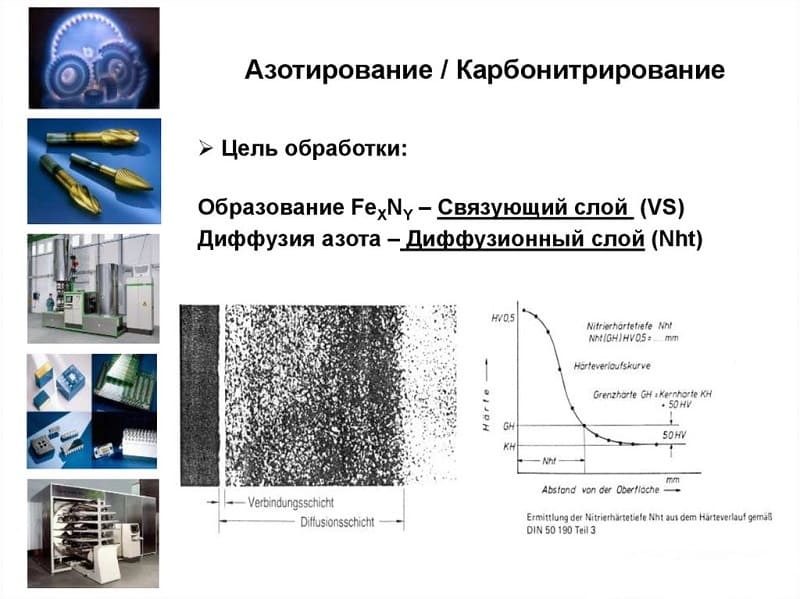
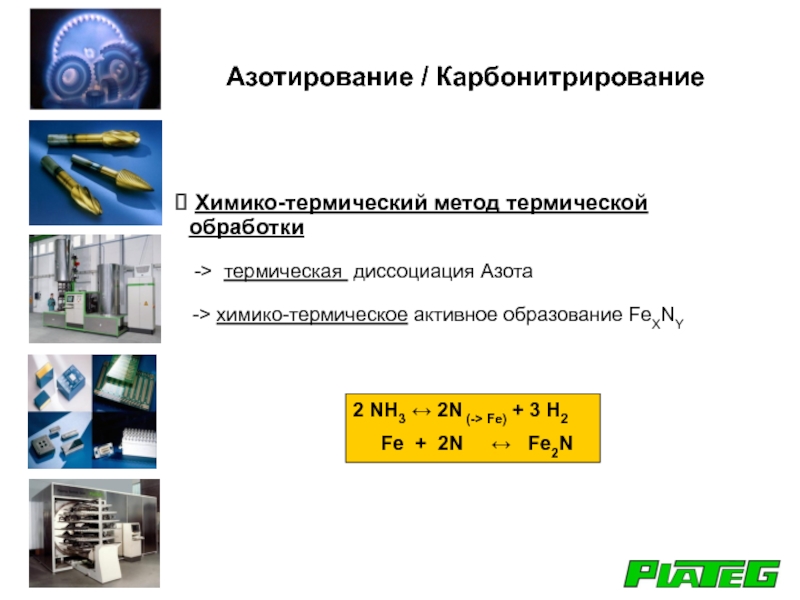
Азотирование стали
— химико-термическая обработка, при которой поверхностные слои насыщаются азотом. Впервые азотирование осуществил Чижевский И.П., промышленное применение — в двадцатые годы. При азотировании стали увеличиваются не только твердость и износостойкость, но также повышается коррозионная стойкость. При азотировании изделия загружают в герметичные печи, куда поступает аммиак NH3 c определенной скоростью. При нагреве аммиак диссоциирует по реакции: 2NH3>2N+3H2.
Атомарный азот поглощается поверхностью и диффундирует вглубь изделия. Фазы, получающиеся в азотированном слое углеродистых сталей, не обеспечивают высокой твердость, и образующийся слой хрупкий. Для азотирования используют стали, содержащие алюминий, молибден, хром, титан. Нитриды этих элементов дисперсны и обладают высокой твердостью и термической устойчивостью. Типовые азотируемые стали: 38ХМЮА, 35ХМЮА, 30ХТ2Н3Ю. Глубина и поверхностная твердость азотированного слоя зависят от ряда факторов, из которых основные: температура азотирования, продолжительность азотирования и состав азотируемой стали.
В зависимости от условий работы деталей различают азотирование:
- для повышения поверхностной твердости и износостойкости;
- для улучшения коррозионной стойкости (антикоррозионное азотирование).
В первом случае процесс проводят при температуре 500+560 oС в течение 24+90 часов, так как скорость азотирования стали составляет 0,01 мм/ч. Содержание азота в поверхностном слое составляет 10+12 %, толщина слоя (h) — 0,3+0,6 мм. На поверхности получают твердость около 1000 HV. Охлаждение проводят вместе с печью в потоке аммиака. Значительное сокращение времени азотирования достигается при ионном азотировании, когда между катодом (деталью) и анодом (контейнерной установкой) возбуждается тлеющий разряд. Происходит ионизация азотосодержащего газа, и ионы бомбардируя поверхность катода, нагревают его до температуры насыщения. Катодное распыление осуществляется в течение 5+60 мин при напряжении 1100+1400 В и давлении 0,1+0,2 мм рт. ст., рабочее напряжение 400+1100 В, продолжительность процесса до 24 часов.
Антикоррозионное азотирование проводят и для легированных, и для углеродистых сталей. Температура проведения азотирования — 650+700 oС, продолжительность процесса — 10 часов. На поверхности образуется слой фазы толщиной 0,01+0,03 мм, который обладает высокой стойкостью против коррозии. (фаза — твердый раствор на основе нитрида железа Fe3N, имеющий гексагональную решетку).
Азотирование стали проводят на готовых изделиях, прошедших окончательную механическую и термическую обработку (закалка с высоким отпуском). После азотирования в сердцевине изделия сохраняется структура сорбита, которая обеспечивает повышенную прочность и вязкость.
- Заказать консультацию
Азотирование стали в домашних условиях

Азотирование стали — не столь давняя практика диффузного насыщения ее поверхностного слоя азотом. В промышленном масштабе такой способ применяется только с 20-х годов прошлого столетия. Данная процедура, предложенная академиком Н.П. Чижевским, значительно улучшает качество стальной продукции по многим параметрам.
Суть процесса азотирования
По сравнению с цементацией азотирование имеет несколько веских преимуществ, которое сделало его основным способом улучшения показателей стали. Азотированный слой обладает высоким показателем твердости без дополнительной термообработки.
Кроме того, после азотирования размер обрабатываемой детали остается практически неизменным. В отличие от цементационного процесса, его можно применить к готовым изделиям, которые прошли термическую закалку с высоким отпуском и отшлифованы до окончательных форм.
После азотирования детали полностью готовы к чистовой полировке и другой обработке.
Азотирование – это обработка стали в процессе ее нагрева в среде высокого содержания аммиака. Вследствие этого поверхность стали насыщается азотом и приобретает следующие качества:
- Улучшается износостойкость деталей из металла за счет повышения индекса твердости их поверхностного слоя;
- Растет выносливость или усталостной прочности стальных изделий;
- Обработанный материал приобретает стойкую антикоррозионную защиту, которая сохраняется при контакте с водой, воздухом и паровоздушной средой.
Результаты азотирования намного ценнее в плане дальнейшей эксплуатации, нежели показатели изделия после цементации.
Так, слой после цементации может сохранять стабильные показатели твердости при температуре не более 225 °С, а слой с азотом – до 550-600 °С.
Причиной тому служит сам механизм азотирования, вследствие которого образуется поверхностный слой, который в 1,5-2 раза прочнее, чем после закалки и той же цементации.
Механизм азотирования
Обычно эта процедуры происходит при 500-600 °С в герметично закрытой реторте (муфели) из железа, которая внедряется в печь. Ее разогревают до температуры соответствующей выбранному режиму, и выдерживается необходимое время. В муфел, который являет собой контейнер, закладывают стальные элементы, которые будут подвержены азотированию.



В реторту из баллона непрерывно под определенным давлением запускается аммиак. Внутри нее аммиак, имеющий в своей молекуле азот, под действием температуры начинает диссоциацию (разложение) по следующей формуле:
2 NH 3 →6 H +2 N ,
откуда полученный в результате этого разложения атомарный азот проникает в металл путем диффузии. Это приводит к образованию нитридов на поверхности железных изделий.
А нитриды и их твердые растворы характеризуются повышенной твердостью. По окончании процедуры печь должна плавно охлаждается вместе с потоком аммиака.
Такой подход закрепляет эффект по твердости слоя, не давая поверхности окислиться.
Толщина такого нитридного слоя может варьировать от 0,3 до 0,6 мм. Таким образом, отпадает надобность в последующей термической обработке с целью повышения прочностных характеристик.
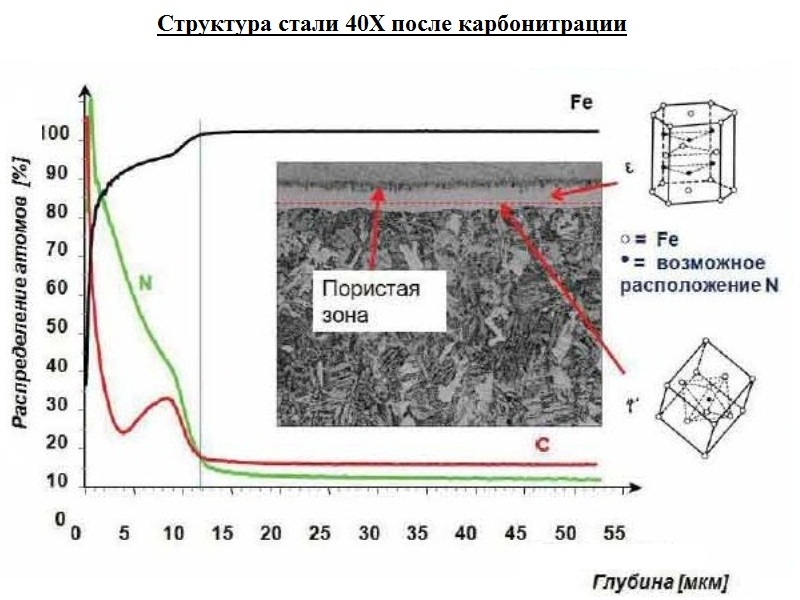
Схема формирования слоя, обогащенного азотом сложна, но хорошо изучена металлургами. В сплаве, который образуется вследствие диффузии азота в металл, наблюдается возникновение следующих фаз:
- Твердый раствор Fe3N с долей азота 8,0-11,2%;
- Твердый раствор Fe4N с долей азота 5,7-6,1%;
- Раствор N в α-железе.
При доведении процесса до температуры, которая превышает 591 °С можно наблюдать дополнительную α- фазу. Когда она достигает лимита насыщения, это порождает следующую фазу. Эвтектоидный распад производит 2,35 % азота.
Факторы, влияющие на азотирование
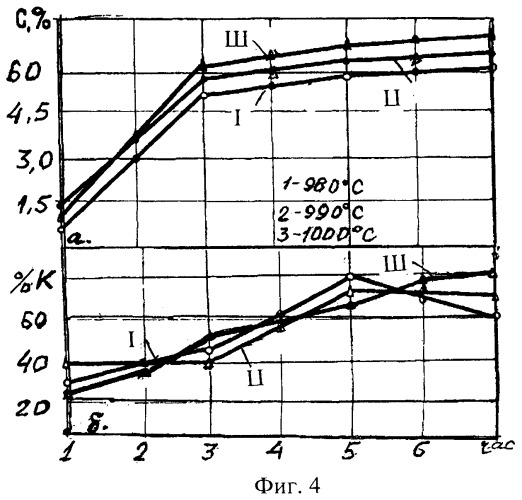
Основными моментами, оказывающими ключевое влияние на процесс, являются температурный режим, давление газа и пролонгированность азотирования.
Эффективность также зависит от степени диссоциации аммиака, которая может быть в районе 15-45%.
Причем существует определенная зависимость: чем выше температура, тем ниже твердость слоя азотирования, но выше скорость диффузии. Показатель твердости вызван коагуляцией нитридов.
Затем азотирование проходит вторую ступень при температурном режиме от 600°С до 620 °С. При этом в очень короткое время глубина азотированного слоя доходит до заданных значений, ускоряя весь процесс почти в 2 раза.
Однако, твердость образованного в результате ускорительного этапа слоя ничем не будет отличаться от слоя, который сформирован по стандартной одноступенчатой методике.
Карбонитрирование vs цементация
Нет, немного не так.
Вообще, азотирование это насыщение только азотом.
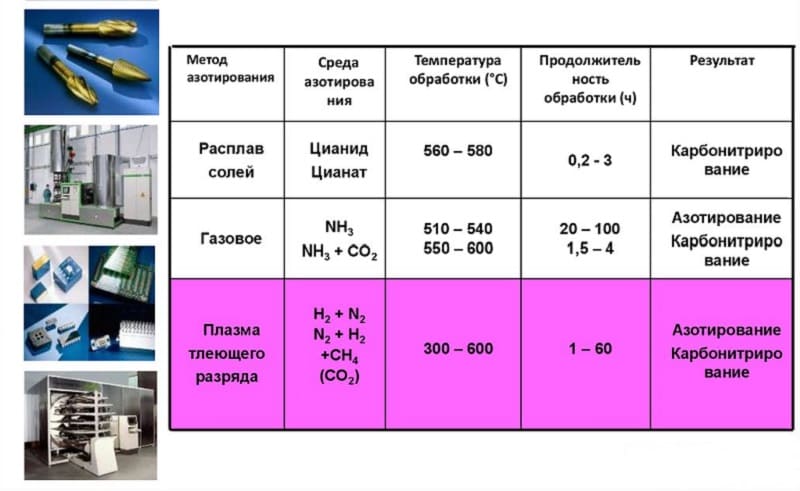
Обычное, газовое азотирование делают в аммиаке, при 520…560 при атмосферном давлении, просто в обычных муфельных печах. Скорость насыщения прибл. 0,01 мм в час.


Еще азотирование бывает ионное. Его делают в тлеющем разряде (плазма), то есть между деталью и муфелем включают напряжение (ок. 600 В). Этот процесс протекает в среде азотосодержащего газа (аммиак, азот, разложенный аммиак и т. д.), при давлении около 5 Бар. Это значительно ниже атмосферного, но, мне, это вакуумом назаать стыдно (а, вообще, на любителя). Температура прибл. такая же как при газовом. Скорость ионного азотирования в 7…10 выше чем у газового.
Бывает азотирование в расплавленных солях разных цианидов. Рассказывать о нем не буду, это страшно.
Всегда, перед азотированием, детали калятся. Азотирование окончательный процесс, после него делается только доводка. Но, бывают механики-любители, которые его шлифуют. Это не правильно потому, что нетехнологично и оно хрупкое, может скалываться.
Игогда, на черных сталях, делают декоративное азотировани, при 600, пару часов. На поверхности образуется нитридная пленка (как стекло), которая не ржавеет. Механически это покрытие нетехнологично, изза высокой хрупкости.
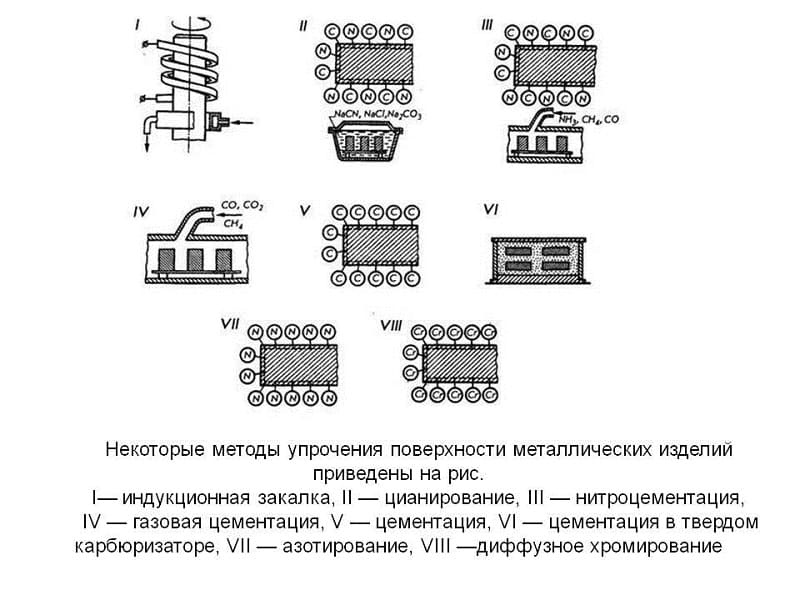
Нитроцементация (карбонитрация, нитрокарбонация) — одновременное насыщение металла углеродом и азотом.
Нитроцементация бывает чаще всего газовая. Ее делают в муфельных печах при температуре 860 град. Туда подают газ, который содержит углерод и азот (углерод главнее). Этот газ называется эндогазом. Так же могут туда капать керосин (для насыщения углеродом) и подавть аммиак (для насыщения азотом). Скорость такого процесса 0.15 мм в час.
Редко, но, бывает нитроцементация в твердом карбюризаторе. В железные ящики укладывают детали засыпают древесным углем и всякими нитратами. Закрывают крышками и ставят в печи с температурой 850…900 град. Пооисходит то же, что и при газовой нитроцеметации.
При нитроцементации, углеродом сталь насыщают, что бы получить твердость, азот добавляют для ускорения процесса и понижения температуры процесса. Это очень выгодно, при массовом производстве. Еще, азот влечет небольшое повышение антикоррозионных свойств поверхности и, говорят, добавляет износостойкости (думаю, теоретически).
Цементация — насыщение поверхности стали, только, углеродом. Происходит, при температуре не ниже 900 град. При более низких температурах углерод (один, без азота) в сталь не проникнет (не хватит енергии, он слишком большой).
Цементация бывает газовая и в твердом карбюризаторе. Газовая проводится так же как газовая нитроцементация, только без аммиака, а только с керосином (или синтином). Цементация в твердом карбюризаторе проводится в в ящиках с активировпным древесным углем (называется карбюризатор). Тампература процессов 900…930. Скорость 0,1 мм в час.
Процессы цементации и нитроцементации производятся всегда на низкоуглеродистых сталях, которые сами по себе выше 40 ед не закаливаются. Но если поверхностный слой насытить углеродом, то он закалится до 60. Поэтому, после цементации и нитроцементации, всегда делается закалка и получаем высокую твердость на поверхности и упругую сердцевину. Поэтому шестерни, в коробках передач, ходят долго и у них не отпадают зубы.
Как то так.
Выбирайте, что Вам больше нравится.
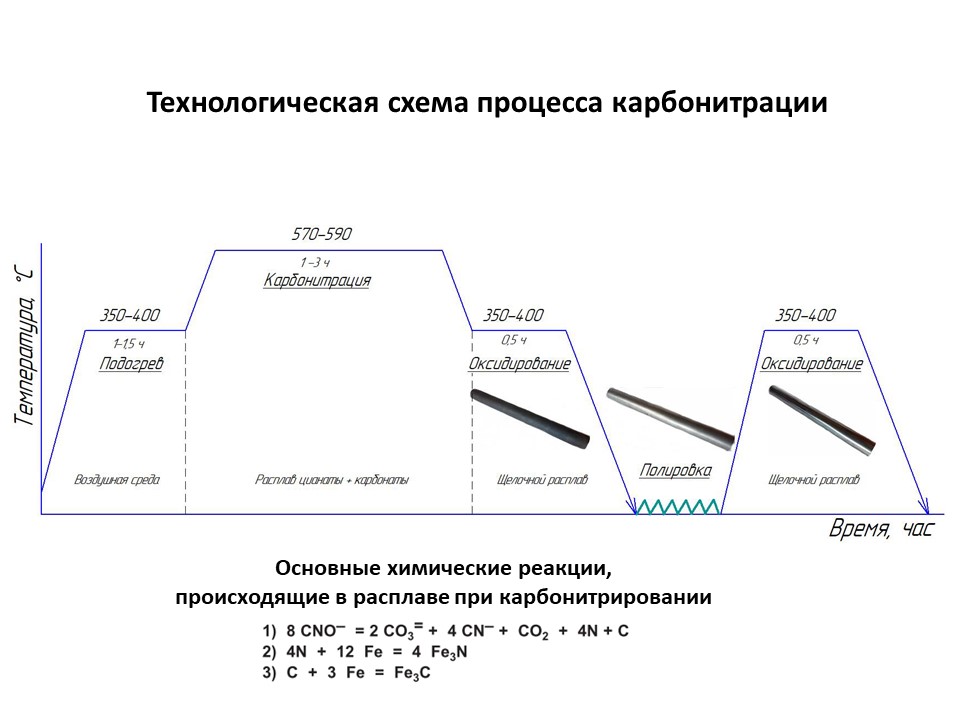
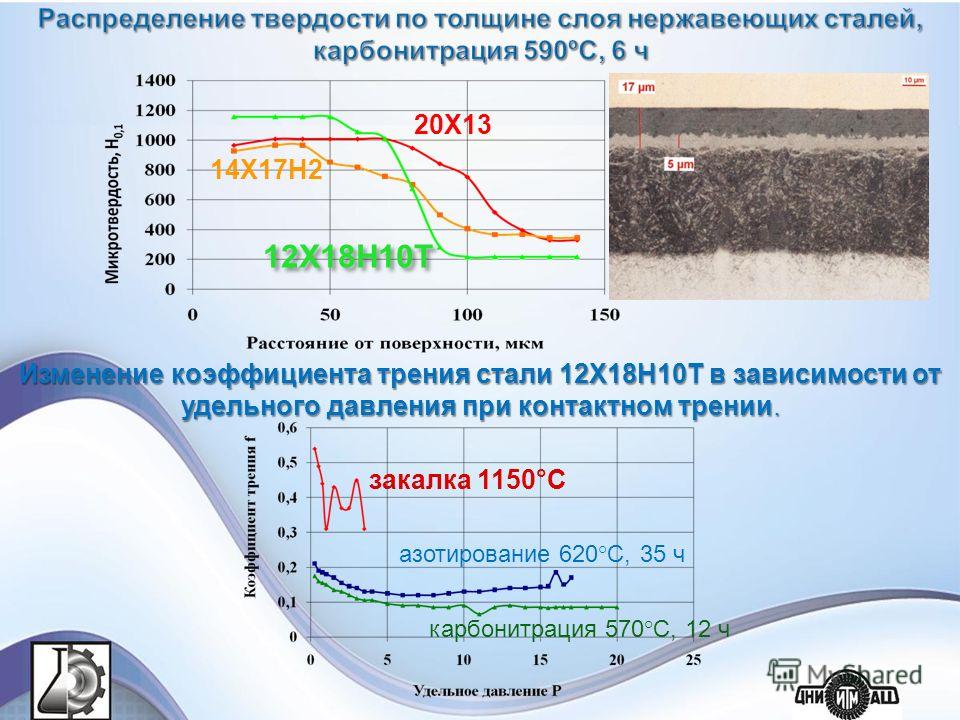
Карбонитрация стали
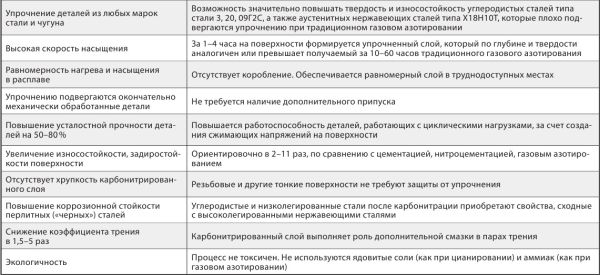
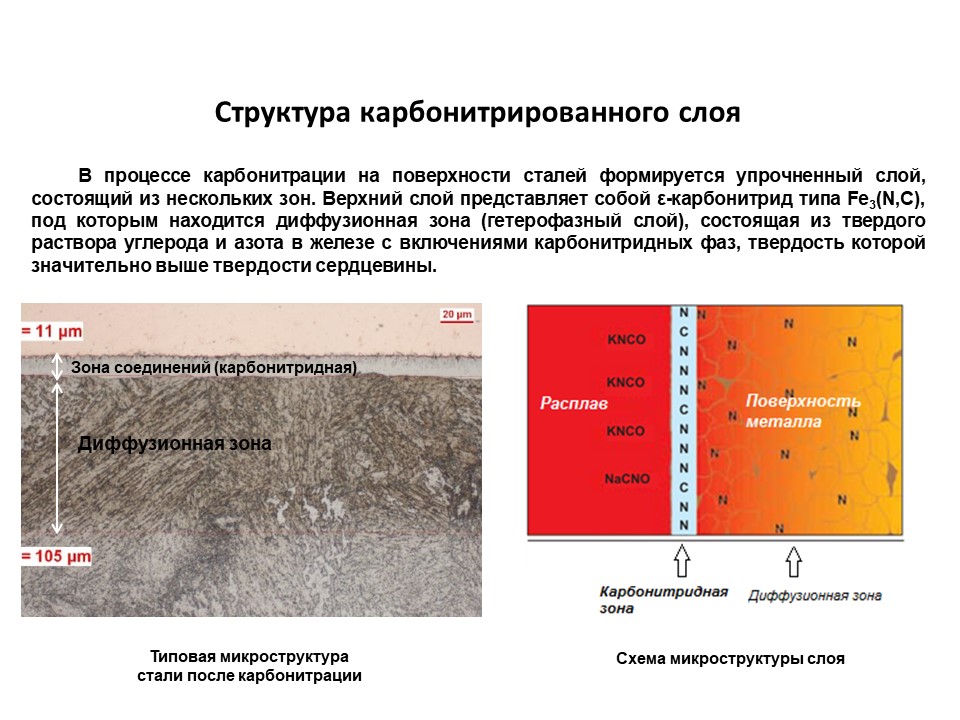
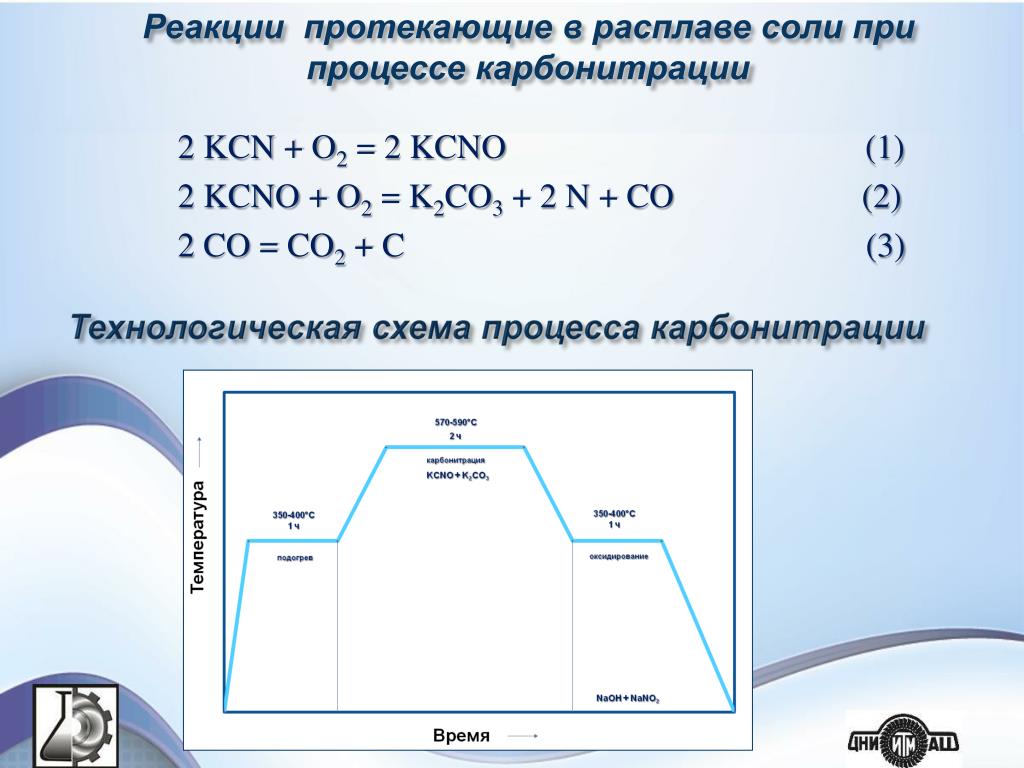
Популярным видом ХТО стали и чугуна практически любых марок является карбонитрация, или жидкостное азотирование. В этом случае поверхностный слой заготовок насыщается углеродом и азотом в соляных расплавах при температуре 560-580°C. Соляные составы синтезированы из аммоноуглеродных соединений: меламина, мелона, дициандиамида. Карбонитрация сходна с цианированием. Но цианирование осуществляется с использованием токсичного цианида натрия при температурах до 860°C. Для карбонитрации применяют неядовитые соединения, осуществляется она при температурах до 570°.
Преимущества технологии карбонитрации стали
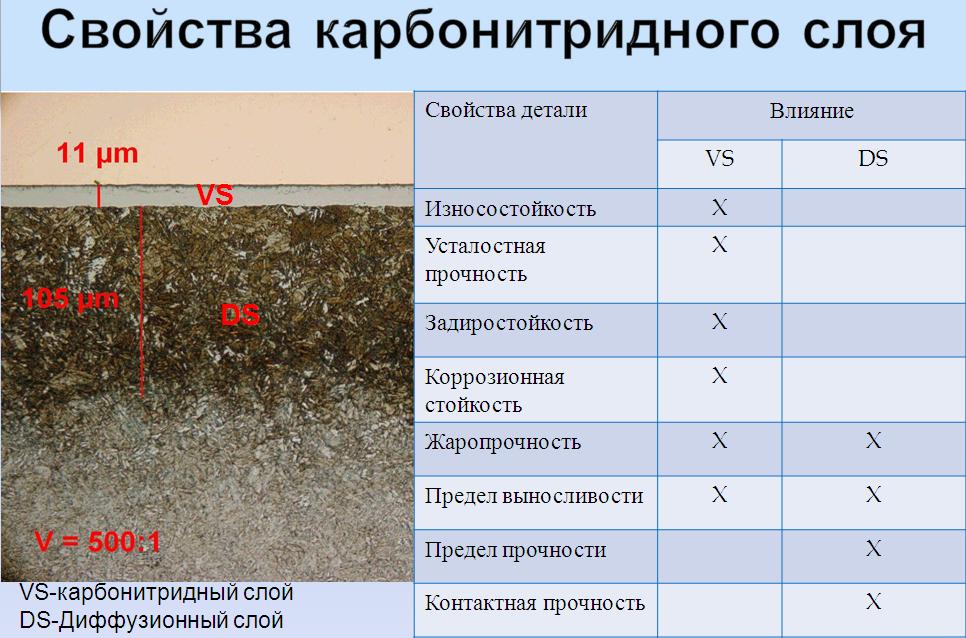
- Одновременное насыщение азотом и углеродом инициирует появление карбонитридных фаз – более пластичных и менее хрупких, по сравнению с чисто нитридными.
- Карбонитрация – наиболее экономичный процесс, благодаря его небольшой длительности – 0,5-4 часа.
- Равномерность нагрева и диффузии.
- Отсутствие термических напряжений, обеспечивающее минимальные деформации и точность геометрических параметров в пределах микронов.
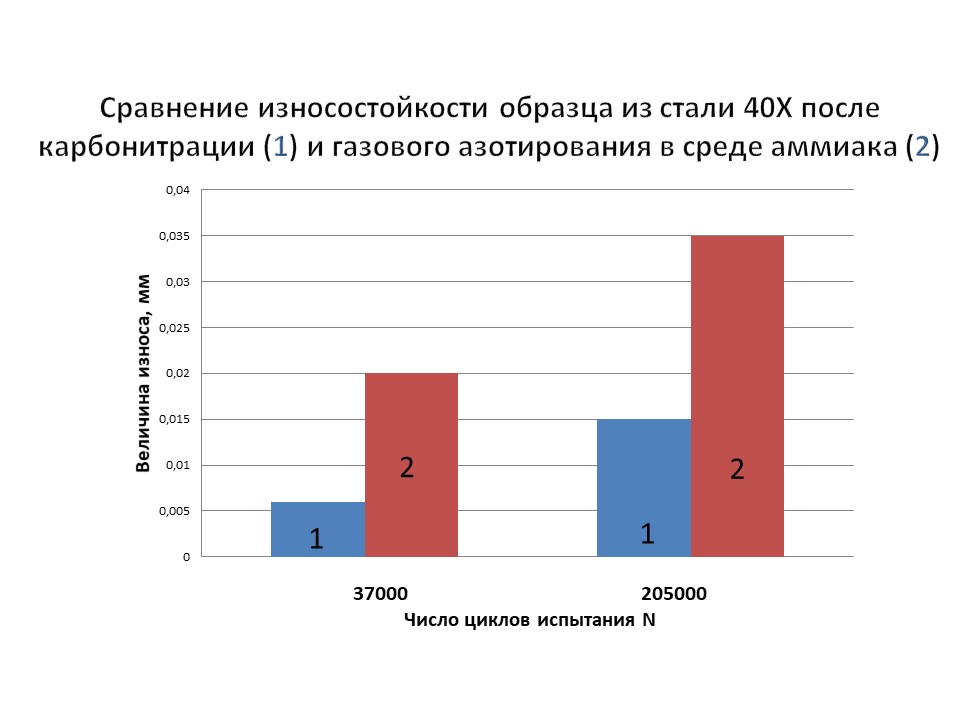
- Улучшение усталостной прочности изделий до 80%, износостойкости, коррозионной стойкости.
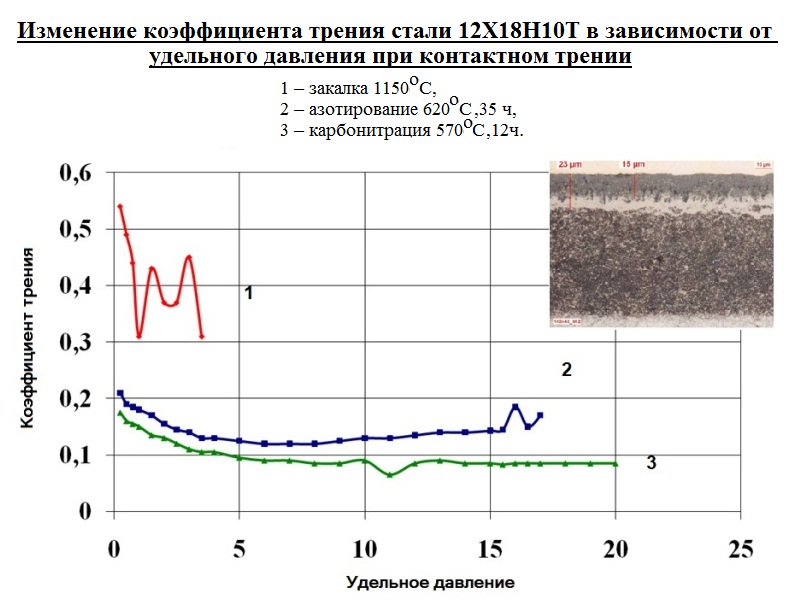
- Уменьшение коэффициента трения до 5 раз.
- Отсутствие хрупкости поверхностного слоя, насыщенного карбонитридами.
- Возможность обработки недорогих низкоуглеродистых сталей, которые не упрочняются традиционным азотированием. В результате карбонитрации они приобретают характеристики, которыми обладают более дорогие и хуже обрабатываемые стали.
- Этот процесс для рядовых деталей является финишным, не требующим дополнительной механической обработки. Ответственные изделия после карбонитрации подвергают хонингованию – полировке на 1-2 мкм.
Комбинированное насыщение поверхности азотом и углеродом может применяться даже для высоколегированных и устойчивых к коррозии сталей. На их поверхности присутствует плотная пленка из оксидов хрома и других легирующих добавок, препятствующая процессу чистого азотирования.
Этапы карбонитрации
Дополнительным плюсом этой технологии является возможность частичного погружения детали в солевой расплав, что позволяет упрочнить только отдельные участки.
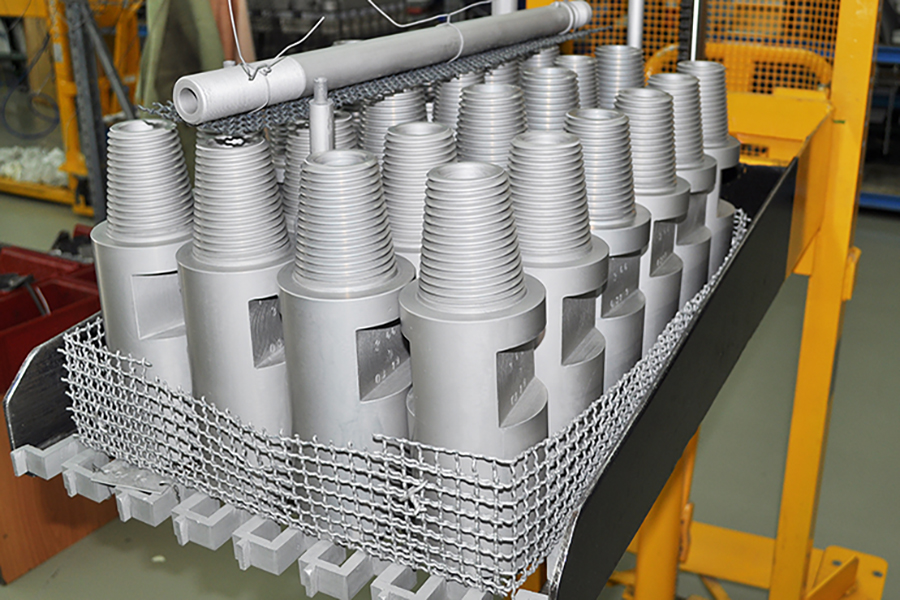
Последовательность
- На карбонитрацию поступают детали с окончательными размерами. При необходимости оставляют минимальный припуск на посадочных поверхностях для полировки.
- Предварительные мероприятия: очистка, обезжиривание.
- Нагрев в печи и карбонитрация.
- Охлаждение в воде, масле, на воздухе.
- Промывка, сушка.
Таким способом обрабатывают:
- режущий инструмент;
- пресс-формы;
- пары трения;
- элементы зубчатых передач;
- детали насосов.
Важный плюс этой технологии – соответствие экологическим нормам и безопасность работников, благодаря отсутствию ядовитых соединений в насыщающих средах. Карбонитрация применяется как на крупных промышленных предприятиях, так и в небольших мастерских и в домашних условиях.




Это интересно: Химическая металлизация — реагенты, технология выполнения в домашних условиях
Цементация в газовом карбюризаторе [ править | править код ]
Этот процесс осуществляют в среде газов, содержащих углерод. Газовая цементация имеет ряд преимуществ по сравнению с цементацией в твёрдом карбюризаторе, поэтому её широко применяют на заводах, изготовляющих детали массовыми партиями.
В случае с газовой цементацией можно получить заданную концентрацию углерода в слое; сокращается длительность процесса, так как отпадает необходимость прогрева ящиков, наполненных малотеплопроводным карбюризатором; обеспечивается возможность полной механизации и автоматизации процессов, и значительно упрощается последующая термическая обработка деталей, так как закалку можно проводить непосредственно из цементационной печи.
Цементация в твердой среде: возможность проведения в домашних условиях
Науглероживание стали в твердой среде можно провести в домашних условиях, если есть способ обеспечить длительную выдержку при таких высоких температурах.
Для обработки в твердом карбюризаторе понадобятся:
- углекислый натрий, кальций или барий;
- березовый или дубовый уголь, содержание которого в смеси составляет 70-90%.
Все компоненты измельчают и просеивают для удаления пыли. Оптимальные фракции – 3-10 мм. Методики смешивания компонентов:
- Соль и уголь смешивают в твердом состоянии.
Внимание! Если перемешивание было недостаточно тщательным, то после завершения процесса на детали образуются пятна. Цементацию на производстве и в домашней мастерской осуществляют в стальных ящиках, заполненных карбюризатором
Для уменьшения времени прогрева и повышения качества поверхностного слоя ящик для ХТО по форме и размерам должен быть максимально приближенным к обрабатываемой детали. Создать оптимальные условия можно только в герметичной таре, поскольку при этом исключается утечка газов, образующихся во время выдержки. Для обеспечения герметичности зазоры между ящиком и крышкой обмазывают огнеупорной глиной. Оптимальный материал ящиков для науглероживания – жаростойкая легированная сталь. Однако может использоваться и тара из малоуглеродистых сталей
Более предпочтительный способ заключается в обработке древесного угля растворенной в воде солью. Смесь просушивают до достижения уровня влажности 7%. Такая технология позволяет получить более однородную смесь.
Цементацию на производстве и в домашней мастерской осуществляют в стальных ящиках, заполненных карбюризатором. Для уменьшения времени прогрева и повышения качества поверхностного слоя ящик для ХТО по форме и размерам должен быть максимально приближенным к обрабатываемой детали. Создать оптимальные условия можно только в герметичной таре, поскольку при этом исключается утечка газов, образующихся во время выдержки. Для обеспечения герметичности зазоры между ящиком и крышкой обмазывают огнеупорной глиной. Оптимальный материал ящиков для науглероживания – жаростойкая легированная сталь. Однако может использоваться и тара из малоуглеродистых сталей.
Этапы цементации в твердом карбюризаторе
- Заготовки укладывают в ящик слоями с пересыпкой карбюризатором.
- Ящики обмазывают огнеупорной глиной и устанавливают в разогретую печь.
- Тару с содержимым прогревают примерно до 800°C. О качественном прогреве свидетельствует отсутствие темных пятен на подине в местах ее соприкосновения с ящиком.
- После прогрева температуру в печи поднимают до 950°C и выдерживают в таких условиях заготовку на протяжении определенного времени. При этом происходит проникновение активных атомов углерода в кристаллическую решетку стали.
Применение тугоплавкости вольфрама
Это качество металла широко используется для производства:
- нитей накаливания в приборах освещения;
- электродов в аргонно-дуговых сварках;
- элементов нагрева для высокотемпературных вакуумных печей сопротивления;
- электронно-лучевых трубок в мониторах, осциллографах, на радиолокационных станциях;
- электронных ламп.
Вакуумные лампы в большинстве отраслей заменены на полупроводники, кроме производства высоковольтного, мощного, высокочастотного оборудования, а также космической техники. Наряду с преимуществами, тугоплавкий металл имеет и недостатки:
- сложность механической обработки;
- при температуре воздуха, превышающей 400°С, образуются оксидные пленки, а при наличии в среде серосодержащих веществ — сульфидные пленки;
- требуются большие контактные давления для создания даже низкого сопротивления на участке электрического контакта.
Для нейтрализации описанных недостатков материал сплавляют с другими металлами, которые улучшают его свойство. Существует несколько таких соединений:
- Стеллит. В его состав, кроме вольфрама, входят кобальт и хром. Напылением или наплавлением он наносится на запчасти машин, инструментов, станков для увеличения износостойкости. Стеллит применяют для производства режущих инструментов.
- Быстрорежущие и инструментальные стали, из которых изготавливают сверла, фрезы, штампы. Кроме основных составляющих, указанные соединения могут содержать хром, марганец и кремний.
- Контактные сплавы. Легирующими металлами в них служат медь и серебро. Высокая электропроводимость этих материалов увеличивает данный показатель соединений, в которые они входят. Контактные сплавы вольфрама — материал, из которого производят выключатели, рубильники, электроды.
- Твердые сплавы. Их основой служит карбид вольфрама — соединение тугоплавкого металла с углеродом. Благодаря этим двум компонентам сплав отличается высокими твердостью и температурой плавления, износостойкостью. Перечисленные характеристики имеют значение для рабочих частей инструментов, используемых в бурении и резке. Массовая доля карбида вольфрама в твердом сплаве составляет 85–95%, оставшиеся проценты показывают содержание кобальта.
Это интересно: Карбонитрирование стали — технология, свойства, оборудование
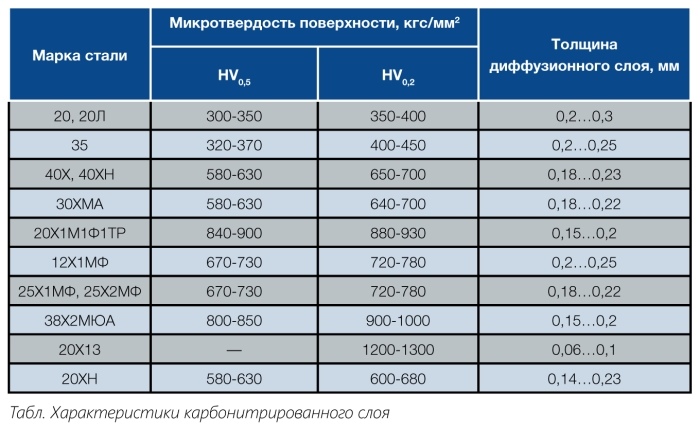
Свойства карбонитрированного слоя
Процесс карбонитрации очень простой, однако для успешного окончания обработки стоит строго держаться технологии и не пренебрегать ни одним из пунктов. По завершению готовый результат обязан иметь следующие свойства:
- Толщина карбонидного слоя должна составлять более 0,01 мм и менее 0,6 мм.
- Твердость полученного слоя должна подходить критериям диапазона 400-1200 HV.
- Должна отсутствовать хрупкость отделанного слоя.
- Показатель трения материала уменьшается более чем в 1,5 раза.
- Устойчивость стали к изнашиванию должна увеличиться в 2 и боле раз.
- Усталостная крепость отделанного материала увеличивается в 1,5 раза.
- Отделаная деталь не должна терять форму, искривляться и коробиться.
- Стойкость к процессам коррозии увеличивается более чем в несколько раз.

К примеру, большой коэффициент трения плохо оказывает влияние на устойчивость к износу деталей, сохранность карбонидного слоя, сохранение параметров геометрии в результате эксплуатации и эксплуатационный срок.
Применяемое оборудование
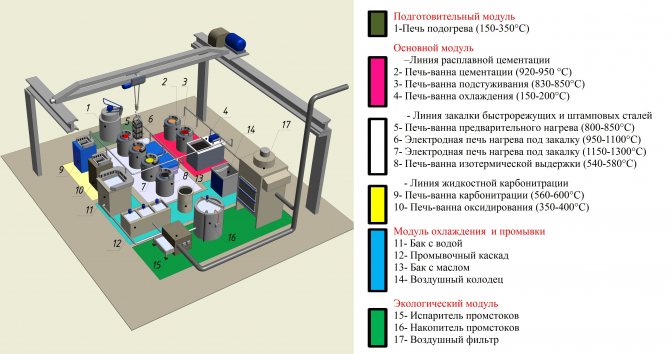
Оборудование для карбонитрации продемонстрировано на рынке разными моделями, которые отличительны мощностью, степенью автоматизации и количеством проводимых работ. Для предприятий промышленности наиболее целесообразно подойдут модульные линии обработки, состоящих из подготовительного, ключевого, экологического модулей. Многие модели восполняются модулями промывки и охлаждения.






- Предварительный модуль – состоит печи, в которую загружается смесь солей и обрабатываемый материал, в зависимости от требований может компоноваться оборудованием для мойки и обезжиривания деталей. На данном шаге детали готовятся к отделке, чистятся и подогреваются.
- Ключевой – состоит из оборудования для карбонитрации. Может дополняться оборудованием в зависимости от типа обрабатываемых предметов. В этом модуле может быть поставлена печь 2-ух типов: печь-ванна и электронная, предусматривающие нагрев до 1000 градусов. Установка печи и иного оборудования выполняться поэтому, чтобы в случае неполадки их можно было быстро заменить.
- Модуль охлаждения и промывки — на данном шаге отделанные детали охлаждаются в подходящей обстановке, и чистки от следов соли.
- Экологичный – учитывает освобождение от отходов, фильтруя их и собирая в специализированных сливах.

На данное время можно найти оборудование хорошего качества как иностранного, так и российского производства, причем многие производители представляют услуги частного планирования
В процессе проектной разработки принимается во внимание требуемая мощность, кол-во процессов обработки, размеры и характерности производственного цеха и остальные желания клиента
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Краткое описание процесса
И хоть стандарты современной жизни диктуют свои правила, люди по-прежнему с особым интересом относятся к красивым и блестящим вещам, как это делали их предки много столетий назад. Изящные детали кузовов транспортных средств, блестящие изделия в ванных комнатах и кухнях, оригинальные статуэтки и яркие покрытия домов — всё это пользуется очень большой популярностью, поэтому спрос на хромирование деталей неуклонно растёт.
В настоящее время практикуется несколько способов металлизации заготовок. Среди них:
- Оцинкование;
- Покрытие хромом;
- Покрытие алюминием.
Использование цинка положительно сказывается на антикоррозийных свойствах стальных и металлических заготовок, в результате чего их эксплуатационный срок стремительно растёт.
Алюминий также улучшает антикоррозийные свойства, поэтому его наносят на оборудование, которое вынуждено работать в температурном режиме до 900 градусов Цельсия. В числе таких приборов — детали и механизмы для добычи нефтяных продуктов и перекачки газа, комплектующие печных систем, а также множество других изделий.
Что касается покрытия хромом, то такая методика является хорошим способом создания красивых декоративных покрытий, позволяющая скрыть все производственные дефекты и придать изделию более изящный вид. К тому же хромирование улучшает ряд эксплуатационных характеристик, а именно:
- Улучшает антикоррозийные свойства;
- Увеличивает твердость металла;
- Улучшает защитные характеристики от эрозии;
- Повышает жаропрочность;
- Улучшает износостойкость;
- Делает внешний вид изделия более привлекательным;
- Позволяет создавать качественные покрытия с заданными параметрами.
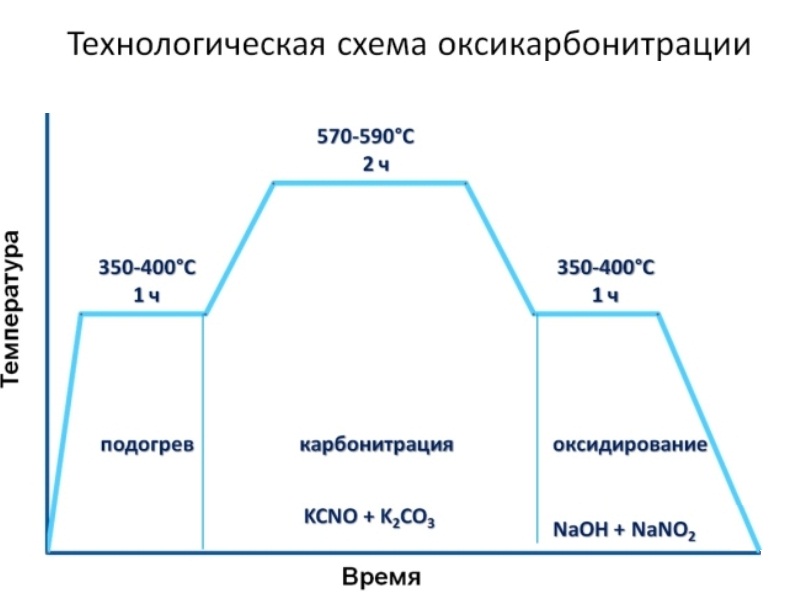
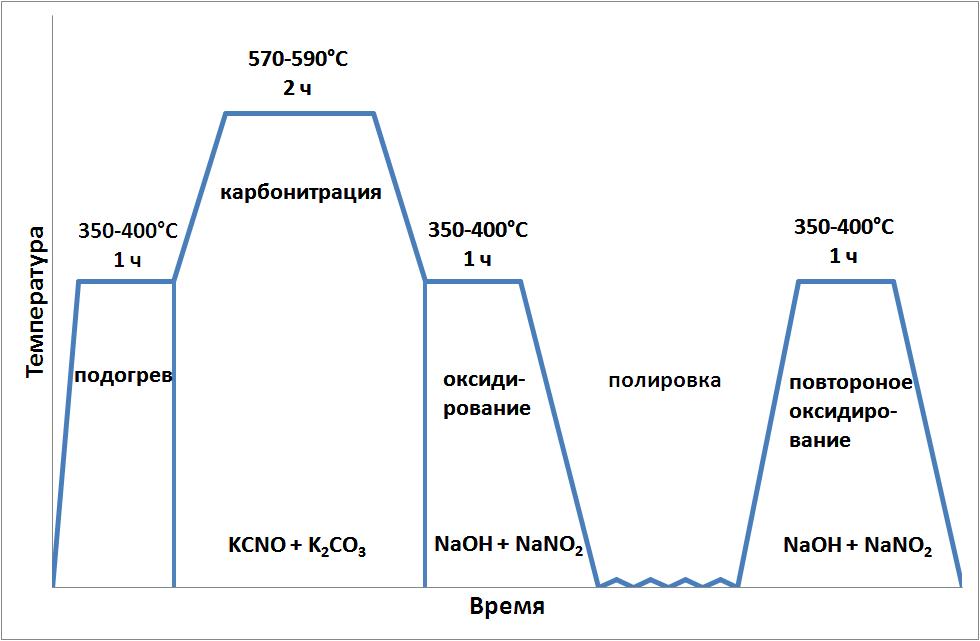
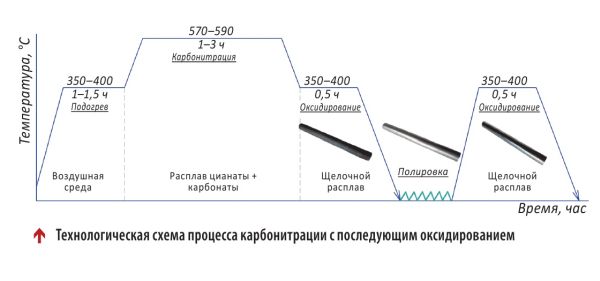
Совершенствование комплексного азото-углеродного насыщения – низкотемпературная карбонитрация
НОК-процесс – низкотемпературное оксикарбонитрирование – впервые был разработан российскими учеными, а затем дорабатывался немецкими исследователями и получил название QPQ. Преимущества:
- первоначальная цель – улучшение товарного вида;
- резкое снижение коэффициента трения;
- коррозионная стойкость марок перлитного и аустенитного классов, обработанных способом НОК, превышает аналогичный показатель этих материалов, хромированных гальваническим методом;
- себестоимость на 40% ниже, по сравнению с гальваническими покрытиями.
- карбонитрация;
- охлаждение и выдержка в расплаве ванны оксидирования при 350-400°C;
- охлаждение на воздухе;
- промывка;
- полирование;
- повтор оксидирования;
- промывка.
Данная технология рассматривается в качестве эффективной и экономичной альтернативы гальваническому хромированию для низколегированных сталей перлитного класса и хромистых коррозионностойких.
 В основе процесса цементации заложен принцип химической и термической обработки металла. Вся суть процедуры в насыщении поверхности стали необходимым количеством углерода при определенных температурных условиях.
В основе процесса цементации заложен принцип химической и термической обработки металла. Вся суть процедуры в насыщении поверхности стали необходимым количеством углерода при определенных температурных условиях.
Несколько лет назад эту процедуру в домашних условиях было практически невозможно реализовать. Сегодня это возможно с использованием среды графита или их аналогов. Главное — это желание и некоторые знания.