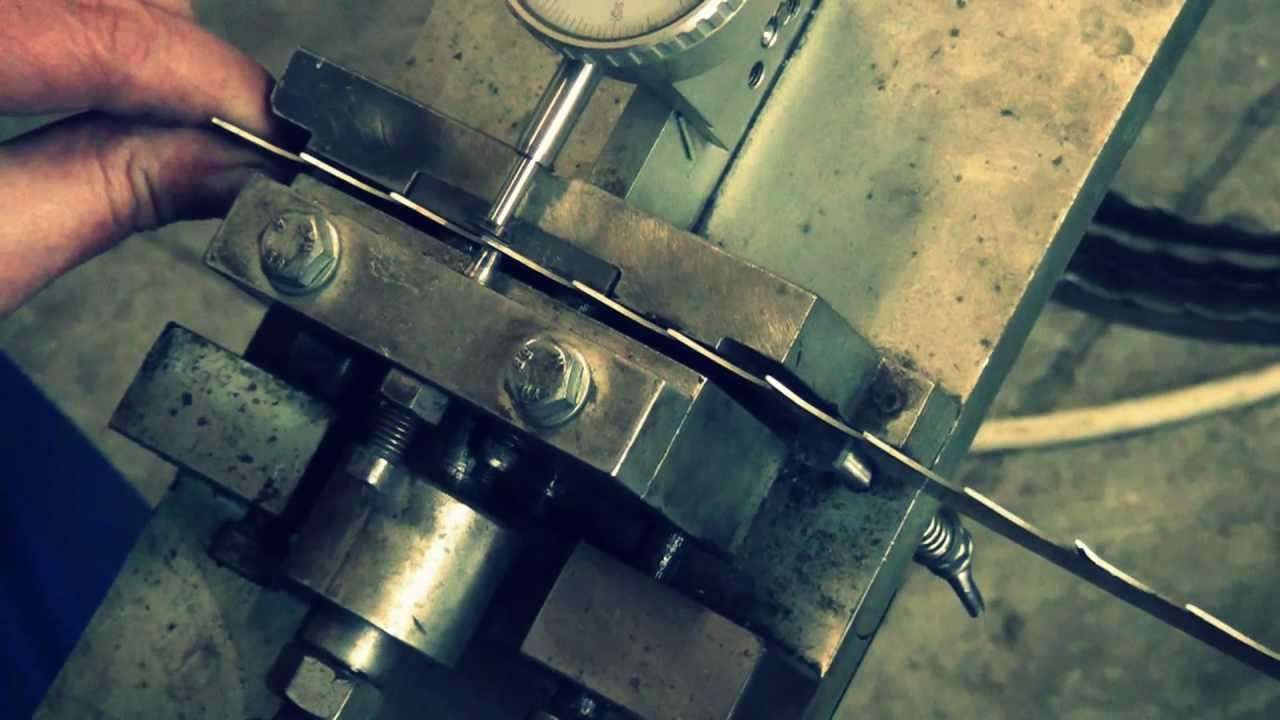
Ручные станки обеспечивают индивидуальное разведение каждого отдельного зуба при помощи толкателя. Отводится зуб на величину большую, чем требуется, а при возврате толкателя зуб отпружинивает на несколько значений назад. Поэтому выполняется 2-3 нажатия, что способствует более мягкому и предотвращающему поломки изгибу. При этом для правильной разводки зубья захватываются на 2/3 высоты.
https://youtube.com/watch?v=b0O7dKV9RX8
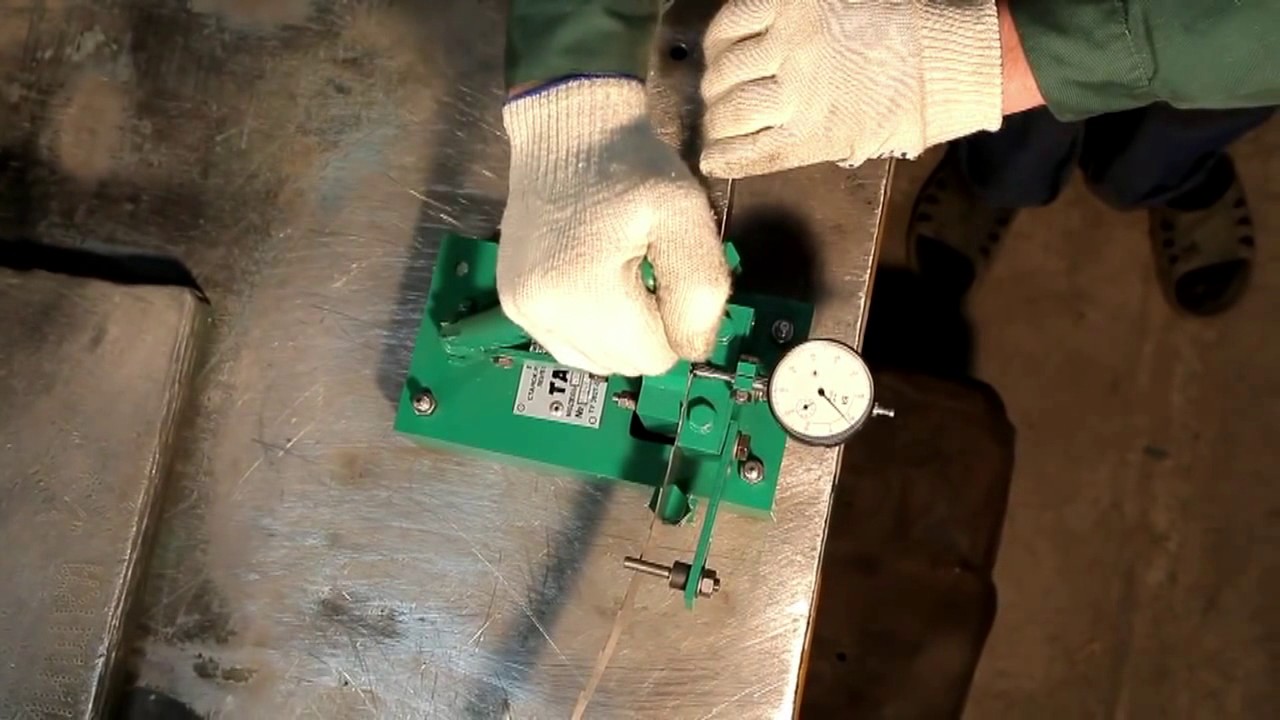
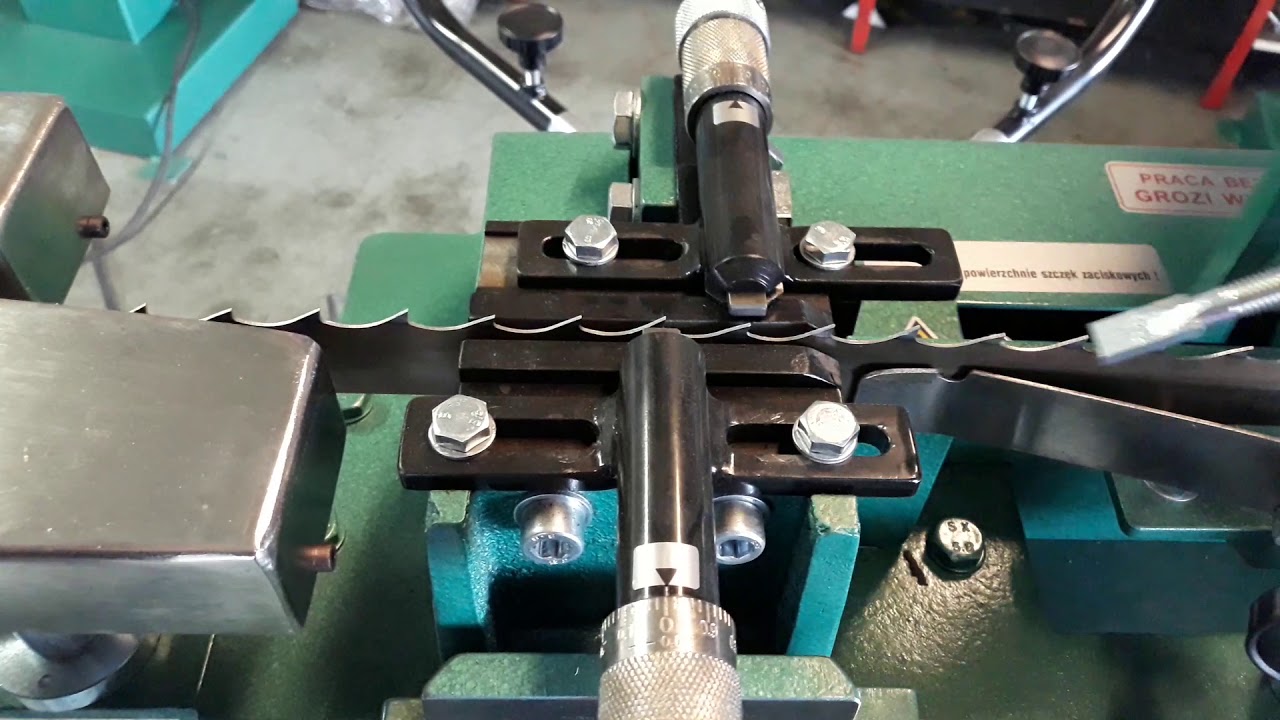
При автоматическом режиме разводки на станках лента пилы устанавливается на штанги, которые регулируются в зависимости от ее длины. Затем задаются параметры: количество зубьев, величина развода. Автомат производит сам подачу и отсчет зубьев, обеспечивает работу толкателя и остановку при обработке заданного количества зубцов.
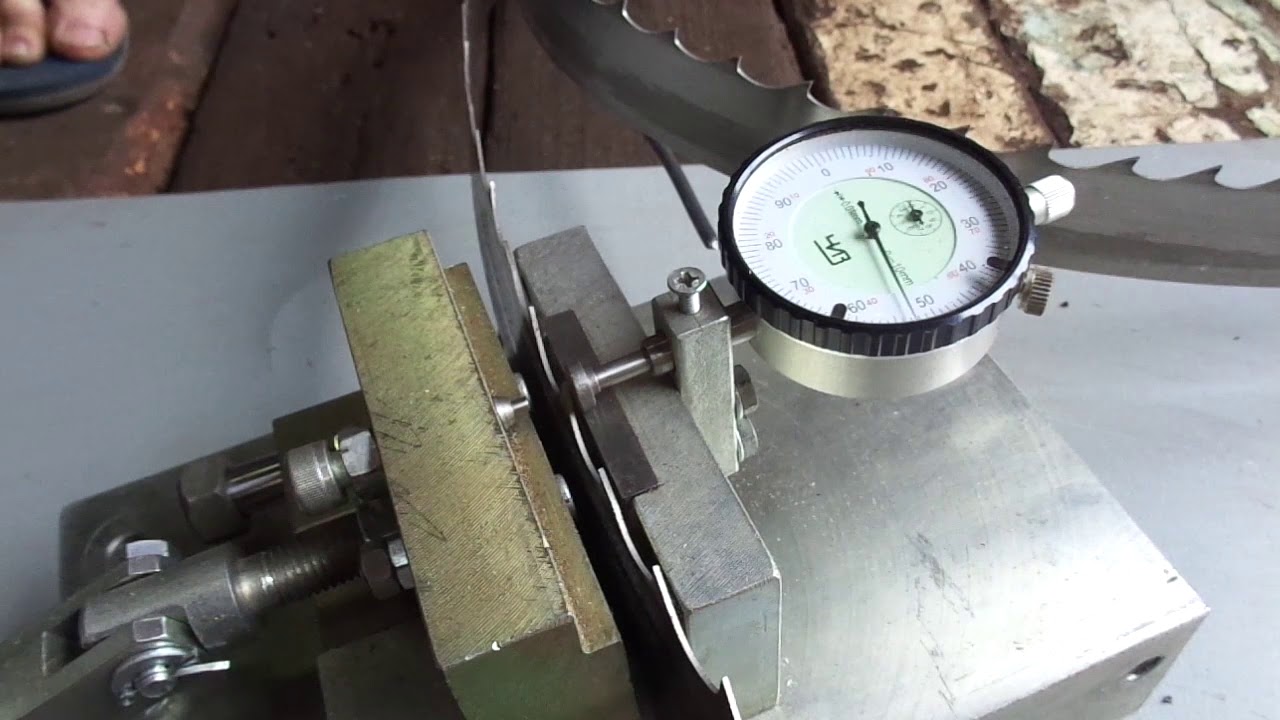
Есть возможность остановки устройства в любой точке и проведение замера развода. Разводомер показывает результат выполнения работы станком-автоматом. Возможен развод как каждого отдельного зубца, так и ускоренный режим, который позволяет одновременно толкателям воздействовать на два зуба в противоположных направлениях. Зажим пилы в станке при помощи центральной пластины обеспечивает точный результат.
Обилие видов, постоянное совершенствование и автоматизация разводных станков для ленточных пил позволяют им выполнять работу с высокой степенью точности. Это обеспечит получение продукции прекрасного качества, которая будет реализовываться на рынке по более высоким ценам.
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
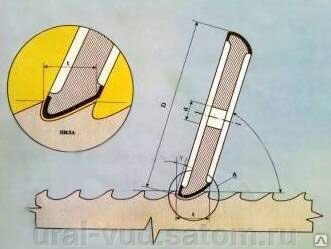
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
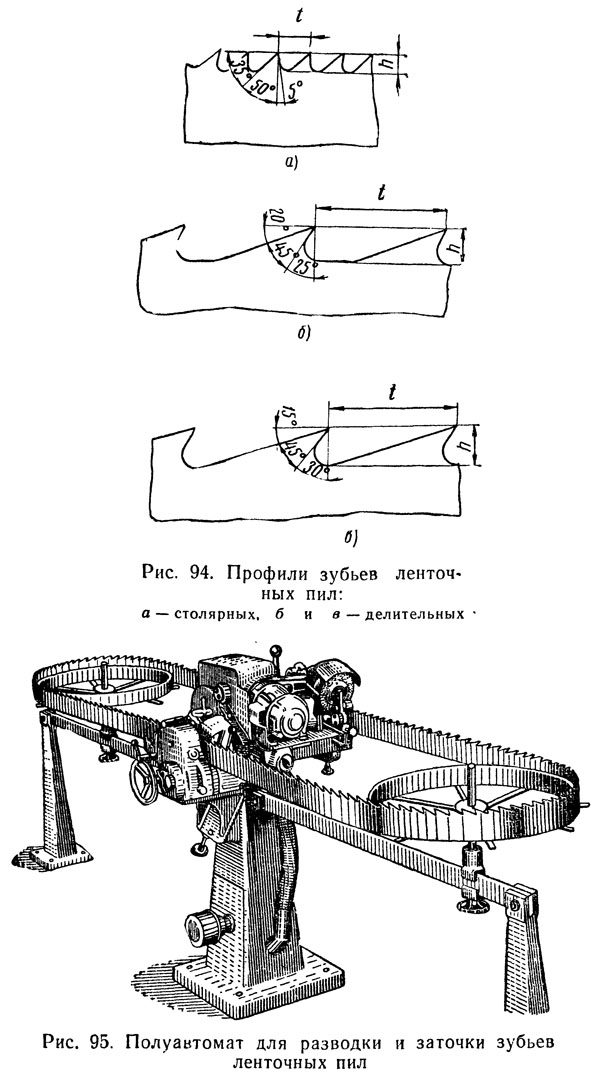
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
Обратите внимание! Именно этот метод используется для самостоятельной заточки ленточных пил. Здесь может применяться обычный наждачный круг или надфиль
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Приспособления для развода
Для развода существуют специальные разводные приспособления, отличающиеся большим разнообразием и функциональными возможностями. Сегодня многие специалисты по достоинству оценивают устройство для разводки пил «КЕДР» за его надежность, простоту и удобство в работе, а также невысокую цену.




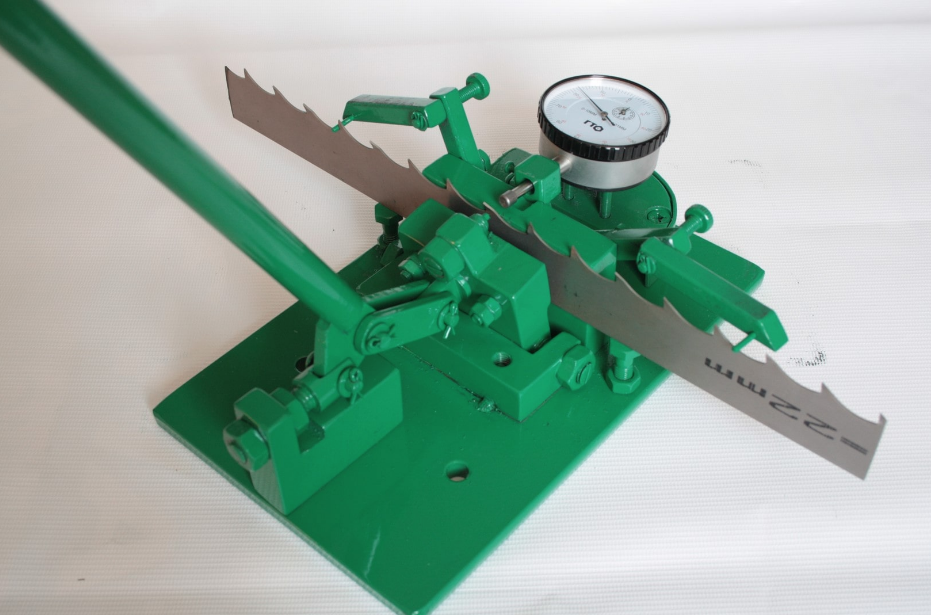
Он представляет собой станок ручного применения, который обеспечивает точность разводки в 5 мкм. Станок снабжен специальными поддерживающими стойками для облегчения его применения. Наличие на станке индикатора часового типа максимально повышает точность разводки.
Тщательно продуманная конструкция разводного устройства «КЕДР» обеспечивает производительное и эффективное использование всего ресурса пилы, заданной производителем. Его можно легко настроить под необходимые параметры развода для обеспечения оптимальной ширины распила. В результате можно обойтись меньшей мощностью двигателя, т. к. снижаются силы трения при пилении.
Этот разводной станок легко и просто обеспечивает разводку, при которой сопротивление пилению минимально.
Каждая из пород дерева имеет характерную жесткость. В зависимости от этой характеристики, шаг зубьев пилы должен различаться. Для жестких пород шаг должен быть меньше.
Несмотря на явные преимущества данного станка над другими устройствами аналогичного назначения, он обладает доступной ценой, что также способствует все большему его признанию на просторах России.
Станок для разводки ленточных пил «КЕДР» обладает следующими техническими характеристиками:
- габаритными размерами – 28,5х12,1х36 см;
- шириной пил для развода – до 5 см;
- шагом разводимых пил – 2,2 см;
- весом – 5,2 кг.
Напомним и о более простых устройствах для развода пил-ножовок. Их применение для ленточных пил сопряжено с низкой точностью и большой трудоемкостью. Их использование оправдано только в случае отсутствия специальных устройств.
Разводка
Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.
Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.
Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
Приспособления для развода
Для развода существуют специальные разводные приспособления, отличающиеся большим разнообразием и функциональными возможностями. Сегодня многие специалисты по достоинству оценивают устройство для разводки пил «КЕДР» за его надежность, простоту и удобство в работе, а также невысокую цену.
Он представляет собой станок ручного применения, который обеспечивает точность разводки в 5 мкм. Станок снабжен специальными поддерживающими стойками для облегчения его применения. Наличие на станке индикатора часового типа максимально повышает точность разводки.
Тщательно продуманная конструкция разводного устройства «КЕДР» обеспечивает производительное и эффективное использование всего ресурса пилы, заданной производителем. Его можно легко настроить под необходимые параметры развода для обеспечения оптимальной ширины распила. В результате можно обойтись меньшей мощностью двигателя, т. к. снижаются силы трения при пилении.
Этот разводной станок легко и просто обеспечивает разводку, при которой сопротивление пилению минимально.
Каждая из пород дерева имеет характерную жесткость. В зависимости от этой характеристики, шаг зубьев пилы должен различаться. Для жестких пород шаг должен быть меньше.
Несмотря на явные преимущества данного станка над другими устройствами аналогичного назначения, он обладает доступной ценой, что также способствует все большему его признанию на просторах России.
Станок для разводки ленточных пил «КЕДР» обладает следующими техническими характеристиками:
- габаритными размерами – 28,5х12,1х36 см;
- шириной пил для развода – до 5 см;
- шагом разводимых пил – 2,2 см;
- весом – 5,2 кг.
Напомним и о более простых устройствах для развода пил-ножовок. Их применение для ленточных пил сопряжено с низкой точностью и большой трудоемкостью. Их использование оправдано только в случае отсутствия специальных устройств.
Разводка
Правила применения и техника безопасности
После изготовления и настройки можно использовать пилораму в работе, соблюдая определенные правила и технику безопасности.
Необходимо помнить, что полотно способно разорваться, лопнуть или соскочить. Поэтому при сомнениях в надежности крепления лучше находиться на некотором расстоянии от оборудования.
Существуют следующие правила эксплуатации электропилы:
- Размер зубьев пилы находится в прямой зависимости от обрабатываемой детали. Чем больше деталь, тем крупнее зубья полотна.
- Практичней всего использовать универсальные ленты. Тогда при смене обрабатываемого материала не нужно будет часто менять полотно.
- Нужно заранее подобрать место установки устройства. Обязательно должна поблизости находиться розетка и само место должно хорошо вентилироваться.
- Перед работой проверяется натяжение режущей ленты.
- Пилы не рекомендуется включать более чем на два часа подряд. После такой интенсивной работы ленту снимают со шкива и оставляют «отлеживаться» на двадцать четыре часа.
- Станок нуждается в регулярной смазке.
- Развод зубьев на пиле обязан быть правильным.
 В результате правильной сборки появится нужный в хозяйстве инструмент, собранный по чертежам ленточной пилорамы своими руками. При небольшой сноровке работать на нем удобно и несложно. Тележкой подвозится исходный порезочный материал. На ложе кладется распилочный материал, фиксируется и при помощи пилы происходит обработка бревна или другого материала.
В результате правильной сборки появится нужный в хозяйстве инструмент, собранный по чертежам ленточной пилорамы своими руками. При небольшой сноровке работать на нем удобно и несложно. Тележкой подвозится исходный порезочный материал. На ложе кладется распилочный материал, фиксируется и при помощи пилы происходит обработка бревна или другого материала.
Самодельная ленточная пила нуждается в уходе и регулярных проверках. При сбоях или расслаблении крепежных элементов лучше приостановить работу и исправить замеченные недостатки. При эксплуатации устройства надо быть внимательным и осторожным.
Заточка ленточных пил по дереву: профиль, зубья и угол заточки.
Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.
Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.








Рекомендации по распилу
Распланировав заранее усилия и время, можно будет производить раскрой бревен с большей продуктивностью. Можно сделать этот процесс наиболее эффективным, прибегнув к следующим рекомендациям:
- При распиле бревен рекомендуется использовать только острые пилы. Показателем того, что электропила потупилась, будет частое ее подтягивание во время пропила, т. к. тупое лезвие нагревается и расширяется, т. е. утрачивает напряжение. Таким образом, пила начинает гулять, застревать в бревне, и создаст проблемы по ее вытягиванию обратно. Вовремя замененная пила поможет избежать таких ситуаций.
- Не допускать разрывов. Ежедневный осмотр и смазка пилорамы занимает не так много времени по сравнению с теми затратами, которые уйдут на замену подшипников на маховиках, а также самой стоимости запасных деталей.
- Заранее подготовить бревна для распила. Перед тем как начать пилить деревья, их нужно отмыть от грязи, с помощью металлодетектора удалить возможные вбитые в них гвозди, которые могли остаться в бревнах после снятых с них вывесок. Сэкономить время поможет до пиления бревен, процедура обрезки сучков и выступающих узлов на нем с помощью бензопилы, а еще заранее потребуется подрезать торец распиливаемого дерева, чтобы он как можно более точно подходил к поперечнику бревна.
- Во время раскроя бруса нужно безотлагательно производить его окантовку. Срезать края необходимо сразу после пиления бревна на брусья прямо на ленточной пилораме: сначала с одной стороны, а затем с другой, и так до последней доски, пока не завершится весь процесс пиления и обработки распиливаемого бревна.
Источники
- https://molotok34.ru/stanki/kak-pilit-na-lentochnoj-pilorame.html
- https://lesoteka.com/obrabotka/raskroj-brevna-na-lentochnoj-pilorame
- https://instanko.ru/drugoe/raspilovka-kruglogo-lesa.html
Рекомендации по заточке
Во время работы полотна очень часто наблюдается его разрыв. Это объясняется тем, что плохо осуществляется его заточка. Это объясняется концентрацией напряжения в профиле полотна, если заточка проведена на некачественном уровне. Необходимость в проведении процедуры определяется по состоянию ленточных пил. Если шероховатость поверхности пропила увеличивается, то это приводит затуплению инструмента.
Заточка инструмента осуществляется с помощью алмазных, электрокорундовых, эльборовых дисков. Их выбор напрямую зависит от особенностей обрабатываемого материала. Заточка полотна, материалом производства которого выступает инструментальная сталь, осуществляется корундовыми кругами. Процедура для биметаллических инструментов осуществляется правильно в том случае, если используется алмазный или эльборовый круг. Как провести эту процедуру расскажет инструкция. Самое главное, чтобы в процессе не изменился угол.
Для заточки могут использоваться круги различных диаметров. Выбор одного из них определяется параметрами приспособления. С этой целью наиболее часто используются профильные, плоские, тарельчатые, чашечные круги. Правильно выполняется заточка в том случае, если окружная скорость составляет от 20 до 25 метров за секунду.
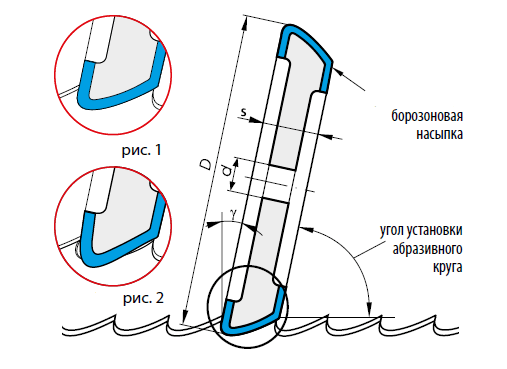
Принцип заточки ленточных полотен
При наличии на приспособлении зазубрин на краю заготовки будут наблюдаться выкрашивания. Именно поэтому необходимо, чтобы заточка проводилась правильно. Во время этого процесса необходимо работать не только с передней, но и с задней частью полотна. Заточка приспособлений может осуществляться разными кругами. При этом необходимо учитывать угол расположения полотна. Если вы хотите провести процедуру правильно, то вам нужно научиться ей у специалиста.

Для того чтобы ленточнопильное оборудование работало качественно, необходимо не только правильно подбирать его, но и своевременно его затачивать. С этой целью наиболее часто используются специальные круги. Данная процедура является максимально простой, что позволяет ее с легкостью произвести мастеру без соответствующего опыта.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.





