
Выбор полотна для ленточной пилы
Чтобы приобрести правильный инструмент, необходимо проверить его на соответствие ряду параметров. Такая предусмотрительность позволит добиться ровной линии среза, отсутствия трещин и сколов на заготовке. Для режущего инструмента выпускаются полотна нескольких типов, которые предназначены для работы:
- с камнем;
- металлом;
- деревом;
- синтетическими материалами.
Как выбрать ленточную пилу по металлу?
Для работы с различными металлическими заготовками требуются полотна определенных типов:
- для резки высокоуглеродистых сталей подходят инструменты из композитных сплавов марки М-51;
- низко- и среднеуглеродистых сталей — биметаллическое полотно для ленточной пилы марки М-42;
- продолжительной резки жаростойких сталей — модели SP;
- резки титановых заготовок и никелевых сплавов — инструменты типа ТСТ.
Как подобрать ширину полотна
Размеры полотен ленточных пил по дереву и металлу следует выбирать с учетом характера работ. Ширина инструмента варьируется в пределах 14–80 мм. Стандартными считаются режущие части на 31–41 мм.
Чем шире пила, тем ровнее получится пропил. Так что при отсутствии инструкции для обычной резки выбирайте максимально широкое полотно, которое подходит для ленточнопильного станка. В этом случае материал будет подаваться максимально быстро.
Для контурного распила выберите пилу настолько узкую, чтобы она могла использоваться для вырезания углов и фигур в материале.
Зубцы ленточной пилы: основные параметры
Количество зубцов
Первый момент, на который следует обратить внимание, — количество зубцов. При определении этого параметра учитывайте:
- чем больше зубцов, тем ровнее распил толстостенных заготовок;
- при небольшой плотности зубцов уменьшается нагрузка на площадь заготовки;
- при большом количестве режущих кромок напряжение при выполнении операций распределяется на всю поверхность пилы.
Размер зубцов. При определении размеров зубцов учитывайте следующие рекомендации.
- Зубцы стандартных размеров подходят для разделки тонкого материала и фигурной резки.
- Крупные зубцы приспособлены для глубоких пропилов.
- Режущие кромки малой высоты — оптимальный выбор для разделки тонкостенных листов.
Шаг зубцов полотна ленточной пилы должен совпадать с параметрами ответной части на станке. Наиболее рационально при выборе инструмента пользоваться такими рекомендациями:
- крупный постоянный шаг подходит для разделки тонкостенных листов небольших размеров;
- частые равномерно расположенные зубцы удачны при раскрое больших полотен обрабатываемого материала;
- ленты с переменными зубцами подходят для обработки мягкого материала (пластика, цветного металла, древесины).
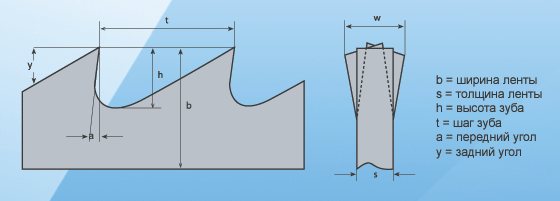
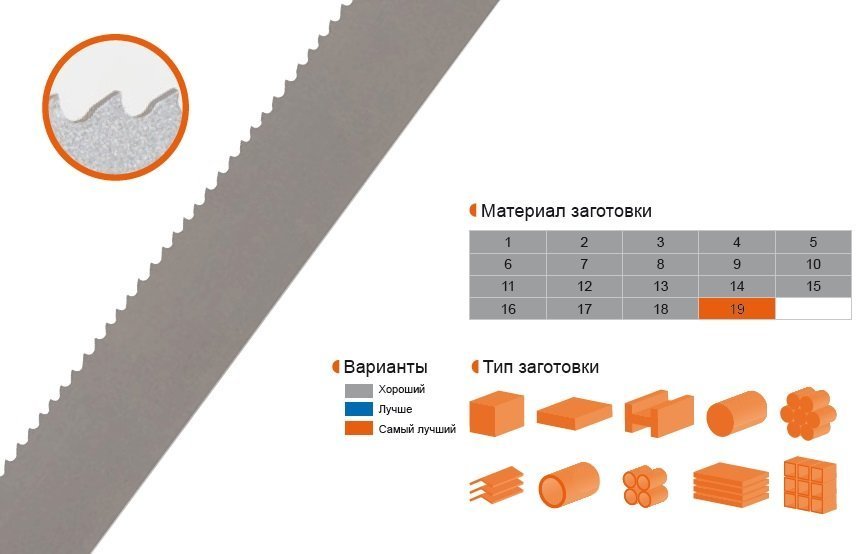
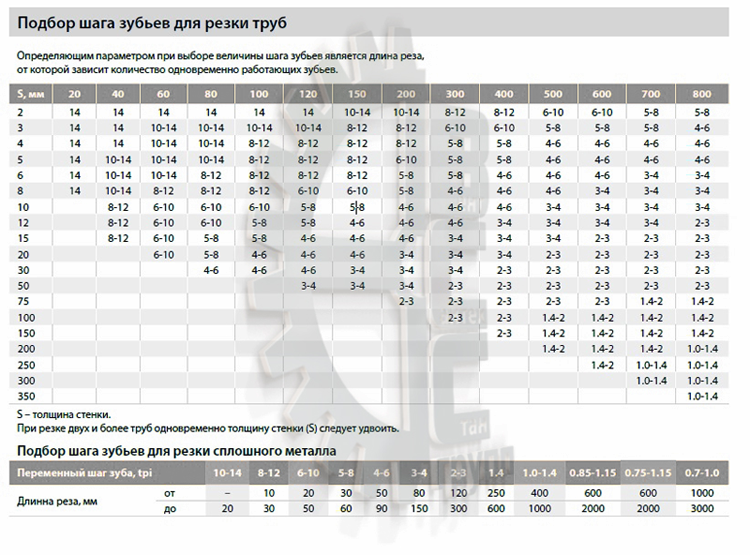
Изображение № 1: Определение шага зубцов ленточной пилы
Производители разрабатывают к номенклатуре изделий специальные руководства по подбору шага зубцов для различных типов проката (цельных заготовок, профилей, листов, труб).Разводка зубцов определяет качество разделки материала, уровень вибраций во время операции и скорость стачивания инструмента.
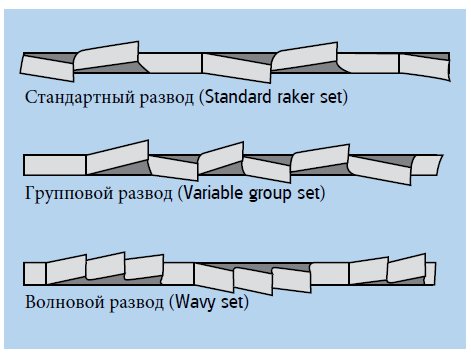
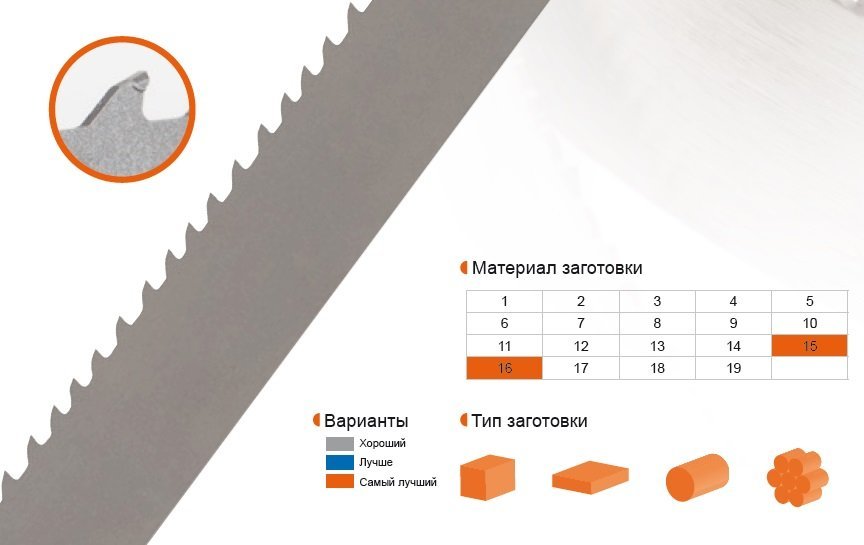
Изображение №2: схемы разводок зубцов ленточной пилы
По этому параметру все полотна делят на 3 группы.
- Волнистый профиль. Зубцы расположены в виде волны по всей длине полотна ленточной пилы, имеют разный угол наклона. Волнистый профиль используют для резки тонких материалов и заготовок небольших размеров.
- Стандартная разводка. Элементы кромки размещены попеременно в обе стороны, один зуб — в центре. Стандартная разводка подходит для пиления крупных металлических секций на горизонтальных станках, контурного пропила и обработки материалов на оборудовании с вертикальной подачей.
- Групповая разводка. Зубцы на кромке расположены попарно с левой и правой сторон. Такие инструменты обеспечивают максимальную скорость и чистоту срезов при небольшой нагрузке на режущую деталь.
Качество заточки определяют на глаз, ориентируясь на такие критерии:
- острота зубцов;
- однородность материала режущей кромки;
- ровность линии кромки.
Важно! Уточните при покупке, можно ли полотно затачивать и сколько допускается циклов обновления режущей кромки
Особенности ленточнопильного станка
Общие сведения
Итак, ленточнопильные станки позволяют осуществлять высокоточные распилы, как и лобзик. Поэтому иногда их еще называют лобзиковыми ленточными станками.Принцип работы этих аппаратов был разработан еще в девятнадцатом веке, и как мы видим, он остается актуальным,по сей день.
Конечно, современные аппараты в плане конструкции существенно отличаются от первых моделей, однако,технологические базовые особенности остались неизменными.Главной такой особенностью является пила, выполненная в виде кольца, которая позволяет осуществлять как прямые, так и криволинейные резы.
Надо сказать, что данное устройство эффективно справляется не только с точными распилами, но и черновой обработкой. Поэтому такие станки используют для самых разных столярных работ, в частности, они широко распространены на мебельных предприятиях и деревообрабатывающих фабриках.
На фото – ленточные пильные полотна
Устройство
Многие параметры обработки зависят от особенностей самого станка
Поэтому при выборе оборудования необходимо ознакомиться с его конструкцией и уделить внимание некоторым отдельным компонентам
Каждый агрегат состоит из следующих основных узлов:
- С-образная станина;
- Нижний и верхний шкивы;
- Рабочая платформа;
- Направляющие элементы;
- Пила;
- Электродвигатель;
- Ограждающие заслонки.
Кроме того, в станках применяются тормозные механизмы, которые позволяют моментально прекращать процесс пиления. В случае разрыва ленты она стопорится специальным фиксирующим устройством, что делает работу безопасной. Еще одним дополнительным элементом является направляющая линейка, которая позволяет регулировать ширину реза.







Основные параметры пильного полотна
Основные характеристики
Главным элементом станка, который влияет практически на все параметры обработки заготовки, являются пилы. Что касается самого станка, то его параметры в большей мере влияют на удобство работы и функциональные возможности.
Как правило, полотно имеет следующие размеры:
| Параметры | Размеры, мм |
| Ширина | 25-50 |
| Толщина | 0,9-1,1 |
Правда, существуют пилы и с другими параметрами, однако, для выполнения стандартных операций лучше использовать полотна, соответствующие приведенным выше типоразмерам.
Еще одним важным параметром пилы является материал, из которого оно выполнено. Наиболее распространенными являются пилы из углеродистой стали.
Кроме того, при выборе необходимо учитывать технологию изготовления, от которой зависит твердость полотна.
По этому параметру пильные ленты различаются на три типа:
- С закаленной спинкой;
- С гибкой спинкой;
- Равномерно закаленные.
Для производственных станков важен еще такой параметр, как скорость пиления заготовки. Как правило, ленточнопильные станки по дереву работают на скорости 700-900м в минуту. Именно на такую скорость рассчитана большая часть полотен с типовым межзубным пространством.
Классификация
Деление на виды ленточнопильного инструмента производится по нескольким базовым параметрам. Это целевое назначение полотна. При выборе учитывается, для работы с каким материалом предназначено изделие:
- Пилы по дереву. Важна достаточная износостойкость и качество заточки. Деталь после обработки должна иметь ровный срез с минимальным допуском для чистовых операций. Для операций по дереву полотно выпускается в специальном исполнении. Рассчитан шаг зубьев, ширина ленты и прочностные характеристики стали. При ухудшении эксплуатационных качеств допускается ремонт и заточка.
- Пилы по металлу. В зависимости от прочности обрабатываемого материала выбирают модель ленточнопильного полотна с нужными параметрами, такими, как достаточность прочность режущей части, длина и шаг зубьев.
- Универсальные полотна. Предназначены они для работы с различными по структуре и прочности материалами. Одной пилой можно работать и по металлу, и по дереву. При очевидных плюсах есть и существенные минусы. Такие полотна будут проигрывать специализированным изделиям узкой направленности. Целесообразно применять такое ленточнопильное оборудование лишь при разнообразной работе в мастерских и небольших цехах, где такой выбор будет полностью оправдан. Несколько худшие эксплуатационные показатели компенсируются универсальностью. Нет необходимости перенастраивать ленточнопильное оборудование и менять полотно. Выпускается несколько модификаций с различными типами режущей кромки и шага зубьев, сделанные из различных марок стали. По ширине полотна разделены на типоразмеры от 6 до 54 мм.
Выбор ленточной пилы
Немаловажное значение имеют качества режущей части. В зависимости от материала изготовления классифицируются полотна следующим образом:
Биметаллические. Отлично подходят для работы с твердыми сплавами до 45 HRC. В список входят нержавеющие, жаропрочные и кислотоустойчивые стали.
Биметаллические ленточные пилы широко применяются, и популярность их растет, в силу их универсальности и отличных эксплуатационных характеристик.
- Полотна из инструментальной стали. Очень большая группа ленточнопильного инструмента. Большинство производителей не раскрывают секретов по составу и изделия представлены очень разным по исполнению и химическому составу ассортиментом. Полотна недороги, долговечны при разумном использовании. Большинство пил по дереву сделаны из инструментальной стали. Допускают ремонт и многократную заточку.
- Твердосплавные пилы. Имеют особенности при эксплуатации. В первую очередь, выбор такого полотна обусловлен необходимостью резки труднообрабатываемых металлов с прочностью до 65 HRC. Неэффективны такие пилы при распиле вязких и мягких материалов. Требуют деликатного отношения. Не опускается чрезмерная ударная нагрузка. Напайки на зубьях из твердого сплава могут отвалиться. Ремонт этого вида ленточнопильного инструмента требует квалификации и специального оборудования. Так для заточки подойдет исключительно алмазный абразивный инструмент и специальный станок для сохранения геометрии полотна, шага и углов.
- Алмазные пилы. Самые прочные изделия этого класса. Напыление из алмазной крошки чувствительно к режимам обработки. Полотно рассчитано на применение в специальных ленточнопильных станках с обязательным жидкостным охлаждением. Используется в узкоспециализированных производствах для обработки сверхпрочных сталей, стекла и камня. Изделие дорогое и ремонт режущей кромки невозможен, поэтому используется только в узконаправленных областях.

Типы полотен
Промышленные станки
Это оборудование пилит без ограничений по прочности стали, с точностью до 0.1 миллиметра и работает по 24 часа в сутки. Диаметр заготовки у «младших» моделей – не менее 400 мм. Плановое ТО возлагается на профильных специалистов и проводится с учётом отработанных 2000-5000 часов. Станки востребованы, а их эксплуатация и обслуживание рентабельны только на крупных промышленных предприятиях.
1. ЛПС 8535 00-01 РЭ (без поворотного стола) – от 1 350 000 руб.
Двухстоечный станок от ПАО Кувандыкский завод кузнечно-прессового оборудования «Долина». Предназначен для распиловки литых, кованных и прокатных заготовок из чёрных и цветных металлов.
Гидравлический привод консоли, автоматический отвод стружки в съёмный контейнер. Простота конструкции, типовые компоненты и асинхронные двигатели станка определяют его надёжность и ремонтопригодность. Удобство управления обусловлено пультом на отдельном столе. Станок работает в ручном и автоматическом режимах. Плохо, что эта версия без поворотного стола – иногда очень нужен рез под углом.
ЛПС 8535 выпускается с советских времён. Но в этом исполнении ПАО «Долина» производит станок не более 2-х лет. Видимо поэтому их ремонтировать мне ещё не приходилось. Знаю только то, что рассматривая предложения от посредников, вы чаще всего увидите станок с поворотным столом. Такая модель существует, и она действительно стоит дороже. А вот насколько – это вам расскажут только в отделе сбыта Кувандыкского завода. Подробнее о комплектациях смотрите в таблице:
| Стандартная комплектация | дополнительное оборудование |
|---|---|
| Бесступенчатая регулировка скорости полотна | Механизм автоматической подачи |
| Гидроцилиндр управления пильной рамы | Гексогональные тиски |
| Гидравлические тиски | Механизм для пакетной резки |
| Гидравлический натяжитель пилы | Поворотный стол |
| Пост контроля и управления | Конвейер для удаления стружки |
| Система подачи охлаждающий жидкости | Лазерный указатель линии реза |
| Щётка для очистки полотна от стружки | Лазерный указатель линии реза |
| Направляющие полотна, подшипники для выравнивания полотна | Приводные рольганги |
| Биметаллическое пильное полотно | Неавтоматический роликовый конвейер |
Станок оснащен механизмом аварийного останова при обрыве или ослаблении полотна, ослабления тисков и концевые выключатели на крышках шкифов. Система подачи СОЖ предусматривает повторное использование жидкости, оснащена датчиком температуры.
| Характеристика | Значение |
|---|---|
| Сеть / потребляемая мощность, В/кВт | 400/3 |
| Диаметр; высота обрабатываемой детали (90°/45°/-45°), мм | 350 |
| Скорость подачи пильного полотна, м/мин | 20-100 |
| Вес, кг | 1500 |
Видео с презентацией возможностей станков от ПАО «Долина»:
2. Fmb OLIMPUS 3+VHZ – от 2 203 654 руб.
Двухстоечный станок для обработки сплошных заготовок до 510 мм в диаметре и деталей со сложным профилем высотой до 450 мм. Гидравлика рамы и натяжения пилы; частотный преобразователь для управления двигателем; электронный индикатор угла резания; датчик обрыва пилы.
К минусам можно отнести только то, что замена пильного полотна рабочим элементом, отличающимся по типоразмеру, шагу или форме зуба, требует точного расчёта с учётом ТТХ пилы и особенностей обрабатываемых заготовок.
Обращаю ваше внимание на то, что заявленные пределы габаритов заготовки справедливы только в случае обработки деталей из конструкционной стали. Для специальных сталей с такими размерами используется пила шириной не менее 54 мм (у OLIMPUS, допустимый максимум – 41 мм)
| Характеристика | Значение |
|---|---|
| Сеть / потребляемая мощность, В/кВт | 400/4 |
| Диаметр; высота обрабатываемой детали (90°/45°/-45°), мм | 510/430/300 |
| Скорость подачи пильного полотна, м/мин | 16-120 |
| Вес, кг | 2800 |
Видеообзор Fmb OLIMPUS 3+VHZ:








Уход за ленточной пилой
При работе следует соблюдать режимы подачи СОЖ. Без смазки и охлаждения ресурс ленты значительно снижается. При установке нового полотна следует «прокатать» его в холостом режиме минут 10-15 и только затем выполнить несколько пилений в режиме с нагрузкой до 50% от номинальной.
Правильная работа и долговечность пилы для ленточного станка зависит от выполнения заточки и разводки. Для этих операций предназначены специальные станки с различными режимами настройки. При заточке, кроме собственно восстановления остроты зубьев, производится устранение микротрещин и дефектов, возникающих в пазухах. Регулировка высоты снятия припуска тоже очень важна для сохранения прочности полотна.
Заточка производится без нажима заточного диска, во избежание отжига ленты, которое может произойти даже при правильных настройках под тип зуба и его шаг.
Российские производители отрезных ленточнопильных станков
- Астраханский станкостроительный завод – двухстоечный полуавтомат Аллигатор-900
- Барановичский станкостроительный завод БЗС Атлант – двухстоечный автомат БЗС5001
- Краснодарский станкостроительный завод Седин (Седин-Шисс СП) — двухстоечный автомат КСА8532
- Кимрский машиностроительный завод — двухстоечный автомат СКА8550
- Подолье Станкоторговый центр г. Москва – двухстоечный автомат СЛП-8535
- РусРеза г. Волгоград – консольный ручной Реза-350
- Роста г. Воронеж – двухстоечный автомат СРЗ-200
- Станкостроительный завод им. Кирова г. Минск — двухстоечный автомат МП6-1920-001
- Эксен (Exen) Группа Компаний г. Нижний Новгород — двухстоечный автомат 8Б550Д. 8Б800Д
- Автом (Avtom) г. Екатеринбург — полуавтомат Автом ЛП
Выбор
Несмотря на то что внешне конструкция ленты кажется простой, она имеет немало отличительных признаков, которые указывают, с какой задачей полотно справляется лучше и для чего предназначено. К ним относят количество и форма зуба, а также скорость резки и вариант разводки.


Число и габариты зубьев
Присматривая полотно для ленточнопильного станка, нужно обращать внимание на количество зубьев со стороны режущей кромки. Оно неслучайно, так как от этого зависит ровность распила. Чем их больше, тем легче сделать ровный рез детали с толстыми стенками
Если же плотность зубьев невелика, то это отражается на рабочей нагрузке, подаваемой на детали (она снижается). Когда режущих зубцов очень много, в процессе работы происходит распределение напряжения на всю площадь полотна
Чем их больше, тем легче сделать ровный рез детали с толстыми стенками. Если же плотность зубьев невелика, то это отражается на рабочей нагрузке, подаваемой на детали (она снижается). Когда режущих зубцов очень много, в процессе работы происходит распределение напряжения на всю площадь полотна.
Что касается размера зубьев, то здесь все просто: чем они меньше, тем меньше глубина пропила. Например, если полотно имеет маленькие режущие кромки, им лучше работать преимущественно с тонкостенными листами. Зубья стандартного размера предназначены для работы преимущественно на тонких заготовках. Такие полотна можно использовать, если нужен фигурный рез. Когда необходим глубокий пропил, имеет смысл купить вариант с крупными зубьями.

Шаг
Здесь не все так просто: чтобы купить верный вариант, нужно соотнести шаг с параметрами ответной части на самом станке. Здесь можно учесть, что полотно с крупным и постоянным шагом выпускают для реза небольших тонких деталей (редкие зубья не справятся с большой толщиной). Если нужно разрезать большой лист, стоит покупать ленту, зубья которой расположены близко друг к другу. В случае работы с мягким материалом целесообразно приобретать ленту, зубцы которой переменны.


Разводка
В зависимости от типа полотна для ленточной пилы зубья у нее могут располагаться по-разному. Они имеют небольшое отклонение в стороны относительно плоскости самой кольцевидной ленты. Именно от разводки зависит качество реза и степень вибрирования во время работы с тем или иным материалом. Кроме того, от этого зависит и скорость стачивания самого инструмента.
Развод может быть стандартным, групповым и волнообразным. При стандартном варианте зубцы располагаются попеременно в обе стороны, а третий – смотрит в центр. Полотно с данной разводкой используют для распила габаритных секций из металла на горизонтальном оборудовании, а также для контурного пиления и реза сырья на станках, оснащенных вертикальной подачей.


В групповом режущем профиле зубья смотрят попеременно вправо и влево. Скорость вращения такого полотна больше (в сравнении с иными аналогами). К тому же оно не создает колоссальных нагрузок на обрабатываемые детали и отличается высоким качеством реза. В волновом разводе зубья смотрят попеременно в обе стороны, но при этом в каждую сторону может смотреть сразу несколько элементов. Такая разводка актуальна для реза тонких материалов и маленьких заготовок.
Скорость резки
Степень полезности полотна для решения запланированных задач зависит от скорости реза и подачи. И здесь придется отталкиваться от типа обрабатываемого материала. Чтобы подобрать верный вариант, нужно отталкиваться и от выбора конкретного производителя, поскольку каждый зуб должен спиливать с обрабатываемой заготовки стружку конкретной толщины. Полотно подбирают, исходя из особенностей ленточнопильного оборудования, так как каждый станок имеет свою скорость реза и подачи материала.


Мой выбор
Первое, что следует сделать после сборки воронежской «ленточки» – исключить возможный перекос ведомого шкива. После чего, Энкор Корвет 422 работает даже со штатной пилой. Уже на этом этапе начинающий мастер реально чувствует разницу между УШМ и ленточнопильным станком. А ведь впереди ещё и замена движка, и установка гидроцилиндра, и множество мелких модернизаций. По-моему, это идеальный вариант для начинающего мастера.
Я видел, как благодаря возможностям полуавтоматического JET EHB 270 DGSVIP, мелкая фирма справлялась с основным потоком работы и успевала выполнять заказы тех клиентов, которые выставлялись конкурентами в хвост длинной очереди. Станок не из дешёвых, но он определённо стоит своих денег.
Среди промышленного оборудования выделяю ЛПС 8535 отечественного производства. Простая конструкция определяет надежность агрегата, а широкий спектр комплектации позволяет заказчику получить станок, подстроенный под нужды своего производства.
Срок службы полотна
Для полотен большинства производителей (при условии соблюдения технологического процесса изготовления полотна – от заготовки до упаковки и условий хранения готового полотна) срок службы полотна находится в пределах 140 –160 часов работы оборудования. Снятие полотна при перерывах в работе оборудования на релаксацию, несколько увеличивает срок службы полотна.
Пример обозначения ленточного полотна:
| М42 20х0,9х2360 4/6 Н | М42 | биметаллическое полотно М42, зубья из быстрорежущей стали |
| 20х0,9х2360 | ширина х толщина х длина полотна, мм | |
| 4/6 | шаг зубьев полотна, 4 – 6 зубьев на дюйм, переменный шаг | |
| Н | форма зуба, передний угол 10 |
| Натяжение полотна |
Величина натяжения ленточного полотна должна составлять приблизительно 300 Н/мм. При недостаточном натяжении полотна возможен неперпендикулярный срез, при избыточном натяжении – разрыв.
В обоих случаях значительно сокращается ресурс работы ленточного полотна. Усилие натяжения контролируется встроенными на некоторых моделях станков или переносными приборами – тензометрами.
1)Установите необходимую скорость
2)Начните пиление на 70% мощности от рекомендуемой для полотна и 50% скоростью подачи
3)При наличии вибрации осторожно уменьшайте скорость подачи вплоть до полной остановки. Следите за стружкообразованием и получающейся формой стружки. После распила 400-600 см?, или не менее 15 минут времени реального пиления, постепенно увеличивайте до требуемой скорость полотна и постепенно – скорость подачи
После распила 400-600 см?, или не менее 15 минут времени реального пиления, постепенно увеличивайте до требуемой скорость полотна и постепенно – скорость подачи.
Охлаждение и смазывание обязательны в большинстве операций обработки металлов. В случае обработки алюминия или алюминиевых сплавов СОЖ также помогает в удалении стружки и более высококачественной поверхностной обработки. Нет необходимости смазки для чугуна и некоторых неметаллических материалов (пластмассы, графита, и т.д).





Ресурс ленточного полотна напрямую зависит от правильного подбора СОЖ, основная задача не допускать перегрева полотна.
Основные причины преждевременного выхода ленточного полотна из строя
Основные причины преждевременного выхода ленточного полотна из строя
- Выкрашивание зубьев:
- Слишком мелкий шаг полотна
- Слишком крупный шаг полотна
- Заготовки ненадёжно закреплены
- Слишком низкая скорость полотна, приводящая к излишнему врезанию
- Некачественная сварка
- Слишком большое давление подачи, приводящее к излишнему врезанию полотна в материал
- Слабое натяжение полотна приводит к её проскальзывании
- Проскальзывание (остановка) пилы под нагрузкой,приводящее к излишнему врезанию полотна в материал
- Отсутствует, не работает или изношена щётка очистки полотна
- Трещины во впадинах зубьев:
- Затруднённое движение пилы в направляющих и шкивах из-за загрязнения шкивов или уменьшения зазора в направляющих
- Зазор между направляющими слишком большой
- Направляющие находятся слишком далеко от заготовки
- Боковые направляющие зажимают пилу в области впадин зубьев
- Слабо зажатые боковые направляющие приводят к наклону пилы
- Неправильное натяжение пилы
- Трещины со стороны спинки:
- Износ верхнего опорного подшипника в направляющих
- Высокое давление подачи
- Износ боковых направляющих
- Полотно прижимается к бурту шкива
- Биение (вибрация) пилы:
- Кривой сварной шов
- Слишком большой шаг полотна
- Отсутствие зубьев(выломаны)
- Слишком низкое или высокое давление подачи
- Преждевременное затупление:
- Слишком большая скорость пилы для данного материала
- Слишком мелкий или слишком крупный шаг пилы
- Полотно пилы не параллельно направлению подачи
- Дефекты на боковых направляющих
- Плохо закреплены или изношены направляющие
- Неперпендикулярный рез:
- Полотно пилы не параллельно направлению подачи
- Большой зазор в направляющих
- Поверхность стола не перпендикулярна полотну
- Тиски не перпендикулярны пиле
- Слабое натяжение полотна
- Роликовый стол на подаче не перпендикулярен полотну
- Плохо закреплены боковые направляющие
- Пережжённая стружка:
- Большая подача
- Не работает щётка очистки полотна
- Тупое полотно
- Нет охлаждения





