
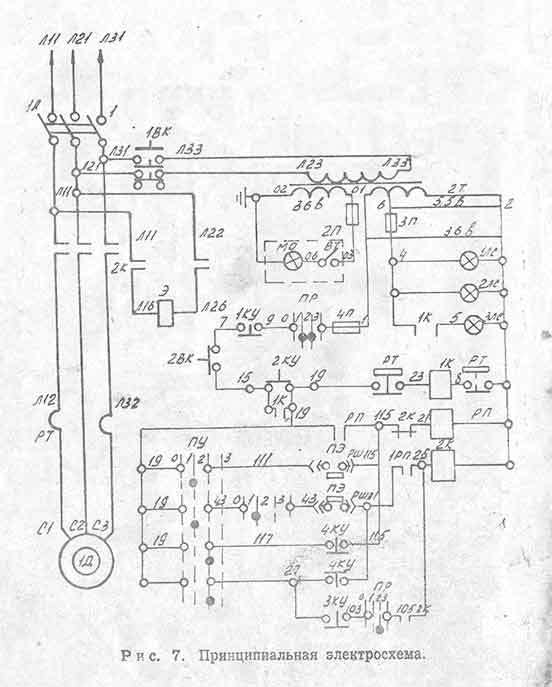
Первоначальный пуск ножниц Н3118 кривошипных листовых с наклонным ножом
Подготовка ножниц кривошипных листовых с наклонным ножом Н3118
- Снять антикоррозийное покрытие, нанесенное перед упаковкой ножниц Н3118 на обработанные поверхности, заполнить смазкой все устройства, перечисленные в спецификации, по схеме смазки.
- Заземлить ножницы Н3118 кривошипные листовые с наклонным ножом
- Выполнить все указания разделов «Электрооборудование» и «Смазка»
Первоначальный пуск ножниц Н3118
- Переключатель SA2 поставить в положение «Ручной проворот».
- Первый ход ножевой балки осуществить поворотом маховика с помощью штыря. При отсутствии дефектов в работе агрегата таким же образом совершить еще 2- 3 хода.
- Электросхему ножниц Н3118 подготовить к работе на одиночных ходах, а затем на автоматических.
ВНИМАНИЕ!
При включении электродвигателя большая шестерня, сидящая на левом конце коленвала, должна вращаться по часовой стрелке, если на шестерню смотреть со стороны муфты включения.
Обкатку производить в течение 2-х часов, из них один час — на одиночных ходах и один час — на автоматических.
При обкатке ножниц особое внимание уделять работе муфты включения, тормоза и электромагнитного управления ножниц.
После первого периода работы ножниц в течение 35 — 40 минут ножницы останавливать и производить внешний осмотр деталей и узлов, обращая внимание на отсутствие утечек в смазке, отсутствие нагрева левой и правой букс коленвала, перегрева электродвигателя
До устранения обнаруженных неисправностей ножницы в работу не включать.
Только после полной отладки и регулировки ножниц на холостом ходу можно приступить к испытанию под рабочей нагрузкой.
Гильотина для багета
Существуют менее габаритные устройства, которые используются для изготовления багетных рам. При сборке этих элементов наиболее важная деталь — это стыки в углах. Именно для обрезки материала в этих местах и используется менее габаритное оборудование. Есть несколько общих рекомендаций, которые стоит соблюдать при работе:
- Выполнять работу необходимо лишь тем инструментом, который идеально острый. Чем прочнее заготовка, тем выше вероятность того, что появится дефект на линии среза, если инструмент будет хоть немного затуплен.
- При резке необходимо сначала наносить линию среза, а только потом браться за инструмент. Использовать в качестве шаблона ранее срезанную деталь не рекомендуется, так как шанс брака слишком высокий.
- При резке рекомендуется также оставить лишний миллиметр или полтора на всякий случай. Гораздо проще его срезать, если он все же будет лишний, чем потом не получится стыка вовсе.
Особенность конструкции гильотины заключается в следующем. Основной режущий элемент — это нож, который установлен в вертикальном положении. Чаще всего небольшие гильотины, как и габаритные станки, комплектуются именно парой лезвий, что позволяет делать срез двух симметричных деталей одновременно. Как и с промышленными моделями для металла, эти также могут быть механическими с ножным приводом или могут быть гидравлическими, или иметь электрический двигатель, приводящий лезвия в движение. Однако у прибора имеется и существенный недостаток, который заключается в том, что слишком тонкие багеты могут отламываться из-за большого давления ножа.
Здесь стоит добавить, что существует небольшая замена гильотины, если необходимо провести резку багета. Такой станок оправдан только в том случае, если работа будет вестись постоянно, если же это разовая необходимость, то можно использовать следующие инструменты.
Приобрести ручной фрезер и специальные фасонные фрезы для багета. Устройство достаточно простое, однако оно позволит без труда выбирать пазы, а также формировать шипы. Понадобится также ручная пила для резки багета. Использовать можно даже обычную ножовку, если качественно поработать над заточкой ее зубьев. Можно использовать специальную пилку, которая изначально ориентирована на резку таких материалов, как ПВХ, полистирол, пенопласт. Еще один важный элемент — это малярный нож с достаточно острым и длинным лезвием. Важнейшей деталью, без которой работать не получится, стало стусло. Это П-образный лоток, имеющий прорези под фиксированные углы.

Назначение и область применения
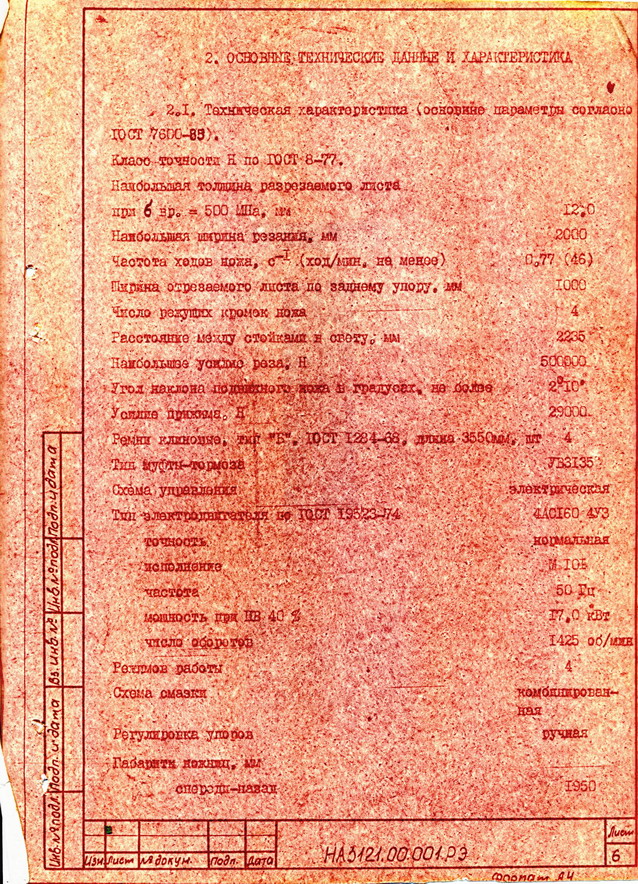
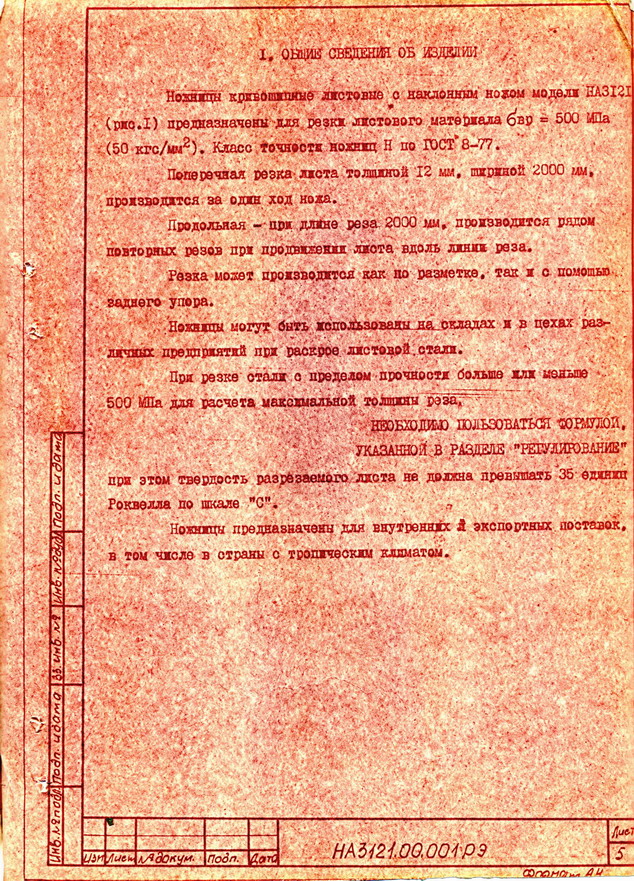
Кривошипные листовые ножницы модели НК3418, в конструкции которых есть наклонный нож, используются для холодной резки листового металла. Важным свойством каждого материала можно назвать его прочность. Высокий показатель прочности приносит ограничение в использовании оборудования. Ножницы НК3418 могут использоваться исключительно для резки следующего листового металла:
- с показателем прочности не более 500 МПа;
- при размере поперечного сечения 2,5х1600, 4,0х2000, 6,3х2000 миллиметров. первое значение определяет толщину листа, второе – длину поперечного сечения.
В некоторых случаях использовать подобное оборудование можно при резке не только металла, но и других типов материала.





Подобные особенности применения определяют область использования модели НК3418:
- Заготовительные цеха предприятий, которые связаны с областью машиностроения, судостроения, авиастроения и так далее. В подобных сферах деятельности ножницы НК3418 позволяют провести быстрое изменение размеров листового металла, который является основным материалом.
- Другая сфера деятельности, в которой проводится использование листового металла. Характеристики модели НК3418 определяют высокую производительность этого оборудования.
Высокая производительность, прежде всего, связана отсутствием необходимости переналадки. Гильотинные ножницы можно использовать для резки металла любой толщины, в рамках установленного предела, без переналадки.
Еще важным моментом можно назвать то, что ножницы НК3418 обладают механизированным задним упором. Этот момент определяет то, что гильотина управляется при помощи специального блока оператора, который используется для установки размера заготовки.
Все гильотинные ножницы модели НК, в том числе НК3418, имеют высокую надежность в работе. При этом стоит не забывать о простоте использования, а также об отсутствии сложностей на момент проведения ремонтных работ. Использование современных технологий позволяет достигать высокую точность отрезания. Гильотина имеет совершенную систему смазки, а также электрооборудование, которое позволяет использовать станок в сложных эксплуатационных условиях. В сравнении с гидравлическими ножницами НК3418 рассматриваемый вариант исполнения имеет огромное количество преимуществ.
Еще одной важной эксплуатационной характеристикой можно назвать отсутствие масла в зоне резания. Этот момент определяет чистоту заготовок после проведения резания
Назначение и области применения
Область применения – промышленные, заготовительные цеха мелкосерийного, среднесерийного производства. Как правило, листовые материалы используют при изготовлении корпусных деталей. Именно поэтому ножницы гильотинные модели Н3118 можно встретить в сфере машино-, судостроения, в заготовительных цехах.
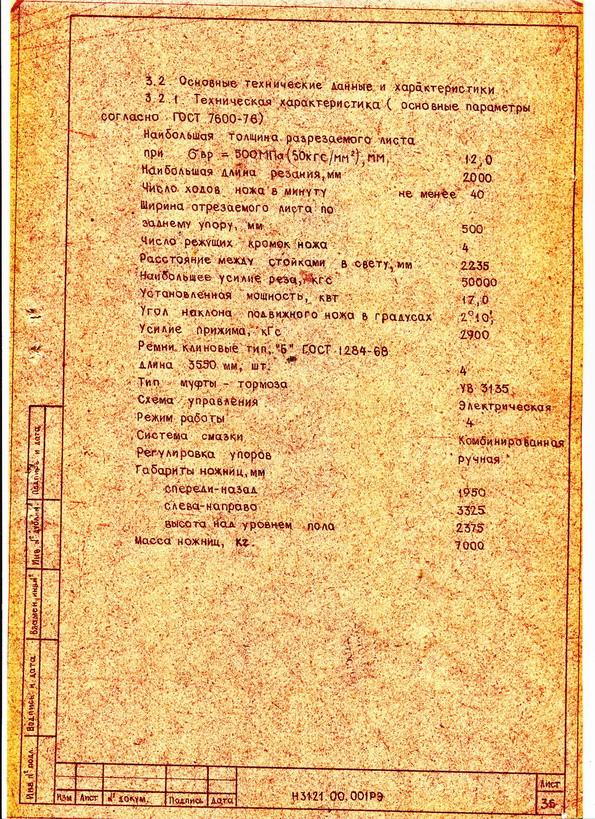
Назначение – разрезание листовых материалов по указанным размерам. Обработка проводится исключительно в поперечном, продольном и прямом направлении по толщине листа. При этом есть определенные ограничения того, какой толщины может быть лист. Лист должен быть не выше 50 кгс/мм2.
Что такое гильотина?

В первоначальном смысле гильотина – это механизм для отсечения головы, использующийся в ряде европейских государств для приведения в исполнение смертной казни. Орудие представляло собой огромный косой нож, вес которого колебался в пределах 40-100 кг, движущийся между вертикальными направляющими. Веревкой его поднимали на высоту около 3 м и закрепляли при помощи щеколды. Приговоренного к смерти клали на скамейку, а голову закрепляли между досками с выемкой для шеи. Нижняя была неподвижная, а верхняя – перемещалась вверх-вниз в пазах. Защелка, удерживающая нож, открывалась специальным рычагом и он на огромной скорости падал прямо на шею жертвы, из-за чего смерть наступала мгновенно.
Смазка ножниц кривошипных листовых ножниц Н3118
Основные трущиеся поверхности ножниц Н3118 смазываются от рычажного шприца для густой смазки через масленки. Шестерни привода и подшипники смазываются путем закладывания смазки соответственно на зубья шестерни и в стаканы подшипников. В процессе работы ножницы нужно смазывать так, чтобы смазка выступала с боковых мест расположения подшипников. Выступающую из зазоров смазку нужно вытирать. Необходимо периодически проверять состояние масленок и маслопроводящих отверстий в деталях и обязательно их прочищать.







Смазочные отверстия промывать чистым керосином не реже одного раза в три месяца.
Меры безопасности при работе на кривошипных листовых ножницах Н3118
- производить осмотр и ремонт электроаппаратуры при включенном вводном выключателе;
- производить ремонт ножниц Н3118 при включенном электродвигателе;
- осуществлять наладку, регулировку, чистку, смазку и отладку ножниц Н3118 на ходу;
- работать при отсутствии надежного заземления;
- работать затупленными ножами во избежание деформации обрабатываемого материала;
- работать на ножницах Н3118 со снятыми ограждениями.
Не разрешается допускать к работе и обслуживанию ножниц Н3118 лиц, не ознакомившихся с руководством и не прошедших проверку практических знаний и навыков по управлению кривошипных листовых ножницами Н3118 .
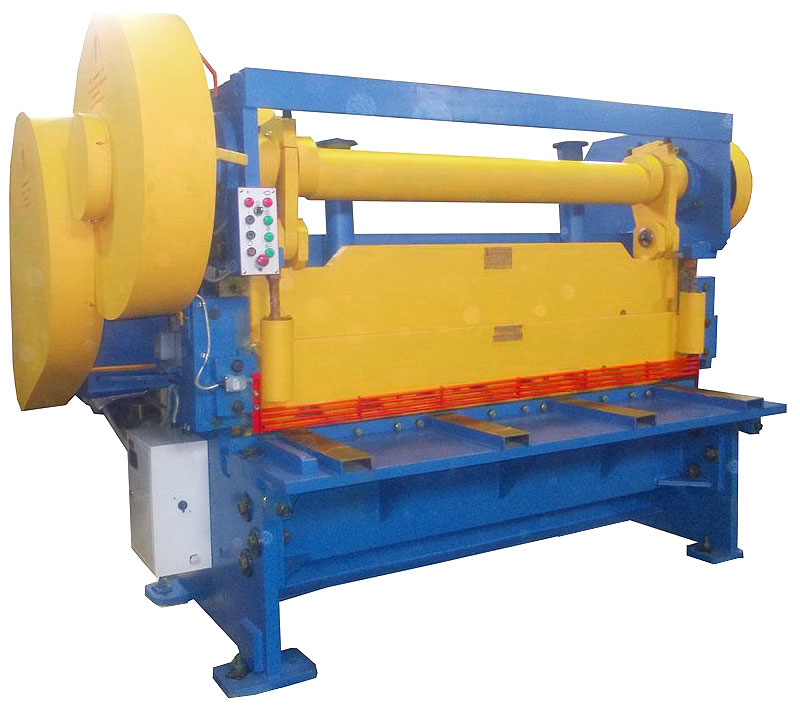
Гильотина Н3118 служит для поперечного и продольного разрезания любого листового материала. Основное применение гильотина находит в цехах по заготовке материала (предприятия машиностроительной отрасли).
Разрезка обрабатываемого материала может производиться по предварительной разметке или без неё. Для этого служат боковые или задние упоры. Гильотина Н3118 заслуженно принадлежит к безотказному и долговечному оборудованию.
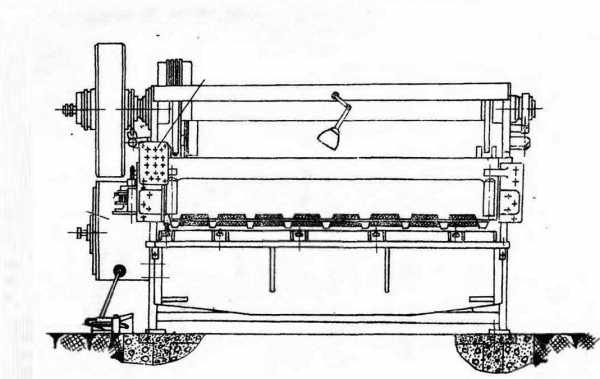
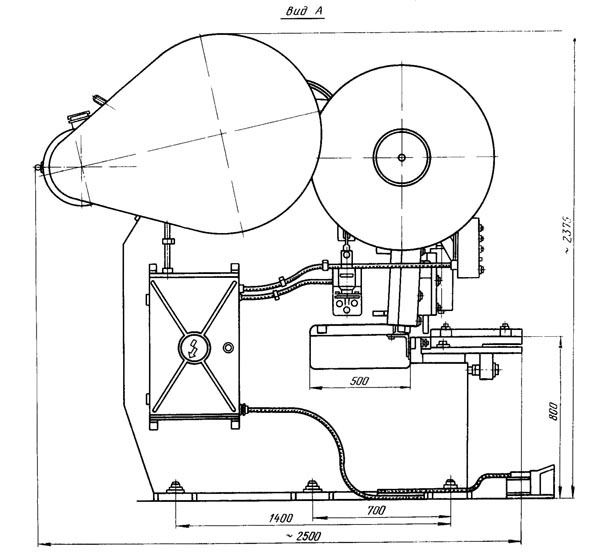
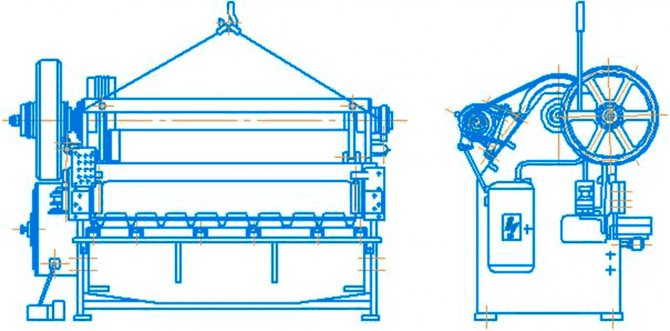
Сами ножницы Н3118 конструктивно обустроены верхним приводом, движителем для которого служит электрический мотор. Передаточный механизм использует клиновидный ремень с двухступенчатым редуктором цилиндрической конструкции. Такое решение значительно снижает шум при работе гильотины.
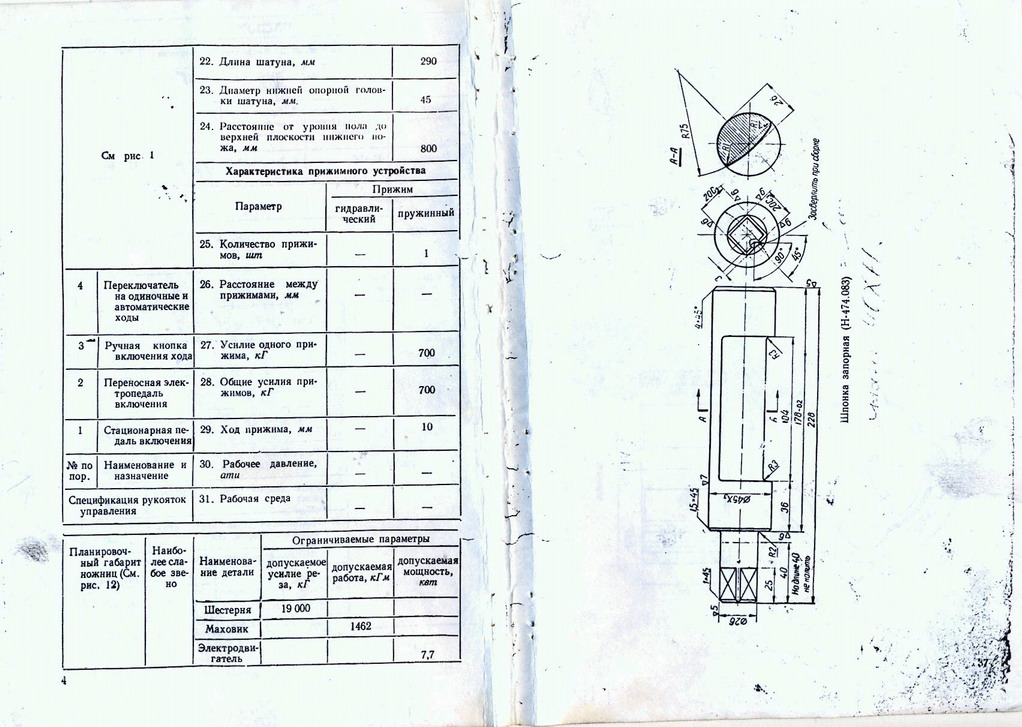
Для заранее размеченного листового материала ножницы Н3118оборудованы задним упором, конструктивно расположенным с внешней стороны ножевого механизма. Разрезаемый материал надёжно удерживается прижимной кулисой, синхронно функционирующей с ножевым механизмом. Нужный прижим обусловлен мощными пружинами, расположенными в специальных стаканах прижимного механизма.
Электронная схема управления гильотины 3118 позволяет производить резку материала в одиночном и автоматическом режимах. Гильотина приводится в движение при помощи педали или посредством кнопки.
Смазка трущихся частей гильотины комбинированная. Включение ножниц Н3118 осуществляется посредством жёсткой муфты, имеющей две шпонки и электрический магнит. Всё это служит для уменьшения расходов на эксплуатацию при использовании в производстве гильотин Н3118 .
1 Основная информация о гильотинных ножницах
Под таким оборудованием понимают режущий инструмент с ножом наклонного типа для поперечной и продольной прямолинейной резки металлических листов. Гильотинные ножницы дают возможность осуществлять обработку листов не только по разметке, но и по боковому либо заднему упору без разметки.
Описываемые устройства принято подразделять в зависимости от вида используемого на них привода на:
- гидравлические;
- кривошипные (иначе называемые механическими).
Большей мощностью обладает гидравлическое оборудование, которое без труда справляется со стальными листами толщиной 6 сантиметров. Длина реза подобных ножниц может превышать показатель в 8 метров. Механические приспособления по ряду характеристик идентичны гидравлическим. При этом первые имеют другую систему привода, предполагающую, что кривошипное устройство обеспечивает движение лезвия и в верхнем и в нижнем направлении.







Мощность установок с кривошипным механизм ниже, нежели у их гидравлических собратьев, поэтому они рекомендованы для разрезания заготовок толщиной от 3 до 8 мм. Зато скорость обработки металла у механических ножниц выше (до 56 резов за одну минуту против 3–18 у “гидравлики”).
Кроме того, гильотины имеют разную схему привода ножа (верхнего). Бывают консольные ножницы с поворотной балкой и станки с прямым ходом ножа. Первые характеризуются тем, что верхний нож у них перемещается за счет оборота балки вокруг расположенных в задней части и на боковых стенках агрегата центров. Так как устройство привода этой самой балки находится в подобных установках внутри станка, они отличаются компактными размерами.

У прямоходных же гильотин лезвие соединяется с рамой. Она способна передвигаться по прямым направляющим вниз за счет работы двух гидроцилиндров либо кривошипного механизма. Такая конструкция дает возможность производить изменение угла резки листов разной толщины. Поворотные станки этого делать не позволяют. У них угол всегда остается таким, каким его задал завод-изготовитель установки.
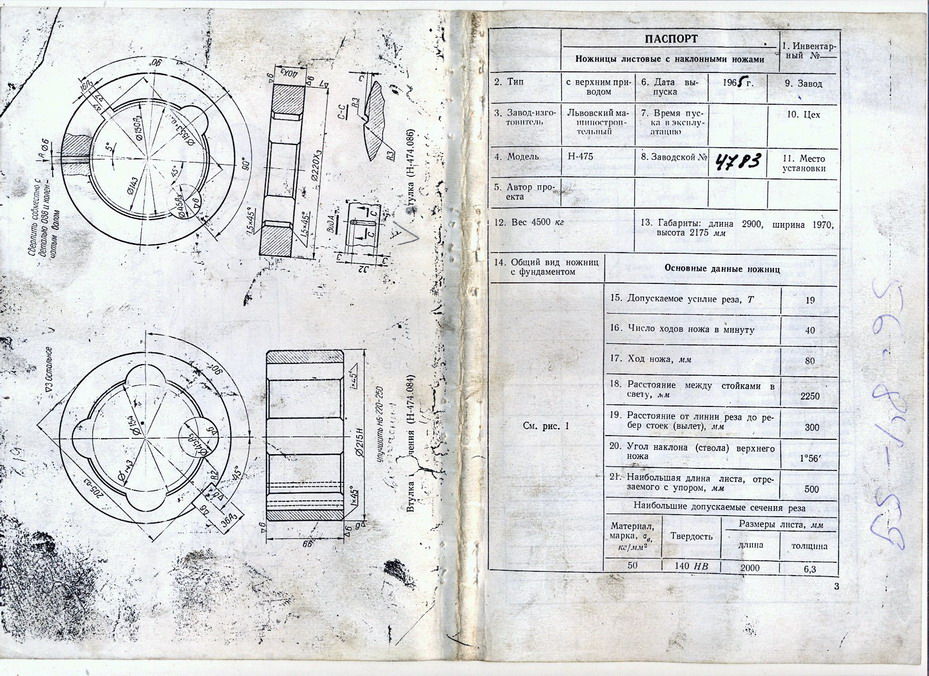
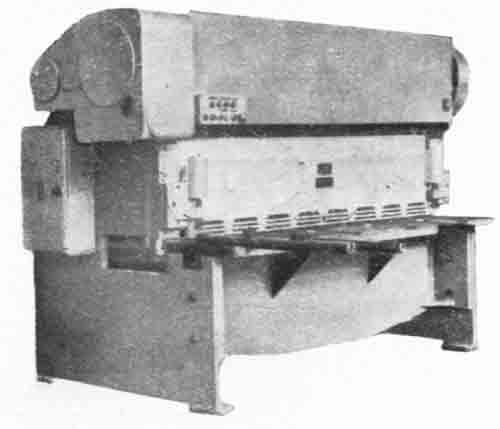
НА3121 Ножницы кривошипные листовые гильотинные с наклонным ножом для обработки листового металла. Назначение, область применения
Гильотина НА3121 разработана в 1983 году и серийно выпускалась с 1984 года. Разработчик Шимановский завод КПО г. Шимановск.
Ножницы кривошипные гильотинные НА3121 выпускались по ТУ2-041-1068—83, ГОСТ 6282-76 и заменили устаревшую модель Н3121.
Ножницы гильотинные механические НА3121 с наклонным ножом для листового металла предназначены для продольной и поперечной резки листового материала. Применяются в заготовительных цехах машиностроительных предприятий.
Особенности конструкции кривошипных гильотинных ножниц НА3121
Ножницы НА3121 выполнены с верхним приводом.
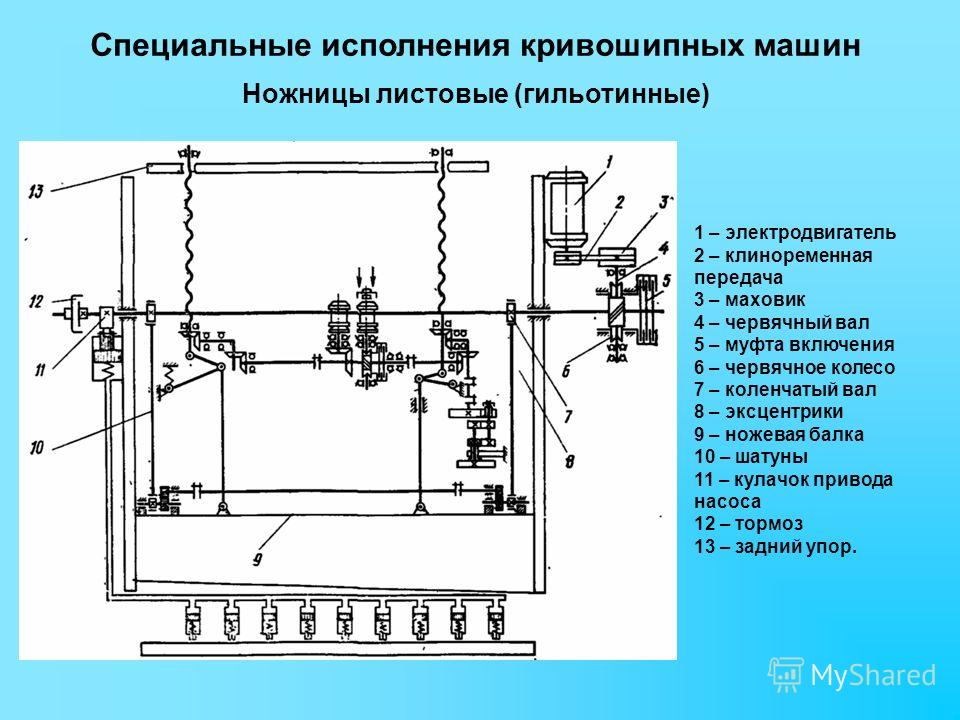
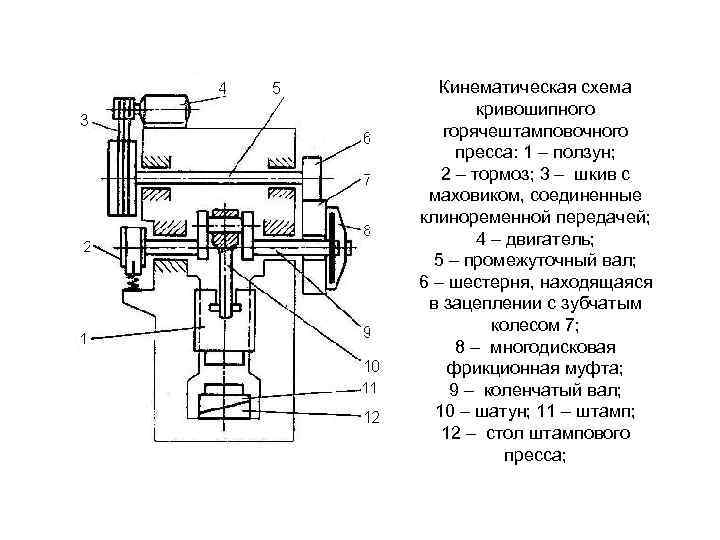
Вращение от электродвигателя через клиноременную передачу, муфту-тормоз, цилиндрический редуктор передается на эксцентриковый вал и далее через кривошипно-шатунный механизм — ножевой балке.
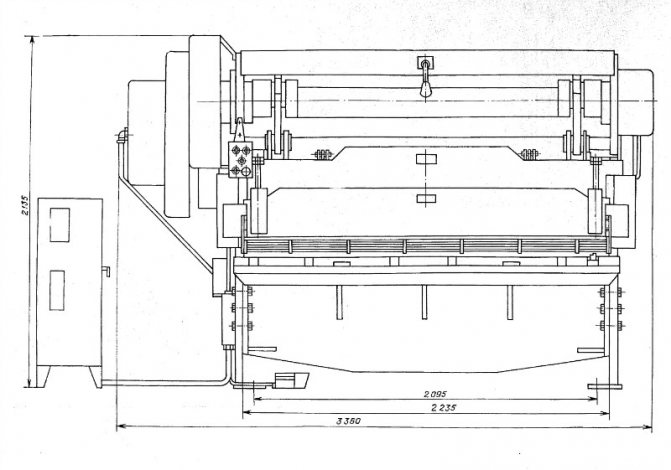
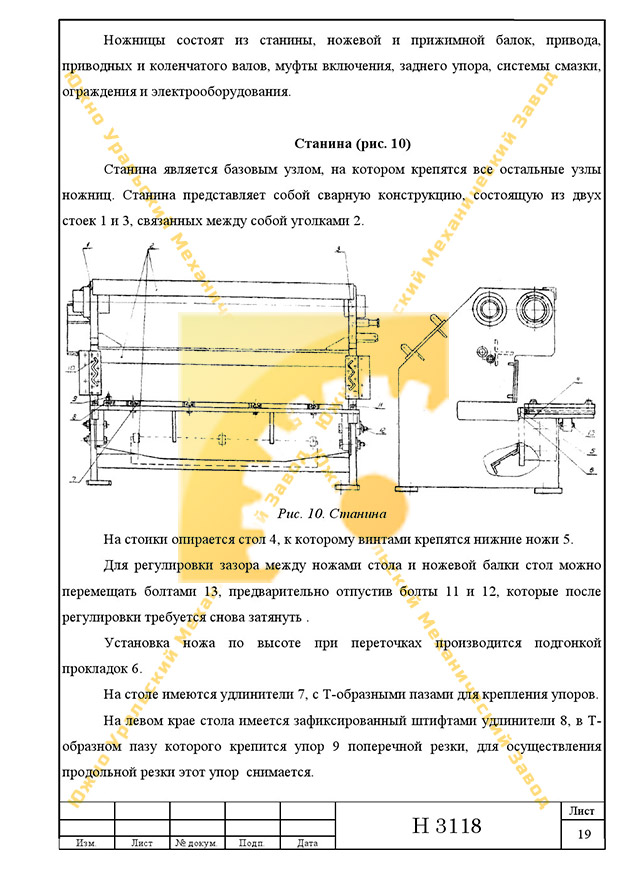
Станина ножниц представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой швеллерами.
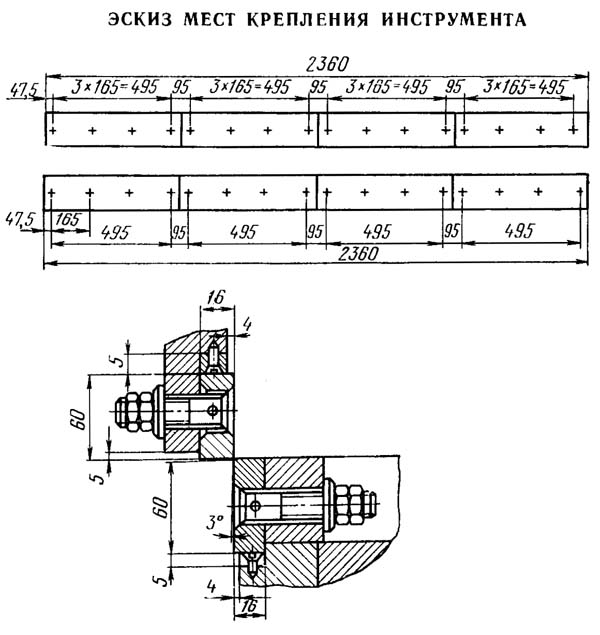
На стойки опирается стол, к которому винтами крепятся нижние ножи. Горизонтальным перемещением стола регулируется зазор между верхними и нижними ножами. К столу крепятся передний и боковой упоры.
Ножевая балка — сварной конструкции Г-образной формы, усиленная ребрами. На ножевой балке крепятся верхние ножи.





Пневматические уравновешиватели служат для компенсации массы ножевой балки, а также для снижения динамических нагрузок при работе ножниц.
Пневматическая многодисковая фрикционная муфта-тормоз жесткосблокированная и расположена на левом конце приводного вала.
Для мерной резки полос ножницы снабжены задним упором, который установлен с тыльной стороны ножевой балки. Установка заднего упора производится с помощью винтового механизма, приводимого от маховичка вручную.
Лист при резке прижимается прижимной балкой, работающей согласованно с ножевой балкой. Необходимые усилия прижима обеспечивают пружины, которые размещаются в стаканах прижимной балки.
Электросхема обеспечивает работу ножниц на одиночных и автоматических ходах.
Управление ножниц кнопочное и от педали.
Смазка основных механизмов комбинированная.
Гильотинные ножницы с наклонным ножом. Общие сведения
Синонимы: ножницы гильотинные, ножницы листовые, ножницы механические, ножницы кривошипные, ножницы гидравлические, shears for sheet metal working, guillotine shears, crank shears.
Гильотинные ножницы – ножницы с наклонным ножом предназначены для прямолинейной продольной и поперечной резки листового металла. На гильотинных ножницах может производиться резка листов, как по разметке, так и без нее – по заднему или боковому упорам.
В зависимости от типа привода верхнего ножа гильотинные ножницы бывают:
- механическими (кривошипными)
- гидравлическими
Гидравлические гильотинные ножницы являются наиболее мощными, длина реза у них достигает 8 и более метров, толщина разрезаемого материала – до 60 миллиметров.
Гильотинные ножницы с механическим приводом во многом схожи с гидравлическими ножницами, основным отличием является система привода: оба движения лезвия (и вверх и вниз) обеспечиваются кривошипным механизмом.
Ножницы с механическим приводом не обладают высокой мощностью и применяются для резки материалов максимальной толщиной 3 – 8мм. Однако скорость реза у этого класса гильотин достаточно высока – до 56 резов в минуту (для сравнения, у гидравлических ножниц количество резов варьируется от 3 до 18 в минуту).





Гильотинные ножницы различают, также, по конструкции привода верхнего ножа:
- ножницы с прямым ходом верхнего ножа
- ножницы с поворотной (качающейся) балкой – консольные
У гильотинных ножниц с прямым ходом верхнее лезвие закреплено на раме, которая за счет кривошипа или 2-х гидроцилиндров перемещается вниз по прямым направляющим, расположенным на внутренней поверхности боковых стенок машины.
У гильотинных ножниц с поворотной балкой перемещение верхнего ножа происходит за счет вращения балки вокруг центров, находящихся на боковых стенках в задней части станка. Поскольку система привода поворотной балки находится внутри корпуса машины – ножницы с поворотной балкой более компактные.
При относительно низкой стоимости ножниц с поворотной балкой, компактности и простоте их исполнения, у них все же имеется определенный недостаток: угол резки не изменяется, оставаясь равным установленному производителем, вне зависимости, режутся ли толстые или тонкие листы.





