
Сверлим отверстие в каленой стали
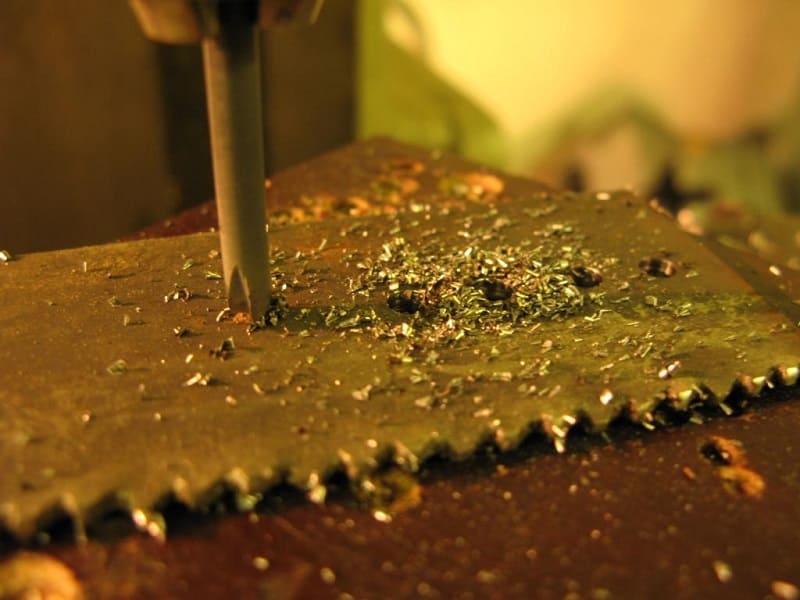
Сверлить будем каленую пилу из быстрореза.
Капаем каплю масла и начинаем сверлить на низких оборотах. Кернить совсем не обязательно, с такой заточкой сверло не скользит по металлу.
Меняем режущую часть.
Пол минуты и отверстие в калёной стали просверлено.
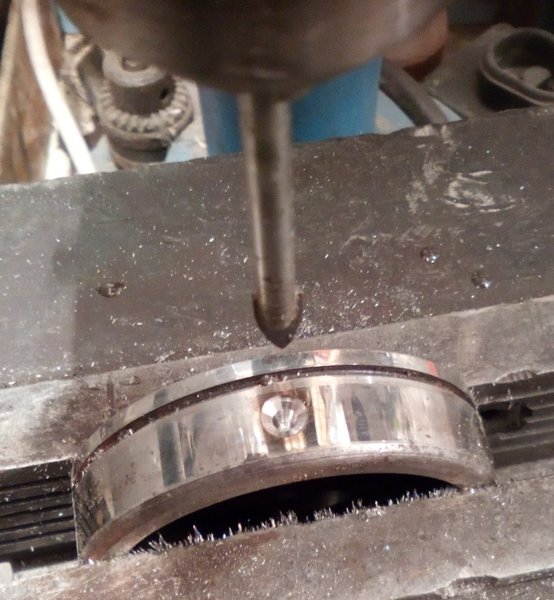
Давайте усложним наш эксперимент и возьмем более крепкую, более твердую, быстрорежущую сталь ХСС. Опять капаем каплю масла. Сверлим пять секунд и режущая кромка затупилась, значит надо взять другое сверло, что я и сделал. Каждый раз беру другое сверло.
Твердый сплав очень хрупок и на выходе очень часто крошится. Всего каких-то две минуты и отверстие в каленой стали сделано.
Всем спасибо за внимание!
Типы оборудования
Сверление начинается с подготовки инструментов для работы. Делать дырки можно с помощью шуруповёрта, дрели или специального сверлильного станка.
Чтобы сделать дырку, необходимо подобрать соответствующее оборудование. Для металлических заготовок нужно выбирать специализированную оснастку, которая подходит именно для этого материала. Связано это с тем, что оборудование для дерева, бетона или керамической плитки имеют разную заточку и форму. Оснастка для металлических изделий маркируется буквами HSS.
Рабочая часть инструмента покрывается нитрид-титановым покрытием, которое увеличивает их прочность и износоустойчивость. Для твердых сталей используется другая оснастка, которая обозначается P18. Прочность инструмента увеличивается при добавлении в его состав кобальта. Пример маркировки — Р6М5К5.
Чтобы сверлить легированную сталь, используются сверла, у которых наконечник изготовлен из твердого сплава. С их помощью можно сверлить любые металлические заготовки, однако из-за высокой цены это не рентабельно.









Когда отверстие сделано, можно подобрать сверло под резьбу. Его диаметр будет зависеть от используемой ранее оснастки. Чтобы делать дырки разного диаметра в металлических листах малой толщины, можно использовать конусные сверла.
Можно ли сверлить сверлом по бетону?
Часто возникают ситуации, когда на строительной площадке сложно найти инструмент для сверления металлических изделий, но есть оснастка для работы с бетоном. Делать отверстия большого диаметра или в толстых металлических листах сверлами по бетону нельзя. В противном случае можно сломать оснастку или повредить обрабатываемую поверхность.
Как сверлить ступенчатым сверлом?
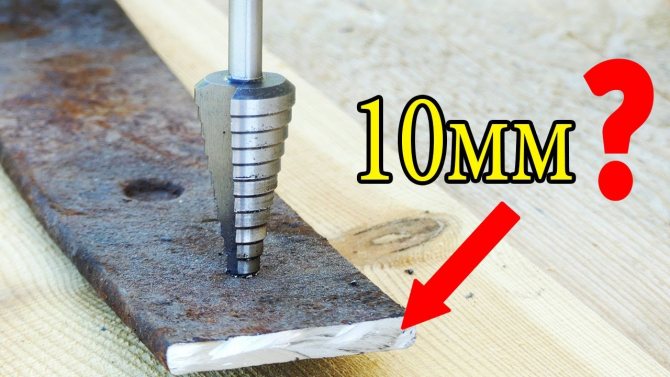
В продаже можно встретить ступенчатые конструкции для создания отверстия в металле различных диаметров. На одной оси закрепляется несколько свёрл разного диаметра. Они предназначены для создания дырок разного размера в тонколистовом металле. При работе нельзя торопиться и сильно давить на рукоять дрели.
Можно ли сверлить победитовым сверлом?
Любой мастер отделочных работ скажет, что сверление металла оснасткой из победита недопустимо. Победитовые сверла предназначены для твердых и, одновременно с этим, хрупких материалов. К ним относится натуральный камень, кирпич, бетон. При попадании в металл, сверло будет биться о поверхность и повреждать её, однако дырки не будет.
 Победитовые сверла
Победитовые сверла
Чем сверлить отверстия большого диаметра?
Сверление больших отверстий в металле требует использования соответствующей оснастки. Провести работу можно несколькими способами:
- Коронка для металлических поверхностей. Представляет собой окружность требуемого диаметра с заточенными краями. По центру располагается сверло, которое пробивает металл. Далее на малых оборотах электродвигателя коронка делает отверстие выбранного диаметра. Во время проведения работ нужно использовать принудительное охлаждение острых краёв коронки и обрабатываемой поверхности.
- Многоэтапная операция. Подразумевает под собой использование нескольких свёрл по металлу разного диаметра. Начинается работа с оснастки самого малого диаметра и увеличивается по мере сверления.
- Конусообразная оснастка (ступенчатая). Предназначена для работы с тонколистовым металлом.
Строители рекомендуют использовать коронки. Однако при работе с ними требуется не повышать оборотов и следить за тем, чтобы все зубья, идущие по окружности, были целыми.
Как не затупить инструмент?
Инструмент тупится, поскольку перегреваются во время работы. Чтобы сохранить заточку, сверление следует проводить на низких оборотах. Не нужно зажимать кнопку включения инструмента до конца. При сверлении толстых заготовок нужно использовать охлаждающие жидкости или пасты.
Чем сверлить закаленную сталь? — Станки, сварка, металлообработка
Для улучшения основных характеристик металла зачастую проводится его закалка. Подобная технология предусматривает повышение твердости изделия за счет сильного нагрева металла и его быстрого охлаждения.
В некоторых случаях после проведения термической обработки приходится выполнять сверление. За счет повышения подобной характеристики провести сверление каленного металла становится сложнее.
Рассмотрим все особенности сверления каленой стали подробнее.
Как просверлить каленую сталь
Сверлим отверстие в каленой стали
Распространение вопроса, как просверлить каленую сталь можно связать с тем, что при применении обычной технологии инструмент быстро затупляется и приходит в непригодность
Именно поэтому нужно уделить внимание особенностям сверления каленого сплава. Среди особенностей технологии отметим следующие моменты:
- Нужно правильно подготовить каленую заготовку.
- В некоторых случаях требуется специальный инструмент.
- Применяется охлаждающая жидкость.
При необходимости можно изготовить сверло для закаленной стали своими руками, для чего требуется определенное оборудование и навыки. Однако, в большинстве случаев применяется покупной варианты исполнения, так как оно лучше справится с задачей при резании каленой стали.
Процесс сверления каленой стали
Нюансы при сверлении
У рассматриваемой технологии есть довольно большое количество особенностей, которые нужно учитывать. Сверление каленного металла проводится с учетом нижеприведенных моментов:
Перед проведением работы следует уделить внимание твердости поверхности. По этому параметру проводится выбор наиболее подходящего сверла
Определить твердость можно при применении самых различных технологий.
Во время сверления выделяется большое количество тепла. Именно поэтому происходит быстрый износ режущей кромки. В связи с этим во многих случаях в зону резания подается жидкость для охлаждения.
При резании труднообрабатываемого материала время от времени приходится проводить заточку режущей кромки. Для этого применяется обычный заточной станок или специальный инструмент. В качестве абразива подходит исключительно круг с алмазным напылением.








Инструмент для сверления стали
Существуют самые различные методы резания каленной стали. Некоторые из них существенно упрощают проводимую обработку. Только при учете всех нюансов можно повысить качество полученного отверстия.
Полезные приемы при сверлении
Для работы с каленой сталью могут применяться самые различные технологии. Наиболее распространенные технологии характеризуются следующими особенностями:
- Обработка поверхности кислотой. Эта технология характеризуется длительным применением, так как для снижения твердости поверхности требуется довольно большое количество времени. Для травления может применяться серная, хлорная или другая кислота. Процедура предусматривает создание бортика, который будет сдерживать применяемое вещество в зоне резания. После длительного воздействия металл становится более мягким, можно будет провести сверление при использовании обычного варианта исполнения.
- Можно использовать сварочный аппарат для достижения поставленной цели. При воздействии высокой температуры металл становится более мягким, что значительно упрощает процедур.
- Чаще всего применяется специальное сверло. В продаже встречаются варианты исполнения, которые можно применять для обработки каленой стали. При их изготовлении используется металл с повышенной устойчивостью к износу и воздействию высокой температуры. Однако, сложность изготовления и некоторые другие моменты определяют то, что стоимость специального инструмента довольно высока.
Кроме этого, для достижения поставленной цели часто приобретается пробойник. С его помощью можно сделать небольшой отверстие, что упростит дальнейшее сверление.
Использование смазочных материалов
При сверлении каленой стали возникает серьезное трение. Именно поэтому рекомендуется приобретать и использовать различные смазочные материалы. Среди особенностей подобного метода обработки отметим следующие моменты:
- Для начала проводится обработка зоны сверления. На поверхность, где будет находиться отверстие, наносится небольшое количество смазывающего вещества.
- Масло добавляется на режущую кромку. Для обработки каленой стали требуется небольшое количество вещества, но его время от времени нужно добавлять, так как при вращении инструмента оно разлетается.
- Во время работы рекомендуется делать перерывы для остывания режущей поверхности и обрабатываемой поверхности.
Как просверлить сталь

Конечно, сверлить сталь надо до каления. А если вам попалась калёная заготовка (особенно толстая) — отпустите её, просверлите дырки обычным сверлом и снова закалите, если в этом есть необходимость. Но, не всегда такой вариант возможен и оправдан, иногда возникают нестандартные ситуации, в которых надо просверлить (продырявить) сталь уже сильно каленную.
Ну, к примеру, сломалось лезвие ножа, или вы решили сделать нож из обломка пилы. Жаль выкидывать такой ценный материал, мастеровитые люди обычно таким вещам дают вторую жизнь…
Да, это не технологично, но народные умельцы придумали много различных способов, как сверлить калённую сталь, или — как делать в ней дырки. Чтобы это сделать меньшими усилиями, исходить надо из тех возможностей и материалов которые у вас есть, а также смотря для каких целей.
Чем сделать отверстие в ноже?
Может быть, вместо отверстия, вас устроит просто прорезь болгаркой, в которую можно пропустить винт и закрепить деталь. Чтобы прорезь получилась меньше, надо делать её с двух сторон, а обрезной диск испльзовать самого маленького диаметра, т.е. почти стертый.
Перед сверлением надо хорошо обследовать сталь, насколько она твердая (крохкая), а отсюда уже выбирать методы. Если все-таки сталь хоть немножко гнется, а затем ломается (это можно определить по обломанному торцу), то её можно просверлить и обычным сверлом с победитовыми напайками, т.е. сверлом по бетону. Правда, сверло надо чтобы было острое. Заточить или подправить победитовое сверло можно легко на алмазном круге.
При сверлении калёной стали надо достаточно сильно прижимать дрель и сверлить на больших оборотах, смазав место сверления. Легче будет проделать отверстие, если сверлить сначала сверлом меньшего диаметра, а затем побольше. Площадь сопротивления будет меньше, а следовательно сверло будет идти в материал легче…
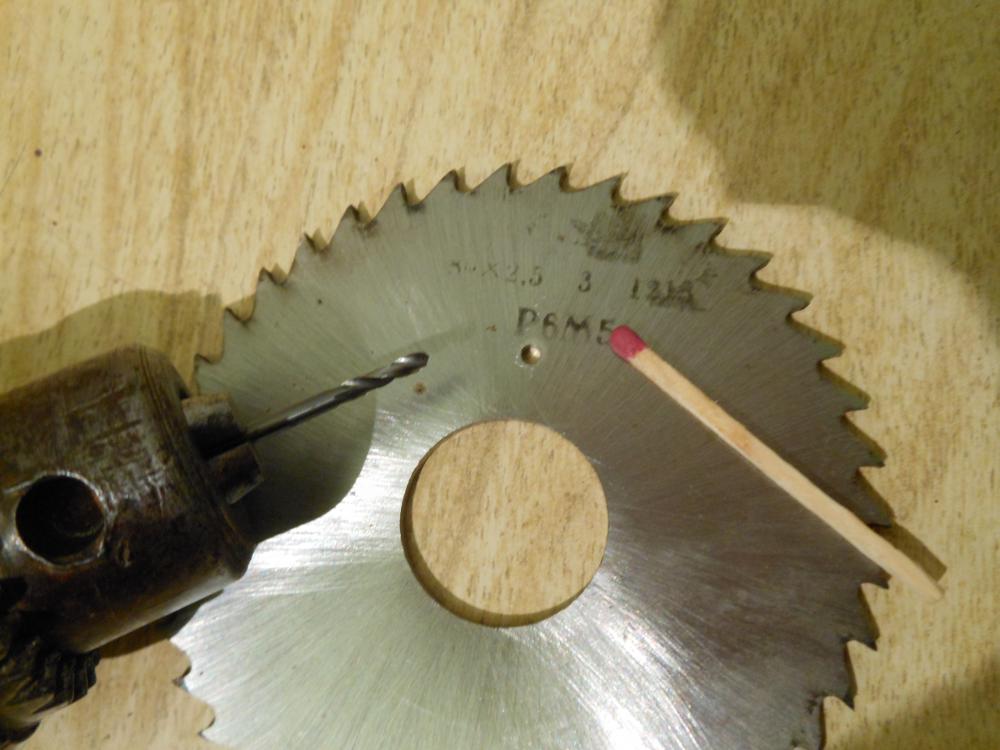
Тонкую сталь, под нож например, можно просверлить калёными стержнями или победитовыми, затачивать надо как сверло и сразу несколько штук (сделать пику и заточить 2 грани), и по мере их затупления менять. Пару минут и дырка готова…
Следующий способ долгий, требует несколько часов, зато надежный. Дырку в стальной пластине можно легко протравить кислотой: серной, азотной, или хлорной, подойдет и 10-15%-я. Делаем из парафина бортик нужного диаметра и формы, капаем туда кислоту и ждем. Отверстие получается немножко больше чем диаметр бортика, это надо учитывать. Чтобы ускорить процесс, заготовку можно немножко подогреть, примерно до 45 градусов.
Если у вас есть сварочный аппарат, это тоже можно использовать. Дырку можно просто пропалить в заготовке или местно «отпустить», а затем просверлить. Оплавленные края зашлифовать затем и порядок.
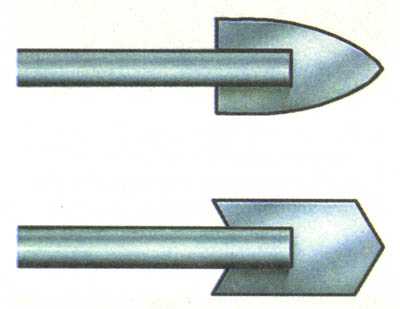
Есть, конечно, специальные сверла для таких целей, но они не дешевые, в пределах 4 долларов за штуку. Это трубчатые алмазные сверла для высоко углеродистых сталей, а также подойдёт и перовидное сверло, предназначенное для сверления стекла. Перовидным сверлом надо пользоваться аккуратно, сильно не жать, чтобы не перегреть и не сломать.
Сделать отверстие в стальной пластине можно ещё методом прожигания, на больших оборотах и специальной твёрдосплавной насадкой. Для этого делаем специальное «сверло». Из победитовой пластины (можно использовать зуб от дисковой пилы) делаем заготовку круглого сечения и затачиваем её под конус. Вставляем в электродрель и на больших оборотах прожигаем дырку в пластине. Вся операция занимает всего несколько минут.
Нержавейку сверлить будет намного легче, если капнуть паяльной кислоты в место сверления.
А если есть доступ на предприятие, где стоит электро-эрозионный станок, то на таком станке отверстия можно делать без проблем, в считанные минуты.
Вот пока все методы сверления калёной стали. Появятся ещё какие-то, допишу, а если у вас есть свой метод сверления каленной стали, напишите.










Виктор Донской www.masteru.org.ua
Уважаемый посетитель! Вы находитесь в архиве старого форума сайта mastergrad.com
Сверлить сразу тремя сверлами для создания отверстия большого диаметра

Возникают ситуации, когда мастеру необходимо сделать отверстие большого диаметра, а под рукой инструментов, позволяющих выполнить такую работу. В этом случае можно воспользоваться несколькими сверлами малого диаметра.
Для этого нужно воспользоваться тремя тонкими сверлами и скрепить их между собой при помощи обычной изоленты. Стоит отметить, что их диаметр не должен сильно отличаться друг от друга. Чтобы получить максимально ровное отверстие, сверла, во время скручивания между собой необходимо выровнять. В том случае, если хотя бы одно сверло из общей связки будет немного выступать вперед, оно станет так называемой осью вращения всей конструкции. В результате этого диаметр проделываемого отверстия будет немного больше от изначально запланированного размера.

Затем всю связку необходимо зафиксировать в патроне электродрели. Выставлять ее нужно таким образом, чтобы обеспечивался надежный захват в патроне всей конструкции. При этом не следует забывать о том, что длины используемых инструментов должно хватать для проделывания сквозных отверстий в материале.
Если связка будет плохо зафиксирована в патроне, во время вращения сверла начнут разъезжаться и ломаться. Для многократного использования такого инструмента, его необходимо правильно и надежно зафиксировать в патроне электроинструмента.
При использовании связки необходимо выставлять небольшую скорость вращения патрона электродрели. Во время работы необходимо периодически останавливаться и удалять из проделываемого отверстия весь накапливаемый мусор. Такой метод, который предусматривает применение связки, лучше всего подойдет для проделывания отверстий большого диаметра в древесине и мягких металлах (медь, алюминий).
Сверление рессор
Для того чтобы просверлить лист рессоры необходимо использовать разнообразное оборудование и инструмент:
- механическую ручную дрель;
- дрель электрическую;
- сверлильный станок.
Дрели электрические – это специальный инструмент, наиболее часто используемый для проведения различных работ при ремонте. Питание дрелей осуществляется от сети напряжением 220 В или блока аккумуляторов. В качестве силового элемента в дрелях используются электродвигатели мощностью 500 — 1200 Вт, а для изменения скорости применяются переключатели скорости вращения вала и регулятор оборотов.
При возникновении необходимости, когда требуется просверлить отверстие в рессоре машины в условиях мастерской для осуществления операций, могут использоваться различные типы станков:
- сверлильный настольный;
- агрегатно-сверлильный;
- вертикально сверлильный;
- радиально-сверлильный.
Наиболее часто для выполнения операций по сверлению отверстий используются вертикально-сверлильные станки, которые обеспечивают необходимую скорость обработки и точность.
Лист рессоры производится из металла обладающего высокой прочностью и для обработки требует выполнения специальной технологии и использования особо прочных свёрл.
Процесс сверления рессоры в домашних условиях разбивается на несколько операций:
- На лист с помощью фломастера наносится точка, где будет производиться сверление и с помощью керна делается насечка.
- Для того, чтобы сделать отверстие в рессоре необходимо использовать 3 сверла, имеющие разный диаметр, например, для отверстия 10 мм необходимо использовать сверла с диаметром – 3, 6, 10 мм, что значительно упрощает трудоемкость операции и снижает возможность перегрева. При сверлении необходимо периодически сверло и место на металле, где производится обработка необходимо смазывать машинным маслом, что позволяет снизить нагрузку и одновременно охладить соприкасающиеся рабочие поверхности.
Сверление рессоры ручной дрелью
При использовании электродрели необходимо подбирать модель имеющую мощность 1 — 1,2 кВт и оснащенную регулятором скорости вращения зажимного патрона. Рекомендуемые обороты, необходимые для сверления листа находятся в пределах 500 — 1000 об/мин. Для того, чтобы просверлить лист можно использовать также шруповерт имеющий низкую скорость вращения рабочего вала. Необходимо также прилагать умеренную силу при давлении на дрель при сверлении. В ходе рабочего процессе затупившиеся сверла необходимо своевременно затачивать, для снижения нагрева и ускорения сверления. Для облегчения заточки сверл лучше использовать специальное приспособление с обязательным соблюдением симметричности центральной части сверла. Нарушение центровки приводит к образованию отверстия большего диаметра, чем необходимо. Кромки должны быть обязательно одинакового размера. Угол заточки должен соответствовать 120°, что подходит для работы с большинством материалов.








- Перед тем как просверлить лист необходимо в обязательном порядке произвести его жесткую фиксацию в зависимости от используемого оборудования с помощью тисков, струбцин или специальных зажимов.
Для снижения нагрузки на оборудование и инструмент можно использовать также метод сверления, когда лист рессоры предварительно нагревается. Для этого на лист рессоры наносится точная метка фломастером, где будет производиться сверление и с помощью керна делается насечка, далее лист рессоры нагревается с помощью газовой горелки докрасна и производится сверление отверстия требуемого диаметра. Для восстановления характеристик лист снова нагревается на горелке докрасна и охлаждается в ванне с маслом (закаливается).
Охлаждающие и смазочные материалы
Смазка области, которую нужно просверлить в нержавейке, является основным условием успешного получения отверстия. Самый простой и доступный способ – приобрести машинное масло и серу коллоидную (за альтернативу можно взять серу для окуривания). Крупные куски серы измельчают до состояния порошка и смешивают с маслом. Подачу раствора в область обработки нужно осуществлять постоянно – неправильным подходом будет окунать периодически режущие кромки сверла в смазку.
Для сверления отверстий в нержавейке существуют более эффективные смазочные растворы, которые можно приготовить в домашних условиях. Это касается, например, раствора на базе серы и жирных кислот. Способ приготовления:
- Хозяйственное мыло измельчают путем натирания на средней терке.
- Полученный материал растворяют в емкости с горячей водой до состояния насыщенного мыльного состава.
- Берут техническую соляную кислоту и медленно выливают в ту же емкость. В результате химической реакции жирные кислоты будут подниматься в верхние слои раствора.
- После окончания процесса наливают холодную воду, чтобы жирные кислоты затвердели, потом их механически отделяют от общей массы.
- Серу и смазку смешивают в пропорции 1:6.

Подбор инструмента
На заводах и предприятиях, где обработка чугунных заготовок поставлена на широкий поток, сверлильные станки оборудованы подачей эмульсии в точку контакта сверла. Такой технологичный ход позволяет избежать фазовых превращений в обрабатываемой области. Особым требованием к сверлильным станкам предъявляется повышенное требование к возможности контролировать и плавно менять скорость оборотов режущего инструмента и подачи внутрь обрабатываемой заготовки. В качестве эмульсий часто используют специально разработанные вещества. Преимущественно это сульфированные и хлорированные масла. Для серого чугуна можно использовать керосин. В случае отсутствия необходимости ускорять процесс, серый чугун можно сверлить без применения охлаждающей смазывающей жидкости.

В домашних условиях для сверления применяют дрель с регулировкой оборотов и довольно мощную, если надо просверлить отверстие значительного диаметра. Если есть возможность, обязательно используйте устройство, фиксирующее дрель по отношению к заготовке. Это продлит жизнь режущего инструмента. Основной причиной выхода его из строя является перекос, отклонение от вертикальной оси сверления.
Методы сверления каленой стали
Сверловка каленой стали характеризуется высоким нагревом поверхности заготовки и инструмента, что ведет к быстрому износу последнего. Поэтому во время обработки стараются отвести лишнее тепло или сделать так, чтобы участок, где будет канал, стал более мягким.
https://youtube.com/watch?v=RQ_2tER-FZI
Первый способ, который позволяет сделать каленый металл более податливым, основан на использовании кислот. Из подходящих веществ можно указать азотную, хлорную или серную кислоту. Эти жидкости применяют точечно, то есть ими обрабатывают конкретно то место, где в дальнейшем будет отверстие (протравливают участок). Чтобы кислота не вышла за пределы рабочей области из материалов, не подверженных воздействию кислоты (полимеры, краски, парафин), вокруг будущего отверстия организуют что-то наподобие бортика. Отверстие заливают активной жидкостью и выдерживают определенное время. Далее проводят сверление обычным сверлом.
Еще один метод ослабления твердости каленого металла в зоне получения канала основан на прогреве этой зоны до высоких температур. Наилучшим образом с этим справляется сварочный аппарат. В этом случае нужно правильно подобрать силу дуги, чтобы металл не плавился и не деформировался. Когда заготовка в зоне сверления раскалится, можно проделывать отверстие обычным сверлом из быстрорежущей стали.
Самый простой способ, но не самый дешевый, заключается в приобретении специального сверла, рассчитанного на проделывание отверстий в каленом металле. Режущие кромки такого инструмента усилены победитовыми напайками или выполнены из победитовых пластин. В этом случае также желательно применять дополнительное охлаждение рабочей области.
Во время работы с кислотами нужно быть предельно осторожным и выполнять операцию в хорошо проветриваемом помещении. Это поможет предотвратить ожоги либо отравление вредными парами.
Как работать со сверлами для точечной контактной сварки?
Одним из важных вопросов в сварочной промышленности является – как высверлить точечную сварку? Зачастую это необходимо при ремонте кузова машины или других работах, где требуется устранить данный вид сварки.
Чтобы изготовить сверло для высверливания точечной сварки своими руками необходимо воспользоваться твердыми материалами в виде титана либо его сплава. У детали также может быть либо одно, либо несколько наконечников для работы.
У изделия номенклатура довольно-таки большая, где можно отыскать деталь с необходимыми параметрами и размером. Стоит выделить одно правило, которое необходимо обязательно выполнить – диаметр применяемого стержня нужно подбирать больше на полтора миллиметра, чем само отверстие в высверливаемом месте.
Элемент прикрепляется к оборудованию для сверления – есть возможность применения механического метода, однако результат станет более качественным и быстрым с использованием электрической конструкции.
Оптимальным методом считается использование специального приспособления для высверливания точечной сварки, за счет которого можно вручную регулировать рабочую мощность аппарата.
Набор инструментов для высверливания точечной сварки.
Прежде чем начать рабочий процесс нужно подобрать определенную модель стержня. Его главными характеристиками должны являться прочность и заточенность. Затем подбирается аналогично необходимый диаметр детали.








Стоит напомнить, что он должен оказаться немного больше в миллиметрах, чтобы просверлить необходимое отверстие. Процедура не трудная, с ней справится даже новичок.
Накернивать не обязательно, однако специалисты советуют все же, применять сверло с маленьким диаметром, чтобы упростить рабочий процесс. Необходимо отметить, что запрещено проводить работу под наклоном.
Сверло должно соприкасаться с поверхностью материала только под прямым углом. Если невозможно соблюдать это условие, подбирается иной метод проведения процедуры. После того как модель сверла будет подобрана и оборудование настроение, специалист может приступать к выполнению работы.
Все этапы процедуры делаются только в периметре верхней части изделия из металла. Иными словами, обработке подвергается лишь сварочное крепление.
На производстве
Для сверления более толстых каленых заготовок используют специальные станки. В них сверло крепится в специальном сверлильном патроне, который закреплен коническим хвостом в пиноли задней бабки. Работа по сверлению осуществляется благодаря линейной подаче сверла и колеса подачи пиноли. При этом и заготовка, и сверло вращается. Максимальный используемый диаметр сверла составляет 1,5 сантиметра. Сверла больших размеров закрепляются хвостиком с переходными втулками. Они идут стандартных размеров. Их называют конусами Морзе.
Сверла бывают:
- Спиралевидные с цилиндрическими и коническими хвостовиками. Ими можно сверлить не только закаленную сталь, но и чугун, а также другие «крепкие» материалы;
- С пластинами из твердосплавных материалов. Также подходят для толстой закаленной стали;
- Сверла глубокого сверления. Используются в тех случаях, когда проделывается отверстие глубиной в 5 раз больше диаметра сверла.
Перед работами поверхность заготовки обрабатывается. Также делается углубление центровочным сверлом. В противном случае сверло начинает «гулять» перед листом стали, и отверстие смещается от центральной оси вращения.
Прежде, чем приступать к сверлению, необходимо помнить, что диаметр отверстия получается больше, нежели диаметр сверла. Эта величина называется разбивка. Для сверла диаметром 1 сантиметр разбивка составит 0,15 миллиметра. Разбивка возникает из-за недостаточной точности во время заточки сверла.
Чтобы получить высококачественное отверстие, на первом этапе используется сверло, размер которого составляет 70% диаметра необходимого отверстия. На втором этапе оно меняется и используется необходимого размера. Более точную обработку получают, применяя зенкерование и развертывание.





