
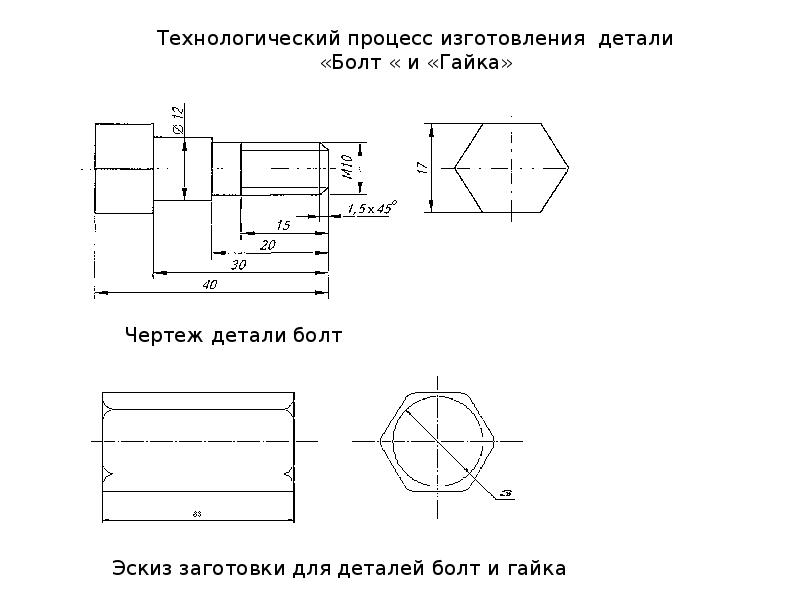
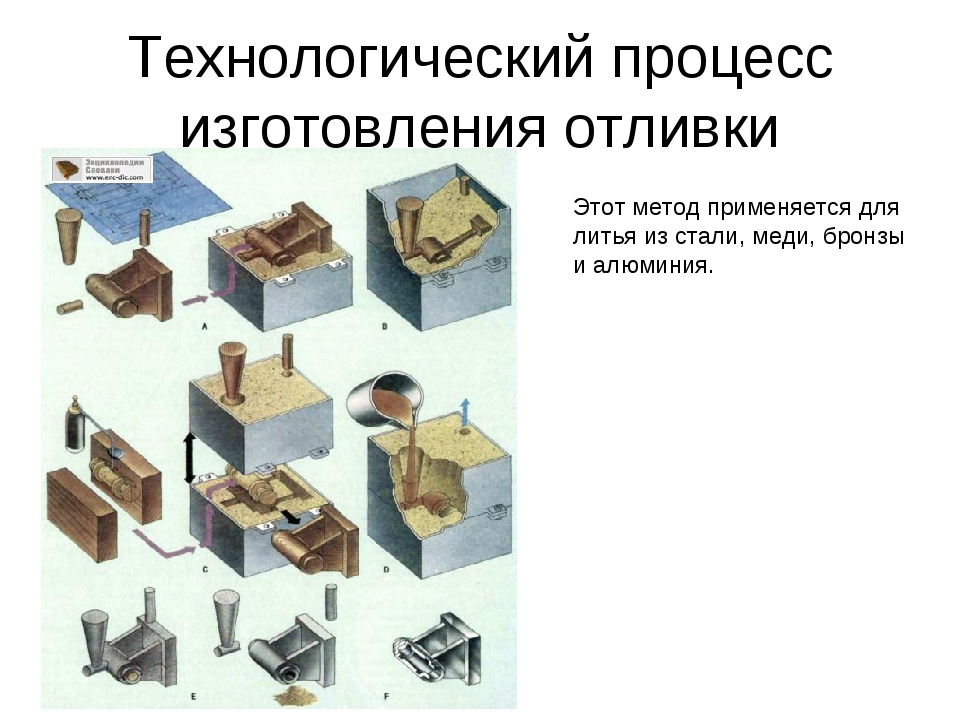
Основные способы изготовления
Заготовки для рассматриваемых изделий получаются методом ковки или литьем, в некоторых случаях при применении технологии резания. Технологический процесс изготовления зубчатого колеса довольно сложен, так как нужно получить рабочую поверхность сложной формы с определенными геометрическими параметрами. Проводится нарезание косозубых колес и других изделий при использовании двух основных технологий:
- Метод копирования предусматривает фрезерование, при котором прорез между впадинами зубьев образуются при применении, дисковых, модульных или концевых фрез. После образования каждой впадины заготовка поворачивается ровно на один зуб. Сред особенностей подобной технологии можно отметить то, что форма применяемого режущего инструмента повторяет форму впадины.
- Метод обкатки сегодня встречается намного чаще. В этом случае механическая обработка предусматривает имитирование зацепления зубчатой пары, одним элементом которой становится червячная фреза. При изготовлении инструмента используется металл повышенной прочности, за счет чего и происходит резка. Обработка методом копирования предусматривает применение не только червячной фрезы, но также и долбяка и гребенки.
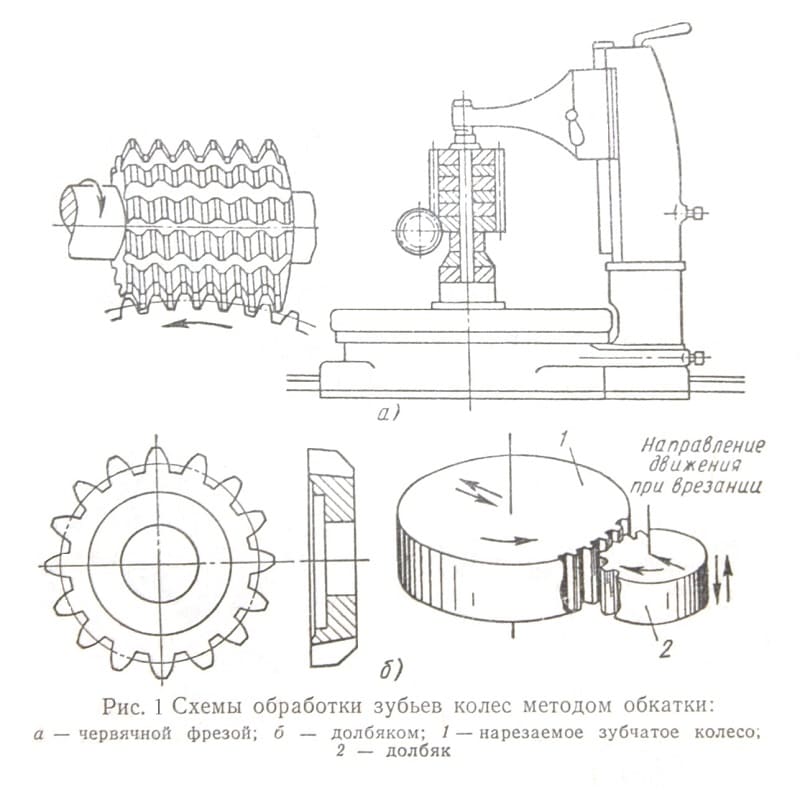
Довольно большое распространение получили червячные фрезы. Подобный инструмент представлен рейкой, на момент работы заготовка вращается вокруг своей оси. Применяется инструмент для изготовления исключительно шестерен с внешним расположением зубьев.
Технология накатывания используется для получения больших зубчатых колес, а также крупных партий. В подобном случае проводится горячее накатывание, за счет нагрева степень обрабатываемости материала повышается. Венец получается методом выдавливания. Для существенного повышения точности может проводится механическая обработка.

Изготовление вал шестерней также должно проводится с учетом условий эксплуатации. На этот элемент оказывается высокая нагрузка, поэтому в качестве основы применяется заготовка из каленой стали высокой прочности. Шестерня зубчатая, изготовление которой проводится с учетом диаметра вала, насаживается методом прессования, фиксация обеспечивается шпонкой.
Накатывание резьбы при производстве болтов
При производстве болтов для ответственных соединений изготовление резьбы чаще всего осуществляется накатыванием. Ответственными, например, являются соединения фланцев для энергетики, нефтегазовой отрасли и химической промышленности.
Накатывание — Стадии и схемы накатывания
Накатывание резьбы болтов и шпилек — технологический процесс формирования резьбы на заготовке путем её упруго-пластической деформации специальным инструментом (роликами, плашками и т. п.). Накатывание резьбы является разновидностью обработки металлов давлением.
Температура накатывания резьбы при производстве болтов
В зависимости от
- механических характеристик материалов заготовки,
- инструментов,
- энергетических возможностей резьбонакатного оборудования
накатка резьбы болтов может осуществляться:
- при нормальной температуре или
- повышенной температуре, в условиях сверхпластичности
- и в других режимах.
Под действием внешних сил происходит деформация материала заготовки болта, следовательно, стоит учитывать зависимость перемещения материала заготовки в зависимости от времени.
Основные характеристики накатывания резьбы на крепеж:
- физический параметр изготовления резьбы болтов — радиальное упругопластическое или остаточное перемещение витков инструмента в теле заготовки (или соответствующая ему радиальная нагрузка на заготовку при накатывании),
- технологический параметр накатывания резьбы при производстве болтов — продолжительность процесса накатывания.
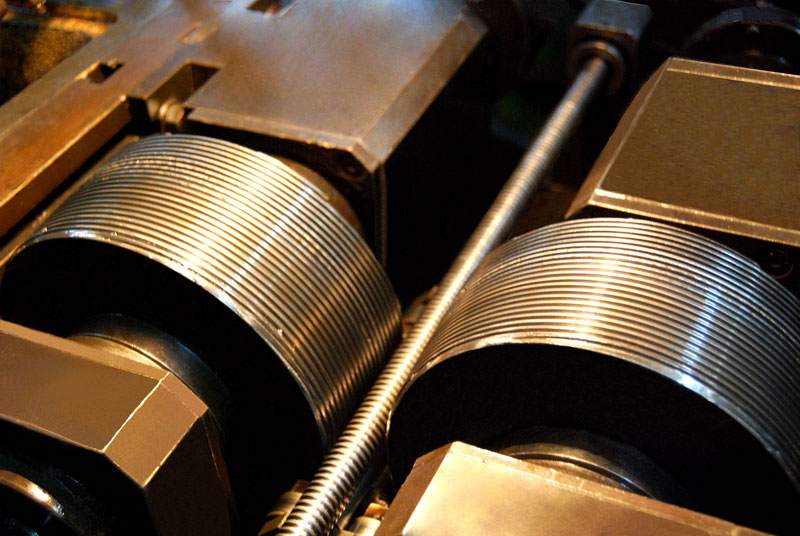
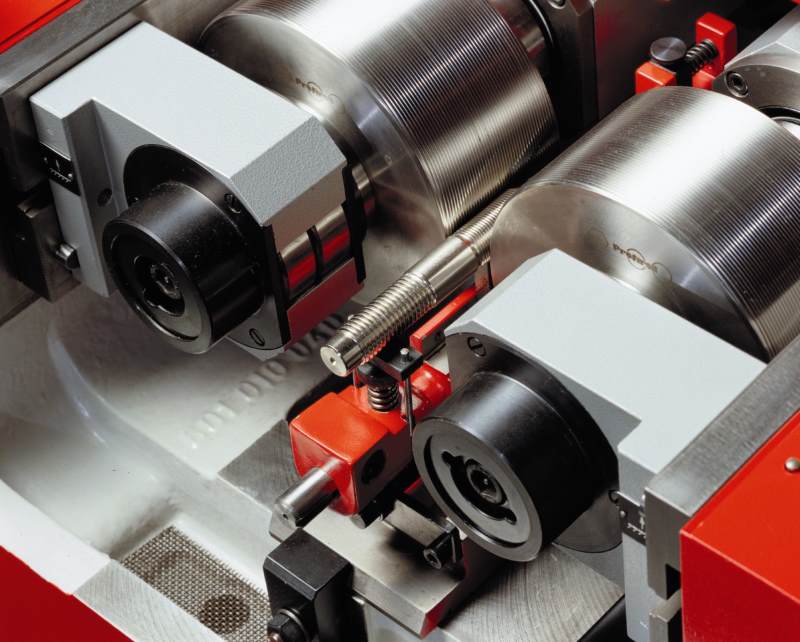
Процесс накатывания
Процесс накатывания резьбы болтов роликами происходит в две стадии:
- выдавливание (участок AB на рисунке 1);
- калибрование (участок BC на рисунке 1).
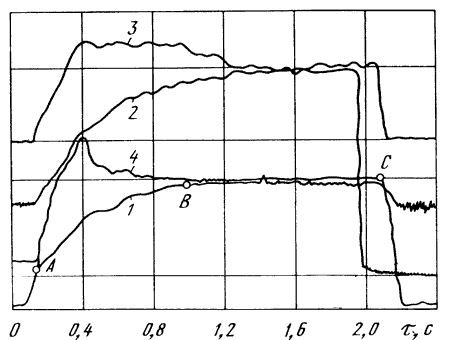
Рисунок 1. Изготовлении болтов. Кривые изменения радиального перемещения подвижного резьбонакатного ролика (1), усилия накатывания 2), вращающего момента на ролике 3) и температуры в зоне контакта инструмента с заготовкой при накатывании 4)
Скорость внедрения инструмента при выдавливании может быть определена радиальной подачей — величиной радиального перемещения на один оборот заготовки резьбового крепёжного изделия:
Sr = dδ/dn.
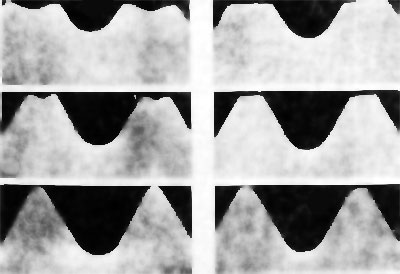
Рисунок 2. Профили резьбы в процессе накатывания с малой (а) и большой (б) радиальной подачей а) Sr = 0,01 мм/об; б) Sr = 0,60 мм/об
Эксперименты говорят о том, что при небольшой радиальной подаче при накатке резьбы на болты или шпильки образуются канавки на вершинах витков резьбы (рисунок 2, а), которые постепенно исчезают или закатываются, образуя радиальные складки.
Пот накатывании с накатывании с большей радиальной подачей деформация распространяется на всю толщину витка, вызывая равномерный подъём металла каждого обжатого участка (рисунок 2, б). Подъём металла при этом пропорционален радиальной нагрузке на заготовку и, как следствие, глубине внедрения витков инструментов в заготовку. Выдавливание заканчивается после реализации:






- заранее установленного радиального внедрения (перемещения) витков инструмента в тело заготовки болта или
- достижения установленного значения радиальной нагрузки на заготовку болта (сила накатывания).
При дальнейшем движении (качении или вращении) заготовки болта происходит калибрование полученной резьбы (участок ВС на кривой 1 см. рисунок 1) при незначительном радиальном внедрений инструментов в тело заготовки.
Продолжительность выдавливания при изготовлении резьбы болтов и шпилек определяется:
- конструктивными параметрами (например, высотой профиля резьбы) и
- физическими параметрами (упругопластическими характеристиками материала заготовки, скоростью деформации).
Длительность калибрования, напрямую определяющая точность резьбы болтов и шпилек, может задаваться производителем болтов свободно.
Для исключения накатывания резьбы в заполненном контуре и предотвращения раздавливания заготовки при больших усилиях используют упор, который ограничивает максимальное перемещение подвижного ролика и воспринимает излишнюю нагрузку.
Оборудование, используемое для горячей объемной штамповки
Для обработки металлических деталей методом горячей объемной штамповки используется специальное оборудование:
- молотовые штампы;
- горячештамповочные кривошипные прессы;
- горизонтально-ковочные машины.
Наиболее распространенными являются паровоздушные молоты двойного действия и приводные фрикционные молоты простого действия. Суть их работы заключается в ударном характере деформирующего воздействия на заготовку.
Качественное перераспределение металла достигается при одновременном регулировании хода подвижных деталей и силы удара совместно с кантованием заготовки. Молоты – относительно недорогое оборудование.
В процессе ГОШ чаще всего применяются кривошипные горячештамповочные прессы.

Кривошипный горячештамповочный пресс
К отличительным чертам конструкции штамповочного пресса необходимо будет отнести жесткий привод, который не позволяет менять направление ползуна, отсутствие ударных нагрузок.
Полученные на прессах поковки имеют более высокую точность за счет жесткого хода, особенно по высоте. Это снижает появление припусков на механическую обработку (основное преимущество пресса перед молотом).
Однако, есть и недостатки. При отсутствии предварительной очистки заготовки от окалины, она вжимается в тело поковки. При контакте нагретого металла со стенками пресса происходит остывание заготовки в связи с большим количеством времени, затраченного на процесс деформации.
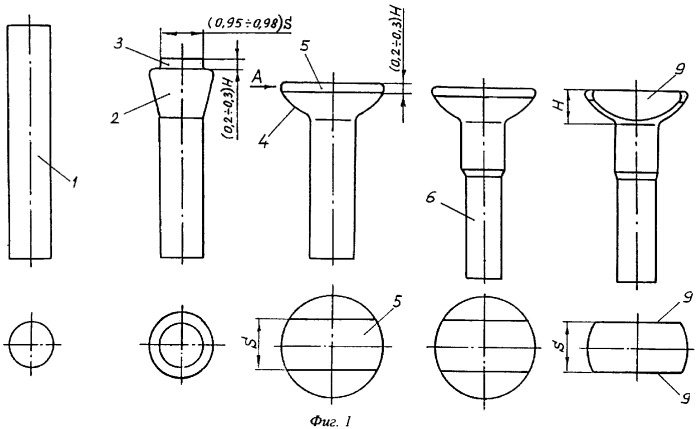
Высадка металлических заготовок
Высадка металла
Для изготовления детали типа стержня, например болта, требуется утолщенная на одном конце поковка, которую получают высадкой. Осаживаемый конец заготовки нужной длины нагревают в горне или щелевой печи до ковочной температуры. Кузнец устанавливает заготовку на наковальню нагретым концом вверх (рис. 6.4, а) и ручником показывает молотобойцу места ударов и их силу. Если требуется высадить небольшой участок заготовки, а нагрелась большая ее часть, то участок, не подвергаемый высадке, охлаждают, окуная его в воду. Под ударами кувалды нагретая часть заготовки деформируется, увеличиваясь по диаметру и уменьшаясь по длине. Холодная часть заготовки, имеющая в десятки раз большее сопротивление деформированию, сохраняет свою первоначальную форму. Так как течение металла нагретой части заготовки по периметру ничем не ограничено, под действием ударов конец заготовки принимает бочкообразную форму, плавно переходящую в нижнюю цилиндрическую недеформированную часть.
Если заготовку поставить нагретым концом на наковальню и наносить удары по холодному концу, то высаженная часть будет выше, а диаметр меньше, чем в первом случае. Очевидно, что рассмотренным способом высадку конца у длинной стержневой заготовки осуществить не удастся, так как заготовка под действием ударов потеряет устойчивость и согнется. Поэтому концевую высадку на относительно длинных заготовках выполняют с помощью плоской гвоздильни. Гвоздильню 2 устанавливают над отверстием в хвостовой части наковальни (рис. 6.4, б), а заготовку 1 пропускают через отверстие гвоздильни. Под действием ударов кувалды выступающая часть заготовки подвергается осадке. При изготовлении, например, болтов с квадратными головками применяют гвоздильню, имеющую соответствующее углубление (рис. 6.4, в).
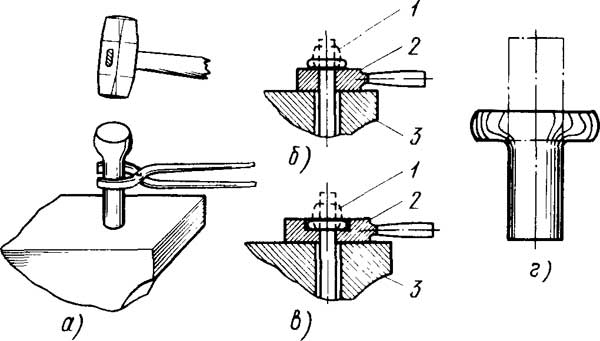
Рис. 6.4. Высадка конца заготовки: а — обычным способом, б, в — с применением гвоздильни, г — направление волокон в заготовке после высадки; 1 -заготовка, 2 — гвоздильня, 3 — наковальня








При осадке заготовки сечение ее торцовой части увеличивается, а металл заполняет полость гвоздильни. Очевидно, что волокнистое строение недеформированной части заготовки остается после высадки без изменения, тогда как волокна высаженной части будут как бы повторять форму головки (рис. 6.4, г) .
Высадка середины заготовки также является разновидностью осадки. Среднюю осаживаемую часть заготовки нагревают до ковочной температуры в горне, ставят заготовку вертикально на наковальню и, поддерживая ее клещами в этом положении, наносят по торцу удары кувалдой (рис. 6.5) . Эти удары через холодную часть заготовки передаются ее средней части и она, как наиболее нагретая, деформируется, приобретая бочкообразную форму. Если при нагревании нагрелись и концы заготовки, то перед высадкой их охлаждают водой на требуемой длине.
Из чего делают болты или всё о стали!
Статьи » Из чего делают болты или всё о стали! Сталь — сплав железа с углеродом (до 2 % С). По химическому составу сталь разделяют на углеродистую и легированную, а по качеству — на сталь обыкновенного качества, качественную, повышенного качества и высококачественную. Сталь углеродистую обыкновенного качества подразделяют на 3 группы: А — поставляемую по механическим свойствам и применяемую в большинстве случаев тогда, когда продукта из нее подвергают горячей обработке (сварка, ковка и др.), которая может подкорректировать регламентируемые механические свойства (Ст0, Ст1 и др.); Б — поставляемую по химическому составу и применяемую для деталей, подвергаемых такой обработке, при которой механические свойства меняются, а уровень их кроме условий обработки определяется химическим составом (БСт0, БСт1 и др.); В — поставляемую по механическим свойствам и химическому составу для деталей, подвергаемых сварке (ВСт1, ВСт2 и др.). Углеродистую сталь обыкновенного качества изготовляют следующих марок: Ст0, Ст1кп, Ст1пс, Ст1сп, Ст2кп, Ст2пс, Ст2сп, СтЗкп, СтЗпс, СтЗсп, СтЗГпс, СтЗГсп, Ст4кп, Ст4пс, Ст4сп, Ст5пс, Ст5сп, Ст5Гпс, Стбпс, Стбсп. Буквы Ст обозначают «Сталь», ценности — условный номер марки как следует из химического состава, буквы «кп», «пс», «сп» — степень раскисления («кп» — кипящая, «пс» — полуспокойная, «сп» — спокойная). Сталь углеродистая качественная конструкционная по видам обработки при поставке делится на горячекатаную и кованую, калиброванную, круглую со отличительной отделкой плоскости — серебрянку. По требованиям к испытанию механических достоинств сталь подразделяют на5 категорий.
Категория 1 Без испытания механических достоинств на растяжение и ударную вязкость Горячекатаная, кованая, калиброванная, серебрянка
Категория 2 С испытанием механических достоинств на растяжение и ударную вязкость на образцах, изготовленных из нормализованных заготовок размером 25 мм (диаметр или сторона квадрата) Горячекатаная, кованая, калиброванная, серебрянка
Категория 3 С испытанием механических достоинств на растяжение на образцах, изготовленных из нормализованных заготовок указанного в заказе размера, хотя максимально 100 мм Горячекатаная, кованая, калиброванная
Категория 4 С испытанием механических достоинств на растяжение и ударную вязкость на образцах, изготовленных из термически подвергнутых обработке (закалка + отпуск) заготовок указанного в заказе размера, хотя максимально 100 мм Горячекатаная, кованая, калиброванная
Категория 5 С испытанием механических достоинств на растяжение на образцах, изготовленных из сталей в нагартованном или термически подвергнутом обработке состоянии (отожженной или высокоотпущенной) Калиброванная
Легированную сталь по степени легирования разделяют на низколегированную (легирующих элементов до 2,5 %), среднелегированную (от 2,5 до 10 %), высоколегированную (от 10 до 50 %). Как следует из основных легирующих элементов различают сталь 14 групп. К высоколегированным относят: коррозионностойкие (нержавеющие) стали и сплавы, обладающие стойкостью против электрохимической и химической коррозии; межкристаллитной коррозии, коррозии под напряжением и др.; жаростойкие (окалиностойкие) стали и сплавы, обладающие стойкостью против химического разрушения в газовых средах при температуре повыше 50 °С, работающие в ненагруженном и слабонагруженном состоянии; жаропрочные стали и сплавы, работающие в нагруженном состоянии при высоких температурах в течении определенного времени и обладающие при всем при всем при этом нужной жаростойкостью.
Технологическое изготовление болта
Существуют два принципиально разных метода изготовления этого вида крепежа:
Процесс изготовления болтов независимо от метода состоит из следующих этапов:
На всех стадиях производства выполняется контроль качества. При изготовлении метизов по индивидуальному чертежу первая изготовленная деталь проверяется максимально тщательному контролю. При обнаружении отклонений от технического задания следует пересмотреть технологический процесс изготовления болта и найти причину несоответствия.
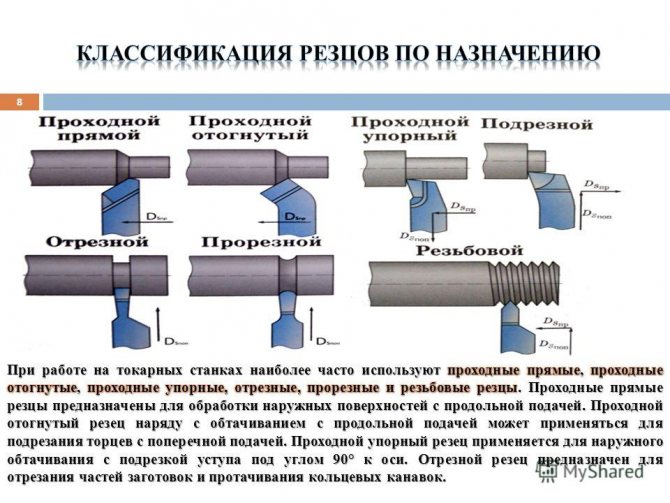
Изготовление на токарно-винторезном станке
Этапы и методы обработки заготовки зависят от типа исходного материала (шестигранный или цилиндрический пруток, характеристики металла), а также от степени точности заготовки. Горячекатанные заготовки обладают меньшей точностью, что исключает возможность точного центрирования будущей детали на токарно-револьверном станке или на станке с ЧПУ.
Техпроцесс изготовления детали болт на токарном станке из холоднотянутого шестигранного прутка делится на несколько этапов:
Если имеются особые требования к шестиграннику головки детали, техпроцесс изготовления болта на токарном станке усложняется. Чтобы исключить смещение оси головки относительно оси цилиндра, заготовку подвергают дополнительной обработке.
Изготовление болтов холодной штамповкой
Первый этап техпроцесса — подготовка металла к процессу штамповки:
Окалину с поверхности металлических заготовок обычно удаляют путем травления. Для этого пруток погружают в раствор серной или соляной кислоты определенной концентрации на время от 5 минут до получаса. Чтобы устранить травильный шлам, заготовки промывают в горячей воде. Если травление проводилось с помощью раствора серной кислоты, остатки смывают и нейтрализуют известкованием прутка.







Изготовление болтов из металлического прутка происходит без нагрева металла. Деформация заготовки при холодной штамповке сопровождается наклепом — увеличением механической прочности металла. Готовая деталь получается путем заполнения стандартного штампа заданной конфигурации материалом заготовки. Далее происходит высадка детали — извлечение готового металлического метиза из штампа.
Преимущества метода холодной штамповки при производстве болтов:
При выборе метода холодной штамповки следует учитывать соотношение размеров головки и диаметра стержня детали, а также соотношение диаметра головки к ее высоте и показатели относительной и истинной деформации. Если соотношения для перечисленных величин выше критических значений, следует рассмотреть возможность изготовления детали горячей штамповкой.
Изготовление холодной штамповкой
Производство болтов данным методом требует определенных параметров исходного сырья. К ним относится пластичность, равномерный состав, механические характеристики, отсутствие внешних и внутренних изъянов (неметаллических включений, пористости, рисок и плен на поверхности, газовых пузырей).

Поверхностные дефекты удаляют механически или огневым методом. Далее очищают загрязнения, представленные окалиной и жировыми отложениями. Последнюю удаляют путем травления, предполагающим погружение материала в 10 – 20% смесь серной кислоты либо концентрированную соляную. В первом случае процедура длится 15 – 110 мин, во втором – 10 – 30 мин. Далее промывают от шлама и кислоты последовательно горячей и холодной водой.
После производят известкование. В некоторых случаях создают подсмазочный слой. Далее для заготовок из низколегированных сталей осуществляют фосфатирование путем использования обычно 3% смеси фосфорнокислой цинковой соли в течение 10–15 мин.
В завершение осуществляют нанесение смазки, представленной смесью машинного масла и сульфида молибдена либо парафиновой жидкости и укринола. Вместо нее можно применять мыльную эмульсию. Конечной операцией является волочение.
Холодная штамповка предполагает превращение заготовки в изделие с запланированными геометрическими параметрами. Название техпроцесса отражает, что в данном случае не используют нагревание металла. Это позволяет сократить удлинение и сужение материала, а также повысить твердость, прочность и текучесть. К тому же при рассматриваемой штамповке заготовок материал механически упрочняется.
Данная методика отличается некоторыми достоинствами. Во-первых, с ее применением возможно создавать изделия различных размеров (до 5,2 см в сечении). Во-вторых, холодная штамповка обеспечивает высокую производительность. В-третьих, при данной технологии изготовления расходуется немного материала. В-четвертых, она обеспечивает точность конечных размеров, чистоту поверхности и прочность деталей.
Для холодной штамповки существует несколько определяющих параметров:
- Деформация заготовки. Это основной параметр, определяющий технологическую карту.
- Отношение высоты головки к сечению конечного изделия. Определяет сложность производства.
- Отношение сечения к длине осаживаемого фрагмента заготовки.
Технологический процесс изготовления болта по приведенной методике включает несколько этапов. На первой стадии создают начальную форму головки. Это осуществляют путем прокатывания проволоки через разные пресс-формы. Первая прокатка направлена на распрямление и удлинение ее. После прокатки исходный материал разделяют на заготовки с запасом для головок. Далее формируют стержень для каждого фрагмента путем пропускания через пресс и оформляют головки также рядом прессов.
Заключительный этап состоит в нанесении фаски методом обработки валиками с большой скоростью и под высоким давлением. В завершение острильной машиной скашивают резьбовую кромку.
Последние две операции осуществляют путем пластической деформации или нарезания. Чаще всего применяют вторую технологию производства болтов с использованием интегрированных в холодновысадочные механизмы приспособлений.
Наиболее часто используют вариант с одинарным редуцированием. Его применяют при производстве из легированных низко- и среднеуглеродистых сплавов. К тому же данным методом изготавливают болты с равными диаметром стержня и сечением резьбы. Без редуцирования обходятся при изготовлении коротких изделий с маленькими головками и резьбой до них прочностью 4,8–6,8. В данном случае обычно не осуществляют дополнительную термообработку. Приведенную технологию изготовления применяют редко, так как данным образом затруднительно производить болты со стандартными головками, и это часто приводит к формированию трещин и прочих дефектов на них.
Технология с двойным редуцированием актуальна для болтов прочностью от 4,6 до 10,9 из легированных сталей и среднеуглеродистых сплавов. На начальной стадии осуществляют обжатие стержня на 30%, на второй обрабатывают фрагмент под резьбу.
Технология с выдавливанием до редуцирования подходит для изготовления высокопрочных болтов с сопротивлением около 100 кг/мм2 без последующей термической обработки, что удешевляет производство.
Цены на болты разных видов
Основным фактором, влияющим на итоговую стоимость изделия, является масштаб производства. С повышением объема выпуска, за счет оптимизации издержек, снижается себестоимость продукции. Массовым изготовлением болтов и гаек занимаются крупные отечественные и зарубежные предприятия, оснащенные автоматизированными производственными линиями. Они покрывают потребность различных отраслей народного хозяйства в стандартных изделиях.









Мелкие производственные предприятия, оснащенные универсальным токарным оборудованиям, ориентированы на изготовления метизов партиями до 1000 единиц. Технологический процесс требует значительных трудозатрат, по сравнению с массовым и серийным производством, что приводит к удорожанию продукции. К преимуществам единичного производства относят широкий ассортимент продукции – в случае необходимости мелкие компании способны оперативно удовлетворить любую потребность клиента, касательно изготовления метизов нестандартного класса.
К прочим факторам, влияющим на ценообразование, относят тип используемого материала, класс точности, а также вид защитного антикоррозийного покрытия.
Преимущества крепежа на заказ
Если вам требуется высокопрочный крепеж, то вы обратились по адресу. Вся наша продукция изготавливается по ГОСТу, что является гарантом качества и позволяет использовать её для скрепления самых ответственных деталей и узлов.
Кроме того, в ТК «Догма-Креп» возможно изготовление крепежа нестандартной формы и размеров по чертежам заказчика! С каждым клиентом мы работаем индивидуально, рассчитывая стоимость изготавливаемой продукции в зависимости от того, какова сложность заказа и его размеры. Мы работаем быстро, качественно и в интересах клиента! Обращайтесь к нам, мы всегда рады вас видеть!
Болтами и гайками еще пользовались римляне в эпоху расцвета уникальной цивилизации. Сегодня невозможно представить, сколько ежедневно в мире используется болтом и гаек в виде крепежного материала. По подсчетам специалистов только на один холодильник их требуется 275 штук. Вилочный автопогрузчик содержит 940, железнодорожный вагон 1200, обычный легковой автомобиль 3500 и 1,5 миллиона их имеется в среднем реактивном самолете. Также подсчитано, что 40 процентов всех расходов припадает на производство метизов.
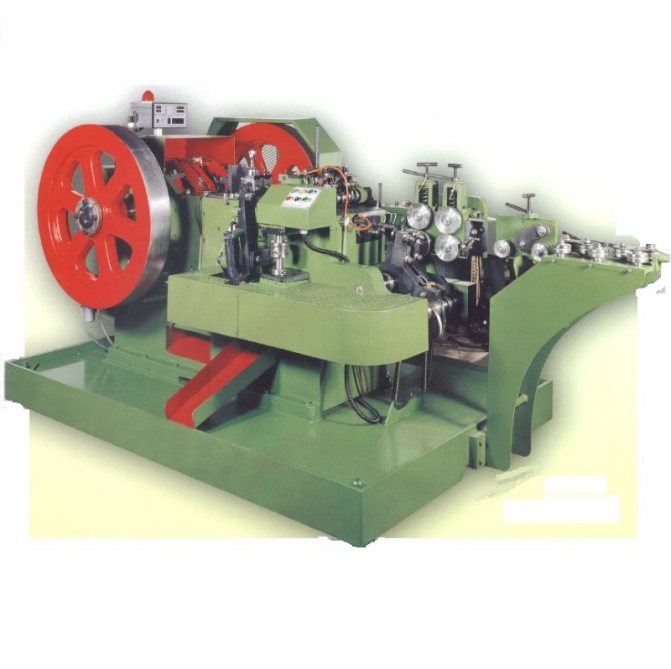
Изготовление болтов
было поставлено на промышленную основу благодаря открытию способа нарезки резьбы. И сейчас в небольших мастерских пользуются этим токарными станками, чтобы выточить болт и нарезать на нем резьбу для автомобиля или трактора. Но таким методом много не сделаешь. В конце XIX столетия американец Уорд.У изготовил станок, который обеспечивал производство гаек и болтов беспрерывным способом. На специальные плашки поступал разогретый до 900 градусов металлический пруток требуемого диаметра. Накатные плашки выдавливали в горячем металле резьбу. Это было началом поточного изготовления метизов.
Однако этот метод не обещал высокой точности нарезки резьбы. Чтобы устранить недостаток, вездесущий Уорд придумал станок, на котором осуществлялась нарезка резьбы методом холодного пластического выдавливания рельефа. Он существенно укрепил плашки. а станок сделал более массивным. Надо отметить, что данный метод сохранился и до настоящего времени с некоторыми изменениями и новшествами. То есть холодная накатка является основным принципов производства болтов. Примерно таким методом происходит и изготовление гаек. Технология заключает в себя несложную, но продуктивную схему. Проволока необходимого диаметра непрерывно подается в станок по нарезке болтов. Нарезанные необходимой длины заготовки затем проходят через систему штампов, которые придают им необходимую форму. И уже на готовый со шляпкой болт накатывают резьбу нужного шага. Здесь не предусматривается предварительное нагревание металла, а крепежная деталь формируется при помощи выдавливания нужных параметров.
Современные технологии производства метизов обеспечивают высокий уровень производства, рентабельности. И самое главное, выпускаются болты и гайки высокого качества. Автоматизация производства метизов снижает их себестоимость и ликвидную цену.
Изготовление гвоздей
Производство гвоздей – это та сфера деятельности, где для того чтобы построить успешное предприятие, не нужно вкладывать крупные суммы, приобретая высокотехнологичное оборудование. Такой бизнес не требует существенных трудовых и материальных затрат.
Гвозди изготавливаются из низкоуглеродистой стальной проволоки. Для каждого вида изделия используется сырьё определённого размера (диаметра) и сечения. Технология производства проста и состоит всего из трёх этапов:
- подготовка сырья – на этой стадии проволока разматывается и выпрямляется при помощи специальных роликов и подаётся в гвоздильный станок;
- нарезка, формование шляпки и острия – проволока поступает в ударный механизм, зажимается и отрезается;
- готовые изделия сбрасываются в накопитель.
В технологическом процессе участвуют следующие станки для производства метизов: тельфер (ручное или электроприводное устройство, используется для разматывания проволоки) и гвоздильный автомат. Производительность последнего может составлять от 100 до 600 единиц готовой продукции в минуту. Это зависит от модели.
Совокупная стоимость этих двух станков составляет около 500 тысяч рублей. Можно для начала приобрести бывшее в использовании оборудование. Такая покупка обойдётся в 1,5-2 раза дешевле.
Наём персонала
Изготовление метизов осуществляется на автоматизированных линиях, что исключает необходимость в найме большого количества работников. Для работы на производственных и складских участках могут потребоваться следующие сотрудники: токари, слесари, операторы на линию, грузчики и технологи.
Помещение
Для размещения производственных мощностей необязательно строить новые здания. Можно взять в аренду и привести в порядок старые заброшенные объекты, коих на территории нашей страны насчитывается немало. Такой вариант обойдётся намного дешевле.
Желательно запускать линию в промзоне или загородом, поскольку закалочные печи, используемые при изготовлении некоторых видов метизов, производят выбросы загрязняющих веществ в атмосферу. Но если в производстве используются только холодновысадочные и резьбонакатные станки, то организовать цех можно и в городской черте. Изготовление гвоздей, например, можно вообще использовать в качестве идеи производства в гараже.
Болты и гайки технология массового производства
В этой статье будет рассказано про технологию изготовления болтов и гаек, углубляться в тему мы не будем и рассмотрим лишь основные моменты. И так болты это жизненная сила любой металлоконструкции и они используются в машиностроении, приборостроении, мебельной промышленности, и еще много где. Болты и гайки изготавливаются из стальной катанки, после того как катанка полежит тридцать часов в термо печке, там она размягчается и становится готова к обработке, затем помещается в серную кислоту, это делается для того чтобы удалились все частицы ржавчины.



Изготовление болтов на заказ (по чертежам)
Изготовление гаек на заказ (по чертежам)
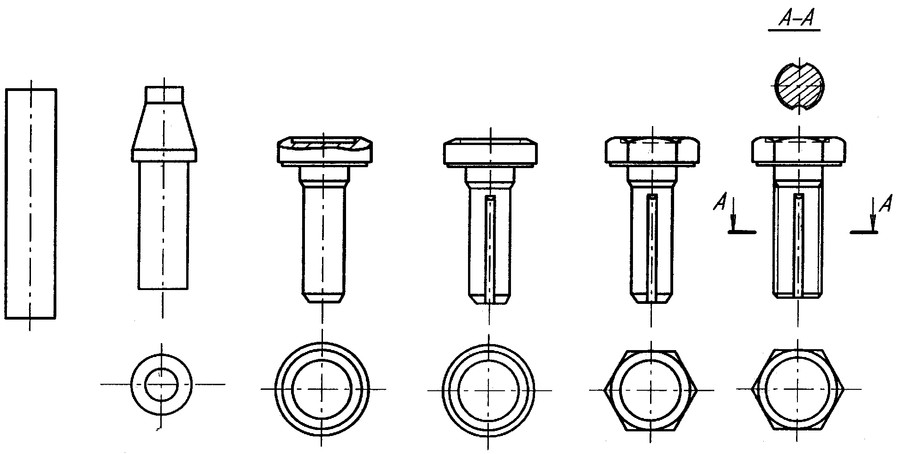
Следующий этап это промывка в воде и покрытие фосфатом (это специальное химическое вещество), таким образом у стали появляется защита от коррозии. Предварительная подготовка перед формовкой заключается в смазывании металла, это облегчает процесс штамповки. Формируются болты с помощью прессовки или холодной штамповки, катанку при комнатной температуре под сильным давлением прокатывают через различные прессовочные формы. Формовочная машина не первом этапе растягивает катанку, после разрезает на заготовки которые получаются немного длиннее болта, лишняя часть будет головкой болта, после этого будущий болт проходит через штамп где он станет идеально круглым, затем через ряд форм которые придают форму головке болта. Оборудование штампует до трехсот головок в минуту. Первая форма делает небольшой выступ как раз где будет начинаться головка, вторая форма пресует головку и получается приплюснутый круг и третья делает и круга шестигранник, так и получается головка. После этого станок переходит к формированию второго конца болта, острильная машина предает форму конуса нижней части болта на которую насаживают гайку.
Для того чтобы наворачивать гайку болту надо накатать резьбу методом холодной штамповки, ролики сдавливают между собой заготовку наносят резьбу. В обще скорость накатки на автоматизированном оборудовании доходит примерно до трехсот штук за минуту.
Когда партия готова берется некоторое количество образцов для проверки размеров, используются разные приборы для измерения, например микрометр , колумбус или штангенциркуль и самое главное проверяют резьбу кольцевым калибром. На нашем предприятии так же проводится строгий контроль качества. Изготовление болтов на заказ в нашей компании проходит на станках автоматах, это позволяет нам в отличии от технологии холодной высадки изготавливать не стандартные и специальные болты, также в массовом количестве.
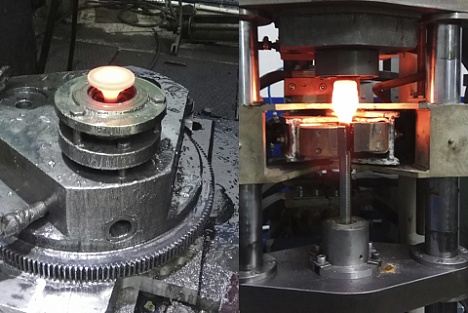
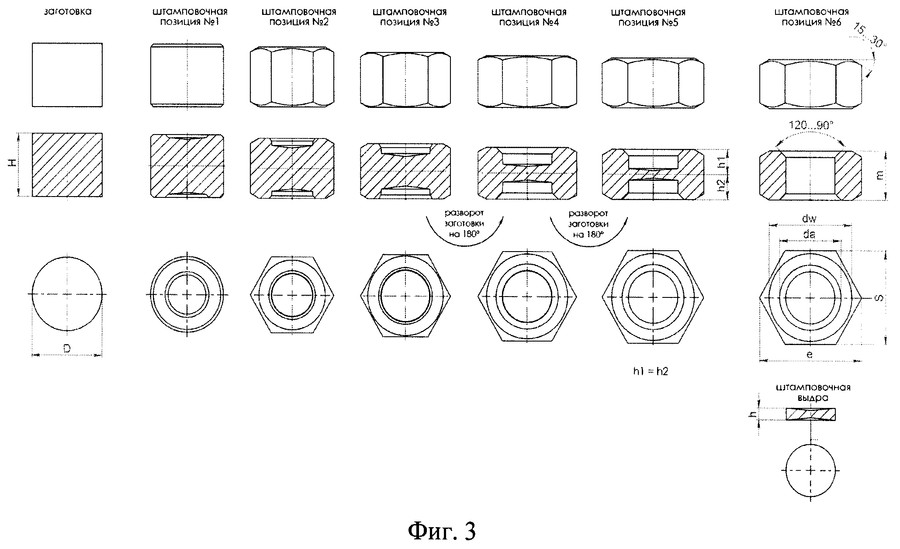
Гайки производят с помощью горячей ковки, материалом служат стальные прутки из них нарезаются заготовки и разогреваются до 1200 градусов по цельсию, чтобы они стали ковкими, специальный молот работающий на гидравлике делает шестиугольники, затем пробивается отверстие под резьбу. Следующим этапом нарезается резьба, специальным вращающимся стержнем типа метчика, он вкручивается в отверстие и формирует резьбу, в это время чтобы элементы не перегревались и не изнашивались поступает масло.
После того как гайки готовы их помещают в печь нагретую до 870 градусов, таким способом они приобретут нужную прочность, после этого они подвергаются быстрому охлаждению и погружаются в масло примерно на пять минут, это закаляет сталь, но она становится хрупкой. Затем гайки с болтами накаляют еще час это устраняет хрупкость, сохраняя прочность.
На специальном стенде проверяют болты и гайки на прочность, смотрят какая сила нужна чтобы разорвать соединение. Когда минимальное требование к прочности выполнено, значит что болт прошел контроль. Затем болты пакуют и отправляют заказчику. Вот в кратце и все, более подробную информацию вы можете поискать в других источниках.





