
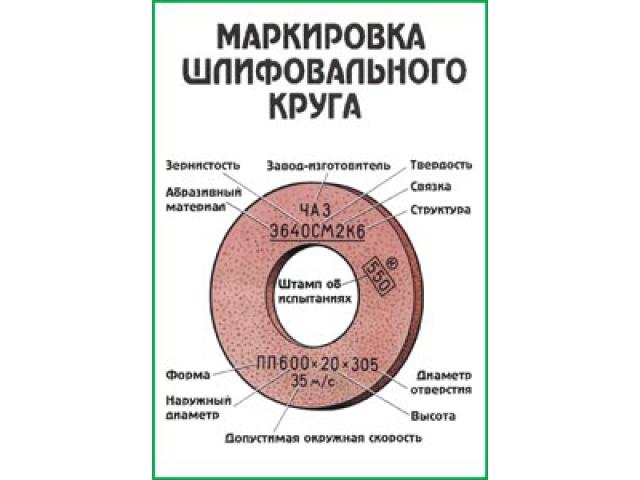
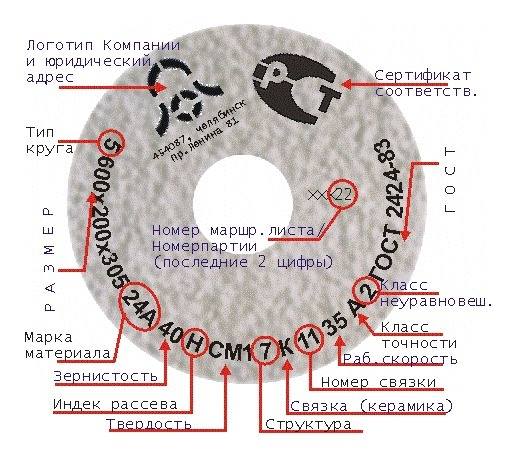
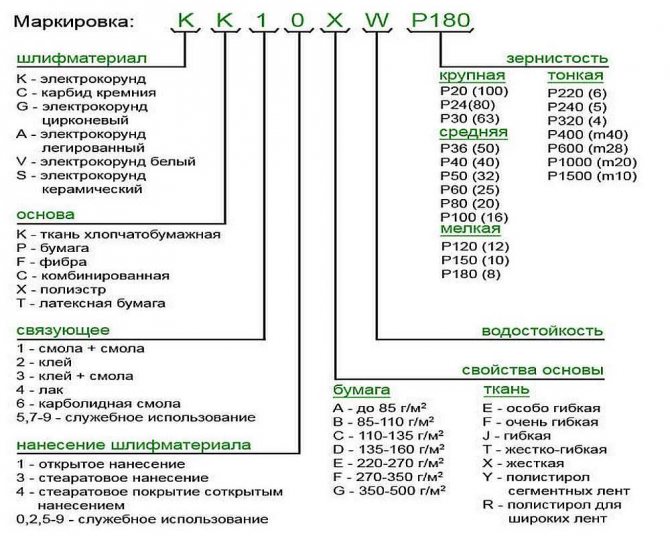
Маркировка – условные обозначения
Абразивные круги имеют специальную маркировку в виде надписей и/или цветных меток и содержит:
1. Тип круга
В теории должно быть цифровое обозначение:
1- прямой профиль,
41 – диски отрезные,
42 – диски с утопленным центром.
Но на практике это будет надпись на русском и/или английском языках: “cut-off wheel”-отрезной круг, grinding wheel – шлифовальный круг, лепестковый круг.
2. Размеры круга
На сайте производителя(см. таблицу ниже) указано так:
D – наружный диаметр,
T – высота,
H – диаметр отверстия.
Однако на практике как правило будет следующий формат: наружний диаметр х толщина х внутренний диаметр.
Или даже как то так:
3. Материал для обработки которого предназначен диск
Обозначается надписью на круге («metal» или «steel» – для обработки металла, «concrete» – для работы с бетоном), цветной меткой (синий – сталь, зеленый – бетон).
Также иногда дополнительно наносится графическое изображение материала, которое избавляет нас от необходимости лишний раз вчитываться в надписи.
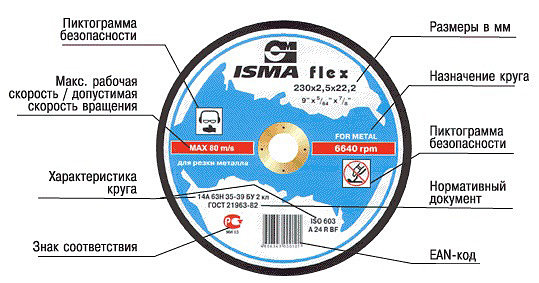
На круге показанном картинке выше надпись metal и изображение листового металла, металлической трубы, кровельного металлического листа и швеллера наглядно демонстрируют материал, который допустимо обрабатывать.
5. Зернистость. Размеры абразивных частиц
Данный параметр указывается на круге в условных единицах и обозначает фракцию абразива исходя из международных стандартов маркировки.
Также здесь возможны вариации от одной редакции ГОСТа к другой.
7. Тип связки
В качестве связующего компонента используется бакелит, керамика или синтетический каучук.
7.1. Керамическая связка
V (К – старое обозначение) . В случае с керамической основой инструменту присуще высокие огнеупорные, водостойкие и химические характеристики, качественно сберегающие рабочую кромку. Однако такой диск для болгарки чувствителен к механическим ударам и изгибающим нагрузкам. Круги с керамической связкой используются практически для всех типов шлифовки, кроме обдирки.
7.2. Бакелитовая связка
B (Б – старое обозначение). Рассматривая бакелитовую основу, хочется отметить, что такие круги для болгарки обладают более высокими показателями эластичности и упругости чем керамические аналоги. Недостатком такой связки является низкая стойкость к щелочным компонентам, входящим в жидкости для охлаждения.
Помимо этого круги на основе бакелита слабее керамических аналогов по сцеплению абразивного зерна а, следовательно, в основном могут применяться для плоского типа шлифовки. Диски для болгарок на бакелитовой связке применяются при ручных работах по грубой обдирке или на подвесных стеновых поверхностях.
При этом бакелитовые круги обладают полирующим эффектом. С целью резки стальных изделий используется мягкая связка и тонкий абразив. В свою очередь для цветных металлов целесообразно использовать твердую связку с грубым абразивом.
7.3. Вулканитовая связка
Это подвергнутый вулканизации синтетический каучук. Маркировка абразивного круга имеет букву (R). Старое обозначение – (В). Данный вариант экзотика и встречается крайне редко.
8. Мах. число оборотов при которых можно использовать диск
Диапазон варьируется в пределах от 6 600 до 13 300 оборотов в минуту. Важный параметр! Если им пренебречь, то круг во время работы может разлететься на отдельные фрагменты.

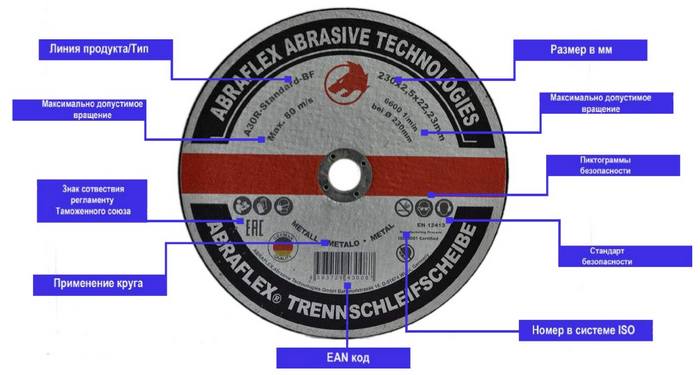



9. Класс точности
АА, А и Б. АА – высокая точность геометрических параметров А – Промежуточный вариант. Б- для менее ответственных операций.
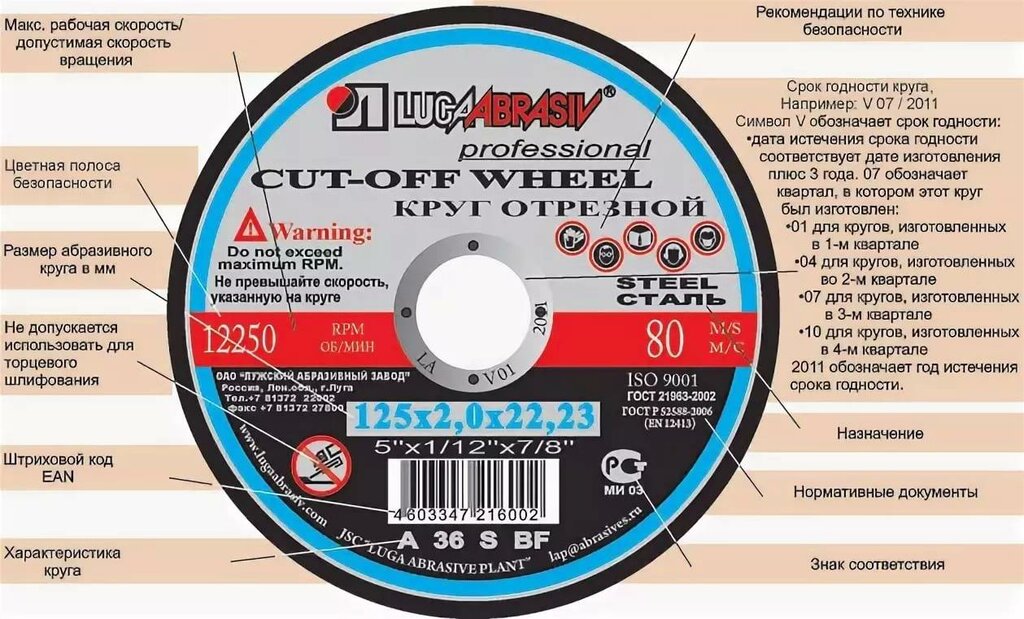
11. Срок годности
Срок годности наносится производителем на металлическую часть посадочного отверстия с внешней стороны. Дата истечения – это дата изготовления плюс 3 года. Квартал указывается буквой V. Число указывает на месяц.
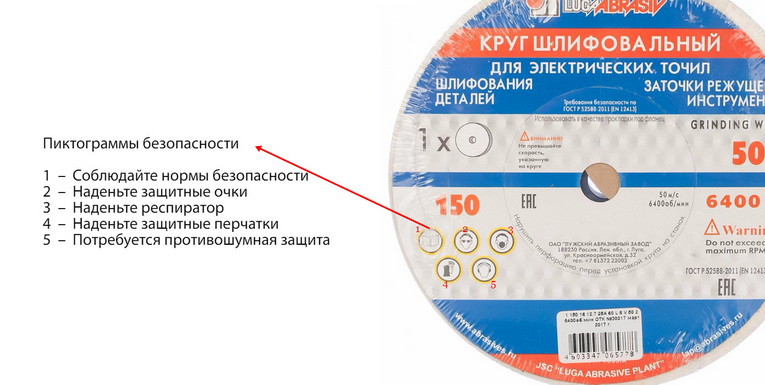
12. Пиктограммы безопасности
Догадываюсь, что до них никому нет дела, однако помимо банального “надевайте наушники” может быть нанесено что-нибудь действительно стоящее. Например – не использовать для торцевого шлифования.
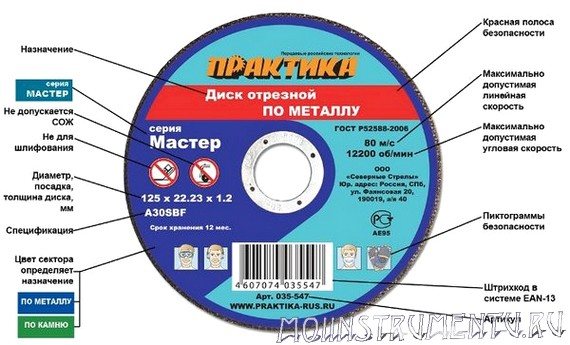
Отрезной круг размером 125мм, толщиной 2мм, посадочным отверстием 22,23мм, изготовлен с использованием шлифовального зерна электрокорунда нормального, зернистость Р36. На бакелитовой связке с наличием упрочняющих элементов.
Основа
Абразивная бумага может быть изготовлена на разных материалах:
- На бумажной основе производят основную долю изделий с абразивом. Для повышения прочности бумажного полотна к разрыву, истиранию, изгибу его пропитывают полимерами и смолами. Благодаря этим составам изделие приобретает и влагостойкие свойства. Но все равно, бумага – предмет хрупкий и для интенсивной длительной работы не подходит. На нее наносят мелкое зерно.
- Наждачная бумага на тканевой основе более устойчива к истиранию и износу. Зерно держит так же хорошо, полотно дополнительно обладает эластичностью и устойчивостью к влаге, интенсивной работе с разными материалами даже шлифмашинкой, для которой выпускают насадки на липучке.
- Комбинированное тканево-бумажное полотно (двухслойное) сочетает в себе лучшие свойства предыдущих материалов. Изделие обладает эластичностью, устойчивостью к истиранию, сгибанию, влаге. На комбинированной основе производят крупнозернистую наждачку.
В продаже можно встретить бумагу с губчатой основой. Такая хорошо пропускает пыль, не боится влаги, подходит для ручной и механической работы в течение долгого времени.
Виды зернистости по материалу
Абразив изготавливают на разных основах:
- Карбид кремния (карборунд) подходит для работы с жёсткими поверхностями из металла, пластика.
- Зерна из граната обладают жёсткостью и мягкостью одновременно: такая абразивная бумага способна убрать неровности с поверхности древесины и запечатать волокна, благодаря чему покрытие краской или лаком ложится равномерно.
- Керамика применяется для изготовления крупнозернистых видов наждачной бумаги, используемых для выравнивания древесины.
- Окись алюминия – материал немалой цены, но и срок службы у него внушительный для своих «соплеменников»: мягкие кристаллы при шлифовке ломаются, сглаживая поверхность, но на их месте образуются более мелкие частицы с такими же острыми краями.
- Алмазная наждачная бумага самая прочная и дорогая. Почти не изнашивается, применяется, в основном, для машинной обработки изделий в промышленности.
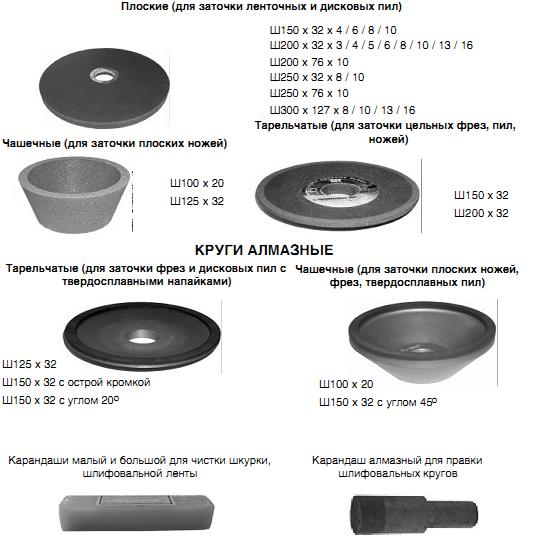
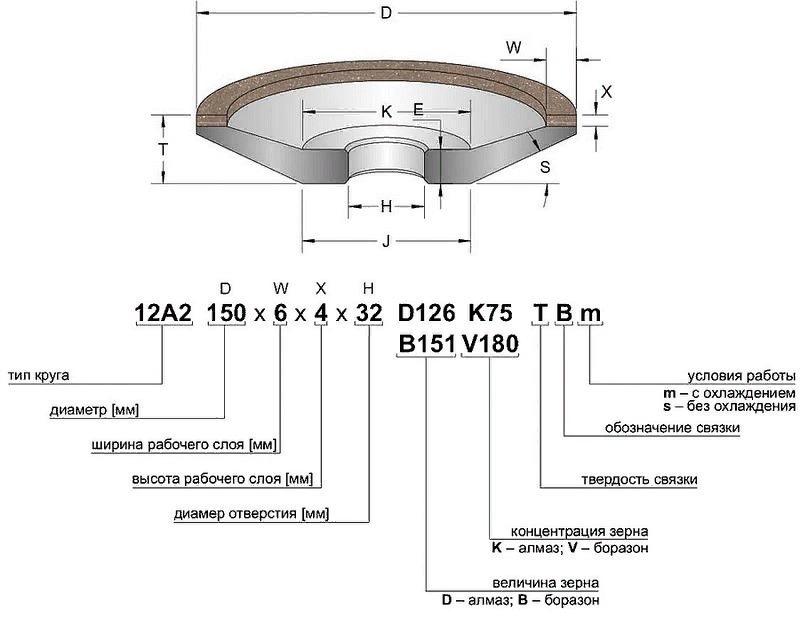
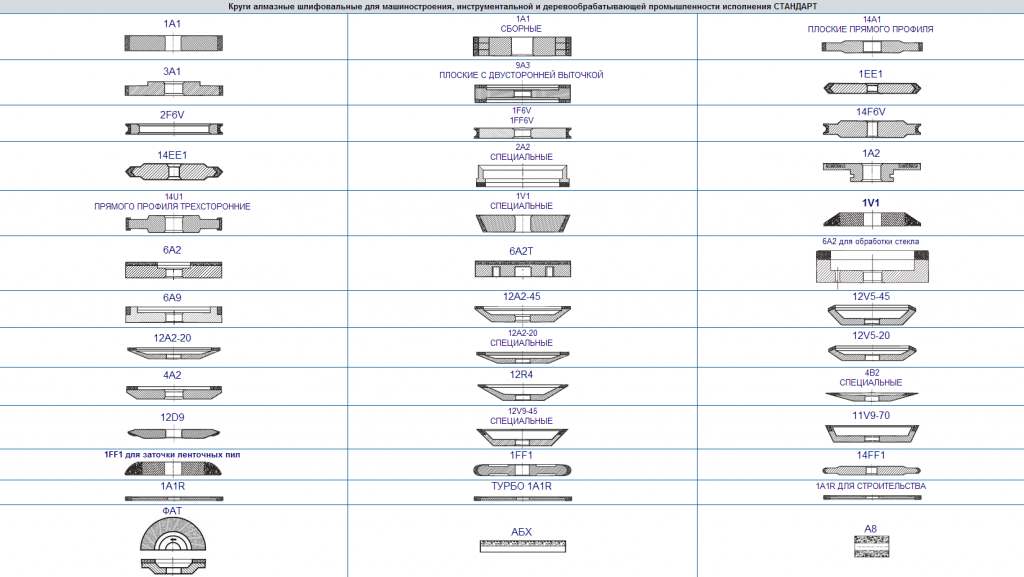
Конструкция шлифовальных алмазных кругов
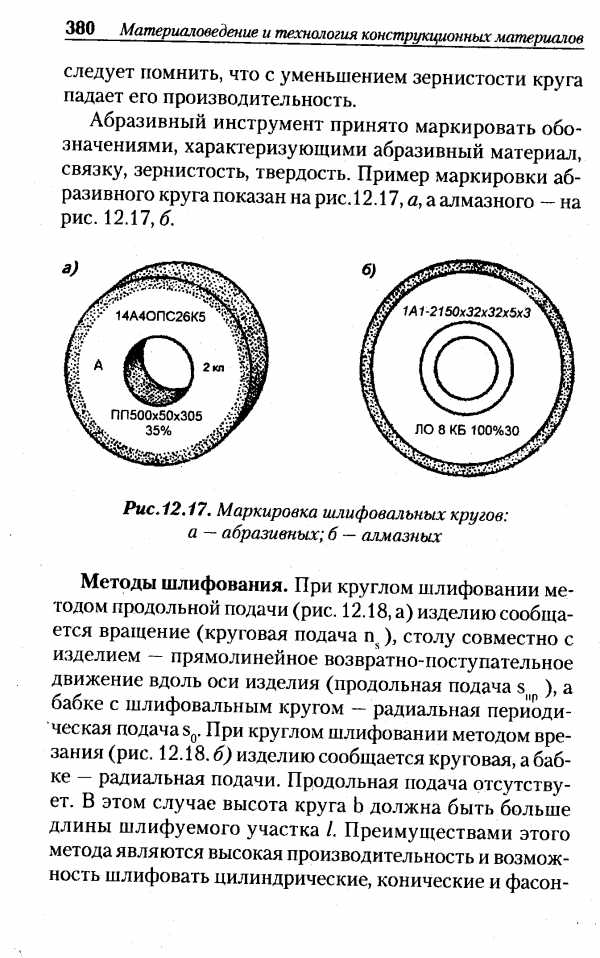
Материалом для корпусов служат конструкционные стали (СтЗ, Ст20 и пр.), литейные алюминиевые сплавы (Д16 и группы АК) или комбинированные материалы с использованием полимеров. Наиболее распространенные алмазные круги имеют чашечную, дисковую и тарельчатую формы (см. рис. ниже).
К шпинделю оборудования корпуса крепятся посредством посадочного отверстия стандартного размера. В зависимости от модели рабочий слой может находиться как на наружных, так и на внутренних поверхностях. Особенно это относится к инструменту с корпусами в форме чашки, используемому для шлифовки и заточки режущих кромок.

Чтобы корпус не деформировался, хорошо отводил тепло и не порождал вибрацию, алмазный круг должен использоваться с учетом его конструктивных и физических особенностей. Корпуса из алюминиевых сплавов имеют хорошую теплопроводность, ограниченную прочность, но при больших скоростях и глубинах резания склонны к вибрации.
Стальные также хорошо отводят тепло, имеют высокую механическую и виброустойчивость. Композитные лучше всех гасят вибрацию, но плохо отводят тепло и менее прочны. Существуют также гибкие алмазные шлифовальные круги, называемые в народе из-за фактуры их поверхности «черепашками».
Они имеют очень тонкий абразивный слой и предназначены для шлифовки ручным инструментом твердых минеральных материалов (бетона, гранита, мрамора и т.п).
Что такое наждачка
Шлифовальная бумага – это комбинированный материал, который составляют:
- Основа наждачки чаще всего – бумага, ткань.
- Абразив – зерно, которое наносят на основу с помощью клея или смолы.
Изготовление
Производство наждачной бумаги впервые было запущено в Китае, в 13 веке. Мастера приклеивали к пергаменту речной песок разной крупности, измельченный ракушечник, семена растений с помощью клея из агар-агара или крахмала. Позже придумали в качестве абразива использовать измельченное стекло, откуда пошел вид «стеклянной бумаги».
Серийное производство наждачной бумаги началось в Лондоне в 1833 году, затем стало распространяться по миру, технологии совершенствовались, и сегодня мы наблюдаем самые разные виды этого изделия.
- Бумажную основу или ткань пропитывают полимерами, чаще латексом из каучука.
- На подготовленную основу наносят клей, разогретый до 30…50 0 С.
- Насыпным методом наносят абразив нужной фракции.
- Отправляют полуфабрикат на сушку в печь. Температурный режим зависит от типа клея, фракции зерна и других факторов.
Таким образом можно изготавливать наждачку невысокого качества в домашних условиях, используя плотный картон, крошку от абразивного круга или растолченное стекло, песок.
Форма выпуска
Готовые изделия складируют, складывая листы стопками или скатывая их в рулоны. Листовые полотна обладают достаточной жесткостью, поэтому сложно изгибаются. Наждачная бумага в рулонах более компактная в хранении, ее фракция и размер зерна меньше, чем у листовой.
Другие формы выпуска:
- Абразивная сетка представляет собой разреженное полотно с закрепленным зерном. При шлифовании даже самые мелкие частицы пыли проходят сквозь материал, не забиваются в порах. Этот метод работы называется «шлифовка без пыли».
- Абразивные круги – мелкозернистая наждачная бумага, вырезанная по форме насадки на механические устройства. Её назначение – очистка поверхности металла от ржавчины и удаления старого покрытия.
- Наждачная бумага разной зернистости, вырезанная по форме насадки на электрические инструменты с креплением на липучке или на проделанные отверстия.
- Шлифовальные ленты, предназначенные для заправки в циклёвочные машины и станки.
Маркировка
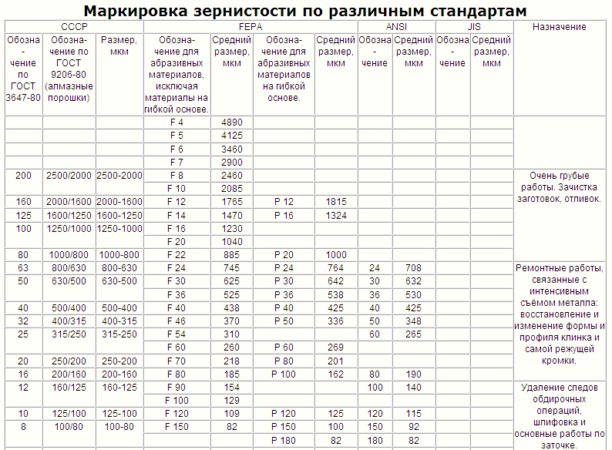
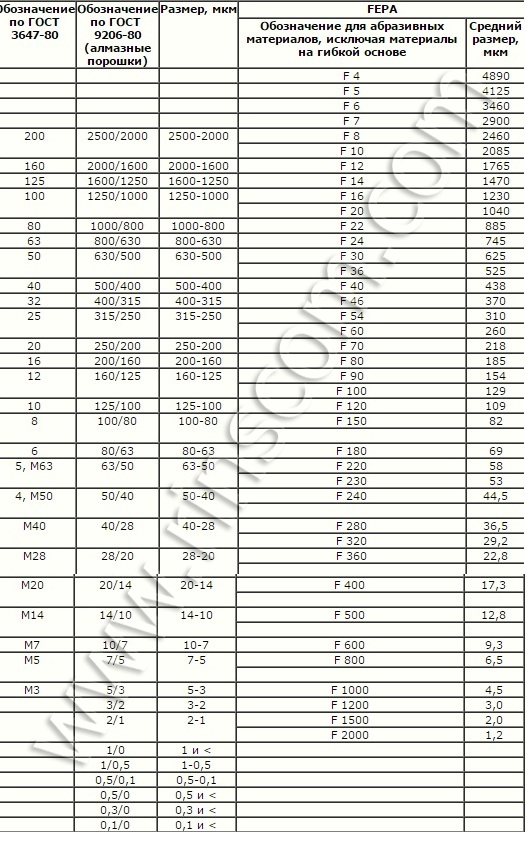
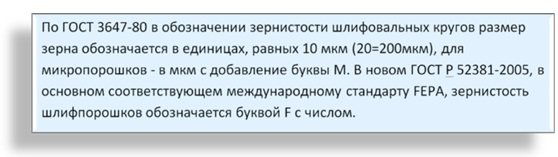
Маркировка наждачной бумаги указывает на фракцию и концентрацию абразива. Отечественный ГОСТ 3647-80 определяет количество зерен разного размера на 1 квадратную единицу, но данная классификация считается устаревшей. Сегодня шкурка шлифовальная соответствует международным стандартам ISO, именно это обозначение можно встретить на обратной стороне изделия. Следует отметить, что данные старого ГОСТа и значения международных стандартов перекликаются между собой. Их соответствие можно проследить в таблице.
Основная разница старого и нового стандартов заключается в разном движении номеров в маркировке:
- В ГОСТ 3647-80 значения крупности и плотности зерен уменьшаются, что вполне логично;
- В новом стандарте ISO 6344 (ГОСТ 52318-2005) номер изделия увеличивается с уменьшением значения в маркировке.
Расшифровка зернистости
Буква «Р» в обозначении указывает на зернистость. Чем больше значение, стоящее за буквой, тем мельче фракция шкурки. Р400 – известная нулёвка. Р600…Р2500 имеют мелкие фракции и почти гладкую поверхность, их зернистость не так ощутима наощупь. Такую наждачку используют для финишной полировки в промышленности.
В старом ГОСТе дела обстояли иначе. На примере 10-Н: первая цифра означает, что на поверхность изделия нанесен абразив крупностью, соответствующей ситу с ячейкой 100 мкм. Чем меньше показатель, тем меньше размер просева.
Другие обозначения
Виды наждачной бумаги различаются по составу основы и свойствам зерен. Эту информацию также отражают в маркировке изделия.


- Литера «Л» указывает на листовую форму выпуска изделия. Рулонная не обозначается никак.
- Буквой «М» обозначается водостойкая наждачная бумага.
- Изделие с маркировкой «П» предназначено для шлифовки сухих изделий без контакта с влагой.
- «1» – абразив для мягких поверхностей, «2» – для жестких.
Читать также: Какое масло заливать в мотоблок зимой
Чтобы подобрать наждак для определенного вида работ, следует учитывать не только основную классификацию, но и приведенную информацию, которая содержится на обороте листа.
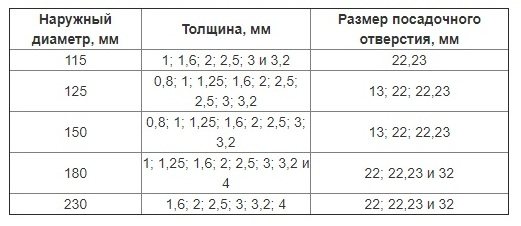
Какой толщины бывают отрезные диски
Один из самых интересных вопросов о том, какую же должен иметь толщину отрезной круг по металлу. Толстые круги используются для заточки, а тонкие для резки. Однако не все так однозначно, как может показаться. Отрезные круги имеют максимальную толщину в 4 мм, а минимальную 0,8 мм
Производители выпускают не только отрезные, но и заточные диски из аналогичных материалов, что немаловажно учитывать при покупке. Заточные диски не предназначены для резки металла, и они имеют толщину более 3 мм
При выборе толщины нужно руководствоваться такими данными:
- Если насадка имеет малую толщину, то для достижения результата требуется прилагать меньше усилий и затрат времени
- Если используется толстый диск, то требуется затратить не только больше времени, но и сил
Многие предпочитают использовать именно толстые диски, обосновывая это тем, что насадка большой толщины отличается высокой прочностью и устойчивостью к разрешению. В действительности все как раз таки иначе. Отзывы и рекомендации говорят о том, что работать тонкими кругами намного безопаснее и надежнее, но при условии того, что он выбран правильно. Как правильно выбрать абразивные круги, учитывая их технические характеристики, описано ниже. В качестве обоснования безопасности тонких дисков, нужно отметить, что они более упругие, и при этом способны изгибаться, не деформируясь, в отличие от толстостенных насадок. Какие бывают отрезные круги по толщине в зависимости от наружных размеров расходных материалов, указано в таблице ниже.
Общие сведения
Абразивный шлифовальный инструмент фактически представляет разновидность резцового металлообрабатывающего оборудования. Рез осуществляется с помощью большого числа твёрдых частиц. Видов шлифкругов очень много, о некоторых имеют понятие только те, кто с ними сталкивался. К примеру, в авиастроении и космической отрасли используется специальный инструмент. Однако выполняет он ту же работу, что и остальные подобные приспособления.
Для различных покрытий имеется своя разновидность шлифовочного круга. С их помощью обработке поддаются стальные, чугунные изделия, сплавы цветных металлов и кованные принадлежности. Специальная оснастка есть для работы со стеклом, керамикой и кирпичом. Наиболее распространённые абразивные инструменты, находящиеся в применении к настоящему времени представлены:
- Кругами.
- Головками.
- Фрезами, или шарошками.
- Сегментами.
- Брусковыми приспособлениями.
После обработки таким оборудованием оставшиеся шероховатости определяются классами А, Б и АА. Лучшее качество шлифовки, обозначаемое буквами АА, достигается на высокоточных станках.
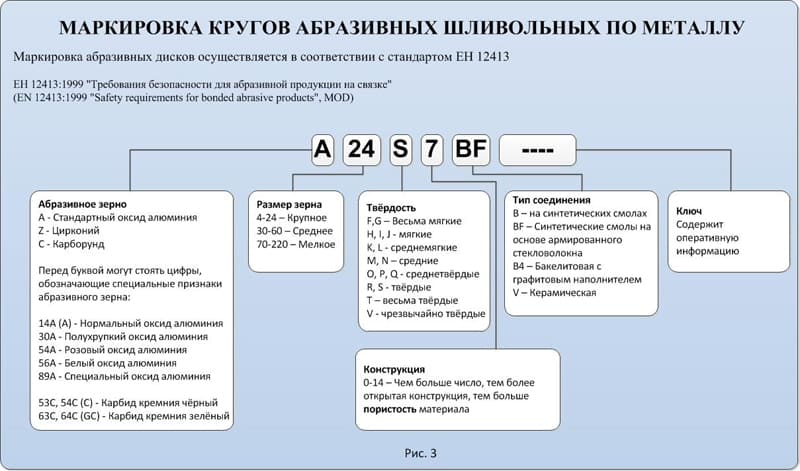
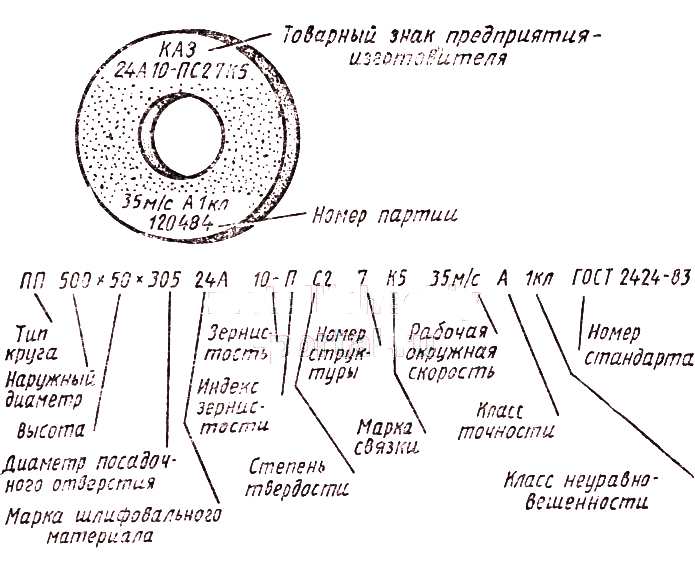
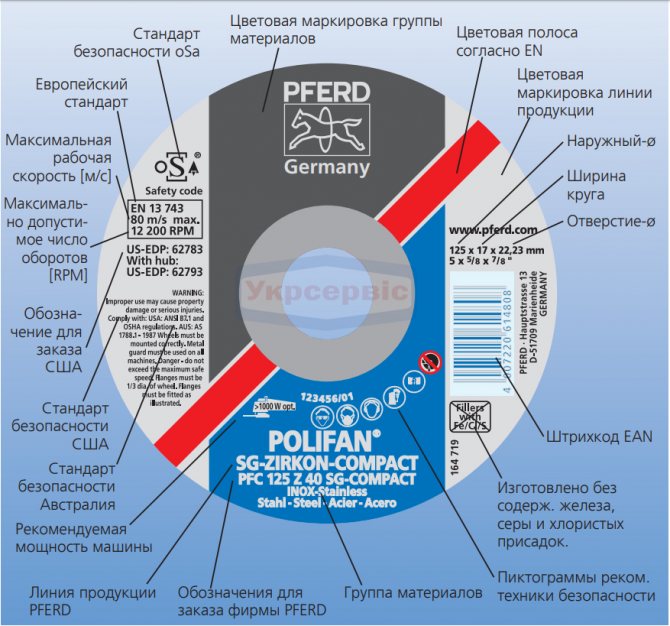
Маркировка отрезных дисков по металлу что означает и как расшифровать
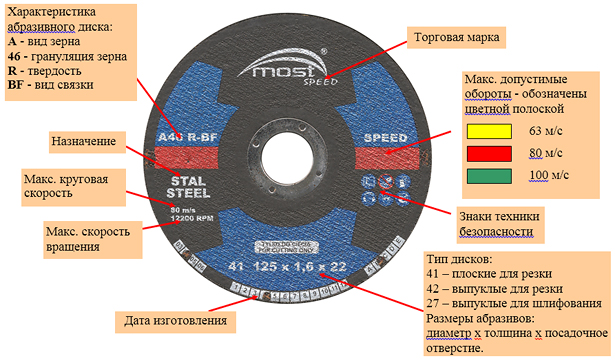
Каждый отрезной диск на болгарку имеет соответствующую маркировку, по которой выясняется самая важная информация. Зная и умея расшифровывать маркировку отрезных кругов, не составит большого труда выбрать насадку. В маркировке присутствуют такие главные сведения:
Производитель — указывается в самом верху насадки
Под посадочным отверстием указываются три самых главных размера — наружный диаметр, толщина и размер посадочного кольца. Пример обозначения имеет следующий вид 180х1х22,23
Материал, для которого можно использовать насадку. На абразивных дисках указывается обозначение «metal». Есть также универсальные круги, предназначенные для резки черного и цветного металла. Если на диске указывается Steel, то им можно резать стали, Inox — нержавейку, Aluminium — для алюминия и меди, Castiron — литые стали и чугун
Типы насадок — этот показатель говорит о конструкции посадочного отверстия. Если стоит цифра 41, то это означает, что диск плоский, а если 42 — имеет смещение в одну сторону. Обычно цифра 42 присутствует на заточных дисках
Связочный материал — это вулканит, бакелит и керамика. На насадках отечественного производства тип армирующего слоя указывается двумя буками кириллицы (например, БУ — бакелит усиленный), а зарубежного латинскими BF
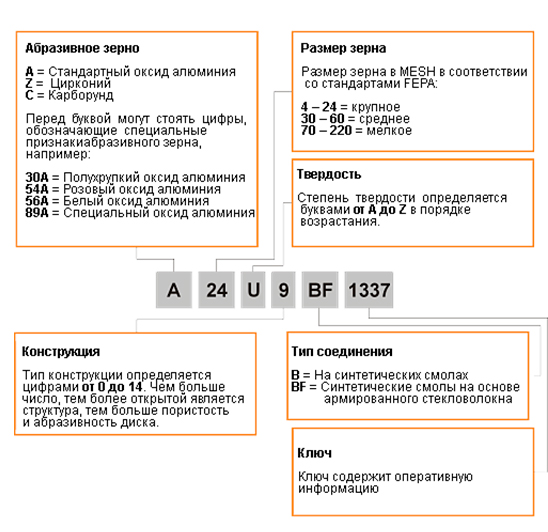
Тип материала, из которого изготовлен круг. Если стоит буква A — это электрокорунд, C —карбид кремния. Перед буквенным индексом стоит цифра, указывающая на размер фракции или зернистости материала
Твердость — указывается сразу после размера зерен, для чего применяются латинские буквы M и T
Максимальная скорость работы — зависит от типа армирующей связки. Для вулканита параметр предельной скорости составляет от 50 до 80 м/сек, а для бакелита от 80 до 100 м/сек. Скорость вращения влияет на быстроту выполнения работ
Срок годности — это один из главных параметров, который показывает, можно ли пользоваться насадкой или нет
Мало кто обращает внимание на срок годности, что в итоге становится причиной серьезных последствий в виде получения травм, увечий и даже смертельных исходов. Перед тем, как купить и поставить диск в шпиндель болгарки, следует проверить срок годности
Указывается он преимущественно на металлической части посадочного кольца. Указываемые значения в виде года и месяца — это крайний срок службы, по истечению которого эксплуатация расходного материала противопоказана
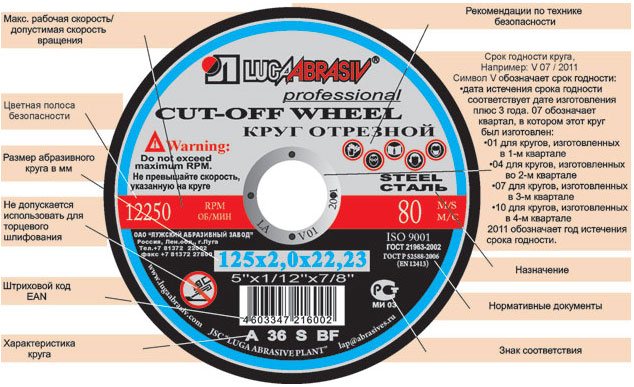
В зависимости от производителя, на лицевой части насадки указываются и прочие дополнительные сведения, как звуковой индекс, класс неуравновешенности, а также ГОСТ. Насадки не только изготавливают по соответствующим стандартам, но еще и подвергают их испытаниям. Как выглядит пример расшифровки отрезного диска, показано ниже.
Как выбрать абразивный круг
Чтобы выбрать абразивный круг, обратите внимание на его маркировку. Первостепенное значение имеет сфера применения изделий
Бывают насадки для промышленных установок и ручных инструментов. Для работы в бытовых условиях вам потребуется второй вариант. Остальные моменты, связанные с выбором, рассмотрим отдельно.
Зернистость абразива
Размер частиц на полотне варьируется в диапазоне 12–4000 мкм. Обозначается на круге в виде особой маркировки. Общепринятая система шифрования — FEPA. Показатель зернистости в таблице обозначен индексом F. Чем меньше числовое значение, тем больше частицы по размеру.
Есть три основных размера зернистости:
- крупная (F16–24);
- средняя (F30–60);
- мелкая (F70–220).
Крупные частицы абразива позволяют с максимальной быстротой нарезать металл, бетон и другие твердые элементы. Однако для тщательного вырезания кромок и пазов необходима мелкозернистая насадка.
Диаметр круга
Диаметр круга должен совпадать с размером режущего инструмента. В продаже есть изделия диаметром 80–500 мм. Бытовые машинки выпускаются под круги диаметрами 115, 125, 150, 180 и 230 мм. Чем больше размер изделия, тем проще распилить толстую деталь из металла.




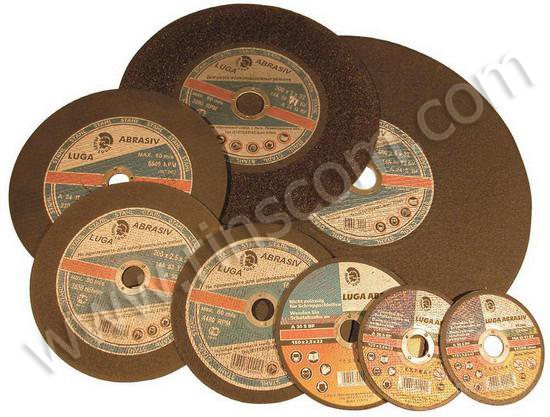
Фотография № 3: Абразивные диски разных диаметров
Круги на 125–150 мм ближе к универсальным. Они мало весят, при этом легко решают разноплановые бытовые задачи. Также при покупке проверьте, чтобы диаметр посадочного отверстия круга совпадал с креплением на болгарке. Стандартное значение здесь — 22 и 32 мм. Отверстия на 10 мм бывают у кругов, которые устанавливаются на дрель.

Фотография № 4: Абразивный круг на дрель
Вид обрабатываемого материала
Лучшие абразивные круги — те, которые подходят под обрабатываемый материал. Информация об этом будет дана рисунками на поверхности в виде камня, бетона, керамики, металла и т. п. Есть также универсальные изделия, которые подходят для работы с разными покрытиями.
Скорость вращения
Обратите внимание на расчетную скорость вращения насадки. Она должна быть чуть выше той, на которой работает шлифовальная машина
Об этом параметре говорит цвет полоски на изделии:
- зеленая — 100 м/с;
- красная — 80 м/с;
- желтая — 63 м/с.
Плотность круга
На выбор абразивного круга влияет его структура (плотность). Этот параметр показывает, на каком расстоянии друг от друга находятся зерна. Конкретный вид засыпки выбирают по плотности обрабатываемого материала. Всего есть три варианта структуры:
- закрытая — для металлов и агрессивного шлифования;
- полуоткрытая — для цветных металлов, ЛКМ, пластика;
- открытая — для обработки древесины.
Приведем конкретные примеры. Круг PS18EK с насыпкой открытого типа подходит для обработки древесины, снятия ржавчины, краски, шпатлевки. Насадка PS22K полуоткрытого типа предназначена для шлифовки металла и твердой древесины. Изделие PS21FK с плотной засыпкой подходит для обработки нержавеющей стали.
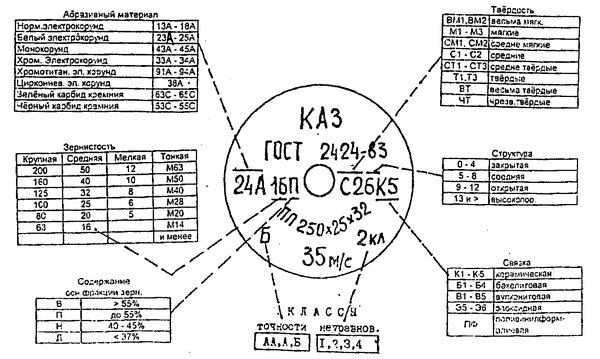
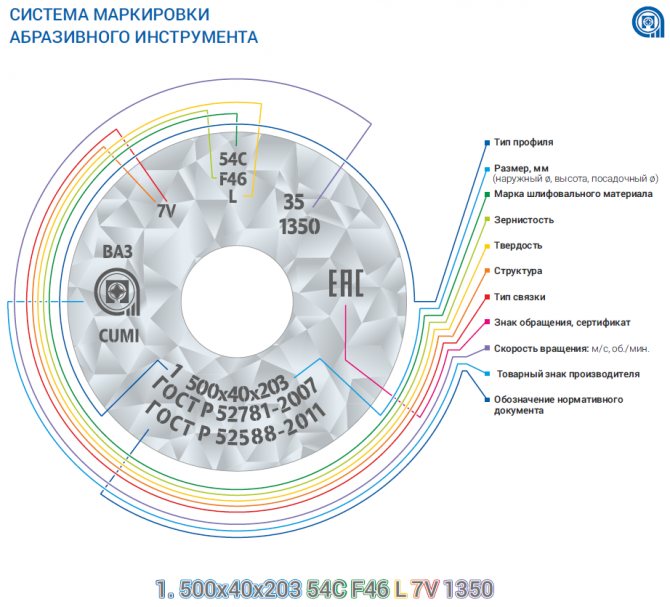
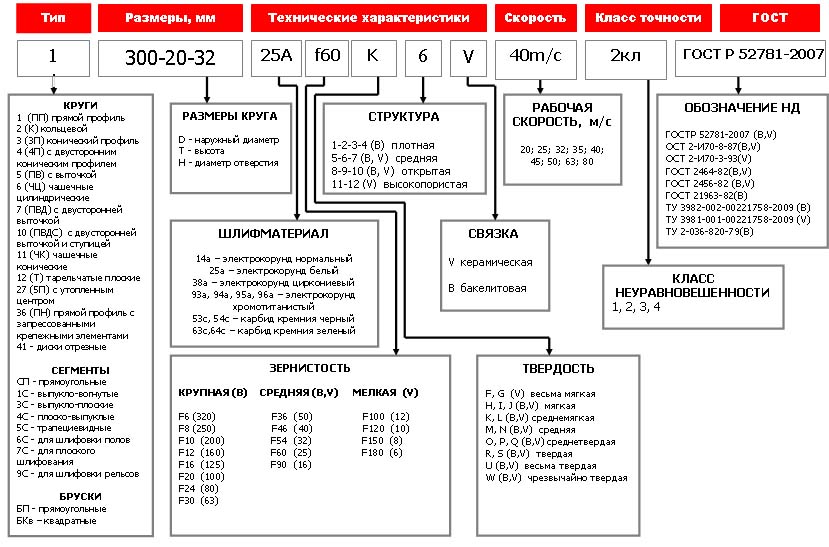
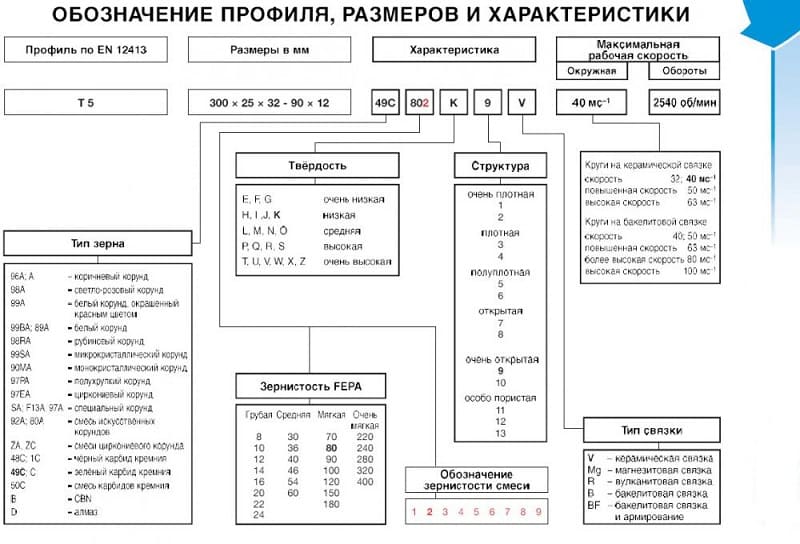
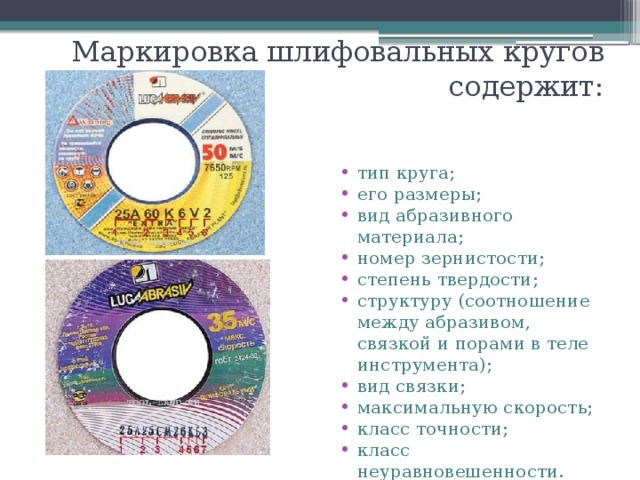
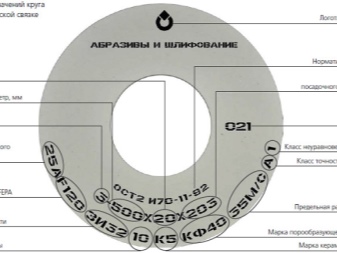
Маркировка абразивных кругов
Полная маркировка, которую наносят на абразивные круги, содержит следующую информацию:
- тип круга;
- габаритные размеры (высота и диаметр);
- абразивный материал;
- класс зернистости;
- уровень твердости;
- структура материала;
- вид связующего элемента;
- скорость вращения;
- класс точности.
Круги на 125–150 мм ближе к универсальным. Они мало весят, при этом легко решают разноплановые бытовые задачи. Также при покупке проверьте, чтобы диаметр посадочного отверстия круга совпадал с креплением на болгарке. Стандартное значение здесь — 22 и 32 мм. Отверстия на 10 мм бывают у кругов, которые устанавливаются на дрель.
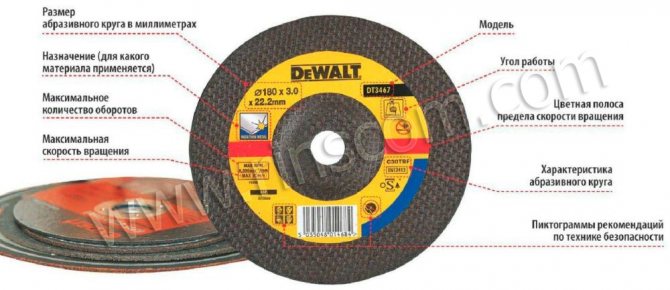
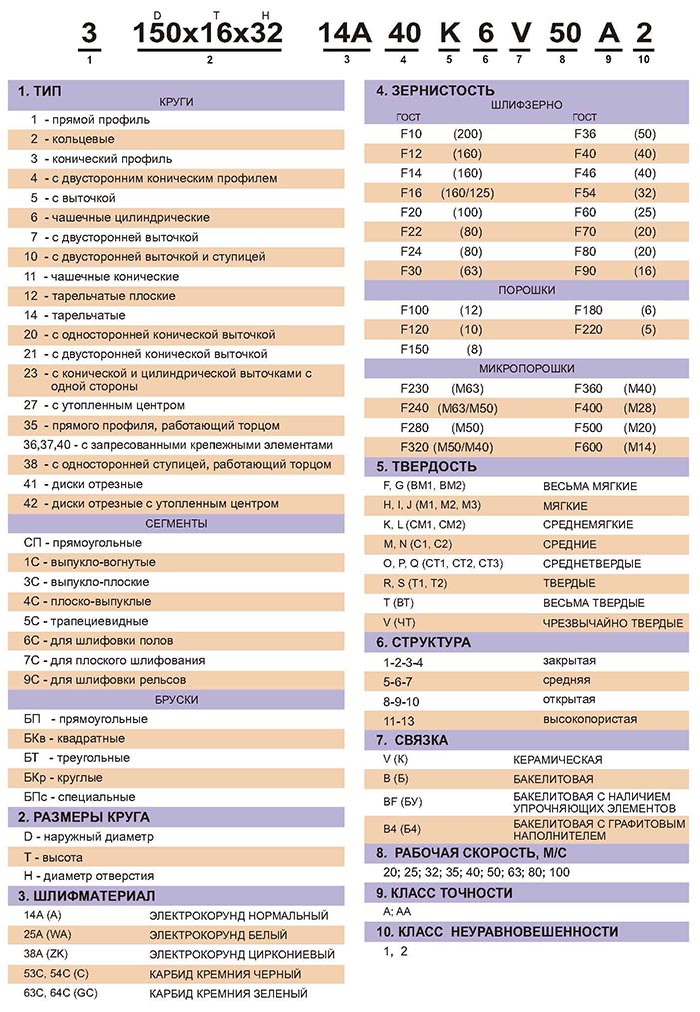
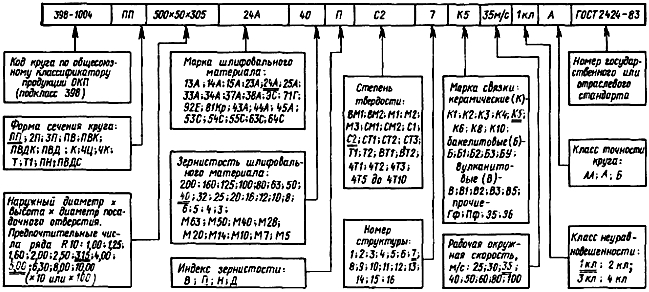
Изображение № 2: Маркировка на абразивном диске
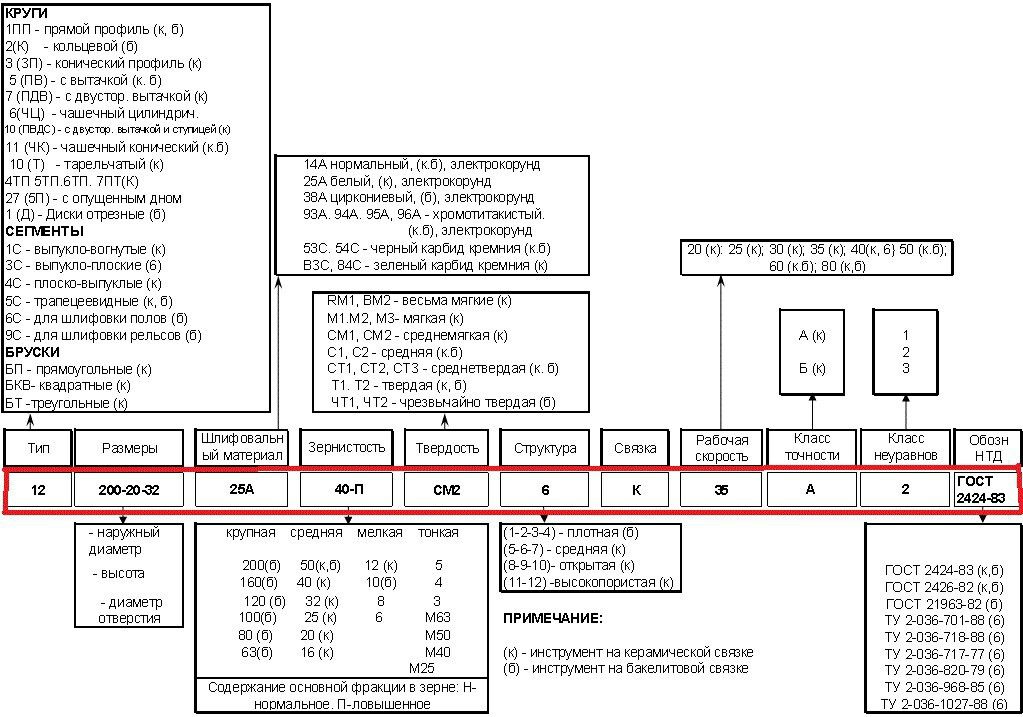
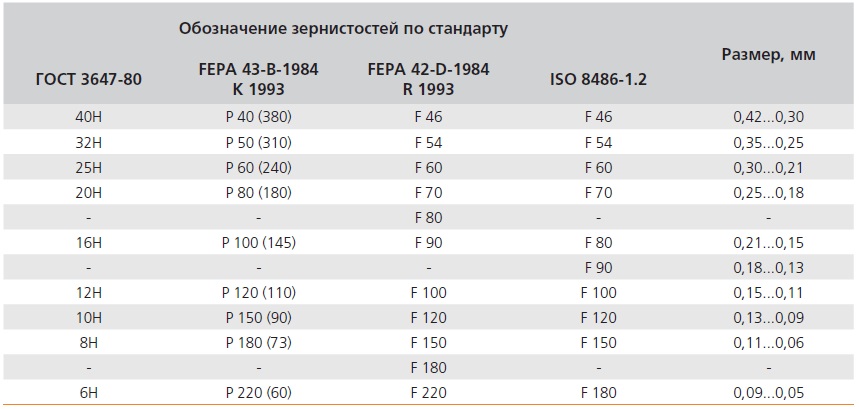
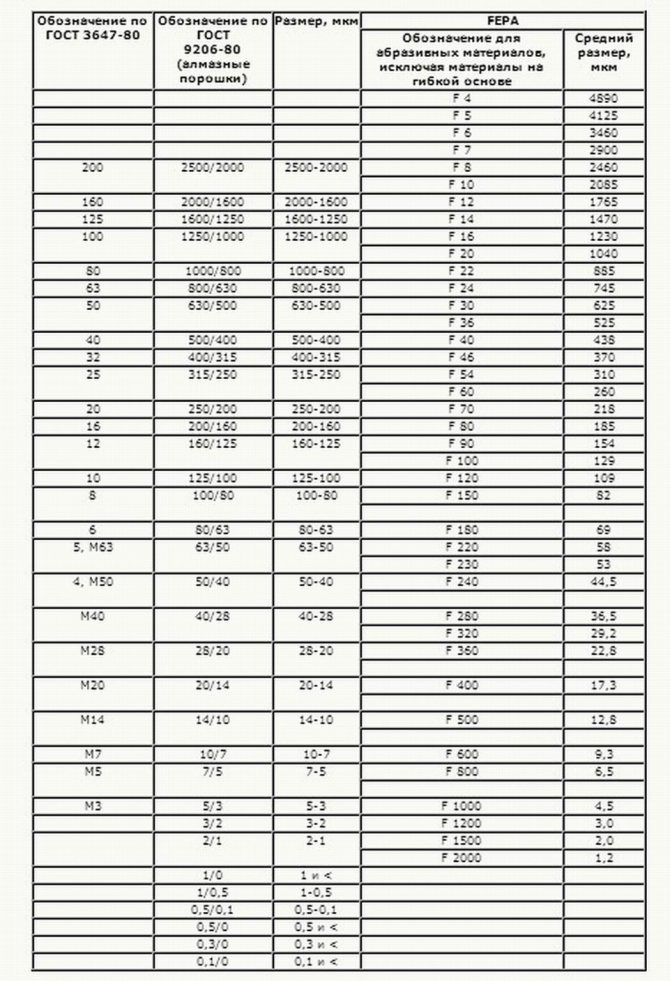
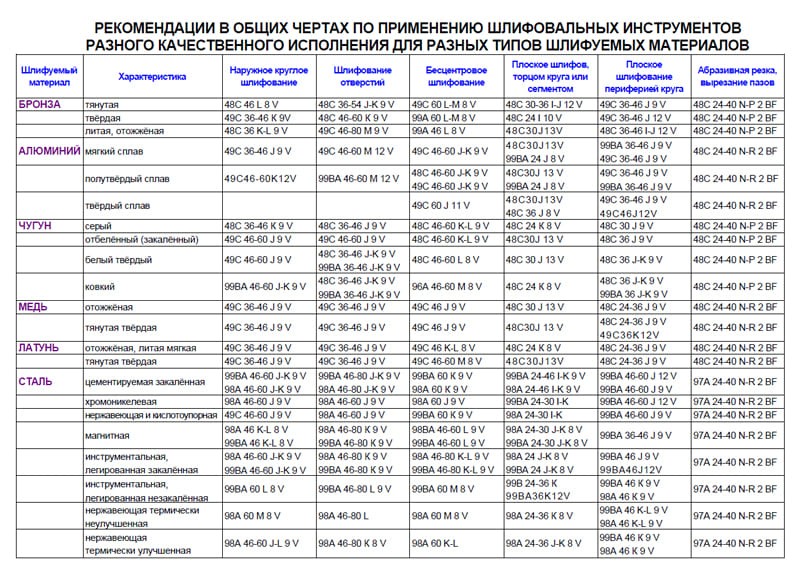
Маркировка кругов наносится по разным редакциям ГОСТов, поэтому в шифрах есть отличия по твердости, плотности и другим параметрам. Для понимания маркеров просмотрите таблицу, размещенную ниже.
Изображение № 3: Таблица с маркировками зернистости (ГОСТ, FEPA)
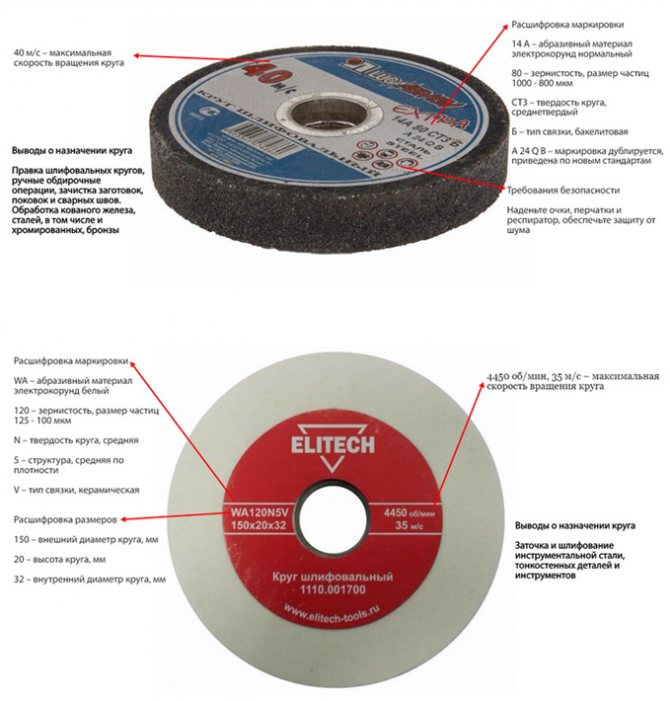
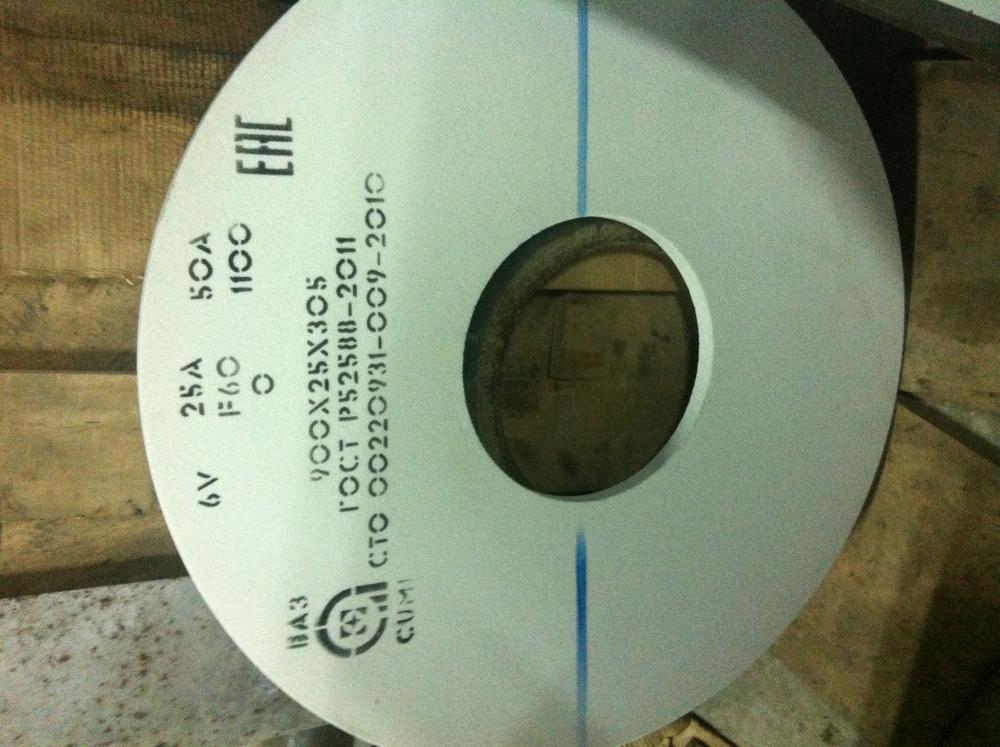
Далее приведем варианты расшифровки для двух кругов.

Фотография № 5: Расшифровка диска 1
- Абразивный материал: 25А — белый электрокорунд.
- Зернистость: 60, то есть 800–630 мкм.
- Твердость: К — средняя.
- Структура: 6 — средняя.
- Связующий элемент: V — керамика.
- Класс неуравновешенности: 2.

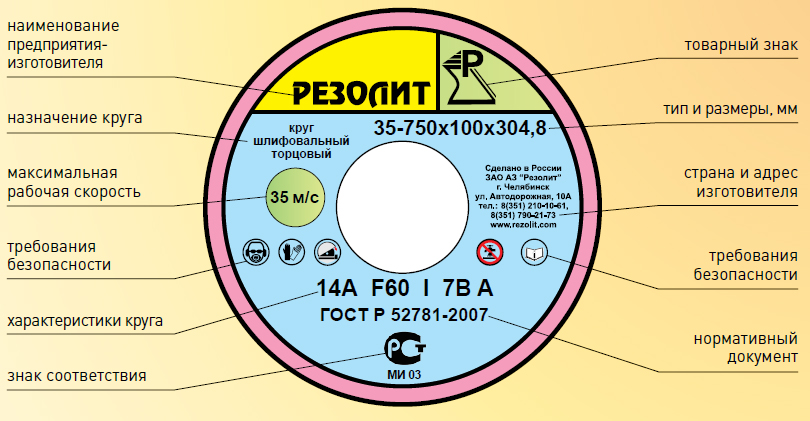
Фотография № 6: Расшифровка диска 2
- Абразивный материал: 14А — нормальный электрокорунд.
- Зернистость: 36–30, то есть 525–625 мкм.
- Твердость: Q-U — средняя/твердая.
- Связующий элемент: BF — бакелит с уплотнителем.
- Класс неуравновешенности: 1.
Классификация шлифовальных кругов по зернистости
Технические особенности шлифовального круга зависят от степени зернистости.
Классификация по зернистости
Степень зернистости определяет количество снимаемого материала. Например, высокая зернистость лепестковых шлифовальных кругов дает возможность обрабатывать даже крупногабаритные металлические трубы. А для обработки дерева подбирается инструмент с меньшей степенью зернистости.


Круги шлифовальные абразивные с зернистостью разной степени требуются для:
- предварительных операций с большой глубиной резания;
- обтирочных операций;
- обработки алюминия, латуни и меди.
Крупнозернистые модели используются при плоском шлифовании торцом круга, а также при внутреннем шлифовании. Как правило, крупнозернистые инструменты нужны для работы на станках с особенно высоким коэффициентом жесткости и мощности.
Среднезернистые и мелкозернистые круги используются для:
- обработки твердых сплавов;
- обработки закаленных сталей;
- финишного шлифования;
- заточки инструментов.
Среднезернистые и мелкозернистые круги требуются в том случае, если предъявляются особенно высокие требования к точности обрабатываемого профиля.
Классификация зернистости должна соответствовать ГОСТ Р 52381-2005. Ранее классификация шлифовальных кругов по зернистости соответствовала ГОСТ 3647.
Поскольку на рынке представлены инструменты разных видов, в том числе, и выпуска прежних лет, обе классификации шлифовальных кругов по зернистости по-прежнему актуальны.
Таблица зернистости шлифовальных кругов по старым и нынешним стандартам
Обозначение зернистости шлифовальных кругов позволит сделать грамотный выбор инструмента, что определит качество выполняемой работы в целом. |
Шлифовальные круги маркировка типа абразива
Абразивный материал (АМ) – элемент, который снимает с заготовки слой за слоем. Непосредственно свойства АМ влияют на поверхность обрабатываемого объекта.
Наиболее популярные абразивы, краткие свойства и специфика применения.
| Тип АМ | Технические характеристики | Где используется |
| Алмаз | Отличается повышенной износостойкостью, горит при температурном режиме в 800 градусов | Отлично подходит для чистового шлифования, доводки материалов, отличающихся повышенной хрупкостью и твердостью |
| Эльбор | Имеет такие же характеристики, как и алмаз. Но есть одна особенность – более усиленная устойчивость к повышенному температурному режиму | Широко применяется для обработки труднодоступных материалов, включая высоколегированные стали и сплавы, подходит для заточки лезвий, изготовленных из быстрорежущей стали |
| Электрокорунд | Синтетический материал. Отличается хорошей адгезией с шлифовочным диском и связующим элементом | Таким АМ обрабатывают железо, чугун, большинство видов стали |
| Карбид кремния | Отличается повышенной твердостью и продолговатостью зерен | Подходит для шлифовки материалов, имеющих низкую сопротивляемость разрыву. Отлично используется для обработки чугуна, гранита, фарфора, стекла, керамики |
Интересно: Каждый из вышеупомянутых материалов имеет свои подвиды. Они отличаются более расширенным диапазоном технических характеристик, а потому могут использоваться для решения любой специфики задач.
С разновидностями абразивных материалов разобрались. Теперь предоставим вам таблицу их маркировки – обозначение в нормативных актах, например, ГОСТ.
| Тип АМ | Как обозначается в государственных стандартах |
| Алмаз | AC4, AC2, AC6, AC32, AC50, АРБ1, АРК4, АРС3 |
| Эльбор | CNB, КНБ |
| Карбид кремния зеленый | 62C, 63C, 64C |
| Карбид кремния черный | 52C, 53C, 54C, 55C |
| Электрокорунд нормальный | 12A, 13A, 14A, 15A, 16A,W |
| Электрокорунд белый | 22A, 23A, 24A, 25A, WA |
| Электрокорунд хромистый | 32A, 33A, 34A |
| Электрокорунд титанистый | 37А |
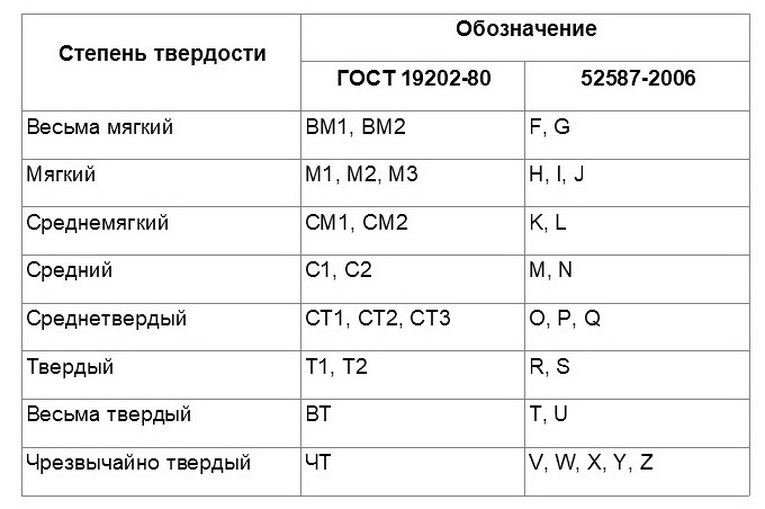
Твердость и прочие параметры
Круги обычно классифицируют как мягкие, средние и твердые; это основные типы, к которым уже прибавляются различные эпитеты. Например, официально известны:
- чрезвычайно мягкие;
- весьма мягкие;
- среднетвердые диски.
К этим маркам применяют дополнительные цифры от 1 до 3-х. Чтобы затачивать инструмент вручную, нужен абразив С1 либо С2. Необходимо понимать, что твердость абразивных кругов может подразумевать разные вещи. В одном случае это стабильность крепления абразивных зернышек в общей сборке (то есть стойкость связок к выбросу зерен при механическом воздействии). В другом – пригодность используемых частиц для проникновения в другие материалы.

Твердость дисков по первому варианту наращивают, усиливая связку. Суммарный объем пор при этом сокращается, а вот на дистанциях между абразивными частичками это не отражается. Считается, что 1,5% повышения связки добавляет 1 уровень твердости. Продвинутые связующие системы очень стойко переносят разрывы. Они способны работать даже при очень высокой частоте кручения диска – заметно большей, чем может обеспечить наиболее мощная бытовая дрель.
По ГОСТу 1972 года твердость абразивных приспособлений – это именно сопротивляемость выдиранию зерен при внешнем импульсе. Тестирование проводится 3 ключевыми методами:
- по глубине лунки, выбиваемой струйкой кварцевого песка;
- по эффективности вдавливания закаленного стального шарика при определенной нагрузке;
- сверлением лунки на заданную глубину сверлом особой конструкции, на которое оказывается стабильное давление (ключевой показатель – необходимое число витков сверла до достижения результата).


В некоторых случаях профессионалы пользуются устройством ТКН (то есть конусным твердомером). Для работы его действующую часть прогревают до 100 градусов. Потом конус вжимают в круг. Ключевой параметр – глубина вхождения. Твердость диска прямо влияет на процесс шлифовки. Мягкое приспособление пригодно для чистовой обработки довольно твердых материалов. Однако обдирка требует использования более прочных изделий. Сталь, не прошедшую закалку, а также чугун можно обработать кругом умеренной твердости.


Классификация шлифовальных кругов
Сегодня на рынке можно встретить огромное количество кругов предназначенных для шлифования изделий из различных материалов, все они имеют конструктивные различия могут использоваться в качестве насадки для работы со спец. инструментами. Согласно ГОСТ «Круг шлифовальный: ГОСТ Р 52781–2007», все круги различаются по типу и могут быть:
- Кольцевые;
- Тарельчатые;
- Конические;
- Двухсторонние конические;
- С конической выточкой на одной, либо на двух сторонах;
- С утопленным центром;
- Специальные укрепленные с утопленным центром;
- С односторонней или двусторонней выточкой;
- С цилиндрической выточкой с одной стороны и конической с другой;
- С двумя выточками.
В таком многообразии непосвященному в строительство человеку легко потеряться, да и не нужно их все знать, так как обычно используют «народную» классификацию, по которой абразивные шлифовальные круги делятся на:
Лепестковые круги. С их помощью удается проводить высококачественную шлифовку поверхности без остаточных заусенец на материла. Они собраны по веерообразному принципу, когда абразивный материал напоминающий лепестки, располагается каскадом друг за другом. Чаще всего такие круги используются для шлифовки металлических труб, если же ламели накладываются друг на друга в нахлест и имеют рассечения, то такие круги предназначены для шлифовки деревянных поверхностей.
Шлифовальные по металлу круги. Используются для устранения дефектов, наплавов и неровностей на металлических поверхностях, таких как сварной шов, например



Так как данные круги обязаны выдерживать гораздо больший уровень фрикционных нагрузок, то их проверке на прочность уделяют большое внимание.
Шлифовальный круг алмазный абразивный. Используется для доводки готовой поверхности из практически любого материала: от керамики и оптического стекла до тяжелых твёрдосплавных металлов
Несмотря на свои высокие абразивные качества, алмаз хрупок, поэтому следует проводить шлифовку избегая ударной нагрузки. Также алмаз плавится при температуре больше 800 градусов Цельсия, поэтому при работе с ним главное не переусердствовать и периодически делать паузы охлаждая абразив специальной жидкостью.
Круги шлифовальные на липучке. Они благодаря своей обратной поверхности из ткани прекрасно зацепляются с торцевой стороной шлифмашинки. Такие круги не обладают высокими эксплуатационными особенностями и из-за малой зернистости их чаще всего используют для шлифовки деревянных поверхностей, листов стали или снятию небольшой ржавчины.
Абразивные фибровые шлифовальные круги. Они используются на угловатых машинках для шлифования и к их сферам применения относятся: обработка неровностей металлических и стальных поверхностей, снятие ржавчины, шлифование древесины. Изготавливаются они из специального картона полученного из спрессованной целлюлозной массы.
Обычному пользователю этой информации бывает достаточно, чтобы подобрать необходимый круг абразивный шлифовальный и успешно справится с бытовыми задачами, для тех же, кто хочет знать больше и с высокой точностью подобрать необходимый для работы шлифовальный круг, то следует обратить внимание на маркировку шлифовальных кругов
Как заточить кухонный нож – 7 шагов для новичков

Описать все нюансы того, как правильно точить ножи, в рамках одной статьи просто невозможно, однако это и не всегда нужно. Особенно, если в заточке нуждается обыкновенный кухонный нож или вы просто новичок, которому нужно с чего-то начать.
На самом деле, в домашних условиях заточить кухонный нож до остроты можно легко и быстро. Но сложность состоит в том, что сделать это нужно так, чтобы острота лезвия сохранилась надолго, и при этом с лезвия не было снято слишком много стали.
В этом материале мы попытаемся просто и наглядно рассказать о том, как правильно заточить нож бруском. Ведь именно этот способ является не только базовым и доступным каждому, но и самым эффективным. Кроме пошаговой инструкции по заточке и доводке, здесь вы найдете подборку обучающих видео и обзор альтернативных методов – начиная от заточных систем и заканчивая дном керамической тарелки.
Структура и показатель твердости
Плотность структуры кругов для шлифовки обозначается процентным соотношением объема зерен абразива в единице объема круга. Чем больше абразива, тем плотнее будет структура шлифовального круга.
Если осуществлять заточку инструмента, круг с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации и быстрее охлаждается.
Зачастую специалисты используют диски средней твердости, однако все зависит от вида выполняемых работ, обрабатываемого покрытия и самого инструмента.
Какие бывают номера структур и объемы абразива в шлифовальном круге:
- к плотным структурам относят единицы измерения от 1 до 4;
- к средней плотности относятся цифры 5-8;
- к открытым – от 9 до 12;
- высокопористая структура наблюдается у кругов с показателями 13, 14>.
Однако не путайте показатели твердости круга с показателями твердости абразива. Согласно ГОСТ 2424, твердость шлифовального круга различают по заглавной букве.
По ГОСТу Р 52587-2006 существуют такие обозначения:
- очень мягкие – буквы F и G;
- к мягким кругам – H, I, J;
- к средней мягкости относят маркировку K, L;
- средние – это M, N;
- круги средней твердости имеют в обозначении буквы O, P, Q;
- твердые обозначаются как R и S;
- очень твердые – T, U;
- к чрезвычайно твердым относят V, W, X, Y, Z.
Какую твердость шлифкруга выбрать? Это зависит от многих параметров – особенностей обрабатываемого материала или поверхности, физических свойств, конечно, мощности шлифовальной машинки. Если необходимо выдержать точную форму обрабатываемого материала, следует приобрести круг с высокой степенью твердости. Мягкие же применяются для предотвращения трещин и прижогов, также при шлифовке без дополнительного жидкостно-смазочного охлаждения поверхности.
К примеру, возьмем тот же шлифовальный круг 25A, у которого класс твердости K, а структура 7. Это означает, что этот диск относится к среднемягким и имеет среднюю структуру абразива.





