
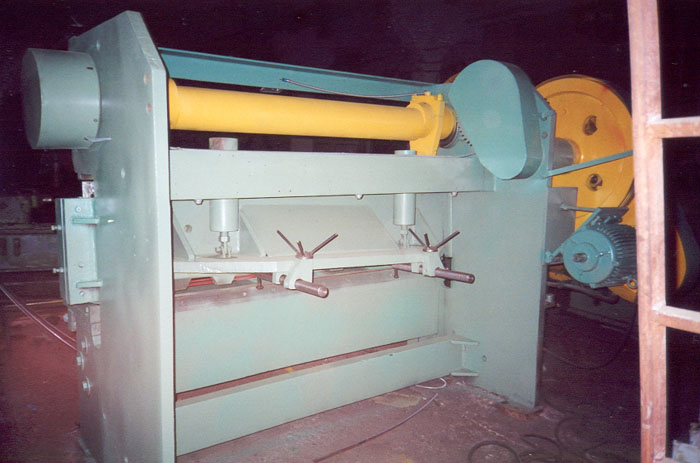
НА3121 Ножницы кривошипные листовые гильотинные с наклонным ножом для обработки листового металла. Назначение, область применения
Гильотина НА3121 разработана в 1983 году и серийно выпускалась с 1984 года. Разработчик Шимановский завод КПО г. Шимановск.
Ножницы кривошипные гильотинные НА3121 выпускались по ТУ2-041-1068—83, ГОСТ 6282-76 и заменили устаревшую модель Н3121.
Ножницы гильотинные механические НА3121 с наклонным ножом для листового металла предназначены для продольной и поперечной резки листового материала. Применяются в заготовительных цехах машиностроительных предприятий.
Особенности конструкции кривошипных гильотинных ножниц НА3121
Ножницы НА3121 выполнены с верхним приводом.
Вращение от электродвигателя через клиноременную передачу, муфту-тормоз, цилиндрический редуктор передается на эксцентриковый вал и далее через кривошипно-шатунный механизм — ножевой балке.
Станина ножниц представляет собой сварную конструкцию, состоящую из двух стоек, связанных между собой швеллерами.
На стойки опирается стол, к которому винтами крепятся нижние ножи. Горизонтальным перемещением стола регулируется зазор между верхними и нижними ножами. К столу крепятся передний и боковой упоры.
Ножевая балка — сварной конструкции Г-образной формы, усиленная ребрами. На ножевой балке крепятся верхние ножи.
Пневматические уравновешиватели служат для компенсации массы ножевой балки, а также для снижения динамических нагрузок при работе ножниц.
Пневматическая многодисковая фрикционная муфта-тормоз жесткосблокированная и расположена на левом конце приводного вала.
Для мерной резки полос ножницы снабжены задним упором, который установлен с тыльной стороны ножевой балки. Установка заднего упора производится с помощью винтового механизма, приводимого от маховичка вручную.
Лист при резке прижимается прижимной балкой, работающей согласованно с ножевой балкой. Необходимые усилия прижима обеспечивают пружины, которые размещаются в стаканах прижимной балки.
Электросхема обеспечивает работу ножниц на одиночных и автоматических ходах.
Управление ножниц кнопочное и от педали.
Смазка основных механизмов комбинированная.
Гильотинные ножницы с наклонным ножом. Общие сведения
Синонимы: ножницы гильотинные, ножницы листовые, ножницы механические, ножницы кривошипные, ножницы гидравлические, shears for sheet metal working, guillotine shears, crank shears.
Гильотинные ножницы – ножницы с наклонным ножом предназначены для прямолинейной продольной и поперечной резки листового металла. На гильотинных ножницах может производиться резка листов, как по разметке, так и без нее – по заднему или боковому упорам.
В зависимости от типа привода верхнего ножа гильотинные ножницы бывают:
- механическими (кривошипными)
- гидравлическими
Гидравлические гильотинные ножницы являются наиболее мощными, длина реза у них достигает 8 и более метров, толщина разрезаемого материала – до 60 миллиметров.
Гильотинные ножницы с механическим приводом во многом схожи с гидравлическими ножницами, основным отличием является система привода: оба движения лезвия (и вверх и вниз) обеспечиваются кривошипным механизмом.
Ножницы с механическим приводом не обладают высокой мощностью и применяются для резки материалов максимальной толщиной 3 – 8мм. Однако скорость реза у этого класса гильотин достаточно высока – до 56 резов в минуту (для сравнения, у гидравлических ножниц количество резов варьируется от 3 до 18 в минуту).









Гильотинные ножницы различают, также, по конструкции привода верхнего ножа:
- ножницы с прямым ходом верхнего ножа
- ножницы с поворотной (качающейся) балкой – консольные
У гильотинных ножниц с прямым ходом верхнее лезвие закреплено на раме, которая за счет кривошипа или 2-х гидроцилиндров перемещается вниз по прямым направляющим, расположенным на внутренней поверхности боковых стенок машины.
У гильотинных ножниц с поворотной балкой перемещение верхнего ножа происходит за счет вращения балки вокруг центров, находящихся на боковых стенках в задней части станка. Поскольку система привода поворотной балки находится внутри корпуса машины – ножницы с поворотной балкой более компактные.
При относительно низкой стоимости ножниц с поворотной балкой, компактности и простоте их исполнения, у них все же имеется определенный недостаток: угол резки не изменяется, оставаясь равным установленному производителем, вне зависимости, режутся ли толстые или тонкие листы.
Описание конструкции основных узлов гильотинных ножниц Н3222
Станина (рис. 6)
Станина машины Н3222 состоят из двух стальных стоек 1, связанных вверху ресивером 2 и внизу – траверсой 3. На траверсу и выступы стоек опирается стол 4, к которому специальными винтами 5 крепится комплект ножей 6 в количестве трех штук. Ножи опирается на специальные прокладки для предотвращения выработки в детали стола. Прокладки заменяются для компенсации уменьшения размера ножей от переточек. Продольное смещение ножей при резне исключается специальным упором.
На поверхности стола выполнены Т- образные пазы для крепления специальных упорных приспособлений и пазы для удобства перемещения разрезаемого листа. Для замеров обрезаемого листа, поверхность стола оснащается линейками 7 и 8 с ценой деления 1 мм.
Слева в справа у кромок стола расположены клино-винтовые устройства 9 для регулировки зазора между ножами при резке материала различной толщины.
Для крупногабаритных листов на передней кромке стола устанавливаются дополнительные кронштейны 10 с роликам 11 для облегчения перемещения листа. Для той же цели на поверхности стола смонтированы шариковые опоры 12. Для крепления всех узлов на станине имеются соответствующие платики и крепежные отверстия.
Привод и червячный редуктор гильотинных ножниц Н3222 (рис. 7)
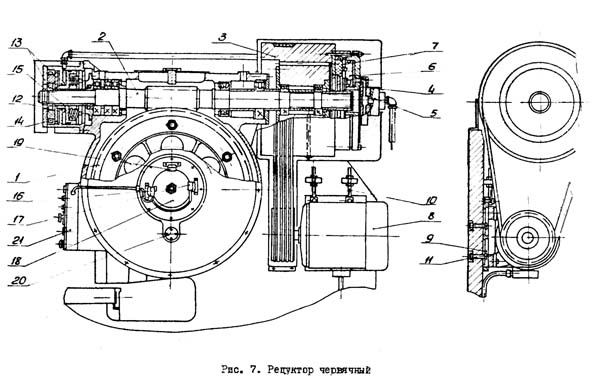
Червячный редуктор гильотинных ножниц н3222
Привод и червячный редуктор для вращения коленчатого вала ножниц расположен в литом корпусе, закрепленном на правой стойке станины. Коленчатый вал при помощи шпонок скреплен с червячным колесом 1 редуктора.
С колесом 1 зацепляется вал-червяк 2, смонтированный в корпусе на подшипниках, воспринимающих осевые и радиальные нагрузки вала 2.
На правом конце вала на подшипниках, смонтирован маховик 3 с фрикционной муфтой, ведомый диск 4 которой с фрикционными колодками соединен шлицами с валом 2. Муфта включается сжатым воздухом через воздухоподводящую головку 5. Воздух перемещает поршень 6, вращающийся с маховиком 3, и смыкает трущиеся поверхности дисков 7, вращающихся с маховиком, и диска 4. Вращение маховика воспринимается клиновыми репняки от электродвигателя 8, закрепленного на плате, которая регулируется по вертикали с помощью винтов 10, после ослабления крепящих болтов 11, для необходимого натяжения ремней.
На левом конце вала 2 смонтирован тормоз для остановки в нужном положении коленчатого вала и удержания подвижных частей. Торможение производится пружинами 12, смыкающие трущиеся поверхности связанных с корпусом дисков 13 и диска с фрикционными колодками 14, соединенного длинами с валом 2. Растормаживание производится сжатым воздухом через поршень 15, который отводит подвижный диск 13, преодолевая действие пружины 12 и освобождая диск 14.
Для подачи электрических сигналов на отключение и включение муфты и тормоза на крышке редуктора смонтированы бесконтактные датчики 16 и 17, действующие от подвижных дисков 18 с вырезами, связанных с коленчатым валом.
Для установки счетчика числа ходов дополнительно устанавливается датчик 19. Для регистрации уровня смазки в редукторе имеется маслоуказатель 20. Пульт управления 21 крепится к корпусу для удобства пользования.
Назначение и область применения
Применяются ножницы гильотинные Н3121 для резки в случае, когда толщина поперечного сечения более 6,3 миллиметров. При этом плотность обрабатываемого материала не должна превышать показателя 150 кг/м 2 , так как в противном случае созданного усилия будет недостаточно.
Основная область применения гильотины серии Н – цеха и склады различных предприятий, на которых выполняется работа по резке металла. Модель Н3121 востребована:
- на машиностроительных, автостроительных, судостроительных предприятиях, где листовые заготовки используются для создания корпусов и других элементов конструкции;
- на заготовительных площадках, куда приходит листовой материал, нарезается и отправляется в производственный цех.
Высокая производительность и относительная компактность определяет то, что гильотины серии Н используют в крупносерийном производстве с установкой конвейерной подачи заготовок. Быстрая наладка с операторного места позволяет сократить время простоя оборудования из-за поступления заготовок различной толщины или длины.
Ножницы гильотинные кривошипные НА3121
| Наименование параметра | Модель НА3121 |
| Мин. толщина листа при σвр ≤ 50 кгс/мм2, мм | 1 |
| Макс.толщина листа при σвр ≤ 50 кгс/мм2, мм | 12,2 |
| Ширина листа, мм | 2000 |
| Усилие реза, кН | 500 |
| Угол наклона ножа, град. | 2°10 |
| Число режущих кромок ножа | 4 |
| Частота ходов ножа | 40 |
| Мощность электродвигателя, кВт | 17 |
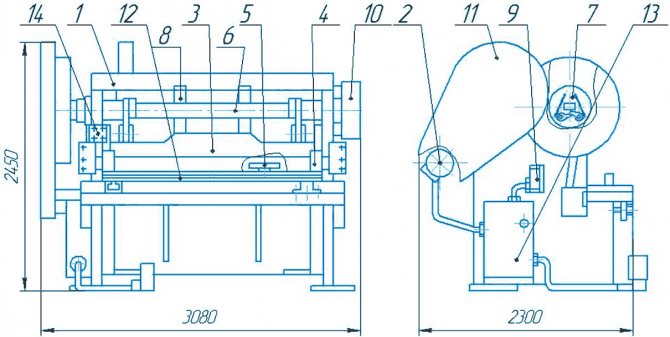
| Габаритные размеры, мм | 2300х3390х2345 |
| Вес, кг | 7500 |
Гильотина НА3121 считается востребованным оборудованием на промышленных предприятиях, в заготовительных компаниях и в обрабатывающих мастерских. НА3121 представляет собой режущий механизм для осуществления продольной и поперечной резки с помощью наклонного ножа. Гильотина может выполнять исключительно прямолинейную рубку металла. Модель способна обрабатывать стальные листы толщиной до 12 мм и длиной не более 2-х метров. Режущий инструмент осуществляет движение только в верхнем и нижнем направлении.










Особенности ножниц гильотинных кривошипных НА3121:
- Жесткая сварная станина оборудования выполнена из листового металла;
- Боковые стойки НА3121 соединены с рабочим столом с помощью болтов, образуют одно целое, что придает конструкции жесткость;
- Позволяет регулировать величину зазора между верхним и нижним ножом горизонтально передвигающийся стол;
- Поступательные и возвратные движения ножевая балка с оснасткой принимает от коленвала;
- Для выравнивания ножа имеется механизм на основе пружины, что называют «уравновешиватель»;
- Для выполнения точной обработки, металлические листы прижимаются к рабочему столу штоками;
- Высота ножа повышается на 2 см за счет особого соединения ножевой балки и шатунов, что также позволяет резать в продольном направлении;
- Привод в модели НА3121 мощностью 17 кВт располагается сверху;
- Жесткоблокированная фрикционная тормозная муфта крепится на валу привода и минимизирует риск выхода из строя станка в целом;
- Тормоз станка установлен на коленвал, благодаря чему обеспечивается периодическая приостановка НА3121;
- Процесс торможения рабочего хода происходит в тот момент, когда ножевая балка достигает верхнего положения;
- Имеются специальные ограждения в виде кожуха из стали толщиной 1,6 мм, основная функция которых — это защита приводных валов, тормозной системы, маховика передачи и шкив двигателя;
- Наличие заднего упора позволяет выполнять резку металла в поперечном направлении;
- Управление гильотиной производится педалью и кнопками.
Обратите внимание! Для осуществления качественной резки металла рекомендуется использовать ножи твердостью 54-58 HRC
Преимущества ножниц кривошипных НА3121:
Благодаря НА3121 есть возможность производить максимально точную и ровную резку металлических изделий, на срезе которые не будут иметь зазубрины и другие грубые дефекты. Такой станок может осуществлять свою работу без подвода воздушного потока, что значительно уменьшает эксплуатационные расходы при работе с НА3121. Оборудование имеет усилие прижима — 29 кН и усилие реза — 500 кН, как и у модели НА3122.
Данный вариант станка пригодится на тех предприятиях, где ежедневно нужно выполнять резку и рубку длинномерных металлических заготовок листового и полосового металлопроката в холодном состоянии.
Прочная и надежная конструкция гильотинных ножниц позволяет выполнять резку с высокой точностью при допустимой нагрузке на рабочий инструмент. Разрешается рубка на НА3122 неметаллических заготовок при условии, что материал не будет портить режущую кромку оснастки.
3 Гильотина НА3121 – характеристики и описание ножниц
Производится установка с параметрами, которые отвечают требованиям Технических условий 1983 года 2–041–1068. Используется данный станок, выполненный с верхним вариантом привода, чаще всего на заготовительных участках предприятий, занимающихся машиностроением.
Ножевая балка получает вращение от двигателя мощностью 17 кВт. Передается оно на эксцентриковый вал через тормозную муфту, передачу (клиноременную), редуктор (имеет цилиндрическую форму). После этого вращение поступает на кривошипно-шатунное устройство и только затем на балку.
Стол агрегата с нижними ножами, присоединяемыми к нему посредством винтов, опирается на стойки. Последние между собой скреплены гнутыми швеллерами, образуя станину. Зазор между нижними и верхними ножами регулируется передвижением стола по горизонтали.
Ножевая балка с ножами (верхними) представляет собой усиленную ребрами жесткости Г-образную сварную конструкцию. Боковые и передний упоры присоединены к столу. Задний упор монтируется на задней части ножевой балки, устанавливают его винтовым механизмом.
Пневматическая тормозная муфта фрикционного вида является жесткоблокированной, находится она на приводном валу (на левом его окончании). Уменьшение динамических нагрузок и компенсацию веса балки (ножевой) обеспечивают уравновешиватели (пневматические).
На подмоторной плите станка расположен электрический двигатель, который соединяется со станиной шарнирно. Тормоз насажен на коленвал (на правый его конец). Он обеспечивает периодичность приостановки станка за счет того, что шкив установлен к оси коленчатого вала эксцентрически. Торможение возможно в тот момент, когда балка (ножевая) достигает верхнего своего положения (силы инерции нивелируют явление ее забегания).
Паспорт на ножницы НА3121 дает описание и других составляющих частей и механизмов гильотины:
- электромагнитное управление: магнит начинает функционировать по команде оператора станка (нажатие на педаль либо кнопку на пульте управления), возможна и автоматическая его работа.
- муфта включения: расположена в ступице колеса (зубчатого) на коленвале, состоит из запорных и рабочих шпонок, двух неподвижных втулок и пружин;
- задний упор: необходим для выполнения резки листов в поперечном направлении, в его конструкции предусмотрены цилиндрические по форме рейки, передвижение коих позволяет устанавливать линию упора на требуемую дистанцию от кромки режущего инструмента;
- ограждение: необходимо для защиты вращающих частей гильотины, представляет собой четыре кожуха из стали толщиной 1,6 мм, они закрывают тормозной механизм агрегата, маховик передачи, шкив двигателя и приводные валы.
Технические характеристики
- Наибольшая толщина разрезаемого листа при ≤ 50 кГс/мм2, мм 12
- Наименьшая толщина разрезаемого листа при ≤ 50 кГс/мм2, мм 0,8
- Наибольшая ширина разрезаемого листа, мм 2000
- Наибольшее усилие реза, кН 50
- Длина отрезаемого листа по заднему упору, минимальная мм. 40
- Длина отрезаемого листа по заднему упору, максимальная мм. 500
- Расстояние между стойками в свету, мм. 2235
- Число режущих кромок ножа 4
- Число ходов в минуту, ход/мин 40
- Угол наклона подвижного ножа, град 2’10
- Усилие прижима, кН. 29
- Установленная мощность, кВт. 18,5
- Скорость вращения, об/мин 1470
- Номинальный объем насоса за 1 ход, см3 7,2
- Вместимость резервуара, дм3 2,5
- Давление нагнетания, МПа (кгс/см2) 10-12,5
- Масса, кг 6200
- Габариты, мм 2100x3000x2300
Гильотина Н3121 считается востребованным промышленным оборудованием, которое устанавливается, как на крупных производственных участках, так и в мелких заготовительных цехах с целью осуществления прямолинейной поперечной и продольной резки листового металла. В зависимости от того, какой привод используется, гильотина Н3121 может быть двух видов:
- гидравлическая;
- с кривошипным механизмом или механическая.
Технические характеристики
Рассмотрим основные особенности строения:
- Станок оснащен режущим инструментом наклонного типа.
- По многих параметрам гидравлическая гильотина довольно схожа с механическими механизмами.
- Для проведения качественной резки, используются ножи твердостью 54-58 HRC.
- Основа гильотины – это сварная станина, что выполнена из листового металла. остоит станина из двух стоек, которые соединены между собой стяжками и рабочим столом, на который крепятся неподвижные ножи.
- В станине гильотины имеется специальный склиз, через который удаляются отрезанные заготовки.
- Чтобы произвести регулировку зазора между нижними и верхними ножами, оператор должен передвигать стол в горизонтальном направлении.
- Ножевая балка гильотины представляет собой Г-образную сварную конструкцию, которая усилена ребрами жесткости.
- Для повышенной точности реза, заготовка фиксируется на рабочем столе с помощью упоров. Задний упор расположен на задней части ножевой балки, а боковой и передний упоры крепятся на столе.
- В конструкцию гильотины Н3121 смонтировано специальное приспособление – уравновешиватель, что способен минимизировать динамические нагрузки и компенсировать массу ножевой балки.
- Для защиты оператора от вращающихся частей станка имеются специальные металлические ограждения, которые представляют собой стальные кожухи толщиной 1,6 м. Такими ограждениями закрыты – маховик передачи, шкив двигателя, тормозная система и приводные валы.
- Также в конструкция станка оснащена специальным ограждение зоны реза. Такая решетка в опущенном и поднятом положении удерживается специальными пружинами.
- Способы смазки трущихся элементов гильотины Н3121 – ручной тип (с помощью шприца или масленки) и централизованная система, в которой масло подается специальным насосом.
Н-475 Ножницы гильотинные листовые с наклонным ножом. Назначение и область применения
Ножницы кривошипные листовые Н-475 с наклонным ножом для резки листа толщиной не свыше 6,3 мм и шириной до 2000 мм предназначены для листового материала с при σвр 50 кг/мм 2 (σвр = 500 МПа).
Поперечная резка листа производится за один ход ножа по разметке или с помощью заднего упора.
Продольная резка — при длине реза более 2000 мм — производится рядом повторных резов при продвижении листа вдоль линии реза.
Ножницы могут быть использованы на складах и цехах различных предприятий при температуре окружающей среды -20°С … +40°С, где требуется резка листовой стали.
При резке стали с пределом прочности больше или меньше 50 кг/мм 2 для расчета максимальной толщины реза необходимо пользоваться формулой, указанной в разделе «Регулировка ножниц». При этом твердость разрезаемого листа не должна превышать 35 единиц Роквелла по шкале «С».









Привод гильотинных ножниц Н475 осуществляется от электродвигателя через клиноременную передачу. Ножевая балка гильотины получает возвратно-поступательное движение от коленчатого вала через шатуны. Уравновешена ножевая балка пружинным уравновешивателем.
Усилие на ножевую балку от коленчатого вала передается двумя шатунами. Муфта включения ножниц с двумя поворотными шпонками, тормоз ленточный, периодического действия. Периодичность торможения достигается за счет эксцентричного расположения шкива по отношению к оси коленчатого вала. Это торможение происходит тогда, когда ножевая балка находится в верхнем положении, чем устраняется ее забегание под действием сил инерции.
Разрезаемый материал прижимается к столу ножниц прижимной балкой, движение которой согласовано с движением ножевой балки.
Механические ножницы Н 475 снабжены задним упором. Для безопасной работы на ножницах предусмотрена защитная решетка.
Гильотинные ножницы Н-475 могут работать на одиночных и автоматических ходах. Управление кнопочное с пульта управления и от ножной педали.
Ножницы изготовляются с основными параметрами по ГОСТ 6282—64
Для чего используются ножницы по металлу?
Спектр эксплуатации оборудования широк. Ножницы для резки листового металла – один из видов использования. Другие случаи применения:
- В машиностроении. Включает в себя производство плоских прямоугольных заготовок, фигурных деталей с криволинейными сторонами и с высечными отверстиями.
- В строительстве. Изготовление деталей для кровли и резка металлических закладных при производстве бетонных работ.
- На металлобазах для раскроя металлопроката под нужды потребителей.
- В службах МЧС. Резка арматуры круглого и прямоугольного сечения при разборе завалов.
- При демонтаже и утилизации старого оборудования и разделке металлолома.
- В быту. Использование ножниц для металла обеспечивает удовлетворение нужд в мелком ремонте металлических конструкций и дачном строительстве.
НК3416 ножницы гильотинные кривошипные для обработки листового металла. Назначение и область применения
Ножницы гильотинные НК3416 разработаны в 1979 году и серийно выпускались с 1980 года. Разработчик .
Кривошипные листовые ножницы (гильотинные) с наклонным ножом НК3416 предназначены для холодной резки листового материала с пределом прочности σBP ≤ 500 МПа (50 кгс/мм2) и с наибольшими размерами поперечного сечения 4,0 х 2000 мм
Возможна резка неметаллических листовых материалов, исключающих быстрое затупление режущих кромок ножей и растрескивание вырезаемой заготовки.
Ножницы НК3416 находят широкое применение в заготовительных цехах предприятий машиностроения, автотракторостроения, авиастроения, судостроения, сельхозмашиностроения и других отраслях промышленности, так как обладают более высокой производительностью, чем ножницы серии “НД”, за счет отсутствия подготовительного времени на переналадку механизма реза на разную толщину отрезаемого металла и механизации заднего упора.
Основны параметры машины для резки листового металла НК3416:
- Наибольшие размеры разрезаемого металла – 4,0 х 2000 мм
- Частота хода ножа – 65 мин-1
- Механическое перемещение заднего упора – 0..700 мм
- Тип муфты – пневматическая фрикционная многодисковая
- Тип тормоза – пневмо-пружинный дисковый
- Мощность электродвигателя – 5,6 кВт
- Вес ножниц полный – 3200 кг
Электросхема обеспечивает работу ножниц в режимах:
- Одиночный ход
- Непрерывные (автоматические) ходы
- Наладочный режим – толчковый ход
Величина зазора между ножами и усилие прижима автоматически устанавливается пропорционально усилию реза в зависимости от толщины разрезаемого листа.
Задний упор ножниц механизирован, что позволяет устанавливать заданный размер отрезаемых заготовок с рабочего места оператора по цифровому счетчику, установленному на лицевой стороне ножниц.
Станина ножниц цельносварная, что увеличивает жесткость конструкции и снижает трудоемкость изготовления. Она состоит из двух стоек, стола и стяжки. В стойках выполнены расточки, в которых установлен на подшипниках качения кривошипный вал с шатунами.
Привод ножниц от электродвигателя, закрепленного на поворотной плите, через клиноременную передачу на приводной вал редуктора и далее на кривошипный вал.
Редуктор выполнен в виде агрегатного узла и состоит из двух ступеней зубчатой передачи.
Муфта-тормоз пневматическая, фрикционная, многодисковая, смонтирована на входном конце вала редуктора.
Механизм реза состоит из прижимной и ножевой балок. Прижимная балка качающейся (консольной) конструкции: в ее прямолинейных направляющих движется ножевая балка. Прижимная и ножевая балки связаны между собой рычажной системой, которая соединена с приводом ножниц. В верхней частя прижимной балки установлены винтовые упоры, служащие для возврата ее в верхнее положение.








Ножевая балка снабжена пневматическими уравновешивателями, смонтированными в кронштейнах, закрепленных на станине.
Механизм заднего упора закреплен на ножевой балке и состоит из двух ходовых винтов, по которым перемещаются ползушки, с закрепленной (шарнирно) упорной планкой.
Для резки тонкого листа на ножницах предусмотрен поддерживатель.
Для защиты рук оператора в зоне реза служит защитная решетка, сблокированная с пусковым устройством ножниц.
Режим работы:
- автоматический
- наладочный
- одиночные ходы
- ручной проворот
Управление кнопочное или педальное.
Система смазки централизованная и позволяет эксплуатацию в условиях низких температур.
Отличие гильотинных ножниц серий НД, НК, Н
Стрыйский завод КПО выпускает ножницы листовые кривошипные с наклонным ножом (гильотина), с пневмо-муфтой серии ”НД” , “НК” и “Н” и на протяжении 30-ти лет и экспортирует свою продукцию в 52 страны мира.
В серии ножниц “НК”, “Н” установка необходимой величины зазора между ножами выставляется автоматически, в зависимости от толщины разрезаемого листового материала, что позволяет резать металл различной толщины без переналадки. Ножницы данной серии оснащены механизированным задним упором, предназначенным для установки разрезаемого листового материала в заданный размер. Длина отрезаемой заготовки устанавливается по счетчику, установленному на лицевой части ножниц через привод механизированного заднего упора.
В серии ножниц “НД” регулировка зазора между ножами осуществляется вручную путем перемещения стола ножниц, согласно диаграммы, в зависимости от толщины разрезаемого листа. Длина отрезаемой заготовки устанавливается маховичком заднего упора, по линейке расположенной на направляющих рейках механизма заднего упора.
Ножницы модели НК3418Р оснащены ручным задним упором, аналогичным ножницам серии ”НД”.
Чертеж ножа гильотинных ножниц Н-475
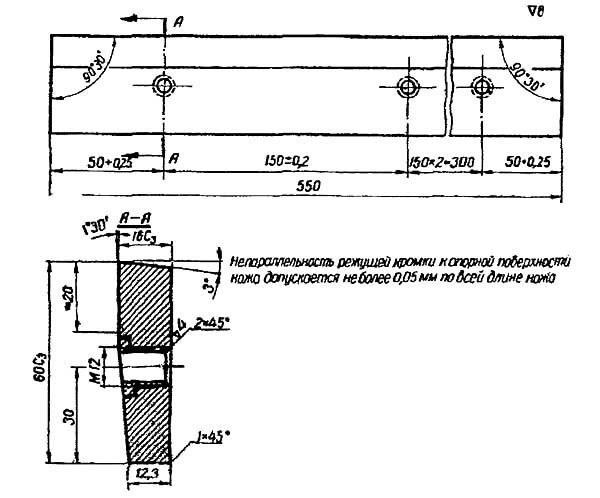
Нож для гильотинных ножниц 16 х 60 х 550
- Ножи должны изготавливаться из стали марок 5ХВ2С, 6ХВ2С и 6ХС по ГОСТ 5950—73
- Твердость ножей — HRC 54 … 58
- Допуск плоскостности поверхности Б — не более 0,1 мм на длине 100 мм
- Поле допуска размеров s а В комплекта ножей — по h11
- Допускаемая разность размеров ножей комплекта в месте стыка не более 0,03 мм
- H14; h14; ±IT14/2
- На ноже должна быть нанесена следующая маркировка: товарный знак предприятия-изготовителя, обозначение ножа, клеймо ОТК, шифр (номер) комплекта (для составных ножей).
- Остальные технические требования для комплекта ножей по ГОСТ 25306-82 Ножи плоские к листовым ножницам. Основные и присоединительные размеры. Технические требования
Изготовление ножей для гильотин
Изготовление ножей для гильотин. Возможности производства позволяют изготавливать цельные ножи длиной до 2000мм. Для оборудования импортного производства с цельными ножами более 3000мм нами разработана технология производства их из составных частей без снижения качества реза и удобства выставления зазоров, это не только существенная экономия на самих ножах, но и удобство обслуживания — заточки ножей.
Ножи для прессножниц COMPACT.
Проверить наличие…
Роликовые ножи к спирально-навивочным станкам SPIRO
Подробнее…
Ножи СМЖ-175
Подробнее…
Внимание! ВЫГОДНОЕ предложение для профессионалов!
За счет применения современных способов термообработки, а также заточки режущих кромок на точном современном оборудовании удалось увеличить срок службы ножей к гильотинным ножницам в 2-2.5 раза по сравнению с ножами произведенными по стандартной технологии.








Применение высокостойких гильотинных ножей позволяет не только снизить финансовые расходы на инструмент в 1,5-2 раза, а также, сохранить ресурс Вашего оборудования: чем точнее и прочнее ножи, тем меньше и равномернее усилие реза, тем меньше износ деталей гильотины, а значит, оборудование прослужит дольше!
Санкт-Петербургский инструментальныйпредлагает следующие услуги:
Порядок работы на ножницах кривошипных листовых Н3121
Приступая к работе, необходимо выполнить следующие требования:
- Смазать ножницы
- Настроить задний упор на требуемую длину реза заготовок. Расстояние от режущих кромок нижнего ножа до заднего упора определяется по линейкам, укрепленным на рейках заднего упора.
- Установить необходимый зазор между верхними и нижними ножами. Для этого необходимо ослабить болты поз.1 и поз.3 рисунок 5, которыми крепится стол к станине. Вращая вручную маховик по стрелке, указанной на кожухе, опускать ножевую балку вниз до перекрытия ножей стола и ножевой балки (10 мм. – перекрытие ножей).
- Подвинуть стол вперед и установить необходимый зазор, затем, опуская ножевую балку вниз, промерить зазор по всей длине ножей слева направо. После установки зазора затянуть болты. Движение стола назад относительной ножевой балки осуществляется болтами позиции 2 рисунок 5. Зазоры между направляющими и ножевой балкой обеспечить прокладками поз.4 рисунок 5.
Величина зазора устанавливается согласно таблицы
| Толщина разрезаемого листа, мм | 5-6 | 7-8 | 9-12 | 12-16 | 17-20 |
| Величина зазора, мм | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 |
- Включить муфту при максимальных оборотах маховика.
- Сделать несколько холостых ходов, убедиться, что ножницы работают исправ
Во время работы:
- Не допускать к ножницам посторонних лиц.
- НЕ ДОПУСКАТЬ РЕЗКИ ЛИСТОВ МАКСИМАЛЬНОЙ ТОЛЩИНЫ С ПРЕДЕЛОМ ПРОЧНОСТИ БОЛЕЕ 500 МП Максимальная толщина листа с пределом прочности более 500 МПа определяется по формуле: δх=δ х 500/σх мм.где δх – максимально допустимая толщина листа с пределом прочности более 500 МПа σх – предел прочности разрезаемого листа, МПа.
- НЕ ДОПУСКАТЬ РЕЗКИ ЛИСТОВ ЗАТУПЛЕННЫМИ НОЖАМИ. Ножи выполнены с четырьмя режущими кромками, при затуплении режущих кромок ножи периодически переворачиваются. Затупившиеся ножи необходимо перешлифовать.
- При резке заготовок длиной более 800 мм.во избежание утяжки листа применять опоры поддержании отрезаемой заготовки.
- При отсутствии электроэнергии выключить вводный автоматический выключатель на электрошкафу
По окончании работы:
- Остановить привод ножниц.
- Выключить вводный автоматический выключатель.
- Произвести уборку ножниц и смазать ее.
- Сообщить сменщику обо всех замеченных неполадках.





