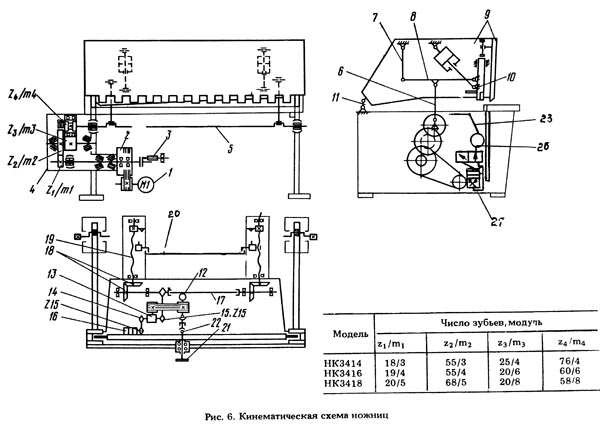
2 Кинематическая схема гильотины НК3418
Конструкция установки состоит из трех сборочных единиц, каждая из которых располагает автономным управлением и индивидуальными приводами:
- задний упор;
- главная цепь;
- поддерживатель листа.

Главная цепь включает в себя электродвигатель, соединенный с маховиком передачей клиноременного типа, а также с входным валом цилиндрического двухступенчатого редуктора (через специальную муфту-тормоз). Эксцентриковый вал жестко соединяется в ножницах с колесом редуктора (выходным). Шатуны, установленные на эксцентриковом валу, взаимодействуют с ножевой и прижимной балкой через рычаги. Эти три элемента формируют сборочную отдельную единицу, которая крепится на эксцентриковых осях станины посредством шарниров.
При включении муфты-тормоза и двигателя указанная единица (ее обычно называют механизмом реза) перемещается как одно целое по заданной траектории вплоть до контакта балки (прижимной) с горячекатаным или холоднокатаным листом, подвергающимся раскрою. После этого ножевая балка начинает двигаться прямолинейно по направляющим, зазор между ножами выставляется устройством в автоматическом режиме в зависимости от того, какую толщину имеет лист. При контакте металла с режущим инструментом отмечается повышение его усилия, часть которого (около 25 %) передается посредством рычагов на прижимную балку.
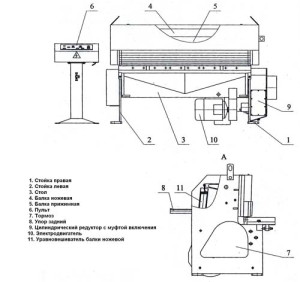
Цепь заднего упора состоит из электрического двигателя, связанного с червячным редуктором (с его быстроходным валом) клиноременной передачей. На редукторе также установлены две звездочки. Одна из них связана цепной передачей с указателем ширины полосы, которую необходимо отрезать, вторая – с валом, вращающим ходовые винты, соединенные с упорной балкой. Последнюю можно выставить по нужному размеру полосы более точно, если использовать ручной поворот (при помощи маховичка) вала двигателя.
Поддерживатель листа гильотинных ножниц серии НК имеет пять флажков поворотного вида, которые крепятся на оси. Ее при потребности можно поворачивать в требуемом направлении. Привод поддерживателя выполняется реверсивным пневматическим цилиндром, функционирование которого осуществляется пневматическим распределителем.
Конструкция и схемы
Многие эксплуатационные характеристики определяет особенности конструктивных элементов и кинематической схемы. Главная кинематическая схема имеет такие особенности:
- конструкция состоит из электродвигателя;
- клиноременная передача, связанная с двигателем, передает усилие через муфту-тормоз цилиндрическим редукторам;
- редуктор имеет выходное колесо, имеющее жесткую связь с валом эксцентрикового типа;
- эксцентриковый вал имеет шатуны, которые с помощью специальных рычагов воздействуют на прижимные и ножевые балки. При этом ножевая балка выполнена в виде прямолинейной направляющей;
- рычаги, прижимная и ножевая балка стали частью отдельной сборочной единицы. подобная единица с помощью шарниров закрепляется в станине. Станина имеет эксцентриковые оси.

Принцип действия заключается в следующем:
- для начала работы запускается электродвигатель;
- механизм резания после включения станка движется по одной траектории, при этом конструкция поворачивается вокруг оси как одно целое;
- движение механизма резания проходит до момента соприкосновения балки с листом, который выступает как заготовка;
- после того как прижимная балка коснулась заготовки и остановилась на одном месте, начинается прямолинейной движение ножевой до настраиваемого предела;
- в зависимости от того, какая толщина разрезаемого листа, между ножами размещается необходимый зазор.
Есть вероятность, что при резании между ножами не окажется заготовки. При помощи специальных осей устанавливается минимальный зазор, который равен 0,02 миллиметра.
При начале реза с помощью верхнего ножа балка встречается с заготовкой. В этот момент значительно увеличивается усилие. При этом часть усилия через рычажную систему передается на прижимную часть конструкции. При этом есть возможность передать 25% усилия от силы резания.

Особенностью моделей этой серии считается наличие механизированного заднего упора. Для управления этим элементом был установлен отдельный электродвигатель, а также клиноременная передача. Подобная передача связана с червячным редуктором.
Червячный редуктор имеет две звездочки:
- первая связана с функцией указания ширины отрезаемой полосы;
- вторая с помощью цепи связана с упорной балкой.
Также есть специальный механизм поддержания отрезаемой части листа. Это связано с тем, что при провисании значительно снижается качество получаемых листов.
#
#
Все с рубля!
- Зачем регистрироваться?
- Как покупать?
- Как продавать?
- Частые вопросы
Корзина
Продать
Регистрация Недавние
Лоты
Разделы Поиски Избранные
Лоты
Разделы Поиски
- Недавние
- Лоты
- Разделы
- Поиски
Избранные
Лоты Разделы Поиски Покупаю Торгуюсь сейчас Я купил Не купил Подписка на новые лоты Запросы лотов у продавцов Предложения продавцов Продаю Сделки Завершенные торги Пополнить счет Спрос Настройки продавца Мой магазин Активация Настройка
Торгуюсь сейчас Я купил Подписка на новые лоты Запросы лотов у продавцов Предложения продавцов Продаю Продать В продаже Сделки Завершенные торги Пополнить счет Спрос Настройки продавца
СписокГалерея
Не обнаружено ни одного лота удовлетворяющего вашему запросу.
Начните с первой страницы сайта. Лоты для всех регионов
| Частые вопросы и служба поддержки |
| Правила пользования | Продать | Регистрация | Открой свой аукцион | Партнерская программа | Профайл | Помощь Все права защищены 1999 — 2020 года. Старина |
Схема пневматическая принципиальная гильотинных ножниц НД3316г

Пневматическая схема гильотинных ножниц НД3316г
Воздухопровод
Воздухопровод (рис. 23, 24) состоит из пневматического блока 1, стяжки-ресивера 2, маслораспылителя 3 и трехходового сдвоенного сблокированного клапана 4, соединенных линиями связи с муфтой-тормозом.
Трехходовой сдвоенный сблокированный клапан (рис. 25) представляет собой сдвоенный клапан с сервоуправлением от электропневматических включающих вентилей типа ВВ-32. Исполнение клапана нормально-закрытое, т.е. при обесточенных катушках электромагнита включающих вентилей переход через клапан закрыт. Для включения клапана подается напряжение на обмотки катушек магнитов включающих вентилей ВВ-32, при этом клапан вентиля соединяет полость 1, постоянно соединенную с ресивером ножниц, с полостью IV. Сжатый воздух, подводимый к включающим вентилям, проходит через фильтр 9. Под давлением сжатого воздуха поршни 6 поднимаются вверх, сжимая пружины 4, предварительно уменьшая (живое) сечение, перекрывают выхлопные отверстия. Одновременно в конце хода штока 7 поднимаются клапаны 2, Сжимая пружины 1. Полости I и II соединяются. Полость III отключается, соединяя пневмосеть от ресивера с пневмоцилиндром муфты-тормоза, происходит включение дисков муфты.
После снятия напряжений с обмоток катушек электромагнитов (отключение муфты) вентили ВВ-32 перекрывают доступ сжатого воздуха в полость IV, одновременно соединяя ее с атмосферой. При этом давление в полости IV падает и поршни 6 возвращаются в исходное положение под действием пружин 4, соединяя полость II с атмосферой. Сжатый воздух, выходя из полости, проходит через глушители 8. В это время пружины 1 возвращают в исходное положение клапаны 2, перекрывая доступ сжатого воздуха из ресивера в муфту-тормоз и клапан (муфта-тормоз отключается). Если при включении клапана один из поршней (клапанов) не включится, сжатый воздух из полости II будет поступать в атмосферу через щель между кольцом 5 и втулкой 3 — включение муфты-тормоза не произойдет. Одновременно коромысло станет с перекосом и нажмет на микропереключатель, который отключит электрическую цепь управления прессом. Если во время работы на одиночных ходах один из клапанов электропневматического управления не выключится (не соединится с атмосферой), то управляемый им поршень останется в верхнем положении, при этом верхний клапан будет открыт, а нижний — закрыт. Сжатый воздух, пропускаемый верхним клапаном, будет поступать через открытый нижний клапан другого поршня в атмосферу. При этом коромысло также перекосится и отключит электрическую цепь управления.
НД3314Г ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Ножницы гильотинные НД3314Г разработаны в 1974 году и серийно выпускались с 1976 года. Разработчик .
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НД3314Г предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 2,5х1600 мм. Поперечная резка листа толщиной и шириной в соответствии с технической характеристикой ножниц производится за один ход ножа, продольная резка — рядом повторных резов при продвижении листа вдоль линии реза.
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НД3314Г находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Основные параметры машины для резки листового металла НД3314Г:
- Наибольшие размеры разрезаемого металла – 2,5 х 1600 мм
- Частота хода ножа – 65 мин-1
- Механическое перемещение заднего упора – 0..630 мм
- Тип муфты – пневматическая фрикционная многодисковая
- Тип тормоза – фрикционный однодисковый
- Мощность электродвигателя – 3,2 кВт
- Вес ножниц полный – 2340 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим – толчковый ход
Станина ножниц сборно-cварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. На стойки и траверсу опирается стол. Регулирование зазора между ножами ножевой балки и станины осуществляется путем перемещения стола с помощью эксцентриков, расположенных с обеих сторон стола. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. При совершении рабочего хода одновременно опускаются ножевая и прижимная балки.









Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижим листа осуществляется за счет силы сжатых пружин и собственного веса балки. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.
Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
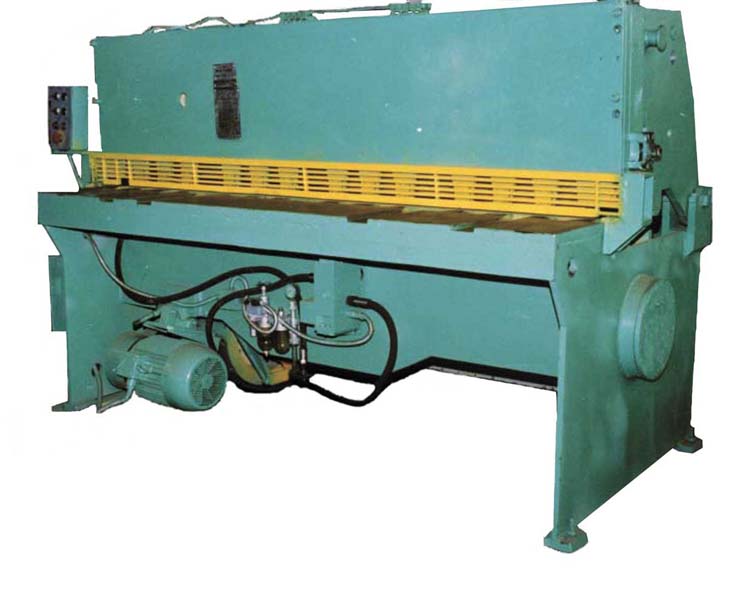
Ножницы гильотинные HK 3418
Ножницы гильотинные модели НК3418 – это кривошипный резак, оснастка которого расположена под наклоном. Станок используется на промышленных предприятиях, в мастерских и заготовительных цехах вторсырья для произведения резки полосового и листового металла с временным сопротивлением до 500 МПа. Данная модель гильотины считается оборудованием нового поколения с современной кинематической схемой.
Технические особенности
Ножницы НК3418 отличаются такими особенностями в строении:
- станок оснащен несколькими электродвигателями, суммарная мощность которых 8,5 кВт;
- гильотинные ножницы могут функционировать в четырех режимах – поворот вручную, непрерывный и одиночный ход, толчковый;
- встроено три точки освещения, что позволяет проводить резку металла в комфортных условиях;
- поддерживатель металлического листа имеет пять поворотных флажков, которые монтированы на оси (при необходимости проворачиваются в нужном направлении);
- цельносварная станина состоит из двух стоек, траверсы, тола и стяжки;
- неподвижная режущая оснастка располагается в выемке рабочего стола, а в стойках станины монтирован главный вал;
- отрезаемые части металлических заготовок удаляются через склиз;
- конструкция механизма реза прикреплена к станине за счет проушин;
- основной привод гильотины НК3418 расположен на траверсе и предназначается для того, чтобы запускать электродвигатель;
- в конструкцию станка встроен задний, боковой и передний упор, которые зажимают и направляют листовой и полосовой металл в зону резания;
- основные кинематические единицы, имеющие собственный узел управления и привод – задний упор, поддерживатель металлической заготовки и главная кинематическая цепь;
- контролировать рабочий процесс оператор может за счет удобно расположенной панели переключателей и пульта, на которых расположены защитные и регулировочные элементы, пусковые кнопки.
Обратите внимание! Поддерживатель функционирует только лишь в режиме одиночного хода. Преимущества
Преимущества
Отличительной особенность НК3418 является то, что зазор между режущей оснасткой и задним механизированным упором выставляется автоматически, благодаря чему оператор может устанавливать параметры резки, не отходя от своего рабочего места. Это происходит за счет наличия счетчика цифрового вида, который прикреплен на передней части станка. Данное преимущество позволяет значительно экономить время и силы оператора.
Высокая безопасность работы за станком обеспечивается наличием специальных переключателей, которые способны автоматически блокировать рабочий ход гильотины в таких случаях, как:
- Открыты защитные ограждения.
- Задний упор приблизился к граничным зонам перемещения.
- В релейной схеме давление воздуха достигло критических показателей.
- Произошло заваливание пневматического клапана.
Комплектация
Помимо конструкции гильотины НК3418 и инструкции по эксплуатации, в стандартную комплектацию входят:
- педаль управления;
- запасные части и инструменты.
При желании сделать рабочий процесс более удобным и быстрым, возможно укомплектовать станок НК3418 откатной тележкой, дополнительным комплектом ножей, рольгангами для подачи металла в рабочую зону и лазерным указателем линии реза.
С помощью НК3418 возможно максимально точно и быстро выполнить раскрой листового металла. Станок станет незаменимым помощником на тех предприятиях, которые не могут обойтись без ежедневной обработки металлических заготовок.
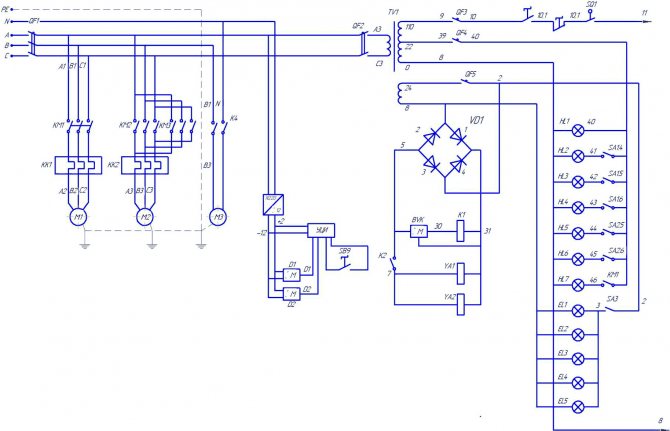
Электрооборудование гильотинных ножниц НД3316г. Общие сведения
На ножницах установлены один трехфазный асинхронный электродвигатель с повышенным скольжением, электропневматические вентили, воздухораспределитель типа У7122А на 24 В постоянного тока и бесконтактные конечные выключатели типа БВК261-24 на 24 В постоянного тока.
Для управления ножницами применяется ящик управления Я9101.
Применение бесконтактной схемы управления муфтой в сочетании с дублированием таких элементов, как электропневматические вентили и бесконтактные конечные выключатели, обеспечивает высокую надежность работы и безопасность обслуживания.
Управление работой ножниц осуществляется с пульта управления и панели переключателей ящика Я9101. На пульте установлены кнопки управления главным приводом, муфтой, выключатель цепи освещения линии реза, кнопка „Общий стоп” и сигнальные лампы.
На ножницах применяются следующие величины напряжений переменного и постоянного тока:
- Силовая цепь – 380 В, 50 Гц
- Цепь управления – 110 В, 50 Гц
- Цепь освещения линии реза – 24 В, 50 Гц
- Цепь сигнализации – 5 В, 50 Гц
От силовой цепи питается электродвигатель главного привода. Цепи управления и сигнализации питаются от вторичных обмоток трансформатора Тр1 (он входит в ящик Я9101). Аппаратура управления и защиты установлена в запираемом ящике управления Я9101.
Резка листового металла листовыми ножницами с наклонными ножами
Ножницы листовые с наклонными ножами (рис. 58) предназначены для разрезания листов, полос и лент на заготовки деталей прямоугольной и косоугольной формы.
Основными частями этих ножниц является станина со столом, ползун и прижимное устройство. Станина состоит из двух боковых стоек 2 и стола 1 с кронштейнами 7. Электродвигатель 3 установлен на подставке, укрепленной на правой стойке станины. В стойках на подшипниках вращается кривошипный вал. На нем с внутренней стороны сидят эксцентрики с шатунами, на которых укреплен ползун 4, перемещающийся вверх и вниз по боковым направляющим стоек.
Рис. 58. Листовые ножницы с наклонными ножами
На ползуне укреплен верхний подвижный нож. Нижний неподвижный нож крепится на настольной плите стола. Режущая кромка верхнего ножа имеет наклон по отношению к кромке нижнего ножа 6—8° для того, чтобы разрезание происходило не по всей длине сразу, а постепенно от одного конца к другому. Это облегчает работу ножей и обеспечивает правильное разрезание листа по всей длине.
При разрезании листового металла ножницами с наклонными ножами на разрезаемый лист, полосу или ленту действуют силы, стремящиеся сдвинуть их относительно упоров; такой сдвиг может привести к искажению формы и размеров отрезаемых заготовок деталей. Для предотвращения сдвига разрезаемого материала применяется прижимное устройство 5. Его работа связана с движением верхнего режущего ножа. Ножницы с наклонными ножами изготовляют также с гидравлическими или пневматическими прижимами. Эти прижимы действуют автоматически в течение выполнения операции разрезания.
Пуск ножниц производится посредством нажимной педали 6, при помощи которой приводится в действие специальная клиновая и пластинчатая муфта. Конструкция муфты обеспечивает остановку кривошипного вала в верхнем наивысшем положении после произведенного разреза листа.
На рис. 59 показана работа на листовых с наклонными ножами ножницах (рис. 59, а), установка ножей (рис. 59, б) и установка упоров (рис. 59, в, г, д) для разрезания заготовок различной формы.
Рис. 59. Разрезание листовыми ножницами с наклонными ножами: а — рабочий момент, б — геометрия режущих ножей, в – схема расположения упоров, г — схема разрезания листа на детали под углом 90°, д — схема раз резания листа на детали косоугольной формы
Листовые с наклонными ножами ножницы изготовляются нескольких моделей: Н-420, Н-472, Н-473, Н-474, Н-475 и др. Наиболее распространены ножницы Н-420 (рис. 60, а) и Н-474 (рис. 60,6). Технические характеристики листовых с наклонными ножами ножниц приведены в табл. 5.
Таблица 5. Технические характеристики листовых ножниц с наклонными ножами
| Показатели | Модели ножниц | ||||||
| Н-420 | Н-472 | Н-473 | Н-474 | Н-475 | Н-477 | Н-478 | |
| Наибольшая толщина разрезаемого листа с пределом прочности 50 кг/мм2, мм . . . . | 0,3—0,6 | 1,6 | 2,5 | 4,0 | 6,3 | 12,5 | 16 |
| Наибольшая ширина разрезаемого листа, мм . | 2000 | 1600 | 1600 | 3200 | 2000 | 2050 | 2000 |
| Наибольшая длина листа, разрезаемого с упором, мм….. | 500 | 500 | 500 | 500 | 500 | 500 | 500 |
| Число ходов в минуту верхнего ножа . . . | 60 | 55 | 45 | 40 | 40 | 30 | 30 |
| Ход верхнего ножа, мм . | 50 | 50 | 50 | 80 | 80 | 125 | 140 |
| Расстояние между стойками, мм….. | 2250 | 1850 | 1850 | 3450 | 2250 | 2250 | 2360 |
| Расстояние от кромки неподвижного ножа до станины, мм …. | 100 | 100 | 250 | 300 | 300 | 400 | 400 |
| Угол наклона верхнего ножа . . ….. | 1°10′ | 1°30′ | 1°30′ | 1°15′ | 1°56′ | 2°58′ | 3°15′ |
Рис. 60. Листовые ножницы с наклонными ножами Н-420 (а) и Н-474 (б)
Нк-3418 в Украине. Сравнить цены, купить потребительские товары на маркетплейсе Prom.ua
{}
Цену уточняйте
Гильотинные ножницы НК 3418А
Доставка из Винницкая область
Нет отзывов. Добавить
от 300 грн.
Ножи для кривошипных ножниц НК3418, НК3416
80% положительных отзывов
(6 отзывов)
от 1 000 грн.
Ножи для гильотины НК 3418
80% положительных отзывов
(6 отзывов)
от 1 000 грн.
Ножи для гильотин НА3418, НБ3118, НК3416, НК 3418, НА3121, НК3421
80% положительных отзывов
(6 отзывов)
от 1 000 грн.
Гильотинные ножи НК3418 (540*60*16)
80% положительных отзывов
(6 отзывов)
от 1 000 грн.
Продаем ножи для гильотины НА 3121, НК 3416, НБ 3118, НК 4318 , НК 3418, НК 3421, НД 3314Г, 4SZ1778
80% положительных отзывов
(6 отзывов)
32 400 грн.
Ножи на ножницы НК3418
100% положительных отзывов
(7 отзывов)
Цену уточняйте
НК3416, НК3418 Ножницы гильотинные с наклонным ножом
83% положительных отзывов
(6 отзывов)
от 1 500 грн.
Ножи для гильотины НК3418 540х60х16мм
75% положительных отзывов
(5 отзывов)
Цену уточняйте
Ножницы гильотинные ERFURT PKZ 25/3150
100% положительных отзывов
(24 отзыва)
от 1 500 грн.
Ножи для гильотины НК3421 540х60х16мм
75% положительных отзывов
(5 отзывов)
42 000 грн.
Ножи гильотинные 1080х125х30 (к-т из 6 шт)
89% положительных отзывов
(28 отзывов)
36 000 грн.
Ножи гильотинные 795х75х35 (к-т из 8 шт)
89% положительных отзывов
(28 отзывов)
Цену уточняйте
Ножи для гильотин ГОСТ 25306-82
100% положительных отзывов
(7 отзывов)
Цену уточняйте
Нож плоский для резки металла 550х60х16
89% положительных отзывов
(38 отзывов)
- Цену уточняйте
- Ножницы гильотинные (гильотина) Н3118 (6,3х2000), Н3121 (12х2000), Н3222А (16х3150), СТД9А (6,3х2500)
- 2 отзыва
25 200 грн.
Ножи гильотинные 540х60х16 (к-т из 8шт)
89% положительных отзывов
(28 отзывов)
- Цену уточняйте
- Ножницы гильотинные (гильотина) Н3116 (4х2000), Н3118 (6,3х2000), Н3121 (12х2000),
- 2 отзыва
от 10 000 грн.
Ножи гильотинные НА32225 Н483 1080х165х45 арт 25.108.143










75% положительных отзывов
(5 отзывов)
от 2 500 грн.
Ножи для гильотины Н3121 310х60х25
75% положительных отзывов
(5 отзывов)
от 4 000 грн.
Ножи для гильотины 540х100х25мм
75% положительных отзывов
(5 отзывов)
от 12 000 грн.
Ножи к гильотине Н478А 1100х125х30
75% положительных отзывов
(5 отзывов)
25 000 грн.
Ножницы по металу НК3418, 6, 3х2000 мм
Доставка из г. Белая Церковь
Нет отзывов. Добавить
от 11 000 грн.
Ножи к гильотине НА3222 1080х125х30
75% положительных отзывов
(5 отзывов)
от 3 000 грн.
Ножи для гильотины Н478М 575х70х20
75% положительных отзывов
(5 отзывов)
от 16 000 грн.
Ножи к гильотине Н3225 1080х165х45
75% положительных отзывов
(5 отзывов)
от 4 000 грн.
Ножи для гильотины 725х60х25
75% положительных отзывов
(5 отзывов)
от 7 800 грн.
Ножи к гильотине 950х100х30
75% положительных отзывов
(5 отзывов)
от 3 000 грн.
Ножи для гильотины НД3314Г 540х60х16мм
75% положительных отзывов
(5 отзывов)
от 2 500 грн.
Педаль станочная ПЭ-1М одноконтактная
75% положительных отзывов
(5 отзывов)
от 2 500 грн.
Педаль станочная СПЭ-038-1 одноконтактная
75% положительных отзывов
(5 отзывов)
от 7 000 грн.
Ножи к гильотине JAROMET 1026х60х20
75% положительных отзывов
(5 отзывов)
от 12 000 грн.
Ножи к гильотине Н478А 1100х100х30
75% положительных отзывов
(5 отзывов)
от 2 500 грн.
Ножи для гильотины 275х65х25
75% положительных отзывов
(5 отзывов)
от 3 000 грн.
Ножи для гильотины Н478 570х75х27
75% положительных отзывов
(5 отзывов)
от 8 000 грн.
Ножи к гильотине 1058х75х25
75% положительных отзывов
(5 отзывов)
от 9 000 грн.
Ножи к гильотине НА3221 1070х100х30
75% положительных отзывов
(5 отзывов)
от 4 500 грн.
Ножи ScTP6,3х3150 875х60х20
75% положительных отзывов
(5 отзывов)
от 7 500 грн.
Ножи Schermesser 828х100х30
75% положительных отзывов
(5 отзывов)
от 4 500 грн.
Ножи для гильотины 618х150х80
75% положительных отзывов
(5 отзывов)
от 4 800 грн.
Ножи для гильотины НГ13 670х60х25
75% положительных отзывов
(5 отзывов)
от 4 500 грн.
Ножи ScTP6,3х3150 750х60х20
75% положительных отзывов
(5 отзывов)
от 5 200 грн.
Ножи к гильотине Pels 925х72х20
75% положительных отзывов
(5 отзывов)
от 3 000 грн.
Ножи для гильотины НД3314Г 540х60х18мм
75% положительных отзывов
(5 отзывов)
от 4 000 грн.
Ножи Н-3312 880х60х18
75% положительных отзывов
(5 отзывов)
от 11 000 грн.
Ножи к гильотине Pels 900х140х55
75% положительных отзывов
(5 отзывов)
от 6 500 грн.
Ножи гильотинные НА3218 795х70х25
75% положительных отзывов
(5 отзывов)
от 4 500 грн.
Ножи гильотинные 1120х60х20
75% положительных отзывов
(5 отзывов)
от 9 500 грн.
Ножи ST25/3150 (ST 25х3150) 885х100х30
75% положительных отзывов
(5 отзывов)
2 000 грн.
Ножи гильотинные 25.108.69 1080х100х25








75% положительных отзывов
(5 отзывов)
2 000 грн.
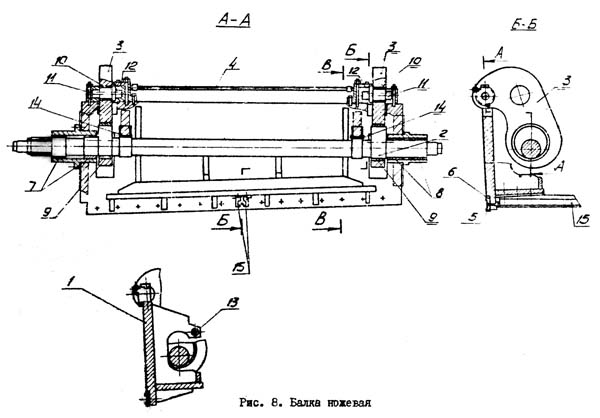
Ножевая балка гильотинных ножниц Н3222 (рис. 8)
Ножевая балка гильотинных ножниц н3222
Представляет собой сварную жесткую конструкцию ползуна 1 с коленчатым валом 2, шатуном 3 я устройством 4 для регулировки ползуна по высоте.
К нижней кромке ползуна специальными винтами крепится комплект ножей 5 в количестве трех штук, одинаковых с неподвижными ножами на станине. Для предотвращения выработки в детали ползуна – от усилий резания ножи опираются на прокладки 6. Прокладки заменяются для компенсации размера ножей при переточках. Продольное смещение ножей при резке исключается специальным упором.
Коленчатый вал 2, смонтированный в подлинниках скольжения 7 и 8, заключенных в буксы, закрепленные на стойках станины, связан с ползуном 1 шатунами 3, в которых заключены подшипники скольжения 9, охватывающие эксцентрики коленчатого вала, и подшипники 10, охватывающие эксцентрики 11 устройства регулировки ползуна по высоте.
Эксцентрики 11 посредством корпусов прочно соединяются с ползуном 1 и зубчатыми передачами соединены с регулировочным валиком 4. Стопорение эксцентриков от поворота производится зубчатыми фиксаторами 12.
Для присоединения уравновновешивателей в кронштейнах ползуна 1 имеется отверстия с подшипниками скольжения 13.
Коленчатый вал имеет дополнительные опоры 14, в виде полуподшипников скольжения на кронштейнах станины, что уменьшает изгиб вала от усилий резания.
Для отвода заднего упора от листа на ползуне закреплен кронштейн 15 с направляющими для ролика упора. Направление движения ножевой балки относительно вертикали неподвижных ножей составляет 3°, позволяет применять ножи со взаимно-перпендикулярными плоскостям заточки.
Для облегчения смены и переустановки ножей на нижней кромке ползуна предусмотрены резьбовые отверстия для крепления специальной планки, поддерживающей снимаемые ножи. Планка изготавливается силами предприятия-потребителя в случае необходимости.
Гидравлическая схема гильотинных ножниц Н3222. Насос гидравлический (рис. 15,16)
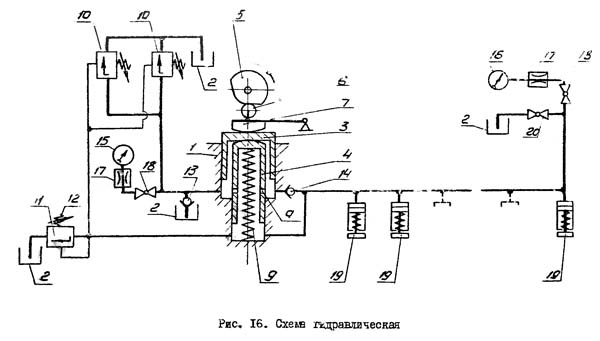
Гидравлическая схема гильотинных ножниц н3222
В сборном корпусе, содержащем цилиндр 1 и бак 2, располагается поршневая группа, включающая поршень 3 и поршень 4, приводимая в действие кулачком 5, закрепленном на коленчатом валу, 1ерез ролик 6 и сухарь 7, смонтированные на качающемся рычаге 8. Возврат поршней достигается пружиной 9.
Полость большего поршня 3 защищена двумя напорными золотниками 10, управлявший давлением от магистрали поршня 4. Полость поршня 4 защищена предохранительным клапаном II с регулировкой пружины 12. Всасывание масла поршнями обеспечивается, возвратом прижимов и обратным клапаном 13.
Обратный клапан 14 позволяет подвести прижимы к разрезаемому листу с помощью обоих поршней. Контроль давления в полостях поршней 3 и 4 достигается соответственно нанометрами 15 и 16, подключенными через дроссели 17 и краны 18 для выключения манометров после измерения.
Работа гидросистемы поясняется схемой гидравлической (рис. 16). Поворот кулачка 5 с коленвалом машины через ролик 6 и сухарь 7 вызывает перемещение поршней 3 и 4, которые совместно направляют масло в магистраль прижимов 19. Напорные золотники 10 заперты до тех пор, пока прижимы не коснутся листа. Затем давление в магистрали прижимов быстро нарастает и вызывает открытие золотников 10 и сообщение полости поршня 3 с баком.
Клапан 14 закрывается и давление поддерживается только поршнем 4. Избыток масла под давлением открывается -предохранительный клапан II и сливается в бак. После разрезки листа кулачок 5 отпускает поршни и давление падает.
Под поршень 4 поступает масло, подаваемое прижимами от возвратных пружин и под поршень 3 поступает масло из бака через обратный клапан 13. Отверстия “а”, расположенные на поршне 4, открываются, когда все масло прижимов поступило в полость поршня 4 и далее полость заполняется через обратный клапан 13.
Заполнение маслом гидросистемы производится на холостых ходах ножниц при открытом кране 20. При этом ведется наблюдение за вытеканием масла из магистрали прижимов в бак. При вытекании масла без воздуха и пены в течение 5-10 ходов ползуна ножницы останавливают, кран 20 закрывают. Гидросистема заполнена.
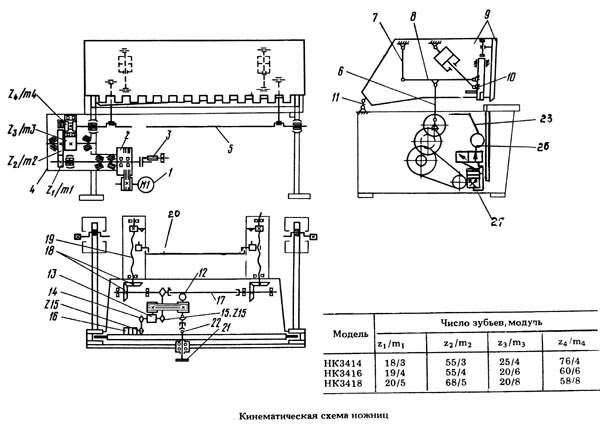
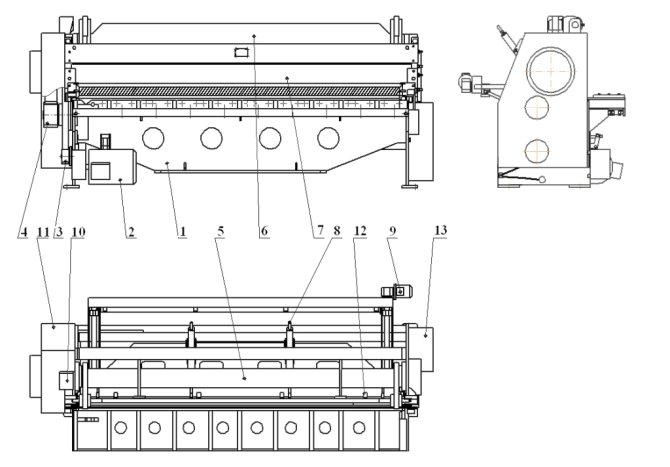
Кинематическая схема ножниц гильотинных, кривошипных НК3418

Главный привод ножниц НК3418 состоит из электродвигателя 1 (М1), на валу которого сидит шкив 2, связанный клиноременной передачей с маховиком 3. муфта-тормоз 4 передает вращение маховика на редуктор. Маховик установлен на валу I. На другом конце вала I посажена шестерня 5.
Шестерня 5 передает вращение зубчатому колесу 6. Колесо 6 закреплено на одном валу с шестерней 7. Шестерня 7 передает вращение зубчатому колесу 8, которое связано с эксцентриковым валом II. На эксцентриковом валу смонтированы шатуны 9, через рычаги 10, 11 взаимодействующие с прижимной балкой 12 и ножевой балкой 13. Ножевая балка смонтирована в направляющих прижимной балки. Рычаги 10, 11 совместно с прижимной балкой 12 и ножевой балкой 13 образуют отдельную сборочную единицу (механизм реза) шарнирно закрепленную в станине на эксцентриковых осях 14.