
Обзор популярных моделей и производителей
Основные производители алмазных кругов на территории России — это предприятия с многолетней историей, выпускавшие такой инструмент еще во времена СССР. Старейшим предприятием этой отрасли является Петербургский абразивный , который имеет собственное производство искусственных алмазов и алмазного микропорошка. Советское происхождение также имеют такие лидеры отрасли, как Томилинский завод, Венёвский , также проходящие синтез алмазов.
Несколько новых предприятий, также производящих алмазные круги, было создано уже в современной России. Среди них ведущими являются «КристАл Лтд», «Интех Диамант» и «Ниоборит». Самыми распространенными среди алмазных кругов являются модели, которые используют при плоском шлифовании и заточке инструмента.
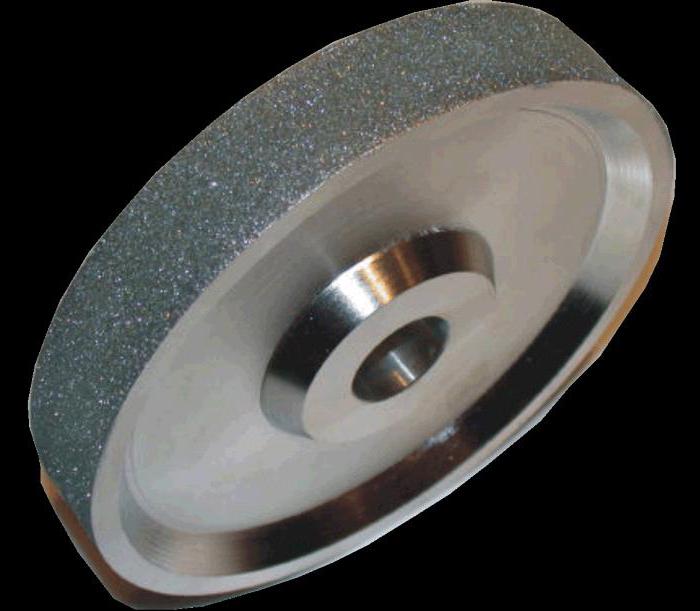
В первую очередь это цилиндрические и конусные плоские алмазные круги (типы корпуса 1–4 по ГОСТ 24747-90), чашечные круги 11 и 12 типов, а также специализированные изделия для заточки пильного инструмента.
Алмазные головки
Область применения инструмента — обработка глубоких отверстий. Алмазные головки закрепляют в ротационных машинах, электрических или гидравлических приспособлениях.
Производители предлагают разные конструкции профильных головок: с цилиндрическими, сводчатыми, коническими, полушаровыми, угловыми рабочими частями. Выбор абразивного изделия зависит от конечной формы детали. С помощью головок доводят фильеры, обрабатывают матрицы и пуансоны штампов.
Алмазные карандаши
Инструмент предназначен для правки кругов прямого профиля. Варианты расположения алмазных включений — по центру и послойно. К преимуществам алмазных карандашей относят:
- стабильность работы (до полного износа);
- возможность претензионной фасонной правки.
Алмазные иглы
Название группы дает представление о форме изделий, предназначенных для нанесения изображений на твердые материалы. Алмазные иглы применяют в случаях:
- ручной обработки камня;
- установки насадки в гравировально-фрезерные агрегаты, в том числе, с ЧПУ.
Абразивный инструмент пользуется популярностью у ювелиров и мастеров по камню.
Алмазы в оправах
Инструмент предназначен для устранения сколов и дефектов формы в полировальных и шлифовальных кругах всех типов. Конфигурация алмазов в оправах — в виде конуса или удлиненного цилиндра.
Различают конструкции с одним (или двумя) заостренными концами. Есть изделия с головкой и без нее. Кроме цилиндрической формы, производители выпускают коническую и резьбовую оснастку.
Угол державки алмазов в оправах равен 90 или 120 C0:
- меньшее значение используют при обработке фасонных кругов;
- большее — для устранения дефектов в оснастке прямого профиля.
Алмазные надфили и напильники
Изделия предназначены для хонингования и общих работ с камнями, быстрорежущими сталями и твердыми сплавами. Алмазные надфили и напильники востребованы в производствах, где делают фаски на стекле, хрустале, керамике.
По форме обрабатываемой поверхности рынок ручного инструмента предлагает трехгранные, овальные, круглые, полукруглые и прямоугольные изделия. Алмазные надфили и напильники применяют в случаях:
- заточки кромок резцов;
- обработки пресс-форм;
- шлифовки деталей штампов и измерительных инструментов.
Хонинговые бруски с алмазным слоем (АБХ)
Абразивный инструмент изготовлен на металлической связке. Хонинговые бруски АБХ используют для доводки отверстий в стали, чугуне, керамике. Когда хоном обрабатывают металлические заготовки, оснастка сильно нагревается. Охлаждение хонинговых брусков — обязательное условие.
Алмазные ручные бруски
Универсальные изделия выпускают с одной или двумя рабочими сторонами. Алмазные ручные бруски имеют круглые, угловые и трехгранные сечения. Связующими компонентами являются металлические, керамические или органические частицы.
Инструмент применяют при ручной правке ножей, пил, клинков.
Наборы абразивных изделий для доводки поверхности
Кроме отдельных изделий, рынок абразивов предлагает комплекты, предназначенные для поэтапной обработки: от грубого шлифования до полировки. В продаже есть наборы паст, надфилей, брусков, кругов и других инструментов. Комплекты рассчитаны на ручной труд, установку в механизмы или на станки.
Методы правки
Алмазные круги являются одним из самых оптимальных способов обработки изделий из высокопрочных материалов, так как обеспечивают высокую эффективность выполнения этой операции. Но не нужно забывать, что это расходный материал, который со временем будет изнашиваться, а это обязательно отрицательным образом повлияет на режущие свойства алмазных зерен. Существует несколько способов, с помощью которых можно вернуть этим точильным камням прежние режущие свойства. Каждый из них имеет свои особенности, которые необходимо учитывать перед выбором наиболее подходящего.
Электролитический метод
Если вы заметили, что у вашего диска ухудшились режущие характеристики, то советуем начать восстанавливать их именно с электролитической правки. Суть этого метода сводится к тому, что зазор, созданный кругом и электродом, заполняют электролитом. Окисление связки является обязательным требованием для правильного выполнения правки круга для заточки. Это позволит получить изолирующий слой, который уменьшит электрическую проводимость круга и позволит влиять на расход количества зерен.
Благодаря изолирующему слою вы сможете производить полировку обрабатываемой поверхности. Но этот слой также недолговечен и со временем будет изнашиваться. Как только вы заметите это, необходимо вышеописанный цикл правки провести заново.
Электрохимическая правка
Этот способ правки круга для заточки мало чем отличается от электролитического. Для этого не придется создавать изолирующий слой. Рабочую поверхность диска очищают от оксидов при помощи электролита. Благодаря этому способу правки создаются условия для непрерывного удаления абразивных зерен. Примечательно, что у покидающих круг зерен размер может составлять около 110% от среднего диаметра.
Восстановление режущих характеристик круга с помощью этого метода осуществляется при помощи обычного шлифовального станка. Суть процедуры заключается в помещении медного электрода к шлифовальному кругу. Создаваемый кругом и электродом зазор в дальнейшем используется для подачи электролита.
Чтобы подобрать подходящий тип алмазного диска, нужно обращать внимание на такую характеристику, как размер его внутреннего отверстия, который не должен отличаться от диаметра резочного станка. Выполнить качественную обработку твёрдых материалов с помощью алмазного круга можно только в том случае, если между внутренним отверстием и валом диска будут отсутствовать зазоры
Как заточить спиральное сверло
Про заточку спиральных сверл для дерева можно забыть на долгое время, поскольку ними можно работать на протяжении нескольких месяцев и лет без затачивания. Чего не скажешь об инструментах, которые используются для металла. Они должны быть всегда в остром, заточенном состоянии. Иначе металл просверлить будет практически невозможно.







Заточка сверлильных инструментов осуществляется на соответствующем станке при помощи специальных приспособлений или насадок на дрель для заточки сверл. Конечно, имея возможность, лучше это выполнить посредством специального оборудования. Но домашние мастерские такими станками не оснащены, в результате этого для заточки используются обычные электрические точильные станки с камнем.
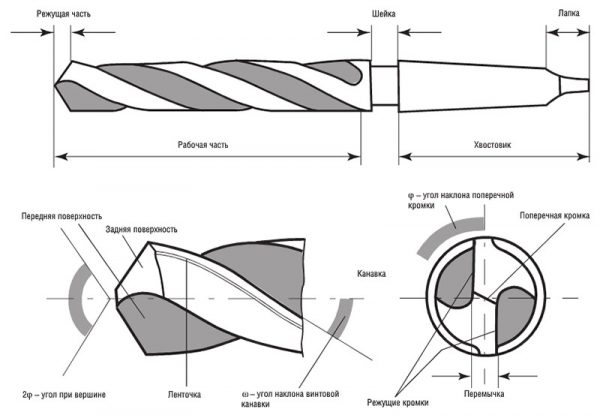
Перед тем как заточить сверло по металлу, необходимо определиться с видом и формой заточки. Она может быть одноплоскостная, двухплоскостная, коническая, цилиндрическая и винтовая.
Заточку выполняют по задней грани. Два режущих пера нужно затачивать одинаковым образом. Ручным способом это осуществить довольно тяжело. Кроме того, тяжело выдерживать требуемые формы на задних гранях и нужные задние углы.
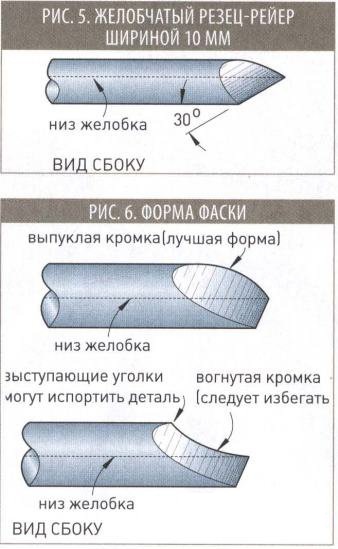
- Для одноплоскостного метода характерно, выполнение заточки на задней поверхности пера одной плоскостью. Значение заднего угла изменяется от 28-30°. Для этого инструменты параллельно приставляются к точильному кругу режущей частью, после чего без их вращения и перемещения выполняют заточку. Такая заточка при сверлении допускает выкрашивание режущей кромки инструмента. Очевидно, что это существенный недостаток. Применяется данный способ для тонких сверл, диаметр которых не превышает 3 мм.
- Для больших приспособлений применяется коническая заточка. Ручным методом ее произвести крайне сложно, но некоторые мастера все же практикуют ее. Необходимо взять инструмент в левую руку ближе к началу режущей кромки заборного конуса, а правой поддерживать хвостовик. И начать прижимать конус к торцевой стороне шлифкамня левой рукой, а правой поддерживать заднюю часть, делая легкие покачивания. Сверло во время заточки не должно отрываться от точильного инструмента, необходимо аккуратно водить ним по абразивному кругу.

Выполняя затачивание, следует стараться в точности выдерживать первоначальные формы, как на заводских поверхностях конструкции инструмента, для того чтобы не нарушить значение задних углов. При правильно выполненной заточке, ее будет абсолютно достаточно для приспособлений, диаметр которых не превышает 12 мм. Если сверла большего диаметра, то их можно доработать, путем подтачивания передней поверхности.
Благодаря уменьшению передних углов и увеличению углов режущего конуса возрастает износостойкость, минимизируется выкрашивание, что приводит к увеличению ресурса инструмента. Также размер по ширине у поперечных кромок уменьшается. Поперечные кромки не сверлят, а скоблят металл в центральных частях отверстий.
Производственные условия после затачивания, чаще всего предполагают доводку, благодаря которой сглаживаются поверхности, происходит устранение мелких зазубрин. Инструменты, на которых выполнены доводки, не так сильно изнашиваются, нежели те, что просто заточены без этой процедуры. По возможности лучше стараться выполнять ее.

Для этого используется, к примеру, шлифовальный круглый камень (карбид кремний зеленый с бакелитовой связкой) маркой 63С, зернистостью 5-6, твердостью М3-СМ1 или эльборовые ЛО круги с бакелитом и зернистостью 6-8.
Для более полного ознакомления представлена отличная подборка подробных видео-инструкций, благодаря которым можно научиться правильно затачивать сверлильный инструмент.
Видео «Как правильно сточить перемычку на ребре. Ч-3»
Краткий обзор алмазных кругов для заточки
При обработке нужного продукта выбирается конкретный абразивный инструмент, при этом обязательно учитывается форма и материал обрабатываемой детали, а также другие особенности. Работа выполняется мокрым способом с использованием охлаждающей жидкости или сухим. Подобный диск с применением охлаждения может выполнять работы по обеим поверхностям резцов, разверток, протяжек и т. д.
Твердосплавные инструменты после заточки алмазными дисками благодаря точному и качественному выполнению работ способствуют увеличению производительности оборудования.
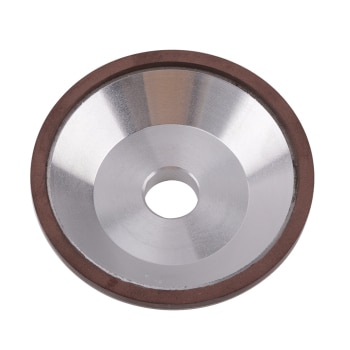
Заточка чашечным алмазным кругом
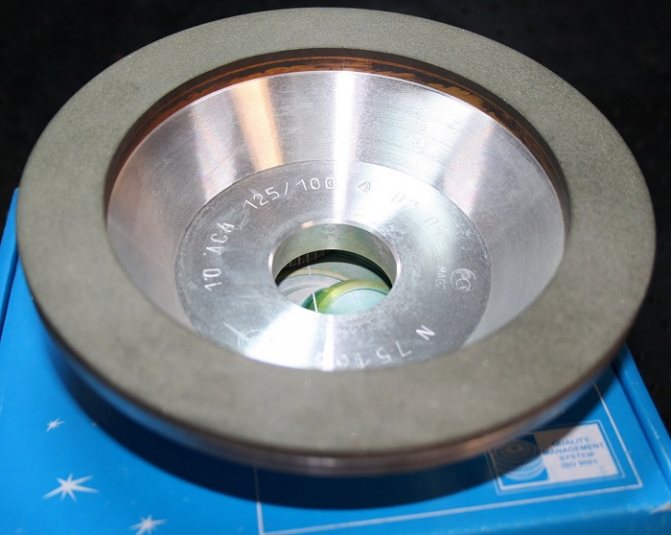
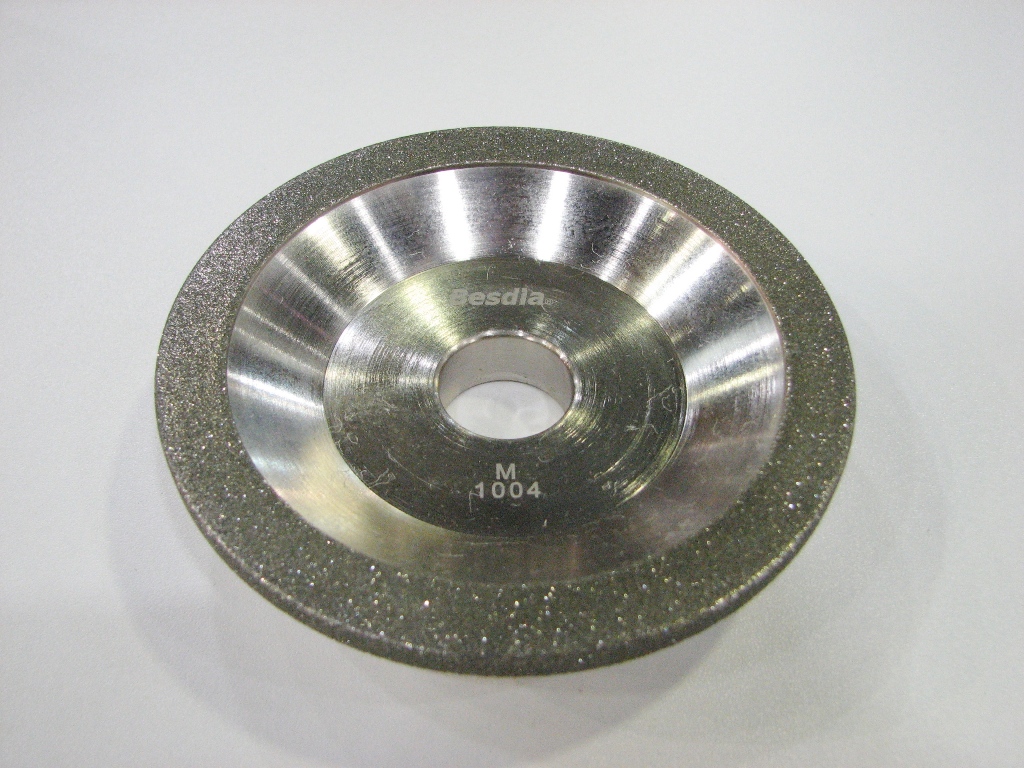
Круг алмазный чашечный – прибор, который годится для заточки и конечной отделки изделий из твердых сплавов. Используется для шлифовки деталей из материалов, слабо поддающихся механической обработке. Кроме всего прочего, применяют при работе с твердыми неметаллическими поверхностями (керамика, камень, стекло). Точильный круг, выполненный в виде чашки, используют при заточке резцов, ножей и напайками.
Диск алмазный тарельчатый часто применяют для удаления лакокрасочного покрытия с деталей, кроме того, используют для обработки металла (чугун, сталь), хорошо он себя зарекомендовал при работе с изделиями из художественного стекла. Применение такого типа алмазного круга для заточки позволяет снизить трудоемкость в два раза в сравнении с использованием обычного шлифовального изделия.
Такой продукт, изготовленный в виде тарелки (благодаря небольшой глубине), с успехом используется при заточке пил имеющих твердосплавные напайки.
Прямой профиль – это круг для заточки, изготовленный в форме плоского диска имеющий в торце алмазный абразивный слой. Используют для обработки металлических поверхностей, где требуется получить выдержанную плоскость.
Читать также: Проверка полевых транзисторов без выпаивания
Алмазный заточной круг, как инструмент применяют не только для заточки, используют также и для доработки материалов плохо, поддающихся обработке. Им выполняют работы по шлифовке твердосплавных деталей. Практическое применение такого продукта экономически выгодно т. к. при этом снижается трудоемкость и значительно увеличивается производительность.
Например, круг 12а2 45 с алмазным слоем изготавливают чашечной или тарельчатой формы используется для металлообработки многолезвийных твердосплавных инструментов с прямым и спиральным зубом, резцов, протяжек, сверл и т. п. Это же изделие применяется для шлифовки поверхностей в автомобилестроении, строительной, электронной и других отраслях.
А продукт 1а1 выполнен в форме прямого профиля, сфера применения достаточно обширна, он необходим там, где нужна обработка цилиндрических, плоских и конических поверхностей. Он незаменим при отделке конических и цилиндрических отверстий. Практикуют использование в штампах из твердых сплавов при обработке шлиц и пазов. И, конечно же, применяют при заточке и доводке резцов, сверл, фрез и т. д.










Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Алмазный шлифовальный круг — разновидность алмазного расходного инструмента. Используемый в ручных и автоматических (в том числе и угловых) шлифовальных машинках для доводки, заточки, хонингования и шлифования. Применяется для обработки труднообрабатываемых и твердосплавных материалов, керамических поверхностей, стекла, драгоценных, поделочных и полудрагоценных камней. Обладает оптимальным балансом прочности и хрупкости, отличается повышенной эффективностью, большим рабочим запасом и самозатачиваемостью.

Что делать, если отрезной диск перегрелся
Перегрев алмазного отрезного диска — наиболее частая проблема, возникающая в ходе обработки природного камня. Причем, постигает эта «участь» не только сухорезы, но и диски для резки с применением водяного охлаждения. Последствия такого явления могут быть очень неприятными как для результатов работы, так и для здоровья мастера
Поэтому очень важно вовремя «диагностировать» перегрев диска, руководствуясь следующими признаками:
- появляются раскаленные «угольки», отлетающие от диска во время распила камня;
- кромка диска раскаляется и начинает светиться;
- стальная пластина между сегментами приобретает синеватый оттенок;
- алмазные сегменты разрушаются и/или отделяются от полотна круга;
- плоскость круга нарушается, образуя т.н. «восьмерку», и он начинает «вихлять» при вращении.
При выявлении одного или нескольких перечисленных признаков, необходимо срочно остановить работу до выяснения причины перегрева отрезного диска.
Вулканитовые и бакелитовые шлифовальные круги
Алмазное напыление имеет достаточно высокую стоимость, поэтому оно наносится очень тонким слоем на металлическую основу. Абразивные круги с меньшей прочностью формируются другим способом. Зачастую для подобной цели применяется связующий керамический состав, где основными компонентами служат материалы неорганического происхождения (кварц, глина и прочее). Сильно измельченные, эти связующие добавляются при формировании круга к выбранному абразиву, что обеспечивает готовому изделию повышенную жесткость, но и соответствующую хрупкость.

Бакелитовые круги
Большим спросом на рынке пользуются бакелитовые насадки. Своим названием они обязаны основному наполнителю – бакелиту (искусственной смоле). Этот связующий компонент придает кругу упругость и своеобразную эластичность, но одновременно снижается износостойкость в результате более слабого закрепления зерен (сравнительно с жесткой керамической основой).
Круги на вулканитовой связке
Шлифовальный круг с вулканитовым связующим еще мягче. Здесь основным абразивным элементом служит синтетический термообработанный каучук. Другими словами, при производстве таких шлифовальных насадок применяется вулканизация, что и отражено в их названии. Вулканитовые круги имеют более высокую стоимость сравнительно с керамическим абразивом. Однако, несмотря на повышенную упругость, их износостойкость выше всяких похвал.
2 Приспособление для заточки токарных резцов
Заточка инструментов предполагает не только круги, но и применение дополнительных приспособлений – расточных станков.
Координатно-расточные станки растачивают, сверлят, зенкеруют, нарезают внутреннюю и наружную резьбу, обтачивают цилиндрические поверхности и подрезают торцы.

Станок для заточки резцов
Отличительная особенность станков – горизонтальный (или вертикальный) шпиндель, который совершает движения осевой подачи. В отверстие шпинделя фиксируют необходимый инструмент – борштанг с резцом, развертку, сверло, фрезу и т.д.
Типы станков:
- горизонтально-расточные;
- координатно-расточные;
- алмазно-расточные;
- вертикально-расточные.
Специализированные модели координатно-расточных станков:
- Координатно-расточный 2Д450.
- Координатно-расточный 2В440А.
- Координатно-расточный 2431.
- Координатно-расточный 2421.
2.1 Технология заточки
Последовательность затачивания:
- Основная задняя поверхность.
- Вспомогательная задняя поверхность.
- Передняя поверхность.
- Радиус закругления кольца.
В конце проводят проверку углов заточки по шаблону.
Виды заточки резцов
Для получения ровной и гладкой кромки инструмент должен постоянно находиться в движении вдоль шлифовальной поверхности. Круги, при такой работе, смогут дольше прослужить.








Обработку инструмента можно производить всухую или с водой. Струя воды должна быть достаточной и непрерывной. Сухой инструмент не стоит опускать в воду, это может вызвать разрушение рабочей кромки.
Доводку проводят:
- оселком с мелкой зернистостью (дополнительно используют техническое масло);
- медным кругом (также применяют пасту из карбида бора и техническое масло).
Осуществлять доводку можно только режущих инструментов (ширина кромки до 3мм).
2.2 Техника безопасности
- Не пользоваться шлифовальными кругами, работа которых сопровождается биением.
- Подручник должен быть надежно зафиксирован ближе к кругу.
- Использовать подручник в качестве опоры для резца.
- Не стоит слишком сильно прижимать резец (неравномерное нагревание может образовать трещины; под высоким давлением круг может быстро испортиться).
- Не производить заточку без защитного кожуха.
- Надевать защитные очки.
- Рабочее место должно иметь местную вентиляцию.
Как заточить с помощью алмазного круга (диска, камня)?
Алмазный круг для заточки является распространенным устройством, если говорить о заточке с использованием специальных средств. В первую очередь он используется для резцов из твердых сплавов металла, например, свёрл.
Алмазный круг может быть исполнен в форме прямого диска, тарелки или чаши. Выбор круга должен зависеть от формы заготовки. Например, для работы с лезвиями подойдет диск, для дисковой пилы лучше использовать тарелку.

Диаметр круга может варьироваться в пределах от 125 до 300 мм. Подбирать нужно под свой наждак. От ширины алмазного слоя прямо пропорционально зависит диаметр детали, которая может на нем обрабатываться. Плюс чем толще этот слой, тем дольше прослужит круг. Благодаря мелкозернистой структуре алмазного круга, его можно использовать для доводки резцов.
Технология заточки
Процесс заточки определяет конструкция резца (количество поверхностей, ширина лезвия) и его износ. Процедуру возможно проводить по задней, по передней или по обеим поверхностям. Как правило, если износ небольшой, восстанавливают лишь геометрию задней поверхности.
СПРАВКА: Основная работа алмазного круга определяется параметрами углов передней и задней поверхностей резца. По этому его главные углы – это передний (γ) и задний (α). Если увеличить угол γ, то улучшается стружкоотвод, уменьшаются затраты мощности, снижается шероховатость, но при этом лезвие подвергается истончению. Это влияет на скорость отвода тепла и его прочность. Задний угол отвечает за снижение трения в процессе обработки резца на алмазном круге.
Общая последовательность затачивания выглядит следующим образом:
- Сначала производят заточку задней поверхности. Инструмент кладут на подручник опорной поверхностью так, чтобы его режущая кромка получила горизонтальное расположение. Столик же располагают в вертикальной плоскости по заданному углу α. Периферия круга осуществляет заточку. При этом круг должен вращаться по направлению на инструмент.
- Затем (при необходимости) затачивается передняя поверхность. Процедура выполняется торцом алмазного круга. Для этого инструмент кладут на подручник боковой плоскостью.
- Потом затачивается радиус закругления.
- Далее, производится измерение углов по шаблонам. Для измерений может использоваться стандартный угломер, линейка и нониус.
- При завершении обработки алмазным кругом может потребоваться шлифовка (доводка осуществляется самим алмазным кругом).

Техника безопасности
Важным моментом при работе с таким оборудованием, как алмазный круг, является соблюдение техники безопасности:
- Первым делом мастер должен обеспечить себя минимальным комплектом экипировки – защитные очки (экран) и защитный кожух.
- Во избежание попадания спиленных частиц металла в дыхательные пути следует заранее позаботиться о вентиляции рабочего пространства.
- Заранее следует убедиться в исправности всех механизмов и оборудования, в том числе, проверить крепление кругов. Угол раскрытия кожуха круга не должен быть больше 90°, а по отношению к горизонтальной линии угол раскрытия не может быть больше 65°.
- Инструмент нельзя держать на весу. В качестве опоры для резца следует использовать подручник. Последний должен быть зафиксирован как можно ближе к кругу (расстояние не более 3 мм между кругом и подручником).
- В случаях, когда шлифовальное оборудование издает биение или потрескивание, работу нужно немедленно прекратить.
- Необходимо контролировать силу прижимания резца к шлифовальному кругу. Чрезмерное нажатие может повлечь порчу как резца, так и алмазного круга.
- Круг должен вращаться в таком направлении, чтобы когда резец прижимается к нему, искры летели вниз.
Конструкция алмазных кругов для заточки инструмента
Диски алмазные заточные представляют собой изделия круглой формы с основанием из металла и нанесенным на него покрытием алмазного порошка, который закрепляется на металле связующим веществом, также там присутствует наполнитель.
Марка диска характеризуется:
- конфигурацией корпуса и видом материала, из которого он изготовлен;
- размером окружности;
- величиной концентрации абразивных зерен;
- фракцией алмазов;
- типом вещества, используемого в качестве связки;
- степенью точности;
- классом неуравновешенности.
Одним из важных параметров является износостойкость диска.
Корпуса алмазных заточных кругов могут быть изготовлены из стальных заготовок, марок Ст-25, 30, 20 или 3, либо сплавов из алюминия АК-6 или Д-16, либо полимерных материалов. Для некоторых шлифкругов типа А1ПП, АГЦ делают еще хвостовики из стальных У7 и У8 марок.
Что касается применяемых связующих веществ, которые скрепляют алмазные зерна в единую форму, то выпускаются диски на основе:
- Связок металлического характера на основе алюминия, меди, цинка или олова. В маркировке таких изделий указывается литера М.
- Связок керамических на основе шамота либо стекла, куда добавляют составляющую алюминия. В маркировке здесь будет присутствовать литера К.
- Связок на основе органики – это пульвербакелитные и карболитные вещества. Присутствие такой связки обозначают в маркировочном коде литерами КБ.
В качестве наполнителей используют электрокорунд, графитовый порошок, медь, карбид бора и глинозем.
Безопасность при работе
Операции с оборудованием, выполняющим шлифовальные и отрезные работы, имеют несколько опасных факторов. Это вращение устройства, возможность разрушения диска на ходу, угроза прикосновения к вращающемуся оборудованию. Чтобы сохранить здоровье, нужно выполнять такие требования:
Все работы на шлифовальном электрическом оборудовании начинаются после проверки изоляции кабелей, наличия заземления, исправности кнопки аварийного отключения.
Убедится в исправном состоянии кругов: нет ли трещин, сколов, выработки.
Проверить работу приточно-вытяжной вентиляции. Спецодежда должна быть заправлена, длинные волосы нужно спрятать под шапочку.
Перед началом шлифовки подождать 2—3 минуты, пока станок работает вхолостую
Это поможет выявить скрытые дефекты.
Во время работы всё внимание обращать на производимую операцию.
Не работать без защитных очков или масок.
Замена абразивных кругов возможна только на отключённом оборудовании.
Все вращающиеся механизмы ограждаются кожухами, а сами круги — прозрачными экранами. При подъёме этих ограждений работа станка должна блокироваться выключателями.
В неработающем состоянии щитки необходимо поднять.
Современный шлифовальный инструмент и станки значительно облегчают труд человека. А правильный выбор оснастки позволит выполнить операции по зачистке с максимальным уровнем чистоты.









СМОТРИТЕ ЭТО ПОЛЕЗНОЕ ВИДЕО:
Круги наждачные для заточного станка (наждак).
Заточные наждачные круги имеют свойство изнашиваться, поэтому время от времени их приходится менять.
Есть два основных вида заточных кругов: -белый (электрокорунд белый), имеет маркировку 25А. -зеленый (карбид кремния зеленый), имеет маркировку 64С.

Белый круг предназначен для бытовых работ, заточки таких изделий бытового назначения — топоры, кухонные ножи, лопаты и др.
Читать также: Самодельное реле давления для компрессора
Диаметр наждачного круга чаще всего используется 200мм и толщиной 20мм.
Зеленый круг точило предназначен для заточки напаек на резцах, на дисковых пилах, заточки сверл по металлу и др. В основном используются круги ПП диаметром 300-350мм, а так-же чашечные и тарельчатые.
Заточные наждаки имеют разное зерно 8Н, 12Н, 16Н, 25Н, 40Н. Чем больше цифра, тем крупнее зерно и соответственно грубее обработка.
Чем крупнее зерно у точильного круга, тем быстрее стачивается слой металла, чем мельче, тем медленнее, но край будет более гладким и острым.
Есть специальные наждачные заточные круги для пил, край у них сделан под углом, для удобства заточки зубьев.
Хозяева, которые предпочитают смастерить что-нибудь вместо того, чтобы бесполезно уставиться в экран телевизора, умудряются устроить микромастерскую даже в квартирах. Людям же, имеющим частный дом или проживающим в сельской местности, обзавестись солидным инструментальным набором и простейшими приспособлениями сам Бог велел.
Точильный станок, называемый в простонародье точилом, настолько универсален, что он появляется в мастерской одним из первых. Действительно, точило поможет подогнать черенок к лопате огороднику, прорезать паз в печатной плате радиолюбителю, сделать пробойник из куска проволоки или арматуры автовладельцу, а также множество других операций. Его рабочим органом является наждачный круг, характеристики которого станут предметом обсуждения в данной публикации. Здесь же будут приведены советы по выбору оптимального абразива для наждака в соответствии с целями их применения.
Маркировка и размеры
Помимо классификации по цвету или размеру фракций, существует деление точильных кругов по типоразмерам и другим базовым характеристикам. Вся базовая информация входит в маркировку, состоящую из комбинации букв и символов. На каждой упаковке точильного круга обязательно указывается предельная скорость вращения — она выражается в м/с.
Также в виде штампа на поверхности обозначается код, включающий следующие данные:
- тип абразивного материала (63С, 25А, 37А и другие);
- зернистость;
- твердость (указана литерами);
- показатель плотности в виде однозначного числа;
- связка (К, Б или В/V, B, P);
- класс точности (в буквенном обозначении);
- класс неуравновешенности (цифра).


Также в маркировке на упаковке изделия указываются посадочный (внутренний) диаметр — 14 мм, 32 мм, 16 мм, 76 мм и общие размеры — обычно 125 мм, 100 мм, 200 мм. Еще одна цифра — высота абразивного круга. Читать типоразмеры 300х40х76 мм, 200х20х32 мм, 200х20х16 мм, 150х20х32 мм довольно легко, если знать порядок расшифровки. Первым идет общий диаметр, последним — посадочный, в середине указывается толщина круга.
По своей форме точильный круг тоже имеет определенную классификацию. Она стандартизирована по старым и новым нормативам (ГОСТ, ГОСТ Р), в первом случае указывается буквенное сокращение, во втором – только цифра.
Соответствующие обозначения выглядят так.
- 1 или ПП. Изделие с прямым типом профиля.
- 2 или К. Круг с кольцевым профилем.
- 3/3П. Так обозначают изделия конического типа. У двусторонних кругов с подобным профилем маркировка 4/2П.
- 5 или ПВ. Изделия с выточкой. Двусторонние маркируются как 7/ПВД. При наличии ступицы обозначение будет выглядеть как 10/ПВДС.
- 6 или ЧЦ. Так помечают цилиндрические чашечные круги.
- 11/ЧК. Так помечают конические чашечные круги.
- 12 или Т. Этим обозначением определяются тарельчатые изделия.
- 36 или ПН. Круги с крепежными элементами запрессованного типа.
Маркировка обязательно учитывает зернистость заточной поверхности. В современном ГОСТе Р 52381-2005 она обозначается в соответствии с международными нормами литерой F и цифрами.


Классификация по виду используемого связующего также встречается. В зависимости от того, какое именно вещество используется, могут меняться износостойкость и другие характеристики круга. В современной промышленности применяют 3 варианта связующих для точильных дисков.










- Керамический. Отличается высокой износостойкостью, прочностью крепления. На высоких скоростях может прижигать материал.
- Бакелитовый. Легко изнашиваемый вариант, имеет способность к пониженному выделению тепла. Эластичность высокая.
- Вулканитовый. Самый твердый вариант. Стоек к щелочному воздействию при охлаждении, хорошо проявляет себя при финишной обработке деталей.
Класс точности для точильных кругов определяет, насколько оснастка соответствует заявленным параметрам. Для автоматизированных линий подходят только изделия с пометкой АА. Бытовое назначение кругов определяется классом точности Б. Промежуточный вариант с маркировкой А ориентирован на широкий спектр профессионального точильного оборудования.
Конструкция шлифовальных алмазных кругов
Круги представляют собой корпус, на который нанесен слой алмазов с разной структурой. В напыление, кроме алмазных элементов входит наполнитель и связка.
Все изделия имеют различные характеристики и различаются по:
- типу и форме круга;
- размеру корпуса;
- степени зернистости;
- типу связки;
- концентрации алмазов;
- классу неуравновешенности;
- классу точности;
Кроме того, они характеризуются прочностью, твердостью, износостойкостью.
Корпус
Для изготовления корпусов алмазных кругов используются стали марок Ст3, 30, 25 и 20, алюминиевые сплавы марок Д16 и АК6 или полимеры.
Для шлифовальных кругов, имеющих форму АГЦ или А1ПП необходимы хвостовики, изготовленные из сталей У8 или У7.
Концентрация алмазов
Концентрация алмазоносного слоя, которая выражается в процентном содержании, – количество зерен в 1 кубическом миллиметре порошка, используемого в абразивном слое. Эта характеристика влияет на эффективности и экономичность работы инструмента. Концентрация находится в зависимости от зернистости – чем выше зернистость и чем тверже материал для обработки, тем больший процент концентрации алмазов требуется для работы.
Выпускаются алмазные шлифовальные круги со 150-, 100-, 75-, 50- и 25-процентой концентрацией. За 100% принимается 4,39 карата (1 карат равен 0,2г), содержащихся в 1см3, что соответствует 0,878 мг/мм³.
Этот показатель определяет производительность, режущую способность, срок эксплуатации и цену инструмента. Оптимальная характеристика зависит от площади и формы обрабатываемого материала, типа используемого инструмента, качества связки, зернистости алмазного зерна и условий обработки.
Выбор концентрации круга основывается на следующие требования:
- высокая концентрация необходима, если контактная поверхность соприкосновения обрабатываемого элемента и шлифовального круга мала (к примеру, во время круглой шлифовки), это гарантирует длительное время эксплуатации инструмента и повышает его износостойкость;
- низкая концентрация выбирается для обработки контактных поверхностей большой площади.
Зернистость
Зернистостью называют величину алмазного зерна или сростков кристаллов (этот показатель определяется толщиной, шириной и высотой, но обычно учитывается только ширина). Степень зернистости определяет чистоту поверхности после обработки, производительность работы, количество материала, снимаемого за разовый проход круга, изнашиваемость инструмента и другие показатели.
Зернистость указывается согласно ГОСТу 3647-80 и обозначается в микронах дробью, в которой числитель в микронах обозначает величину верхнего сита, а знаменатель – нижнего. Согласно международным стандартам FEPA (и ГОСТу Р52381-2005) характеристика обозначается литерой F с соответствующим числом – чем оно выше, тем меньше размер зерна.
Зернистость подбирается в зависимости от необходимой шероховатости поверхности после обработки, вида материала, величины припуска, снимаемого при проходе инструмента и т.д.
Обрабатываемая поверхность получается тем чище, чем меньший размер зерна применяется. Но мелкая зернистость не всегда предпочтительна – она дает высокую чистоту, но одновременно приводит к засаливанию инструмента и прижогу обрабатываемой поверхности. Использование мелкозернистого круга так же снижает производительность.
По фракциям зернистость различается следующим образом:
- мелкая 100/80;
- средняя 125/100;
- крупная 160/125;
- более крупная 200/160.
Круги с меньшим показателем применяются при завершающей доводке лезвий, ножей, резцов и других изделий, при окончательной шлифовке. Среднее звено позволяет добиться необходимой остроты режущих частей, а крупноструктурные зерна используются для выравнивания и снятия части обрабатываемой поверхности.
Целесообразно применять низкозернистые круги для уменьшения шероховатости поверхности, а более крупное зерно тогда, когда требуется увеличить производительность и при больших припусках. Чем материал менее вязкий и более твердый, тем показатель зернистости может быть больше.
Читать также: Проверка вв проводов мультиметром ваз 2114





