
Как устроены плоскошлифовальные станки
Подавляющее большинство деталей, изготовленных из металла, подвергается такой технологической операции, как шлифовка. Для ее выполнения с высокой эффективностью и точностью и применяются группы.

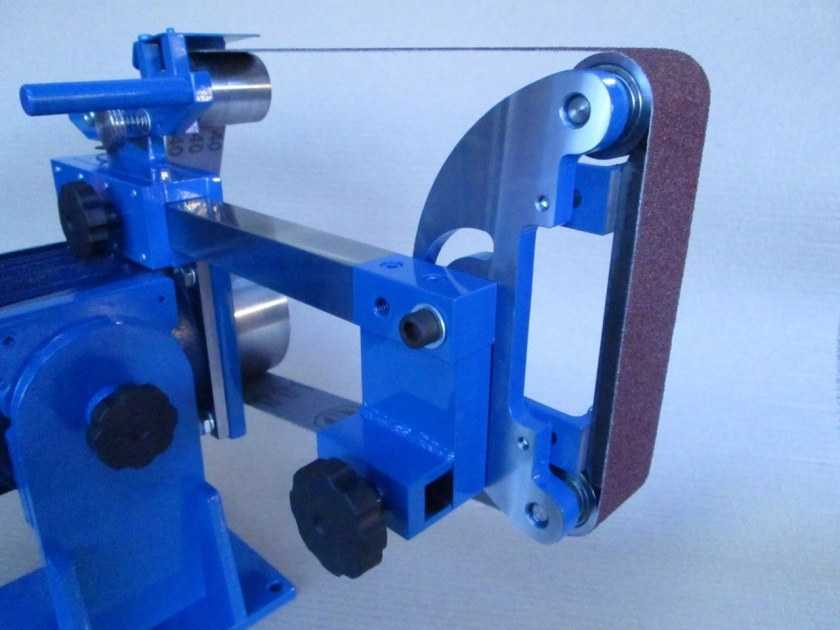
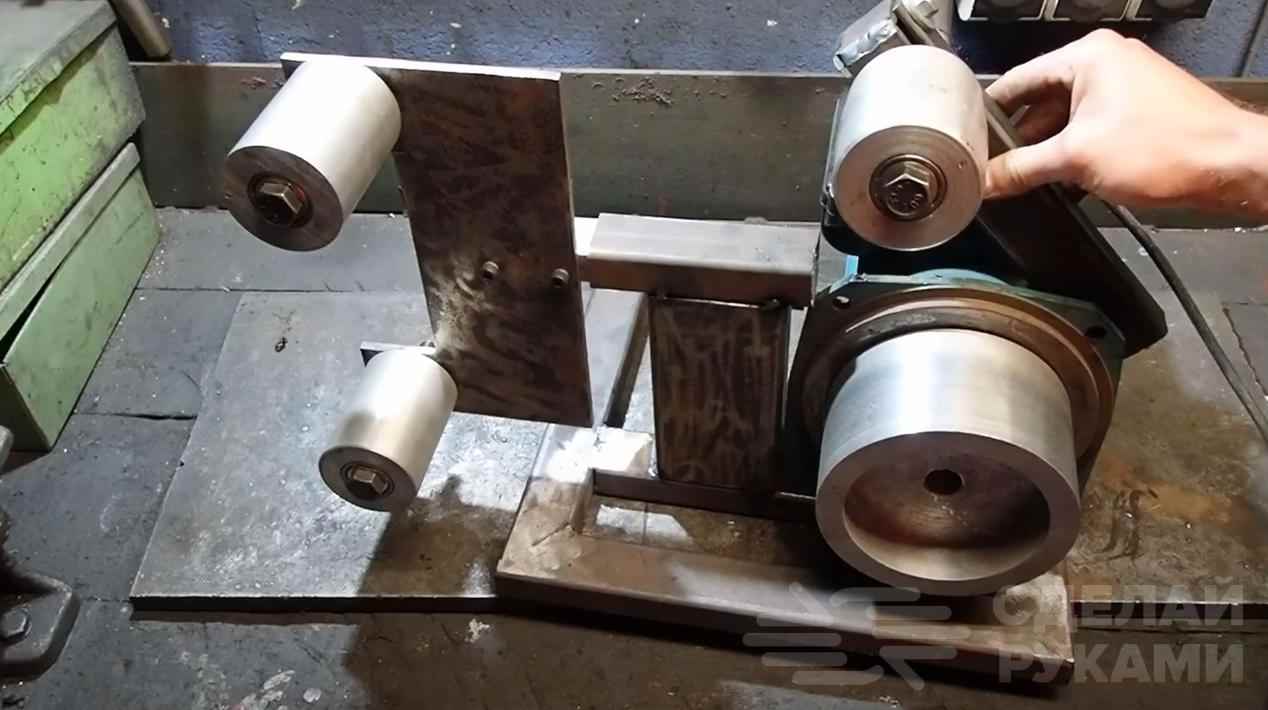
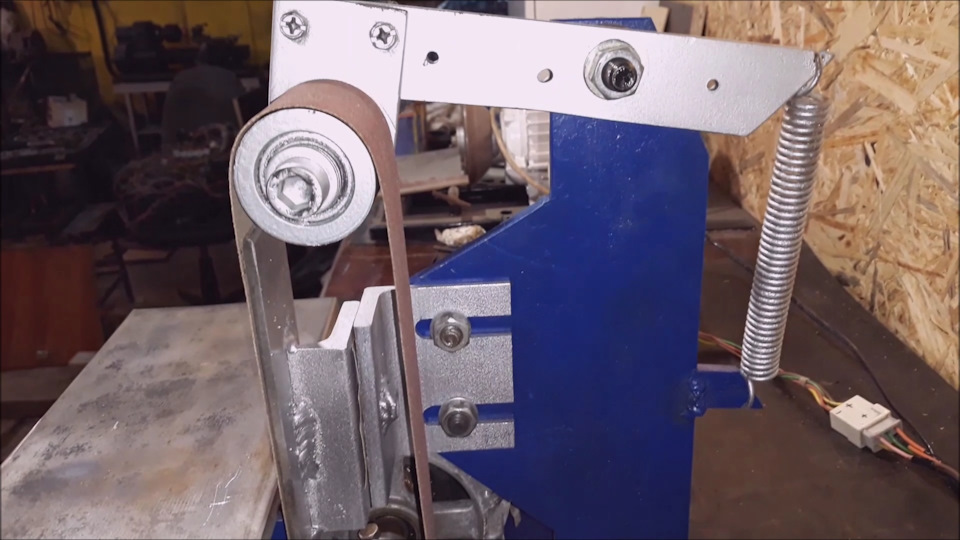
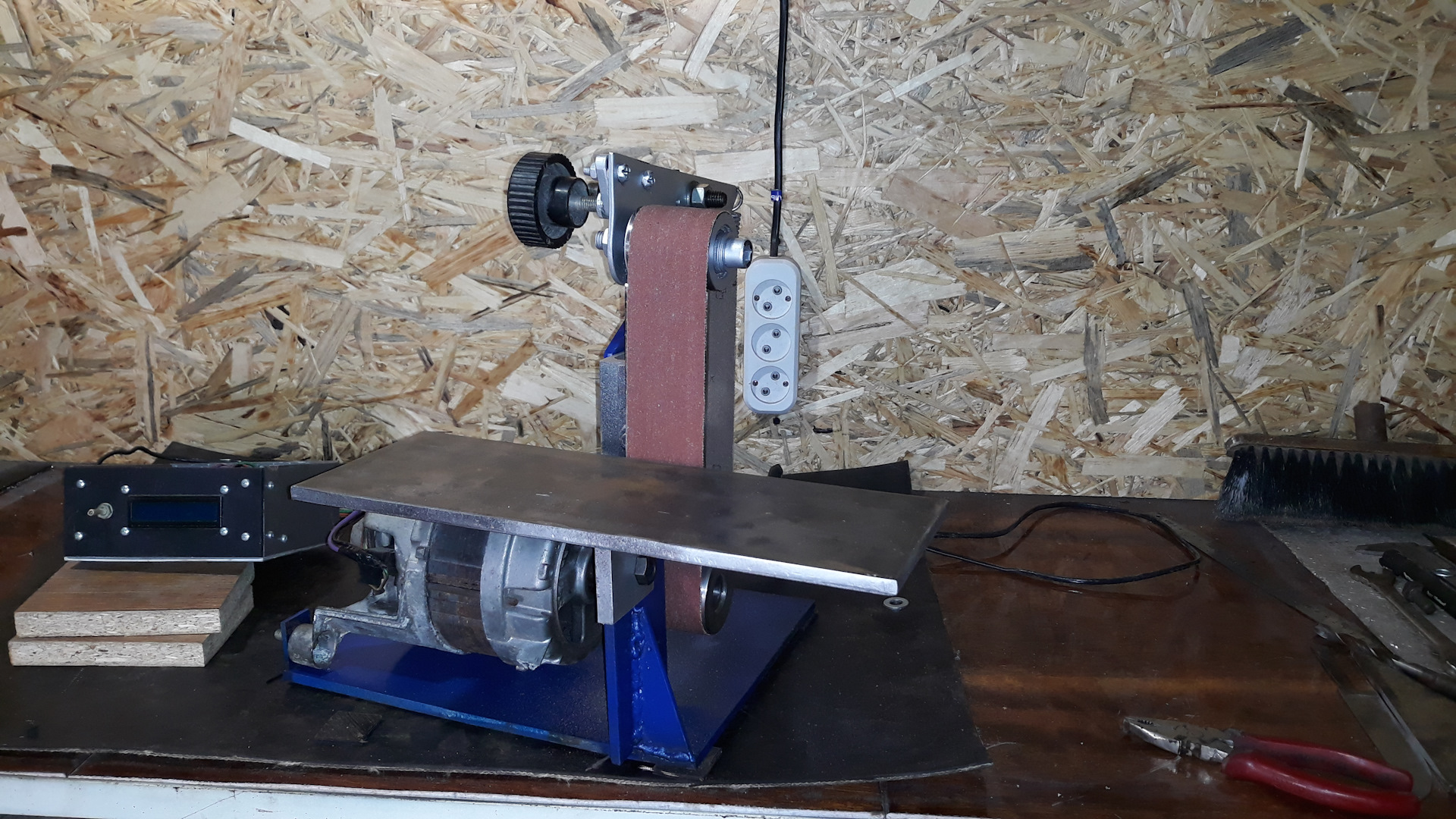
Довольно сложный в изготовлении ленточный станок с отличным функционалом
На плоскошлифовальных станках серийных моделей можно обрабатывать как плоские, так и профильные детали. Точность обработки поверхности, которой удается добиться при использовании таких устройств, составляет 0,16 микрон. Конечно, достичь такого результата при обработке на станках, изготовленных своими руками, практически невозможно. Однако даже той точности, которую позволяют получать самодельные станки, вполне достаточно для многих металлических изделий.
Несущим конструктивным элементом станков данной группы (как и любого другого оборудования) является станина. От ее габаритов напрямую зависит, какого размера детали можно обрабатывать на станке
Наиболее распространенным материалом изготовления станин плоскошлифовального оборудования является чугун, так как данный металл за счет своих характеристик отлично гасит вибрации, что особенно важно для устройств подобного назначения

Рабочий стол и органы управления шлифовального станка 3Г71М
Конструктивным элементом плоскошлифовальных станков, на котором фиксируется обрабатываемая заготовка, является рабочий стол, имеющий круглую или прямоугольную форму. Его размеры в зависимости от конкретной модели плоскошлифовального оборудования могут серьезно варьироваться. Обрабатываемые детали на таком рабочем столе могут фиксироваться за счет его намагниченной поверхности либо при помощи специальных зажимных элементов. В процессе обработки рабочий стол совершает возвратно-поступательные и круговые движения.
В плоскошлифовальных станках, выпускаемых серийно, рабочие столы приводятся в движение при помощи гидравлической системы. В оборудовании, собранном своими руками, для этого используют механические передачи.

Шлифовка стальной заготовки, фиксируемой на рабочей поверхности станка с помощью магнитного поля
Важными элементами конструкции плоскошлифовального оборудования, за счет которых обеспечиваются точность и плавность перемещения рабочего стола, являются направляющие. Кроме высокой точности изготовления, направляющие должны обладать исключительной прочностью, так как в процессе практически постоянных перемещений рабочего стола они подвергаются активному износу.
Для достижения высокой точности обработки направляющие должны обеспечить точное, плавное (без рывков) перемещение рабочего стола с минимальным трением соприкасающихся элементов. Именно поэтому для изготовления данных конструктивных элементов используется высокопрочная сталь, которую после изготовления из нее направляющих подвергают закалке.

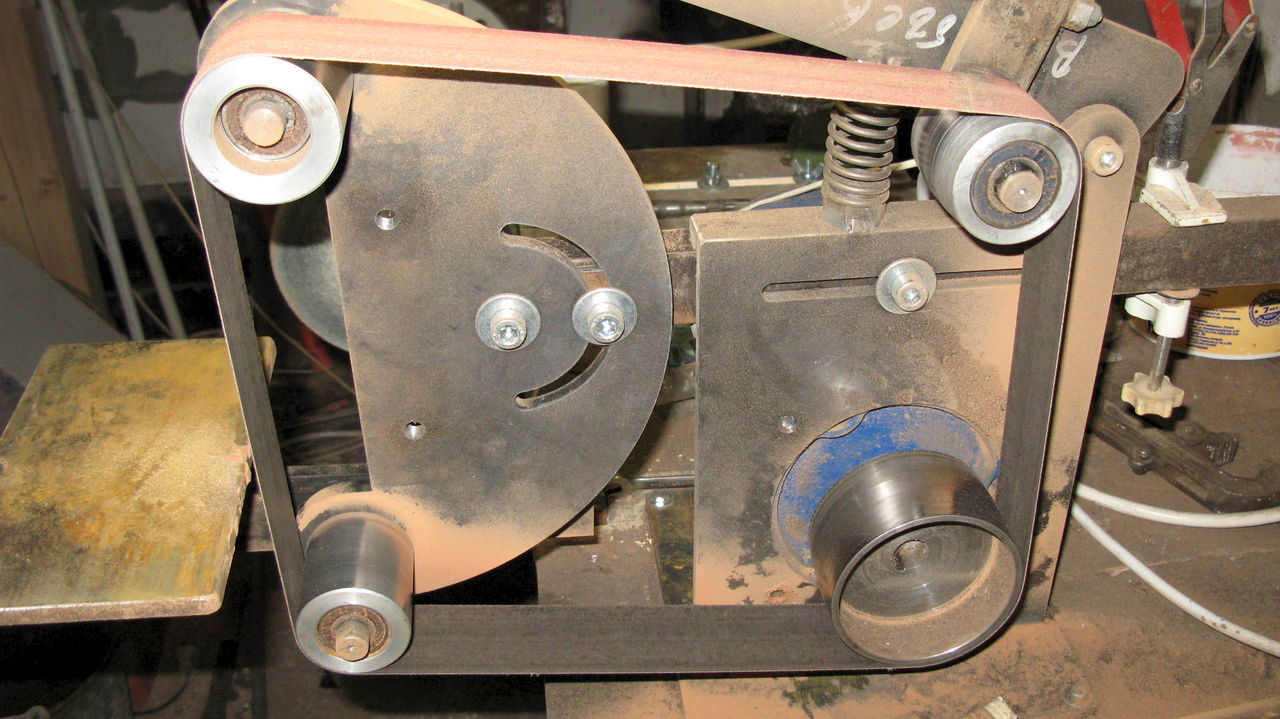
Вариант изготовления направляющих с использованием уголков и подшипников
Рабочий инструмент плоскошлифовального станка, в качестве которого может использоваться шлифовальный круг или абразивная лента, устанавливается на шпинделе бабки. Вращение рабочему инструменту, за которое отвечает главный электрический двигатель, может передаваться посредством редуктора или ременной передачи.
Для плоскошлифовальных станков, которые делаются своими руками, можно выбрать более простой вариант: подобрать диаметр шлифовального круга таким образом, чтобы его можно было закрепить непосредственно на валу электродвигателя. Это исключит необходимость использования редукторной или ременной передачи.
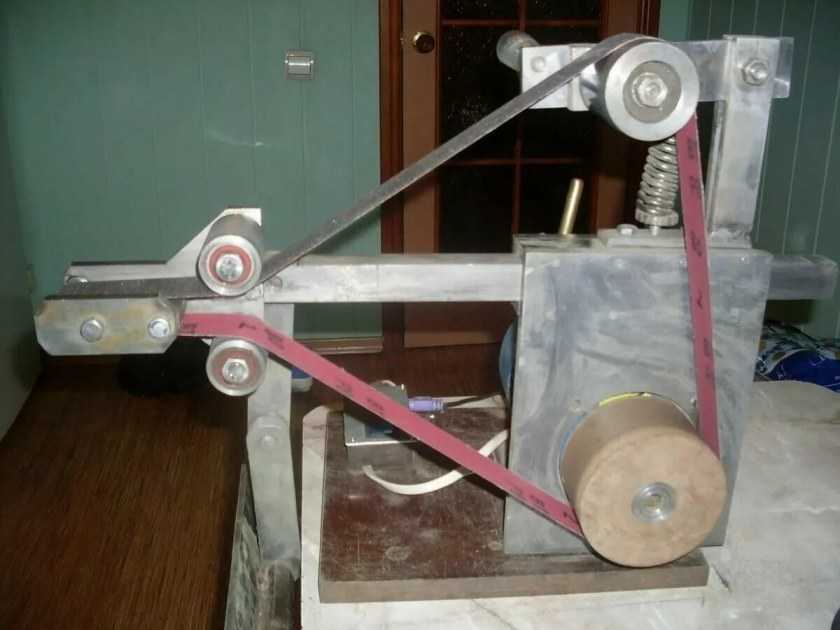
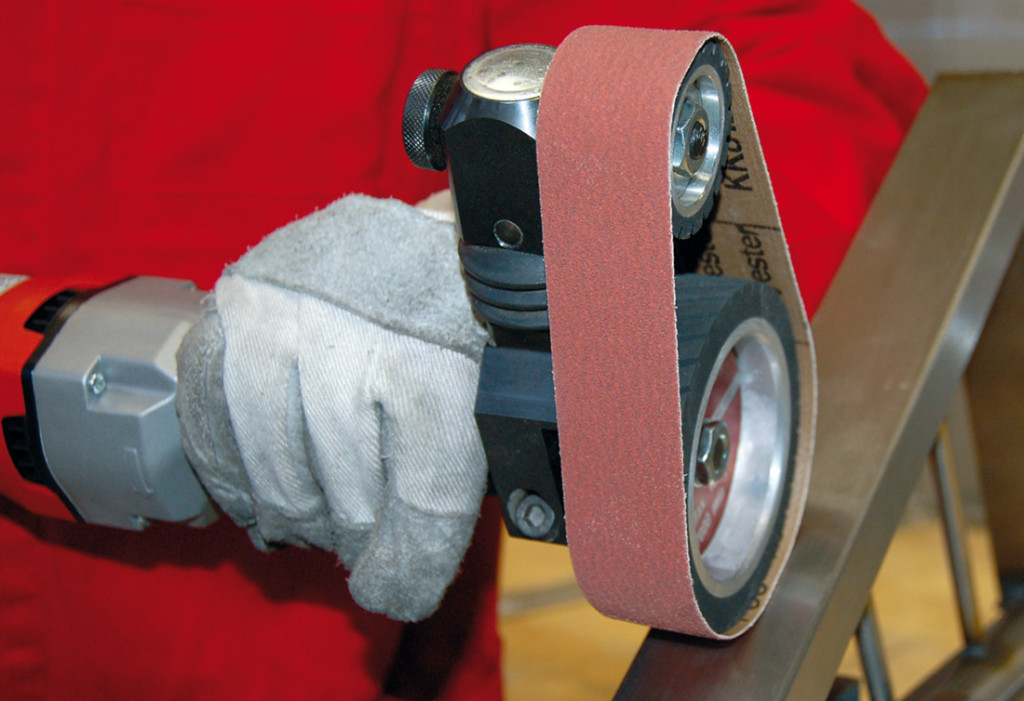
Возможное применение гриндера
Установка подобного типа, производственная или самодельная, имеет несколько основных областей практического использования. Качественно собранная конструкция может быть применена в следующих случаях:

Обработка металлических листов после разреза (например, дополнительная обработка листового железа перед сборкой некой конструкции). Использование ленты гриндера позволяет избавиться от острых зазубрин, окалин, неровностей.
Шлифовка деревянных поверхностей при изготовлении мебели (или её реставрации), картинных и зеркальных рам. Все древесные детали можно обрабатывать рубанком, но качество выполнения шлифовки в таком случае полностью зависит от умений и практических навыков мастера.


Заточка ножей, ножниц. Очень часто приходится сталкиваться с проблемой затупившегося кухонного ножа или ножниц для резки текстиля. Особенно актуален данный вопрос для швей, которые осуществляют свою деятельность на дому. В таких случаях, наличие шлифовального станка под рукой станет очевидным преимуществом.

Сегодня существует обширное разнообразие профессий и увлечений. Для большинства из них необходимо наличие специализированного инструментария, в том числе и гриндера.

Собрать станок подобного типа можно и своими руками, используя пошаговые инструкции и серию видео-уроков. Чертежи с размерами и видео по сборке гриндера своими руками можно найти на веб порталах практического строительства.

Чертежи ленточного гриндера. Полный комплект с размерами
В данной статье мы представляем Вам полный комплект чертежей со всеми габаритными размерами нашего ленточного гриндера под шлифовальную ленту длиной 915мм.
Данная модель гриндера предназначена для небольшой мастерской или для полупрофессионального использования Ленточно-шлифовальный станок монтируется на двигатели АИР 71B2 мощностью 0.75кВт/1.
1кВт, а так же на двигатели АИР 63B2 мощностью 0.35кВт/0.55кВт в исполнении с фланцем.
Состав комлекта ленточного гриндера Хозяин для самостоятельной сборки
| Ведомость основного комплекта рабочих чертежей ленточного гриндера MG-915 ХОЗЯИН. | ||
| Лист | Наименование | Примечание |
| 1. | Общие данные. | |
| 2. | Рама ленточного гриндера. | |
| 3. | Опорный механизм. Выдвижной ригель. Пластина стола выдвижная ленточного гриндера. | |
| 4. | Опорный стол. Упорная пластина, уши ленточного гриндера | |
| 5. | Шкив приводной ленточного гриндера. | |
| 6. | Ролик прямой ленточного гриндера 2шт. | |
| 7. | Ролик бочка ленточного гриндера. | |
| 8. | Втулка качения ленточного гриндера. | |
| 9. | Ось резьбовая ленточного гриндера 4 шт. | |
| 10. | Сборочный вид 1. | |
| 11. | Сборочный вид 2. | |
| 12. | Сборочный вид 3. |
Основные элементы ленточного гриндера (выдвижной ригель, основная рама и поворотный механизм) вырезаны из металла толщиной 10 мм. Материал рамы и основных элементов гриндера советуем собирать из металла толщиной 10-12мм, для облегчения конструкции подойдет и алюминий аналогичной толщины.
Для этого Мы рекомендуем использовать лазерную или гидроабразивную резку, так же подойдет плазморез или фрезерные станок.
Чертеж рамы ленточного гриндера Хозяин
При отсутствии доступа к данному оборудованию и определенном опыте и упорстве, используя основные размеры на чертежах, можно собрать ленточный гриндер своими руками при помощи болгарки для резки металла и дрели для сверления отверстий. Самый простой способ перенести чертежи гриндера на заготовки – распечатать в формате 1:1 и приклеить.







Чертеж ригеля и рамы ленточного гриндера Хозяин
Материал механизма натяжителя ленты для гриндера изготовлен из стали толщиной 8 мм. Для сборки данного узла потребуются метчики М6х1, отверстия диаметром 5.2 мм, на чертеже под резьбу 6х1. Трущиеся элементы рекомендуем смазать любой доступной технической смазкой. Для дальнейшей стабильной работы натяжителя ленты для гриндера рекомендуется проводить смазку регулярно.
Чертеж натяжителя ленточного гриндера Хозяин
Опорный столик и упорная площадка ленточного гриндера Хозяин изготавливаются из стали толщиной 6 мм с использование сварки и последующей шлифовкой швов. Так же Вам потребуется метчик М8х1.2, отверстия под эту резьбу обозначены диаметром 6.8 мм. В качестве упорного элемента гриндера, мы рекомендуем использовать керамогранитную плитку, она зарекомендовала себя лучше, чем высоколегированные стали или чугун, т.к. плотность и долговечность у неё выше.
Чертеж столика ленточного гриндера Хозяин
Токарные работы лучше всего доверить опытному токарю, т.к. ролики и шкив ленточного гриндера являются деталями высокой точности, сложны в изготовлении и требуют использования токарного оборудования и различного вида резцов, а также ленточной пилы для нарезки заготовок. Это основной элемент стабильной работы, ровного хода ленты гриндера и безопасности работы Вашего станка. Все размеры и допуски роликов для гриндера указаны на нижеследующих чертежах.
Чертеж втулки натяжителя ленточного гриндера Хозяин
Для сборки роликов гриндера Вам потребуются подшипники 6000RS 6шт., в случае неточной токарной обработки их рекомендую вклеивать на резьбовой герметик, это позволит им прослужить дольше и избежать неприятных ситуаций с развалившимися роликами. Мы на своих станках используем ЧПУ токарные работы, которые позволяют изготовить детали с точностью до .01 миллиметра.
Для лучшего понимания, сборки ленточного гриндера своими руками, ниже прикладываем сборочный чертежи и виды собранного гриндера.
Сборочные чертежи ленточного гриндера Хозяин
Сборочный чертеж ленточного гриндера (Вид 1)
Сборочный чертеж ленточного гриндера (вид 3)
Сборочный чертеж ленточного гриндера (вид 2)
Весь используемый крепеж для сборки ленточного гриндера своими руками,выкладываем в файле спецификация.
Спецификация крепежа к чертежу ленточного гриндера Хозяин
- Спасибо, что дочитали данный материал, ссылку на чертежи ленточного гриндера “Хозяин” векторном формате для печати в хорошем качестве выкладываем отдельным файлом
- Ленточный гриндер чертежи в формате dwg с размерами
- Предложение, вопросы и пожелания присылайте нам на почту, будем рады обсудить или помочь с возникшими вопросами.
- Звоните, пишите!
Характеристики, которым должна соответствовать лента для шлифовального агрегата
Подбор абразивной полосы – важный этап во время сборки мини-гриндера своими руками. В первую очередь нужно определиться с протяженностью ленты и ее шириной. На геометрические параметры полосы оказывают влияние два основных фактора:
- размеры гриндера;
- назначение агрегата.
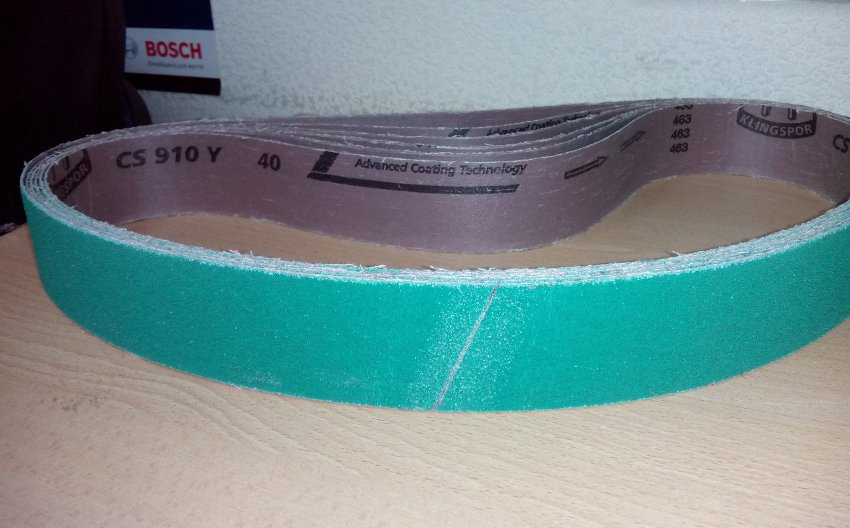
Тканевая основа лучше выдерживает поверхностное натяжение
Бесконечные абразивные полосы также подразделяются на типы по зернистости. Длина шлифовальных полос может быть разной (от 610 до 1830 мм). Такие ленты имеют ширину 50 или 100 мм. Первый вариант чаще всего встречается в агрегатах, собранных своими руками в домашних условиях.
Качественная абразивная полоса в обязательном порядке должна иметь эластичную основу из ткани
При выборе подходящего инструмента также необходимо обращать внимание на то, какое количество оборотов может выдержать полоса. Рекомендуется приобретать изделия, которые способны работать при 1500 об/мин
Такой вариант лучше всего подходит для изготовления ленточного гриндера своими руками. Чертеж, составленный ранее, должен содержать информацию о габаритах абразивной полосы и других ее характеристиках.
Хорошая лента обязана иметь высокую абразивную стойкость. От этого показателя зависит резистентность ленты к износу. Для самодельных аппаратов рекомендуется использовать ленты, протяженность которых составляет не более 123 см. Абразивная полоса должна быть не только устойчивой к износу, но и иметь хорошую сопротивляемость к высоким температурам, образующимся во время трения о заготовку во время работы.
Стоит отметить, что ленты небольшой длины гораздо более подвержены износу, нежели изделия большей протяженности
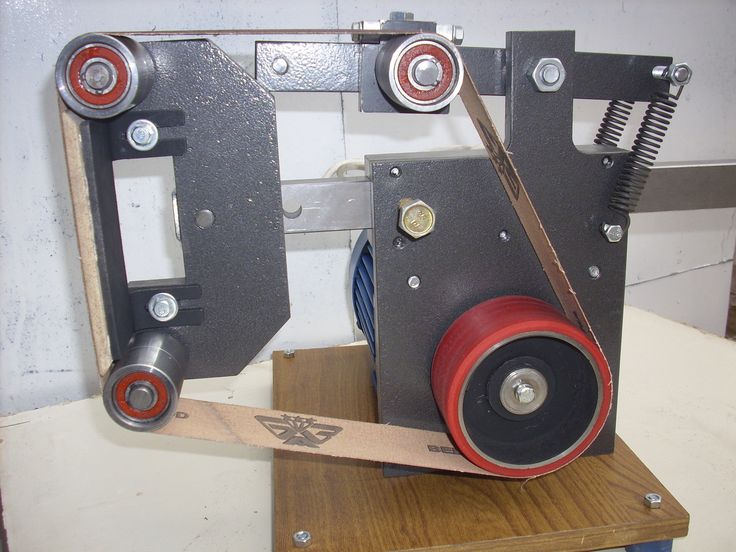
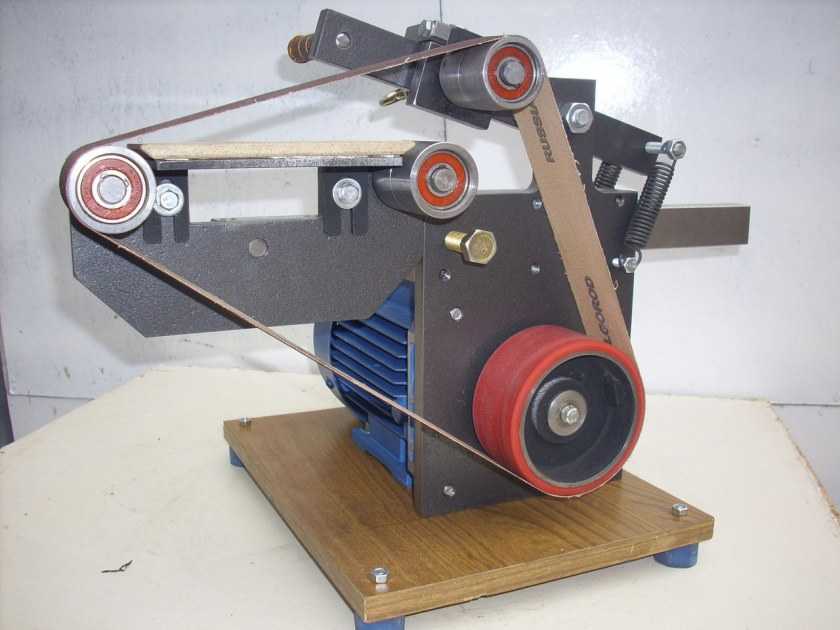
Специалисты советуют обратить внимание на картинки с изображением готовых изделий. Фото аппаратов позволяют дать ответ на вопрос о том, как сделать гриндер своими руками
Чертеж устройства можно значительно упростить, если в его сборке используются уже готовые элементы, приобретенные отдельно.

От выбора ленты зависит скорость и качество обработки изделий
И, наконец, особое внимание необходимо уделить месту склейки абразивной ленты. Стык двух концов полосы должен быть максимально аккуратным, без каких-либо дефектов или выступов
Как склеить ленту для шлифовального агрегата самостоятельно
Ленточные шлифовальные аппараты содержат пружину, которая выполняет очень важную функцию: натягивает просевшую в результате износа ленту. Смена ленты производится несколько раз даже при обработке небольшой заготовки. Это следует запомнить.
При сборке гриндера своими руками из фанеры или металла абразивную полосу можно изготовить самостоятельно. Склейка такой ленты – сложное мероприятие, которое не терпит ошибок. В интернете существует множество советов о том, как правильно выполнить склейку ленты, однако многие из них являются неверными.
Процесс склейки выглядит следующим образом. Вначале нужно подобрать наждачный материал на тканевой основе. Затем стоит подготовить оба конца абразивной полосы. Для этого производится их зачистка. Шов на полосе выполняется исключительно методом «встык». Специалисты обязательно рекомендуют усиливать склеенную ленту с внутренней стороны посредством плотной полоски ткани, которая фиксируется с помощью специального клеевого состава.

Склейка ленты – сложное процесс, который не терпит ошибок
Для того чтобы соединить концы абразивной полосы, требуется приобрести специальный клеевой состав. Лучший вариант – применение эластичного клея. Экономить при этом не стоит, так как дешевые средства, как правило, не отличаются хорошим качеством.
Перед началом склеивания необходимо подготовить полосу для ленточного наждака. Гриндер своими руками (из подручных материалов) нуждается в надежной абразивной полосе, которую сложно выполнить в домашних условиях. Процесс производится с применением клеевой палочки, которая устанавливается на термопистолеты. Вначале производится подогрев состава. Для этого можно воспользоваться обычным феном, который есть в каждом доме.
Как сделать самодельный шлифстанок? Чертежи и руководства
Ленточно-шлифовальный станок широко используется не только на производстве, но и в быту для выполнения целого ряда операций по чистовой обработке различных поверхностей. В большинстве случаев при помощи такого оборудования осуществляется финишная отделка деталей из той или иной породы дерева. Однако, станок также подходит и для шлифовки изделий из черных и цветных металлов и пластика – достаточно заправить специальную абразивную ленту.
Среди основных задач, которые можно выполнить, используя ленточное шлифовальное оборудование, следует выделить следующие:
- снижение степени шероховатости обрабатываемых поверхностей древесины или иного материала;
- чистовая отделка с целью выравнивания детали;
- подготовка гладкого основания под покраску или нанесение какого-либо покрытия.
Кроме того, такие станки часто используются в целях чистовой шлифовки посредством абразивной ленты труднодоступных внутренних и закругленных частей заготовки, а также для удаления различных дефектов на изделиях из металла или дерева: заусенцев, наплывов лака или грунтовки. Нередко применяют данные агрегаты и для заточки ножей, колунов, стамесок, режущих частей разных электроинструментов.
Очень удобно, что на таком оборудовании с помощью абразивной ленты можно производить обработку деталей практически любой формы: плоской, многоугольной или криволинейной. Также на данных станках выполняется шлифовка трубных и круглых заготовок различного диаметра.
В связи с широкой областью применения таких агрегатов у многих домашних мастеров нередко возникает желание сделать ленточно-шлифовальный станок своими руками. Объясняется это тем, что машины промышленного назначения очень громоздки и стоимость оборудования достаточно высока.
Если же средства позволяют, а агрегат со шлифовальной лентой планируется использовать очень часто, то можно обзавестись и заводским экземпляром. Стоит учесть, что при отсутствии соответствующих навыков сделать самому станок достаточно проблематично, даже имея перед собой все необходимые чертежи и схемы.







При приобретении промышленного оборудования нужно иметь ввиду сложность транспортировки и предусмотреть, чтобы в мастерской было достаточно места для его монтажа. Кроме того, обслуживать такой агрегат гораздо сложнее, чем собранный самостоятельно, сделать который при правильном подходе вполне возможно.
Рассмотрим, что собой представляет ленточное шлифовальное оборудование, а также приведем пошаговую инструкцию по изготовлению простейшего аппарата в домашних условиях.
Как следует из названия, рабочей частью ленточного станка шлифовальной группы служит лента, покрытая слоем абразивного вещества. Она представляет собой замкнутое кольцо, закрепленное между парой крутящихся роликов, из которых приводным является лишь один.
Крутящий момент на ведущий барабан передается посредством ременной передачи от электрического двигателя. Для различных режимов обработки предусмотрена ручная настройка скорости ленты. Шлифование может выполняться только в одной плоскости или под любым углом к заготовке в зависимости от типа оборудования.
Разные модели станков предназначены для обработки деталей тех или иных размеров. На агрегатах с малой длиной рабочего стола и, соответственно, абразивной ленты очень неудобно производить шлифование крупногабаритных предметов
Важно учесть этот фактор до того, как соберетесь сделать станок своими руками или приобрести готовый
Неотъемлемым элементом любого ленточно-шлифовального станка является вытяжка. С ее помощью осуществляется отвод от рабочего пространства огромного количества пыли, образующейся в процессе шлифовки детали лентой. При обработке древесины выделяется множество мельчайших опил, которые попадают как в дыхательные пути, так и в глаза, что может вызвать раздражение.
Рабочий стол у разных типов агрегатов для шлифования может быть подвижным или стационарным. Абразивная лента в таких станках располагается исключительно в горизонтальной плоскости.
В конструкцию некоторого оборудования, позволяющего обрабатывать заготовки во всех плоскостях, рабочий стол не входит. В этих случаях лента может свободно поворачиваться в любом направлении.
Технология сборки
Наш ленточно-шлифовальный станок разрабатывался для изготовления своими руками, поэтому готовых чертежей и инструкций по его монтажу попросту не существует. Имеется только нарисованный от руки эскиз с пометками, на котором проставлены основные размеры. Поэтому точное положение некоторых компонентов и отверстий для их крепления придется уточнять в процессе сборки (конструкция нашей самодельной шлифмашины это позволяет).
Порядок сборки ленточного станка с трехваликовой кинематической схемой:
1. Разместить опору на ровную поверхность и присоединить к ней винтами с потайной головкой стойку (здесь и далее при резьбовых соединениях использовать шайбы-гроверы).
2. Установить в отверстие в нижней части стойки болгарку. Сделать подкладку из дерева или фанеры для жесткого крепления ее корпуса к поверхности опоры станка, а затем по месту просверлить два отверстия: под винт М8 (вкручивается в резьбовое отверстие под ручку болгарки) и под сквозной винт М8 для крепления подкладки к опоре. Притянуть пластиковый корпус болгарки хомутом к подкладке.
3. Проверить и отрегулировать горизонтальность шпинделя болгарки, а затем закрепить на нем длинной гайкой ведущий шкив.
4. Закрепить натяжной ролик на коромысле. Выверить коромысло на параллельность осей и совпадение плоскостей вращения всех трех элементов, а затем закрепить его на основании и соединить планкой со стойкой. Приварить ручку и установить натяжную пружину.
5. Определить точное место установки ведомого ролика исходя из длины шлифовальной ленты 1210 мм (натяжной ролик должен находиться ближе к переднему положению). Просверлить отверстие под вал ведомого валика, установить его и проверить совпадение плоскости вращения с ведущим шкивом.
6. Закрепить на месте установки опору ленточного станка и проверить его на включение, выключение и регулировку скорости.
7. Поместить вывешенную шлифовальную ленту на верхний валик и ведущий шкив, а затем натянуть ее с помощью натяжного ролика.
8. Проверить станок сначала на холостом ходу, а затем на разных скоростях при обработке древесины и металла.

Рекомендации, ошибки
При изготовлении ленточной шлифмашинки своими силами можно выбирать различные компоновки рабочего пространства и конфигурации кинематических схем. Чтобы сделать такой станок не нужно разрабатывать рабочие чертежи (достаточно эскиза с размерами), а для работы на нем не требуются никакие инструкции. Однако некоторые конструктивные и эксплуатационные особенности станков являются общими для всех моделей, поэтому на них необходимо остановиться подробнее.
Конструкция ленточного шлифовального станка должна предусматривать выставление в процессе сборки параллельности осей вращающихся элементов и максимальное совпадения по вертикали их рабочих плоскостей. Значительные отклонения в этих параметрах могут вызвать сход шлифовальной ленты под нагрузкой
Также важно соблюдать рекомендуемые скорости шлифования отдельных материалов (древесины, металлов, пластика), которые определяются диаметром ведущего ролика и зависят от частоты вращения привода
Другие моменты, на которые следует обратить внимание — это качество посадки подшипников ведомого валика и необходимость соблюдения формы натяжного ролика
Наверное, самая распространенная ошибка при конструировании самодельного ленточного станка (помимо непараллельности осей и несовпадения плоскостей вращения) — это недостаточность хода прижимного ролика. Дело в том, что шлифовальные ленты в процессе работы могут растягиваться на 10-15%, что обязательно должно учитываться при проектировании натяжного механизма.
Какую ленту для гриндера выбрать.
Если рассматривать бюджетную нишу, то следует остановиться на продукции БАЗ Белгородского абразивного завода. Их продукция довольно дешевая по сравнению с другими производителями. Также у этого производителя есть ленты с керамикой. Они довольно “агрессивные” и предназначены для обработки твердых закаленных сталей. Но продукция этого производителя довольно быстро изнашивается и начинает греться. Металлическая пыль коксуется на ленте и начинает рвать борозды на обрабатываемой заготовке. Такое происходит на всех лентах независимо от производителя, но на изделиях производства БАЗ все происходит намного быстрее.
Более качественные абразивы производят компании VSM и 3M. У них есть разные серии абразивов для гриндера, которые предназначены для полной обработки заготовки, начиная грубой обдиркой и заканчивая полировкой. Продукция компании VSM – это хорошее соотношение между ценой и качеством. Продукция от компании 3M отличаются высоким качеством, стойкостью к износу и высокой ценой. Продукция от 3М лучше чем ленты VSM, но их цена процентов на 30 больше.
Ниже представлен комплект, которым можно обработать любую сталь. Например, обработать клинок и довести его до финишного состояния.
В интернете многие советуют начинать обработку используя абразивное зерно Р24. Это самое крупное зерно, которое предназначено для грубой обдирки заготовки. Но лучше начинать обработку с более мелкого зерна Р40 или Р36. По логике крупное зерно должно быстрее обрабатывать материал, но на практике крупное зерно быстрее срабатывается, и лента с таким зерном быстрее садится, чем с зерном Р40. Зерно Р40 работает более аккуратно, после обработки на заготовке меньше глубоких рисок, которые потом тяжело убираются.
Для примера возьмём продукцию от компании VSM с зерном Р40 серии XK880Y или от компании 3М серии Cubitron 2. Это серии с керамикой для грубой обработки материала. После понадобится лента с зерном Р80. Абразив Р80 снимаем риски, которые остались от зерна Р40. Далее выбираем абразивное зерно Р120. В продаже имеются ленты с зерном Р60 и Р100. Но в целях экономии пропускаем их. Не обязательно использовать все зерна по порядку.





На этом этапе керамика больше не нужна. Для финишной обработки необходимы другие абразивы.
Как советуют опытные специалисты, если
закончили на керамике зерном Р120, то переходить на более мягкий абразив нужно
также с зерна 120, но в целях экономии, можно начать с зерна Р180.
Следующая серия — это кк712х компании VSM. Материал зерна — это корунд компактное зерно, его еще называют компаунд. Такой абразив хорошо убирает риски от прошлого зерна, при этом не оставляя за собой крупных рисок. На других абразивах бывает проблема, когда зерно Р160 оставляет после себя риски на заготовке, которые потом тяжело убрать. Происходит это скорее всего из-за того, что лента коксуется, с этим абразивом таких проблем нет. Единственный недостаток компаундов они быстро приходят в негодность.
После компаунда Р180 следующая лента такой же серии, но зерно Р220. В принципе на этом можно закончить, у клинка уже будет товарный вид, но можно улучшить. Например, кому-то нужна полировка. Выбираем серию ск772т и зерно Р320. Это тоже компаунд, но финишный. У него чистота обработки выше. После Р320 переходим на абразив Р400 и дальше Р800.
Если есть желание получить
зеркало, то дальше следует использовать пасты dialux.
Выше был представлен набор для обработки обычных и закаленных сталей, но нужно понимать, что данный набор подойдет не для всех случаев. Нужно знать, что для обработки каждого материала существует свой абразив.
Совет
Купите каучуковый карандаш. Он убирает коксующуюся пыль на шлифовальной ленте, и она как минимум в 2 раза дольше служит.
Также важно понимать, чем меньше она по длине, тем быстрее изнашивается. Каучуковый карандаш.
 Каучуковый карандаш.
Каучуковый карандаш.
Как склеить ленту своими руками
В розничной сети продаются готовые к использованию различные абразивные материалы. Они могут быть в рулонах или уже склеенные по конкретному размеру. Однако не всегда удается подобрать необходимый экземпляр. Иногда возникает необходимость заменить вышедшую из строя ленту в процессе работы на исправную. В этих случаях абразивную полоску изготавливают самостоятельно. Это несложный процесс, но требует знания в порядке склеивания, наличия соответствующего клея и аккуратности. Для решения этой задачи потребуются:
- тесьма для склеивания абразивных материалов;
- клей (выбор достаточно широк: от специализированных до универсальных);
- жидкость для обезжиривания (бензин или уайт-спирит);
- струбцина или груз для сжатия склеенных частей во время засыхания клея.
Склейка производится в несколько этапов:
- Размечают полосу абразива для гриндера по длине. Следует учесть, что для придания прочности соединения стык полосы клеят под углом. Величина угла наклона может быть различной. Чем он больше, тем длина соприкосновения больше.
- Вырезают подложку. Ее длина зависит от выбранного материала. Она определяет надежность склеивания.
- Обезжиривают все поверхности, которые планируется склеивать. Качество обработки сказывается на конечном результате.
- Аккуратно прижимают подложку и части абразивной полосы. Целесообразно поместить место стыка под пресс или воспользоваться струбциной. При отсутствии такой возможности используют любой груз.
- После завершения работ конструкцию оставляют на несколько часов под грузом. Необходимое время, порядок и правила работы с конкретным образцом клея приведены в инструкции или написаны на упаковке.
Читать также: Класс электроинструмента по электробезопасности таблица
Все владельцы ЛШМ(Гриндера) рано или поздно сталкиваются с проблемой отсутствия шлифовальных лент, поэтому хочу предложить Вам простой и доступный метод самостоятельной склейки оных. Из плюсов этого метода: возможность склеить ленту нестандартной длинны/ширины, доступность расходных материалов, малая стоимость. Итак поехали.
- Сама наждачка;
- Клей момент или аналог;
- Шёлковая лента (ими авто украшают на свадьбах, продаётся в магазинах тканей и им подобных).
Размечаем и вырезаем нужный по размерам кусок наждачки.
Отрезаем нужного размера ленту.
Для предварительного соединения наждачки на абразивную сторону клеим несколько полос малярного скотча.
Соединяем наждачку (смотрим чтоб всё было ровно и без зазоров) и для большей надёжности наносим несколько точек суперклея(цианокрилат который).
Как только точки схватились приступаем к простейшему обезжириванию. Обезжириваем и наждачку и ленту.
Далее щедро мажем клеем наждачку и ленту (особое внимание к стыку и краям) и соединяем. Только ровно соединяем а не как на фото
Только ровно соединяем а не как на фото





