
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
3.1. Проверить правильность установки изделия до пуска станка. 3.2. Нерабочий участок ленточно-отрезной пилы станка должен быть огражден. 3.3. Следить во время работы, чтобы шкивы ленточно-отрезного станка имели ограждение режущего полотна по всей длине, за исключением участка в зоне резания, а также имели ограждения и с боковых сторон. 3.4. Ленточно-отрезные станки должны оснащаться устройством, предотвращающим травмирование режущим полотном, в случае его разрыва. 3.5. Следить, чтобы в отрезных станках, исключалось падение отрезанных заготовок. 3.6. Передняя часть пильной рамы ножовочной пилы не должна выходить за торец рукава станка или должна ограждаться защитным устройством. 3.7. Кромки кожухов отрезных пил и кругов, ленточных пил у зоны их раскрытия, а также внутренние поверхности кожухов должны быть окрашены в желтый сигнальный цвет. 3.8. Во время работы абразивно-отрезных станков следить за эффективной работой пылесборников, чтобы эффективно захватывался искровой факел. Конструкция пылезаборника и отходящего от него к отсасывающему устройству воздуховода должна предусматривать возможность удобной очистки их от нагара, образующегося при контакте раскаленных металлических частиц с внутренними поверхностями пылезаборника и воздуховода. 3.9. Абразивно-отрезные станки при технической необходимости должны комплектоваться индивидуальными отсасывающими устройствами. В случае применения в отсасывающем устройстве тканевых фильтров ткань должна быть огнестойкой или на участке всасывания перед устройством должен быть установлен искроулавливатель. 3.10. Следить, чтобы во время работы круглые пилы не имели трещин, поломанных зубьев, с выщербленными или отпавшими от зубьев пластинами от быстрорежущей стали или твердого сплава, выпучинами на диске и с зубьями, прижженными при заточке. 3.11. Не допускать установку пильных дисков с диаметром отверстия больше диаметра вала (шпинделя), а также применять вставные кольца (втулки) для уменьшения диаметра отверстия. 3.12. Полотно ленточной пилы должно быть отшлифовано и не иметь трещин, выпучин, продольной волнистости, отгиба задней кромки, раковин от коррозии. 3.13. Во время работы станка стоять в плоскости вращения диска пилы, выталкивать стружку из сегментов диска при его вращении, а также поддерживать руками отрезаемый конец заготовки запрещается. 3.14. Чистка, смазка и обтирка станков, смена деталей или режущего инструмента, уборка стружек из-под станка должны производиться только после полной остановки станка, отходить от станка разрешается также только после полной его остановки. 3.15. Полотно ленточной пилы должно быть отшлифовано и не иметь трещин, выпучин, продольной волнистости, отгиба задней кромки, раковин от коррозии и т.п. 3.16. Во время работы станка стоять в плоскости вращения диска пилы, выталкивать стружку из сегментов диска при его вращении, а также поддерживать руками отрезаемый конец заготовки запрещается. 3.17. При заточке круглых пил должна быть сохранена концентричность вершин всех зубьев относительно оси вращения диска. Заточка пил должна производиться в соответствии с требованиями заводской инструкции. 3.18. Применять круглые пилы с трещинами на диске или зубьях, с двумя подряд выломанными зубьями, с выщербленными или отпавшими от зубьев пластинками из быстрорежущей стали или твердого сплава, выпучинами на диске и с зубьями, прижженными при заточке, запрещается. 3.19. При механической обработке металлов резанием на металлорежущих станках необходимо соблюдать требования ГОСТ 12.3.025-80 «ССБТ. Обработка металлов резанием. Требования безопасности». 3.20. Кромки кожухов отрезных пил и кругов, ленточных пил у зоны их раскрытия, а также внутренние поверхности кожухов должны быть окрашены в желтый сигнальный цвет.
Принцип работы
Как уже говорилось выше, ключевым режущим элементом подобных станков является ремень, который натягивается на два маховика. Данный элемент начинает работать сразу после включения станка. Как только это произойдёт, можно начинать резку.
Конструкция прибора построена таким образом, что при выполнении задачи давление на заготовку становится равномерным. Такая особенность позволяет совершать точные распилы. К тому же, резку с помощью ленточнопильного станка выполняют и перпендикулярным образом, и под углом до 60 градусов. Чтобы получить рез под углом, достаточно изменить положение полотна или повернуть подвижную раму, где оно закреплено. Также можно попробовать метод поворота рабочего стола.
При работе режущее полотно сильно перегревается, что повышает вероятность его поломки. Для защиты конструкции от таких последствий, достаточно нанести на место реза смазочно-охлаждающую жидкость, способную защитить рабочее полотно от быстрого износа, а также обезопасить окружающий воздух от металлической пыли или опилок. В качестве подобного средства используют обычную воду или специальный состав, который гарантирует полноценное охлаждение оборудования и смазку.
Некоторые производители устанавливают на своих моделях специальные щеточки, которые в автоматическом режиме очищают рабочее полотно от всех остатков в виде стружки и пыли. Такое несложное решение позволяет добиться более ровного распила, а также увеличить сроки эксплуатации прибора и обеспечить оператору надёжную защиту.
Ленточнопильный станок обладает разными типами пил:
- Из углеродистой стали. Предназначаются для обработки легированных и нелегированных сплавов;
- Из биметаллических сплавов. Необходимы при использовании особых режимов резки;
- Из твердосплавных материалов. Такое решение незаменимо для резки металлов, которые сложно поддаются обработке. Речь идёт о чугунном литье, сплавах с высоким содержанием титана или никеля;
- С алмазным напылением. Такие модели подходят для обработки абразивного сырья;
Разновидности
Модели вертикальных ленточных пил бывают профессиональными и бытовыми. Станки ленточного типа по металлу отличаются от аналогов по дереву использованием особых полотен. В отличие от станков по дереву, здесь отмечается меньшая скорость движения полотна. Кроме того, у данного оборудования установлен мотор с большей мощностью, способный выдерживать большие нагрузки. Профиль реза здесь может быть самым разнообразным.
Условно изделия такого типа делятся на 4 класса.
- Модификации 1 класса относят к разряду универсальных. Они дороже иных аналогов, рассчитаны на разный по плотности металл (от алюминия и меди до высоколегированной стали), характеризуются существенным весом и габаритами. По сути, это объемная техника автоматизированного типа, которая нередко оснащена подачей охлаждающей жидкости и автоматикой подачи обрабатываемой детали. Это агрегаты промышленного типа с максимальной эффективностью обработки металла.
- Аналоги второго класса несколько уступают предыдущим моделям, поскольку не могут дать идеального отрезного края. Однако и их используют в производстве, условно относя к универсальному оборудованию. Это станки, оснащенные автоматикой и полуавтоматические агрегаты, в которых заготовка подается вручную. Из двух разновидностей лучшими считают автоматические, поскольку именно у них точнее обработка края.


- Третья категория означает оборудование для пила металла с меньшей точностью реза. В линейку входят автоматические, полуавтоматические и ручные пилы. Такие станки используют преимущественно в небольших мастерских, им присуща невысокая производительность. Они не годятся для массового производства, так как имеют меньшую скорость обработки. Изделия этого класса менее долговечны и требуют бережного обращения.
- Модификации четвертого класса считаются бытовыми. Их отличают функционал и габариты. В линейке встречаются электрические отрезные пилы настольного типа. Это портативные переносные устройства или так называемые мини-пилы. Подача заготовки у них ручная, функционал минимальный, а потому и стоимость изделий заметно ниже аналогов первого класса.
Исходя из типа материала, ленточные пилы делят на 3 вида: варианты из углеродистой стали, биметаллические полотна, имеющие быстрорежущую сталь и модификации с твердосплавным зубом. Что касается лучшего варианта, то это последний тип, так как именно такие пилы справляются с особо тяжелыми металлами.


Срок полезного использования
Реальный срок полезного использования ленточнопильных станков — это «моточасы», т.е. время, которое станок находился в работе до списания. Его иногда путают со сроком владения, но это разные показатели.
Недорогие бытовые станки не рассчитаны на долгое время, потому что в быту для них не бывает большого объема работы. Поэтому речь идёт о профессиональном оборудовании. Здесь срабатывает правило — чем дороже стоимость станка, тем больше он может прослужить.

Ленточнопильный двухколонный полуавтоматический станок Everising H-1010. Фото Стербруст
Это правило нелинейно, бывает, что цену добавляют дорогие раскрученные бренды. А малоизвестный скромный производитель может выпускать более дешевую и надежную продукцию.
Тем не менее стоимость станка и срок его службы логично связаны между собой.
Гарантийные сроки
Их нельзя увязывать со сроками полезного использования. Большинство производителей стараются не обременять себя долгосрочными обязательствами перед клиентами. Поэтому гарантийный срок у многих производителей составляет 1 год.

Станок ленточнопильный полуавтоматический двухколонный DISPA DY-550. Фото Станочный мир
Но некоторые компании, полностью уверенные в надежности своей продукции, увеличивают этот срок до 2-3 лет.
Ремонтопригодность
Этот показатель крайне важен для срока службы станка. Если станок легко ремонтировать, он может работать много десятков лет. Поэтому услуги по ремонту востребованы у клиентов. Исправление незначительной поломки возможно выполнить самостоятельно. Для этого требуется приобрести необходимые комплектующие — ленточные пилы и прочие запчасти.
Определить хорошую ремонтнопригодность ленточнопильного станка можно по следующим признакам.
Массивная литая станина
Это основа станка, на которую всегда можно поставить новую деталь. Если станина слабая и разрушается, ленточнопильный станок выходит из строя полностью.

Двухстоечный ленточнопильный станок СРЗ 200-04. Фото Завод Ростанко
К тому же литье выполняют из крупнопористых сплавов, которые гасят разрушающие вибрации и шумы.
Стандартные детали
В основном это касается шариковых и роликовых подшипников. Если в станке применяются ГОСТ-овские подшипники, их всегда можно купить в любой специализированной фирме и заменить.



Простота конструкции
Она обеспечивает легкий доступ к большинству узлов. Также, если на станке нет множества сложных, витиеватых деталей, а есть простые, например, валы и шкивы, их всегда могут сделать в большинстве металлообрабатывающих цехов.

Ленточнопильный вертикальный станок MAKITA LB1200F. Фото 220Вольт
Специальные сложные детали придется заказывать у фирмы производителя, что не всегда дешево. К тому же бывает, что модель снимают с производства, а через некоторое время прекращают и выпуск запасных частей к ним
Электропривод
Хотя электродвигатель стоит на каждом ленточнопильном станке, его можно считать самостоятельным элементом. Выходят из строя они совсем по своим причинам (перепады напряжения, пробой изоляции и межвитковое замыкание и т.д)
Важно, чтобы на ленточнопильном станке стоял типовой двигатель, который в случае поломки можно будет свободно и недорого купить

Ленточнопильный станок Bomar SV 330. Фото Bomar
В итоге. Реальный срок полезного использования ленточнопильного станка определить точно нельзя. Он зависит ещё и от условий эксплуатации, правильного обращения и ухода. Но условно можно сказать, что срок рационального использования такого станка — около 10 лет. Потому что спустя такой срок обязательно появляются более передовые и производительные модели.
Формальный срок полезного использования
Кроме реального, есть формальный срок полезного использования по амортизационной группе. Это понятие используется в бухгалтерской и налоговой отчетности на средних и крупных предприятиях. Например, для налоговых льгот на инвестиции в новое оборудование, если таковые предусмотрены. Также для возможности списания отработавшего оборудования и прочих отчетных тонкостей.

Ленточнопильный станок WE-270DS. Фото Way Train
Установлено несколько амортизационных групп для разных видов оборудования со своими кодами. Как выглядит таблица кодов, можно посмотреть, например, здесь.
По таблице можно определить, что для ленточнопильных станков именно по металлу нет отдельного кода. Он есть для ленточнопильных станков по дереву. Таким образом, ленточнопильные станки по металлу относятся к группе «станки металлообрабатывающие» с кодом 14 292 20 30. Это третья амортизационная группа со сроком полезного использования от 3 до 5 лет включительно.
Устройство ленточных пил по металлу
Оно определяется назначением и компоновкой станка. Рассмотрим варианты, чаще всего предлагаемые производителями.
Двухколонная полуавтоматическая ленточная пила производства компании Indiamart. Её особенность — гидравлическое натяжение лезвия и гидравлический зажим, который снабжён гидромеханическим датчиком. Скорость перемещения пильного полотна может изменяться в широких пределах, поскольку для привода используется двигатель переменного тока с вариатором. Клинок имеет высокое качество, что обеспечивает выполнение операций резки и обрезки торца. Применение такой ленточной пилы эффективно в различных отраслях хозяйственной деятельности: от автомобилестроения до производства строительных металлоконструкций.

Полностью автоматизированная двухстоечная ленточная пила компании Ирлен-Инжиниринг (Россия-Китай). Особенностью этой машины является изменяемая в широких пределах скорость разделения заготовки, хорошее натяжение лезвия, отличная двигательная способность, ёмкий гидравлический резервуар, а также возможность применения при резке металла с разной прочностью.
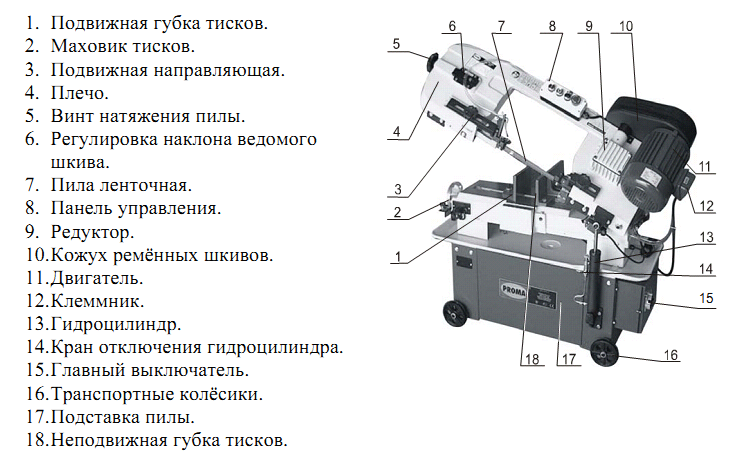
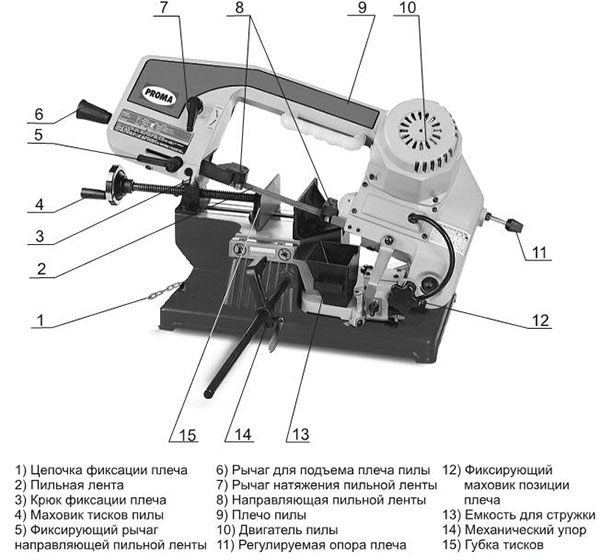
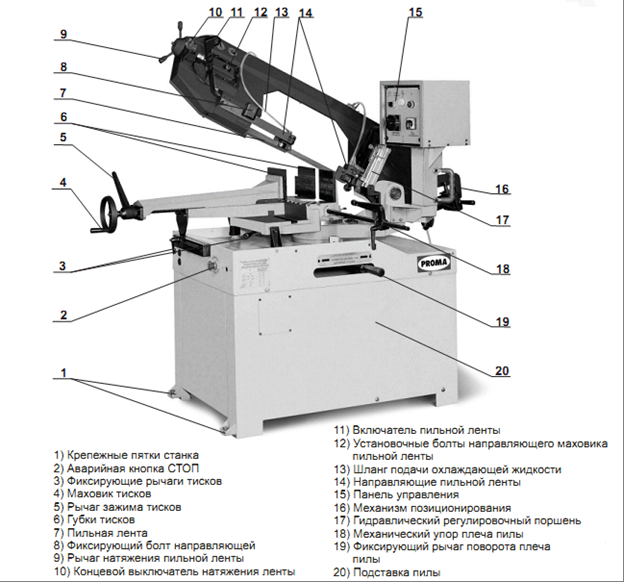
Вертикальные одностоечные ленточнопильные станки от чешской компании Proma. Особенность такого оборудования – удобный доступ к заготовке и инструменту с трёх сторон, высокая точность распила, высокое качество сварного соединения частей пильного полотна. Станок – полустационарного типа, и легко может перемещаться с места на место.
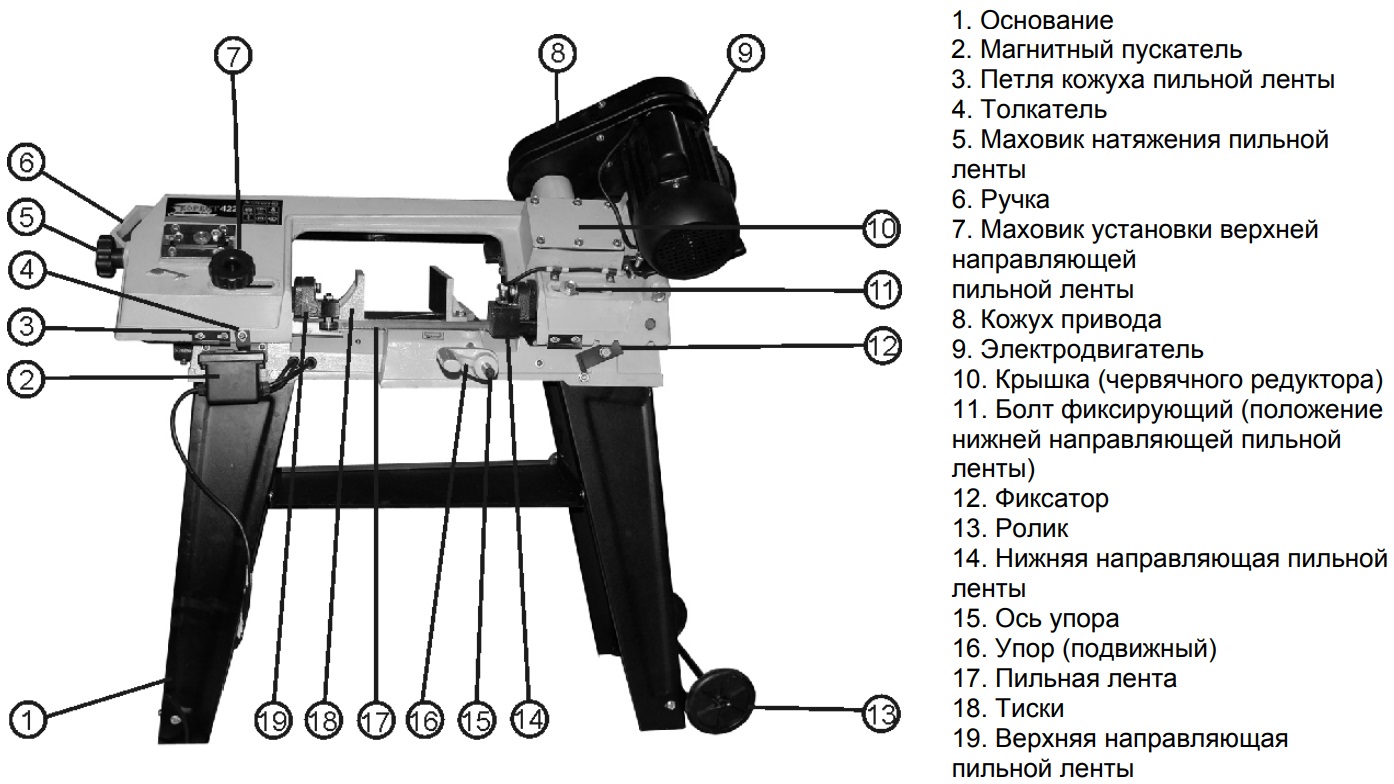
Ленточные пилы по металлу модельного ряда jet (Тайвань). В станке реализована классическая концепция прямолинейного реза, поэтому подобное оборудование часто именуют механическими ножовками. Конструкция таких станков включает в себя качающуюся раму и кривошипно-шатунный механизм, который обеспечивает возвратно-поступательное перемещение пильного полотна. По производительности такие станки уступают ленточнопильному оборудованию с непрерывной лентой.
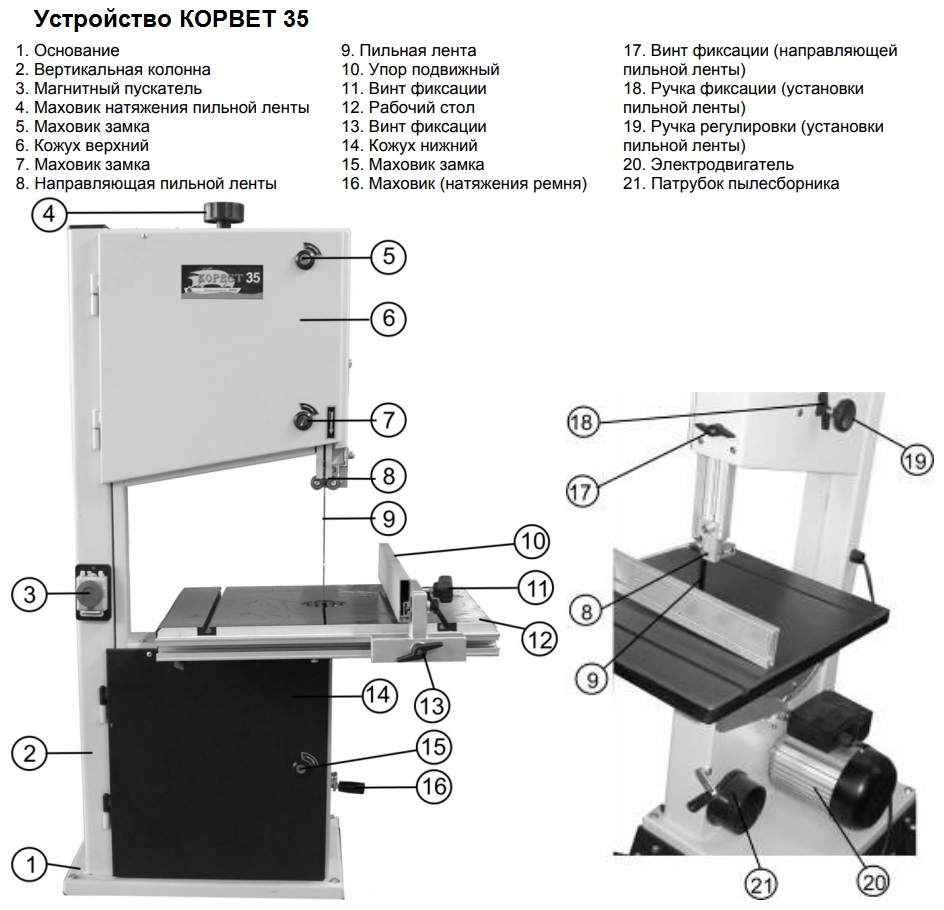
Ленточнопильные пилы от Энкор (Россия). Отечественные производители рассматриваемого оборудования с обычным управлением представлены станками модельного ряда Корвет, также относящимися к классу механических ножовок по металлу. Станки оснащены необходимыми контрольно-измерительными приспособлениями, позволяют оптимизировать скорость разрезания, комплектуются высокостойкими пильными полотнами.

Очевидные преимущества ленточных пил по металлу – оперативность изменения технологических параметров резки, компактность, возможность настройки инструмента на разрезание различных металлов. Цена оборудования определяется его мощностью и функциональными возможностями. Она составляет:
- Для пил с ручной подачей материала – от 16 тыс. до 50 тыс. руб.;
- Для полуавтоматических пил – от 85 тыс. до 280 тыс. руб.;
- Для автоматических пил по металлу с ЧПУ – от 600 тыс. до 1, 3 млн. руб.
https://www.youtube.com/watch?v=Cssc5B33NnA
Полотно для ножовки по металлу. Как выбрать и установить?
Сварочный осциллятор. Стабилизация горения сварочной дуги
Где можно приобрести ленточные пилы?
На официальном сайте «РуСтан» представлен каталог с различными видами оборудования, среди которого каждый сможет найти подходящий вариант. Все станки, имеющиеся в ассортименте, полностью соответствуют нормам безопасности и ГОСТа, о чем свидетельствуют многочисленные сертификаты.
предоставляет клиентам высокий уровень сервиса, который основан на тщательно продуманной логистической схеме и сотрудничестве с надежными транспортными компаниями. Заказать необходимые станки можно через корзину, расположенную на нашем официальном сайте, либо связавшись с отделом продаж по номеру, указанному в разделе «Контакты». Доставка товара осуществляется во все регионы России. При желании, вы можете лично отслеживать груз, посредством телефонных звонков или через веб-сайт транспортной компании.
Производители ленточных пил
При покупке пилы обращайте внимание на компанию-производителя. Такие инструменты производятся как в России, так и за рубежом
Отличить оригинал от подделки можно благодаря сертификатам качества и правильной маркировке товара.
Наиболее известные марки на рынке ленточных пил – это:
Arntz (Германия). Старый производитель, который хорошо известен не только в Европе, но и во всем мире, также он имеет филиалы далеко за пределами Германии. Качество продукции очень тщательно контролируется, постоянно проводятся исследования в области технологий. Ленточные пилы данной марки целиком соответствуют всем текущим требованиям к качеству. Наиболее популярные модели – твердосплавные;
Lenox (США). Тоже достаточно популярный бренд на этом рынке. Особенностью производства является нанесение на все пилы специального защитного покрытия на основе нитрида алюминия-титана. Благодаря этому покрытию изделия более прочны и износостойкие, также их можно применять в условиях повышенной нагрузки и бесперебойной работы. Так, они отлично справятся с нарезкой материалов, имеющих большую абразивность. Также при работе станка скорость не ограничена. Единственный минус таких пил – это их достаточно высокая стоимость;
Wikus – данный бренд на рынке ленточных пил тоже очень известен, выпускает эту продукцию этот производитель тоже достаточно давно. Одной из отличительных особенностей является широкий ассортимент моделей. Благодаря такому решению покупатель имеет возможность выбрать максимально подходящий вариант под те или иные работы в зависимости от направления и масштабов своей деятельности;
Forezienne (Франция) – все ленточные пилы этой марки изготавливаются из стали, в основе которой содержится обогащенная руда. В процессе формирования сырья выполняются чередующиеся процессы по закалке и отпуске, а также горячий и холодный прокат. Все это обеспечивает высокие показатели пилы в плане режущих характеристик и ее прочности;
Lennartz (Германия) – данный производитель является крупнейшим в своей области на территории Европы



Особое внимание он уделяет производству пил на основе композиционных сплавов. Фирменная технология предусматривает, что на основе высокопрочной стали сделано не только режущее полотно, но и закалки
А зубчатая кромка сделана отдельно из быстрорежущей стали и потом приваривается;
Doall (США) – этот производитель не относится к сильно крупным, но его продукция тоже достаточно популярна в США и за ее пределами. Продукция имеет полный комплекс высоких показателей всех характеристик. Для изготовления ленточных пил применяется высокопрочная сталь, а все технологические процессы строго соблюдены. Пилы будут служить долго независимо от нагрузки на них и способа применения. Также стоит отметить и безупречную репутацию этой компании, на ее продукцию пожаловаться просто нельзя.
Приводы главного движения
Ленточнопильные станки оборудованы большим количеством специальных приспособлений и механизмов, которые предназначены для осуществления регулирования и контроля процесса резания. Кроме того, эти приспособления также предназначены для оснащения вспомогательных и дополнительных операций по обработке.
Оборудование для изменения скорости резки:
1. Ступенчатые, используемые посредством редукторов.
2. Плавные или бесступенчатые, используемые посредством механических вариаторов или частотных преобразователей управления приводом (инверторов).
Оборудование для максимально точного позиционирования заготовок посредством сервомоторов или гидроприводов, которые оснащены лазерным и магнитным контролем над размером отрезаемых заготовок.
Оборудование, которое обеспечивает скоростной подъем пильной рамы и быстрое опускание на холостом ходу при переходе на различные рабочие режимы подачи во время выполнения процесса врезания в заготовку. Устройство быстрого поворота пильной рамы посредством сервомотора на требуемый угол резки с точностью порядка 0,5-0,1°.
Технология наблюдения за уровнем нагрузки на пильное полотно, позволяющая автоматически изменять показатели давления резки и величину подачи в соответствии с изменениями сопротивления в процессе резания сложно профильных заготовок, имеющих переменное сечение. Оборудование, предназначенное для числового и автоматического программного управления всем процессом обработки.
Виды
По степени автоматизации станки делятся на три вида:
ручные (ручные тиски, подъем рамы производится вручную);

Ленточнопильный ручной станок Siloma W 260T. Фото Стербруст
полуавтоматические (гидравлические тиски, поднятие, и опускание рамы производится в автоматическом режиме);

Ленточнопильный полуавтоматический станок ЛПС8535. Фото Завод ДОЛИНА
автоматические (гидравлические тиски, поднятие, и опускание рамы производится в автоматическом режиме, автоматическая подача заготовок в зону резания).

Ленточнопильный автоматический двухстоечный станок BMSO 460 C. Фото НЕВАСТАНКОМАШ
По типу конструкции выделяют вертикальные и горизонтальные агрегаты.

Ленточнопильный вертикальный станок Stalex VS-400 с наклонным столом. Фото ВсеИнструменты.ру
По месту расположения существуют настольные и напольные машины. Оборудование первой группы отличают компактные размеры.

Настольный ленточнопильный станок TRIOD BSM-220/400. Фото ВсеИнструменты.ру
Востребованным видом ленточнопильных станков являются двухстоечные агрегаты.

Ленточнопильный двухколонный автоматический станок Cosen SH-7656. Фото Стербруст
Что такое ленточная пила?
Речь идет о многорезцовом режущем инструменте, главным рабочим органом которого является стальная, замкнутая в кольцо лента, оснащенная по одному краю острыми зубьями. Ленточная пила – это станок, который впервые появился в Англии еще в начале XIX века, но лишь к его концу такое оборудование получило широкое распространение. Все из-за того, что в те времена не было возможности добиться точного соединения концов стальной ленты. Сегодня для этого применяется сварка, а ленточные пилы распространились по миру, хотя лидерство в их производстве продолжает удерживать Франция.
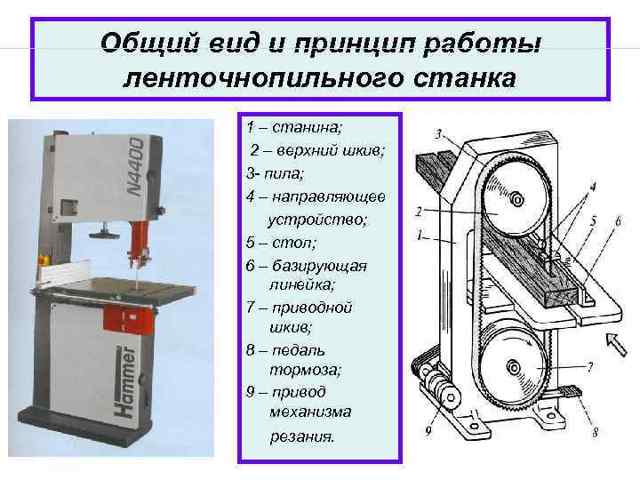
Устройство ленточной пилы
Основной составляющей данного столярного оборудования является рабочий стол. На нем и производится обработка заготовок из дерева, камня, металла и других материалов. Сама лента устанавливается на двух вращаемых электромотором шкивах станка. Ленточнопильный станок по дереву имеет и несущую часть – раму станины, призванную удерживать на себе большой вес и габариты всего устройства в целом. Она изготавливается из металла, хотя для пилы среднего и малого размера применяется и древесина.
Раму дополнительно усиливают бруски, саморезы, клей. За натяжение полотен отвечает блок верхнего шкива. Внутренняя часть рамки оборудована колесным валом, а специальный винтовой механизм ответственен за вертикальное перемещение по направляющей. При этом надо сказать, что пила может быть как горизонтальной, так и вертикальной с отличным местом расположения у нее шкивов.

Принцип работы ленточной пилы
Есть модели промышленных станков, работающие от трехфазной сети – 380 В, а некоторые могут подключаться и к однофазной – 220 В. Принцип действия ленточной пилы заключается в следующем: выбранная металлическая лента надевается на два шкива. При включении одного из них полотно начинает перемещаться и таким образом осуществляется резка обрабатываемого материала. Ручной ленточнопильный станок разрезает материал, постоянно подаваемый в зону распила с определенной скоростью. Процесс контролирует мастер, который следит за правильностью выполнения поставленной задачи.




Эксплуатация ручной ленточной пилы по металлу
После того, как инструмент изготовлен и протестирован, важно соблюдать простые правила по безопасному использованию устройства. Это гарантия долгой службы станка, высокого качества работ, безопасности пилы для вас
Советы мастера
- В процессе работы не тяните заготовку назад: это может привести к соскакиванию пилы с рельсов.
- Обрабатывая мелкие детали, используйте подающую доску: так вы обезопасите руки.
- При разрезе крупных конструкции смотрите за тем, чтобы деталь не проворачивалась.
- В процессе работы не допускайте попадания стружек и опилок в двигатель.
- Перед началом использования инструмента проверяйте возможность его быстрого отключения.
Правила безопасности
- Первые 180 часов работы ручной ленточной пилы недопустимы её предельные нагрузки: избегайте пиления слишком твердых материалов, заготовок максимальной толщины.
- Каждые 2 часа работы необходимо делать перерыв, иначе высока вероятность перегрева двигателя.
- Во время работы на ручном станке необходимо использование защитной экипировки:
- специальные очки;
- головной убор (особенно при наличии длинных волос);
- плотно прилегающая одежда;
- закрытая обувь на нескользящей подошве.
- В процессе работы не прикасайтесь к пильной ленте, не держите заготовку в руках, используйте дополнительные подставки, опоры, крепежи.
- После окончания работы очищайте станок от пыли, грязи, масла, опилок, отключайте его от сети.
Мы рассмотрели специфику использования различных модификаций инструмента, а также их различия, разобрались в технических характеристиках и принципе работы станка. Множество преимуществ ленточнопильных станков делает их незаменимыми при работе с металлом, в том числе в домашних условиях. Не обязательно идти в магазин и тратиться на дорогую профессиональную модель: для большинства работ подойдет классическая ленточная пила по металлу, сделанная своими руками. Теперь вы знаете пошаговую инструкцию изготовления станка, а также правила ее безопасного и продуктивного использования.
- Элементы теории процесса резания металлов / А.М. Розенберг, А.Н. Еремин. — Москва
- Справочник молодого фрезеровщика / В.Л. Косовский. — М.: Высшая школа
- Сварка, резка, пайка металлов. — Москва: Машиностроение, 2005.
- Статья на Википедии
Виды ленточнопильных станков
По способу расположения ленточнопильные станки разделяют на:
- Вертикальные. Они оснащаются пильной рамой, расположенной вертикально. Вертикальные ленточнопильные станки по дереву разделяются на малогабаритные и крупногабаритные. Пила, установленная в малогабаритных устройствах, является основным подвижным механизмом. В крупногабаритных приборах заготовка перемещается оператором в необходимой плоскости.
- Горизонтальные. Они оборудуются пильной рамой, расположенной горизонтально. Эти устройства применяются для обработки крупногабаритных пиломатериалов из твердых пород древесины.

В соответствии со степенью автоматизации выделяют следующие виды распиловочных станков:
- Ручные. В процессе эксплуатации устройства оператор должен самостоятельно подавать деревянные заготовки. Процедура распила брусков также осуществляется вручную. Ручные ленточнопильные станки чаще всего используются в домашних мастерских.
- Полуавтоматические. В этих устройствах автоматизирована работа ленточной пилы и тисков. Полуавтоматические механизмы устанавливаются на мебельных фабриках.
- Автоматические. Все механизмы этих приборов полностью автоматизированы. Автоматические приборы используются на крупных промышленных производствах. Они занимают большое количество пространства.
По типу ленты станки разделяются на:
- Устройства с узкими пильными лентами. Их ширина составляет не более 6 см. Узкие пилы нельзя затачивать. Поэтому их нужно полностью заменять в случае износа.
- Устройства с широкими пильными лентами. Их ширина может достигать 30 см. Станки с широкими пилами отличаются высокой производительностью. Они способны обрабатывать изделия из твердых пород древесины и толщиной до 1 м.
Станки классифицируют по мощности и размерам:
- Столярные. Отличаются невысокой мощностью и малыми габаритами. Они имеют настольную модификацию. Эти станки используются в столярных мастерских.
- Делительные. Они способны делить бревна на пласты и имеют средние габариты. Применяются при производстве мебели.
- Бревнопильные. Эти станки отличаются высокой мощностью и большими размерами. Они устанавливаются на предприятиях по деревообработке.

Также существуют отдельные классификации ленточнопильных станков по количеству скоростных режимов, объему обрабатываемой продукции в единицу времени и углу поворота.





