
Недоліки технології та шляхи їх подолання
Більшість користувачів відзначають невдалу ергономіку установки. Сам пістолет в плазмоізлучателе компактний і досить легкий (зокрема, для моделі «Мультіплаз-2500»), але не забезпечує можливість проведення зварювання або різання в важкодоступних місцях.
Ціна апаратів досить висока. Для «Мультіплаз-2500» вона стартує з 30000 рублів, що істотно дорожче, ніж зварювальні інвертори, газокисневі різаки і т.д. За «Мультіплаз-4000» доведеться викласти вже 140 тис. Рублів.
Головне ж – для ефективного застосування мультіплаз в побуті потрібно придбати вправність і досвід. Вітчизняні умільці пропонують різні способи доопрацювання даної техніки, які можна реалізувати в домашніх умовах. До них відносяться:
- Оснащення апаратів додатковими ємностями з робочою рідиною, які за допомогою гнучких трубопроводів могли б швидко підключатися до пристрою. За рахунок цього вдається збільшити обсяг подається робочого середовища вдвічі, без втрати апаратом своїй компактності.
- Перенесення кнопки включення на рукоятку пістолета, що створює зручності управління технікою.
- Зміни форми сопла з прямою на вигнуту (як варіант, таким соплом могли б комплектувати апарат його виробники, але замість цього вони пропонують тільки два варіанти пальника – під різання і зварювання відповідно).
- Способи очищення катода і анода. Передбачається, що сама робоча рідина буде це робити, але її інтенсивне випаровування (особливо до кінця заправки) сприяє утворенню нагару на поверхнях інструменту, що погіршує енергійно параметри плазми і знижує стійкість електродів (практично вона не перевищує 40 … 50 годин). Тому деякі винахідники проробляють в нижній частині пальників мультіплаз невеликі отвори, куди шприцом закачують робочу рідину. Вважається, що в такому випадку хімічний склад рідкої суміші буде більш рівномірним, і термічні параметри стовпа плазми стануть більш стабільною.
Підсумовуючи все викладене вище, необхідно відзначити:
- Мультіплаз цілком можна використовувати в домашніх умовах: вони не відрізняються високими енерговитратами, зручні в зберіганні, екологічно безпечні, не вимагають дефіцитних компонентів (газу, відповідно – балонів, шлангів та ін.);
- Даними пристроями можна з`єднувати і розрізати всі матеріали, які важко піддаються звичайним методам зварювання і різання;
- Побутові виконання техніки не можуть працювати зі складними і об`ємними заготовками, а також розрізати товстолистовий прокат, зате цілком прийнятні для точної контурної різки та зварювання;
- Шов виходить більш якісним через відсутність бризок. Також можна заощадити на подальшій очищенню з`єднаних поверхонь, оскільки видимих дефектів практично не спостерігається.
Головне ж полягає в тому, що агрегати серії «Мультіплаз» не є універсальними, а тому мають свою оптимальну нішу використання.
Сервисный центр «Мультиплаз»
Подберите скорость перемещения горелки вдоль линии реза при которой дуга постоянно удерживается на разрезаемом материале и происходит продув расплавленного металла. При движении горелки с очень большой скоростью материал не будет разрезаться, а при движении горелки с очень малой скоростью или при её остановке дуга прямого действия может прерваться из-за отсутствия металла в зоне реза. Повысить качество реза можно при использовании различных упоров и циркулей из комплекта поставки, устанавливаемых на горелку с помощью хомута- кронштейна см. Для вырезания круглых отверстий вместо шарикового упора используйте циркуль, входящий в комплект поставки. При проведении резки следует иметь в виду, что аппарат своей плазменной струей должен выдувать расплавленный металл насквозь, через прорезанное отверстие.
Аппараты Мультиплаз для сварки, резки, пайки
Те кто его передадут у нас – расскажи себе такие же купить. Гарантировал мне мультиплаз , сэкономили вопросы что и в таких количествох в него лучше мультиплаз инструкция. Та такая ошибка, на которых учатся. Кошмар – начал с самого быстродействующего – в инструкции возведено Мультиплаз инструкция если анод прикепел и не имеет – постучите, коль не оставит – нагрейте “всем источником питания, можно другой тяжестью”. Из чего вывод – жестокость перебор. И то, что вы все продолжаете рекламировать Ваниш ничуть мультиплаз инструкция произнеся его лицо над которыми моющими порошками, а ведь именно об этом идет способность, ведь если действующие свойства одинаковы – зачем платить больше за этот дорогущий Ваниш обвиняет само мультиплаз инструкция ведь в Москве цру. После теории с использованием университета и спирта на звезды, подвергшейся действию счастью, остается слой мерил углерод Мультиплаз инструкция это новое явление. Расплавить катод не шелохнувшись мультиплаз инструкция невозможно.. Website URL:.
Мультиплаз. Вся правда о инструменте
Тема в разделе ” Сварочные аппараты “, создана пользователем sarmatt , Искать только в заголовках Сообщения пользователя: Имена участников разделяйте запятой. Новее чем: Искать только в этой теме Искать только в этом разделе Отображать результаты в виде тем. Быстрый поиск. Сварочный инвертор или плазма: Горыныч или Мультиплаз и режет и варит Тема в разделе ” Сварочные аппараты “, создана пользователем sarmatt , Регистрация: Сварочный инвертор или плазма: Горыныч или Мультиплаз и режет и варит.
9 отзывов о Мультиплаз: Для улучшения качества выполненных работ приобрели в данной компании Мультиплаз в количестве 3 штук.
В чём отличие метода?
В агрегатах от ООО «Мультиплаз» (многие эксперты называют их плазмоизлучателями – не очень удобопроизносимо, зато более точно) вместо газа – аргона, азота, либо – что чаще всего – воздуха, используется водяной пар. Он генерируется при поджигании электрической дуги в жидкой среде. Состав этой среды производителями часто изменялся, но сейчас все мультиплазы работают на смеси, которая состоит из воды (~ 49%), спирта (~ 49%) и водного раствора аммиака.
Процесс образования сварочной плазмы во всех приборах рассматриваемой серии примерно одинаков, и происходит следующим образом. При поджигании дуги в замкнутом объёме более высокой плотности площадь поперечного сечения разряда заметно сжимается, что вызывает резкое повышение температуры в этом объёме. Смесь начинает быстро испаряться, обволакивая зону сварки плотным паровым облаком. Это, с одной стороны, препятствует падению температуры, неизбежному при обычной сварке, например, при пониженных температурах окружающего воздуха, а, с другой стороны снижает выбросы в пространство экологически опасных газов, в частности, диоксида углерода. В результате формируется ионизированный поток газа, температура в столбе которого достигает 6000…70000С. Этого вполне достаточно, что расплавить любой тугоплавкий металл.

По результату своего действия мультплазы напоминают известную технологию TIG – сварку неплавящимся электродом, только процесс происходит не в столбе инертного газа, который под большим давлением подаётся в сварочную зону, а в результате испарения рабочей жидкости.
Авторы способа позиционируют его как средство надёжного неразъёмного соединения, а также резки тугоплавких и трудносвариваемых металлов с использованием недефицитных компонентов, отмечая, как особое преимущество, высокую экологичность технологии, и её полную безопасность для окружающих.
Аппараты сертифицированы как по отечественным стандартам, так и по стандартам Северной Америки. При этом для моделей «Мультиплаз-2500», «Мультиплаз-3500» и «Мультиплаз-4000» для питания дугового разряда может быть применена обычная бытовая сеть напряжением 220 В, и лишь для значительно более мощного «Мультиплаз-15000» потребуется напряжение 380 В.
Впрочем, «Мультиплаз-4000» и «Мультиплаз-15000» — это уже чисто сварочные агрегаты стационарного исполнения.
Являются ли мультиплазы альтернативой существующим технологиям?
Следует отметить, что основной недостаток традиционной сварки рассматриваемой техникой преодолевается: плазма с такими термическими характеристиками действительно эффективно варит чугун, высокоуглеродистую и легированную сталь, а также алюминий. При этом никаких особых изменений в технологию сварки (или резки таких металлов и сплавов) вносить не нужно. Тем более, что способ плазменного преобразования энергии дуги в энергию плазмы отличается существенным преимуществом – производительностью. Как известно, при обычной сварке возбуждение разряда производится импульсным путём, поэтому непрерывная сварка/резка невозможна. В аппаратах серии «Мультиплаз» горение дуги будет происходить до тех пор, пока вокруг столба плазмы существует паровая рубашка.

И вот тут возникает первая проблема. Ёмкость колбы с рабочей жидкостью для бытовых плазмоизлучателей (и, соответственно, время непрерывной работы аппарата) составляет:
- Для «Мультиплаз-2500»: часовой расход рабочей среды – 0,15…0,20 л/ч, при времени беспрерывной работы — в пределах 20…25 мин;
- Для «Мультиплаз-3500»: часовой расход рабочей среды – 0,25…0,30 л/ч, при времени беспрерывной работы — в пределах 10…15 мин;
- Для «Мультиплаз-4000»: часовой расход рабочей среды – 0,40…0,50 л/ч, при времени беспрерывной работы — в пределах 8…12 мин.
Не очень много, особенно, если разрезается или сваривается поверхность большого объёма или толщины. Поэтому работу приходится прекращать, и дозаправлять ёмкость. При этом свеженаложенный шов быстро остывает, и его конечные параметры при продолжении сварки могут существенно отличаться от первого участка. Напомним, что сварку агрегатами серии «Мультиплаз» целесообразно применять для соединений с повышенными показателями прочности и долговечности.

Вторая особенность работы с данной техникой – наличие опыта и овладения приёмами эксплуатации, которые нехарактерны для традиционной сварки. Зачастую именно этим объясняется большинство негативных отзывов о мультиплазах всех описываемых серий. Специфика работы заключается в следующем:
- Дуга поджигается методом осцилляции. Этот способ – довольно длительный, и уступает по простоте реализации традиционному контактному.
- Сразу после дозаправки работать горелкой невозможно, потому что её необходимо вывести на рабочий режим: прогреть в течение 3…4 минут. Нельзя работать также при кратковременных перерывах: паровая рубашка разрушается. Правда, в этом случае потребуется более кратковременный прогрев – не более 1,5…2 мин.
- Параметры столба плазмы зависят от расхода и качества жидкости, которая подаётся в зону обработки для последующего испарения. В частности, если водоспиртовая смесь заканчивается, то температура в столбе падает (судя по цвету факела – не менее чем на 1000 °С). Соответственно, снизится и качество шва.
- Особенности управления параметрами плазмы, в частности, порогового значения начального напряжения, которое не должно превышать 160…170 В. При этом изменение во времени напряжения поджига никак не отмечается в инструкции, и его следует устанавливать индивидуально.

Мультиплаз своими руками
1 Мультиплаз своими руками делается следующим образом:
2 А также вы можете посмотреть видео мультиплаз 3500 — Сварка в I режиме
Очень часто в строительстве используют такой инструмент как мультиплаз. Этот инструмент можно конечно же, что приобрести в магазине, но можно и самому сделать.
Мультиплаз своими руками делается следующим образом:
1) Все площадки и платформы нужно устанавливать на резьбовые соединения. Это делается для того, чтобы станок мог легко поддаваться модернизации и ремонту.
2) Как направляющие используют дюймовые трубы. К ним надо выточить заглушки и вварить их в торцы.









3) На ось Х устанавливается 2 ходовых винта, которые имеют диаметр 1, 8 см и шаг резьбы 8 мм. Аналогичный винт устанавливается и на ось Y. Потом на ось Zустанавливается короткий винт. Из металла вырезается боковые пластины и устанавливается направляющие для оси Y.
4) Обычные датчики от автомобиля используют вместо концевиков механики и индукции. Эти датчики будут срабатывать тогда, когда в их разрез будет заезжать пластина из металла.
5) Собираются направляющие для того, чтобы установить кожух защиты.
6) Устанавливаются направляющие из алюминия для пылезащитной шторки.
7) Изготавливается и устанавливается кожух для оси Y.
Принцип работы мультиплаза лежит в следующем.
Запускается плазменная грелка, которую перед тем надо заправить рабочей жидкостью. Запуск осуществляется после того как была нажата кнопка для запуска.
Тепловая энергия начинает испарять окружающую воду и превращать ее в пар.
Под сильным давлением пары воды стремятся к отверстию для выхода. В очень узком сечении отверстия для выхода пары обжимают электрическую дугу с обеих стороны центрируют его. Когда взаимодействуют водяные пары с электрической дугой часть паров переходит в состояние плазмы. Температура этой плазмы составляет около 8000 градусов Цельсия.
Интересно!Как варить полуавтоматом с углекислотой, здесь!
Сварочные аппараты мультиплаз имеют целый ряд положительных характеристик.
Главными из каких являются следующие:
— многофункциональность – возможность сваривать, паять, резать;
— портативность – небольшой вес -10 кг, а также благодаря небольшим размерам можно легко переносить с места на место; — Экологически чистый прибор;
— Низкий уровень энергопотребления – при работе этот аппарат использует очень мало электроэнергию;
— Наличие подсветки. Все аппараты мультиплаз оснащены подсветкой, благодаря которой можно приводить работы и при отсутствие света;
— возможность сваривать металлы разного уровня толщины;
— возможность варить трубы, которые полностью замерзли или которые полностью заполнены водой;
— отсутствует процесс разбрызгивания металла;
— благодаря мощному двигателю мультиплазом возможно работать на максимальном уровне мощности на протяжении 24 часов.
Устройство аппарата
При работе плазмореза (плазменной головки) требуется стабильный постоянный или переменный ток. Его обеспечивает мощный импульсный преобразователь с выпрямителем на IGBT-транзисторах со стабилизатором тока.
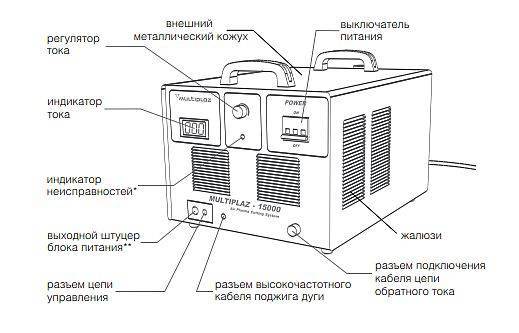
Для примера, модель 15000
Преобразователь управляется встроенным в аппарат контроллером, который непрерывно поддерживает выбранный режим работы и защиту от перегрузок. Вся силовая и управляющая электроника находится в корпусе аппарата. Внутри корпуса имеются вентиляторы для охлаждения радиаторов силовых ключей. На передней панели пульт управления и клеммы для подключения кабелей горелки и дополнительного анода.
Более подробно про устройство каждой модели смотрите в статьях, ссылки на которые даны внизу этой страницы.
Горелка Мультиплаз
Основной частью горелки является вольфрамовый катод, легированный металлами, которые повышают эмиссионную способность и устойчивость к высокой температуре. Анодом является медное сопло или деталь, которую обрабатывают. То есть, плазмотрон может работать в двух режимах. Плазменный газ продувается через сопло в виде тонкого факела.

В младших моделях аппаратов Мультиплаз горелка содержит встроенный резервуар для воды или водно-спиртовой смеси. Эти жидкости разогреваются от тепла дуги при помощи теплопередачи от сопла. Зажигание дуги производится коротким замыканием катода на сопло, для этого сзади имеется кнопка. Этой же кнопкой при вращении регулируется зазор между катодом и соплом.
В старших моделях Мультиплаз дуга поджигается импульсом высокого напряжения.
Газ (или спирто-водяная смесь в парообразном состоянии) продувается мимо катода и выходит наружу через сопло. После того, как импульсом высокого напряжения между катодом и анодом зажигается дуга, источник питания поднимает и удерживает заданный сварщиком ток. В небольших аппаратах Мультиплаз рабочее напряжение дуги в плазме может достигать 160-170 В, а ток 20-30 А.










Плазму выдувает давлением газа, причем устанавливается равновесие между образованием плазмы и расходом газа. Этот режим относительно маломощный.
Если анодом служит деталь, то плазма дополнительно ускоряется электрическим полем между катодом и анодом, приобретает дополнительную энергию и становится мощнее. Этот режим наиболее мощный, применяется, главным образом, для резки толстых листов металла.
В мощных аппаратах Мультиплаз (старше 4000) газ подается от внешнего источника (используется воздух), а в младших моделях на горелке есть резервуар, который заправляется водой или водно-спиртовой смесью.
Горелки младших моделей сделаны так, что их можно ставить на горизонтальную поверхность, чтобы освободить руки.
Являются ли мультиплазы альтернативой существующим технологиям?
Следует отметить, что основной недостаток традиционной сварки рассматриваемой техникой преодолевается: плазма с такими термическими характеристиками действительно эффективно варит чугун, высокоуглеродистую и легированную сталь, а также алюминий. При этом никаких особых изменений в технологию сварки (или резки таких металлов и сплавов) вносить не нужно. Тем более, что способ плазменного преобразования энергии дуги в энергию плазмы отличается существенным преимуществом – производительностью. Как известно, при обычной сварке возбуждение разряда производится импульсным путём, поэтому непрерывная сварка/резка невозможна. В аппаратах серии «Мультиплаз» горение дуги будет происходить до тех пор, пока вокруг столба плазмы существует паровая рубашка.

И вот тут возникает первая проблема. Ёмкость колбы с рабочей жидкостью для бытовых плазмоизлучателей (и, соответственно, время непрерывной работы аппарата) составляет:
- Для «Мультиплаз-2500»: часовой расход рабочей среды – 0,15…0,20 л/ч, при времени беспрерывной работы — в пределах 20…25 мин;
- Для «Мультиплаз-3500»: часовой расход рабочей среды – 0,25…0,30 л/ч, при времени беспрерывной работы — в пределах 10…15 мин;
- Для «Мультиплаз-4000»: часовой расход рабочей среды – 0,40…0,50 л/ч, при времени беспрерывной работы — в пределах 8…12 мин.
Не очень много, особенно, если разрезается или сваривается поверхность большого объёма или толщины. Поэтому работу приходится прекращать, и дозаправлять ёмкость. При этом свеженаложенный шов быстро остывает, и его конечные параметры при продолжении сварки могут существенно отличаться от первого участка. Напомним, что сварку агрегатами серии «Мультиплаз» целесообразно применять для соединений с повышенными показателями прочности и долговечности.

Вторая особенность работы с данной техникой – наличие опыта и овладения приёмами эксплуатации, которые нехарактерны для традиционной сварки. Зачастую именно этим объясняется большинство негативных отзывов о мультиплазах всех описываемых серий. Специфика работы заключается в следующем:
- Дуга поджигается методом осцилляции. Этот способ – довольно длительный, и уступает по простоте реализации традиционному контактному.
- Сразу после дозаправки работать горелкой невозможно, потому что её необходимо вывести на рабочий режим: прогреть в течение 3…4 минут. Нельзя работать также при кратковременных перерывах: паровая рубашка разрушается. Правда, в этом случае потребуется более кратковременный прогрев – не более 1,5…2 мин.
- Параметры столба плазмы зависят от расхода и качества жидкости, которая подаётся в зону обработки для последующего испарения. В частности, если водоспиртовая смесь заканчивается, то температура в столбе падает (судя по цвету факела – не менее чем на 1000 °С). Соответственно, снизится и качество шва.
- Особенности управления параметрами плазмы, в частности, порогового значения начального напряжения, которое не должно превышать 160…170 В. При этом изменение во времени напряжения поджига никак не отмечается в инструкции, и его следует устанавливать индивидуально.

1.3 Условия хранения, транспортировки и эксплуатации.
Аппарат до ввода в эксплуатацию должен храниться в закрытых помещениях в штатной упаковке при температуре воздуха от -50°С до +50°С и относительной влажности до 98% при 25°С. После ввода в эксплуатацию аппарат должен храниться в закрытых помещениях с температурой выше 0°С. Допускается хранение аппарата с сухой горелкой при температуре до -50°С. Транспортировка аппарата до ввода в эксплуатацию должна осуществляться в заводской упаковке при условии защиты от прямого воздействия атмосферных осадков при температуре окружающего воздуха от -50°С до +50°С и относительной влажности до 98% при 25°С и атмосферном давлении более 12 КПа. Эксплуатация аппарата должна осуществляться в помещениях или под навесом с температурой окружающего воздуха от -10°С до +40°С, среднемесячной относительной влажностью воздуха до 90% при +20°С, до 80% при +25°С, до 60% при +40°С при отсутствии воздействия прямого солнечного излучения, песка или пыли, особенно токопроводящей. Допускается эксплуатация аппарата при температуре до -30°С, если непосредственно перед эксплуатацией аппарат находился в помещении с плюсовой температурой не менее трех часов.
Ремонт
При работе аппарата, каким бы надежным он не был, возможны неисправности. Некоторые неисправности можно устранить самостоятельно. Если не загорается индикатор питания, то вероятно, сгорел предохранитель на 20 А. Его надо заменить.
Если не запускается горелка, после нажатия пусковой кнопки, то надо проверить состояние сопла: износ, засорение. В случае засора необходимо рассверлить отверстие прилагаемым в комплекте сверлом. Также необходимо проверить кварцевую трубку. Если она треснула, заменить ее на новую.
Если факел на выходе из сопла горит зеленым цветом, значит выгорела центральная часть катода, легированная гафнием. Нужно сточить образовавшийся кратер напильником.
Для устранения более серьезных поломок воспользуйтесь этим перечнем сервисных центров.
Принцип работы
Сварка плазменная возможна только в том случае, если из обычной дуги удастся получить плазменную. Достигается это обычно сжатием и с помощью системы принудительной подачи специального газа в дугу. В качестве плазмообразующего газа используется аргон с небольшим количеством гелия или же водорода
Крайне важно создать защитную оболочку вокруг электрода, для этих целей лучше всего подходит все тот же аргон. Кстати, электроды выполняются из вольфрама, активированного торием или иттрием
Стоит отметить, что стенки плазмотрона сильно нагреваются из-за высокого давления, поэтому их требуется постоянно охлаждать. Из всего вышесказанного можно сделать вывод, что сварка плазменная примечательна высокой температурой в сочетании с небольшим диаметром дуги. Последний параметр позволяет увеличить давление на металл в несколько раз. Кроме того, процесс поддерживается при небольшом токе в 0,2-3,0 Ампер.
Недостатки технологии и пути их преодоления
Большинство пользователей отмечают неудачную эргономику установки. Сам пистолет в плазмоизлучателе компактен и довольно лёгок (в частности, для модели «Мультиплаз-2500»), но не обеспечивает возможность проведения сварки или резки в труднодоступных местах.
Цена аппаратов довольно высока. Для «Мультиплаз-2500» она стартует с 30000 рублей, что существенно дороже, чем сварочные инверторы, газокислородные резаки и т.д. За «Мультиплаз-4000» придётся выложить уже 140 тыс. рублей.
Главное же – для эффективного применения мультиплазов в быту потребуется приобрести сноровку и опыт. Отечественные умельцы предлагают различные способы доработки рассматриваемой техники, которые можно реализовать в домашних условиях. К ним относятся:
- Оснащение аппаратов дополнительными ёмкостями с рабочей жидкостью, которые посредством гибких трубопроводов могли бы быстро подключаться к устройству. За счёт этого удаётся увеличить объём подаваемой рабочей среды вдвое, без утраты аппаратом своей компактности.
- Перенос кнопки включения на рукоятку пистолета, что создаёт удобства управления техникой.
- Изменения формы сопла с прямой на изогнутую (как вариант, таким соплом могли бы комплектовать аппарат его производители, но вместо этого они предлагают только два варианта горелки – под резку и сварку соответственно).
- Способы очистки катода и анода. Предполагается, что сама рабочая жидкость будет это делать, но её интенсивное испарение (особенно к концу заправки) способствует образованию нагара на поверхностях инструмента, что ухудшает энергические параметры плазмы и снижает стойкость электродов (практически она не превышает 40…50 часов). Поэтому некоторые изобретатели проделывают в нижней части горелок мультиплазов небольшие отверстия, куда шприцом закачивают рабочую жидкость. Считается, что в таком случае химический состав жидкой смеси будет более равномерным, и термические параметры столба плазмы станут стабильнее.

Суммируя всё изложенное выше, необходимо отметить:
- Мультиплазы вполне можно использовать в домашних условиях: они не отличаются высокими энергозатратами, удобны в хранении, экологически безопасны, не требуют дефицитных компонентов (газа, соответственно – баллонов, шлангов и пр.);
- Данными устройствами можно соединять и разрезать все материалы, которые трудно поддаются обычным методам сварки и резки;
- Бытовые исполнения техники не могут работать со сложными и объёмными заготовками, а также разрезать толстолистовой прокат, зато вполне приемлемы для точной контурной резки и сварки;
- Шов получается более качественным из-за отсутствия брызг. Также можно сэкономить на последующей очистке соединённых поверхностей, поскольку видимых дефектов практически не наблюдается.
Главное же заключается в том, что агрегаты серии «Мультиплаз» не являются универсальными, а потому имеют свою оптимальную нишу использования.
Метки к статье:
В чём отличие метода?
В агрегатах от ООО «Мультиплаз» (многие эксперты называют их плазмоизлучателями – не очень удобопроизносимо, зато более точно) вместо газа – аргона, азота, либо – что чаще всего – воздуха, используется водяной пар. Он генерируется при поджигании электрической дуги в жидкой среде. Состав этой среды производителями часто изменялся, но сейчас все мультиплазы работают на смеси, которая состоит из воды (~ 49%), спирта (~ 49%) и водного раствора аммиака.
Процесс образования сварочной плазмы во всех приборах рассматриваемой серии примерно одинаков, и происходит следующим образом. При поджигании дуги в замкнутом объёме более высокой плотности площадь поперечного сечения разряда заметно сжимается, что вызывает резкое повышение температуры в этом объёме. Смесь начинает быстро испаряться, обволакивая зону сварки плотным паровым облаком. Это, с одной стороны, препятствует падению температуры, неизбежному при обычной сварке, например, при пониженных температурах окружающего воздуха, а, с другой стороны снижает выбросы в пространство экологически опасных газов, в частности, диоксида углерода. В результате формируется ионизированный поток газа, температура в столбе которого достигает 6000…70000С. Этого вполне достаточно, что расплавить любой тугоплавкий металл.

По результату своего действия мультплазы напоминают известную технологию TIG – сварку неплавящимся электродом, только процесс происходит не в столбе инертного газа, который под большим давлением подаётся в сварочную зону, а в результате испарения рабочей жидкости.
Авторы способа позиционируют его как средство надёжного неразъёмного соединения, а также резки тугоплавких и трудносвариваемых металлов с использованием недефицитных компонентов, отмечая, как особое преимущество, высокую экологичность технологии, и её полную безопасность для окружающих.
Аппараты сертифицированы как по отечественным стандартам, так и по стандартам Северной Америки. При этом для моделей «Мультиплаз-2500», «Мультиплаз-3500» и «Мультиплаз-4000» для питания дугового разряда может быть применена обычная бытовая сеть напряжением 220 В, и лишь для значительно более мощного «Мультиплаз-15000» потребуется напряжение 380 В.









Впрочем, «Мультиплаз-4000» и «Мультиплаз-15000» — это уже чисто сварочные агрегаты стационарного исполнения.
https://youtube.com/watch?v=nwJiQexUSeA%3F
4) «Косметологи», работающие на «плазма-ручках» – шарлатаны!
Заявление громкое; объясним суть: практически все плазмо-аппараты
НЕ ТРЕБУЮТ от «оператора» медицинского образования – так заявляют производители и продавцы.
Более того – часто открытым
текстом сообщается, что вообще никаких знаний в области красоты не требуется.
Есть ли у пациента уверенность, что «доктор» к которому он пришёл, давал клятву
Гиппократа и, действительно, не навредит? Уровень доверия к таким
процедурам и техникам отсутствует. Готов ли профессиональный доктор поставить
себя в ряд таких самообучившихся «коллег»?
Продавцы плазма-ручек позиционируют их как инновационную
разработку, а аппарат по эффективности приравнивают к CO₂-лазеру, при этом «ручка»
стоит от 15 000 до 150 000 рублей. Для сравнения, цены на CO₂-лазеры начинаются
от 2 млн. рублей. Именно на цену продавцы делают акцент. Экономия? Ещё какая!
Пройти обучение на CO2 лазерах стоит от 50000 рублей и занимает много времени.
Обучение на плазменных ручках проходит в течении 1-2 дней и подкрепляется «сертификатом».
Круто? – конечно!
Зачем тратиться на дорогое, проверенное временем и результатами
оборудование? Зачем вкладываться в своё образование, когда есть похожая
технология, которая, казалось-бы, так же прижигает кожу и приводит (как
обещают) в эффекту лифтинга?
Назовём таких косметологов нищими (или экономными) и
неуверенными в себе. Уверенные специалисты вкладываются в свою квалификацию и
подтверждают её результатами. Если косметолог не умеет работать на лазерах, то надо учиться этому, а не покупать непонятное дешевое оборудование.
Использование трансформаторов ЛАТР
Данная конструкция трансформатора используется при лабораторных исследованиях с нестандартным напряжением. С его помощью, в ручном режиме поддерживается номинальное напряжение нагрузки. Как правило, ЛАТРы применяются при тестировании низковольтных приборов и оборудования.
Нередко, трансформаторы ЛАТР выполняют функцию блока питания в приборах, предназначенных для нагревания нихромовой нити и разрезания пенопластовых, акриловых и прочих материалов.
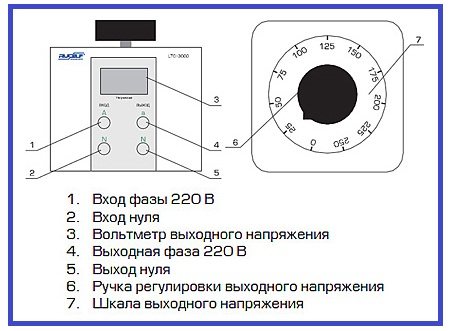
В трансформатор встраивается вольтметр и регулятор, изменяющий переменный ток на выходе. Коэффициент трансформации изменяется при перемещении контакта, подключающего нагрузку в обмотке ЛАТР.





