
1 Общая информация о калибрах
Описываемые инструменты не дают возможности узнать реальный геометрический параметр изделия. Они предназначены для того, чтобы определить, вышла или нет та либо иная деталь за пределы, которые указал для нее рабочий чертеж (составляется после того, как был проведен соответствующий расчет).
Другими словами, калибры устанавливают допуски на производство изделия.
Калибровочный инструмент бывает следующих видов:
- «пробка»;
- «кольцо»;
- скоба.
Предельный же инструмент располагает двумя параметрами. Один из них равен максимальному размеру изделия, второй – минимальному. Такие размеры называют соответственно – проходным и непроходным (один конец инструмента обязан входить в проверяемую деталь, а другой – нет).
Чаще в наши дни используются предельные калибры. А нормальные обычно применяют как контрольные. Отметим, что проще эксплуатировать предельные калибры. Работа с нормальными инструментами требует от специалиста достаточно высокого уровня профессионализма, да и их расчет достаточно сложен.
Калибры, которые необходимы для контроля деталей, именуют рабочими. А те инструменты, с помощью коих осуществляется контроль резьбы калибрами, – контркалибрами (другое название – контрольные калибры). Существует несколько ГОСТ, содержащих требования по видам калибров, условиям их производства и нормам износа.
Другие разновидности калибров
Многообразие задач, которые необходимо решать при массовом производстве деталей, изготовленных с помощью механической обработки, потребовало создание широкого спектра измерительных инструментов. Они должны быстро и с высокой точностью подтвердить класс обработанной поверхности или соблюдение технологических норм. Классификация калибров необходима для точного определения назначения измерительного агрегата и области его применения. На современном производстве применяют следующие виды калибров:
- калибры-пробки;
- скоба-калибр;
- щупы;
- калибры в форме конуса;
- для проверки нарезанной резьбы;
- точности обработки поверхности;
- профильные шаблоны;
- проверки взаимного расположения поверхности.
Все виды гладких пробок для оценки точности цилиндрических отверстий изготавливаются в соответствии с ГОСТ 24851-81. Стандартизация этих приборов оговорена в ИСО-Р1938-1971. В этом документе утверждена маркировка и наименование каждого класса.
Их изготавливают односторонними и двусторонними. По измерительным возможностям они бывают однопредельные и двухпредельные. Первый тип делают двух видов проходные и непроходные, каждый из которых имеет соответствующее обозначение ПР — проходной и НЕ — непроходной. Для контрольного инструмента добавляю литеру К, например, К-ПР, что означает контрольный проходной. Способ изготовления зависит от масштабов производства основных деталей. Если изделия производят мелкими сериями, для производства инструмента применяют лист легированного металла, на крупносерийных производствах используют методы отливки или поковки.
При помощи конусных насадок осуществляют контроль соблюдения формы конических поверхностей. С их помощью проверяют конические хвостовики, отверстия, другие калибры. Приборы для контроля взаимного расположения поверхностей достаточно многообразны. Они могут изготавливаться индивидуально для каждой из выпускаемых деталей. С их помощью сравнивают параллельность близко расположенных поверхностей, соосность отверстий, симметричность пазов расположенных на валах или втулках.
Форма и размер резьбовых изделий зависит от вида и параметров вырезанной резьбы (её шага, диаметра и длины). Эти инструменты бывают двух видов: регулируемые и нерегулируемые. Первые обладают возможностью регулировки отдельных параметров инструмента.
К профильным конструкциям относятся все виды шаблонов, предназначенных для контроля соблюдения точности сложной формы поверхности. Основным методом проверки готового изделия является так называемый метод «световой щели». Он наглядно показывает несоответствие изготовленной фасонной поверхности установленным требованиям.
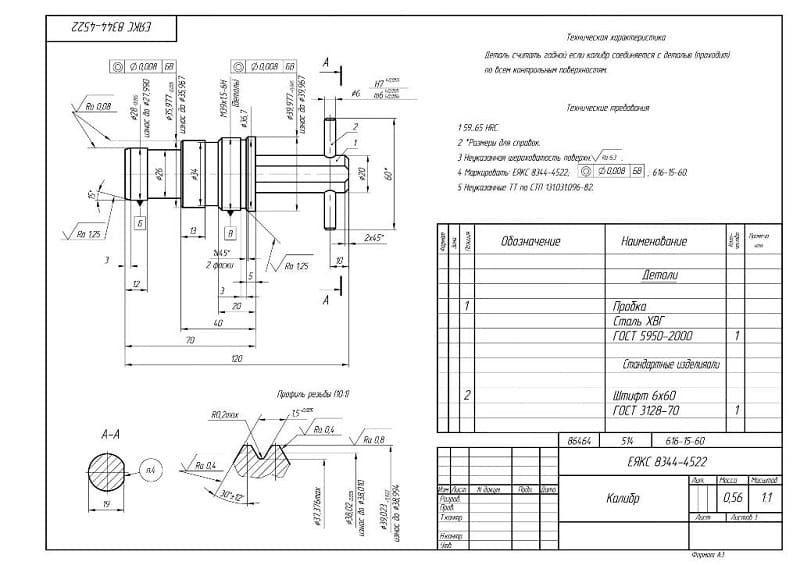
2 Калибры резьбовые по ГОСТ 2016–86
Указанный Государственный стандарт описывает технические требования к изготовлению резьбовых калибров (РК), применяемых для контроля цилиндрических внутренних и наружных резьб сечением 1–300 мм. В соответствии с ним главным документом для выпуска калибра является чертеж, подготовленный специалистами и утвержденный в принятом порядке.
Виды калибров по данному ГОСТ:
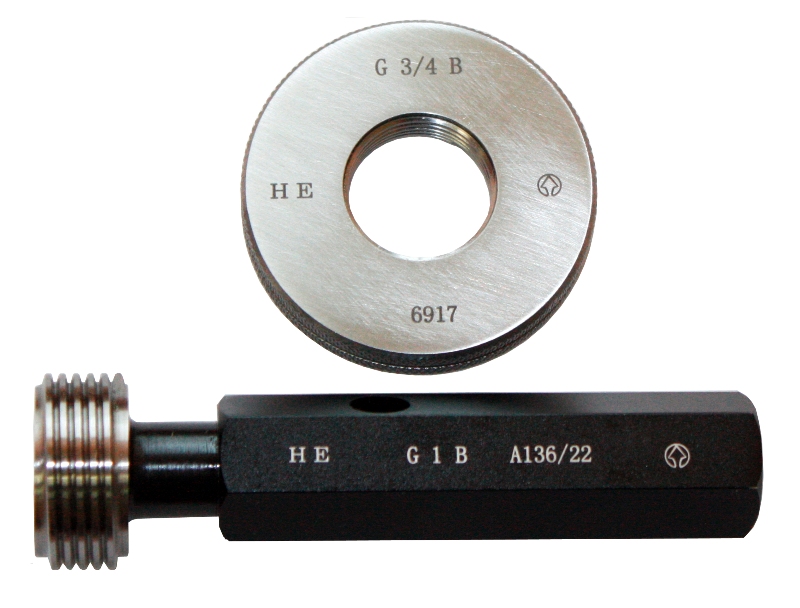
- “пробка” и “кольцо” НЕ (профиль укороченный) и ПР (полный профиль);
- проверочные РК-пробки с полным и укороченным профилем КНЕ-НЕ, КНЕ-ПР, КИ-НЕ, КПР-ПР, КПР-НЕ (используются для контроля резьбы калибрами, то есть являются контркалибрами).
Непроходные РК характеризуется следующими конструктивными особенностями:
- “кольцо”: на таком калибре по цилиндрической наружной поверхности в обязательном порядке выполняется проточка, он характеризуется меньшим количеством витков резьбы (если сравнивать их с этим показателем у проходных изделий);
- “пробка”: проточки нет, количество витков также меньше, чем на стандартных проходных калибрах.

Кроме того, непроходной инструмент имеет два или один цилиндрический поясок (так называемая вставка).
Детали РК производятся из далее указанных марок стали:
- по ГОСТ 801 – ШХ-15;
- по Госстандарту 5950 – 9ХС и Х;
- по Госстандарту 1435 – У12А и У10А.
Рабочие поверхности РК типов “пробка” с сечением резьбы 1–100 мм и “кольцо” с сечением 6–100 мм, а также поверхности насадок и вставок, используемых для метрической резьбы, обязаны покрываться износостойким слоем (как правило, хромовым, которые защищает изделия от химической и электрохимической коррозии). Разрешено выпускать контрольный инструмент без спецпокрытия (без антикоррозионной защиты), когда речь идет об использовании их для проверки метрической резьбы с натягом.











ГОСТ регламентирует твердость поверхностей (рабочих) РК, она по HRC-шкале должна быть:
- “пробка” сечением более 3 мм и “кольцо” более 1 мм – от 59 до 65;
- “пробка” сечением до 3 мм и “кольцо” до 1 мм – 56 и более.
Твердость калибров со специальным слоем варьируется в пределах от 57 до 65.
Допуски и геометрические параметры рабочих РК оговариваются отдельно в следующих ГОСТ: 25096, 6357, 24834, 16093, 9562, 11709, 4608.
Назначение калибра-пробки
Эти бесшкальные измерительные системы используются для проверки точности выполненных операций механической обработки различных деталей. В зависимости от типа работ (токарных, фрезерных, сверлильных) пробки предназначены для контроля следующих результатов:
- диаметра просверленного отверстия после всех видов обработки;
- установления класса точности обработки поверхности;
- геометрических (линейных) размеров;
- углов наклона поверхностей по отношению к заданным нормалям;
- соответствие формы обработанной детали заданным параметрам;
- правильность взаимного расположения поверхностей;
- правильности нарезания резьбы (внутренней и внешней).
Отсутствие в этих измерительных приборах непосредственно индикатора, шкального или цифрового требует создания большого числа таких устройств. Это связано с тем, что каждый инструмент может быть использован только для контроля одного параметра. Применение подобных измерительных приспособлений позволяет механизировать операцию проверки и сократить время в технологической цепочке на проведения этой операции. Сокращение времени контроля обязательных параметров позволяет существенно повысить производительность труда.
Поэтому в настоящее время применяют следующие виды изделий:
- гладкие калибры-пробки;
- скобы;
- щупы (обычно плоские пластины определённой толщины для измерения зазора между деталями, то есть проверки его разрешённой величины);
- конусные (насадка имеет форму конуса под заданным углом наклона);
- для взаимного расположения поверхностей;
- резьбовые калибры (для контроля цилиндрической резьбы различных размеров).
Каждый из перечисленных видов имеет своё назначение. Первый тип предназначен для оценки параметров изготовленных труб. Его используют для оперативной проверки качества изготовленных трубопроводов. Соответствие всех необходимых параметров установленных стандартом.
Резьбовые предназначены только для проверки качества нарезанной резьбы. Они изготавливаются укороченными или полными (для повышения точности контроля). С помощью укороченных калибров можно проверить только часть нарезанной резьбы, что затрудняет получения полной картины качества изготовленной детали. Для получения полной картины точности и качества резьба проверяется с помощью полных резьбовых конструкций.
Полный контроль трубной продукции осуществляется резьбовыми и гладкими калибрами.
Последовательность применения
Определяется назначением инструмента. Кроме соответствия по размерам полостей, резьб или отверстий, калибр-пробками можно устанавливать соосность конструктивных элементов, радиальное биение их образующих, точность полученной резьбы (в последнем случае используются резьбовые калибр-пробки по ГОСТ 17758-72).
Порядок основных операций заключается в следующем:
- Подобрать пару измерительных штифтов, размеры которых соответствуют границам поля допуска, подлежащих проверке.
- Вставить и закрепить штифты в рукоятке инструмента.
- Очистить поверхности измеряемого отверстия/вала от следов грязи, масла, окалины и т.п.
- Поочерёдно выполнить качественное измерение размера.

Для идентификации результатов все замеры рекомендуется выполнять не менее, чем три раза, причём в одинаковых условиях. Не следует пользоваться калибр-пробками при отрицательных температурах внешнего воздуха.
При использовании описываемого инструмента запрещается прилагать чрезмерные усилия, избегать перекосов, а также производить измерения, используя неповеренный инструмент.
Калибр-пробки предписывается хранить только в заводской упаковке и в приспособленном для этих целей помещении. Предприятие-изготовитель должно иметь лицензию, удостоверяющую право на производство этих инструментов.
Такелажный лом. Просто и эффективно
Печь для прокалки сварочного флюса
Как пользоваться инструментом
Правила использования таких инструментов зависит от их назначения. Пользоваться им допускается только с соблюдением определённых правил и установленного класса точности, указанного в маркировке. Применение калибров-пробок для контроля точности изготовленных отверстий допускается только с помощью инструмента близкого к параметрам самого отверстия. Основным условием точности измерения служит свободное прохождение вставки калибра через измеряемое отверстие. Правильное использование таких устройств, предполагает соблюдение следующих правил:









- проходная сторона должна входить в отверстие только под воздействием собственного веса;
- запрещается применять дополнительные методы внешнего воздействия (дополнительное нажатие, удары);
- перед проверкой необходимо очистить детали от грязи, механических остатков обработки;
- следует удалить любые виды смазывающих материалов, способных повлиять на проникновения калибра в отверстие;
- проверка должна производиться без вращения измерителя относительно исследуемой детали;
- обязательным условием является соблюдение температурного режима (проводить проверку деталей следует только при естественной температуре);
- должна соблюдаться периодичность проверок самого инструмента и правила занесения результатов в установленные документы;
- каждый калибр должен храниться в соответствие с установленным порядком хранения (они не должны соприкасаться с другими металлическими деталями и подвергаться внешним воздействиям).
Для контроля внешней резьбы достаточно приложить сам инструмент к резьбе и определить степень совпадения. Внутренняя резьба проверяется методом ввинчивание головки в готовое отверстие с резьбой. Процесс должен проходить легко без усилий и перекосов.
Для контроля поверхности конического вала используют соответствующий гладкий инструмент. Качество определяется совмещением поверхности детали и поверхности калибра. Сравнение внутреннего конуса производится погружением насадки в подготовленное отверстие.
Калибрами осуществляют оперативный контроль параметров изделий большого количества деталей. Для этого не требуются специальные знания и навыки использования сложного метрологического инструмента. Операция осуществляется оперативно. Одновременно можно сравнить несколько параметров.
4 Расчет резьбовых калибров и его особенности
Описываемый резьбовой инструмент проектируется на основании следующих начальных данных:
- шаг;
- поля допусков резьбы, подвергаемой контролю;
- длина свинчивания;
- наружное номинальное сечение.
Все эти сведения имеются в обозначении стандартного соединения (гайка в качестве внутренней резьбы плюс винт или болт в качестве наружной).
Расчет метрической резьбы предусматривает необходимость установления номинального внутреннего и среднего сечения соединения. Для резьбы в форме трапеции (ГОСТ 1981 года 24737) кроме среднего диаметра также устанавливают такие диаметры:
- гайки (внутренний и наружный);
- винта (внутренний).
Непосредственно расчет после определения всех выше указанных данных схематично ведется следующим образом:
- выбирается (по специальной табличке) вид РК;
- по формулам для трапецеидальной и метрической резьбы высчитываются все требуемые диаметры (средний, наружный, внутренний), а также их допустимые отклонения;
- результаты, которые установил расчет, проверяют на правильность исполнительных параметров (для резьбы в форме трапеции – по Госстандарту 18466, для метрической – по Госстандарту 18465).
После этого выбирают либо подсчитывают длину резьбы и делают чертеж, в котором указываются требования к:
- виду термической обработки;
- используемому материалу;
- расположению и форме поверхностей;
- точности геометрических параметров;
- показателю шероховатости.
Чертеж делать обязательно, без него расчет считается невыполненным.
Затем следует уточнить дополнительные требования к симметричности РК, углам их наклона, точности шагов и некоторым другим параметрам. Конкретная же конструкция калибров формы «пробка» и «кольцо» подбирается по виду резьбового инструмента (чертеж, конечно же, отражает выбранную конструкцию). На этом расчет считается оконченным.
В настоящее время вручную расчет калибров практически нигде не производится. За человека все делают умные программы, которые несложно найти в интернете на специализированных сайтах. Мы не будем давать ссылки на такие проекты, которые помогают осуществить точный расчет РК, так как вы сами можете найти их за пару кликов.
Кол-во блоков: 7 | Общее кол-во символов: 12013Количество использованных доноров: 3Информация по каждому донору: </ul></ul></ul></ul></ul>
- http://docs.cntd.ru/document/gost-24851-81: использовано 1 блоков из 3, кол-во символов 622 (5%)
- https://tokar.guru/hochu-vse-znat/dlya-chego-nuzhna-kalibr-probka-gladkaya.html: использовано 3 блоков из 4, кол-во символов 7443 (62%)
- http://tutmet.ru/kalibry-rezbovye-gost-probka-kolco.html: использовано 3 блоков из 5, кол-во символов 3948 (33%)
Конструкция
Устройство калибр-пробки регламентировано положениями ГОСТ 14807-69, ГОСТ 24851-81, ГОСТ 17758-72 и ГОСТ 14810-69. Действие данных стандартов распространяется соответственно на;
- Гладкий двухсторонний инструмент, снабжённый вставками диаметром 1…6 мм.
- Гладкий двухсторонний инструмент, со вставками, имеющими диаметр более 3 (и до 50 включительно) мм.
- Резьбу соответствующих классов точности.
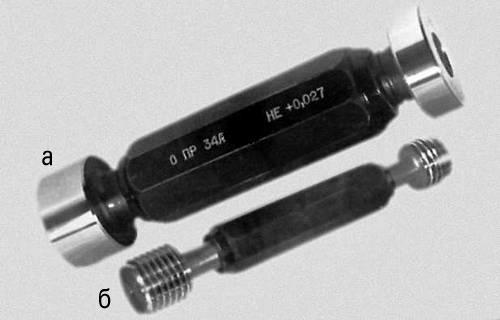
Калибр-пробка состоит из:
- Ручки, имеющей в поперечном сечении вид круга с довольно широкой лыской, предназначенной для надёжного удерживания инструмента в руке.
- Проходного измерительного штифта (с резьбой – для резьбовых калибр-пробок).
- Непроходного измерительного штифта.
- Двух фиксирующих вставок, которые удерживают штифты в посадочных местах.

Калибр-пробка по ГОСТ 14810-69 отличается аналогичной конструкцией, но, для удобства удержания, поверхность ручки выполняется со сплошными рифлениями. Допускается исполнение ручки в виде шестигранника.
Один их торцов измерительного штифта выполняется плоским (близ него выполняется сквозной паз, куда заходит фиксирующая вставка). Второй конец имеет фаску, облегчающую заход штифта в измеряемую полость.
Условное обозначение калибр-пробок включает в себя две группы цифр по 4 знака в каждой группе. В маркировке также указывается размер поля допуска, которое можно контролировать при помощи данной калибр-пробки.

Ручки изготавливают из пластика (для инструмента со штифтами до 3 мм) или из металла. Для изготовления штифтов используют легированные инструментальные стали по ГОСТ 5950-73, отличающиеся наименьшими колебаниями размеров в зависимости от внешних условий температуры и влажности.










По аналогичному принципу устроены гладкие калибр-пробки ГОСТ 24851-81, предназначенные для оценки размеров внешних поверхностей, например, валов.

Требования к изготовлению и эксплуатации
Ко всем калибрам независимо от их назначения и вида предъявляются следующие условия:
- Высокая точность расположения рабочих поверхностей. Допуски на изготовление калибров значительно меньше, чем допускаемые отклонения контролируемых изделий.
- Жесткость, не допускающая деформаций при измерении. Касается в основном скоб больших габаритов.
- Хорошая износоустойчивость, снижает расходы на изготовление и проверку калибров. Измерительные элементы изготавливают из легированных сталей марок Х, ШХ15, инструментальных сталей У10А, У12А, а также твердых сплавов.
- Устойчивость к коррозии с помощью применения специальных покрытий.
- Обязательная маркировка калибров с указанием номинального размера и его предельных отклонений.
Так как калибры – это дорогостоящий и ответственный инструмент, то рекомендуется строго соблюдать определенные правила при работе с ними:
- ни в коем случае не прикладывать к калибру силу или подвергать ударам;
- контролируемые поверхности должны быть чистыми, сухими и без заусенцев;
- при проверке детали вращать ее запрещено;
- нельзя проводить контроль горячих или теплых изделий, так как при этом изменяются их размеры и быстрее изнашиваются калибры;
- строго соблюдать сроки контрольных поверок.
При хранении рабочие поверхности калибров не должны контактировать с металлическими предметами.
Виды приборов
Существуют следующие виды калибров:
- Пробки.
- Скобы.
- Щупы.
- Конусные калибры.
- Для проверки взаимного расположения поверхностей.
- Для контроля цилиндрической резьбы.
Калибры-пробки
Представляют собой стержень, на обоих концах которого расположены цилиндрические элементы. Один из них имеет наибольший предельный размер отверстия и называется непроходной пробкой (НЕ), а второй наименьший и зовется проходной (ПР). Непроходная пробка заметно короче проходной, благодаря чему рабочий или контролер быстро и правильно определяет пригодность деталей.
Гладкие калибры-пробки изготовляют составными, ручки стальные или пластмассовые, в которых крепятся вставки с коническими хвостовиками или цилиндрические насадки. Для проверки отверстий в интервале от 2 до 50 мм изготавливаются конические хвостовики, а для отверстий в границах 30-100 мм – цилиндрические насадки. Если вставка только с одной стороны ручки, то такие калибры-пробки называются односторонними.
Калибры-скобы
Применяются для контроля диаметров валов, по конструкции бывают односторонние и двухсторонние. так же, как и в случае с пробками, скоба ПР должна проходить, а скоба НЕ должна не проходить по валу. Иначе вал считается негодным, причем брак будет исправимым, только в том случае, если для достижения нужного результата потребуется снять лишний металл.
Применяя скобы, их ни при каких обстоятельствах нельзя силой заталкивать на вал, так как скоба может «раскрыться» и увеличить расстояние между измерительными поверхностями по причине податливости, обусловленной ее конструкцией. Чтобы не допустить этого, следует надевать скобу на горизонтально расположенный вал только под действием ее собственного веса. При этом вал еще и вращают, что позволяет заодно проконтролировать отклонения от круглого профиля в поперечном сечении.

Калибры-щупы
Это наборы стальных пластин толщиной от 0,02 до 1 мм и длиной 100 или 200 мм. Их используют для контроля величины зазора между поверхностями при сборке различных механизмов. При этом в зазор вставляют один или несколько щупов в наборе, чтобы подобрать нужную величину.
Пользуясь щупами, важно соблюдать определенные правила:
- при измерении щуп должен двигаться плавно с незначительным усилием, а не свободно проваливаться;
- для плавности движения пластины рекомендуется слегка смазать;
- не следует прикладывать больших усилий к щупу, чтобы не повредить его;
- размер зазора определяется суммированием толщин всех щупов из набора, которые полностью вошли в зазор.
Конусные калибры
Служат для контроля конических поверхностей, например, конусов инструментов. С помощью калибра-кольца проверяется годность наружных поверхностей, а пробкой – пригодность внутренних. Деталь считается годной, если ее торец находится в зоне между рисками или между плоскостями уступа. Это расстояние равно допуску.
Калибры для проверки расположения поверхностей
Могут быть самых разных конструкций. С их помощью контролируют:
- соосность двух или более отверстий, а также шеек вала;
- расстояния между осями отверстий;
- параллельность, перпендикулярность или величину наклона поверхностей или осей;
- расстояния между осью отверстия и плоскостью;
- глубину различных пазов и уступов.
Калибры для контроля цилиндрической резьбы
Применяют для комплексной проверки среднего диаметра, угла профиля, а также наибольшего внутреннего диаметра наружной резьбы или наименьшего внешнего диаметра внутренней резьбы. С помощью этих устройств проверяют метрические, дюймовые, трапецеидальные, упорные и круглые резьбы диаметром от 1 до 600 мм.
Контрольный комплект состоит из рабочих проходного (ПР) и непроходного (НЕ) калибров, а также из контрольных, которые служат для проверки рабочих калибров-колец и пробок.

Проходные калибры должны свободно свинчиваться с контролируемой резьбой, а непроходные не должны свинчиваться с ней. Допускается навинчивание непроходных калибров до 2 оборотов, при этом количество оборотов определяют при развинчивании калибра и контролируемого изделия. Если резьба проверяемой детали короткая (менее 3 витков), то навинчивание непроходного калибра не допускается.









Резьбовой калибр ПР имеет длину порядка 80% от длины свинчивания, то есть длины соприкосновения резьбы болта и гайки, измеренной вдоль их оси.
У непроходного — длина не меньше 3 витков.
Конструкция
Устройство калибр-пробки регламентировано положениями ГОСТ 14807-69, ГОСТ 24851-81, ГОСТ 17758-72 и ГОСТ 14810-69. Действие данных стандартов распространяется соответственно на;
- Гладкий двухсторонний инструмент, снабжённый вставками диаметром 1…6 мм.
- Гладкий двухсторонний инструмент, со вставками, имеющими диаметр более 3 (и до 50 включительно) мм.
- Резьбу соответствующих классов точности.
Калибр-пробка состоит из:
- Ручки, имеющей в поперечном сечении вид круга с довольно широкой лыской, предназначенной для надёжного удерживания инструмента в руке.
- Проходного измерительного штифта (с резьбой – для резьбовых калибр-пробок).
- Непроходного измерительного штифта.
- Двух фиксирующих вставок, которые удерживают штифты в посадочных местах.

Калибр-пробка по ГОСТ 14810-69 отличается аналогичной конструкцией, но, для удобства удержания, поверхность ручки выполняется со сплошными рифлениями. Допускается исполнение ручки в виде шестигранника.
Один их торцов измерительного штифта выполняется плоским (близ него выполняется сквозной паз, куда заходит фиксирующая вставка). Второй конец имеет фаску, облегчающую заход штифта в измеряемую полость.
Условное обозначение калибр-пробок включает в себя две группы цифр по 4 знака в каждой группе. В маркировке также указывается размер поля допуска, которое можно контролировать при помощи данной калибр-пробки.

Ручки изготавливают из пластика (для инструмента со штифтами до 3 мм) или из металла. Для изготовления штифтов используют легированные инструментальные стали по ГОСТ 5950-73, отличающиеся наименьшими колебаниями размеров в зависимости от внешних условий температуры и влажности.
По аналогичному принципу устроены гладкие калибр-пробки ГОСТ 24851-81, предназначенные для оценки размеров внешних поверхностей, например, валов.

ПРИЛОЖЕНИЕ 1 (рекомендуемое). СХЕМАТИЧЕСКОЕ ИЗОБРАЖЕНИЕ КАЛИБРОВ
ПРИЛОЖЕНИЕ 1 Рекомендуемое
Обозначение и номер вида калибра | Наименование и схема калибра |
ПР (1), НЕ (4) | Калибр-кольцо гладкий |
ПР (2), НЕ (3) | Калибр-скоба гладкий однопредельный |
ПР (2), НЕ (3) | Калибр-скоба гладкий |
К-ПР (5), К-НЕ (6), ПР (11) | Калибр-пробка гладкий проходной |
ПР (11) | Калибр-пробка гладкий проходной |
К-И (7), НЕ (12) | Калибр-пробка гладкий непроходной |
НЕ (12) | Калибр-пробка гладкий непроходной |
ПР (11), НЕ (12) | Калибр-пробка гладкий двусторонний |
К-ПР (8), К-НЕ (9), К-И (10) | Калибр гладкий контрольный проходной, непроходной |
Это интересно: Измерительные инструменты — назначение, контроль, виды, ремонт















