
Основные требования к калибрам
Главные требования, которые предъявляются ко всем калибрам, изложены в технической документации на их изготовление. Эти требования приведены в различных ГОСТ. Их можно разделить на следующие категории:
- правильный выбор металла для производства измерительных насадок (должна обеспечиваться высокая жёсткость, при которой не допускаются малейшие деформации при хранении и эксплуатации);
- расположение рабочих элементов (насадок, пластин, шайб) должно быть произведено с высокой степенью точности выше измеряемых параметров;
- обеспечение долговечности и износоустойчивости (это обеспечивается применением высоколегированных, инструментальных сталей и специальных сплавов);
- высокая антикоррозийная стойкость (применение специальных методов обработки калибров и стойких покрытий);
- создание системы периодического метрологического контроля (проверка должна производиться в соответствии с установленной периодичностью и результаты должны записываться в соответствующий журнал);
- калибровка калибров должна производиться на оборудовании, обладающем более высоким классом точности, чем сам калибр;
- строгое соблюдение установленной системы маркировки с точным указанием всех необходимых параметров.
Например, требования на калибры- пробки гладкие изложены в ГОСТ 14810-69. Этот стандарт систематизирует не только все требования, но и определяет все допустимые параметры этих измерительных инструментов.
Виды приборов
Существуют следующие виды калибров:
- Пробки.
- Скобы.
- Щупы.
- Конусные калибры.
- Для проверки взаимного расположения поверхностей.
- Для контроля цилиндрической резьбы.
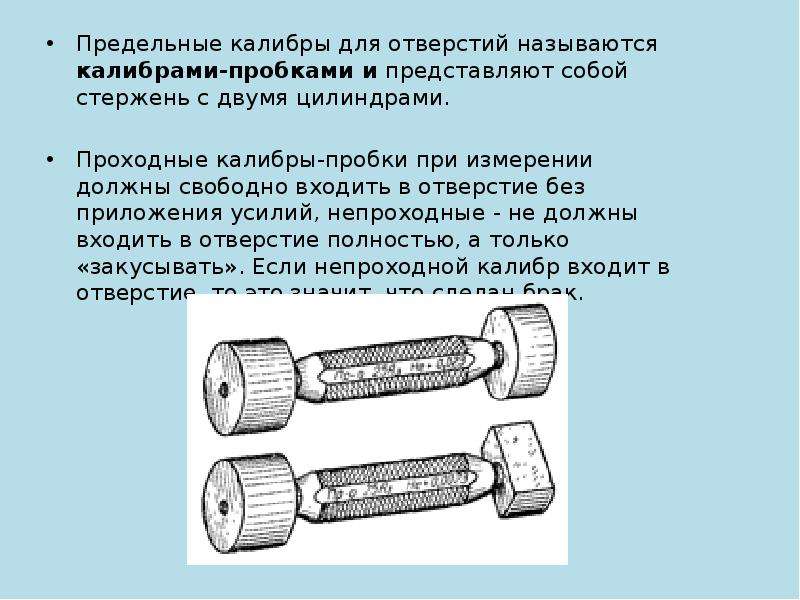
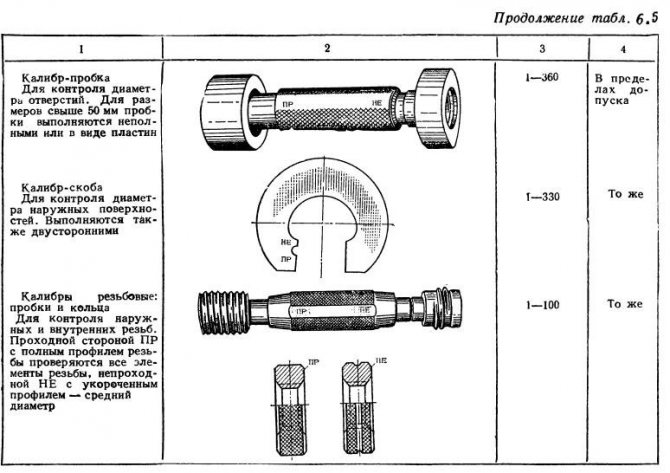
Калибры-пробки
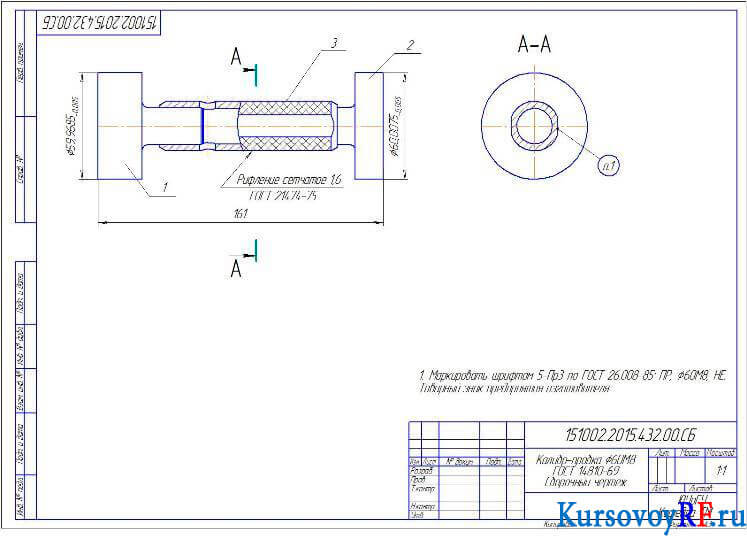
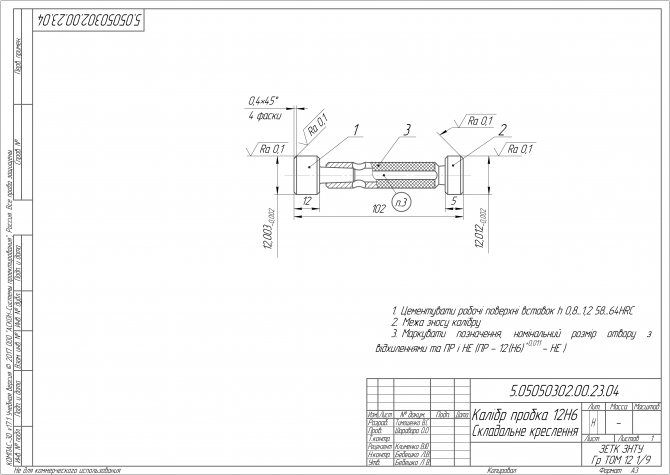
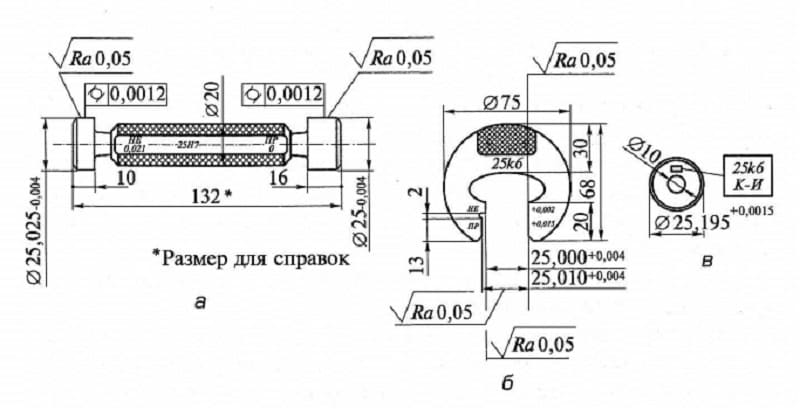
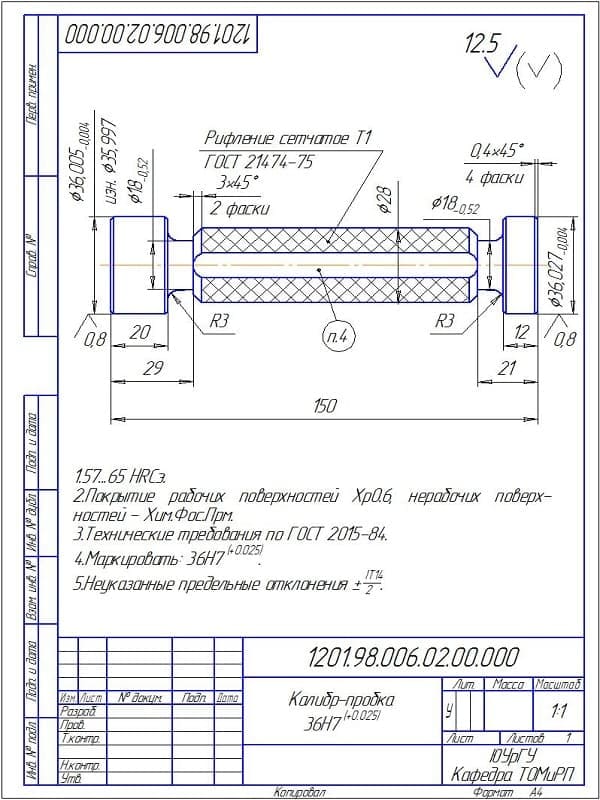
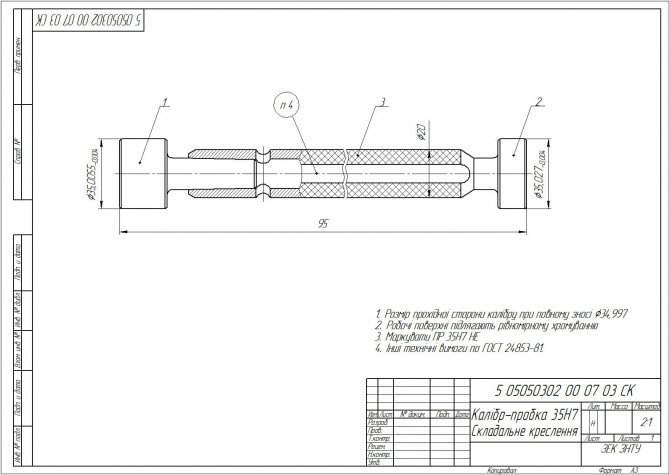
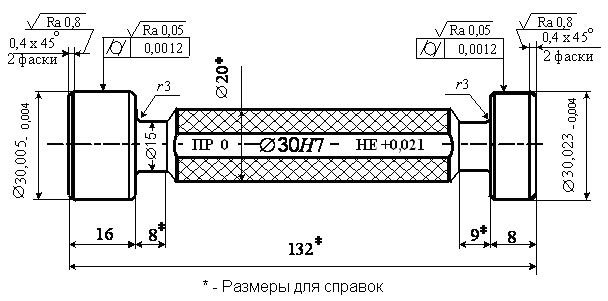
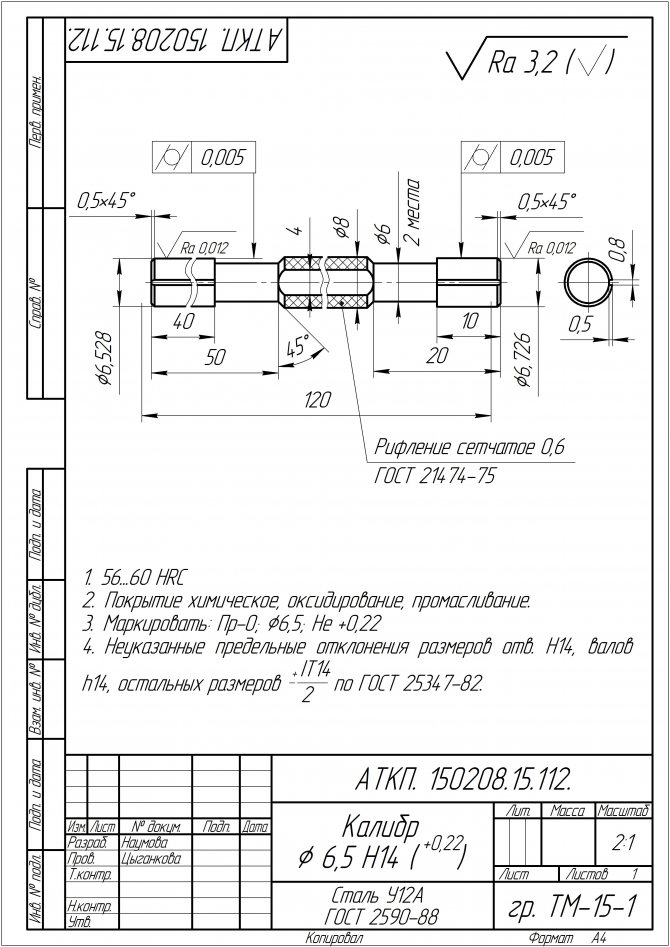
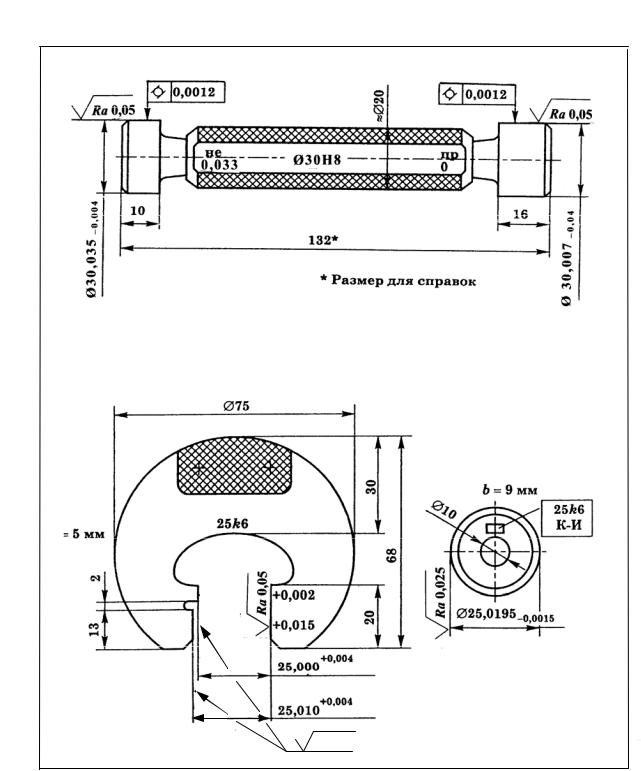
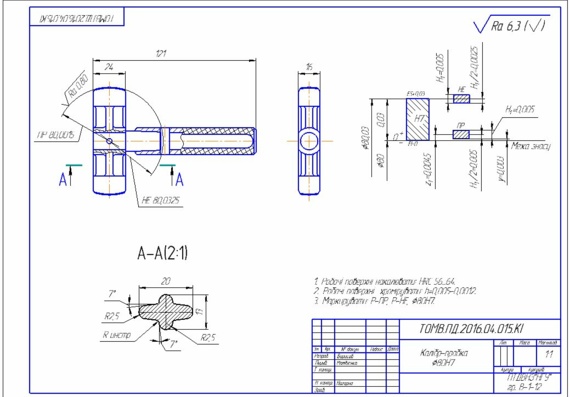
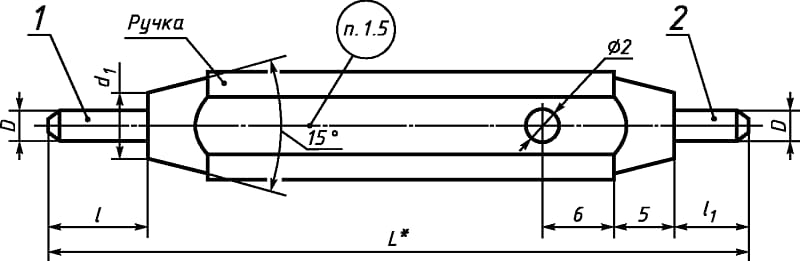
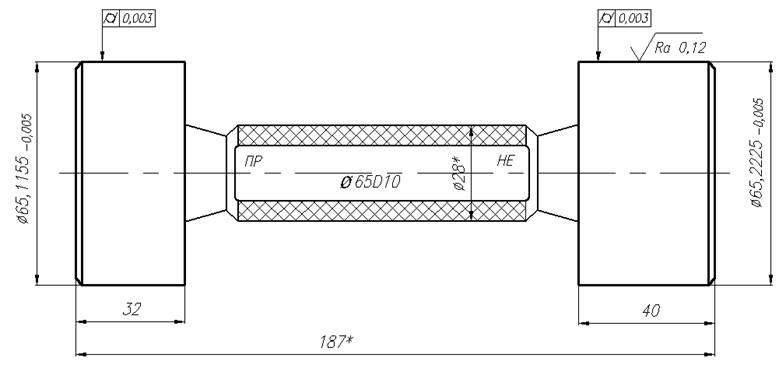
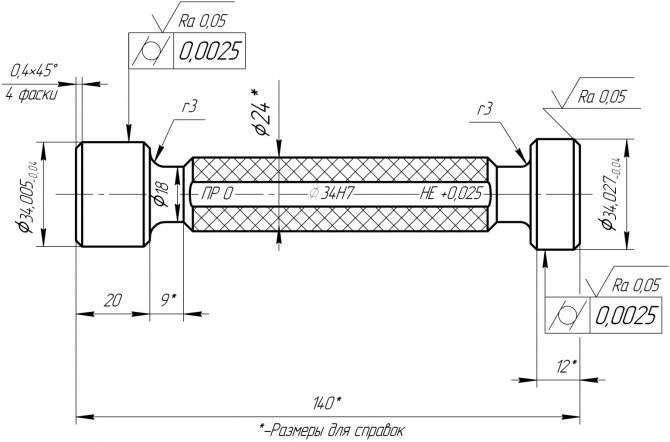
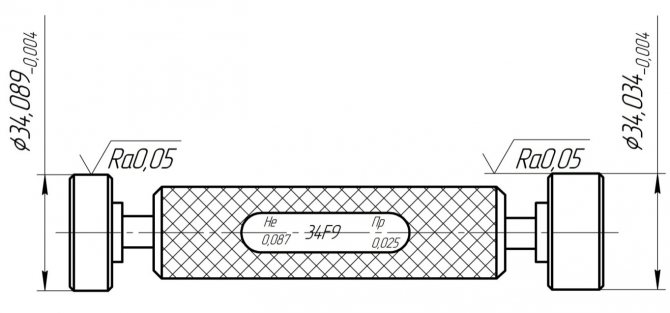
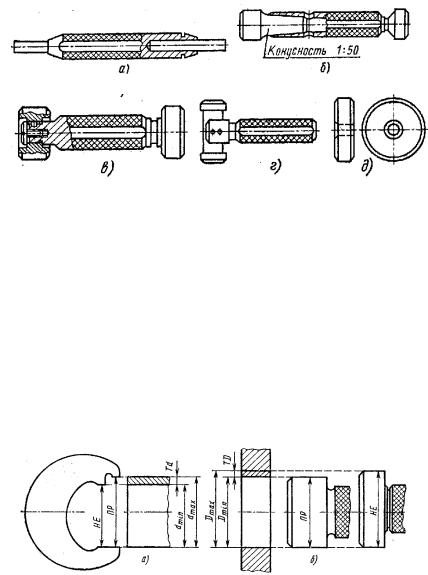
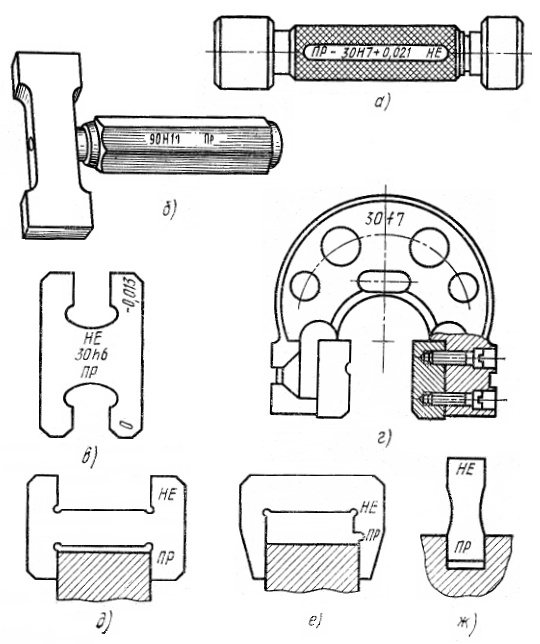
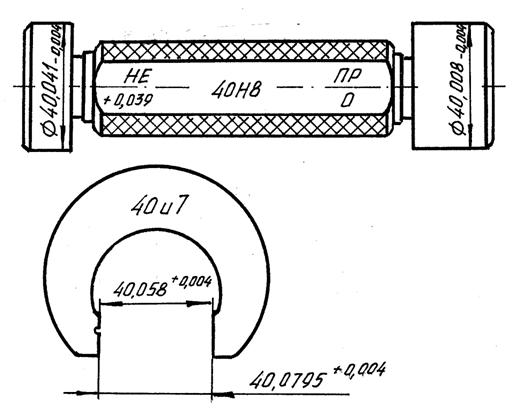
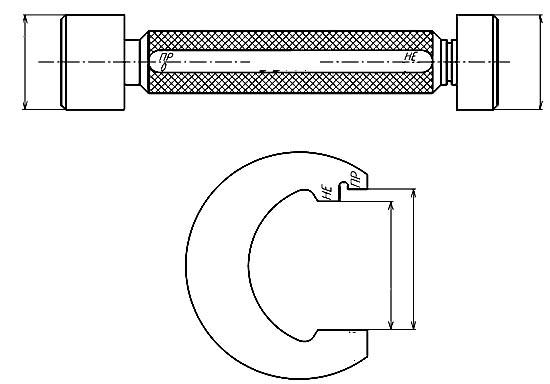
Представляют собой стержень, на обоих концах которого расположены цилиндрические элементы. Один из них имеет наибольший предельный размер отверстия и называется непроходной пробкой (НЕ), а второй наименьший и зовется проходной (ПР). Непроходная пробка заметно короче проходной, благодаря чему рабочий или контролер быстро и правильно определяет пригодность деталей.

Гладкие калибры-пробки изготовляют составными, ручки стальные или пластмассовые, в которых крепятся вставки с коническими хвостовиками или цилиндрические насадки. Для проверки отверстий в интервале от 2 до 50 мм изготавливаются конические хвостовики, а для отверстий в границах 30-100 мм – цилиндрические насадки. Если вставка только с одной стороны ручки, то такие калибры-пробки называются односторонними.
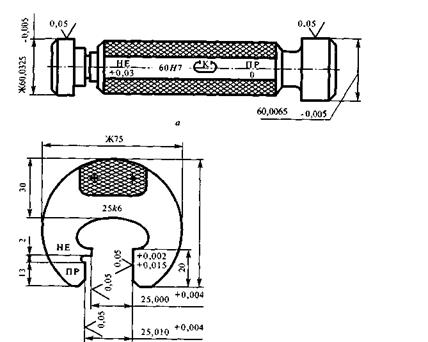
Калибры-скобы
Применяются для контроля диаметров валов, по конструкции бывают односторонние и двухсторонние. так же, как и в случае с пробками, скоба ПР должна проходить, а скоба НЕ должна не проходить по валу. Иначе вал считается негодным, причем брак будет исправимым, только в том случае, если для достижения нужного результата потребуется снять лишний металл.
Применяя скобы, их ни при каких обстоятельствах нельзя силой заталкивать на вал, так как скоба может «раскрыться» и увеличить расстояние между измерительными поверхностями по причине податливости, обусловленной ее конструкцией. Чтобы не допустить этого, следует надевать скобу на горизонтально расположенный вал только под действием ее собственного веса. При этом вал еще и вращают, что позволяет заодно проконтролировать отклонения от круглого профиля в поперечном сечении.

Калибры-щупы
Это наборы стальных пластин толщиной от 0,02 до 1 мм и длиной 100 или 200 мм. Их используют для контроля величины зазора между поверхностями при сборке различных механизмов. При этом в зазор вставляют один или несколько щупов в наборе, чтобы подобрать нужную величину.
Пользуясь щупами, важно соблюдать определенные правила:
- при измерении щуп должен двигаться плавно с незначительным усилием, а не свободно проваливаться;
- для плавности движения пластины рекомендуется слегка смазать;
- не следует прикладывать больших усилий к щупу, чтобы не повредить его;
- размер зазора определяется суммированием толщин всех щупов из набора, которые полностью вошли в зазор.
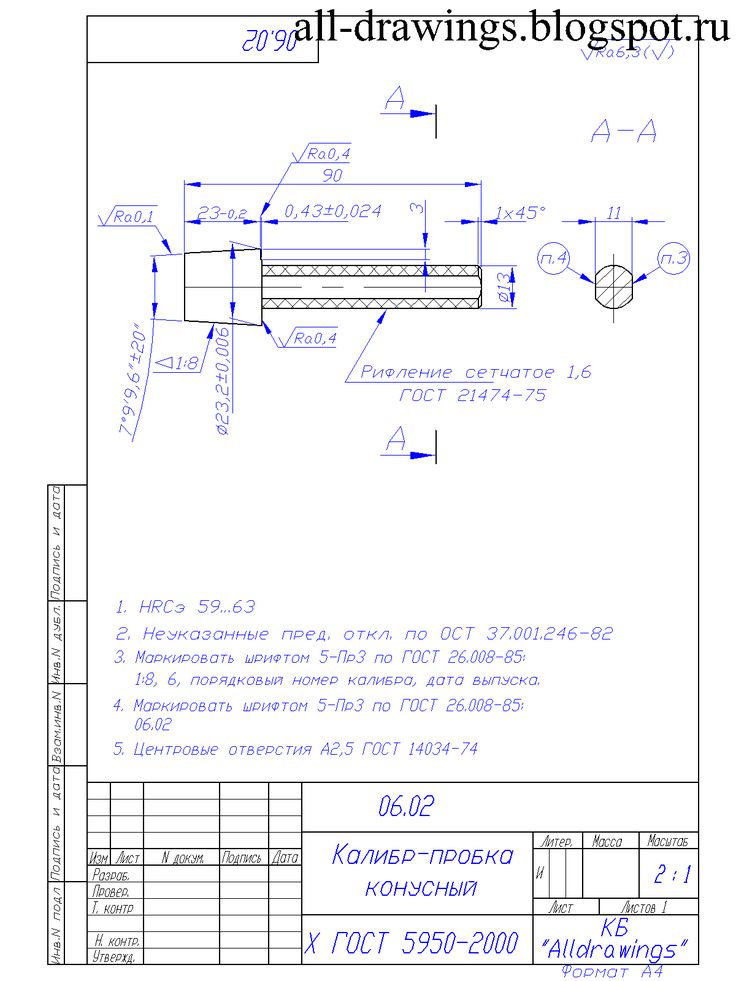
Конусные калибры
Служат для контроля конических поверхностей, например, конусов инструментов. С помощью калибра-кольца проверяется годность наружных поверхностей, а пробкой – пригодность внутренних. Деталь считается годной, если ее торец находится в зоне между рисками или между плоскостями уступа. Это расстояние равно допуску.
Калибры для проверки расположения поверхностей
Могут быть самых разных конструкций. С их помощью контролируют:
- соосность двух или более отверстий, а также шеек вала;
- расстояния между осями отверстий;
- параллельность, перпендикулярность или величину наклона поверхностей или осей;
- расстояния между осью отверстия и плоскостью;
- глубину различных пазов и уступов.



Калибры для контроля цилиндрической резьбы
Применяют для комплексной проверки среднего диаметра, угла профиля, а также наибольшего внутреннего диаметра наружной резьбы или наименьшего внешнего диаметра внутренней резьбы. С помощью этих устройств проверяют метрические, дюймовые, трапецеидальные, упорные и круглые резьбы диаметром от 1 до 600 мм.
Контрольный комплект состоит из рабочих проходного (ПР) и непроходного (НЕ) калибров, а также из контрольных, которые служат для проверки рабочих калибров-колец и пробок.

Проходные калибры должны свободно свинчиваться с контролируемой резьбой, а непроходные не должны свинчиваться с ней. Допускается навинчивание непроходных калибров до 2 оборотов, при этом количество оборотов определяют при развинчивании калибра и контролируемого изделия. Если резьба проверяемой детали короткая (менее 3 витков), то навинчивание непроходного калибра не допускается.
Резьбовой калибр ПР имеет длину порядка 80% от длины свинчивания, то есть длины соприкосновения резьбы болта и гайки, измеренной вдоль их оси.
У непроходного – длина не меньше 3 витков.
Виды приборов
Существуют следующие виды калибров:
- Пробки.
- Скобы.
- Щупы.
- Конусные калибры.
- Для проверки взаимного расположения поверхностей.
- Для контроля цилиндрической резьбы.
Калибры-пробки
Представляют собой стержень, на обоих концах которого расположены цилиндрические элементы. Один из них имеет наибольший предельный размер отверстия и называется непроходной пробкой (НЕ), а второй наименьший и зовется проходной (ПР). Непроходная пробка заметно короче проходной, благодаря чему рабочий или контролер быстро и правильно определяет пригодность деталей.
Гладкие калибры-пробки изготовляют составными, ручки стальные или пластмассовые, в которых крепятся вставки с коническими хвостовиками или цилиндрические насадки. Для проверки отверстий в интервале от 2 до 50 мм изготавливаются конические хвостовики, а для отверстий в границах 30-100 мм – цилиндрические насадки. Если вставка только с одной стороны ручки, то такие калибры-пробки называются односторонними.
Калибры-скобы
Применяются для контроля диаметров валов, по конструкции бывают односторонние и двухсторонние. так же, как и в случае с пробками, скоба ПР должна проходить, а скоба НЕ должна не проходить по валу. Иначе вал считается негодным, причем брак будет исправимым, только в том случае, если для достижения нужного результата потребуется снять лишний металл.
Применяя скобы, их ни при каких обстоятельствах нельзя силой заталкивать на вал, так как скоба может «раскрыться» и увеличить расстояние между измерительными поверхностями по причине податливости, обусловленной ее конструкцией. Чтобы не допустить этого, следует надевать скобу на горизонтально расположенный вал только под действием ее собственного веса. При этом вал еще и вращают, что позволяет заодно проконтролировать отклонения от круглого профиля в поперечном сечении.
Калибры-щупы
Это наборы стальных пластин толщиной от 0,02 до 1 мм и длиной 100 или 200 мм. Их используют для контроля величины зазора между поверхностями при сборке различных механизмов. При этом в зазор вставляют один или несколько щупов в наборе, чтобы подобрать нужную величину.
Пользуясь щупами, важно соблюдать определенные правила:
- при измерении щуп должен двигаться плавно с незначительным усилием, а не свободно проваливаться;
- для плавности движения пластины рекомендуется слегка смазать;
- не следует прикладывать больших усилий к щупу, чтобы не повредить его;
- размер зазора определяется суммированием толщин всех щупов из набора, которые полностью вошли в зазор.
Конусные калибры
Служат для контроля конических поверхностей, например, конусов инструментов. С помощью калибра-кольца проверяется годность наружных поверхностей, а пробкой – пригодность внутренних. Деталь считается годной, если ее торец находится в зоне между рисками или между плоскостями уступа. Это расстояние равно допуску.
Калибры для проверки расположения поверхностей
Могут быть самых разных конструкций. С их помощью контролируют:
- соосность двух или более отверстий, а также шеек вала;
- расстояния между осями отверстий;
- параллельность, перпендикулярность или величину наклона поверхностей или осей;
- расстояния между осью отверстия и плоскостью;
- глубину различных пазов и уступов.
Калибры для контроля цилиндрической резьбы
Применяют для комплексной проверки среднего диаметра, угла профиля, а также наибольшего внутреннего диаметра наружной резьбы или наименьшего внешнего диаметра внутренней резьбы. С помощью этих устройств проверяют метрические, дюймовые, трапецеидальные, упорные и круглые резьбы диаметром от 1 до 600 мм.





Контрольный комплект состоит из рабочих проходного (ПР) и непроходного (НЕ) калибров, а также из контрольных, которые служат для проверки рабочих калибров-колец и пробок.
Проходные калибры должны свободно свинчиваться с контролируемой резьбой, а непроходные не должны свинчиваться с ней. Допускается навинчивание непроходных калибров до 2 оборотов, при этом количество оборотов определяют при развинчивании калибра и контролируемого изделия. Если резьба проверяемой детали короткая (менее 3 витков), то навинчивание непроходного калибра не допускается.
Резьбовой калибр ПР имеет длину порядка 80% от длины свинчивания, то есть длины соприкосновения резьбы болта и гайки, измеренной вдоль их оси.
У непроходного — длина не меньше 3 витков.
Калибры-пробки гладкие двусторонние со вставками диаметром свыше 3 до 50 мм ГОСТ 14810-69

Назначение: Калибры-пробки гладкие двусторонние со вставками диаметром свыше 3 до 50 мм ГОСТ 14810-69 предназначены для контроля отверстий с полями допусков по ЕСДП СЭВ и по системе OCT.Цена: по запросу Оставить заявку
Примеры обозначения при заказе: Гладкого двустороннего калибра-пробки Dном=4 мм для контроля отверстия с полем допуска Н9: Калибр-пробка 8133-0906 Н9 ГОСТ 14810-69 То же, для контроля отверстия с полем допуска А3: Калибр-пробка 8133-0906 А3 ГОСТ 14810-69 То же, для приемного гладкого проходного калибра-пробки П-ПР: Калибр-пробка 8133-0906 А3 П-ПР ГОСТ 14810-69
| Обозначение калибра-пробки | Dноммм | Обозначение калибра-пробки | Dном мм |
| 8133-0901 | 3,2 | 8133-0931 | 17 |
| 8133-0902 | 3,4 | 8133-0932 | 18 |
| 8133-0903 | 3,5 | 8133-0933 | 19 |
| 8133-0904 | 3,6 | 8133-0934 | 20 |
| 8133-0905 | 3,8 | 8133-0935 | 21 |
| 8133-0906 | 4 | 8133-0936 | 22 |
| 8133-0907 | 4,2 | 8133-0937 | 23 |
| 8133-0908 | 4,5 | 8133-0938 | 24 |
| 8133-0909 | 4,8 | 8133-0939 | 25 |
| 8133-0910 | 5 | 8133-0940 | 26 |
| 8133-0963 | 5,3 | 8133-0941 | 27 |
| 8133-0964 | 5,6 | 8133-0942 | 28 |
| 8133-0913 | 6 | 8133-0943 | 29 |
| 8133-0914 | 6,3 | 8133-0944 | 30 |
| 8133-0915 | 6,5 | 8133-0945 | 31 |
| 8133-0965 | 6,7 | 8133-0946 | 32 |
| 8133-0916 | 7 | 8133-0947 | 33 |
| 8133-0966 | 7,1 | 8133-0948 | 34 |
| 8133-0917 | 7,5 | 8133-0949 | 35 |
| 8133-0918 | 8 | 8133-0950 | 36 |
| 8133-0919 | 8,5 | 8133-0951 | 37 |
| 8133-0920 | 9 | 8133-0952 | 38 |
| 8133-0921 | 9,5 | 8133-0953 | 39 |
| 8133-0922 | 10 | 8133-0954 | 40 |
| 8133-0923 | 10,5 | 8133-0955 | 41 |
| 8133-0924 | 11 | 8133-0956 | 42 |
| 8133-0925 | 11,5 | 8133-0957 | 44 |
| 8133-0926 | 12 | 8133-0958 | 45 |
| 8133-0927 | 13 | 8133-0959 | 46 |
| 8133-0928 | 14 | 8133-0960 | 47 |
| 8133-0929 | 15 | 8133-0961 | 48 |
| 8133-0930 | 16 | 8133-0962 | 50 |
Ассортимент производимой продукции:
Калибр-пробка 8133-0901 ГОСТ 14810-69 Калибр-пробка 8133-0902 ГОСТ 14810-69 Калибр-пробка 8133-0903 ГОСТ 14810-69 Калибр-пробка 8133-0904 ГОСТ 14810-69 Калибр-пробка 8133-0905 ГОСТ 14810-69 Калибр-пробка 8133-0906 ГОСТ 14810-69 Калибр-пробка 8133-0907 ГОСТ 14810-69 Калибр-пробка 8133-0908 ГОСТ 14810-69 Калибр-пробка 8133-0909 ГОСТ 14810-69 Калибр-пробка 8133-0910 ГОСТ 14810-69 Калибр-пробка 8133-0963 ГОСТ 14810-69 Калибр-пробка 8133-0964 ГОСТ 14810-69 Калибр-пробка 8133-0913 ГОСТ 14810-69 Калибр-пробка 8133-0914 ГОСТ 14810-69 Калибр-пробка 8133-0915 ГОСТ 14810-69 Калибр-пробка 8133-0965 ГОСТ 14810-69 Калибр-пробка 8133-0916 ГОСТ 14810-69 Калибр-пробка 8133-0966 ГОСТ 14810-69 Калибр-пробка 8133-0917 ГОСТ 14810-69 Калибр-пробка 8133-0918 ГОСТ 14810-69 Калибр-пробка 8133-0919 ГОСТ 14810-69 Калибр-пробка 8133-0920 ГОСТ 14810-69 Калибр-пробка 8133-0921 ГОСТ 14810-69 Калибр-пробка 8133-0922 ГОСТ 14810-69 Калибр-пробка 8133-0923 ГОСТ 14810-69 Калибр-пробка 8133-0924 ГОСТ 14810-69 Калибр-пробка 8133-0925 ГОСТ 14810-69 Калибр-пробка 8133-0926 ГОСТ 14810-69 Калибр-пробка 8133-0927 ГОСТ 14810-69 Калибр-пробка 8133-0928 ГОСТ 14810-69 Калибр-пробка 8133-0929 ГОСТ 14810-69 Калибр-пробка 8133-0930 ГОСТ 14810-69 Калибр-пробка 8133-0931 ГОСТ 14810-69 Калибр-пробка 8133-0932 ГОСТ 14810-69 Калибр-пробка 8133-0933 ГОСТ 14810-69 Калибр-пробка 8133-0934 ГОСТ 14810-69 Калибр-пробка 8133-0935 ГОСТ 14810-69 Калибр-пробка 8133-0936 ГОСТ 14810-69 Калибр-пробка 8133-0937 ГОСТ 14810-69 Калибр-пробка 8133-0938 ГОСТ 14810-69 Калибр-пробка 8133-0939 ГОСТ 14810-69 Калибр-пробка 8133-0940 ГОСТ 14810-69 Калибр-пробка 8133-0941 ГОСТ 14810-69 Калибр-пробка 8133-0942 ГОСТ 14810-69 Калибр-пробка 8133-0943 ГОСТ 14810-69 Калибр-пробка 8133-0944 ГОСТ 14810-69 Калибр-пробка 8133-0945 ГОСТ 14810-69 Калибр-пробка 8133-0946 ГОСТ 14810-69 Калибр-пробка 8133-0947 ГОСТ 14810-69 Калибр-пробка 8133-0948 ГОСТ 14810-69 Калибр-пробка 8133-0949 ГОСТ 14810-69 Калибр-пробка 8133-0950 ГОСТ 14810-69 Калибр-пробка 8133-0951 ГОСТ 14810-69 Калибр-пробка 8133-0952 ГОСТ 14810-69 Калибр-пробка 8133-0953 ГОСТ 14810-69 Калибр-пробка 8133-0954 ГОСТ 14810-69 Калибр-пробка 8133-0955 ГОСТ 14810-69 Калибр-пробка 8133-0956 ГОСТ 14810-69 Калибр-пробка 8133-0957 ГОСТ 14810-69 Калибр-пробка 8133-0958 ГОСТ 14810-69 Калибр-пробка 8133-0959 ГОСТ 14810-69 Калибр-пробка 8133-0960 ГОСТ 14810-69 Калибр-пробка 8133-0961 ГОСТ 14810-69 Калибр-пробка 8133-0962 ГОСТ 14810-69
По вопросам покупки калибров обращайтесь в отдел продаж по телефону +7 (351) 734-96-34 и на электронную почту
Виды приборов
Существуют следующие виды калибров:
- Пробки.
- Скобы.
- Щупы.
- Конусные калибры.
- Для проверки взаимного расположения поверхностей.
- Для контроля цилиндрической резьбы.
Калибры-пробки
Представляют собой стержень, на обоих концах которого расположены цилиндрические элементы. Один из них имеет наибольший предельный размер отверстия и называется непроходной пробкой (НЕ), а второй наименьший и зовется проходной (ПР). Непроходная пробка заметно короче проходной, благодаря чему рабочий или контролер быстро и правильно определяет пригодность деталей.
Гладкие калибры-пробки изготовляют составными, ручки стальные или пластмассовые, в которых крепятся вставки с коническими хвостовиками или цилиндрические насадки. Для проверки отверстий в интервале от 2 до 50 мм изготавливаются конические хвостовики, а для отверстий в границах 30-100 мм – цилиндрические насадки. Если вставка только с одной стороны ручки, то такие калибры-пробки называются односторонними.
Калибры-скобы
Применяются для контроля диаметров валов, по конструкции бывают односторонние и двухсторонние. так же, как и в случае с пробками, скоба ПР должна проходить, а скоба НЕ должна не проходить по валу. Иначе вал считается негодным, причем брак будет исправимым, только в том случае, если для достижения нужного результата потребуется снять лишний металл.
Применяя скобы, их ни при каких обстоятельствах нельзя силой заталкивать на вал, так как скоба может «раскрыться» и увеличить расстояние между измерительными поверхностями по причине податливости, обусловленной ее конструкцией. Чтобы не допустить этого, следует надевать скобу на горизонтально расположенный вал только под действием ее собственного веса. При этом вал еще и вращают, что позволяет заодно проконтролировать отклонения от круглого профиля в поперечном сечении.
Калибры-щупы
Это наборы стальных пластин толщиной от 0,02 до 1 мм и длиной 100 или 200 мм. Их используют для контроля величины зазора между поверхностями при сборке различных механизмов. При этом в зазор вставляют один или несколько щупов в наборе, чтобы подобрать нужную величину.
Пользуясь щупами, важно соблюдать определенные правила:
- при измерении щуп должен двигаться плавно с незначительным усилием, а не свободно проваливаться;
- для плавности движения пластины рекомендуется слегка смазать;
- не следует прикладывать больших усилий к щупу, чтобы не повредить его;
- размер зазора определяется суммированием толщин всех щупов из набора, которые полностью вошли в зазор.
Конусные калибры
Служат для контроля конических поверхностей, например, конусов инструментов. С помощью калибра-кольца проверяется годность наружных поверхностей, а пробкой – пригодность внутренних. Деталь считается годной, если ее торец находится в зоне между рисками или между плоскостями уступа. Это расстояние равно допуску.



Калибры для проверки расположения поверхностей
Могут быть самых разных конструкций. С их помощью контролируют:
- соосность двух или более отверстий, а также шеек вала;
- расстояния между осями отверстий;
- параллельность, перпендикулярность или величину наклона поверхностей или осей;
- расстояния между осью отверстия и плоскостью;
- глубину различных пазов и уступов.
Калибры для контроля цилиндрической резьбы
Применяют для комплексной проверки среднего диаметра, угла профиля, а также наибольшего внутреннего диаметра наружной резьбы или наименьшего внешнего диаметра внутренней резьбы. С помощью этих устройств проверяют метрические, дюймовые, трапецеидальные, упорные и круглые резьбы диаметром от 1 до 600 мм.
Контрольный комплект состоит из рабочих проходного (ПР) и непроходного (НЕ) калибров, а также из контрольных, которые служат для проверки рабочих калибров-колец и пробок.
Проходные калибры должны свободно свинчиваться с контролируемой резьбой, а непроходные не должны свинчиваться с ней. Допускается навинчивание непроходных калибров до 2 оборотов, при этом количество оборотов определяют при развинчивании калибра и контролируемого изделия. Если резьба проверяемой детали короткая (менее 3 витков), то навинчивание непроходного калибра не допускается.
Резьбовой калибр ПР имеет длину порядка 80% от длины свинчивания, то есть длины соприкосновения резьбы болта и гайки, измеренной вдоль их оси.
У непроходного – длина не меньше 3 витков.
Калибры-кольца, калибры-пробки и калибры-скобы – их особенности и предназначение
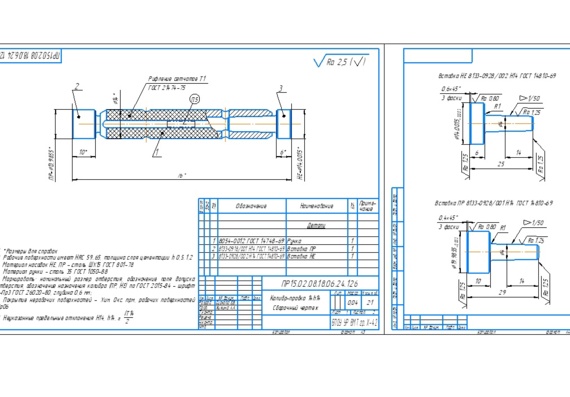
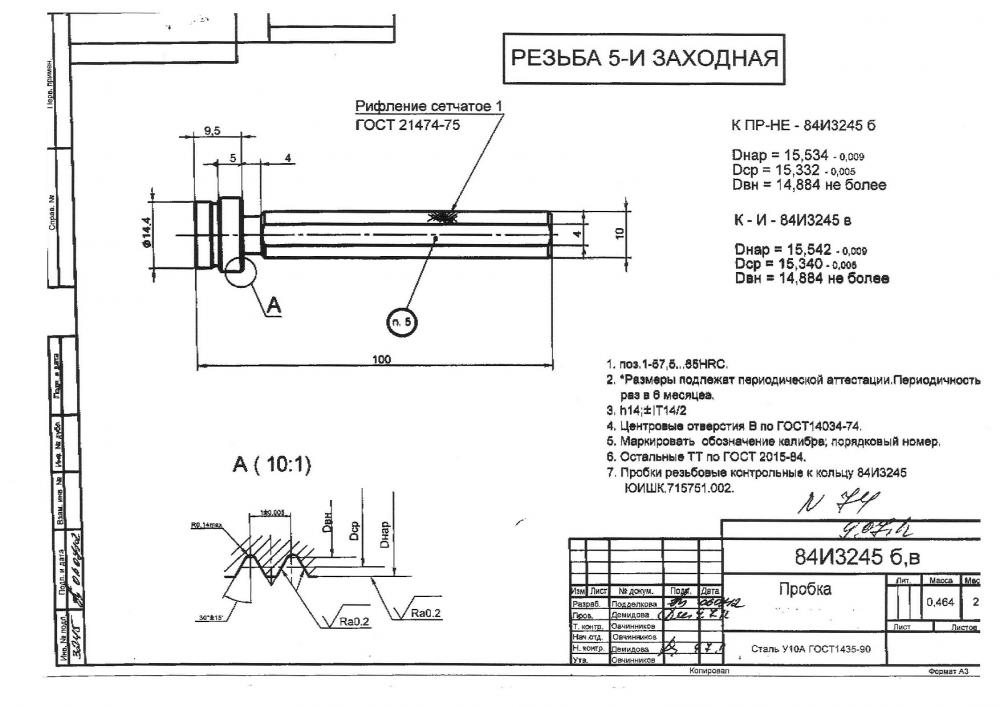
Резьбовые калибры-пробки имеют цельную конструкцию, дополненную вставками на хвостовике конического типа. Инструмент состоит из проходной резьбовой части, которая длинная, и непроходной части, которая короткая. Проходной калибр отличается полным профилем, непроходной калибр имеет от 3 до 5,5 витков в длину. Кроме того, на конце непроходной части располагается цилиндрическая направляющая. Основная задача этих инструментов состоит в измерении размеров у изделий с наименьшим средним диаметром. Во время работы калибр-пробку нужно ввинчивать в контролируемые кольца. Если процесс происходит легко и свободно, значит проверяемый средний диаметр не меньше установленного определенного размера.
Калибры-кольца представлены двумя видам: они бывают жесткими (нерегулируемыми) и регулируемые. Нерегулируемые калибры отличаются наличием резьбы по всей ширине, в то время как у регулируемых калибров резьба имеет ограниченный профиль. Кроме того, регулируемые кольца оснащены роликами, позволяющими регулировать степень износа. Одним из преимуществ регулируемых калибров состоит в том, что их можно неоднократно регулировать, за счет чего повышается износостойкость и долговечность инструмента.
Нерегулируемые калибры-кольца используются для контроля больших диаметров изделия и внутренних диаметров наружной резьбы. Наружный диаметр таким образом измерить не получится. Для проверки степени износа колец можно использовать калибры-пробки.
Самыми производительными видами калибров считаются скобы, которые чаще всего используются для измерения наружной резьбы. Такие калибры легко фиксируются непосредственно на измеряемое изделие, довольно просто поддаются контролю и регулировке при износе. К сожалению, имеются у подобного инструмента и свои недостатки: они легко деформируются, приводя к существенным измерительным погрешностям.
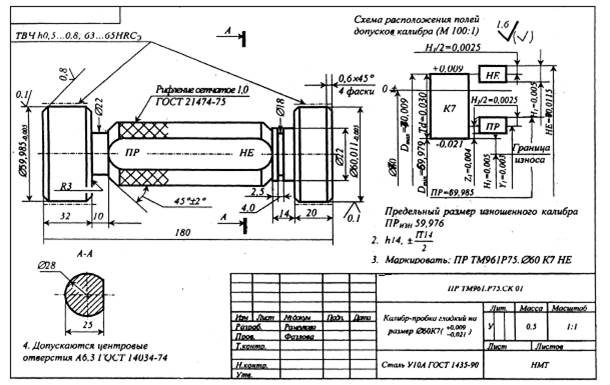
2 Калибры резьбовые по ГОСТ 2016–86
Указанный Государственный стандарт описывает технические требования к изготовлению резьбовых калибров (РК), применяемых для контроля цилиндрических внутренних и наружных резьб сечением 1–300 мм. В соответствии с ним главным документом для выпуска калибра является чертеж, подготовленный специалистами и утвержденный в принятом порядке.
Виды калибров по данному ГОСТ:
- “пробка” и “кольцо” НЕ (профиль укороченный) и ПР (полный профиль);
- проверочные РК-пробки с полным и укороченным профилем КНЕ-НЕ, КНЕ-ПР, КИ-НЕ, КПР-ПР, КПР-НЕ (используются для контроля резьбы калибрами, то есть являются контркалибрами).
Непроходные РК характеризуется следующими конструктивными особенностями:
- “кольцо”: на таком калибре по цилиндрической наружной поверхности в обязательном порядке выполняется проточка, он характеризуется меньшим количеством витков резьбы (если сравнивать их с этим показателем у проходных изделий);
- “пробка”: проточки нет, количество витков также меньше, чем на стандартных проходных калибрах.

Кроме того, непроходной инструмент имеет два или один цилиндрический поясок (так называемая вставка).
Детали РК производятся из далее указанных марок стали:
- по ГОСТ 801 – ШХ-15;
- по Госстандарту 5950 – 9ХС и Х;
- по Госстандарту 1435 – У12А и У10А.
Рабочие поверхности РК типов “пробка” с сечением резьбы 1–100 мм и “кольцо” с сечением 6–100 мм, а также поверхности насадок и вставок, используемых для метрической резьбы, обязаны покрываться износостойким слоем (как правило, хромовым, которые защищает изделия от химической и электрохимической коррозии). Разрешено выпускать контрольный инструмент без спецпокрытия (без антикоррозионной защиты), когда речь идет об использовании их для проверки метрической резьбы с натягом.

ГОСТ регламентирует твердость поверхностей (рабочих) РК, она по HRC-шкале должна быть:
- “пробка” сечением более 3 мм и “кольцо” более 1 мм – от 59 до 65;
- “пробка” сечением до 3 мм и “кольцо” до 1 мм – 56 и более.
Твердость калибров со специальным слоем варьируется в пределах от 57 до 65.
Допуски и геометрические параметры рабочих РК оговариваются отдельно в следующих ГОСТ: 25096, 6357, 24834, 16093, 9562, 11709, 4608.
Назначение калибра-пробки
Эти бесшкальные измерительные системы используются для проверки точности выполненных операций механической обработки различных деталей. В зависимости от типа работ (токарных, фрезерных, сверлильных) пробки предназначены для контроля следующих результатов:
- диаметра просверленного отверстия после всех видов обработки;
- установления класса точности обработки поверхности;
- геометрических (линейных) размеров;
- углов наклона поверхностей по отношению к заданным нормалям;
- соответствие формы обработанной детали заданным параметрам;
- правильность взаимного расположения поверхностей;
- правильности нарезания резьбы (внутренней и внешней).
Отсутствие в этих измерительных приборах непосредственно индикатора, шкального или цифрового требует создания большого числа таких устройств. Это связано с тем, что каждый инструмент может быть использован только для контроля одного параметра. Применение подобных измерительных приспособлений позволяет механизировать операцию проверки и сократить время в технологической цепочке на проведения этой операции. Сокращение времени контроля обязательных параметров позволяет существенно повысить производительность труда.



Поэтому в настоящее время применяют следующие виды изделий:
- гладкие калибры-пробки;
- скобы;
- щупы (обычно плоские пластины определённой толщины для измерения зазора между деталями, то есть проверки его разрешённой величины);
- конусные (насадка имеет форму конуса под заданным углом наклона);
- для взаимного расположения поверхностей;
- резьбовые калибры (для контроля цилиндрической резьбы различных размеров).
Каждый из перечисленных видов имеет своё назначение. Первый тип предназначен для оценки параметров изготовленных труб. Его используют для оперативной проверки качества изготовленных трубопроводов. Соответствие всех необходимых параметров установленных стандартом.
Резьбовые предназначены только для проверки качества нарезанной резьбы. Они изготавливаются укороченными или полными (для повышения точности контроля). С помощью укороченных калибров можно проверить только часть нарезанной резьбы, что затрудняет получения полной картины качества изготовленной детали. Для получения полной картины точности и качества резьба проверяется с помощью полных резьбовых конструкций.
Полный контроль трубной продукции осуществляется резьбовыми и гладкими калибрами.
Основные требования к калибрам
Независимо от типа и предназначения любой калибр должен отвечать определенным требованиям:
- Точность изготовления – рабочие размеры инструмента должны соответствовать установленным на изготовление допускам.
- Высокая жесткость при малом весе необходима для снижения погрешностей при деформации калибров (особенно скоб больших размеров) во время измерении. Малый вес позволяет повысить чувствительности контроля средних и больших размеров.
- Износоустойчивость – это показатель необходим для обеспечения минимального расхода на изготовление и периодическую проверку калибров. Для этого рабочая поверхность инструмента изготавливается из легированной стали, которая впоследствии закаливается до повышенной твердости и хромируется.
- Оптимальная конструкция калибров обеспечивает высокую производительность при выполнении измерений.
- Включение в производственный этап процесса термообработки позволяет добиться стабильных размеров инструмента.
- Антикоррозийные свойства крайне важны для сохранности калибров.
Резьбовые калибры – классификация
Многие производители с помощью данного инструмента занимаются сортировкой деталей. Это касается и автомобилей, и строительства зданий. Порой многие хозяева, ремонтируя свое жилье, также стараются приобретать только качественные элементы и детали. Калибр отличается простотой конструкции. Им всегда можно быстро осуществить за короткий промежуток времени комплексный контроль изделий самой сложной формы. Есть и небольшие недостатки: низкая универсальность и отсутствие возможности определять существующие отклонения размеров на деталях или элементах. Состоит стандартный калибр из контрольной и основной плоскостей.

Ввиду разного использования данных инструментов, их можно подразделить на несколько видов. Резьбовые калибры рабочие, они предназначены только контролировать размеры и формы на начальной стадии изготовления деталей. Второй вид – приемные, такие используют заказчики продукции, чтобы самостоятельно определить качество деталей. И третий вид – контрольные, с их помощью контролируется процесс изготовления элементов, и проверяются поставленные детали. В зависимости от предназначения, данное приспособление изготавливается производителями также в виде нескольких вариантов.

Если необходимы калибры для наружной резьбы, то нужно воспользоваться конусными резьбовыми калибрами-кольцами, контрольными конусными резьбовыми калибрами-пробками для резьбовых конусных колец, конусными гладкими калибрами-кольцами или же контрольными конусными пробками для гладких конусных колец. Для внутренней резьбы необходимо воспользоваться резьбовыми или гладкими конусными калибрами-пробками. Каждый вид данного инструмента изготавливается по определенной схеме. Конструкторы учитывают четкое положение каждой плоскости, вымеряется каждый угол, длина поверхности и диаметр.
Ключевые условия к калибрам
Основные требования, которые предъявляют ко всем калибрам, изложены в техдокументации на их изготовление. Такие требования приведены в самых разнообразных ГОСТ. Их можно поделить на следующие категории:
- грамотный выбор металла для изготовления измерительных насадок (должна обеспечиваться высокая жёсткость, при которой не допускаются малейшие деформации при хранении и эксплуатации);
- расположение рабочих компонентов (насадок, пластин, шайб) должно быть сделано с большой степенью точности выше измеряемых показателей;
- обеспечение долговечности и устойчивости к износу (это обеспечивается использованием высоколегированных, инструментальных сталей и специализированных сплавов);
- высокая антикоррозийная устойчивость (использование специализированных методов обработки калибров и стойких покрытий);
- создание системы периодического метрологического контроля (проверка должна выполняться в соответствии с установленной периодичностью и результаты должны записываться в подходящий журнал);
- калибровка калибров должна делается на оборудовании, обладающем очень высоким классом точности, чем сам калибр;
- неукоснительное соблюдение установленной системы маркировки с точным указыванием всех нужных показателей.
К примеру, требования на калибры- пробки гладкие изложены в ГОСТ 14810-69. Данный стандарт систематизирует не только все требования, но и определяет все возможные параметры данных измерительных инструментов.
Конструкция инструмента
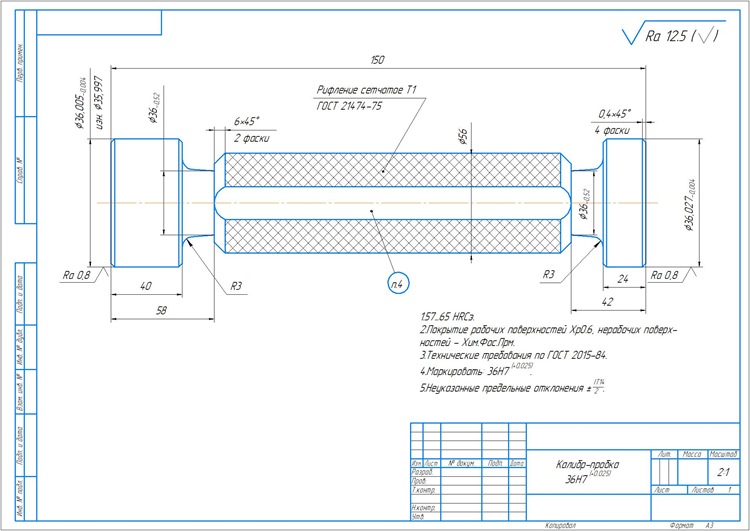
Этот измерительный инструмент изготовлен из цельного металлического бруска. На обоих концах расположены цилиндрические элементы заданного диаметра. Поэтому, их подразделяют на следующие классы:
- измерительные;
- резьбовые;
- гладкие (односторонние или двухсторонние);
- проходные;
- предельные.
Каждый устройство конструктивно состоит из следующих элементов:
- ручки (с нанесённым рифлением по ГОСТ 14748-69);
- вставки;
- шпонки;
- фиксирующего винта.
Например, калибр пробка резьбовая в качестве вставки используется для проверки метрической резьбы. Они делятся на две категории: для проверки резьбы от 1 до 68 мм и от 68 до 200 мм. Требования к ним приведены в специальных стандартах. Все резьбовые пробки имеют конструкцию с полным или укороченным профилем резьбы. Каждая из пробок имеет свою специфику применения.
Читать также: Как правильно покрасить потолок снежкой
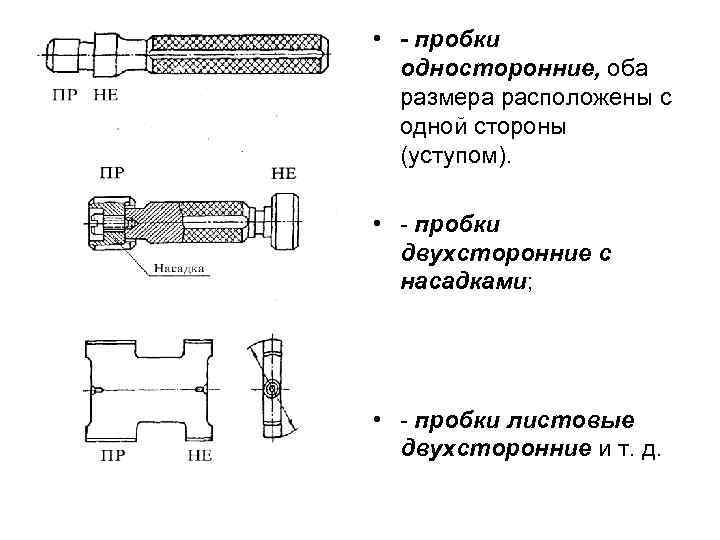
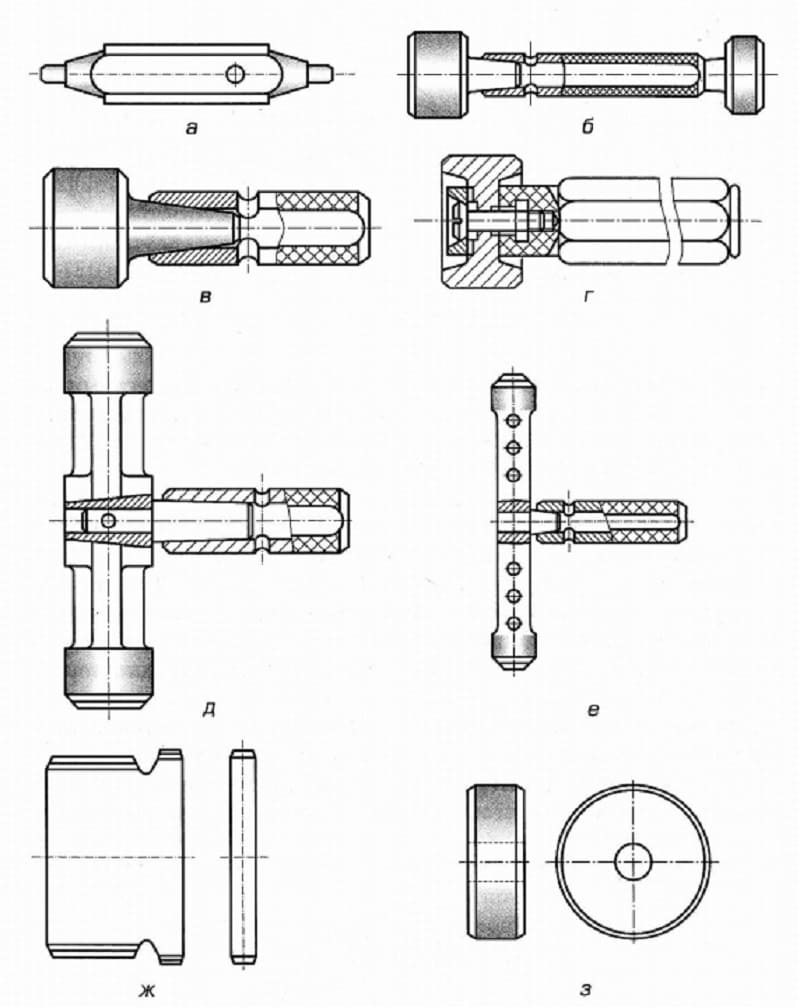
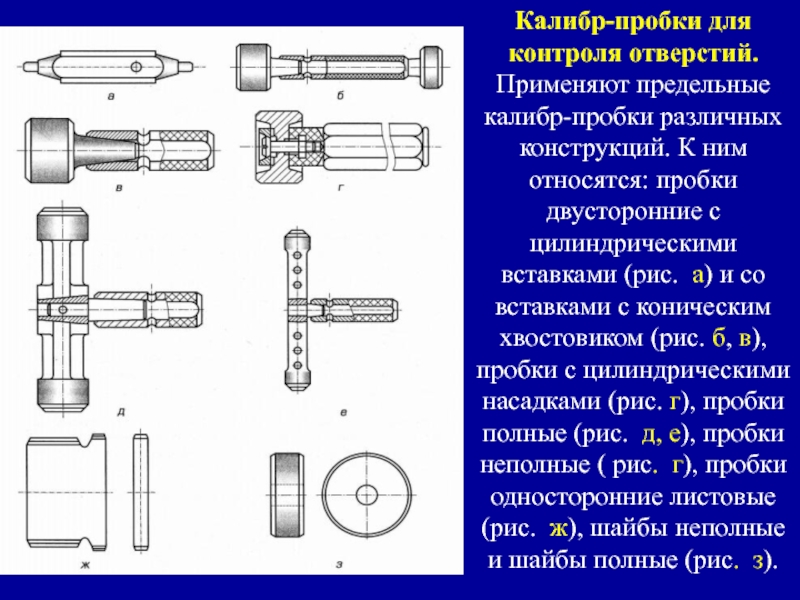
Гладкие предельные пробки на основании установленных стандартов делятся на следующие конструкции:
- двусторонние с вставками цилиндрической формы;
- с коническими вставками;
- с цилиндрическими насадками;
- полные и неполные;
- односторонние листовые;
- полные и неполные шайбы.
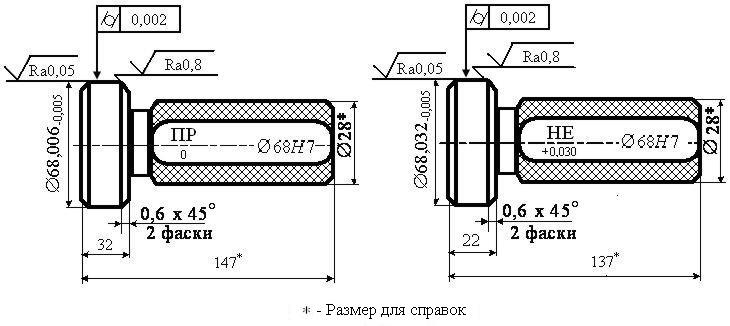
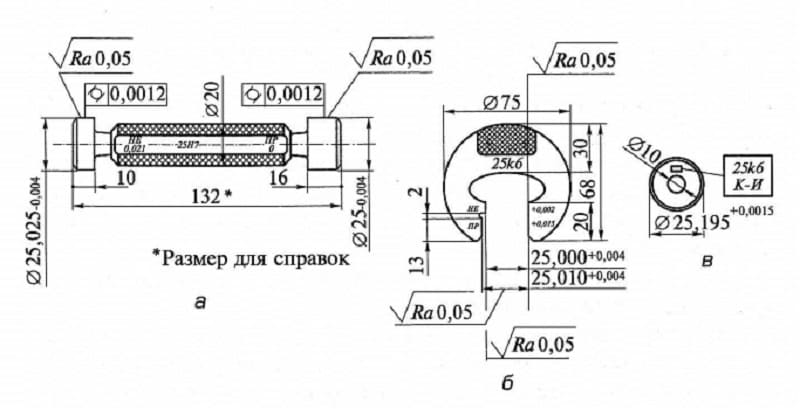
Калибр-пробка гладкая двухсторонняя имеет на обоих концах ручки соответствующие вставки. Одна пробка называется проходная и обозначается аббревиатурой «ПР». Вторая пробка является не проходной и имеет обозначение «НЕ». Размеры гладких калибров пробок определяются их назначением и приведены в стандарте на такие инструменты. Основными параметрами являются внешний диаметр, размер головки (вставки) класс точности обработки. Для проведения проверок отверстий, имеющих диаметр в интервале от пяти до двадцати миллиметров, для пробки изготавливают насадку в форме конуса. Для отверстий большего диаметра такая насадка выполняется цилиндрической.




Проходные гладкие пробки производятся на основании существующих типоразмеров. Промежуточные пробки имеют ближайший размер по ГОСТ. Предельные калибры- пробки состоят из таких же элементов, как и проходные. Каждый размер отдельной детали пробки наносится на чертёж. Он служит для определения точного размера конструкции и порядка его применения.
Конструкция инструмента
Этот измерительный инструмент изготовлен из цельного металлического бруска. На обоих концах расположены цилиндрические элементы заданного диаметра. Поэтому, их подразделяют на следующие классы:
- измерительные;
- резьбовые;
- гладкие (односторонние или двухсторонние);
- проходные;
- предельные.
Каждый устройство конструктивно состоит из следующих элементов:
- ручки (с нанесённым рифлением по ГОСТ 14748-69);
- вставки;
- шпонки;
- фиксирующего винта.
Например, калибр пробка резьбовая в качестве вставки используется для проверки метрической резьбы. Они делятся на две категории: для проверки резьбы от 1 до 68 мм и от 68 до 200 мм. Требования к ним приведены в специальных стандартах. Все резьбовые пробки имеют конструкцию с полным или укороченным профилем резьбы. Каждая из пробок имеет свою специфику применения.
Гладкие предельные пробки на основании установленных стандартов делятся на следующие конструкции:
- двусторонние с вставками цилиндрической формы;
- с коническими вставками;
- с цилиндрическими насадками;
- полные и неполные;
- односторонние листовые;
- полные и неполные шайбы.
Калибр-пробка гладкая двухсторонняя имеет на обоих концах ручки соответствующие вставки. Одна пробка называется проходная и обозначается аббревиатурой «ПР». Вторая пробка является не проходной и имеет обозначение «НЕ». Размеры гладких калибров пробок определяются их назначением и приведены в стандарте на такие инструменты. Основными параметрами являются внешний диаметр, размер головки (вставки) класс точности обработки. Для проведения проверок отверстий, имеющих диаметр в интервале от пяти до двадцати миллиметров, для пробки изготавливают насадку в форме конуса. Для отверстий большего диаметра такая насадка выполняется цилиндрической.
Проходные гладкие пробки производятся на основании существующих типоразмеров. Промежуточные пробки имеют ближайший размер по ГОСТ. Предельные калибры- пробки состоят из таких же элементов, как и проходные. Каждый размер отдельной детали пробки наносится на чертёж. Он служит для определения точного размера конструкции и порядка его применения.





