
Разновидности
При нарезке металлических заготовок применяют материал разной формы и толщины. Для повышения производительности операции применяют станки следующих видов:
- Ножницы гильотинные ручные. Данный вид оборудования используется в промышленности, с их помощью оператор может нарезать оргстекло, листовой металл, картон, пластмассу.
- Ножницы гильотинные гидравлические. С их помощью добиваются высокой точности разреза, при этом обрабатывается металл максимальной толщины. Привод производится за счет работы системы гидравлики, заготовка крепится при помощи прижимных цилиндров. Зазор между рабочим столом и лезвием устанавливается вручную металлической линейкой.
- Ножницы гильотинные механические считаются надежными установками. При эксплуатации потребляется низкий уровень электроэнергии. Процесс резки происходит при движении вала от приводного двигателя.
- Электромеханическое оборудование имеет повышенный КПД. Управление механизмом происходит встроенным блоком ЧПУ.
3 Технология работы гильотинных агрегатов
Станок оборудуется двумя ножами. Один из них является неподвижным, другой совершает круговые движения. В место рубки установки металлические изделия и листы поступают с рольгангов. После этого оператор агрегата включает массивный нож гильотины, который под давлением опускается на металл в обозначенном месте и разрубает его на требуемые по техническому заданию части.
Высокое качество кромки и уникальная точность геометрических параметров процесса обеспечивается за счет применения программируемого оборудования. Если по условиям обработки требуется получить готовую продукцию с минимальным уровнем деформации, желательно подключать к гильотине контроллер ЧПУ. Он, действуя в кооперации со штатными узлами станка, дает возможность быстро и четко производить большое количество операций резки металла за короткое время.

Прижимной механизм агрегата отвечает за точность рубки. Причем процесс резки на гильотинных установках может выполняться поперечно и продольно по отношению к металлическому изделию, подаваемому для обработки на станок, под различными углами. А грамотный раскрой листов обеспечивается функционированием направляющих гильотины и режущим ножом, имеющим удлиненную форму.

Как видно из описания, технология применения гильотины весьма проста. Выгоды же от такого оборудования очевидны – “оперативный” раскрой разных по толщине металлических заготовок, малая энергоемкость операций, возможность производства серийных резов и выпуска продукции любой не особо сложной конфигурации (“косынки”, прямоугольники с разными размерами сторон изделия, стандартные полосы и так далее).
Устройство и принцип работы
Гильотина для металла имеет следующее устройство:
- станина основания представляет собой две тумбы скрепленных между собой траверсой, а также соединительных балок;
- рабочий стол фиксируется на траверсе, он служит для установки обрабатываемой заготовки на поверхности;
- верхнее лезвие крепится на подвижной балке, а нижнее во время работы остается без движения;
- рабочий стол имеет дополнительные элементы для выравнивания материала и его прижима, а также механизм при помощи которого настраивается глубина реза.
Станки большой мощности оснащаются предохранительным устройством, при увеличении нагрузки происходит срез шпильки, в результате подвижная часть прекращает движение. В некоторых ножницах снизу устанавливают поддон для сбора обрезков металла. При использовании гильотины с приводом от электродвигателя на траверсу устанавливают редукторный узел.
Принцип работы оборудования основан на первичном подъеме лезвия и последующем его ускоренном спуске к заготовке, происходит разделение деталей. При работе на станке соблюдают следующий алгоритм:
- на поверхности рабочего стола располагают материал для нарезки;
- заготовку выравнивают по упорам, закрепляют, а затем настраивают глубину опускания режущего лезвия;
- прижимной механизм обеспечивает высокую точность, а также предотвращает смещение детали;
- при включении привода происходит передача момента на траверсу, она начинает движение;
- после реза разделенные элементы металла поступают в сторону оператора, либо в накопительный лоток;
- достигая верхнего положения траверса, перекрывает датчик и происходит отключение двигателя.
Для блокировки верхних и нижних точек применяются концевые выключатели. Их устанавливают на станине, при помощи данных устройств отключается и включается электродвигатель станка
Резка металла при помощи гильотинных ножниц
Резка металла, которая является довольно востребованной операцией для многих промышленных производств, осуществляется различными способами.
Одним из таких способов является раскрой листового металла при помощи гильотинных ножниц. Причем, это приспособление, которое получило свое название за сходство со средневековым орудием убийства, может разрезать металлические листы различной толщины, как в продольном, так и в поперечном направлении. Современные виды этого устройства могут производить механическую резку сортового металлопроката.
Применение этого инструмента позволяет получить высокое качество среза, не повреждая при этом полимерного покрытия заготовки или лакокрасочного покрытия. Устройство гильотинных ножниц может быть различно. Оно зависит от нескольких параметров: типа привода, мощности, толщины материала и величины зазора между режущими кромками. По типу привода различают ручные, электромеханические, пневматические и гидравлические варианты данных механизмов. Электромеханический привод считается наиболее эффективным. Такой привод довольно удобен и успешно справляется с достаточно большими объемами работы.








Многие современные модели этих устройств, кроме ручных типов, оснащены дополнительными опциями. Для этого на них устанавливается различная промышленная электроника, позволяющая автоматизировать процесс резки. Основным рабочим элементом этих устройств являются гильотинные ножи. В связи с довольно большим разнообразием видов этих устройств, существует и разнообразные варианты ножей. Поэтому, можно купить ножи для гильотинных ножниц стандартных размеров, а можно сделать заказ на индивидуальные размеры оборудования. Длина реза в некоторых гильотинах может составлять до 2,5м. Естественно, что такой длинны ножи сделать практически не представляется возможным. В таких случаях длина набирается из нескольких пластин стандартных ножей.
Гильотинные ножи являются наиболее распространенным типом всех современных промышленных ножей. Для их изготовления используются такие марки легированной стали, как 6ХС, 9ХС, Х12М и пр. Термическая обработка придает им необходимую степень механической прочности. Ножи, которые используются для холодной резки металла, закаливаются до 52-58 HRC. Аналоги, использующиеся для горячей резки, имеют твердость 42-50 HRC. Все стандартные ножи, как правило, имеют две рабочие кромки. В случае износа они просто переворачиваются. После износа обеих кромок ножи следует перетачивать. Такая операция может производиться на плоскошлифовальных станках, которые имеют необходимую длину рабочего стола.
7 фактов о гильотинах и качественной резке
1. Что такое гильотина?
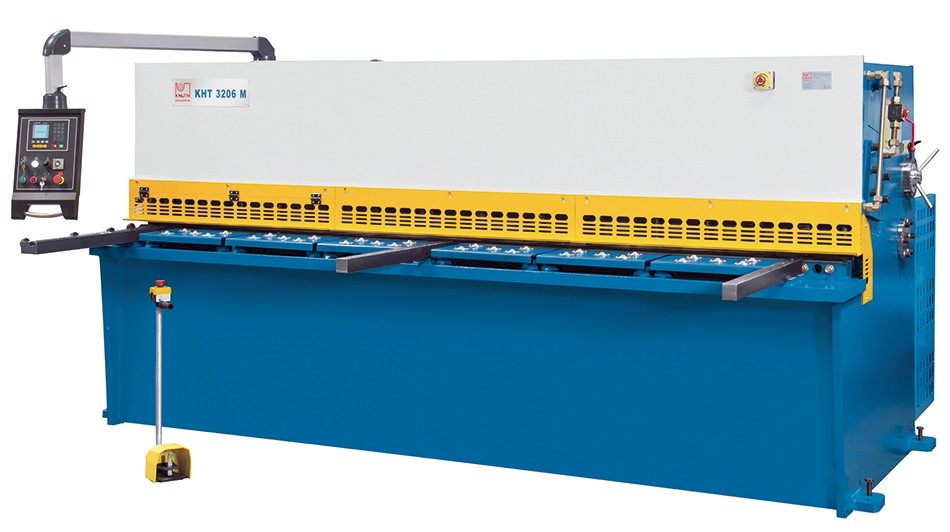
Гильотины применяются для прямолинейной резки листового металла, пластика и других материалов и состоят из станины со столом, системы прижима листа, подвижного и неподвижного лезвия и заднего упора для обеспечения требуемого размера отрезаемой детали. Материал фиксируется при помощи прижимов и разрезается между противоположными кромками двух лезвий.
Гильотины бывают трех типов: ручные, электрические и гидравлические.
Ручные гильотины используют как на малых, так и на крупных производствах. Ручные гильотины бывают сабельные и с прямой балкой. Преимущества гильотин сабельного типа – мобильность (ввиду малых размеров) и отсутствие ограничения в длине реза из-за своей конструкции. На гильотинах с прямой балкой качество реза менее зависимо от оператора.Электрические гильотины подразделяются на роторные и редукторные. Роторные интересны своим соотношением цена-качество, это полноценная электрическая гильотина. Редукторные работают ровнее и тише, к тому же именно на них есть возможность установки большого количества опций (упоров, счетчика реза и т.д.) Самый популярный вариант – 2500/2.5. Эти гильотины позволяют работать с металлом от 0.5 до 2.0 мм толщиной без перенастроек.
2. Принцип работы гильотин
Все гильотины работают по одинаковому принципу, отличается лишь точность и производительность. Процесс резки состоит из вытяжки, разрезания лезвиями и разлома металла. Качество среза определяется состоянием линии реза, она должна быть максимально ровной, а доля разлома металла должна быть минимальной.
При процессе резки большое значение имеют три основных параметра – это величина наклона верхнего ножа, зазор между лезвиями и степень остроты и общее качество лезвий.
3. На что влияет зазор между лезвиями?
Зазор (расстояние между лезвиями) – главный фактор для получения качественного реза. Если зазор недостаточный – усилие при резке будет выше, соответственно вырастут затраты на переточку инструмента из-за увеличенного износа лезвий. Если зазор слишком большой – металл будет сминаться между лезвиями и кромка будет получаться с деформациями.
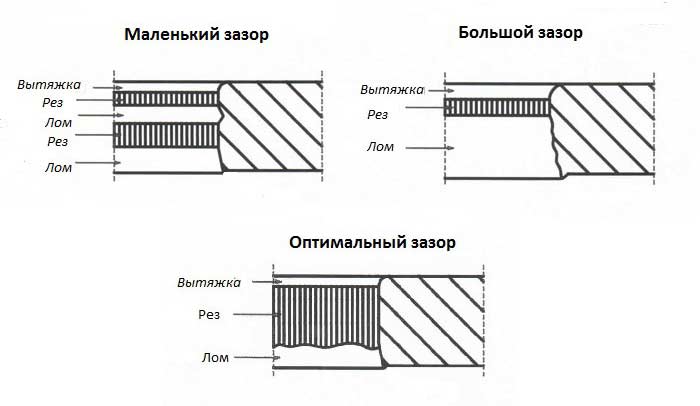 Для получения гладкого и ровного среза необходимы идеально выровненные и грамотно настроенные режущие лезвия. Точное верное значение зазора, соответствующее толщине и типу металла, вы можете уточнить в паспорте или инструкции гильотины, но примерные значения выглядят так: 0,06 мм на каждый мм толщины листа до 10 мм.
Для получения гладкого и ровного среза необходимы идеально выровненные и грамотно настроенные режущие лезвия. Точное верное значение зазора, соответствующее толщине и типу металла, вы можете уточнить в паспорте или инструкции гильотины, но примерные значения выглядят так: 0,06 мм на каждый мм толщины листа до 10 мм.
4. На что влияет наклон верхнего ножа?
Наклон верхнего ножа (угол между лезвиями) также влияет на дефекты резки, особенно при резке узких полос, и на усилие при резке. Чем больше толщина металла, тем более крутым должен быть угол. Правильно подобранный угол наклона позволяет получить идеальный срез.
5. Острота ножей и материал их изготовления
Степень остроты ножей определяет отношение реза к разлому металла. Чем острее лезвия, тем легче происходит сам рез и тем меньше разламывается металл
Также необходимо обращать внимание на твердость материала, из которого изготовлены лезвия, например, для резки нержавеющей стали требуются более твердые ножи, чем для обычного железа
6. Виды дефектов резки и способы их устранения
При неправильной настройке срез металла может иметь разнообразные дефекты:
– дефект изгиба
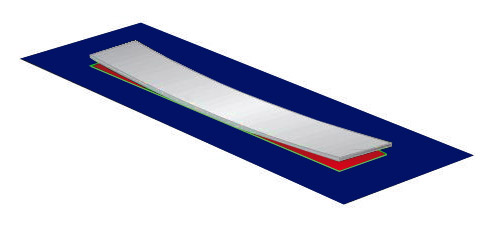 Выражается в изгибе отрезанной заготовки. Возникает в результате отсутствия жесткости заготовки и неправильной настройки угла между лезвиями. Для устранения дефекта необходимо выбирать гильотину с меньшим углом между лезвиями и поддерживать отрезаемую заготовку.
Выражается в изгибе отрезанной заготовки. Возникает в результате отсутствия жесткости заготовки и неправильной настройки угла между лезвиями. Для устранения дефекта необходимо выбирать гильотину с меньшим углом между лезвиями и поддерживать отрезаемую заготовку.









– дефект непрямолинейной кромки
Выражается в деформации отрезанной заготовки. Для устранения дефекта необходимо контролировать зазор и общее состояние лезвий.
– дефект саблевидности
 Выражается также в изгибе отрезанной заготовки. Для устранения дефекта необходимо выбирать гильотину с меньшим углом между лезвиями и совершать резы вдоль направления линий прокатки металла.
Выражается также в изгибе отрезанной заготовки. Для устранения дефекта необходимо выбирать гильотину с меньшим углом между лезвиями и совершать резы вдоль направления линий прокатки металла.
– дефект скручивания
 Выражается в скручивании отрезанной заготовки вдоль ее оси. Возникает при резке узких полос. Для устранения дефекта необходимо выбирать гильотину с меньшим углом между лезвиями и уменьшить скорость резки.
Выражается в скручивании отрезанной заготовки вдоль ее оси. Возникает при резке узких полос. Для устранения дефекта необходимо выбирать гильотину с меньшим углом между лезвиями и уменьшить скорость резки.
7. Правильная настройка гильотины – залог качественного реза
Услуги профессионалов по раскрою металла
Ручное оборудование не всегда подходит, если речь идет об объемной и быстрой резке одинаковых деталей и раскрое толстых листов. С такой работой не справится даже опытный мастер.
Компания NAYADA предлагает оперативную и качественную рубку металла электромеханической гильотиной. Специалисты работают на мощных установках, которые режут листы толщиной до 20 мм и шириной до 3 м. Оборудование обеспечивает ровные линии раскроя без повреждений (даже если речь идет об оцинкованных и окрашенных листах). Автоматический контроль практически исключает погрешности в разметке.
Выбрав услуги NAYADA, вы минимизируете свои расходы и получите рубку высокого качества и в полном соответствии с заданными параметрами. Помимо раскройки металла на гильотинах специалисты компании производят лазерную и плазменную резку, сварку, гибку листов, токарную обработку изделий.
Оформить заказ вы можете на сайте организации. Если вам необходима консультация технолога, позвоните по указанному телефону, закажите обратный звонок или во всплывающем окне.
2 Разновидности современных гильотин – выбор за вами
На сегодня потребителям предлагаются машины для рубки металлических листов и изделий трех основных видов:
- гидравлические;
- с электромеханическим приводом;
- ручные.
Самой простой является, понятное дело, ручная гильотина. Она годится для обработки материалов, чья толщина не превышает 1 миллиметра. Большие объемы металла агрегат обработать не сможет, зато с маленькими партиями изделий справится без проблем. Именно поэтому ручные машины обычно предназначены для небольших фирм.

В разы более мощными являются агрегаты, оснащенные механическим приводом. Они разрезают без каких-либо проблем толстые горячекатаные листы стали (до 16 мм толщиной), характеризуются наличием нескольких специальных систем, существенно упрощающих и ускоряющих процесс рубки:
- контроль за гидроприжимами;
- комплекс поддержки;
- конвейер автоматического принципа действия, предназначенный для приема обработанной металлической продукции.
А на многих крупных предприятиях на гильотины дополнительно монтируются контроллеры числового программного управления станком, которые обеспечивают простоту эксплуатации агрегата и полную безопасность его применения.
Самыми же распространенными признаются установки для рубки металла с гидравлическим приводом. Они имеют ряд достоинств:
- медленное изнашивание элементов гильотины;
- высокая мощность и скорость выполнения операций;
- гарантия защиты оборудования от перегрузок;
- малый уровень вибрации и шума при работе агрегата;
- простота обслуживания (ремонт гильотины для рубки металла может не требоваться годами, если проводить необходимые профилактические работы и замену режущего инструмента на такой установке в рекомендованные сроки).

Также стоит отметить минимальную вероятность (практически нулевую) получения брака при использовании гильотинных ножниц, так как они обеспечивают точное соблюдение заданных пропорций. После гильотины изделия получаются именно с такими геометрическими размерами, которые были заданы, и с ровными краями. При этом в процессе рубки не отмечается образование металлической стружки, а значит, операцию можно смело называть экономически выгодной.








Исходя из сказанного выше, рекомендуется применять гидравлическое либо электромеханическое оборудование тем предприятиям, которые регулярно изготавливают крупные партии продукции из металла. Подобные гильотины требуют малых трудозатрат и гарантируют качественный рез.
Цены на резку металла
Длина руба, которую можно получить на нашем оборудовании составляет 3000 мм
При максимальной толщине листа 14 мм.
| 1 – 500 шт | 501 – 1500 шт | От 1501 шт | |||
| Толщина листа, мм | Цена в руб. За шт | Толщина листа, мм | Цена в руб. За шт | Толщина листа, мм | Цена в руб. За шт |
| 0,8-1,0 | 30 руб. | 1,0 | 15 руб. | 1,0 | 10 руб. |
| 1,2 | 35 руб. | 1,2 | 18 руб. | 1,2 | 12 руб. |
| 1,5 | 40 руб. | 1,5 | 20 руб. | 1,5 | 14 руб. |
| 2 | 45 руб. | 2 | 25 руб. | 2 | 18 руб. |
| 3 | 55 руб. | 3 | 30 руб. | 3 | 20 руб. |
| 4 | 60 руб. | 4 | 35 руб. | 4 | 25 руб. |
| 5 | 65 руб. | 5 | 40 руб. | 5 | 30 руб. |
| 6 | 70 руб. | 6 | 45 руб. | 6 | 35 руб. |
| 8 | 80 руб. | 8 | 50 руб. | 8 | 40 руб. |
| 10 | 100 руб. | 10 | 65 руб. | 10 | 45 руб. |
| 12 | 120 руб. | 12 | 80 руб. | 12 | 50 руб. |
- Ограничения по толщине:
- a) черная и оцинкованная сталь – до 12 мм включительно;
- б) нержавеющая сталь – до 8 мм включительно;
- в) алюминиевые сплавы – до 14 мм включительно;
- Цены на рубку листового металла включает в себя НДС 20%.
- Цена на рубку ориентировочная и не является публичной офертой.
- Стоимость рубки нержавеющей стали – коэфф. 1,3 от базовой цены.
- Стоимость рубки рифленой черной стали – коэфф. 1,5 от базовой цены.
- Максимальный размер заготовки 1500×3000 мм
- Минимальная объём заказа – 3000 руб, без учёта стоимости материала
«СК Весна» работает с листовым металлом любого формата:
- листовая холоднокатаная, горячекатаная и оцинкованная сталь толщиной до 12 мм
- листовая нержавеющая сталь толщиной до 8 мм
- листовой алюминий толщиной до 14 мм
- листовой рифленый алюминий до 10 мм по основе любого формата;
- композитные листовые материалы толщиной до 12 мм
- цветной листовой металла (медь, латунь, титан) толщиной до 12 мм
Принцип выбора
При покупке механической гильотины учитываются факторы:
- стоимость станка;
- кем изготовлено оборудование;
- уровень надежности;
- наличие хороших отзывов в сети;
- гильотина для резки должна быть изготовлена из качественных комплектующих;
- сервисное и гарантийное обслуживание.
Преимущества и недостатки
Преимущества гильотинных ножниц по металлу:
- простота резки;
- снижение затрат энергии при эксплуатации механических гильотин;
- резка происходит без стружки и опилок, снижаются отходы производства;
- заготовка после обработки имеет ровный край без щербления;
- точность раскроя;
- высокая производительность гидравлической гильотины;
- управление и контроль операции резки при помощи ЧПУ.
Производители и стоимость
Гильотина для резки изготавливается в России, Китае, Турции. При выборе оборудования необходимо учитывать производительность и размерные характеристики станка. Цена ручной гильотины для резки металла — от 5000 рублей. Стоимость сложного оборудования — от 500000 рублей.
Пневматические гильотины
Промышленное оборудование гильотинного типа для резки металла, оснащенное приводом, работающим от сжатого воздуха, является более производительным, чем гидравлические станки, и практически не отличается по этому параметру от электромеханических версий. Для запуска режущего элемента в этих машинах используется компрессор или центральная магистраль со сжатым воздухом. Чаще всего станки с пневматическим приводом можно встретить на крупных металлообрабатывающих предприятиях, занимающихся изготовлением крупносерийных деталей.
Объединяет эти установки с гидравлическими и электрическими машинами то, что они также относятся к стационарному типу оборудования. В их конструкции предусмотрены рабочие столы большой площади, выдвижные контейнеры для сбора готовых изделий и автоматизированное устройство подачи заготовки. Во многих моделях пневматических станков также имеется ЧПУ. За счет увеличения скорости обработки металла при использовании пневматического привода в сочетании с электронным управлением повышается производительность и одновременно точность обработки заготовок.
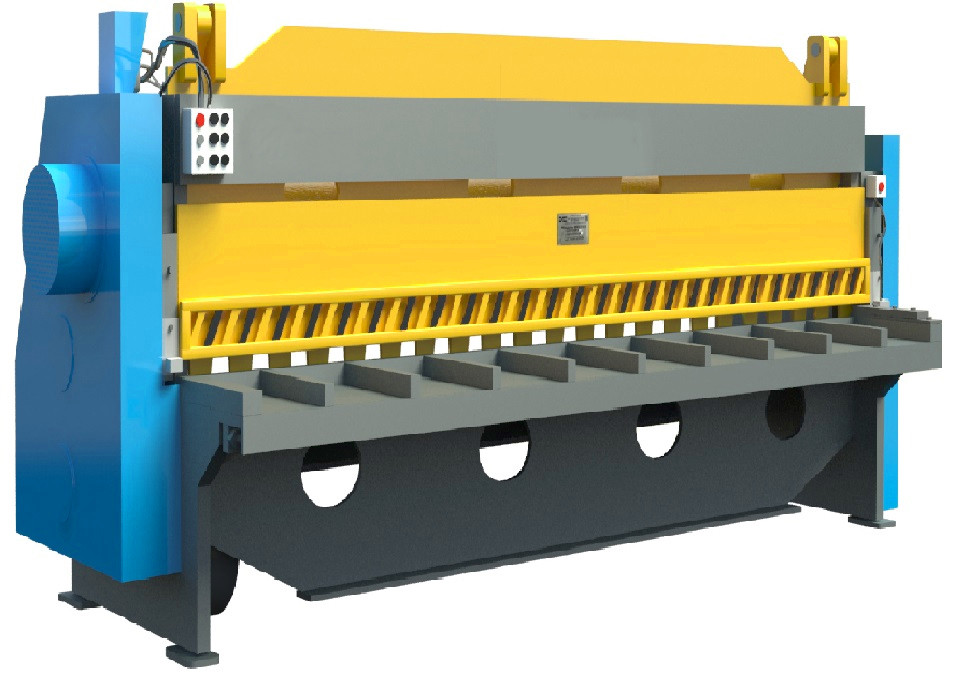
Гильотина для раскроя металла
Первые установки имели ручной привод. Чтобы выполнять резание потребовалось установить не только сам нож, нужно еще иметь противорежущую пластину (неподвижный нож).
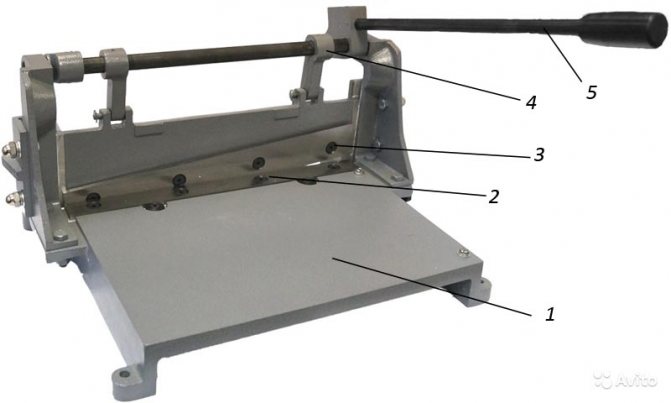
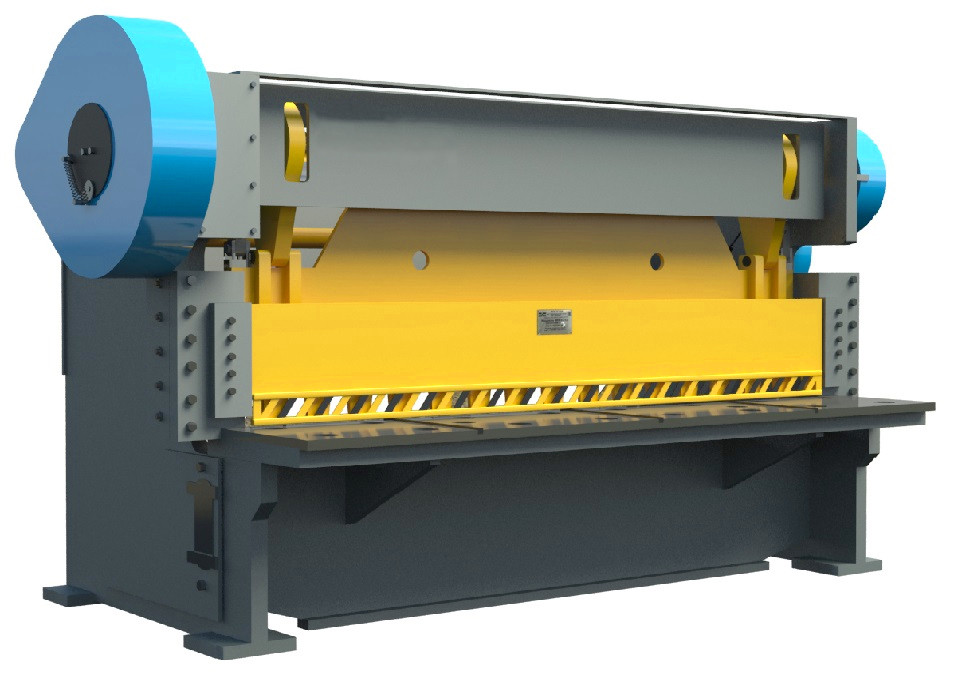
Общий вид современной ручной гильотины для раскроя металла: 1 – стол; противорежущая пластина; 3 – нож; 4 – кривошип; 5 – рычаг подачи ножа
Ручная гильотина по металлу позволяет резать сравнительно небольшие заготовки, ширина реза редко превышает 1200…1500 мм. При этом толщина разрезаемых деталей зависит от материала, использованного для изготовления.










Обычно на небольших производствах применяют подобные станки для стали толщиной до 0,5…0,7 мм. Можно обрубать пластик или разные виды пленок. На фабриках, производящих напольные покрытия, режут виниловую плитку.
В типографиях перед переплетом книг, брошюр и других изданий с помощью гильотин с ручным приводом формируют блоки. В дальнейшем их отправляют на пресс, где создается печатная продукция.

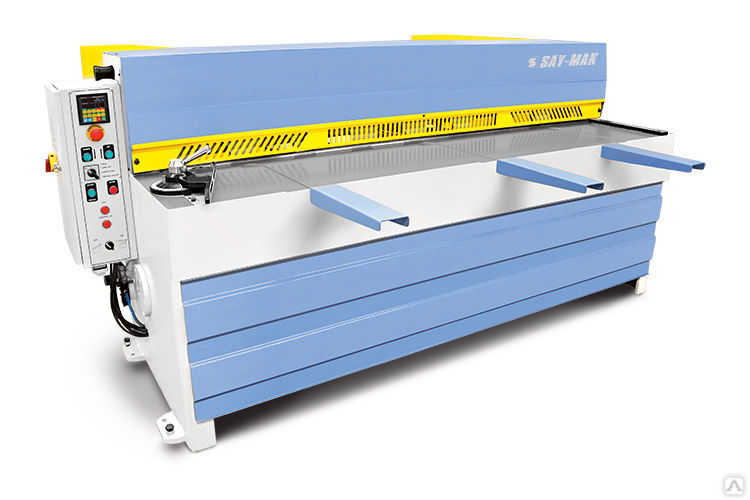
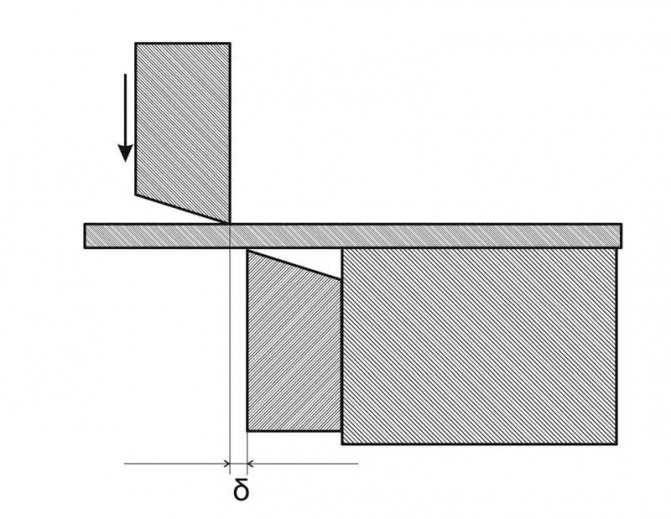
Процесс резания на гильотинном станке: 1 – стол для подачи материала; 2 – металлический лист; 3 – противорежущее лезвие; 4 – нож
Регулирование зазоров
При работе стараются уменьшить расстояние между кромками лезвий. Чем оно будет меньше, тем чище рез. Однако, при работе с металлом операторы вынуждены смещать неподвижный нож для увеличения зазора. С ростом толщины разрезаемого металла возникает необходимость в повышении расстояния.
Если не поступать подобным образом, то кромки лезвия будут крошиться. Металл претерпевает деформационные изменения. Он ведет себя как пластичное вещество, выдавливается между кромками.
Зазор δ между режущими кромками
Чем меньше толщина заготовок, тем ближе следует размещать лезвия относительно друг друга. В таблице 1 представлены рекомендации по зазорам в зависимости от толщины стали 08 сп.
Таблица 1: Зазоры между противорежущими кромками для ручной гильотины при рубке стали 08 сп
| Толщина листа, мм | Зазор между ножом и противорежущей пластиной, мм |
| 0,08…0,095 | 0,02 |
| 0,100…0,195 | 0,03 |
| 0,200…0,295 | 0,04 |
| 0,300…0,395 | 0,05 |
| 0,400…0,495 | 0,06 |
| 0,500…0,595 | 0,07 |
| 0,600…0,695 | 0,08 |
| 0,700…0,800 | 0,09 |
При работе на установках с гидравлическим или кривошипным приводом скорость перемещения ножа выше. Поэтому требуется несколько увеличить зазор (таблица 2).
Таблица 2: Зазоры между противорежущими кромками для механических гильотин
| Толщина листа, мм | Зазор между ножом и противорежущей пластиной, мм |
| 0,080…0,095 | 0,04 |
| 0,100…0,195 | 0,06 |
| 0,200…0,295 | 0,08 |
| 0,300…0,395 | 0,10 |
| 0,400…0,495 | 0,12 |
| 0,500…0,595 | 0,14 |
| 0,600…0,695 | 0,16 |
| 0,700…0,800 | 0,18 |
При высокой скорости смещения металла (механические ножи) происходит разогрев. Если не увеличить зазор, то через несколько последовательных резов кромки могут разогреться до такой степени, что металл может привариться к ножам.
Косой рез
При создании первых машин для массовых казней иногда происходил некачественный рез. Прямое лезвие не перерубало с первого удара кожу и костную ткань. Присутствующий при испытаниях установки Людовик XVI предложил изобретателю усовершенствовать устройство, изготовив падающее лезвие с наклоном. Вхождение со скольжением позволяет оптимизировать угол резания, перераспределяет нагрузку в устройстве.
Когда происходит резание, встреча кромки с разрезаемым материалом происходит не одновременно по всей длине ножа. Он постепенно внедряется в металл. Поэтому даже небольшой наклон, всего несколько градусов позволяют заметно снизить величину силы сопротивления резанию.

Установка активного лезвия под углом наклона β: 1 – активный нож; 2 – пассивный нож; 3 – разрезаемый материал
Современные небольшие ножницы гильотинного типа работают со значительными углами β. Так конструкторы добились заметного снижения усилий на ноже. На некоторых предприятиях на подобных малогабаритных станках работают даже женщины. Они справляются с заданием по раскрою металла.


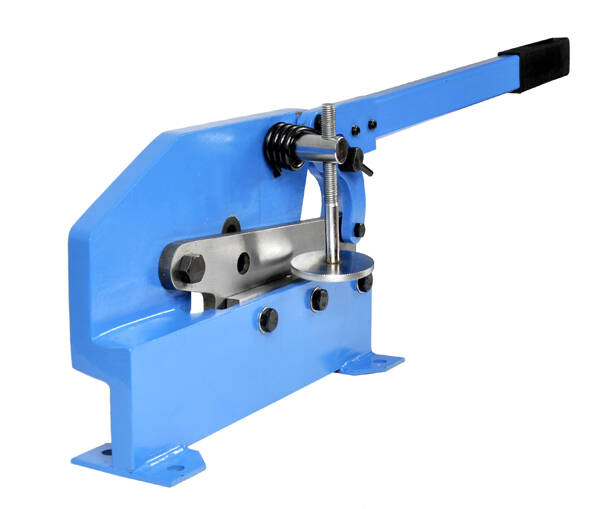








Гильотинные ножницы для раскроя металла с ручным приводом
Заключение
Рубка металла — это ряд слесарных процедур, которые позволяют создать в металле различные выемки и углубления. Может использоваться также для раскройки металлических листов и отделения одних элементов деталей от других.
Не следует путать с резкой и пробивкой: в первом случае речь идет лишь о разрезании на части, а во втором случае — о создании отверстий в объекте.
Ручная рубка является простой и интуитивно понятной технологией: рабочему дается зубило и молоток, а сама деталь/лист фиксируется в тисках — после этого рабочий наносит удары в нужных местах, чтобы создать выемки и сделать раскройку. Также рубку можно сделать с помощью различных инструментов — с помощью ножниц, автоматических роликовых пил. Минусы подобных подходов очевидны — не слишком высокая точность, низкая скорость обработки.
На заводах для рубки металла используются специальные станки, на которые ставятся ножи гильотинного типа. Эта технология является более точной и производительной, однако нужно помнить, что хороший гильотинный станок стоит достаточно дорого.
- Шмаков В. Г. Кузница в современном хозяйстве. — М.: Машиностроение, 1990.
- Щеглов В.Ф., Максимов Л.Ю., Линц В.П. Кузнечно-прессовые машины: Учебник для техникумов по специальности «Теория, конструкция и расчёт кузнечно-прессовых машин».. — М. Машиностроение, 1979.
- Groover, Mikell P. (2007), «Theory of Metal Machining», Fundamentals of Modern Manufacturing (3rd ed.), John Wiley & Sons, Inc.
- Статья на Википедии





