
Предотвращение дефекта «волна»
Существует такая проблема, как возникновение неровностей на поверхности распиливаемой доски, называемая «волной». На появление дефекта влияет несколько факторов:
- неопытность или невнимательность оператора станка;
- неправильная настройка (или её отсутствие) ленточных пилорам;
- качество ленты;
- вид древесины.
Рабочий (оператор)
Качество зависит от рабочего на пилораме
От его профессионализма зависит правильность настройки ленточной пилорамы, выбор скорости пиления и ленты в соответствии с разновидностью лесоматериала.
При малой скорости – доска получается «ребристой», если превышает допустимую – возникают не пропиленные участки в виде «волны».
Настройка играет большую роль в бесперебойной и качественной работе станка.
Станок. Рабочие узлы ленточной пилорамы влияют на качество обработки брёвен, износ одного из них или сбой настройки приведут к дефекту «волна».
Ролики направляющие
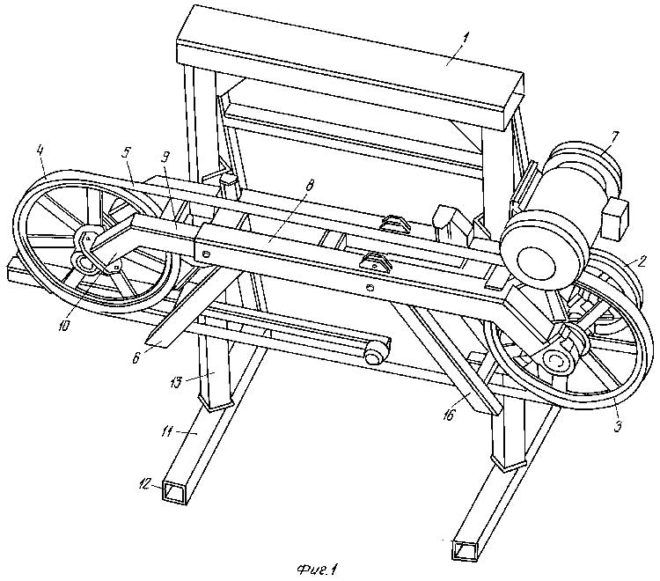
Схема роликов ленточной пилорамы
С их помощью выставляется положение пилы относительно опорного стола станка. Точность расположения роликов выверяется регулировочной линейкой, которая входит в комплект ленточной пилорамы. Рабочая поверхность контролируется на предмет износа, приводящего к возникновению вибрации пильного полотна, глубокие риски не допускаются.
Изношенные шпильки и контргайки также подлежат замене.
После того как были заменены повреждённые узлы, выполняется полная регулировка роликов пилы. Следует проверить узел привода направляющей ролика на отсутствие зазора.
Станинные ролики. При износе эти детали заменяют и настраивают. Вертикальные направляющие выставляются перпендикулярно станине, контролируют правильность прилегания роликов (верхних и нижних) к направляющим.
Установка станка
При установке важно обеспечить неподвижность положения, особенно если он не прикреплён к полу болтами, как указано в паспорте по эксплуатации. Зазоры не допускаются
В случае установления люфта, под ноги станка подкладывают стальную пластину необходимой толщины. Некоторые модели лесопилок предусматривают наличие дополнительных опорных ног, которые предотвращают прогиб станины.
Схема установки пилорамы
Древесина
Некоторые характеристики лесоматериала оказывают влияние на качество распила, в частности на появление «волны».

Виды древесины
Параметры ленточной пилорамы сложно выбрать так, чтобы одновременно хорошо распиливались твёрдые внешние и мягкие внутренние слои. Нужно переделать схему распила или провести дополнительную операцию по выравниванию бруса.
«Волна» образуется при обработке замёрзшей древесины. Если лесоматериал проморожен одинаково, то проблемы такой не возникает, но если приходится пилить частично подмороженные брёвна, то возникнет дефект «волны», как при обработке древесины разной плотности.
При пилении брёвен с наличием большого количества сучков возникает риск появления «волны». Нужно постепенно уменьшать, а затем увеличивать скорость распиливания при их обрабатывании.
При обработке смолистой поверхности бревна, опил налипает на полотно пилорамы, что приводит к его утолщению, оно греется, натяжение ослабевает, получается «волна».
Сборка каркаса
Собирая каркас ленточной пилы, лучше отдавать предпочтение твердым и крепким породам дерева. В противном случае конечная конструкция не будет обладать требуемой жесткостью и начнет создавать вибрации. Отдельные элементы, включая рабочий стол, изготовляются из прочной фанеры, а ребра жесткости дополнительно усиливаются рейками. Наиболее доступный вариант — демонтировать старую мебель.
Первым делом в домашних условиях нужно составить чертежи, на основе которых будет выполняться сборка каркаса. Они создаются с учетом высоты рабочего помещения и физиологических особенностей человека, который будет работать за пилой.

Обзор модели Milwaukee HD18 BS-0
Инструмент Milwaukee HD18 BS-0 также относится к категории компактных легких ленточных пил, пригодных для работы в стесненных условиях. Характеризуется рядом важных достоинств, о которых мы поговорим ниже.

Преимущества ленточной пилы Milwaukee HD18 BS-0
- Защита от перегрузок и увеличенная производительность благодаря технологии REDLINK
- Возможность осуществлять резку в труднодоступных зонах.
- Простота и быстрота замены пильной ленты.
- Контроль состояния всех частей батареи.
- Наличие индикатора заряда и подсветки.
- Продолжительная работа без перезарядки.
- Возможность выполнять работы даже при -20°С.
- Способность работать от любого аккумулятора производителя Milwaukee.

Недостатки ленточной пилы Milwaukee HD18 BS-0
Из недостатков этой модели можно выделить разве что:
- отсутствие в комплекте батареи.
- отсутствие в комплекте зарядного прибора.

Как считают пользователи, MILWAUKEE HD 18 BS-0 – прекрасная пила для своей весовой категории (суперлегкой). Однако она немного тяжелее, чем Bosch GCB 18 V-LI. Так что стоит еще раз взвесить все преимущества перед покупкой.
Видео-обзор модели MILWAUKEE HD 18 BS-0:
Подготовительные мероприятия
Перед тем как приступить к сборочным мероприятиям, ориентируясь по чертежу, следует подготовить необходимые материалы и инструменты. Это позволит, в первую очередь, сориентироваться с тем, есть ли все нужное для работы (недостающее понадобится докупить), а также не отвлекаться по ходу процесса по мелочам.
Необходимые материалы и инструменты
Чтобы сделать ленточную пилу, потребуются следующие материалы и детали:
- доски или лист фанеры (либо ДСП), из которых будет изготавливаться каркас, стол, шкивы;
- листовая сталь (для пилы);
- швеллер, используемый для создания опорной рамы, или металлические уголки, либо деревянные бруски и рейки;
- подшипники;
- стальной прут – для изготовления осей шкивов;
- электродвигатель;
- саморезы, болты с гайками и шайбами;
- полиуретановый клей;
- резина от велосипедной камеры;
- текстолит;
- втулки;
- ремень клиновой;
- лак или краска.
Для работы потребуются такие инструменты:
- шуруповерт (со сверлами);
- молоток;
- гаечные ключи (размером под болты);
- отвертки;
- плоскогубцы;
- шлифовальная машинка;
- болгарка;
- точильный станок;
- электролобзик.
Электроинструменты вполне можно заменить и их ручными аналогами. Но в таком случае сборка потребует больше времени и затрат труда. При использовании металлических уголков или швеллера вместо деревянных брусков понадобится также сварочный аппарат и электроды. Использование болтовых соединений создает дополнительные проблемы с плотным прилеганием деталей.
Рекомендации по выбору ленточного полотна
Сделать своими руками режущее полотно достаточно сложно. Для этих целей нужна инструментальная сталь марок У8 либо У10. Пила должна быть гибкой. Ее толщина для сравнительно мягких пород древесины составляет от 0,2 до 0,4 мм, а для твердых – от 0,4 до 0,8 мм. Длина полотна у собираемого варианта станка будет около 1,7 м. Понадобится самостоятельно вырезать зубья, правильно развести и заточить их. Чтобы спаять ленту в сплошное кольцо (при этом встык) потребуется использовать газовую горелку и припой. Соединительный шов нужно после отшлифовать.
Гораздо проще и удобнее приобрести готовое режущее полотно хорошего качества в магазине, чтобы не тратить время на его изготовление. Ширина изделий составляет от 18 до 88 мм. Ориентироваться при этом нужно на материал, который предстоит распиливать. Производители предлагают такие разновидности пил по данному критерию:
- биметаллические, предназначенные для выполнения работ по металлу (нержавеющей стали и сравнительно прочным сплавам);
- алмазные, с помощью которых можно пилить мрамор, кварц, гранит и прочие твердые материалы;
- твердосплавные, позволяющие обрабатывать высокопрочные сплавы;
- из полос инструментальной стали, применяемые для распиливания древесины.
Последней разновидностью довольно часто оснащают станки, собираемые в бытовых условиях. Это связано с ее ценовой доступностью и практичностью. Но если предстоит работать с твердыми материалами, то лучше приобрести более прочную, износоустойчивую и дорогую пилу, чтобы свести вероятность разрыва ленты к минимуму.
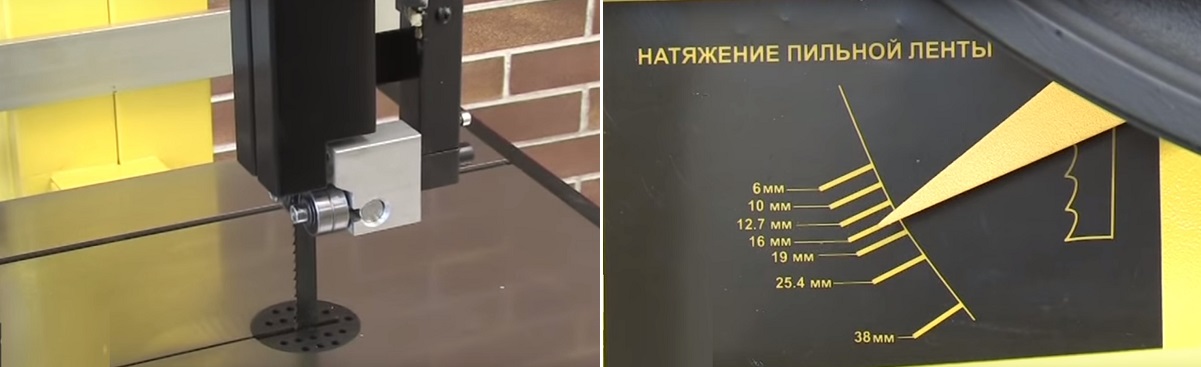
Если планируется с помощью сделанной ленточной пилы делать фигурный рез, то нужно ширину полотна подбирать с учетом радиуса закругления. Некоторые соотношения между этими величинами показаны на нижеследующей фотографии.
Совет! Для ровного продольного распиливания пиломатериалов следует применять широкие режущие полотна. Они позволяют выполнить более ровный рез.
Выбирая пилу по дереву, также нужно учитывать шаг ее зубьев (расстояние между их центрами). От этого зависит твердость древесины, которую можно распиливать. Далее приведены наиболее распространенные профили зубьев, их маркировка и область применения.
Нужно обращать внимание и на качество заточки зубьев. Режущая кромка должна быть острой и ровной
Также следует поинтересоваться у продавца-консультанта о возможности затачивать ее повторно и о том, сколько раз это можно делать. Для собственной безопасности отдавать предпочтение рекомендуется более качественным полотнам.
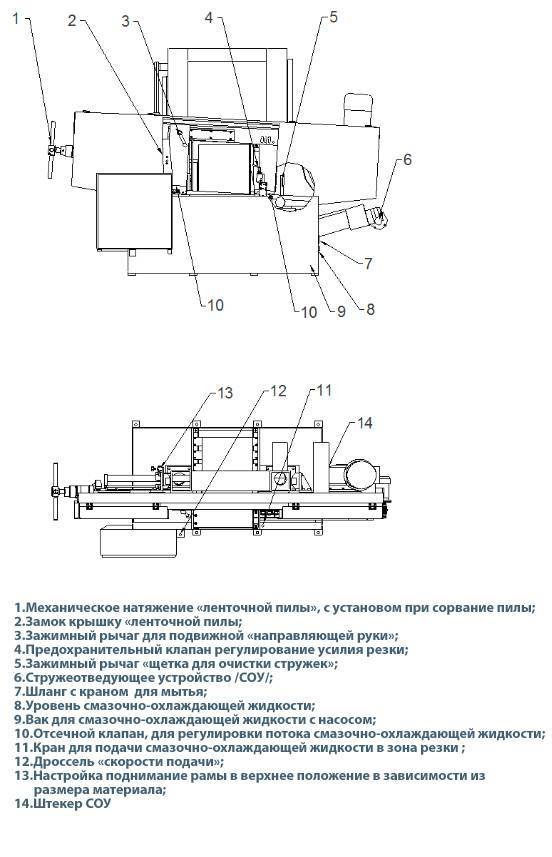
Осмотр деталей механизма
Перед началом работы необходимо произвести осмотр узлов лесопильного станка.
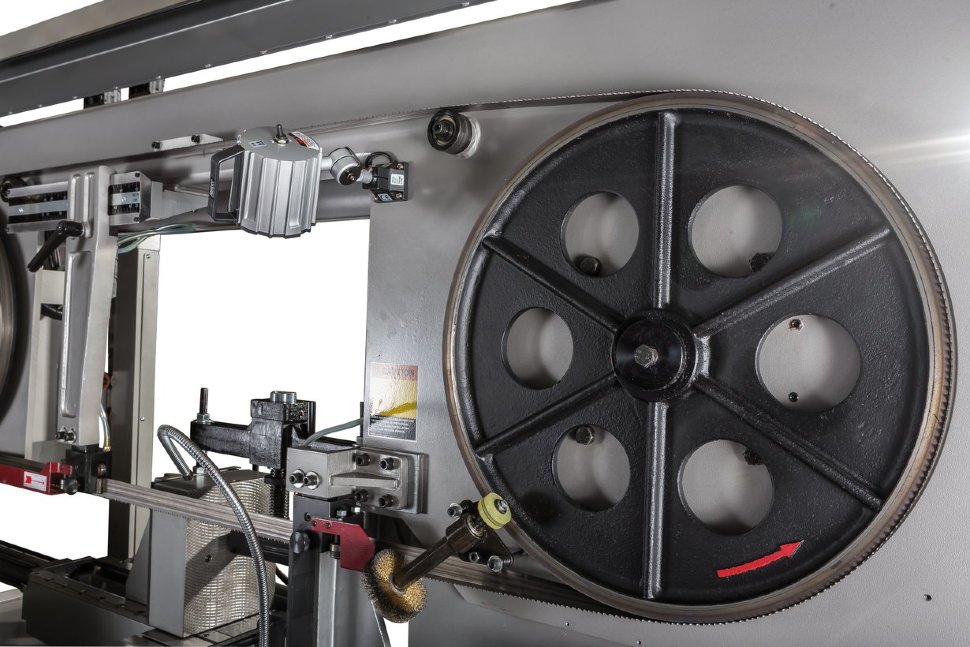
Механизм подъёма перемещает раму «вверх-вниз» при помощи передачи, приводимой в движение электрическим мотором. Пульт управления находится в электрическом шкафу, вмонтированном в верхнюю перемычку станины, обязательно требуется подключение заземления. Рама ленточнопильного станка состоит из двух балок, соединённых между собой. На торцах расположены пильные шкивы:
- «ведущий» – закреплён неподвижно;
- «ведомый» – перемещается продольно.
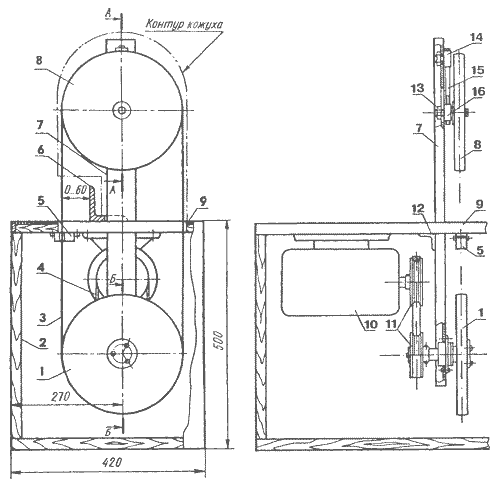
Схема рамы ленточнопильного станка
Пилорама снабжена устройством натяжения пилы, содержащим пружинно-винтовой механизм.
На кожухе пильных шкивов ленточной пилорамы находится бак со смазочно-охлаждающим составом.
Устройство и сборка ленточного станка
Агрегат для распиливания различных материалов можно изготовить самостоятельно, в мастерских отлично работают ленточные пилы. Своими руками можно собрать пилу с наименьшими затратами и предусмотреть все тонкости работы.



Столярные агрегаты для распиловки древесины ленточного типа имеют в основании рабочий стол, на нем располагаются рабочие и дополнительные элементы, круговым движением подается режущее полотно, опирающееся на два колеса. Для устройства и установки полноценного оборудования требуется достаточное пространство, так как оборудование вместе с линией подачи имеет большие размеры.
Можно изготовить своими руками переносную настольную установку для ручного распиливания, но в небольшом пространстве цеха нельзя распускать бревна на доски.
Устройство каркаса
Для станины выбирают твердое дерево, чтобы избежать вибрации. Поверхность рабочего стола можно делать из толстой фанеры, а боковые ребра окантовывать рейками или металлом. Несущую штангу изготавливают в виде балки. Предварительно делают схематический чертеж, размеры деталей на котором зависят от горизонтальных размеров и высоты цеха. Указывается заранее продуманная высота каркаса, диаметр шкивов и длина штанг. Можно выполнить точный деталировочный чертеж, что более удобно для сборки.
Высота стола для работы предусматривается комфортного размера, при этом предусматривается место для размещения приводного и нижнего шкива, отходов стружки и самого двигателя. Форма стола бывает любая, но часто станину изготавливают в виде тумбы с закрытыми боками, одновременно служащей для накопления стружки. Делается простое открывание для удобства очистки.
Заточка и разводка пилы:
При пилении тупыми пилами натяжение полотна пилы постоянно падает. Некоторые увеличивают натяжение пилы, свыше рекомендованного. Следствием таких действий являются быстрый износ подшипников шкивов, роликов, ремней, а также в полотне образуются микротрещины – разрыв пилы. Поэтому необходимо вовремя затачивать и разводить пилу.
Пила отработала 1 – 1,5 ч, ее снимают, выворачивают и подвешивают на 4-5 часов. Только потом ее можно разводить и затачивать (но не наоборот!).
Разводить нужно кончик зуба:
1/3 высоты зуба – для распиловки твердых пород
½ высоты – для мягких пород древесины
При большой величине развода приводит к большим усилиям и перегрузкам пилы, плохому качеству пропила. Показатели чрезмерного развода: в пропиле остается большое количество рыхлых опилок, на поверхности доски остаются задиры и царапины. Пила работает рывками.
При недостаточном разводе – пила перегревается. Показатель – это плотно спрессованные горячие опилки, волнообразный пропил.
Оптимальная разводка – выброс из пропила 80-85% опилок.
Необходимо регулярно проверять индикатор на разводном устройстве.
Заточка пилы
Необходимо для начала проверить настройку заточного станка (положение заточного диска относительно пилы).
Во время заточки металл снимается равномерно по всему профилю зуба и впадины, не нарушая параметры пилы (профиль полотна и высота зуба). Необходимо снять столько металла из пазух зубьев, чтобы удалить и микротрещины. Если пила была в работе дольше положенного, то и металла нужно снять больше.
При заточке следует слегка врезаться абразивом в полотно, снимать как можно меньше металла, не допускать прижогов и образования трещин, обязательное использование охлаждающей жидкости.
Последним проходом шлифуется одна задняя грань, чтобы отходы шлифования ложились в направлении резанья пилы.
Удаление заусенцев после заточки – обязательная процедура!!!
Выбор заточного диска, тоже не мало важный факт при подготовке пилы. Дешевые диски быстро стачиваются и не обеспечивают равномерную заточку в пределах одного рабочего цикла.
Предотвращение дефекта «волна»
Существует такая проблема, как возникновение неровностей на поверхности распиливаемой доски, называемая «волной». На появление дефекта влияет несколько факторов:
- неопытность или невнимательность оператора станка;
- неправильная настройка (или её отсутствие) ленточных пилорам;
- качество ленты;
- вид древесины.
Рабочий (оператор)
 Качество зависит от рабочего на пилораме
Качество зависит от рабочего на пилораме
От его профессионализма зависит правильность настройки ленточной пилорамы, выбор скорости пиления и ленты в соответствии с разновидностью лесоматериала.
При малой скорости – доска получается «ребристой», если превышает допустимую – возникают не пропиленные участки в виде «волны».
Настройка играет большую роль в бесперебойной и качественной работе станка.
Станок. Рабочие узлы ленточной пилорамы влияют на качество обработки брёвен, износ одного из них или сбой настройки приведут к дефекту «волна».
Ролики направляющие
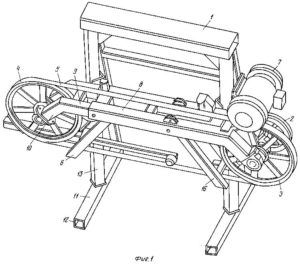 Схема роликов ленточной пилорамы
Схема роликов ленточной пилорамы
С их помощью выставляется положение пилы относительно опорного стола станка. Точность расположения роликов выверяется регулировочной линейкой, которая входит в комплект ленточной пилорамы. Рабочая поверхность контролируется на предмет износа, приводящего к возникновению вибрации пильного полотна, глубокие риски не допускаются.
Изношенные шпильки и контргайки также подлежат замене.
После того как были заменены повреждённые узлы, выполняется полная регулировка роликов пилы. Следует проверить узел привода направляющей ролика на отсутствие зазора.
Станинные ролики. При износе эти детали заменяют и настраивают. Вертикальные направляющие выставляются перпендикулярно станине, контролируют правильность прилегания роликов (верхних и нижних) к направляющим.
Установка станка
При установке важно обеспечить неподвижность положения, особенно если он не прикреплён к полу болтами, как указано в паспорте по эксплуатации. Зазоры не допускаются
В случае установления люфта, под ноги станка подкладывают стальную пластину необходимой толщины. Некоторые модели лесопилок предусматривают наличие дополнительных опорных ног, которые предотвращают прогиб станины.
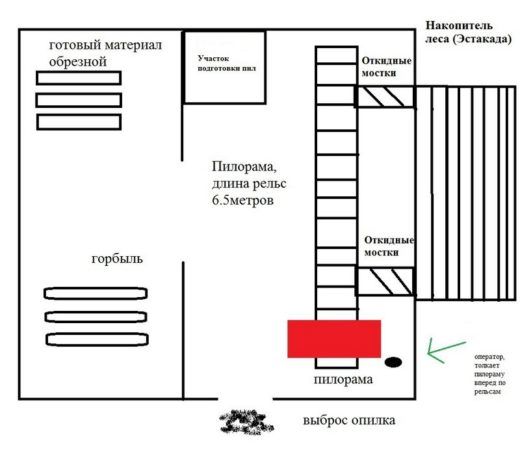 Схема установки пилорамы
Схема установки пилорамы
Древесина
Некоторые характеристики лесоматериала оказывают влияние на качество распила, в частности на появление «волны».
 Виды древесины
Виды древесины
Параметры ленточной пилорамы сложно выбрать так, чтобы одновременно хорошо распиливались твёрдые внешние и мягкие внутренние слои. Нужно переделать схему распила или провести дополнительную операцию по выравниванию бруса.
«Волна» образуется при обработке замёрзшей древесины. Если лесоматериал проморожен одинаково, то проблемы такой не возникает, но если приходится пилить частично подмороженные брёвна, то возникнет дефект «волны», как при обработке древесины разной плотности.
При пилении брёвен с наличием большого количества сучков возникает риск появления «волны». Нужно постепенно уменьшать, а затем увеличивать скорость распиливания при их обрабатывании.
При обработке смолистой поверхности бревна, опил налипает на полотно пилорамы, что приводит к его утолщению, оно греется, натяжение ослабевает, получается «волна».
https://youtube.com/watch?v=JdWlG4ZXaJw
Особенности будущей модели
Ленточная пилорама своими руками — вариант получения того агрегата, который со временем может быть модифицирован. Например, если хозяин конструкции изначально изготавливал ее для роспуска бревен, а потом решил, что неплохо было бы на ней производить еще и брус.
Эту лесопилку собирают модульным способом. Если навыки таких работ отсутствуют, то лучше остановиться на элементарной модели, найдя достаточно простой чертеж. Разобравшись с ним, необходимо получить представление об особенностях составления таких схем, познакомиться с различными инструкциями по сборке ленточных пилорам.
Однотипная или универсальная конструкция — следующий «камень преткновения», поэтому мастер должен решить, какие работы для него важнее — роспуск на доски или получение из бревен отдельных сегментов. Если планируется и то и другое, то лучше сразу остановиться на универсальном варианте.

Главное качество для пилорамы ленточного типа — ее незыблемость, ведь бревна обладают довольно внушительным весом и впечатляющими габаритами. Поэтому при изготовлении станины, к тому же подвергающейся интенсивным нагрузкам, необходимо обеспечить максимальную устойчивость.
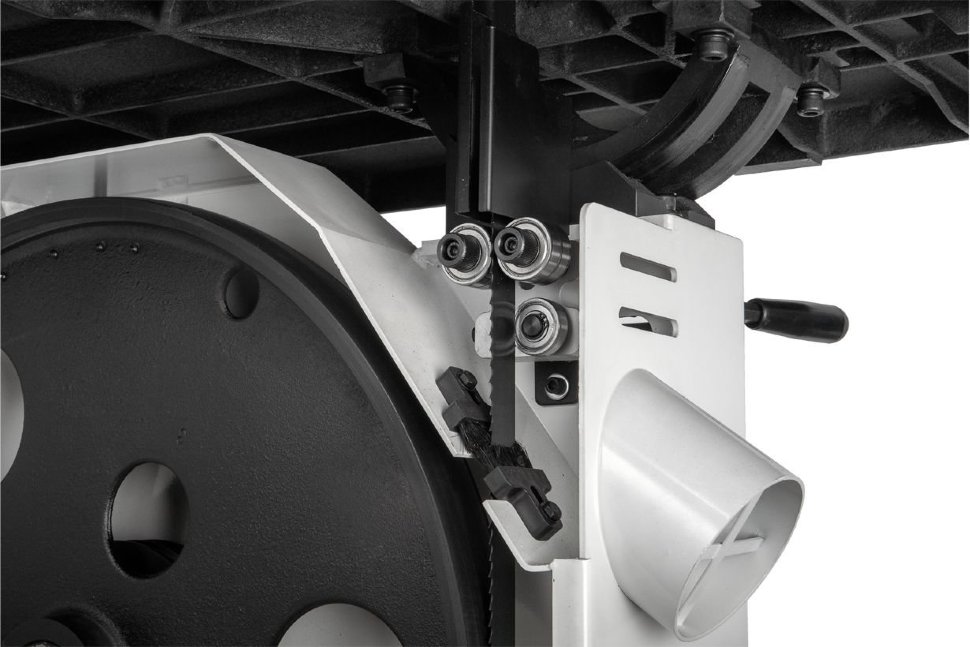
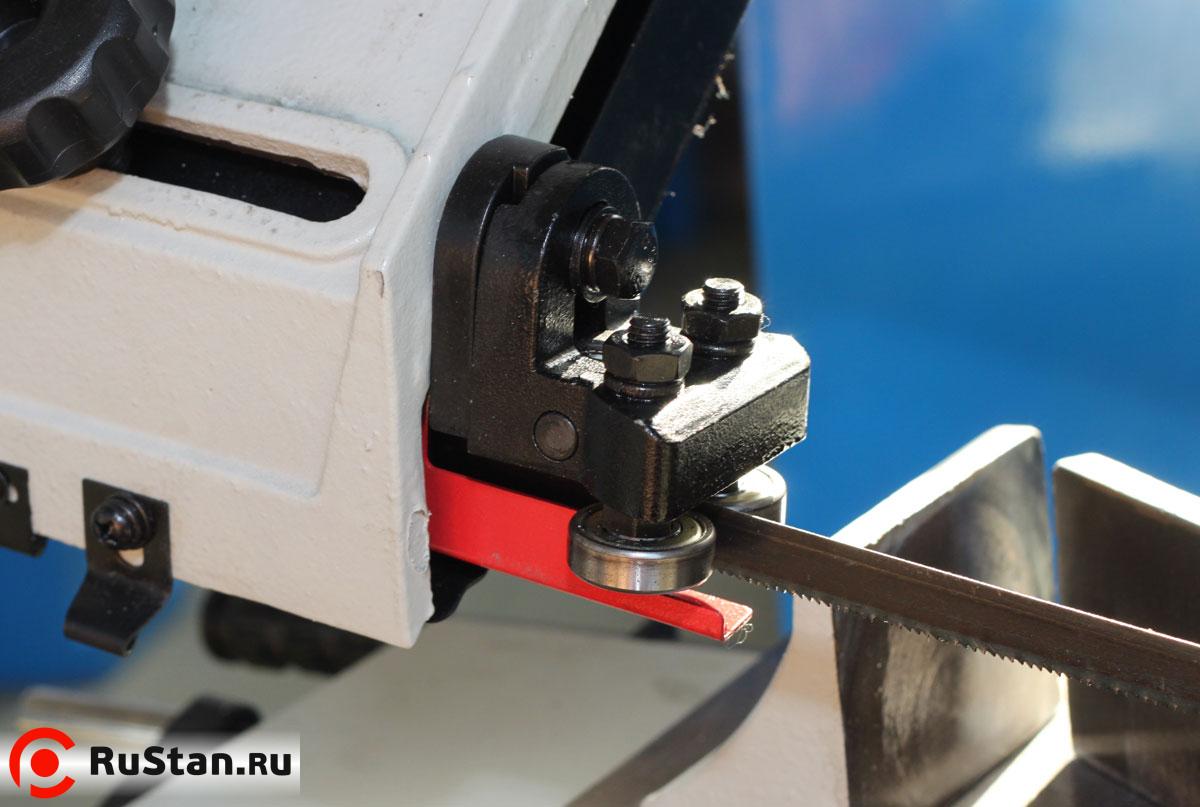
Направляющие: пильная лента и заготовки должны двигаться предсказуемо
Сдвоенные подшипники обеспечивают широкую поверхность для предотвращения скручивания пильного полотна и уменьшают трение по сравнению с сухарями.
Без верхнего и нижнего направляющих узлов с подшипниками или сухарями пильная лента будет вихлять из стороны в сторону, как дошкольник, начавший осваивать двухколесный велосипед. Ее, а иногда и заготовку требуется точно направлять. Эти улучшения помогут сделать их более послушными.
Преимущества подшипников
Направляющие сухари, имея большую площадь контакта, отлично работают с широкими пильными лентами, но вращающиеся подшипники снижают трение и уменьшают нагрев полотна. Сдвоенные подшипниковые направляющие Carter Products (фото справа) обладают лучшими свойствами обеих систем. Они настраиваются без применения инструментов — просто поверните ручку стопорного винта, чтобы ослабить фиксацию, затем установите положение направляющих подшипников с помощью винта точной регулировки и затяните стопорный винт.




Этот одиночный подшипник заменяет верхний направляющий узел при использовании самых узких пильных лент. Стенки удерживающей ленту канавки препятствуют ее скручиванию.
Специальные направляющие подшипники (правое фото) используются с самыми узкими пильными лентами (шириной 3 и 2 мм) для выполнения криволинейных пропилов. Задняя кромка ленты опирается на дно кольцевой канавки подшипника, которая обеспечивает боковую устойчивость полотна, а благодаря подшипнику трение снижается до минимума.
Совсем другие направляющие сухари
Если вы не готовы потратить значительную сумму на установку новых подшипниковых узлов, керамические направляющие сухари Hartville Tool будут отличной и недорогой заменой штатным металлическим сухарям.
Большие плоские поверхности обеспечат такую же поддержку пильной ленты, но керамический материал значительно снижает трение и уменьшает нагрев, способствуя увеличению срока службы ленты. Для установки достаточно ослабить крепежные винты, чтобы удалить стальные сухари и заменить их керамическими. Антифрикционная керамика изнашивается настолько незначительно, что производитель дает на такие сухари пожизненную гарантию.
Улучшенный параллельный упор
Для роспуска по толщине и прямых распилов необходим хороший упор, а многие модели ленточных пил поставляются с примитивным упором или вообще без него. В продольном упоре Kreg объединены сразу несколько функций. Его можно поворачивать для компенсации так называемого дрейфа (отклонения пропила в ту или иную сторону). При работе с тонкими и узкими заготовками упор прижимается к пильному столику широкой стороной, и его можно установить даже под низко опущенным направляющим узлом. Он легко снимается со станка, что позволяет быстро переходить от прямых распилов к фигурным. Дополнительный механизм точной регулировки положения упора поставляется отдельно.
Способы монтажа
Чтобы установить ролики на дверцы купе, нужно определиться с типом крепления. Для начала также следует правильно закрепить направляющие, поскольку они отвечают за легкость, простоту перемещения дверных полотен. Главный элемент механизма — рельсы, благодаря им обеспечивается горизонтальное скольжение створки. Система также включает вспомогательные части:
- роликовые опоры;
- заглушки для профиля;
- уплотнители;
- фиксаторы;
- декоративную фурнитуру.
Если выбор сделан в пользу верхней раздвижной системы, полотна фиксируются в профиле, расположенном сверху проема. Колесики скользят по этой направляющей. Нижний профиль исполняет роль фиксатора, вдоль него перемещаются колеса. Если установка выполнена правильно, полотно принимает статичное положение.
Нижняя система устроена аналогичным образом, однако опорой здесь служит профиль, расположенный ближе к полу. Верхний ролик шкафа-купе необходим лишь для удержания фасада. В комбинированной системе оба механизма выступают в качестве опоры. Этот способ наиболее прочный, надежный, однако регулировка роликов в таком случае усложняется.
Направляющие и рельсы являются самой важной и изнашиваемой частью. Установка и замена роликов на шкафы-купе — процедура ответственная, она требует грамотного подхода
Полезные рекомендации по монтажу помогут выполнить ее правильно, сэкономив время и деньги:
- Изначально необходимо определить тип системы скольжения. Уточнить информацию можно у производителя или в документах на шкаф.
- Менять фурнитуру лучше комплектом. То, что в процессе эксплуатации скрипит только правый ролик, не значит, что замене подлежит только он. Скорее всего, изношен весь набор. Заменить одно колесо проще, но через короткое время придется снова снимать створку для ремонта других.
- Перед проведением работ нужно подготовить необходимый минимум инструментов. Понадобятся ключ-шестигранник 4 мм и плоская шлицевая отвертка.
Сам монтаж предполагает такую последовательность операций:
- Отодвинуть край шлегеля, открутить винт крепления нижнего рельса против часовой стрелки. Дверь опустить максимально низко.
- Приподнять створку и посредством отвертки, вжимая по очереди нижние колеса, вывести их из профиля на себя.
- Опустить полотно, вывести из паза верхние ролики.
- Снять фасад, уложить на ребро.
- Ослабить крепежный винт для замены старого ролика на новый. После завинтить его обратно. Выполнить операцию для всех верхних и нижних роликов.
- Установить створку на место в порядке, обратном демонтажу.
- Отрегулировать положение двери за счет винтов крепления нижних рельсов.
Механизм часто изнашивается из-за соринок, которые скапливаются в направляющих. Чтобы продлить срок службы деталей, нужно регулярно протирать профиль от пыли. Это позволит избежать проблем, связанных с ремонтом мебели.
Схема установки элементов двери шкафа-купе
РАЗНЫЕ ПАРАМЕТРЫ
В ленточных пилах важным показателем является глубина резания. Это показывает, насколько толстой деталь будет резать инструмент. Этот параметр для различных ленточных пил может составлять от 8 до 50 см. Он напрямую зависит от мощности двигателя. Понятно, что бытовые пилы распиливают не так глубоко, как профессиональные. Существует также параметр ширины среза. Его значение влияет на максимально допустимую ширину разделочной доски. Для ленточных пил для частного использования ширина резки составляет от 190 до 300-400 мм. Профессиональные ленточные пилы могут резать полуметровую доску и даже заготовку шириной 610 мм.
Пильный диск: материал, размер и зубья Ключ к выбору ленточной пилы. Правильный подбор пилы.
Материал. Лучшая ленточная пила. Изготовлен из углеродистой стали. Он подвергается термической обработке и становится очень твердым и долговечным
В связи с этим стоит обратить внимание на американские ленточные пилы. Они считаются лучшими в производстве.
Длина и ширина
Параметры резки зависят от них. Чем длиннее и шире, тем чаще можно резать заготовки. И тем больше скорость работы. Но для домашней работы, особенно для фигурных и косых надрезов, лучше выбирать параметры средней длины.
Они пилили зубы. Их качество и заточка должны быть идеальными. Ведь они влияют на гладкость среза. Чем больше зубьев у ленточной пилы, тем ровнее рез. Важным нюансом при выборе является шаг зуба. Чтобы ленточная пила работала хорошо, количество зубов должно быть кратно трем. Существует чередование выравнивания зубов: правое, левое, прямое. Лучший вариант. 210 зубов с шагом ¾ ”или 180 зубов с шагом 7/8.
Если ленточная пила имеет несколько 3-х зубчатых зубов, то возможны порезы.
Материалы, инструменты и оборудование, необходимое для сборки пилорамы
Изготовление самодельного режущего приспособления потребует наличия таких комплектующих, как:
- шкивы (диаметр — не менее 30 см);
- полдюймовые трубы;
- металлический уголок (размер 50 мм);
- профильная труба (размер 25х25 мм);
- швеллер.
Высококачественная ленточная пилорама может быть изготовлена с помощью таких инструментов и оборудования, как:
- сварочный аппарат;
- фрезерный станок;
- электрическая дрель;
- «болгарка» с набором режущих дисков;
- молоток;
- плоскогубцы;
- струбцина;
- ножовка по металлу;
- набор отверток;
- набор гаечных ключей;
- контрольно-измерительные приспособления (линейка, угольник, измерительная рулетка);
- крепежные элементы (болты, гайки, винты, шайбы).
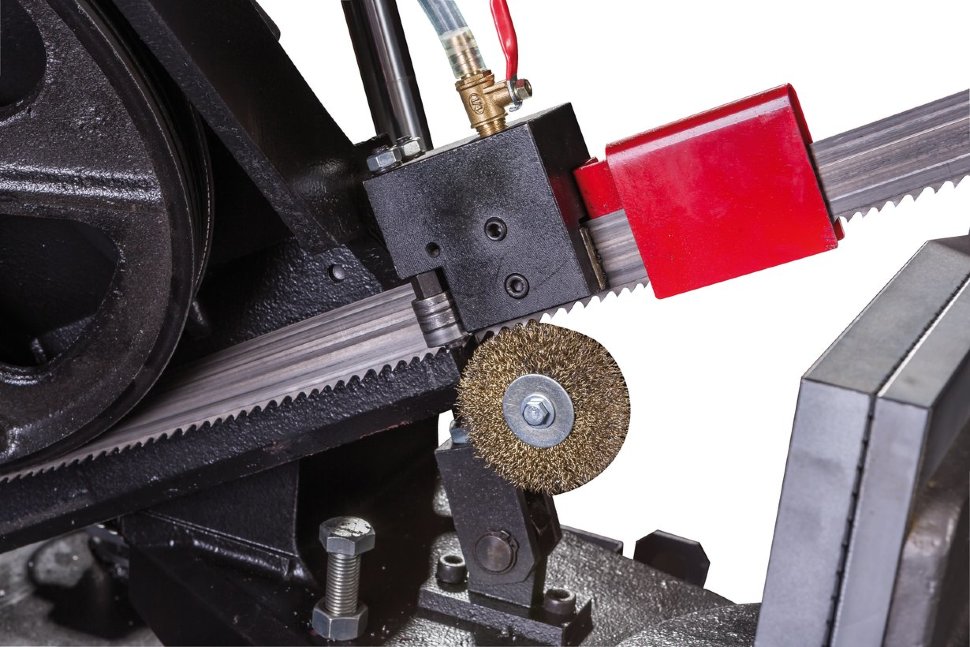
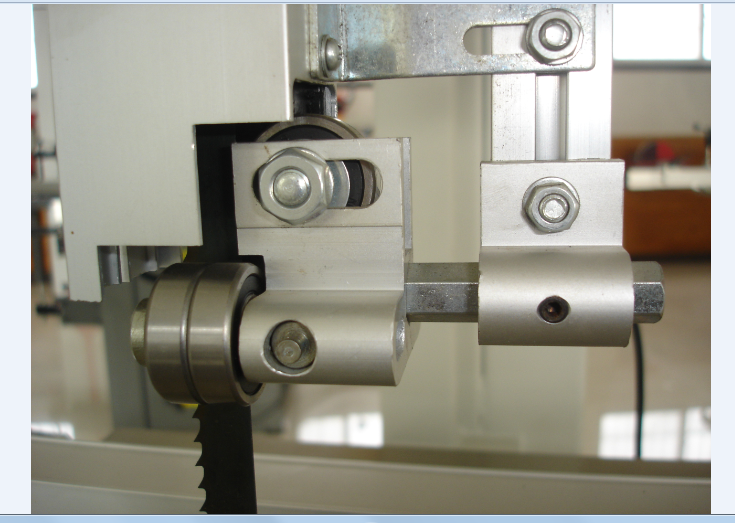
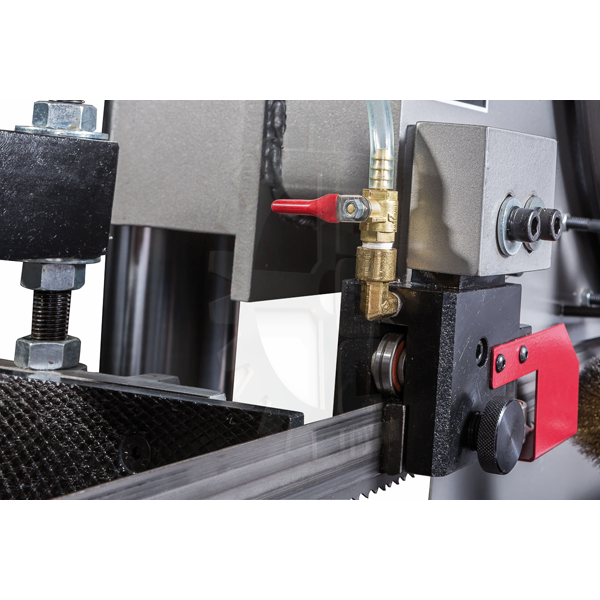
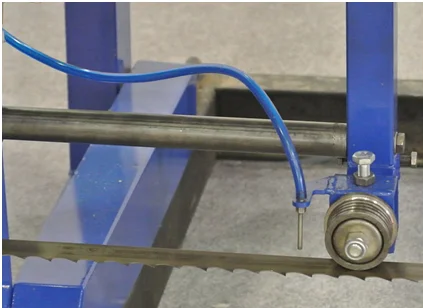
Направляющий ролик
Состоит ролик из нескольких частей, это, конечно же, сам ролик, подшипники, обычно их два, подшипники бывают различной марки в зависимости от вида пилорамы. Между ними устанавливается шайба для пропуска смазки и скрепляется она вместе с подшипниками внутри ролика стопорами, для которых внутри ролика имеются специальные прорези. Затем ролик с подшипниками набивается на вал и фиксируется на валу болтом. Заметим, что валы могут быть простыми, прямыми, а могут быть смещёнными в сторону, их называют ещё эксцентриками. Если простой вал регулируется шпильками вверх-вниз, то эксцентрики регулируются просто поворотом вала.
Ролик имеет круглую форму различного диаметра, с тыльной стороны имеется бордюр для предотвращения схода пильной ленты. На поверхности ролика находятся прорези для выброса опилок, необходимо учесть, что во время эксплуатации обязательная чистка этих прорезей, даёт неплохой результат.Внутри ролик имеет диаметр под определённый подшипник, по краям прорези под стопора, которые фиксируют подшипники внутри ролика.

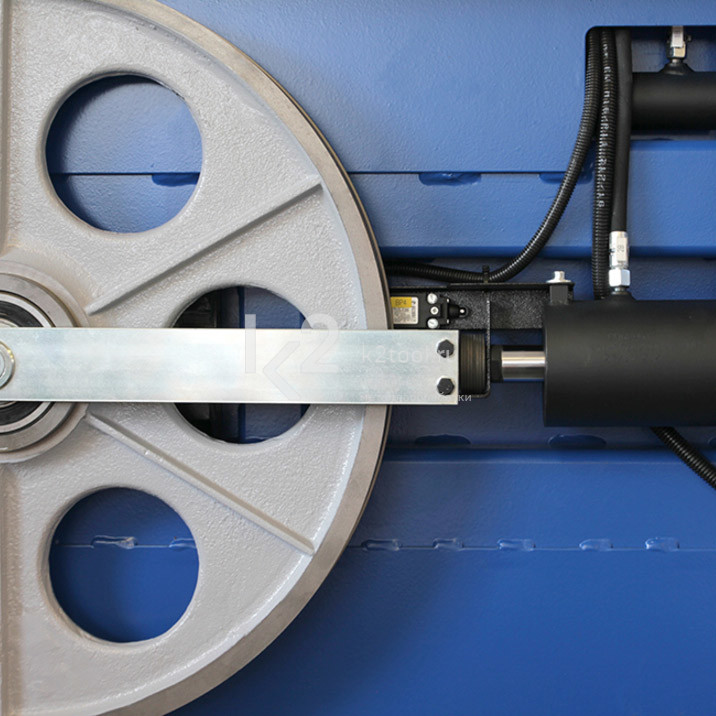
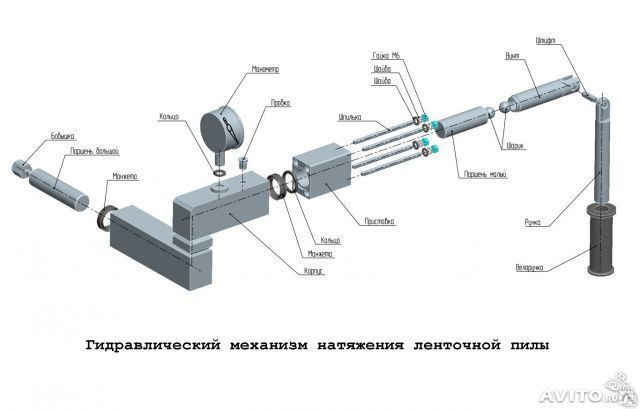
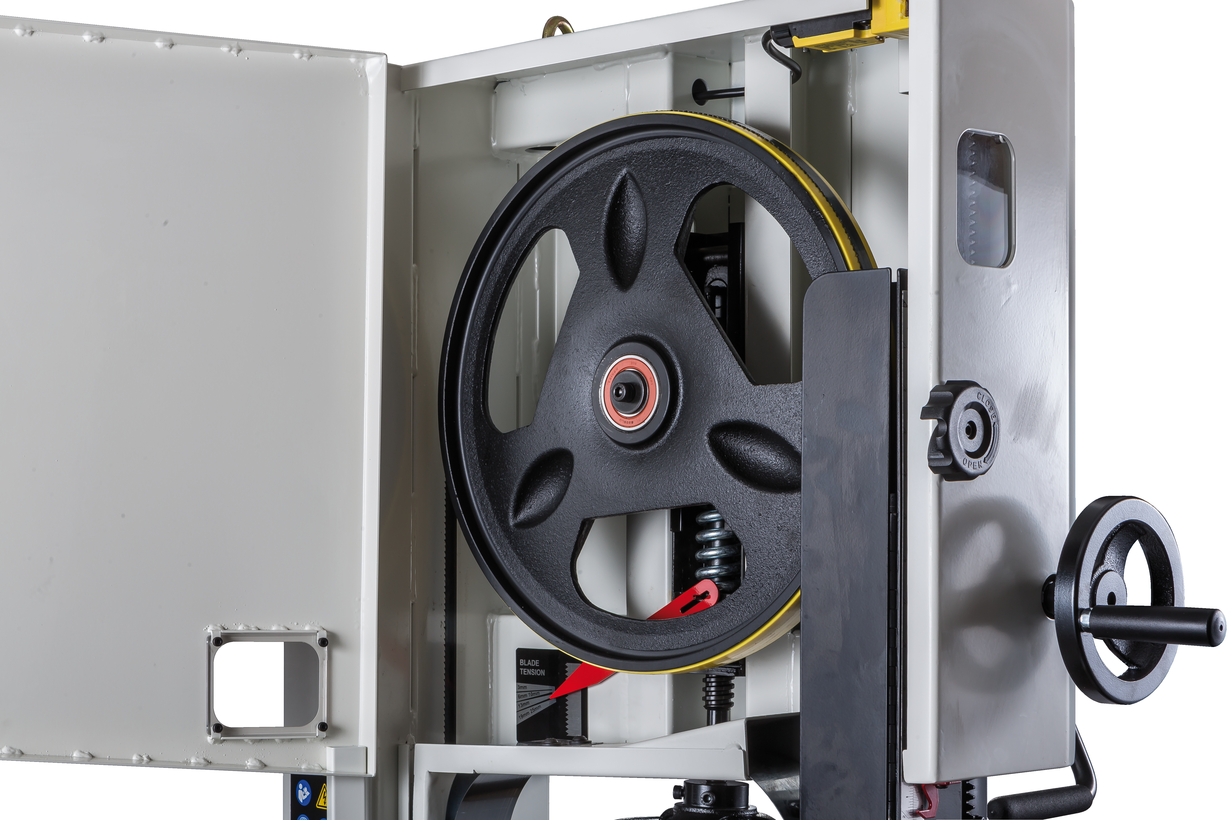
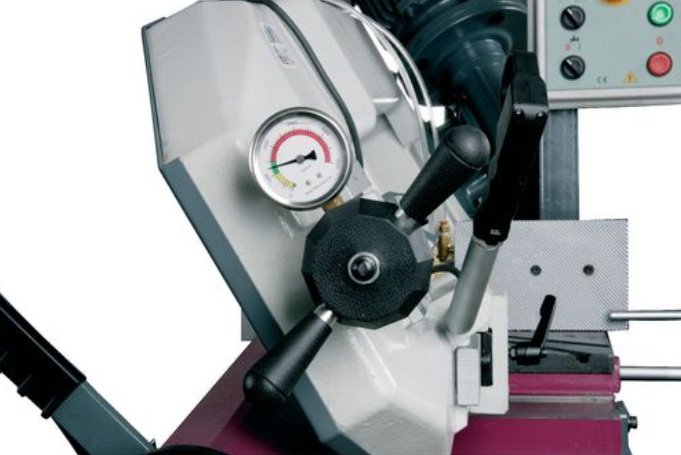
Рекомендации по усилию натяжения ленточных пил

Рис.1: Принципиальная схема механизма натяжения ленточного полотна
Существует несколько основных конструкций механизма натяжения ленточной пилы:
— натяжение ленточной пилы осуществляется вручную за счет мускульных усилий рабочего и поддерживается набором специальных «тарельчатых» пружин; — первоначальное натяжение осуществляется вручную, а затем гидравлическая система станка обеспечивает требуемое рабочее натяжение пилы; — гидравлическая система станка полностью обеспечивает требуемое усилие натяжения полотна пилы.
Усилие натяжения зависит главным образом от ширины ленточного полотна. Это табличная величина, которая применима ко всем типам биметаллических, твердосплавных и алмазных пил. Измеряется в Н/мм2 (см. табл. 1).
| Ширина полотна пилы, мм | Усилие натяжения, Н/мм2 |
| 20 | 150 |
| 27 | 180 |
| 34 | 200 |
| 41 | 250 |
| 54 | 300 |
| 67 | 300 |
| 80 | 350 |
Таблица 1: Рекомендуемое усилие натяжения ленточных пил
* Примечания: При конструировании ленточнопильных станков усилие натяжения рассчитывается как 1/4 предела текучести полотна. Для высокопроизводительного пиления полотно должно быть натянуто с усилием 300 Н/мм2, однако не все станкостроители обеспечивают необходимые параметры узлов пильной рамы. Например, это происходит в дешевых конструкциях оборудования, когда пренебрегают жесткостью пильной рамы и узлов лентопротяжки для снижения цены и срока службы станков.
При чрезмерном натяжении на ленточном полотне быстро образуются трещины и пила разрывается, а при недостаточном натяжении пила осуществляет непрямолинейное резание, возможно возникновение заклинивания полотна в пропиле и выкрашивание зубьев.
Поэтому всегда следует помнить, что: — установка правильного натяжения ленточного полотна оказывает значительное влияние на его долговечность! — для контроля правильного натяжения ленточной пилы используют специальные приборы – ТЕНЗИОМЕТРЫ
; принцип действия тензиометра основан на возможности измерения пластического удлинения полотна ленточной пилы.
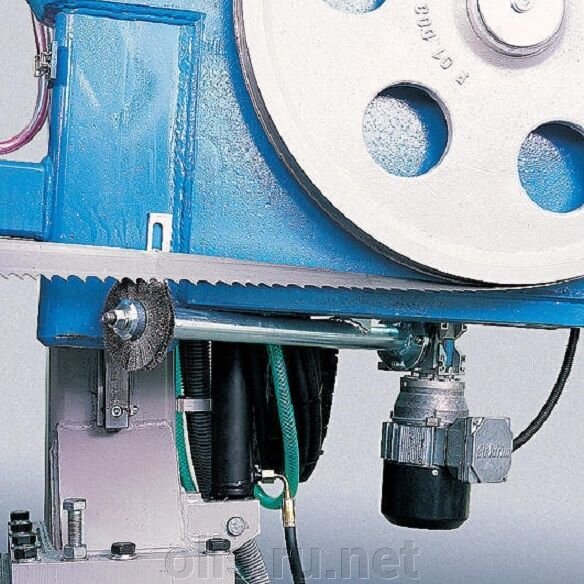
Последовательность действий для измерения натяжения ленточного полотна с помощью тензиометра
1.
Установить новую ленточную пилу на станок. При этом убедиться, что полотно пилы не сползает со шкивов.2. Разместить тензиометр на вертикальном участке полотна между подвижной и неподвижной направляющими стойками.3. Надежно зафиксировать прибор на полотне с помощью двух винтов.4. Совместить «нулевое» положение шкалы индикатора с положением стрелки (см. рис.2):

Рис. 2: «Нулевое» положение стрелки индикатора тензиометра
5.
Произвести натяжение ленточной пилы с помощью узла натяжения. При этом стрелка прибора начнет поворачиваться в сторону «зеленой» зоны на шкале индикатора.6. При достижении стрелкой требуемого значения усилия натяжения прекратить натягивать полотно (см. рис. 3):

Рис. 3: Требуемое значение усилия натяжения полотна
Допускается незначительное, не более ± 10%, отклонение усилия натяжения от рекомендуемых значений.
В случае, если усилия натяжения недостаточно или оно значительно больше рекомендуемых значений, необходимо произвести регулировку либо ремонт узла натяжения ленточного полотна, т.к. со временем детали и механизмы узла натяжения изнашиваются и выходят из строя, что не позволяет обеспечивать требуемое усилие натяжения и приводит к снижению срока службы инструмента.
Источник
Развод ленточных пил
Процессом развода считается операция, связанная с отгибанием зубьев пилы в разные стороны для того, чтобы снизить трение ленты пилы о боковые поверхности пропила и исключить ее зажатие. Для свободного движения полотна в древесине необходимо обеспечивать ширину пропила, превосходящую толщину полотна, не менее чем на 30-60%. Разводка делится на несколько видов, причем у них пока нет устоявшихся названий, поскольку производители пил называют их по-разному.






Стандартную разводку характеризует поочередное отгибание зубьев разные стороны.
Схема стандартной разводки
При зачищающей разводке зубья пильного полотна делятся по три, два из которых отгибаются в разные стороны, а третий остается на месте.
Схема зачищающей разводки
Ее преимущественно применяют при работе с твердыми породами древесины. Трапецеидальная форма каждого третьего зуба, остающегося по центру пилы, задает направление всей пильной ленте.
Наиболее сложной в исполнении является волнистая разводка, поскольку каждый последующий зуб в полуволне отгибается на все более возрастающую величину.
Схема волнистой разводки
При любом типе разводки зуб отгибается не от основания, а с отступом от него на 33-67% высоты зуба. Несмотря на то, что каждый производитель диктует свои требования по поводу показателей, связанных с разводом, все они не выходят за пределы 0,3-0,7 мм.
Общепринято деревья с мягкой древесиной пилить ленточными пилами, имеющими большой развод, а с твердой – малый. Но в любом случае развод должен быть таким, чтобы пиление происходило без образования вырезанного клина по центру.
Все зубья при разводе должны отгибаться на одну и ту же величину с допускаемой погрешностью до 0,1 мм. Если разводка будет неодинаковой, то пилу будет тянуть в направлении большего развода.
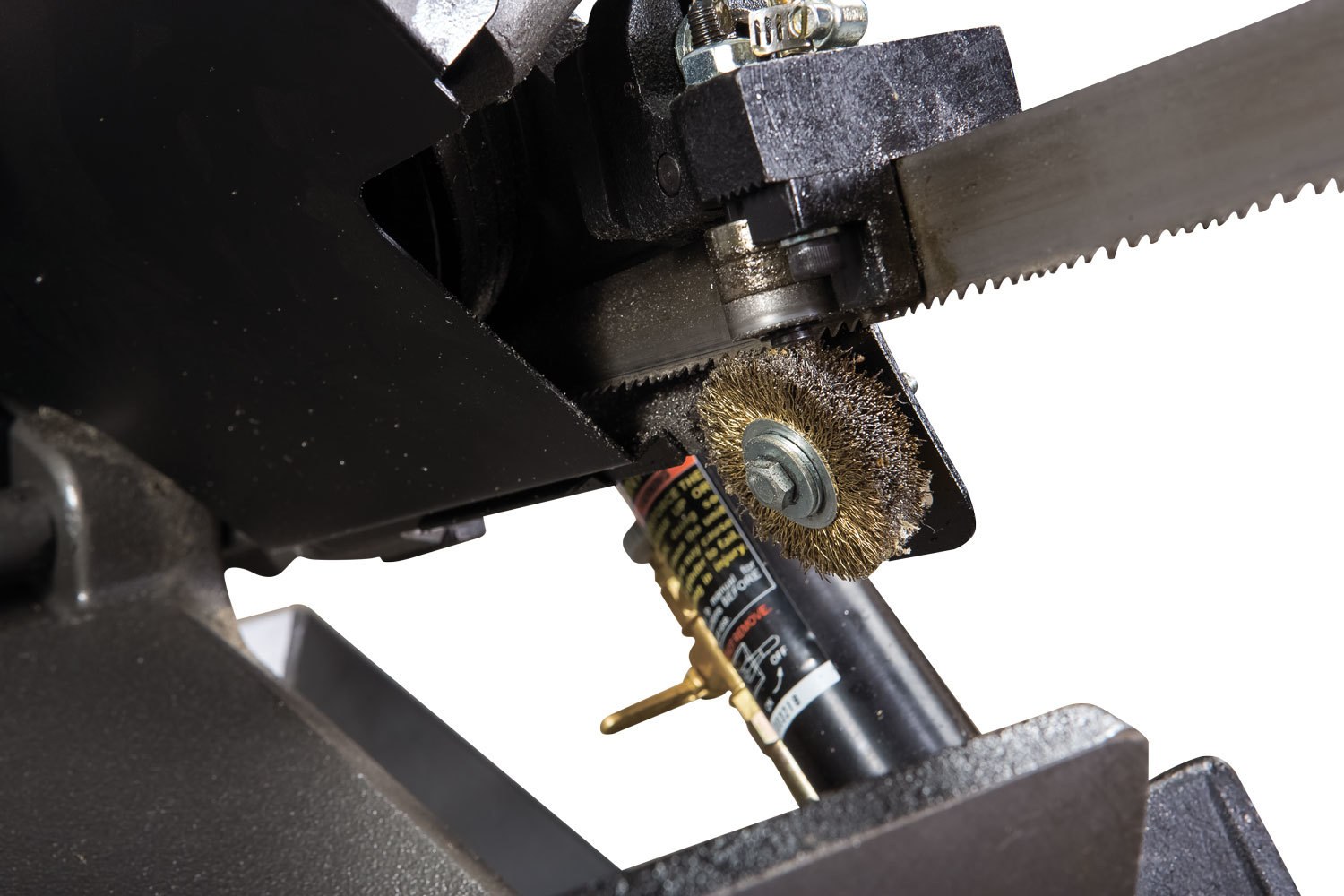
Классика жанра
Колесо, постоянно вращающееся на оси двигателя, для шлифования зубьев ленточной пилы с помощью специального кулачкового механизма совершает сложное непрерывное движение, которое можно разделить на три этапа: Введите круг, спускаясь, шлифуя режущий и передний край зуба, чтобы сформировать передний угол. Проникновение в депрессию. Круг продолжает гладко пробивать радиусы полости, не выпрыгивая, не отрываясь от профиля зуба, одновременно удаляя все точки напряжения и микротрещины, возникающие при распиливании. Выходные данные. Круг также плавно, без скачков, не отрываясь от профиля, продолжает двигаться вверх и наружу зуба, одновременно обрабатывая заднюю грань и режущий край зуба с одновременным образованием заднего угла. Затем все повторяется, пока все зубья пилы не будут обработаны.
Этапы настройки ленточной пилорамы
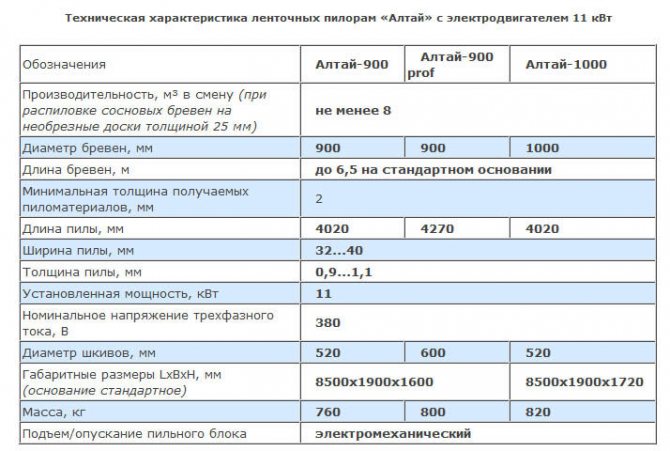
Техническая характеристика ленточной пилорамы
Очерёдность настройки узлов ленточнопильного станка требует специальных навыков и знаний, но не представляет особой сложности.
C помощью регулировочных болтов, колёс и отвеса, шкивы выставляются в плоскости по вертикали.
Выставление шкивов по горизонтали. Делается это при натянутой ленте специальной нитью, проходящей вдоль пилорамы. После установки колёс в горизонтальной плоскости происходит фиксация «ведущего» колеса, которое далее в наладке не участвует.
Установление люфта между передним краем «ведомого» шкива и межзубовым зазором полотна ленточной пилы проводят при натянутой ленте с помощью раскачивания «ведомого» шкива по горизонтали.
Зазор выставляется между межзубовым зазором ленты и передней кромкой «ведущего» шкива пилорамы методом раскачивания «ведомого» колеса по вертикали.
Подготовка к распилке бревна
Опытные операторы могут на глаз определить, какой выход пиломатериала можно получить из бревна сложной формы
Для этого важно определить кривизну ствола и его толщину в комлевой части. Важно понимать, что идеальных бревен не существует. Но выбирать не приходится
Поэтому необходимо работать с тем материалом, который имеется
Но выбирать не приходится. Поэтому необходимо работать с тем материалом, который имеется.
Бревно устанавливается так, чтобы получить минимальное количество отходов. Современное оборудование оснащается электронной линейкой для ленточной пилорамы. С его помощью выставите размеры по диаметру
В своих расчетах важно учесть толщину пропила
Во время работы на пилораме необходимо проводить действия по повороту бревна. Это происходит после подхода заготовки к нужному размеру. После поворота необходимо вновь провести расчет, и настроить оборудование для дальнейшей работы.
Выбор технологии распиловки учитывается с учетом типа древесины и размера ствола. Важным моментом является качество сырья. Материал наибольшего качества получается из той части ствола, которая имеет малое количество сучков и не подвержена гнили. Наилучшим образом для распила подходит бревно из только что срубленного дерева. Распиловка сухого ствола приводит к множеству негативных последствий. Начиная от образования волны на срезе и заканчивая разной толщиной полученного пиломатериала.
При работе с пиломатериалом важно понимать, что качество древесины падает от внешней стороны к центру





