
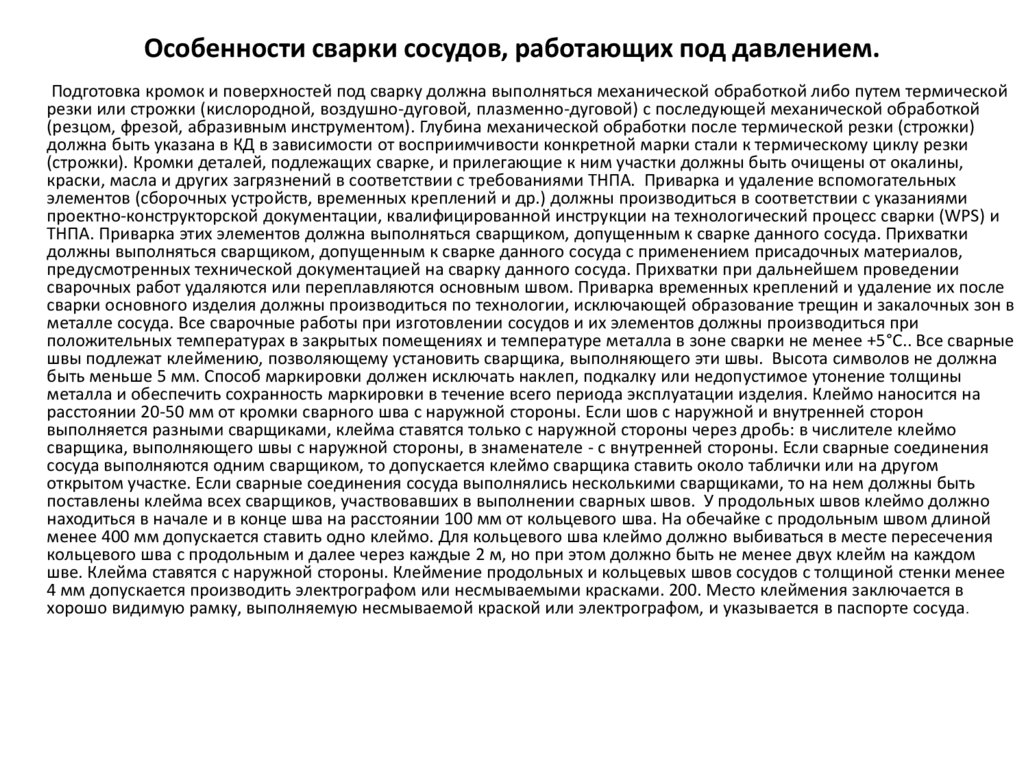
НАКС
Раз уж речь зашла о НАКС, то надо сказать пару слов о том, какая организация «прячется» за этой аббревиатурой. НАКС – национальное агентство контроля сварки. Его основные функции:
- Аттестация сварщиков и других специалистов, работающих в данной сфере.
- Подготовка методических пособий.
- Доработка нормативной и справочной документации.
- Набор сотрудников для проведения экспертиз.
- Консультации проведения ответственных работ.
Сварщику, у которого есть удостоверение НАКС, разрешается работа на опасных объектах. Он получает зарплату намного большую, чем сотрудники аналогичного профиля, не имеющие такого допуска.
В НАКС предлагается несколько видов аттестации:
- Для сотрудников. Обучение и сдача экзаменов могут быть, как добровольными, так и обязательными, по приказу работодателя.
- Для предприятий. НАКС может повысить свои требования к организации, если она, например, серьезно меняет технологию или запускает крупный проект.
- Для сварочного оборудования.
Аттестация НАКС может быть первичной, повторной или внеочередной.
Приказ о присвоении личного клейма сварщику
Зачем нужно клеймо сварщика? Сварщик — профессия, в которой требуется огоромное внимание и ответственность. При выполеннии сварщиком ответственных работ, руквоводство должно быть уверено, что все сваренные соединения грамотно выполенены
Однако, как при проверке выявить, кем были произведены те или иные сварочные работы? Разрешить этот вопрос быстро помогает клеймо сварщика. Такое требование было законодательно утверждено. Металлоконструкции используются повсеместно при строительстве большинства промышленных зданий и сооружений.
Соединение элементов между собой происходит с помощью сварки. Однозначно определить, будет ли шов крепким и прочным невозможно — этим занимается проверяющая комиссия. Вовремя выявленный дефект позволяет избежать огромных трат , связанных с деформацией и с обрушиванием металлоконструкций.
Внимание
Клеймо сварщика: правила присвоения, требования и особенности Штемпельная мастерская «Бюрократ» Как получить клеймо сварщика? Цитата(с2н5он @, 17:11) на бланке предприятия сварщику Сигизмунду ибн Ивановичу Гольцу установить для использования клеймо установленной формы (прилагается) (на бланке предприятия) Приказ. От. В связи с началом работ на объекте. Приказываю: сварщику Сигизмунду ибн Ивановичу Гольцу установить для использования клеймо установленной формы (прилагается Т-1 (ФИО лица) (подпись) (дата) Так? Кто подписывается (должность)? (технический руководитель) Т-1 — обозначения номера клейма как то так Сообщение отредактировал Mirza -, 9:03.Подскажите, пожалуйста, есть ли у кого образец приказа о.
Важно Решено приказ о присвоении 2. Настоящий приказ вступает в силу по истечении трех месяцев после его.При проведение сварочных работ наши сварщики просто наносили свое
Как и где получить клеймо
Присвоение клейма сварщику, образец приказа о котором вы можете увидеть ниже, — процесс достаточно сложный. Для этого необходимо пройти аттестацию в НАКС – Национальном агентстве контроля сварки. Это агентство является структурным подразделением САСв – так называемой Системы аттестации сварочного производства.
Для того чтобы пройти аттестацию, необходимо успешно сдать различные испытания.
Приказ о присвоении клейма сварщику пишется в произвольной форме, где могут указываться виды свариваемых конструкций и дополнительные полномочия исполнителя.
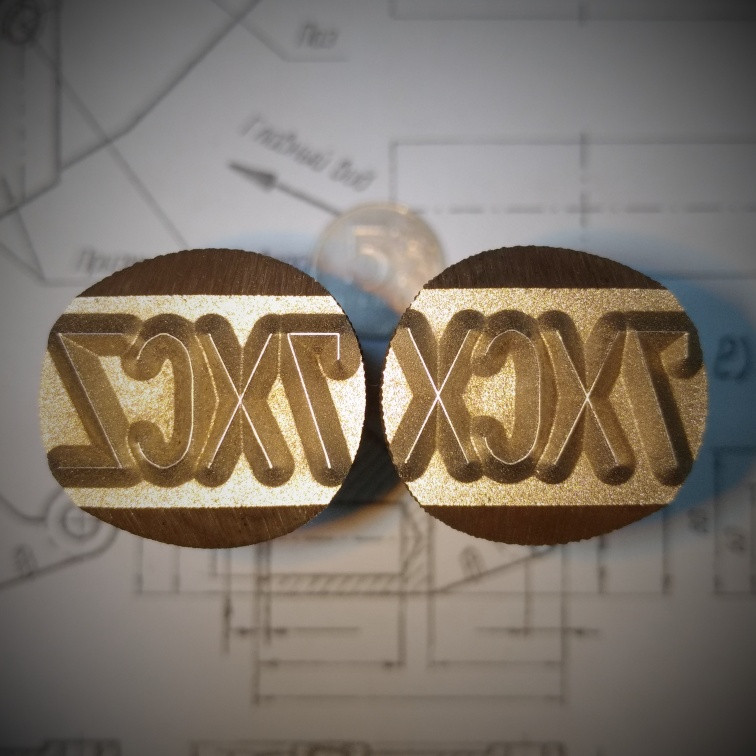
После документального утверждения шифра работнику, организация должна предоставить ударные клейма. В некотрых случаях, в качестве идентификации применяются первые буквы фамилии или цифры, однако чаще всего шифр генерируется автоматически на основе данных ФИО сварщика и даты рождения, не изменяясь при продлении, прохождении аттестации или перемене способа сварки. Существует несколько вариантов исполнения клейма сварщиков: числа в две строки без рамки, числа в две сроки с рамкой, числа в ромбе, квадрате, равностороннем треугольнике и без них.
Все символы имеют высоту шрифта от 3-х до 5 мм.
Федеральные нормы и правила, которые направлены на безопасную деятельность в трудных производственных объектах, вступили в силу 8 октября 2014 года.
КЛЕЙМО СВАРЩИКА
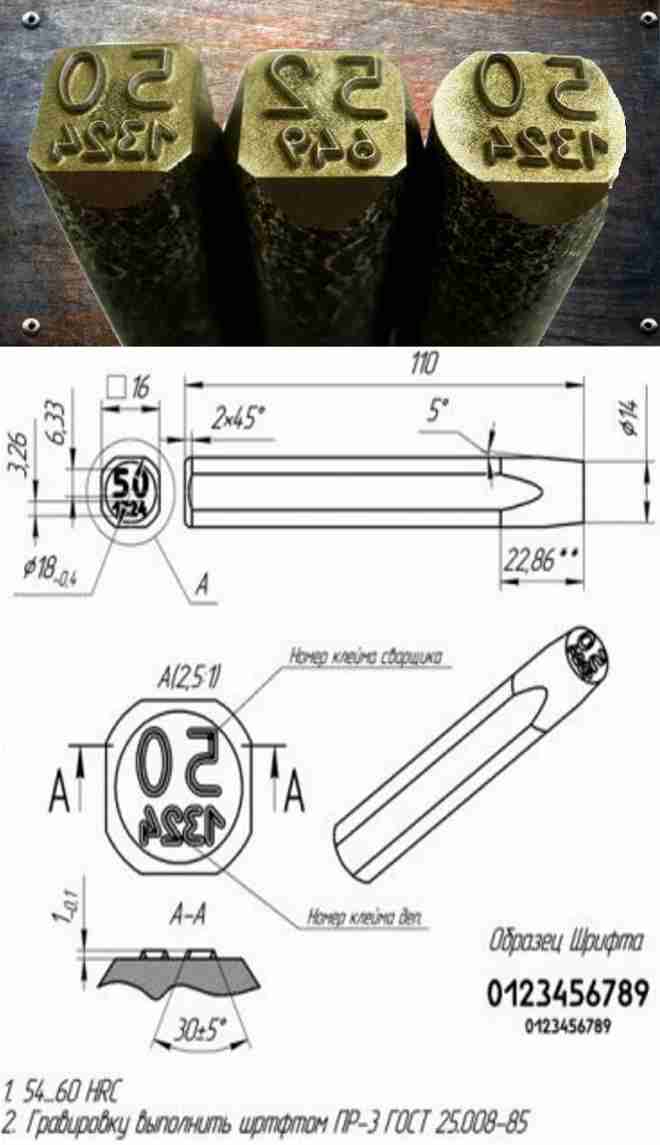
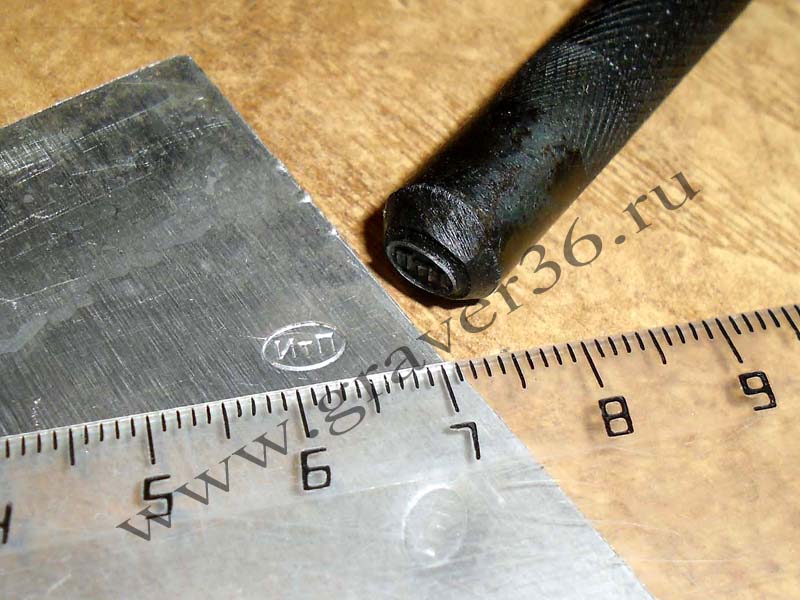
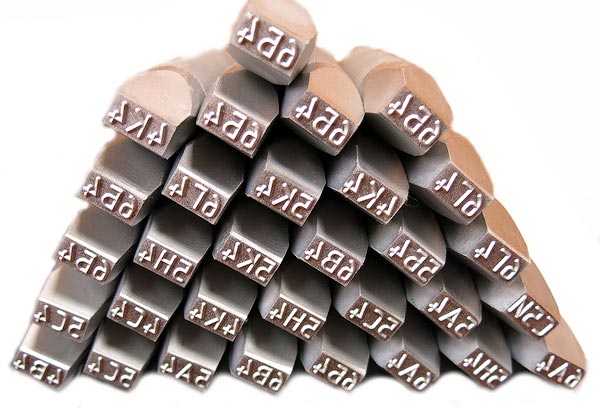
Мы предлагаем изготовление по вашему индивидуальному чертежу или эскизу клейма сварщика для маркировки сварных швов и металлоконструкций. Клеймо сварщика изготавливается по той же технологии, что и ударное клеймо и представляет собой металлический стержень, изготовленный из инструментальной стали У8А c твердостью закалки 52-56 HRC. На одной стороне стержня гравируется зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара.
После нанесения изображения на рабочую часть клейма сварщика следует его закалка в высокотемпературной производственной печи, после чего клеймо готово к работе. В результате удара на изделии остается прямое рельефное изображение.
Сварочное клеймо, которое изготавливается в соответствии с ГОСТом 25726-83, должно содержать в себе буквы и цифры, размерами около 6 мм.
Вторая сторона предназначена для нанесения удара, в результате которого должно получиться ровное рельефное изображение.
Вид и шифр
В некоторых случаях в качестве идентификации используются первые буквы фамилии сварщика или ряд цифр. Но чаще всего шифр клейма сварщика генерируется автоматически. За основу берется дата рождения специалиста, его фамилия, имя и отчество.
Обычно клеймо не меняется ни при продлении, ни при прохождении аттестации, ни при смене способа сварки.
Есть несколько вариантов исполнения инструмента. Например, числа в две строки – без рамки или с рамкой, числа в треугольнике, ромбе или квадрате. Высота символов обычно составляет 6 миллиметров, однако в тех случаях, когда сварщик выполняет особые работы, допускается использование клейма большего или меньшего размера. Стоит отметить, что это обстоятельство предварительно необходимо обговорить с руководством!
Для чего нужно клеймо
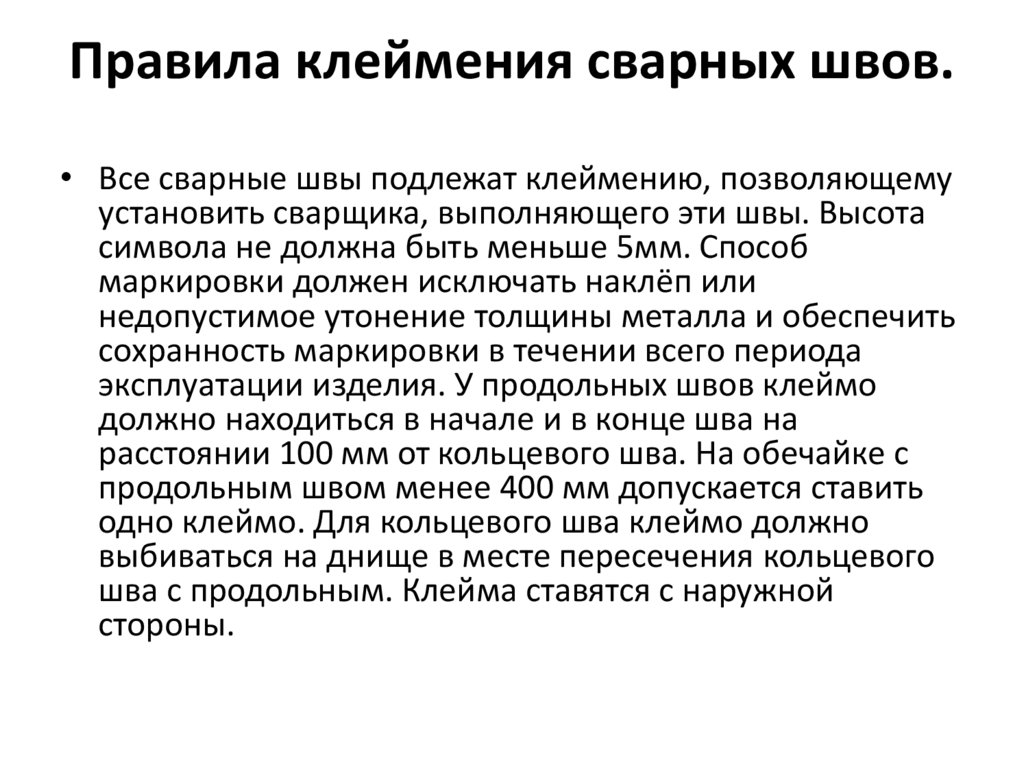
При сварке особо ответственных металлоконструкций аттестованные сварщики делают оттиск своим клеймом рядом с наваренным швом.
Клеймо сварщика
Мы предлагаем изготовление по вашему индивидуальному чертежу или эскизу клейма сварщика для маркировки сварных швов и металлоконструкций. Клеймо сварщика изготавливается по той же технологии, что и ударное клеймо и представляет собой металлический стержень, изготовленный из инструментальной стали У8А c твердостью закалки 52-56 HRC.
На одной стороне стержня гравируется зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара. После нанесения изображения на рабочую часть клейма сварщика следует его закалка в высокотемпературной производственной печи, после чего клеймо готово к работе.
В результате удара на изделии остается прямое рельефное изображение.
Сварочное клеймо, которое изготавливается в соответствии с ГОСТом 25726-83, должно содержать в себе буквы и цифры, размерами около 6 мм.
Если вдруг был выявлен какой-то дефект или брак, по клейму можно было определить исполнителя, выполнившего некачественную работу. Кстати, с 8 октября 2014 года в силу вступили федеральные нормы и правила, регламентирующие определенные требования к работе на опасных объектах. Благодаря этому нововведению появилась единая база, где собраны сведения обо всех аттестованных сварщиках. В базе есть информация о должности, дате аттестации и ее области, шифре клейма сварщика, разряде, виде деятельности.
Личное клеймо сварщика — как присваивается, где ставится
Профессия сварщика не так проста, как кажется на первый взгляд. Иначе не существовало бы специальной аттестации и квалификационных проверок знаний на продление или повышение разряда. Все это говорит о повышенной ответственности сварщика перед выполнением трудоемких и важных сварных швов и соединений. Обязательным элементом в данном случае является личное клеймо сварщика.
Для чего необходимо
При сварке ответственных металлоконструкций, рядом с наваренным швом, каждый аттестованный сварщик делает оттиск клеймом. Данная процедура подтверждает выполнение конкретного соединения лицом, цифры клейма которого нанесены на изделие.
Своего рода почерк или подпись на металлической детали, подтверждающий качественно выполненную работу. Каждое клеймо носит строго индивидуальный номер, поэтому называется личным и перепутать сварщиков по нему просто невозможно.
В случае выявления каких- либо дефектов сварки или брака, по номеру оттиска определяется исполнитель, выполнивший работу с нарушениями.
С 8 октября 2104 г. вступили в силу ФНП «Сварка на ОПО», регламентирующие жесткие требования безопасности при сварке на опасных производственных объектах. Благодаря этим поправкам в законодательстве, появилась единая база предоставления сведений о сварщиках, в которой отражаются :
- должность работника;
- дата аттестации;
- шифр клейма;
- разряд;
- вид деятельности;
- область аттестации.
Что представляет из себя
Форма и геометрические размеры клейма сварщика в соответствии с ГОСТом
Клеймо изготавливается в соответствии с ГОСТ 25726-83 и представляет из себя ручной инструмент в виде металлического стержня, выполненного из инструментальной стали прочностью 50-60 HRC. На одной стороне выбивается зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара. В результате удара на изделии остается прямое рельефное изображение.
Как получить
Клеймо выдается сварщикам, прошедшим аттестацию в Национальном Агентстве Контроля Сварки( НАКС) вместе с аттестационным удостоверением.Рекомендуем! ТОП-6 бытовых моделей инверторных полуавтоматов
Шифры создаются в автоматическом режиме с использованием ФИО сварщика и дата его рождения. Конечное изображение может состоять как из буквенных, как и цифровых обозначений. Номер закрепляется за сварщиком и не меняется при продлении аттестации, а также при аттестации на другой вид деятельности.
Клеймо, выданное до вступления в силу Федеральных норм и правил по сварке на ОПО, будет действительно до очередной аттестации, а затем, в случае ее успешного прохождения, выдается новое, соответствующее требованиям ФНП.
Приказ о присвоении клейма сварщику пишется в произвольной форме, где могут указываться виды свариваемых конструкций и дополнительные полномочия исполнителя. приказа о присвоении клем сварщикам
Образец приказа на присвоение личного клейма сварщику
Где и когда ставится
После завершения сварочных работ на объектах ОПО в обязанности сварщика входит проставления клейма рядом со свариваемыми участками. Документально это оформляется заполнением журнала сварочных работ, а также протоколом испытаний сварных соединений. Подготавливается вся необходимая и предусмотренная законом исполнительная документация.
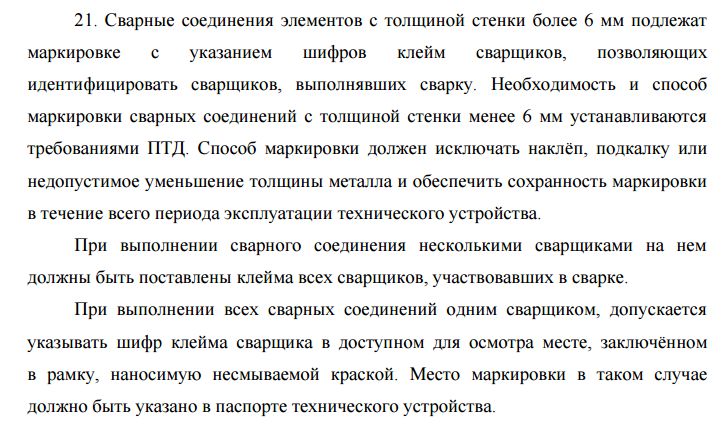
Согласно п.21 ФНП ФНП «Сварка на ОПО», обязательной маркировке личным номером подлежат все сварные соединения толщиной стенки более 6 мм.
Клеймо проставляют на ответственных конструкциях, таких как сварка металлических балок и швеллеров, соединение потолочных основ — все те участки, где имеются повышенные требования к надежности и безопасности.
Стоит отметить, что при сварке металла толщиной менее 6 мм или скреплении арматуры выбивание клейма не обязательно – нужно выполнять требования технической документации на производстве.
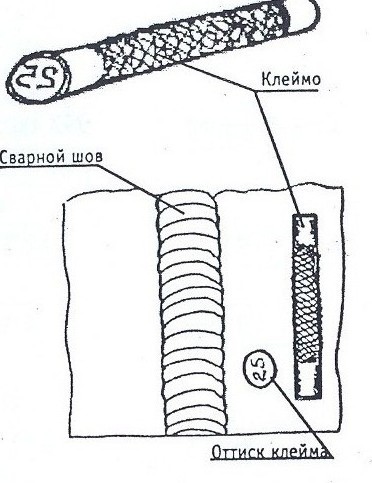
Оттиск клейма рядом со сварочным швом трубопровода
Внимание! При постановке клейма на металлических изделиях не допускается образовывать наклепки, подкалку или уменьшать толщину металла, сам оттиск должен быть читаемым и аккуратным на протяжении срока эксплуатации конструкции. В соответствии п. 4.10.5 ГОСТ 23118-2012 и п
1.3.21. РД 34.15






4.10.5 ГОСТ 23118-2012 и п. 1.3.21. РД 34.15
В соответствии п. 4.10.5 ГОСТ 23118-2012 и п. 1.3.21. РД 34.15.
132-96 идентификационный шифр проставляется на расстоянии не менее 40 мм от границы свариваемого участка, если других указаний по их расположению не имеется в технологической документации.
При выполнении сварного шва одним сварщиком клеймение производится только в одной точке, рядом с маркировкой отправочной точки. Если работу выполняли несколько сварщиков, каждый проставляет свое клеймо в начале и конце шва.
Межгосударственный стандарт ГОСТ 24569-81 «Котлы паровые и водогрейные. Маркировка» (утв. постановлением Госстандарта СССР от 30 января 1981 г. N 362)
Настоящий стандарт распространяется на паровые котлы с абсолютным давлением выше 0,17 МПа (1,7 кгс/см2), водогрейные котлы с температурой нагрева воды более 115°С, а также на пароперегреватели и экономайзеры, установленные отдельно или отключаемые от котла.
Стандарт не распространяется на котлы паровозов и отопительные котлы вагонов подвижного состава железнодорожного транспорта; котлы, установленные на морских и речных судах и на других плавучих средствах; электрические котлы.
Стандарт полностью соответствует СТ СЭВ 1370-78.
Стандарт устанавливает обязательные требования.
(Измененная редакция, Изм. N 2).
Способы сварки (квадрат 4)
В требованиях по стандартизации описаны и способы сварки. Самыми распространенными из них являются:
- А – автоматическая. Проводится с использования флюса, но без прокладок и подушек;
- Аф – тоже автоматическая. Но в этом случае на подушке;
- ИН – выполняется в инертной среде с применением вольфрамового электрода без присадок;
- ИНп – такой же самый способ, как и предыдущий с той лишь разницей, что присадки применяются;
- ИП – соединение металлом проводится в инертной среде с использованием плавящегося электрода;
- УП – все то же самое, что и ИП, только вместо инертной среды применяется углекислая.
В данном случае в четвертом квадрате стоят символы УП. Это значит, что сваривание выполнялось в углекислой среде плавящимися электродами.
Где ставить?
Личное клеймо сварщик, прошедший аттестацию НАКС, обязан ставить на особо важных конструкциях, относительно которых предъявляются высокие требования по безопасности и надежности. Это, чаще всего, трубопроводы котельных, газовых пунктов, подъемники, транспортировочные механизмы, оборудование нефтегазовой отрасли и др.
Поверхность металла, на которой ставится отпечаток, должна быть толщиной более 6 мм. Если меньше или арматура – клеймо выбивать не обязательно. После постановки оттиска, сотрудник заполняет журнал сварочных работ. А также – протокол испытания швов.
Место простановки отпечатка указано технологическими нормативами. Если таковых нет – не ближе 40 мм от границы. Если работало несколько сварщиков, то каждый из них обязан поставить личное клеймо в начале и конце шва.
В сложных конструкциях или трубах сварка нередко выполняется с двух сторон, наружной и внутренней. Оттиск делается только на наружной. Если, в указанном случае, работало два специалиста, то их отпечатки ставятся дробью. В числителе будет клеймо того человека, который работал снаружи, а в знаменателе – внутри.
После работы над кольцевым швом, отпечаток делается там, где он пересекается с продольным. На очень длинном шве клеймо ставится вначале, а потом с повторением через каждые два метра.
Чтобы долго не искать место клеймения, его обозначают (обводят) несмываемой краской ярких цветов. Отпечаток надо делать аккуратно, так, чтобы буквы и цифры были хорошо различимыми.
Приказ на сварщика образец
Далее по тексту необходимо указать:
- фамилию, имя, отчество и текущую должность работника;
- название подразделения и новой должности, на которую переводится работник;
- дату начала, срок, условия работы и оплаты труда в новой должности;
- основание перевода (вид, мотив).
Например: ПЕРЕВЕСТИ Николаева Сергея Кирилловича слесаря 4-го разряда цеха № 45 механиком гаража с 17 июля 2000 г.
со сдельной оплатой труда на время реконструкции цеха № 45, ст.
27 КЗоТ. Госкомстата России от 24.03.1999 № 20).
- представитель службы охраны труда предприятия.
Состав комиссии утверждается приказом по предприятию.1.7. В случае временного перевода, не всегда получается определить его точную дату окончания. Тепловые сеты 8 СНиП 3.05.05-84 Строительные нормы и правила.
Образец — сварная деталь, которая используется для испытаний.1.3.8. Проба — часть образца, которая используется для проведения разрушительного испытания.1.3.9.
Примечания либо замечания к выполненной работе.
В самом конце журнала отмечается, сколько в нем страниц прошито.
Здесь же должна быть печать организации. Она должна частично захватывать корешок прошивки журнала. Подпись руководителя, у которого на хранении должен находиться документ, дополняет картину.
Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75. Клеймо сварщика Насколько мне известно, сварщику нечего боятся теории
Клеймо сварщика Насколько мне известно, сварщику нечего боятся теории
А если сотрудники работали во вредных условиях труда, то все 75. Клеймо сварщика Насколько мне известно, сварщику нечего боятся теории.
(регистрационный № 87858).
- назначить лицом, ответственным за производство работ в организации — указать наименование, должность и ф.и.о.
- ответственному лицу за производство работ:
- организовать работы (описать их характер) в соответствии с нормативными требованиями.
- допустить к производству работ (описать тип) работников, которые прошли обучение, имеют соответствующий опыт и ознакомились с инструкциями безопасности.
- в конце фраза: «контроль за исполнением составленного приказа оставляю за собой». ниже слово «директор», ф.и.о. и подпись.
образец оформления приказ о назначении за производство работ образец — скачать.
Присвоить им личные клейма, такие-то и такие-то, для идентификации и Приказ лучше по предприятию, но можно и поцеху (тут зависит от. Минюстом России 66 мая 7569 г.
Если Вы заметили сообщение, которое, возможно нарушает закон или правила форума, пожалуйста, напишите нам Сварка является самым распространенным средством соединения металлических конструкций. Особенно широко сварка используется в машиностроении и строительстве. Очевидно, что работник, у которого есть документы сварщика всегда может найти работу.
Более того, работодатель будет ценить того, у кого есть аттестат сварщика . Также и среди соседей человек, у которого имеется свидетельство сварщика или удостоверение газорезчика. будет уважаем. Itak, zakonchiv rabochuyu nedelyu, my sobralis v put.
Dobiralis poezdom. Колягин 10 класс
Архив Образец приказ на сварщика
- Трудовой договор со сварщиком
- Образец приказ на присвоение клейма сварщику — Руководства
- Клеймо сварщика
Споры между сторонами, возникающие при исполнении договора, рассматриваются в порядке, установленном действующим законодательством Российской Федерации.
Приказ на сварщика образец
Далее по тексту необходимо указать:
- фамилию, имя, отчество и текущую должность работника;
- название подразделения и новой должности, на которую переводится работник;
- дату начала, срок, условия работы и оплаты труда в новой должности;
- основание перевода (вид, мотив).
Например: ПЕРЕВЕСТИ Николаева Сергея Кирилловича слесаря 4-го разряда цеха № 45 механиком гаража с 17 июля 2000 г.
со сдельной оплатой труда на время реконструкции цеха № 45, ст.
27 КЗоТ. Госкомстата России от 24.03.1999 № 20).
- представитель службы охраны труда предприятия.
Состав комиссии утверждается приказом по предприятию.1.7. В случае временного перевода, не всегда получается определить его точную дату окончания. Тепловые сеты 8 СНиП 3.05.05-84 Строительные нормы и правила.
Образец — сварная деталь, которая используется для испытаний.1.3.8. Проба — часть образца, которая используется для проведения разрушительного испытания.1.3.9.
Примечания либо замечания к выполненной работе.
В самом конце журнала отмечается, сколько в нем страниц прошито.
Здесь же должна быть печать организации. Она должна частично захватывать корешок прошивки журнала. Подпись руководителя, у которого на хранении должен находиться документ, дополняет картину.
Внимание! Храниться журнал сварочных работ должен не менее 10 лет с момента составления. А если сотрудники работали во вредных условиях труда, то все 75. Клеймо сварщика Насколько мне известно, сварщику нечего боятся теории
Клеймо сварщика Насколько мне известно, сварщику нечего боятся теории
А если сотрудники работали во вредных условиях труда, то все 75. Клеймо сварщика Насколько мне известно, сварщику нечего боятся теории.









(регистрационный № 87858).
- назначить лицом, ответственным за производство работ в организации — указать наименование, должность и ф.и.о.
- ответственному лицу за производство работ:
- организовать работы (описать их характер) в соответствии с нормативными требованиями.
- допустить к производству работ (описать тип) работников, которые прошли обучение, имеют соответствующий опыт и ознакомились с инструкциями безопасности.
- в конце фраза: «контроль за исполнением составленного приказа оставляю за собой». ниже слово «директор», ф.и.о. и подпись.
образец оформления приказ о назначении за производство работ образец — скачать.
Присвоить им личные клейма, такие-то и такие-то, для идентификации и Приказ лучше по предприятию, но можно и поцеху (тут зависит от. Минюстом России 66 мая 7569 г.
Если Вы заметили сообщение, которое, возможно нарушает закон или правила форума, пожалуйста, напишите нам Сварка является самым распространенным средством соединения металлических конструкций. Особенно широко сварка используется в машиностроении и строительстве. Очевидно, что работник, у которого есть документы сварщика всегда может найти работу.
Более того, работодатель будет ценить того, у кого есть аттестат сварщика . Также и среди соседей человек, у которого имеется свидетельство сварщика или удостоверение газорезчика. будет уважаем. Itak, zakonchiv rabochuyu nedelyu, my sobralis v put.
Dobiralis poezdom. Колягин 10 класс
Архив Образец приказ на сварщика
- Трудовой договор со сварщиком
- Образец приказ на присвоение клейма сварщику — Руководства
- Клеймо сварщика
Споры между сторонами, возникающие при исполнении договора, рассматриваются в порядке, установленном действующим законодательством Российской Федерации.
Требования к маркировке материалов (полуфабрикатов) и изделий
2.1. Полуфабрикаты — листы, трубы, поковки, штамповки и отливки для изготовления элементов котла, трубопроводов в пределах котла и арматуры, работающих под давлением, и прутки (сортовой прокат) для изготовления болтов, шпилек и анкерных тяг, а также для опорно-подвесной системы котлов и трубопроводов — должны быть маркированы предприятием-изготовителем этих изделий.
2.2. Маркировку следует наносить ударным или другим равноценным способом. Маркировка должна быть четкой и прочной.
Применяемые способы нанесения маркировки не должны ухудшать свойства материалов.
2.3. При разделении полуфабрикатов и заготовок на части в процессе изготовления маркировка должна быть перенесена на отделяемые части.
2.4. На стальных или чугунных отливках должна быть нанесена маркировка, содержащая следующие данные:
наименование или товарный знак предприятия — изготовителя отливки;
номер плавки при единичной массе отливок более 50 кг;
клеймо ОТК предприятия-изготовителя.
На корпусах арматуры, кроме того, должны быть нанесены:
условный проход D_y в мм;
условное давление р_у в МПа (кгс/см2).
2.5. Каждая поковка должна иметь маркировку, содержащую:
наименование или товарный знак предприятия-изготовителя;
номер плавки и партии;
клеймо ОТК предприятия-изготовителя.
Для поковок, изготовляемых и применяемых на одном и том же предприятии, наименование или товарный знак предприятия-изготовителя не ставится.
(Измененная редакция, Изм. N 1).
2.6. Маркировка листов — по ГОСТ 7566. На листы, подвергавшиеся контролю неразрушающими методами, должна быть нанесена специальная маркировка, заверенная ОТК предприятия-изготовителя.
2.7. Маркировка труб, изготовляемых по государственным стандартам, должна проводиться по ГОСТ 10692.
2.8. Маркировка труб, изготовляемых по техническим условиям, должна наноситься следующим образом: на одном из концов трубы диаметром 25 мм и более, толщиной стенки не менее 3 мм на расстоянии не более 1000 мм от среза трубы должны быть нанесены товарный знак, марка стали и номер партии; на одном из концов трубы диаметром 114 мм и более должны быть нанесены товарный знак, марка стали, номер партии и номер трубы.
В случае обрезки концов труб предприятию-изготовителю предоставляют право переноса маркировки с соответствующим оформлением разрешения ОТК.
Трубы диаметром до 76 мм и толщиной стенки до 3 мм допускается маркировать несмываемой краской.
(Измененная редакция, Изм. N 2).
2.9. По требованию потребителя (заказчика) предприятием-изготовителем на каждой трубе должна быть нанесена цветной несмываемой краской одна продольная полоса по всей длине трубы. Цвет краски должен быть для каждой марки стали (кроме 12Х11В2МФ):
Маркировка труб диаметром менее 20 мм должна быть кольцевой, через каждые два метра по всей длине трубы.
2.10. (Исключен, Изм. N 2).
2.11. Маркировка фланцев — по ГОСТ 12816.
(Измененная редакция, Изм. N 1).
2.12. Маркировка болтов, шпилек, гаек и шайб — по ГОСТ 1759.0.
(Измененная редакция, Изм. N 1, 2).
Приказ о проведении аттестации сварочного оборудования
наименование предприятия, адрес, телефон от «____» ___________20______г. В связи с проведением аттестации сварочного оборудования в соответствии с требованиями РД
«Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов»
Назначить лицом, ответственным за проведение аттестации сварочного оборудования ________________________________________________________ ____________________(должность, Ф. И.О., номер удостоверения, когда выдано).
2. Сварку КСС выполнять на производственной базе (или указать конкретный адрес места проведения сварки КСС).
3. Назначить лицом, ответственным за техническую подготовку проведения аттестации сварочного оборудования ______________________________________(должность, Ф. И.О.). 4. Для сварки КСС при проведении аттестации сварочного оборудования привлечь следующих работников: __________________________________– электросварщика 5 разряда, № __клейма, специалиста сварочного производства I уровня (Ф. И.О., номер удостоверения, когда выдано); __________________________________– электросварщика 5 разряда, № __клейма, специалиста сварочного производства I уровня (Ф.
И.О., номер удостоверения, когда выдано). 5. Контроль за исполнением приказа возлагаю на ______________(должность, Ф.
И.О)
1 приказ о назначении ответственного по пожарной безопасности на объекте, пример скачать jpg, скачать zip. 2 приказ о назначении лица ответственного за проведение инструктажей по охране труда на объекте, пример скачать jpg, скачать zip. 3 приказ о назначении за производство работ и ведение документации на объекте, пример скачать jpg, скачать zip.
4 приказ о назначении лица по вопросам строительного контроля и качества производства работ на объекте, пример скачать jpg, скачать zip. 5 приказ о назначении ответственных лиц по осуществлению авторского надзора, пример скачать jpg, скачать zip.
при использовании материалов сайта ссылка на сайт: исполнительнаядокументация.рф обязательна.
copyright 2014 исполнительная документация. кто их должен делать? сам работник или же это обязанности организации в которой данный работник работает?
4.) как я понимаю нужно только удостоверение и личная книжка учета работы часов. так? а может быть еще нужно дополнительный «допуск к работам на высоте»? от меня допустим просят аж третью группу. на данный момент российские корки у меня просрочены (как раз до принятия новых мера и правила). тут же отдельным пунктом надо указать лиц, которые в случае отсутствия ответственных сотрудников на рабочем месте будут их замещать.
состоит приказ из «шапки», преамбулы, основной части и заключительного этапа.
«шапка» включает в себя информацию об организации (название), с указанием ее логотипа, формы ответственности, места, даты и номера регистрации. в преамбуле следует указать сведения о распоряжении с перечислением нормативных документов, в основе которых лежит данный приказ. основная часть содержит приказ о назначении ответственного лица за производство (ф.и.о., должность), его обязанности, функции, а также данные заместителя.






в основной части следует указать нормативные акты.
заключение приказа состоит из процедуры подписания составленного приказа руководителем организации.
ответственное за производство работ лицо также подписывает документ после ознакомления с текстом. 2020 заполнение документов · копирование материалов сайта без разрешения запрещено
I . ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящая Инструкция устанавливает порядок проведения визуального и измерительного контроля основного материала (далее — материал) и сварных соединений (наплавок) при изготовлении, строительстве, монтаже, ремонте, реконструкции, эксплуатации, техническом диагностировании (освидетельствовании) технических устройств и сооружений, применяемых и эксплуатируемых на опасных производстве нн ых объектах, подконтрольных Госгорте хн адзору России.
Визуальный и измерительный контроль специальных материалов (например, композитных и полимерных) и специальных сварных соединений (например, муфтовой сварки) технических устройств и сооружений проводят в соответствии с требованиями специально разработанной документации.
Личное клеймо сварщика — как присваивается, где ставится
Профессия сварщика не так проста, как кажется на первый взгляд. Иначе не существовало бы специальной аттестации и квалификационных проверок знаний на продление или повышение разряда. Все это говорит о повышенной ответственности сварщика перед выполнением трудоемких и важных сварных швов и соединений. Обязательным элементом в данном случае является личное клеймо сварщика.
Для чего необходимо
При сварке ответственных металлоконструкций, рядом с наваренным швом, каждый аттестованный сварщик делает оттиск клеймом. Данная процедура подтверждает выполнение конкретного соединения лицом, цифры клейма которого нанесены на изделие.
Своего рода почерк или подпись на металлической детали, подтверждающий качественно выполненную работу. Каждое клеймо носит строго индивидуальный номер, поэтому называется личным и перепутать сварщиков по нему просто невозможно.
В случае выявления каких- либо дефектов сварки или брака, по номеру оттиска определяется исполнитель, выполнивший работу с нарушениями.
С 8 октября 2104 г. вступили в силу ФНП «Сварка на ОПО», регламентирующие жесткие требования безопасности при сварке на опасных производственных объектах. Благодаря этим поправкам в законодательстве, появилась единая база предоставления сведений о сварщиках, в которой отражаются :
- должность работника;
- дата аттестации;
- шифр клейма;
- разряд;
- вид деятельности;
- область аттестации.
Что представляет из себя
Форма и геометрические размеры клейма сварщика в соответствии с ГОСТом
Клеймо изготавливается в соответствии с ГОСТ 25726-83 и представляет из себя ручной инструмент в виде металлического стержня, выполненного из инструментальной стали прочностью 50-60 HRC. На одной стороне выбивается зеркальное буквенное и цифровое обозначение, другая предназначена для нанесения удара. В результате удара на изделии остается прямое рельефное изображение.
Как получить
Клеймо выдается сварщикам, прошедшим аттестацию в Национальном Агентстве Контроля Сварки( НАКС) вместе с аттестационным удостоверением.Рекомендуем! ТОП-6 бытовых моделей инверторных полуавтоматов
Шифры создаются в автоматическом режиме с использованием ФИО сварщика и дата его рождения. Конечное изображение может состоять как из буквенных, как и цифровых обозначений. Номер закрепляется за сварщиком и не меняется при продлении аттестации, а также при аттестации на другой вид деятельности.
Клеймо, выданное до вступления в силу Федеральных норм и правил по сварке на ОПО, будет действительно до очередной аттестации, а затем, в случае ее успешного прохождения, выдается новое, соответствующее требованиям ФНП.
Приказ о присвоении клейма сварщику пишется в произвольной форме, где могут указываться виды свариваемых конструкций и дополнительные полномочия исполнителя. приказа о присвоении клем сварщикам
Образец приказа на присвоение личного клейма сварщику
Где и когда ставится
После завершения сварочных работ на объектах ОПО в обязанности сварщика входит проставления клейма рядом со свариваемыми участками. Документально это оформляется заполнением журнала сварочных работ, а также протоколом испытаний сварных соединений. Подготавливается вся необходимая и предусмотренная законом исполнительная документация.
Согласно п.21 ФНП ФНП «Сварка на ОПО», обязательной маркировке личным номером подлежат все сварные соединения толщиной стенки более 6 мм.
Клеймо проставляют на ответственных конструкциях, таких как сварка металлических балок и швеллеров, соединение потолочных основ — все те участки, где имеются повышенные требования к надежности и безопасности.
Стоит отметить, что при сварке металла толщиной менее 6 мм или скреплении арматуры выбивание клейма не обязательно – нужно выполнять требования технической документации на производстве.
Оттиск клейма рядом со сварочным швом трубопровода
Внимание! При постановке клейма на металлических изделиях не допускается образовывать наклепки, подкалку или уменьшать толщину металла, сам оттиск должен быть читаемым и аккуратным на протяжении срока эксплуатации конструкции. В соответствии п
4.10.5 ГОСТ 23118-2012 и п. 1.3.21. РД 34.15
В соответствии п. 4.10.5 ГОСТ 23118-2012 и п. 1.3.21. РД 34.15.
132-96 идентификационный шифр проставляется на расстоянии не менее 40 мм от границы свариваемого участка, если других указаний по их расположению не имеется в технологической документации.
При выполнении сварного шва одним сварщиком клеймение производится только в одной точке, рядом с маркировкой отправочной точки. Если работу выполняли несколько сварщиков, каждый проставляет свое клеймо в начале и конце шва.





