
Обработка флюсом или лужение
Традиционный и самый доступный флюс — канифоль. При желании можно паять с твердым веществом или его спиртовым раствором (СКФ, Канифоль-гель и т. п.), а также флюсом ТАГС.
Ножки радиодеталей или чипов покрывают полудой на заводе. Но для избавления от окислов можно перед монтажом залудить их заново, смазав жидким флюсом и покрыв равномерным слоем расплавленного припоя.
Медную проволоку перед обработкой флюсом или лужением зачищают мелкой наждачной шкуркой. При этом снимаются слой окиси или эмалевая изоляция. Жидкий флюс наносят кисточкой, а затем прогревают место спайки паяльником и покрывают его тонким слоем олова. Лужение в твердой канифоли производят так:
- кусочек вещества расплавить на подставке и прогреть в нем проводник;
- подать пруток припоя и равномерно распределить расплавленный металл по проволоке.
Правильно паять массивные медные, бронзовые или стальные детали нужно с использованием активных флюсов, которые содержат кислоты (Ф-34А, Глицерин-гидразин и пр.). Они помогут создать равномерный слой полуды и крепко соединить части крупных предметов. На обширные поверхности олово наносят паяльником, равномерно размазывая по ним припой. После работы с активным флюсом следует нейтрализовать остатки кислоты щелочным раствором (например, содовым).
Технология и терминология
Исходным сырьем для производства канифоли является обыкновенная сосновая смола, в которую кроме канифоли входят летучие соединения скипидара.
Процесс изготовления включает в себя очищение канифоли путем выпаривания этих соединений.
Тем, кто никогда не работал паяльником, но планирует научиться паять, будет полезно узнать некоторые технические термины.
Пайка – это процесс соединения между собой двух радиотехнических деталей через нагрев.
Инструмент для пайки – это паяльник, обычно работающий от сети 220 с номинальной мощностью 40Вт.
Процесс пайки осуществляется жалом паяльника за счет того, что разогретый до высокой температуры припой схватывает две детали между собой, заполняя пространство между ними.
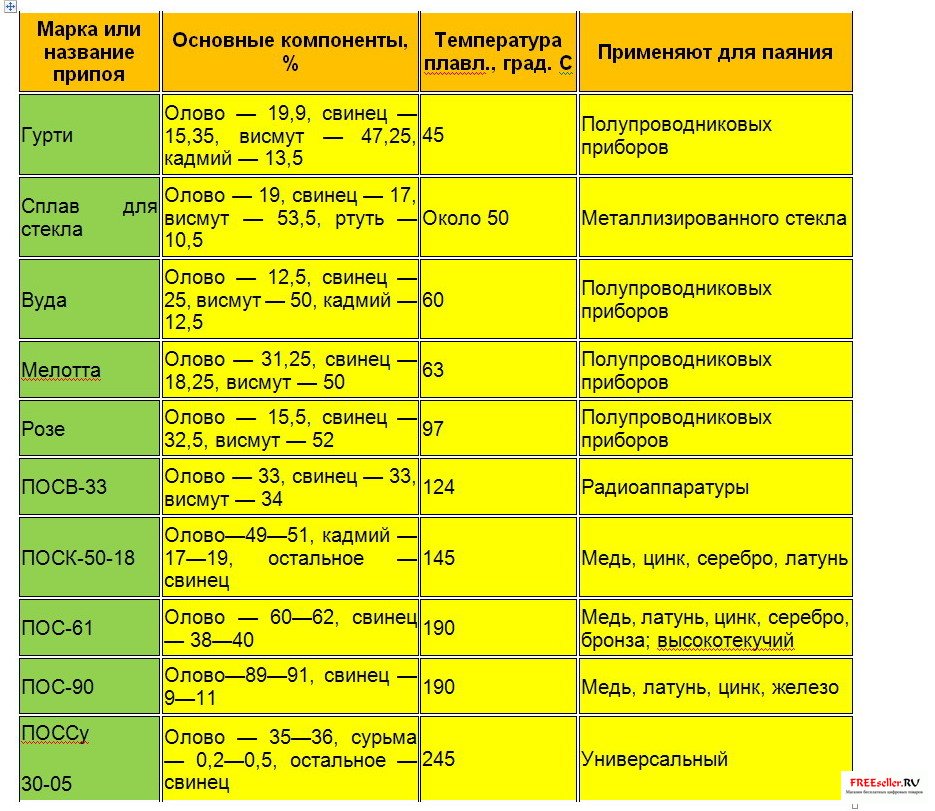
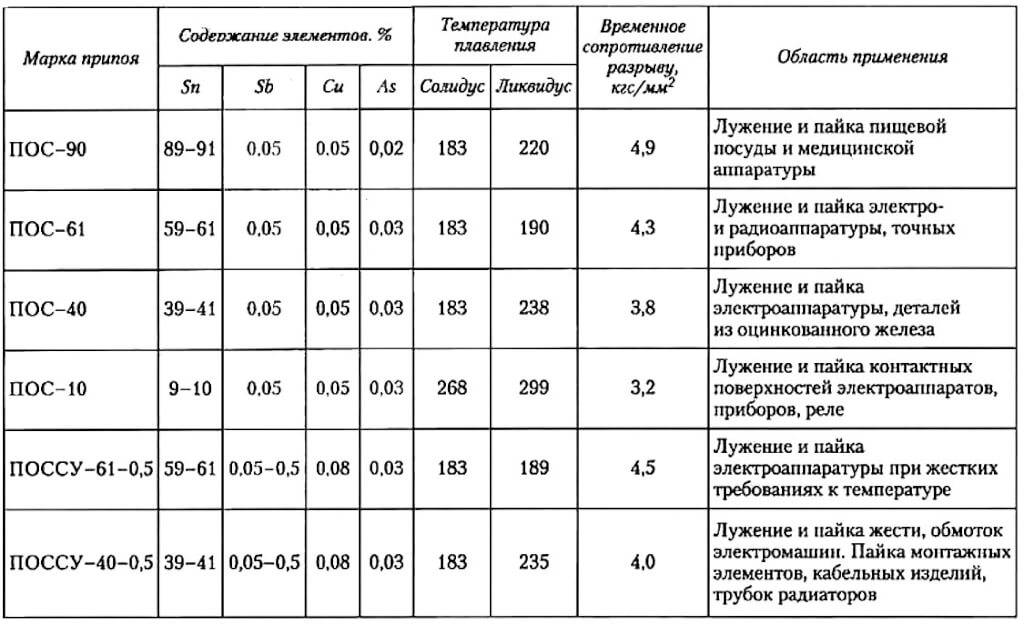
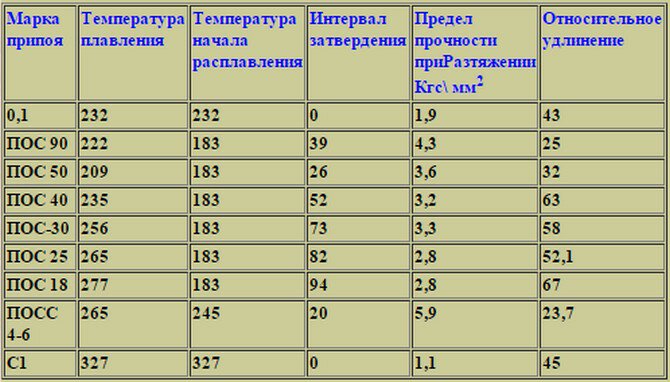
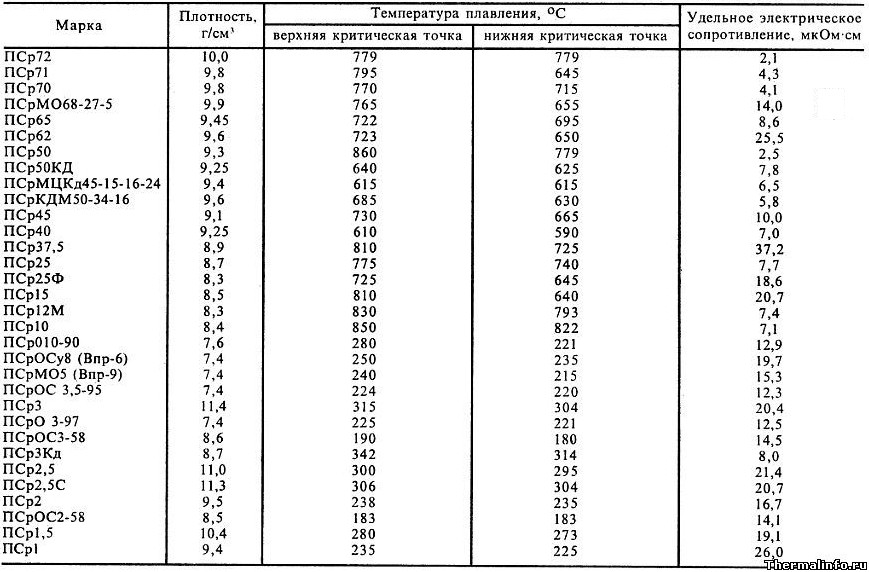
ГОСТ определяет припой, как металл или сплав нескольких металлов. По ГОСТ определено 26 категорий припоя в зависимости от используемого элемента.
Припои всегда имеют более низкую температуру плавления, чем детали, которые нужно соединить.
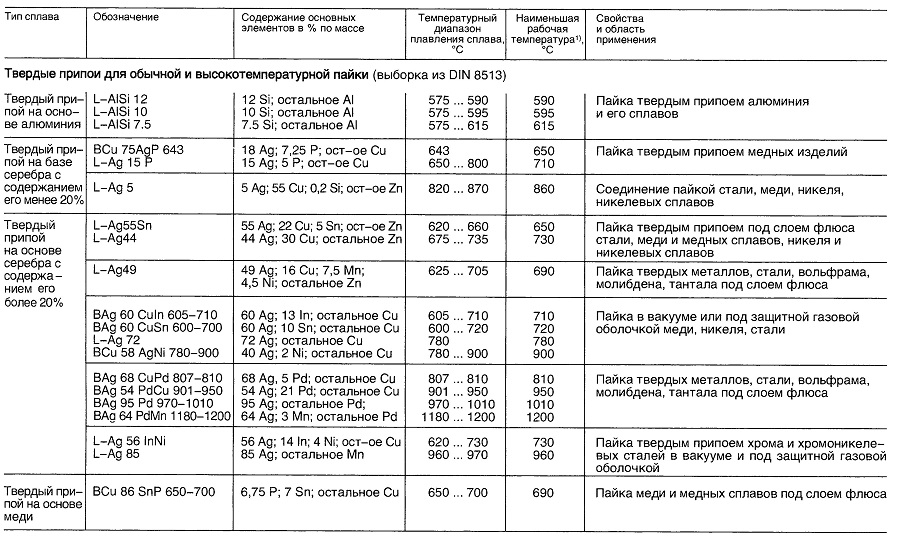
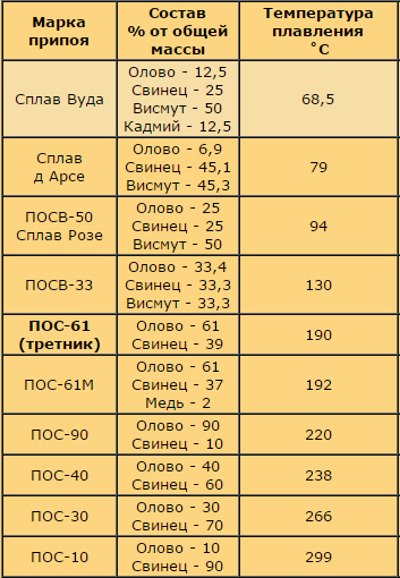
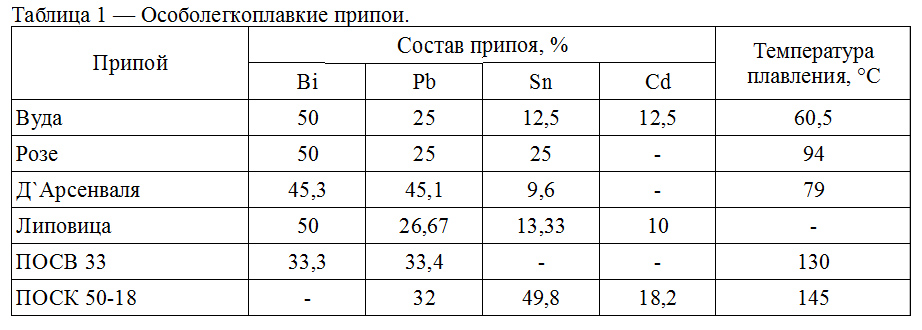
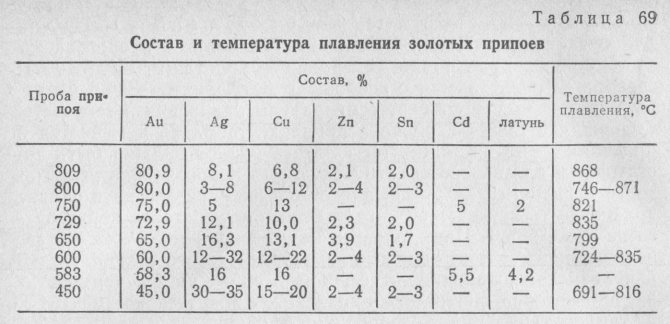
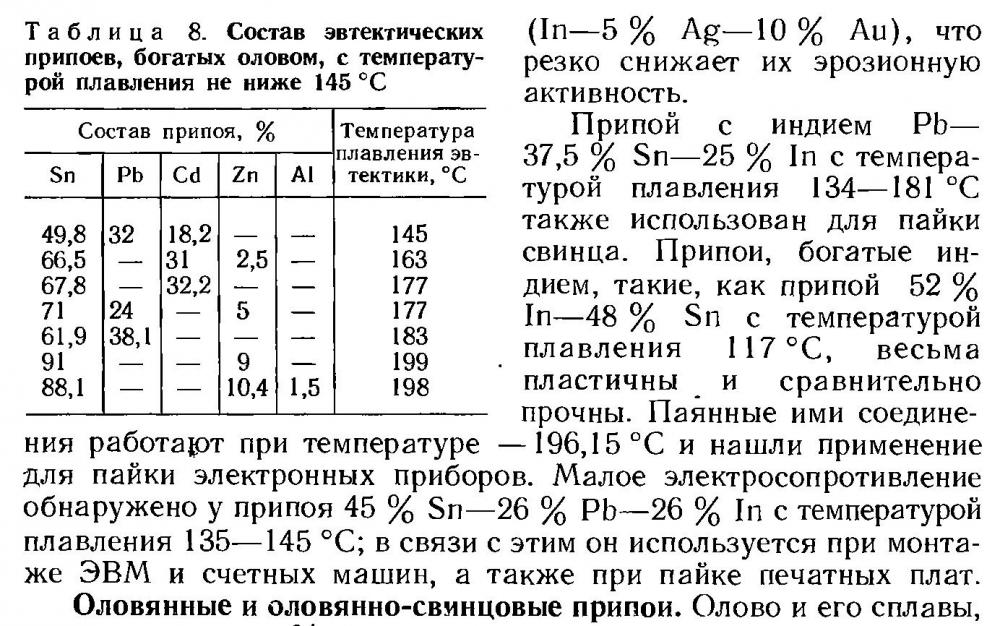
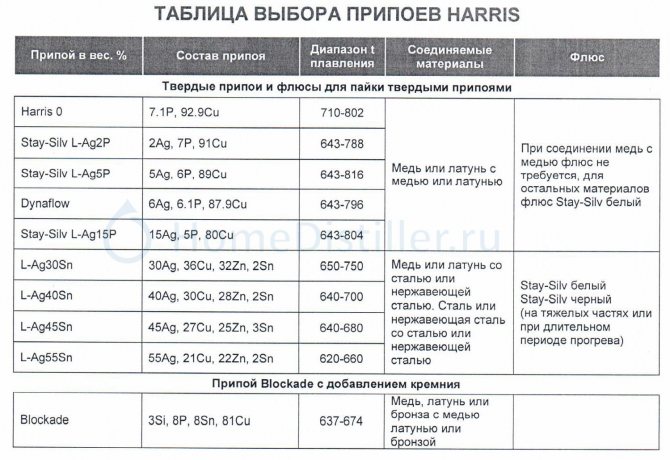
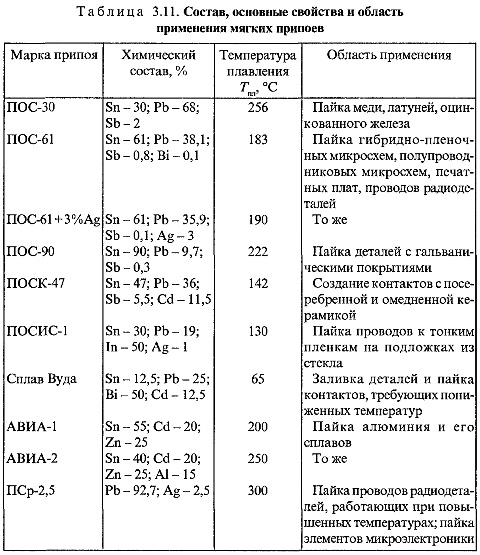
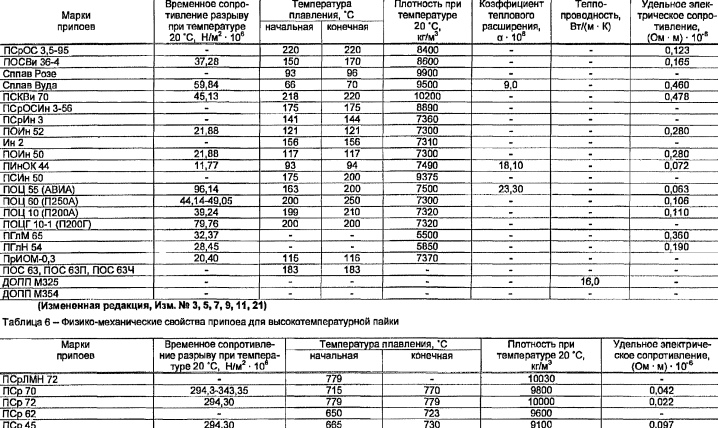
По ГОСТ припои по температурным свойствам разделяются на мягкие, которые плавятся при температуре до 450 градусов Цельсия (выделяя подкатегории особо легкоплавких – до 145 °С и твердые с температурой плавления от 450 градусов Цельсия и выше (категории среднеплавких – до 1100°С, высокоплавких – от 1100 до 1850ºС и тугоплавких – свыше 1850).
ГОСТ разделяет припои на флюсующие и самофлюсуемые, у них различная температура плавления.
Чаще всего припои выглядят как металлическая трубочка серебристого цвета или как полый цилиндр, наполненный канифолью, которая выполняет функцию флюса.
Видео:
Флюс — это состав (жидкий или твердый), который способствует лучшему контакту спаиваемых деталей и предотвращению окисления металла на рабочих поверхностях.
Требования к флюсам также определены ГОСТ, на них различная цена.
ВАЖНО ЗНАТЬ: Технология сварки аргоном в видео-уроках
Для новичка будет более удобен припой с канифолью, в то время как опытные мастера любят паять обыкновенным припоем, выбирая флюс в зависимости от условий пайки и материала деталей.
Если будет производиться простая пайка медных деталей, то можно использовать канифоль, невысокая цена делает ее удобным расходным материалом.
Когда проводится более сложная пайка, то вместо одного универсального, применяется флюс, подходящий ко всем деталям.
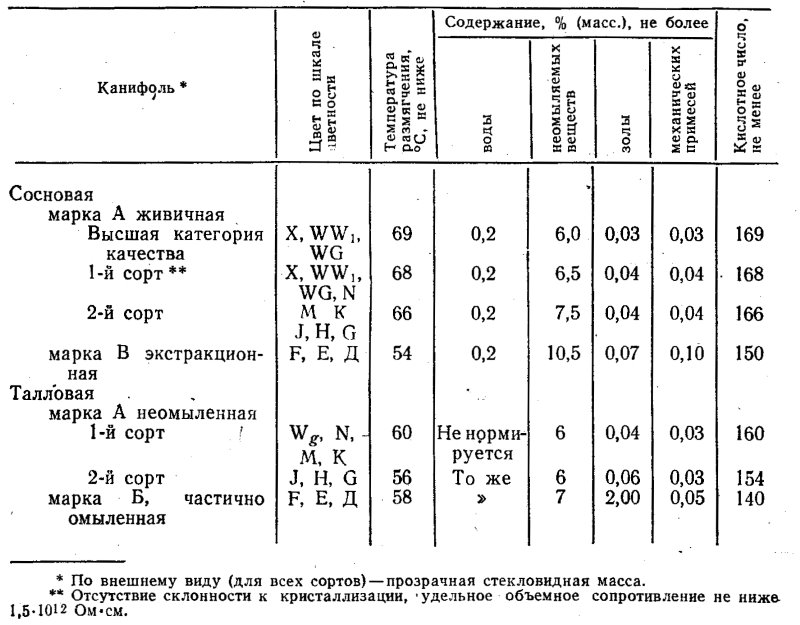
Технические требования к использованию канифоли при пайке, ее состав, температура плавки и характеристики определены ГОСТ 19113-84.
Основной материал для канифоли — это сосновая живица — исходное сырье для многих видов промышленности и вспомогательный элемент при пайке.
Не имея кристаллической структуры, она является аморфным, по внешнему виду похожим на стекло, хрупким веществом с широким диапазоном цветов от бледно-желтого до темно-коричневого.
По составу она представляет собой стекловидную, прозрачную или с включение пузырьков воздуха массу, с незначительными включениями механических примесей, массовой доли воды не более 0,2%.
Она абсолютно не растворима в воде, но легко растворяется под воздействием спирта и ацетона. Размягчение канифоли происходит при температуре не ниже 66-69ºС в зависимости от сорта.




Эфиры из канифоли
Если вы желаете получить эфир, который можно полностью заместить пентаэритритовым веществом, выделенным из абиетиновой кислоты, то потребуется четыре моля канифоли для получения одного моля пентаэритрита.
Растворяется данный эфир, который называют пентаэритритовым, в обычном веществе, способным растворить лак. Температура его размягчения достигает всего девяноста пяти или даже ста градусов по Цельсию. При этом число кислотного вещества достигает целых десяти или двадцати пяти. Применяют это вещество для того, чтобы создавать масляные лаки или эмали. Благодаря ему возможна сушка достаточно быстрая, также возможно образование пленки твердого покрытия, устойчивость к воде и атмосферным явлениям.
Канифольно-малеиновый продукт
 Рассмотрим такой продукт, как канифольно-малеиновый, этот аддукт представлен конденсацией канифоли, а также совместно с малеиновым ангидридом. Температура для того, чтобы расплавить аддукт, должна быть порядка ста сорока градусов. При этом кислотное число в целом достигает ста или ста десяти веществ. Применяют это вещество для образования лака на основе спирта, масляного и нитроцеллюлозного покрытия.
Рассмотрим такой продукт, как канифольно-малеиновый, этот аддукт представлен конденсацией канифоли, а также совместно с малеиновым ангидридом. Температура для того, чтобы расплавить аддукт, должна быть порядка ста сорока градусов. При этом кислотное число в целом достигает ста или ста десяти веществ. Применяют это вещество для образования лака на основе спирта, масляного и нитроцеллюлозного покрытия.
Получают канифольно-малеиновый аддукт с помощью этерифицированного глицерида путем двух шагов.
- Во-первых, требуется получить маленовую кислоту на основе неполного спиртового раствора.
- Во-вторых, получают канифольно-малеиновый аддукт, а также его масляную этерификацию.
Абиетиновое вещество представлено продуктом, подвергнувшемуся окислению, которую получают из серки на основе елки. Она подвергается экстракции бензином. Потом все, что остается, обрабатывается бутанолом. Когда производится отгонка, которая осуществляется с использованием экстракта спирта, получают смолу. Для этого необходимо подогреть вещество до двухсот десяти или двухсот двадцати градусов. Требуется два или четыре часа такого процесса, при этом масса должна продуваться воздухом. Для размягчения смолы абиетиновой нужна температура до девяноста четырех градусов, число кислотных веществ при этом достигает восьмидесяти одного, а омыление достигает по числу ста сорока пяти. Это вещество используется для образования нитролака.
Помимо еще живичной и экстракционной канифоли получают талловое вещество. Его получают из таллового масла. Оно является отходным веществом бумажной или целлюлозной промышленности.
Какие виды существуют
Разновидности канифольных флюсов по способу производству, составу исходного сырья:
- Живичная канифоль чаще производится из сосновой смолы, реже – из других пород хвойных деревьев. Сырье собирают, подсекая кору живых деревьев. Название флюса появилось по аналогии с исходным продуктом. В сосновой живице содержится до 80% канифоли и 20% скипидара. Живичная канифоль качественная, содержит от 90 до 94 % смоляных кислот, до 1,5 % жирных. Концентрация неомыляемых веществ не более 6…7%. Встречается живичная канифоль редко. Ее часто заменяют экстракционными и талловыми аналогами.
- Экстракционная канифольная смесь производится методом экстрагирования смеси измельченной хвойной древесины (обмола) и бензина, выполняющего функцию растворителя органических кислот. От живичной такая канифоль отличается темным оттенком и температурой размягчения, она ниже на 10–15 градусов, составляет в среднем +55°С. Кислотное число экстракционного паечного флюса в пределах 150 мг КОН/г, массовая доля жирных кислот не выше 12%. Для улучшения эксплуатационных свойств экстракционную канифоль очищают. Процедура называется оставлением. Адсорберы поглощают красящие компоненты. На выходе получается продукт, близкий к живичному по химическому составу и свойствам.
- Талловая паечная канифоль самая светлая. Выпускается из сульфатного мыла путем вакуумной перегонки. Получается смолистое вещество с высокой концентрацией абиетиновой кислоты, ускоряющей кристаллизацию. Исходным сырьем служат отходы целлюлозно-бумажного производства. По техническим характеристикам таловая канифоль сопоставима с живичной.
Несколько слов об особенностях различных видов канифольных флюсов. В живичном тугоплавком практически нет жирных кислот, которые недопустимы при пайке некоторых металлов. В экстракционной их может содержаться до 10%, в таловой еще больше. В розничной торговле флюс продается фасованным видом в металлических круглых коробках. На этикетке указываются технические особенности.
Пайка в домашних условиях
 Пайка — специальная техника, с помощью которой металлические элементы прочно сцепляются между собой посредством расплавленного припоя. В быту скрепить детали между собой можно при помощи обыкновенного паяльника.
Пайка — специальная техника, с помощью которой металлические элементы прочно сцепляются между собой посредством расплавленного припоя. В быту скрепить детали между собой можно при помощи обыкновенного паяльника.
Перед тем как приступить к пайке, необходимо зачистить поверхности деталей, которые будут сцепляться между собой, при помощи напильника или наждачной бумаги. Затем их необходимо обезжирить при помощи растворителя или очистить, используя бензин, и смазать флюсом.
Флюс — вещество, с помощью которого с поверхности металла удаляются оксидные плёнки, другие загрязнения и излишний жир. Кроме того, флюс предохраняет металлы от возможного окисления. В качестве такого флюса часто используется особое вещество — канифоль.
В основном флюс из канифоли используется для пайки в домашних условиях. При проведении производственной пайки смола используется в меньших количествах, по сравнению с флюсами из других веществ.
Благодаря свойству канифоли растворять при нагреве оксиды олова, а также меди и свинца, это вещество может быть использовано в электротехнических работах как особый природный флюс — компонент, обладающий противоокислительными свойствами. Благодаря такой характерной особенности, это вещество способно очищать поверхности металла при проведении пайки. С его помощью также улучшается растекание и практически нивелируется поверхностное натяжение вещества, используемого в качестве припоя.
Для того, чтобы была обеспечена высокая технологичность процесса применения флюса при пайке выпускается несколько типов таких компонентов, выполненных на основе колофонской смолы (они могут быть твёрдыми, жидкими и гелеобразными):
- Твёрдый флюс. Такой тип компонента для спайки и лужения деталей используется уже довольно долгое время и является самым популярным. Он имеет как свои очевидные достоинства, так и недостатки. К последним можно отнести то, что используя твёрдый флюс трудно соблюдать точность при нанесении его в труднодоступные места спайки.
- Флюс на основе спиртового раствора. Такой компонент является универсальным. Его можно использовать при спаивании как мелких, так и крупных деталей. Основным преимуществом такого метода является лёгкий способ его нанесения при помощи кисточки.
- Флюс из канифоли на основе геля. Вязкая консистенция геля позволяет быстро наносить вещество на поверхность. С помощью геля легче обрабатывать самые труднодоступные места поверхности деталей, которые будут подвергаться спайке. При этом обеспечивается максимально точное дозирование вещества флюса. Гель не высыхает слишком быстро, по сравнению со спиртовыми флюсами и более податлив, чем твёрдый флюс из канифоли.
Флюс для пайки паяльником
Флюс это вспомогательное вещество, необходимое для освобождения поверхностей спаиваемых деталей от окислов и лучшему растеканию припоя по поверхности металла при пайке. Без применения флюса выполнить паяльником качественную пайку практически не возможно.
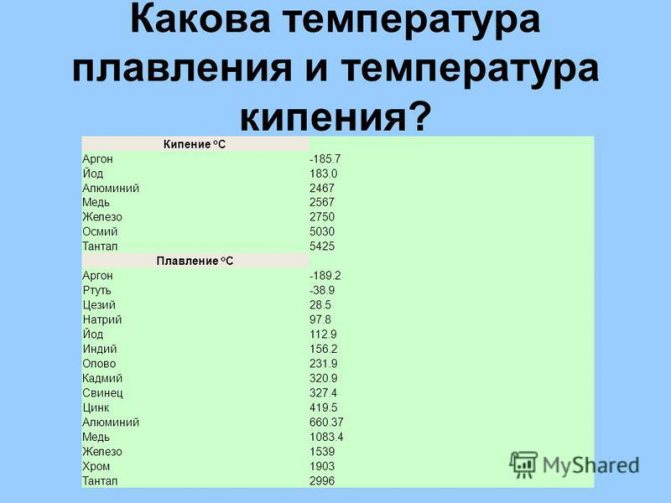
При приготовлении наиболее популярных флюсов для пайки электрическим паяльником, применяется канифоль. Ее получают из древесины деревьев хвойных пород, в основном сосны. При температуре около 50°С канифоль размягчается, а при 250°С начинает кипеть.
Канифоль не устойчива к воздействию атмосферной влаги – гидролизуется. Она состоит на 85-90% из абиетиновой кислоты. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Популярные флюсы для пайки электрическим паяльником
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испарится. Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.
В бутылочке я и приготавливаю спирто-канифольный флюс. Сначала через воронку из бумаги насыпаю порошок канифоли и затем заливаю спиртом. Легко налить спирт в узкое горлышко бутылочки, если прикоснуться горлышком бутылки со спиртом к кисточке, предварительно смоченной в спирте. Лить нужно очень медленно и ни одной капли не прольете. Со временем спирт испаряется и флюс становится густым. Тогда нужно его разбавить спиртом до требуемой консистенции.
В качестве флюса я часто использую не документированный флюс аспирин (ацетил салициловая кислота), который применяют в качестве лекарства. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
Осваиваем пайку с канифолью
Состав канифоли для улучшения пайки изготовляется и продается как в чистом твердом виде, так и в виде жидких или вязких флюсов, цена его отличается.
Наиболее распространен спиртово-канифольный флюс (марка «СКФ»), который состоит по ГОСТ из 40-процентного канифолевого раствора и чистого этилового спирта.
Именно этот флюс с канифолью является диэлектриком, в отличие от хлоридно-аммониевого флюса
Кроме технических свойств этого флюса, важное значение играет невысокая цена
Видео:
Вместо жидкого флюса можно использовать канифоль в твердом виде, она также имеется в продаже в магазинах для радиолюбителей.
Цена одного килограмма твердой канифоли в пределах 400 — 500 рублей. Когда приобретена канифоль, имеется в наличии паяльник и обычный припой (олово), приступаем к работе.




Если вам до этого момента не приходилось паять, то сначала ознакомьтесь с видео инструкцией. Технология пайки с применением канифоли представлена на видео.
ВАЖНО ЗНАТЬ: Советы по сварке нержавейки полуавтоматом в среде углекислого газа
Чтобы крепко и правильно паять, придерживайтесь следующей последовательности.
Подготовка паяльника – лужение. Оно включает в себя зачистку жала паяльника напильников и последующее покрытие тонким слоем припоя.
Разогрейте жало и наберите на него небольшое количество канифоли, затем сразу же соедините с припоем. Как видно на видео, припой не прилипает к жалу, а нам нужно добиться его равномерного покрытия припоем.
Поэтому прикладываем жало к натуральной доске (лучше всего подойдет сосновая, но можно использовать любую) на непродолжительное время. Повторяем последовательность.
После нескольких циклов мы добьемся нужного результата.Подготовка спаиваемых поверхностей.
Если оголена бóльшая поверхность провода, чем требуется для пайки, то это, конечно, удобно новичку, именно это – причина, из-за которой происходят замыкания и возгорания схемы.
Обычно чистый медный провод можно залудить после одного цикла «канифоль-припой».
Опустим провод в канифоль, приложим горячее жало к верху оголенной поверхности и поднимем проводок.
Канифолевая масса задымится и обтечет провод, после чего нам остается покрыть место пайки оловом. Для этого набираем горячим жалом олово из припоя и переносим на провод.
Если провод из медно-желтого стал серебристым, то он считается правильно залуженным. Когда нужно соединить пайкой два провода, оба нужно залудить таким же образом.
Видео:
Рассмотрим, как подготовить для пайки медную деталь, к которой нужно припаять провод. Опускаем разогретое жало в канифоль и сразу же в припой.
Теперь у нас на кончике жала канифолево-оловянная смесь. Ее нужно качественно растереть по поверхности детали в месте пайки.
Лужение произведено правильно, если место, где будет производится пайка, стало серебристым.
Вместо твердой канифоли можно использовать любой флюс.
Для того чтобы правильно спаять залуженные детали, соединим их между собой, разогретым паяльником наберем олово (его можно заменить на любой другой чистый припой), покроем стык деталей горячим составом.
Теперь избегайте шевеления деталей под горячим припоем и дайте пайке полностью остынуть. Детали обволакиваются оловом при помощи канифоли.
ВАЖНО ЗНАТЬ: Контактная стыковая сварка
Если замечаете, что обволакивание происходит плохо, то добавляйте канифоли столько, сколько будет требоваться, но небольшими порциями.
Рассмотрим, как правильно отпаять детали. Разогреваем жало и прикладываем его к месту пайки. Это расплавит припой и детали легко отделятся друг от друга.




Теперь окуните кисточку в растворитель и уберите оставшийся флюс с канифолью с поверхности деталей.
Состав канифоли
Как устроена канифоль? Она имеет отличную деятельность при добавлении химикатов.

Эфиры из канифоли
Это возможно благодаря тому, что в ней присутствует смоляная кислота, что дает возможность ее широкого использования. Она широко применяются, чтобы получить самые разные производные. Речь идет о резинатах, таком веществе, как эфир, конденсатовских продуктах и прочем. Называются они препарированными смолами. Можно охарактеризовать их с точки зрения химического направления как ряд соединений, образующихся во время взаимодействия смоляной кислоты и других веществ, которые входят в рассматриваемый продукт.
Вот как можно получить одно из веществ канифоли, которое используется в лакокрасочной промышленности. Для этого необходимо канифоль расплавить до двухсот или даже двухсот десяти градусов по Цельсию, которую помещают в этерификатор. Там создается пониженное давление. Постепенно в массу вводят глицерин. Главное правильно соблюсти пропорцию.
То есть нужно на каждые десять или двенадцать частей глицерина использовать сто частей канифоли. Температура при этом должна быть поднята до двухсот восьмидесяти градусов. Такая высокая температура должна сохраняться до полутора или даже двух часов. Пока масса настаивается. После этого ее поднимают еще выше, до трехсот пяти градусов, чтобы избавиться от глицерина. Так получают данный вид канифоли.
Можно ли заменить спирт
Некоторые бывалые паяльщики, пытающиеся сэкономить спирт для других целей, советуют брать дешевые одеколоны. Рекомендация спорная. Пахнуть будет приятно, но содержащиеся в парфюме добавки могут навредить месту пайки.
Советы использовать водку вместо спирта тоже не очень правомерны. Канифоль — органический продукт, в воде растворяется плохо. Водка – это смесь спирта и воды. Смолу в водочной смеси растворить гораздо сложнее, даже при условии высокого качества водки.
Учитывая, что в домашних условиях расход флюса измеряется умеренными количествами, можно купить медицинский спирт. Гарантированное качество спирто-канифольной смеси стоит усилий. На практике самодельный флюс, сделанный правильно, не уступает продающейся продукции.
Что такое канифоль
Многие слышали слово «канифоль», однако не каждый знает, что это такое. Полное название этого вещества — колофонская смола. Представляет собой смолу хвойных пород деревьев, которую перед запуском в продажу очищают по особой технологии. Визуально представляет собой материал похожий на стекло. На ощупь — хрупкое.
После нанесения на место спайки защищает шов от воздействия коррозийных процессов. В состав канифоли входят смолистые кислоты и сторонние компоненты.
Свойства
Зная свойства материала для спайки можно точно определять в каких условиях он используется:
- Не смывается обычной водой. Для снятия остатков канифоли нужно использовать бензин, спиртосодержащие составы или ацетон.
- Температура размягчения смолянистого материала начинается от 50 градусов. В редких составах этот параметр может начинаться от 130 градусов по Цельсию.
- Основным компонентом канифоли является абиетиновая кислота. Это смоляное вещество занимает 90% общего состава.
- Температура кипения — от 250 градусов.
- Хрупкий материал, который легко разрушить при ударе или сильном движении.
Способы получения

Смола на дереве
Существует три метода получения канифоли:
- Экстракция. Древесину размельчают и замачивают в растворителе. Таким образом выделяется экстракт смолы.
- Перегонка таллового масла. Это масло представляет собой отход, который получается при производстве бумаги.
- Самый распространённый метод — получение канифоли из живицы. Сок хвойных пород древесины обрабатывается с помощью равномерного нагревания. В ходе термического процесса испарятся влага и скипидар. В ёмкости остаётся твердые куски канифоли. Далее они проходят процесс химической очистки и поступают в продажу.
От способа получения готового материала изменяется и его название.
Виды паяльной канифоли
Реализация канифоли происходит разбавленным и чистым видом. Очищенное сырье существует в форме палочки или кусков. Более дорогими и сложными по производству являются флюсы жидкого типа. Наиболее простой вариант спиртосодержащий, состоящий из раствора канифоли и спирта, разведенный практически равными пропорциями. Данный раствор не вызывает реакций при использовании, предотвращает коррозию и не проводит электрический ток.

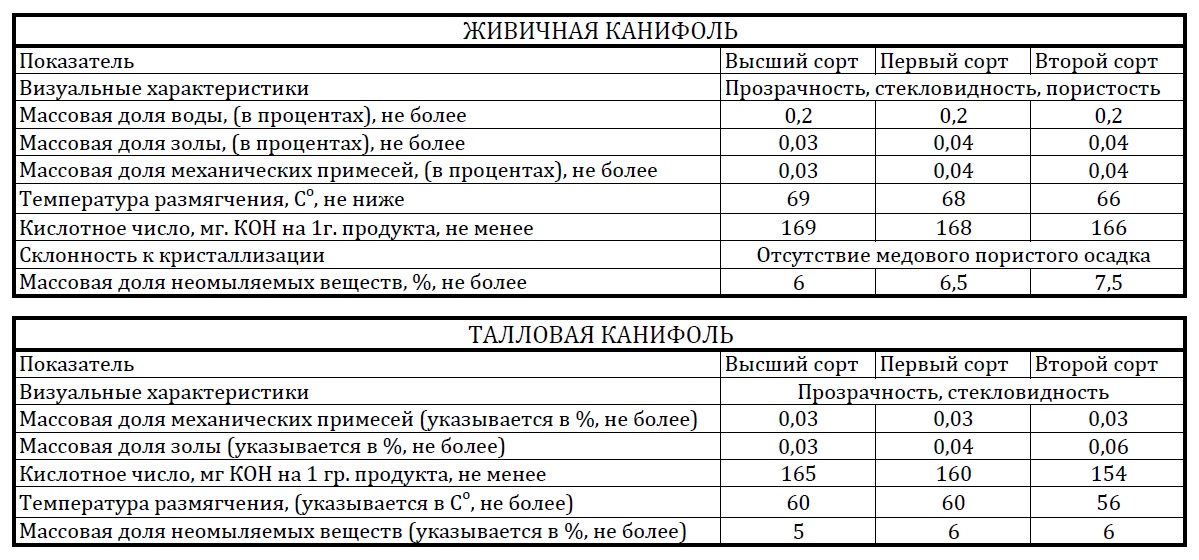
Живичная канифоль по ГОСТ 19113-84
Изготовления спиртового раствора может быть выполнено в домашних условиях
Важно соблюдать последовательность действий:
- Необходим этиловый спирт в малых количествах, крепостью не менее 70°. Найти его можно в аптеке или местах реализации подобных изделий.
- Канифоль живичная измельчается до песчаного состояния ступкой, после этого необходимо добавить спирт в соотношении 70 на 30.
- В случае отсутствия под рукой спирта, возможно использовать аналогичный растворитель, к примеру бензин или ацетон. Добавлять размягченную субстанцию необходимо малыми порциями, перемешивая до полного растворения.
Более современная модель раствора имеет вместо спирта глицерин. Приготовление происходит тем же способом, данный материал более удобен в работе. Его можно непосредственно наносить на спаиваемые детали, имеет более твердую форму относительно раствора. Некоторые припои реализуются уже с готовым флюсом посередине проволоки. Вариант удобен при действиях, однако высокая цена и отсутствие в мелких торговых токах могут привести к эксплуатации таловой канифоли.





Получение жидкой канифоли
Канифоль сосновая имеет следующие характеристики:
- Температура кипения начинается от 250 °C, зависит от состава и добавленных примесей.
- Размягчение происходит на пороге 52-72 °C.
- Теплопроводность элемента – 0,1 ккал/м, теплотворность – 9100 ккал/кг.
- Расширение в расплавленном состоянии равняется коэффициенту 0,05, кислотное число от 145 до 175.
Основной разновидностью материала является прозрачная колофонская смола, применяется твердым состоянием, имеет светло желтый оттенок. Основой для качественного производства продукции используется абиетиновая кислота, занимающая большую долю в составе вещества.
Чем растворить канифоль для пайки?
Флюс — это вещество, как органическое так и неорганическое, которое обеспечивает удаление окислов спаиваемых проводников, уменьшает силу поверхностного натяжения, а также улучшает равномерность растекания расплавленного припоя. Кроме своего основного назначения флюс может защитить контакт от воздействия окружающей среды, но следует заметить что данным свойством владеют не все виды флюсов.
В зависимости от потребности, флюс может быть в виде жидкости, порошка или пасты.
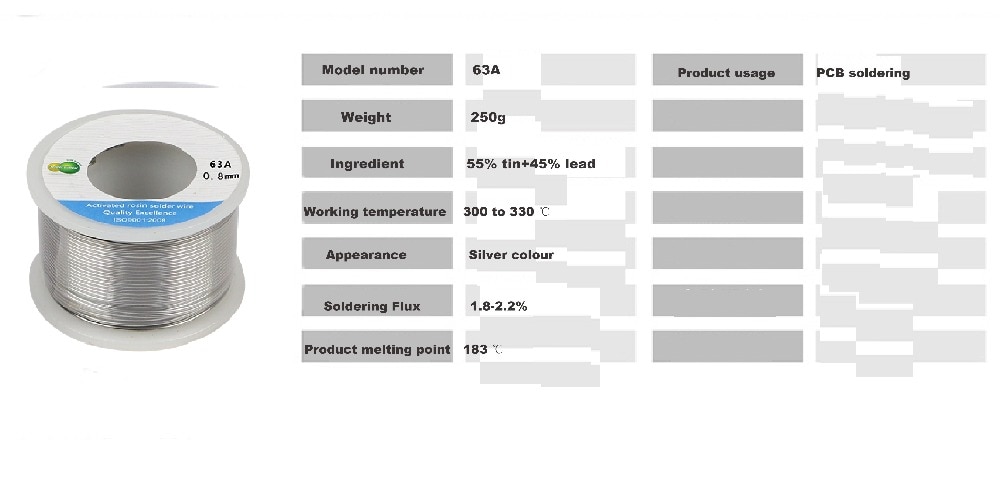
Производятся также паяльные пасты, содержащие частицы припоя вместе с флюсом, а все современные припои представляют из себя трубку из припоя внутри которой находится флюс-заполнитель.
По температурному режиму и интервалу активности, флюсы можно разделить на низкотемпературные (до 450 градусов) и высокотемпературные (больше 450 градусов). Кроме того флюс может быть водным и безводным.
По химическим свойствам все флюсы можно разделить на кислотные (активные) и бескислотные. Кроме того существуют еще активированные и с антикоррозийной защитой.
Активные флюсы
в основном состоят из соляной кислоты и хлористых или фтористых металлов. В качестве активного флюса давно применяется аптечный препарат — ацетилсалициловая кислота (аспирин). Эти флюсы очень интенсивно растворяют окисленный слой на поверхности металла, и пайка сразу становится качественной и прочной, но остаток флюса после пайки вызывает интенсивную коррозию соединения и основного металла в будущем. Поэтому рекомендуется смывать все остатки флюса которые остались на месте пайки.
При пайке радиоэлектронных элементов применение активных флюсов не допустимо, так как с течением времени их остатки все равно разъедают место пайки тонких радио элементов.
Бескислотные флюсы
, в основном это канифоль и флюсы, приготовленные на ее основе с добавлением спирта, скипидара или глицерина. В процессе пайки канифоль очищает поверхность от окислов, а также защищает ее от окисления. При температуре 150 градусов канифоль растворяет окислы свинца, олова и меди, очищая их поверхность в процессе пайки и паяное соединение становится блестящим и красивым. Но самое главное, в отличии от активных флюсов, канифольные флюсы не вызивают коррозии и разъедания метала. С помощью канифольных флюсов паяют медь, бронзу и латунь.
Активизированные флюсы
, в главном кроме того, состоят из канифоли в которую прибавляют небольшое количество солянокислого либо фосфорнокислого анилина, салициловой кислоты либо солянокислого диэтиламина.
Данные флюсы используют при пайке основной массы металлов и сплавов (железо, сталь, нержавеющая высококачественная сталь, медь, бронза, цинк, нихром, никель, серебро), даже оксидированных элементов из медных сплавов в отсутствии подготовительной зачистки.
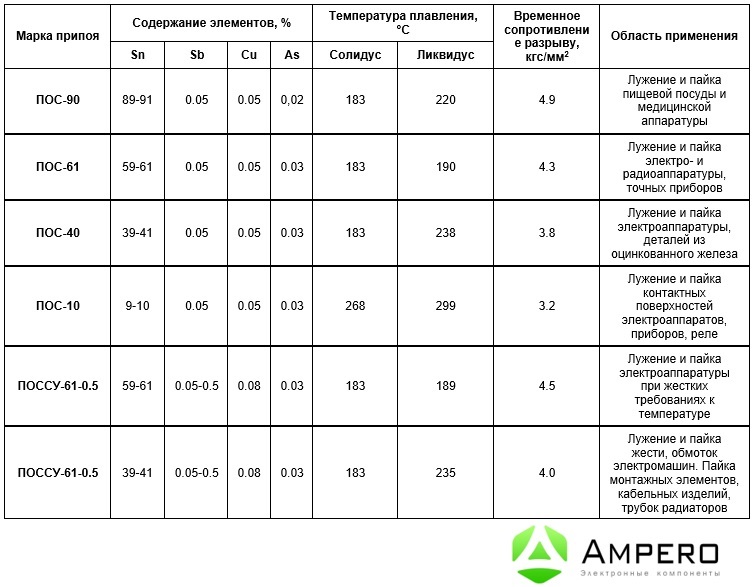
Активированными флюсами считаются флюсы ЛТИ, в состав которых входит этиловый спирт (66 — 73%), канифоль (20 — 25%), солянокислый анилин (3 — 7%), триэтаноламин (1 — 2%). Флюс ЛТИ дает отличные итоги при применении оловянистых припоев ПОС-5 и ПОС-10, обеспечивая завышенную крепкость спаянного соединения.
Антикорозийные флюсы
используют для спаивания меди и медных сплавов, константана, серебра, платины и ее сплавов. Они содержат внутри себя фосфорную кислоту с прибавлением разных органических соединений и растворителей. В состав некоторых противокоррозийных флюсов входят органические кислоты. Остатки данных флюсов не вызывают коррозии.
ВТС-флюс, к примеру, состоит из 63% тех. вазелина, 6,3% триэтаноламина, 6,3% салициловой кислоты и этилового спирта. Остатки флюса убирают протиркой детали спиртом либо ацетоном.

Защитные флюсы защищают раньше очищенную плоскость металла от окисления не оказывают хим действия на сплав. К данной группе относятся неактивные мат-лы: воск, вазелин, оливковое масло, сладкая пудра и др.





Назначение канифоли
Прежде, чем описать назначение канифоли, надо разъяснить, чем отличаются пайка от сварки:
- В процессе сварки кромки соединяемых деталей расплавляются, жидкие фазы смешиваются и, затвердевая, образуют неразъёмное соединение.
- При пайке соединяемые детали остаются в твёрдом состоянии, а расплавляется только металл, служащий для соединения – припой. Расплавленный припой растекается по соединяемым кромкам и при застывании образует неразъёмное соединение.
Для гарантированного качества края скрепляемых деталей должны хорошо смачиваться припоем. Это достигается их очисткой от окислов и загрязнений с помощью флюсов – в данном случае канифоли.
Это интересно: Что такое дроссель и для чего он нужен: рассмотрим внимательно





