
Кто такой штамповщик и чем он занимается
Название профессии происходит от слова штамповать. Сам процесс представляет собой изготовление изделия из цельного куска путем давления специальным прессом на него. Это может быть рулон металла, лист стали или пластика.
Штамповщик работает за специальным оборудованием – штамповочным прессом. Кроме этого мастер нередко стоит за трубогибочными станками разного назначения и типа. Штампование сегодня – важная деятельность в самых различных сферах. Таким способом делают колесные диски, кухонную утварь, прокладки, цельные детали для машиностроения и даже для ювелирного ремесла.
Задача штамповщика следить за процессом работы оборудования, при необходимости производить отбраковку деталей, налаживать станок, предварительно останавливая весь процесс.
Спектр задач, возложенных на штамповщика достаточно большой. Специалист обязан:
- уметь настраивать оборудование;
- знать технологию штампования больших деталей разнообразного типа, применять ее на практике;
- следить за исправностью рабочего оборудования (кривошипных, фрикционных и других прессов);
- обладать навыками работы с измерительными инструментами знать, их назначение;
- уметь работать с разными штампами (для просечки, ковки, сворачивания, пробивки отверстий);
- обладать навыками работы с разными металлами – сталью, серебром, платиной, золотом.
- знать и соблюдать технику безопасности на рабочем месте;
- сообщать руководству информацию о неисправности оборудования.
Для собственной защиты, сотрудник цеха обязан не только соблюдать правила безопасности, но и носить специальную защитную амуницию, включающую в себя каску, спецодежду, защитную маску.
Как происходит штамповка?
В зависимости от того, какие технологические нормы используются, штамповка деталей может значительно отличаться.
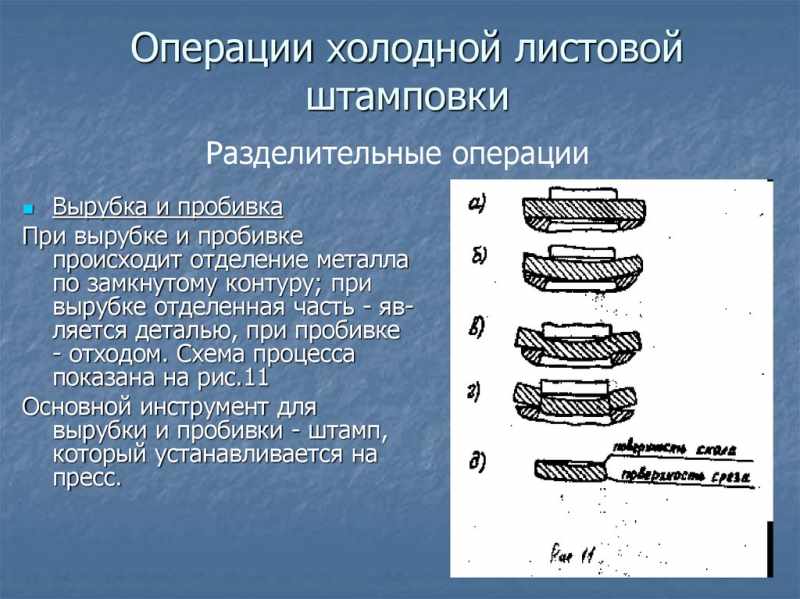
Первый тип штамповки заключается в резке, рубке или пробивке материала – его называют разделительный.
Существует также вариант штамповки, когда происходит формовка, вытяжка, холодное выдавливание и прочие манипуляции с листовым металлом.
Также существуют горячая и холодная штамповки листового металла.
Горячую штамповку используют только на крупном производстве: используя этот метод, происходит изготовление днищ для котла, разнообразных деталей в форме полушарий, буев и пр.
Чтобы получилась объемная или плоская деталь, требуется, прежде всего, часть листового металла толщиной до 4 мм.
Перед началом работы всегда проводится расчет и соблюдаются нормы нагрева – это довольно тонкая и сложная работа, поэтому горячая штамповка не применяется в домашних условиях.
В остальном же технология и расчет аналогичны методу холодной штамповки, о котором мы поговорим дальше.
Видео:
Прежде чем приступать к работе, нужно произвести расчет и составить чертежи деталей, при этом расчет должен учитывать, что металл утягивается во время вырубки, пробивки или гибки.
При горячей штамповке, чтобы нагреть детали, используют специальное оборудование – пламенные печи или печи, работающие на электричестве, либо другое электронагревательное оборудование.
Также нужно следить, чтобы нормы процесса и правильный расчет были соблюдены.
При холодной штамповке пресс создается с помощью давления и подобное оборудование не используется.
Холодный вид штамповки металла более удобен, т.к. в этом случае возможно изготовление изделий законченного вида, которым не нужна дополнительная резка.
Во время штамповки холодного типа бывает изготовлена как объемная, так и плоская деталь крупного или мелкого размера.
ВАЖНО ЗНАТЬ: Убираем ржавчину с металла — как и чем?
В целом же технология штамповки металла выгодная процедура, т.к. она предполагает уменьшение расхода материала при высокой производительности. Особенно это заметно при массовом производстве деталей.
Оборудование холодной штамповки способно обрабатывать не только металлические объекты, но также работать с картоном, кожей, резиной, пластмассой и другими элементами.
Холодная штамповка может быть двух типов: разделительной и формоизменяющей.
Разделительная штамповка металла — это резка, вырубка или пробивка деталей.
Резка деталей заключается в разделении металлической заготовки на части по заранее определенным кривым или прямым линиям.
Резка широко применяется на производстве – с ее помощью делают готовые детали, либо раскраивают листовой металл, разделяя его на полосы нужного размера.
Для резки необходимо специальное оборудование, а именно дисковые или вибрационные, гильотинные или другие профессиональные ножницы.
Технология вырубки листового металла заключается в производстве деталей, имеющих замкнутый контур. А процесс пробивки используют, чтобы сделать в детали отверстия требуемой формы.









Штамповка заготовок может быть произведена как своими руками, так и на заказ. Однако при самостоятельной работе нужно соблюдать предписанные нормы, что не так просто.
Этот процесс включает следующие элементы: гибку, вытяжку, отбортовку, обжим и формовку. С помощью процесса гибки создают детали с изгибом.
Видео:
При вытяжке из плоской заготовки изготавливается объемная полая пространственная деталь.
Путем вытяжки возможно сделать из заготовок объекты цилиндрической, полусферной, коробчатой или конической формы.
При отбортовке на детали делают борты, идущие вокруг наружного контура листа и возле заранее изготовленных отверстий.
Процессам обжима подвергается обычно объемная или имеющая полость деталь – с его помощью детали приобретают суженную концевую часть.
Происходит это с использованием конической матрицы с помощью наружного обжатия листового металла. При формовке форма деталей изменяется, сохраняя форму контура снаружи.
Стоит отметить, что чаще всего объемная штамповка изделий из металла делается на заказ, т.к. требуется необходимое оборудование, которое не сделать в домашних условиях.
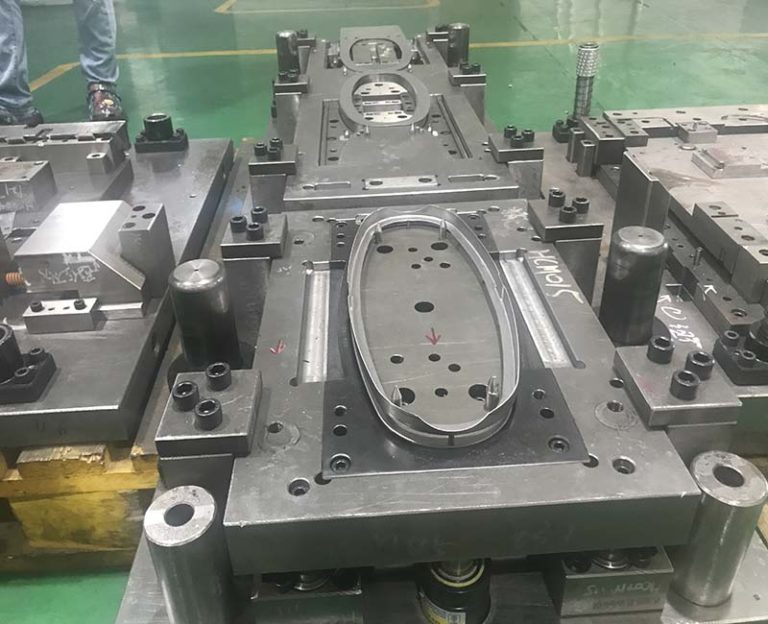
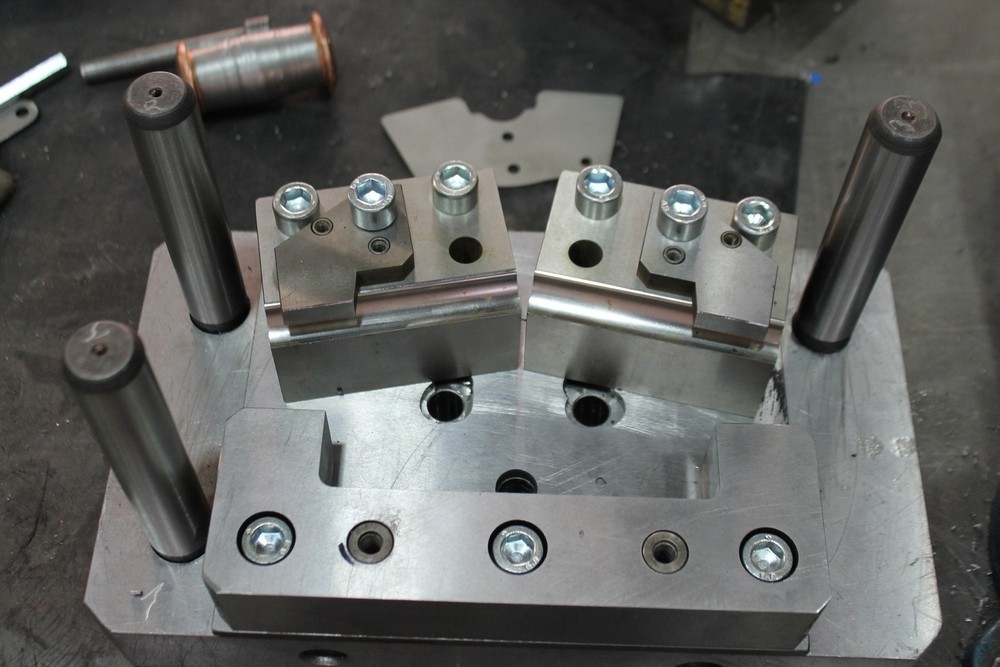
Проектирование штампа для листовой штамповки,выбор оборудования

Объемной штамповкой называется процесс ОМД, заключающийся в деформирование заготовки, в результате чего металл заполняет полость инструмента — штамп, называемую ручьем…
Изготовление деталей РЭС методами порошковой металлургии и давлением
2.2.1.Разделительные операции листовой штамповки
Отрезка — это отделение части материала по незамкнутому контуру ножницами или в штампах. Ножницы для отрезки листового материала бывают параллельные, гильотинные, роликовые, дисковые и вибрационные (рис. 9.1). Параллельные…
Ковка и штамповка изделий
4.1 ПРОЕКТИРОВАНИЕ ШТАМПА КГШП
штампы кривошипных горячештамповочных прессов имеют сборную конструкцию, благодаря чему упрощается изготовление сменного инструмента и создаются условия для экономии дорогих инструментальных сталей. Штампы состоят из штамповых вставок…
Повышение технических показателей штамповки детали «Пистон», путем уменьшения количества технологических переходов и операций, увеличения экономии металла
f2. Выбор и обоснование вариантов технологического процесса листовой штамповки детали
По базовой технологии деталь «Пистон» изготавливается по следующему технологическому процессу: 1. Резка листа на полосы; 2. Контроль; 3. Лакирование; 4. Вырубка; 5.Лакирование; 6. Первая вытяжка; 7. Обжиг; 8. Закалка; 9. Слесарная; 10.Лакирование; 11…
Разработка и технологический процесс изготовления детали «крышка»
3.3 Получение исходной заготовки для холодной листовой штамповки
Исходной заготовкой для данной детали будет являться лист толщиной 10мм. Листовой прокат получают на прокатном производстве. Сущность прокатного производства заключается в том, что металл пластически деформируется вращающимися валками…
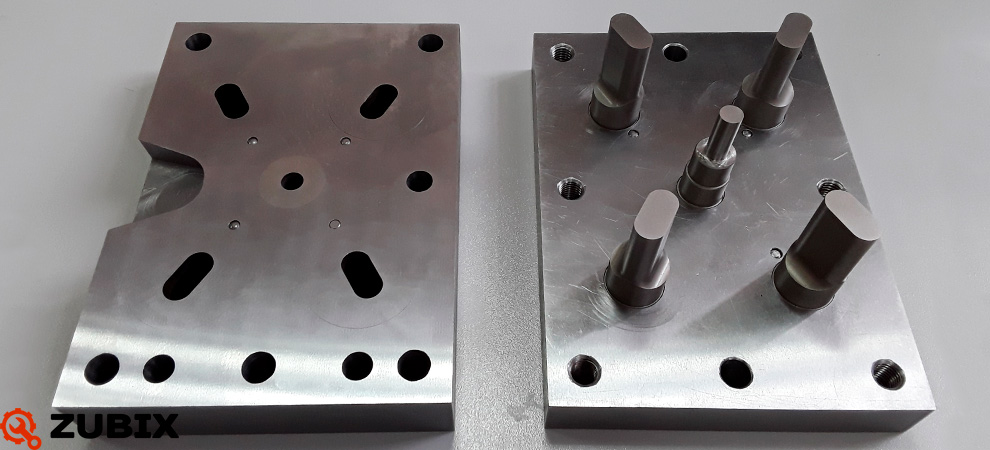
Разработка и технологический процесс изготовления детали «крышка»
3.4 Описание оборудования и инструмента для холодной листовой штамповки
В качестве оборудования для холодной листовой штамповки следует применять штамп с пружинным буфером, обеспечивающим постоянное усилие. На рисунке приведены схема штампа и эскиз заготовки. Рисунок 5 4…
Разработка технологии и оснастки для изготовления детали «Планка»
Под технологичностью следует понимать такое сочетание конструктивных элементов, которое обеспечивает наиболее простое и экономичное изготовление деталей при соблюдении техники и эксплуатационных требований к ним…
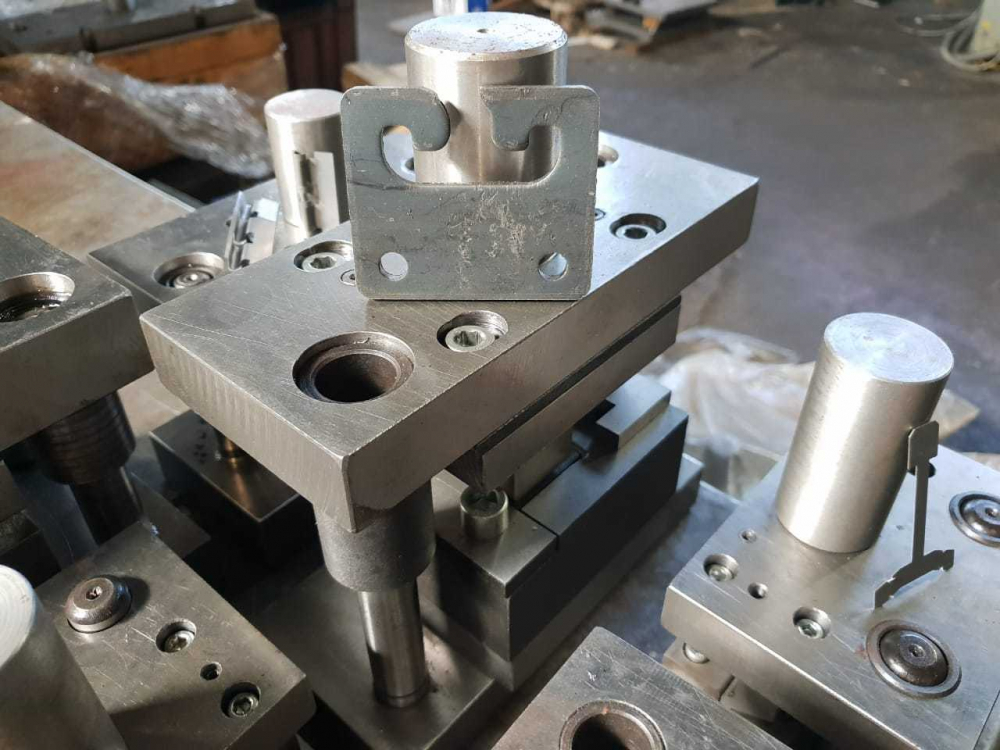
f2.4 Конструкция штампа, последовательность изготовления штампа и его сборки
технологический штамповка пресс давление Подбор деталей штампа. По размерам рабочей зоны подбираем габаритные размеры матрицы и рассчитываем ее толщину по эмпирическим формулам. Используя полученные размеры матрицы…
Разработка технологического процесса обработки детали «Крышка»
2.2.1 Получение исходной заготовки для холодной листовой штамповки
Исходной заготовкой для данной детали будет являться лист толщиной 10мм. Листовой прокат получают на прокатном производстве. Сущность прокатного производства заключается в том, что металл пластически деформируется вращающимися валками…
Разработка технологического процесса обработки детали «Крышка»
Описание оборудования и инструмента для холодной листовой штамповки
В качестве оборудования для холодной листовой штамповки следует применять штамп с пружинным буфером, обеспечивающим постоянное усилие. На рисунке приведены схема штампа и эскиз заготовки…
Разработка универсального станка для резки, биговки и перфорации бумаги
1.2 Особенности оборудования и процесса бигования листовой продукции
Биговка — операция нанесения прямолинейной бороздки на лист бумаги. Она еобходима для последующего сложения по линии бумаги плотностью более 175 г/мІ или картона. Сама бороздка носит название — биг. Биговка выполняется…






Технологический процесс изготовления круглой протяжки
f6. Проектирование операций, выбор баз и оборудования
Проектирование операций представляет собой материализацию экономичных методов обработки. Выбор оборудования ведется с учетом типа производства. Производим выбор технологических баз…
Технологический процесс сборки матрицы штампа холодной объемной штамповки корпуса внутреннего шарнира ВАЗ 2108
мтомд.инфо
Формообразующие операции — в которых стремятся получить заданную величину деформации, чтобы заготовка приобрела требуемую форму. Основные формообразующие операции: гибка, вытяжка, отбортовка, обжим, раздача, рельефная формовка.
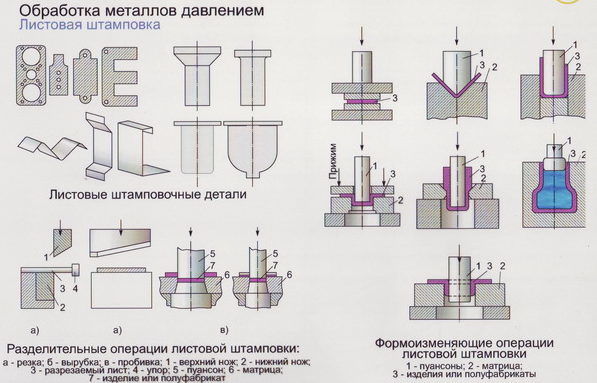
Листовая штамповка. Холодная листовая штамповка. Штамповка листовая металла. Разделительные операции листовой штамповки. Отрезка. Вырубка. Пробивка. Высечка.
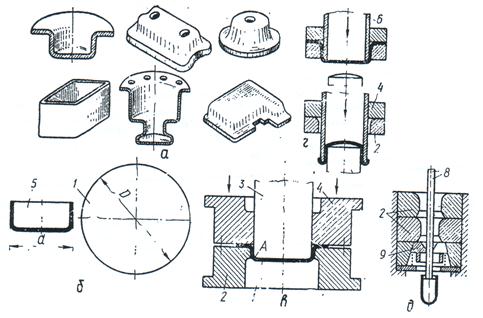
Схемы формообразующих операций
а — гибка; б,в — вытяжка; г — отбортовка; д — обжим; е — рельефная формовка
Гибка – образование угла между частями заготовки или придание заготовке криволинейной формы. При гибке пластически деформируется (см. Пластическая деформация) только участок заготовки в зоне контакта с пуансоном 1 (рис., позиция а): наружные слои заготовки растягиваются, а внутренние – сжимаются. Деформация растяжения наружных слоев и сжатия внутренних увеличивается с уменьшением радиуса скругления рабочего торца пуансона, при этом возрастает вероятность образования трещин. Поэтому минимальный радиус пуансона ограничивается величиной в пределах 0.1…2,0 от толщины заготовки, в зависимости от механических свойств материала.
При снятии нагрузки растянутые слои заготовки упруго сжимаются, а сжатые – растягиваются, что приводит к изменению угла гибки α, т.е. к пружинению детали. Это следует учитывать или уменьшением угла инструмента на величину пружинения, или применением в конце рабочего хода дополнительного усилия.
Гибку производят в штампах, а также вращающимися фигурными роликами, играющими роль матрицы, на профилегибочных станах.
Холодная обработка металлов давлением
Вытяжка – образование полого изделия из плоской или полой заготовки (рис., позиция б). Вырубленную заготовку диаметром Dз и толщиной S укладывают на плоскость матрицы 3. Пуансон 1 надавливает на заготовку и она, смещаясь в отверстие матрицы, образует стенки вытянутой детали диаметром d.
Формоизменение при вытяжке оценивают коэффициентом вытяжки kв = Dз / d, который в зависимости от механических характеристик металла и условий вытяжки не должен превышать 2,1.
При Dз — d > (18..20)S, возможны потеря устойчивости фланца и образование складок при вытяжке. Их предотвращают прижимом 2 фланца заготовки к матрице с определенным усилием Pпр.
Высокие детали малого диаметра получают за несколько операций вытяжки с постепенным уменьшением диаметра D полуфабриката и увеличением его высоты (рис., позиция в). При последующих переходах для предотвращения разрушения металла принимают:
Промежуточный рекристаллизационный отжиг для устранения наклепа позволяет увеличить kв до 1,4…1,6.
Опасность разрушения заготовок устраняют применением смазочных материалов для уменьшения сил трения между поверхностями заготовок и инструмента.
При вытяжке зазор между матрицей и пуансоном составляет (1..1.3)S.
Отбортовка – получение борта диаметром dб путем вдавливания центральной части заготовки с предварительно пробитым отверстием dо в матрицу (рис., позиция г). Формоизменение оценивают коэффициентом отбортовки:
который зависит от механических характеристик металла заготовки и ее относительной толщины S / do. Большее увеличение диаметра можно получить, если заготовку отжечь перед отбортовкой или изготовить отверстие резанием, создающим меньшее упрочнение (см. Наклеп. Наклеп металла. Сущность явления наклепа.) у края отверстия.
Отбортовку применяют для изготовления кольцевых деталей с фланцами и для образования уступов в деталях для нарезания резьбы, сварки, а также для увеличения жесткости конструкции при малой массе.
Листовая штамповка. Холодная листовая штамповка. Штамповка листовая металла. Разделительные операции листовой штамповки. Отрезка. Вырубка. Пробивка. Высечка.
Обжим – уменьшение периметра поперечного сечения концевой части полой заготовки. Производится заталкиванием заготовки в сужающуюся полость матрицы (рис., позиция д). За один переход можно получить d = (0.7..0.8)Dз. Для большего формоизменения выполняют несколько последовательных операций обжима.
Раздача – увеличение периметра поперечного сечения концевой части полой заготовки коническим пуансоном; это операция противоположная обжиму.
Рельефная формовка – местное деформирование заготовки с целью образования рельефа в результате уменьшения толщины заготовки (рис., позиция е). Формовкой получают конструкционные выступы и впадины, ребра жесткости, лабиринтные уплотнения.
Принцип проведения работы
Существует горячая и холодная обработка металлов. Если в процессе изготовления не используются этапы с использованием высоких температур (кроме рекристаллизационного отжига), значит, обработка называется холодной.
Процесс проходит с использованием специальных штампов, в которых металл упрочняется под воздействием высокого давления. В качестве заготовок используется металл, который прошёл этап прокатки. На выходе получается лист или полоса, которую сворачивают в рулон и передают на штамповочную обработку. Главная особенность этого процесса — температура до которой разогреваются заготовки должна равняться или быть ниже ковочной.

Проведение работ
Какие операции подразумевает холодная штамповка
Все рабочие операции холодной листовой штамповки делятся на две большие группы: разделительные и формоизменяющие.
Разделительные операции листовой штамповки
К разделительным операциям листовой штамповки относятся операции, связанные с нарушением целостности материала листа. Наиболее употребительные из них-
- Резка-отделение части заготовки по прямой или искривленной линии. Применяется как для получения готовых изделий, так и для разделения листа на заготовки нужного размера с целью дальнейшей обработки.
- Вырубка-отделение части заготовки по замкнутому контуру. Внутри контура также может быть вырублена часть металла.
- Пробивка — получение в заготовке отверстий круглой или произвольной формы.
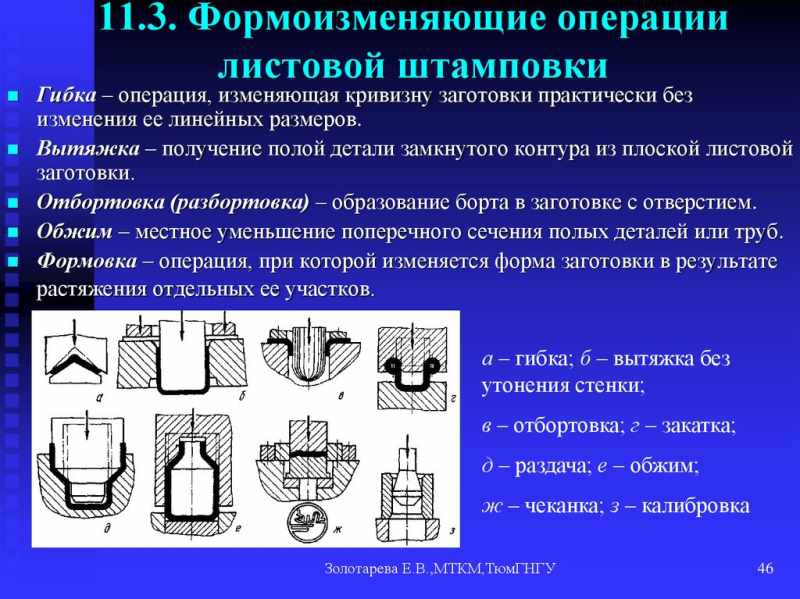
Формоизменяющие операции листовой штамповки
К формоизменяющим операциям листовой штамповки относятся операции, изменяющие пространственную форму листа без нарушения его целостности, такие, как:
- Гибка — придание плоской заготовке изогнутой вдоль продольной оси формы. Различают V образную, U- образную и более сложные формы гибки.
- Вытяжка-преобразование плоской заготовки в полую пространственную форму. При вытяжке может меняться толщина заготовки.
- Отбортовка-создание бортиков по наружному или внутреннему контуру изделия.
- Обжим-обжатие материала заготовки в конической матрице с целью уменьшения размеров концевой части детали.
- Формовка-Изменение формы части детали с сохранением линии наружного контура.
При проектировании технологии листовой штамповки технолог комбинирует операции из обеих групп.
Особенности технологии
В качестве исходного сырья для штамповки может выступать металлический лист, стальная полоса или тонкая лента. Наибольшее распространение по целому ряду причин получила холодная листовая штамповка. Технологию горячей штамповки применяют в тех случаях, когда мощности используемого оборудования не хватает для деформирования металла в холодном состоянии или когда обработке необходимо подвергнуть деталь из металла, отличающегося невысокой пластичностью. Как правило, по технологии горячей штамповки выполняют обработку листовых заготовок, толщина которых не превышает 5 мм.








В зависимости от того, что в процессе выполнения штамповки необходимо сделать с листовым металлом, различают разделительные и формоизменяющие технологические операции. В результате выполнения первых от заготовки отделяется часть металла, что может происходить по прямым или кривым линиям, а также по определенному контуру. Отделение металла в таких случаях происходит из-за сдвига его частей относительно друг друга.
Резка
В процессе резки части металлической детали отделяются друг от друга по прямой или фигурной линии. Пресс, при помощи которого выполняется такая операция, правильнее называть ножницами, которые могут быть дисковыми, вибрационными или гильотинными. При помощи резки получают готовые к дальнейшей эксплуатации изделия или формируют заготовки для их дальнейшей обработки другими методами.
Схемы резки листового металла ножницами
Пробивка
Эта операция используется для того, чтобы сформировать в листовой заготовке отверстия различной конфигурации.
В процессе пробивки часть материала удаляется в отход
Вырубка
При помощи вырубки из металлической детали формируют готовое изделие с замкнутым контуром.
Пример детали, изготовляемой из полосы вырубкой
Отбортовка
Это технологическая операция штамповки листового металла, в результате выполнения которой вокруг отверстий в металлической заготовке, а также по ее контуру формируются бортики требуемых размеров и формы. Чаще всего отбортовке подвергают концы труб, на которых впоследствии планируется фиксировать фланцы.
Схема отбортовки детали вокруг заранее пробитого отверстия
Вытяжка
Это по-настоящему объемная штамповка, целью которой является получение из плоского металлического листа полых пространственных изделий. При помощи такой технологической операции можно изготавливать предметы коробчатой, полусферической, цилиндрической, конической и других форм.
Инструментальные способы вытяжки
Обжим
Данная операция выполняется при помощи матрицы конического типа. Целью обжима является сужение торцов полых деталей, изготовленных из листового металла.
При обжиме конец заготовки вталкивается в воронкообразное отверстие матрицы
Гибка
При помощи такой технологической операции штамповки заготовкам из листового металла придают требуемый изгиб.
Гибка позволяет получать детали разнообразных форм, в зависимости от которых различают типы гибки
Формовка
Это такое изменение формы и размеров локальных участков заготовки, при котором внешний контур изделия остается неизменным.
Схемы формовки
Обработке по технологии холодной штамповки могут подвергаться не только листы из углеродистых и легированных сталей, но также детали из меди, алюминия и их сплавов. Более того, используя пресс и соответствующие штампы листовой штамповки, можно выполнять обработку таких материалов, как кожа, картон, резина, полимерные сплавы.
Детали, для производства которых была использована холодная штамповка, отличаются не только точностью своих геометрических параметров, но и высоким качеством поверхности. Чистота последней в отдельных случаях может соответствовать 8-му классу. В среднем чистота поверхности штампованных изделий находится в интервале 2–6 классов, что вполне устраивает потребителей такой продукции.
Производственный цех, в котором ведется процесс листовой штамповки
Выбирая пресс для выполнения такой технологической операции, а также занимаясь проектированием штампов листовой штамповки, следует учитывать целый ряд параметров исходного сырья. Только так можно обеспечить высокое качество готовых изделий. К таким параметрам, в частности, относятся:









- электрическая и магнитная проводимость материала, который будет подвергаться обработке;
- твердость и механическая прочность металла;
- масса заготовки;
- ударная вязкость, которой обладает обрабатываемый металл;
- теплопроводность металла, а также его теплостойкость;
- степень устойчивости металла к коррозии и его износостойкость, что будет оказывать влияние на долговечность, которой будет обладать штампованный лист.
Валковая штамповка
Валковая штамповка — формоизменяющая операция обработки металлов давлением, получения осесимметричных деталей из цилиндрической заготовки путём одновременного действия на неё радиальных и осевых нагрузок. Осевая нагрузка заготовки создаётся за счёт перемещения пуансона, а радиальная — за счёт обкатки её боковой поверхности в роликах или валках. Таким образом, валковая штамповка является способом комплексного локального деформирования, в котором в одном технологическом процессе происходит совмещение одной из основных кузнечных операций — прошивки или осадки с поперечной прокаткой или обкаткой. Валковая штамповка позволяет изготавливать круглые в плане сплошные и полые детали, тонкостенные и толстостенные изделия малых размеров, применяемые в приборостроении, а также крупногабаритные детали с высокой точностью и качеством при технологических усилиях на порядок меньших, чем при традиционных методах объёмной штамповки. Комплексное нагружение очага пластической деформации локальным периодическим воздействием с одновременным воздействием через постоянно фиксируемую зону позволяет получить новый технологический эффект, недостижимый другими методами деформирования. Валковая штамповка способствует улучшению физико-механических свойств обрабатываемого металла, обеспечивает требуемое расположение его волокон, что повышает эксплуатационные свойства получаемых деталей. Относительно низкая стоимость оснастки, незначительное время подготовки производства, возможность быстрой переналадки на другой типоразмер детали, использование оборудования небольшой мощности позволяют применять валковую штамповку как в крупносерийном, так и в средне- и мелкосерийном производствах.
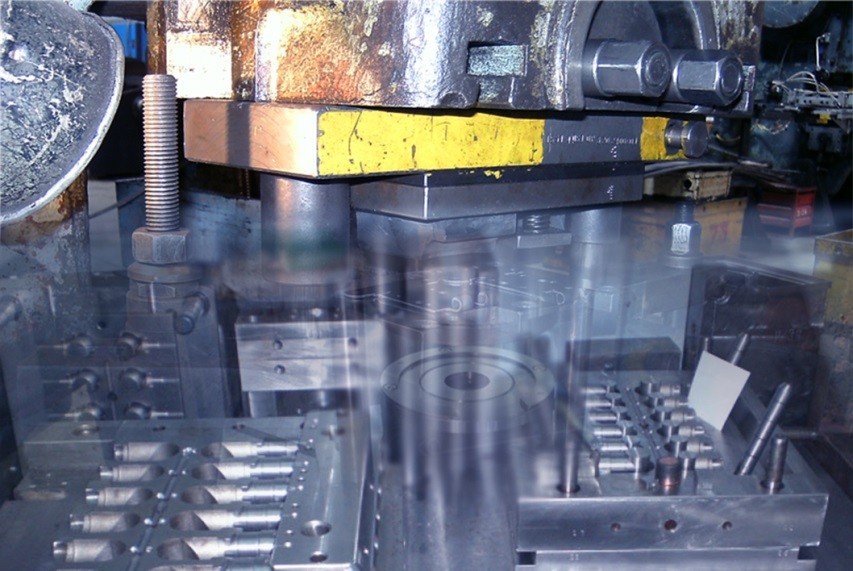
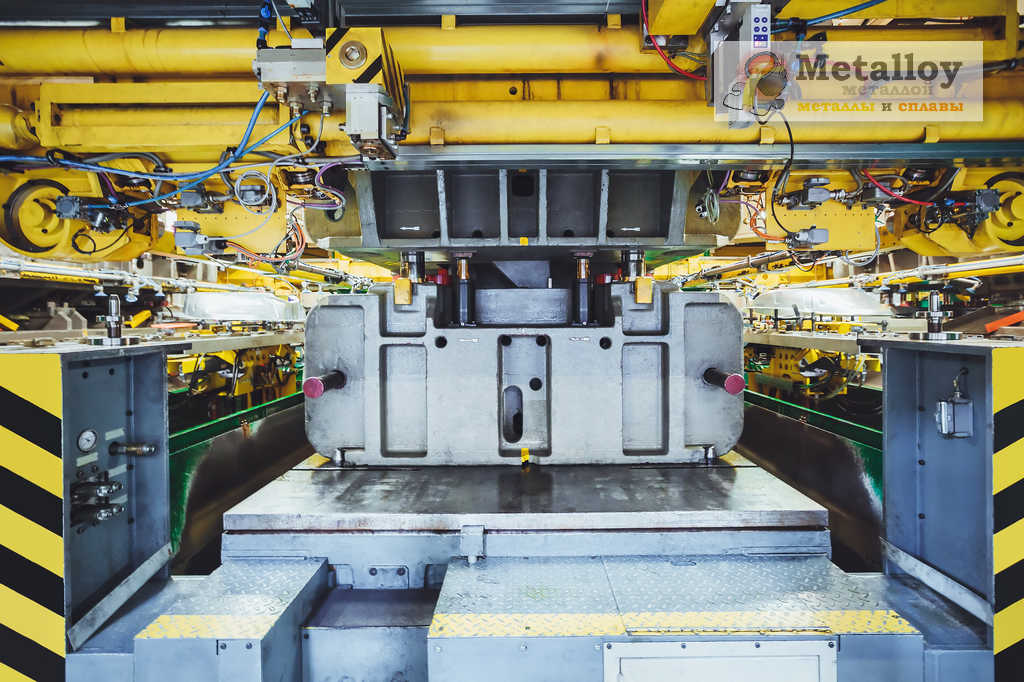
Конструкция и принцип работы прессового оборудования
Штамповочные станки не делятся по технологическим операциям. Горячие и холодные виды деформации производятся на одном оборудовании. Прессы подбираются по таким параметрам:
- мощность;
- производительность;
- ход ползуна;
- наличие рядом дополнительного оборудования для нагрева и раскроя;
- размер стола.
Основной инструмент, участвующий в деформации — штамп. Его рабочие детали: матрица и пуансон, которые проектируются под конкретную деталь и операцию. Ползун и стол имеют стандартные пазы для крепления:
- Т-образные;
- ласточкин хвост.

Металлообрабатывающий пресс
Прессы кривошипно-шатунного типа
В основе устройства оборудования лежит кривошипно-шатунный механизм. Он превращает вращательное движение привода в поступательное перемещение ползуна. Прессы классифицируются по количеству ползунов — 1, 2 и 4. На производстве, в основном, востребованы одностоечные станки с 1 и 2 кривошипами. Работающие синхронно от одного привода и распределительного редуктора 4 узла стоят на крупном оборудовании, предназначенном для изготовления габаритных деталей с большой степенью деформации, например, крылья, капоты и багажники автомобилей.
Для прошивки отверстий без деформации заготовки на конвейерах используют станки для штамповки листового металла. Они представляют собой простейшие прессы кривошипного типа.
Достоинства кривошипных прессов:
- простая регулировка;
- высокая производительность;
- малая погрешность.
Основной недостаток кривошипа заключается в его возможном заклинивании. Если мощности не хватает, ползун останавливается в крайней нижней точке. Чтобы его поднять, необходимо разобрать половину механизма.
Гидравлические прессы
Прессы гидравлического типа относятся к наиболее мощным штамповочным агрегатам. На самых крупных из них штампуют кузова автомобилей, крылья и фюзеляжи самолетов. В цилиндре, под давлением масла снизу и сверху, перемещается поршень, к которому прикреплен ползун и другие элементы рабочего механизма. Длина хода рабочего инструмента настраивается переключателями. Достигнув их, упор выключает подачу масла.
- сложная система гидравлики;
- низкая производительность.
Пуансон давит равномерно по всей длине рабочего хода с большим усилием, но движется медленно.
Гидравлический пресс
Прессы радиально ковочного типа
Для создания из плоского листа цилиндров с продольным соединением торцов используют оборудование радиального типа. Деформация заготовки производится на валу, который вращаясь, прижимает лист к рабочему инструменту, производящему деформацию. В результате заготовка приобретает форму цилиндра. Диаметр определяется размером вала.
Для вальцовки толстых листов применяется индукционный нагрев.
Оборудование радиального типа непригодно для других видов технологических операций.
Прессы электромеханического типа
Работа электромагнитного пресса основана на усилии, которое создает электрическое магнитное поле. В механическом станке перемещение рабочего инструмента осуществляется за счет движения электрического сердечника. Он перемещает ползун.
Достоинство электромеханических станков — питание электроэнергией и высокая производительность. Нет необходимости в сложных механизмах и гидравлике.
К недостаткам относится малая мощность, низкий КПД и неравномерное усилие в разных точках рабочего хода.
Штамповые стали
Сталь марки Х12МФ является одним из наиболее востребованных и популярных ковких сплавов, прошедших процедуру обогащения специальными химическими элементами (легирующими примесями), с целью приобретения улучшенных механических и физических свойств. Марка относится к разряду инструментальных легированных штампованных марок металлопроката.
Сталь марки 5ХНМ, а также марки металла, заменяющие её, поставляются на рынок в виде.
Инструментальная штамповая сталь 4Х5В2ФС. Применяется в машиностроении, для изготовления пресс-форм, различных заготовок.
Сталь 7ХГ2ВМФ штамповая, инструментальня. Из сплава изготавливается вырубной инструмент, изделия различного назначения.
Сталь 3Х2В8Ф штамповая инструментальная. Теплостойкий сплав характеризуется твердостью, способностью работать при высоких температурах нагрева.
Сталь 7Х3 штамповая, инструментальная. Изготавливаются крепежи, матрицы, пуансоны и прочие изделия.
Сталь Х12МФ-Ш обладает высокой плотностью, стойкостью против ударных нагрузок.
В состав стали входит (11-12%) хрома; (1,45?1,65%) углерода; (0,4?0,6%) молибдена; (0,15?0,3%) ванадия
Сталь 4Х5МФС инструментальная широко применяется в машиностроении. Отмечается повышенная вязкость, теплостойкость, достигаемых легирующими добавками.








Сталь 4Х3ВМФ инструментальная штамповая используется для изготовления штампов, инструментов для штамповки, в машиностроении.
Сталь 7Х3 относится к классу инструментальных.
Штамповая инструментальная сталь марки Х12М широко применяется в металлообрабатывающей промышленности.
Инструментальная штамповая сталь 4ХВ2С применяется для изготовления деталей, эксплуатирующих при высоких ударных нагрузках. Обрезные штампы, зубила, обжимки.
Сталь 6ХВ2С инструментальная штамповая. Обладает способностью выдерживать серьезные нагрузки, устойчива к деформационным процессам.
Инструментальная штамповая сталь 5ХВ2С используется для изготовления деталей, работающих при повышенных ударных нагрузках – штампы сложной конфигурации, обжимные матрицы/ пуансоны при холодной работе, резьбонакатные плашки, ножи для холодной резки металла.
Применение: для тяжелонагруженного прессового инструмента (мелких вставок окончательного штампового ручья, мелких вставных знаков, матриц и пуансонов для выдавливания и т.п.) при горячем деформировании легированных конструкционных сталей и жаропрочных сплавов.
Инструментальная штамповая сталь 6ХВГ используется при пробивке фигурных отверстий (преимущественно) в полосовом/ листовом материале – пуансоны сложной конфигурации; для минимизации изменений размеров детали при закалке – некрупные штампы горячей штамповки.
Инструментальная штамповая сталь 6ХС используется для изготовления небольших штампов холодной штамповки, пневматических зубил, рубильных ножей.
Сталь инструментальная штампованная широко используется для производства различных инструментов, которые эксплуатируются в сфере обработки. С помощью этих инструментов осуществляется обработка металлических заготовок под давлением. Таким образом, штампованная сталь применяется в изготовлении пуансонов, штампов, валиков, роликов и других обрабатывающих устройств. Именно от штамповочных устройств и произошло название стали данного типа.
Разделительная штамповка: что это такое
Это распространенная разновидность рассматриваемого нами процесса, осуществляемая для получения части материала от общей обрабатываемой детали. Может включать в себя операции резки, пробивки, вырубки, как одну, так и две-три сразу, выполняемые последовательно, с помощью размещенного на прессе инструмента. Последний выбирается по ситуации, в зависимости от проводимых работ, и это может быть как гильотина или ножницы, так и дисковая пила или даже вибрационная головка. Траектория его движения допустима как простая (по прямой), так и сложная (по ломаной линии), главное – получить заготовку нужной формы и с необходимым контуром.






