
2М112 станок сверлильный настольный. Назначение и область применения
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
Основные технические характеристики сверлильного настольного станка 2м112
Изготовитель — Кировский станкостроительный завод.
- Максимальный диаметр сверления: Ø 12 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 400 мм
- Пределы чисел оборотов шпинделя в минуту — (5 ступеней) 450, 800, 1400, 2500, 4500 об/мин
- Конец шпинделя — В18 наружный укороченный конус Морзе 2 по ГОСТ 9953
- Стандартный сверлильный патрон — Патрон 16-В18 ГОСТ 8522-79, диапазон зажима 3..16 мм
- Мощность электродвигателя: 0,55 кВт
- Масса станка: 120 кг
Шпиндель станка 2м112 получает пять скоростей вращения от пятиступенчатых шкивов привода, что обеспечивает свободный выбор скоростей резания в диапазоне от 450 до 4500 об/мин.
Конец шпинделя — наружный укороченный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) — конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Укороченному конусу В18 соответствует сверлильный трехкулачковый патрон 16-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима от 3 до 16 мм.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
Конус Морзе инструментальный укороченный
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Конус Морзе подразделяется на восемь размеров — от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
- B7 — конус Морзе КМ0, D = 7,067 мм;
- B10 — конус Морзе КМ1, D = 10,094 мм. Патрон 4-В10 (0,5÷4 мм);
- B12 — конус Морзе КМ1, D = 12,065 мм. Патрон 6-В12 (0,5÷6 мм), Патрон 8-В12 (1÷8 мм);
- B16 — конус Морзе КМ2, D = 15,733 мм. Патрон 10-В16 (1÷10 мм), Патрон 13-В16 (1÷13 мм);
- B18 — конус Морзе КМ2, D = 17,780 мм. Патрон 16-В18 (3÷16 мм);
- B22 — конус Морзе КМ3, D = 21,793 мм. Патрон 20-В22 (5÷20 мм);
- B24 — конус Морзе КМ3, D = 23,825 мм;
- B32 — конус Морзе КМ4, D = 31,267 мм;
- B45 — конус Морзе КМ5, D = 44,399 мм.
Где D — диаметр конуса в основной плоскости.
Отсчет глубины сверления производится по плоской шкале или упору.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Использование тумбы для установки станка дает возможность для сверления торцов длинных деталей, например валов. Диаметр вала — до сто двадцати миллиметров, длина — до тысячи миллиметров.
Сверлильный станок 2М112 позволяет выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Сверлильный станок 2М112 может комплектоваться дополнительными принадлежностями, позволяющими расширить его возможности:
- Тиски — незаменимы при сложных видах обработки, например, небольших деталей или сверления под углом
- Крестовый стол — незаменим для точного координатного сверления или легкого фрезерования
- Револьверная головка
- Узел охлаждения — незаменим при длительном сверлении
Аналоги настольного сверлильного станка 2М112
ЕНС12 — Ø12 — Ейский станкостроительный завод ЕСЗ, г. Ейск
ОД71 — Ø12 — Оренбургский станкозавод, г. Оренбург
НС-12А — Ø12 — Вильнюсский станкостроительный завод «Жальгирис»
НС-12Б, НС-12-М — Ø12 — Барнаульский станкостроительный завод
ШУНСС-12 — Ø12 — Мукачевский станкостроительный завод, с. Кольчино
ГС2112 — Ø12 — Гомельский завод станочных узлов
ЗИМ1330.00.00.001 — Ø12 — Завод им.Масленникова, ЗИМ-Станкостроитель, г. Самара
МП8-1655 — Ø12 — СтанкоСтроительный завод им. Кирова, г. Минск
БС-01 — Ø12 — Беверс, г. Бердичев
ВС3-5016 — Ø12 — Воронежский станкозавод
Р175М — Ø12 — Чистопольский завод АвтоСпецОборудование, г. Чистополь
Р175, Р175М — Ø13 — АвтоСпецОборудование
ВИ 2-7 — Ø14 — Волгоградский инструментальный завод
MD-23 — Ø14 — Каунасский станкостроительный завод «Нерис»
Настольно-сверлильный станок 2М112: технические характеристики
Особенностью рассматриваемого агрегата является возможность регулировки диаметра просверливаемого отверстия. Согласно инструкции по эксплуатации, на станке можно проделывать гнезда диаметром до 12 мм. Этого диапазона вполне хватает для производства работ в домашних мастерских. На промышленных аналогах предусмотрен увеличенный диаметр вырабатываемых отверстий.








Ниже приведены технические характеристики сверлильного станка 2М112:
- Максимальный диаметр сверления – 12 мм.
- Перепад дистанции от оси шпинделя до стойки – от 0 до 400 мм.
- Вылет направляющего элемента – 190 мм.
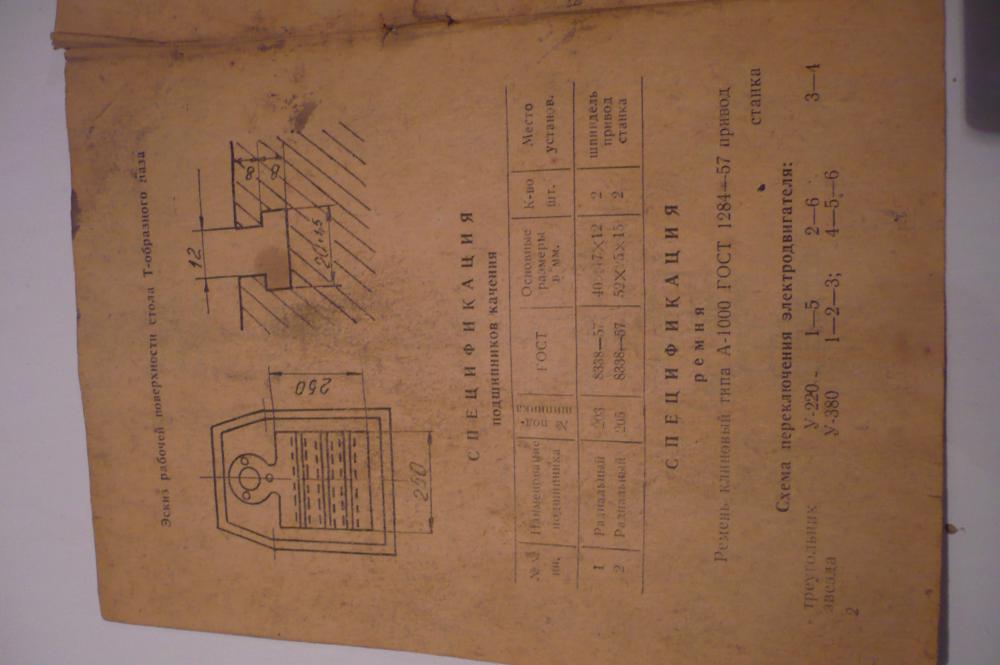
- Ширина рабочей поверхности – 250 мм.
- Количество пазов – 3 штуки.
- Ход гильзы шпинделя – 100 мм.
- Число скоростей – 5.
- Максимальная оборотистость – до 4500 вращений в минуту.
- Тип привода – электрический двигатель мощностью 0,55 кВт.
- Длина/ширина/высота – 0,79/0,37/0,95 м.
- Вес – 120 кг.
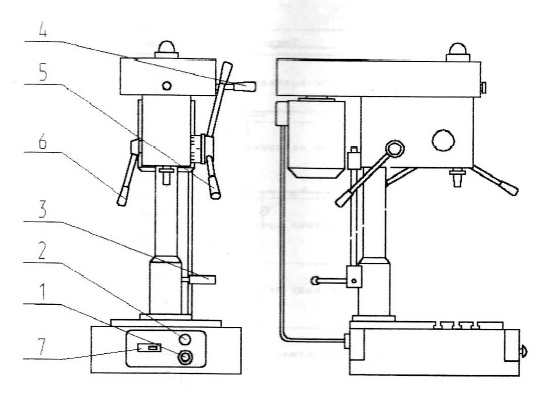
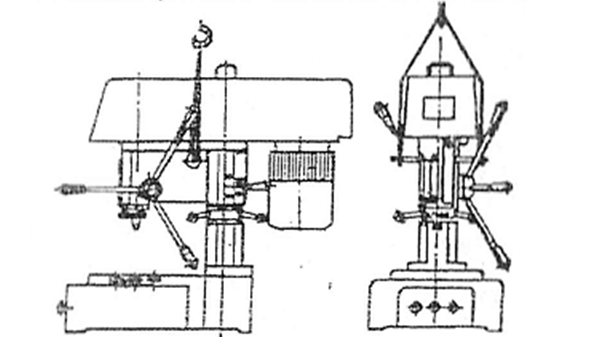
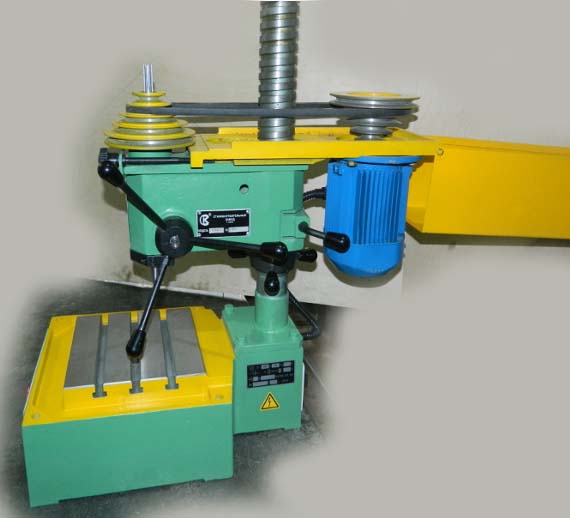
Расположение составных частей сверлильного станка НС-12
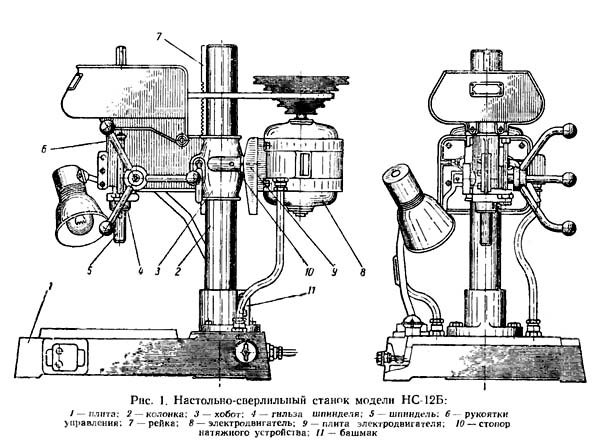
Расположение составных частей сверлильного станка НС-12
Спецификация составных частей сверлильного станка НС-12
- Плита
- Колонка
- Хобот (шпиндельная бабка)
- Гильза (пиноль) шпинделя
- Шпиндель
- Рукоятка подачи пиноли шпинделя
- Зубчатая рейка
- Электродвигатель
- Плита электродвигателя (подмоторная плита)
- Стопор устройства натяжения ремня
- Башмак (кронштейн крепления колонки к плите)
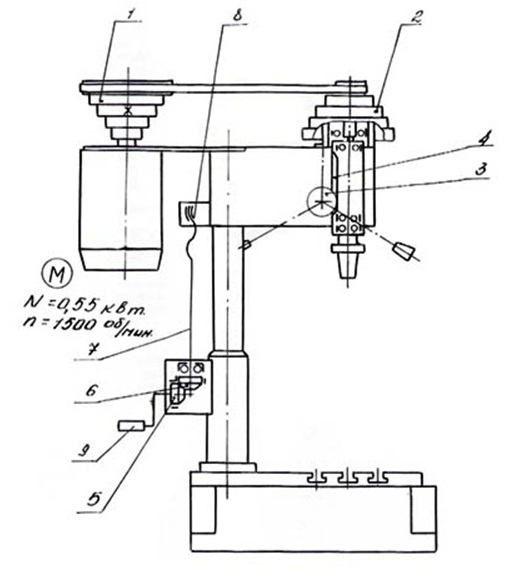
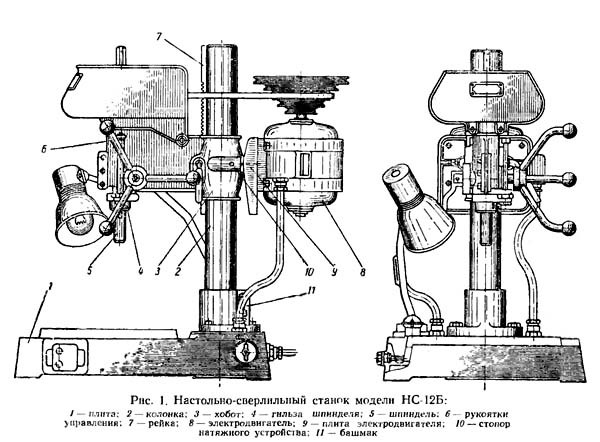
Краткое описание конструкции и работы настольного сверлильного станка НС-12
Станок состоит из следующих основных частей: плита 1; колонка 2; хобота со шпиндельной группой 3; электрооборудования 8.
На плите закрепляется башмак 11, в отверстии которого устанавливается колонка 2. Колонка закрепляется путем затяжки башмака.
По периметру плиты расположен желоб для сбора охлаждающей жидкости. В нижней части желоба имеется спусковое отверстие с пробкой. При подключении станка к централизованной подаче эмульсии вместо пробки может быть завернут ниппель с резиновым шлангом.
Внутри плиты вмонтирован понижающий трансформатор и корпус пакетного выключателя (для местного освещения), а снаружи — кнопочная станция (для электродвигателя станка).
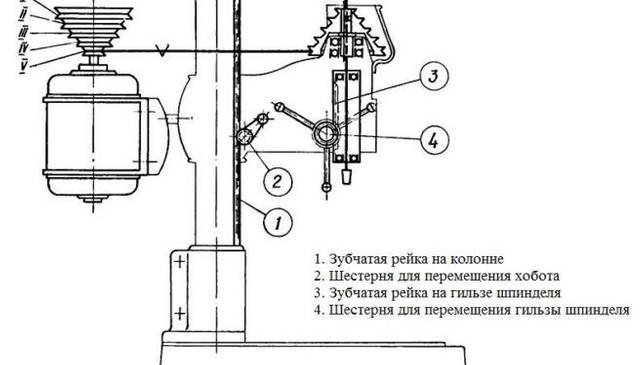
На колонке закреплена рейка 3 (рис. 4) (m = 2), в зацеплении с которой находится шестерня, вмонтированная в хобот, жестко закрепленная с рукояткой 4 (см. схему расположения органов управления). При повороте рукояток 3, 4 (рис. 6) хобот перемещается по колонке. После установки хобота на необходимую высоту рукояткой 3 хобот зажимают.
На хоботе закреплены шпиндельная группа 5, электродвигатель 8 с плитой и натяжное устройство 10 для клинового ремня.
Шпиндель, разгруженный от шкива, установлен в гильзе 4 (пиноли) на прецизионных радиальноупорных подшипниках.
Гильза перемещается при повороте рукоятки 6 (рис. 1).
Передача вращения от шкива шпинделю осуществляется при помощи двух призматических шпонок.
Пятиступенчатый шкив шпинделя закреплен с помощью втулки на двух радиальных подшипниках.
Электродвигатель закреплен на подмоторной плите, направляющие которой свободно входят в соответствующие расточки в хоботе. После того как ремень накинут на соответствующую ступень шкива, эта плита оттягивается от хобота до нормального натяжения ремня и в этом положении фиксируется прижимными винтами.
Электрооборудование и электрическая схема сверлильного станка 2М112
Электропитание сверлильного станка 2м112 ~380 или ~220 Вольт.
Станки, изготовленные для промышленных предприятий и учебных заведений имют питающее напряжение ~380 В, для передвижных мастерских – ~220 В. Местное освещение имеет безопасное напряжение ~24 В.
Все электрооборудование станка: переключатели, трансформатор, предохранители помещается под плитой рабочего стола.
Техническая характеристика электропривода
- Тип электродвигателя привода шпинделя — АИР714У3 или 4А71А4У3
- Электродвигатель – асинхронный трехфазный, с короткозамкнутым ротором, высота оси вращения 71 мм, масса 8,4 кг
- Мощность электродвигателя привода шпинделя – 0,55 кВт
- Частота вращения электродвигателя привода шпинделя – 1370 об/мин
Первоначальный пуск и указание по монтажу и эксплуатации
При установке необходимо прежде всего подсоединить станок (узел охлаждения) к общей системе заземления с помощью специального болта, расположенного на плите станка (на станке бака узла охлаждения).
Ввод питающих проводов осуществляется заказчиком через отверстие, находящееся на задней части плиты станка (на кожухе пульта управления узла охлаждения).
Аппарат ОСЗР (СОЖ) подключается автономно к питающей цепи.
Станок (узел охлаждения) к питающей сети подключается с помощью переключателя Q1.
В начале необходимо произвести пробный пуск станка на холостом ходу, на всех скоростях последовательно, начиная с наименьших оборотов шпинделя. В первый период после пуска станка не рекомендуется работать на максимальных оборотах шпинделя.
Защита
Электрооборудование стапка защищено от коротких замыкании и перегрузок плавкими предохранителями F1, F2, F3.
Для предотвращения самозапуска электродвигателя применена нулевая защита с использованием контактов магнитных пускателей К1 и К2.
Указания по обслуживанию электрооборудования станка
Монтаж электрооборудования произведен проводами следующих расцветок:
- силовые цепи — черными
- цепи управления — красными
Для обеспечения длительной и безаварийной работы станка необходимо регулярно очищать электродвигатель, пусковую и защитную аппаратуру от пыли, а контакты — от нагара; соединения приводов с аппаратурой по мере необходимости подтягивать.

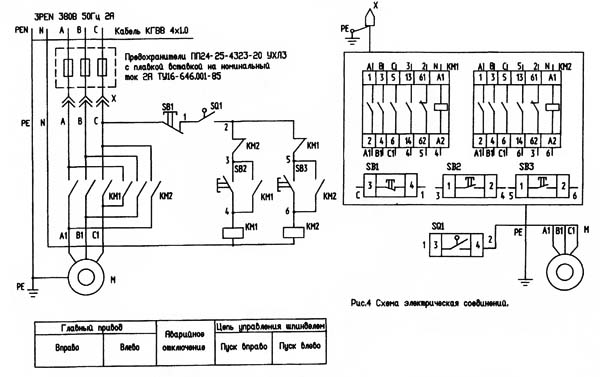
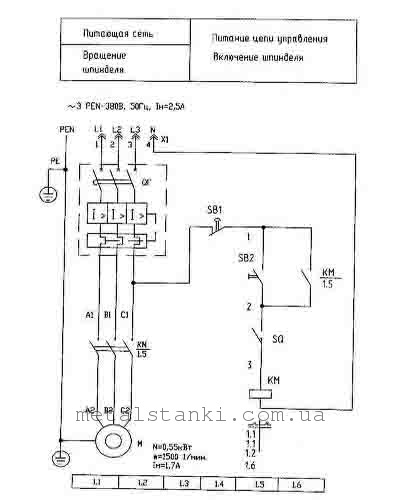
Электрическая схема сверлильного станка 2м112 на 380В
Перечень элементов к электрической схеме
- Q1 – Переключатель ПКУ3-154И-2037У3 ТУ 16-526.047-74
- S1 – Выключатель КЕ201У3 исп. 5 красный «П» ТУ 16-642.015-84
- S2, S3 – Выключатель КЕ181У3 исп. 2 черный «П» ТУ 16-642.015-84
- Е1 – Светильник НКП03-60-0.04УХ4 ТУ 16.876.184-86. Лампа М 024-40 ГОСТ 1182-77
- Ml – Двигатель АИР 71 А4У3, 380 В, 50 Гц ТУ 16-525.564-84 или 4А71А4У3 ГОСТ 19523-81
- F1, F2, F3 – Предохранитель ПРС-6У3-П с плавкой вставкой ПВД1-6У3 ТУ 16-522.112-74
- К1, К2 – Пускатель ПМЕ-041У4 (380 В, 50 Гц) ОСТ 16.0.536.001-72
- Т, Q2, F4 – Аппарат ОСЗР-0,04-83УХЛ3 ТУ 16-6/1 041-84 (СОЖ)
Допускается замена комплектующих без ухудшения качества станка.
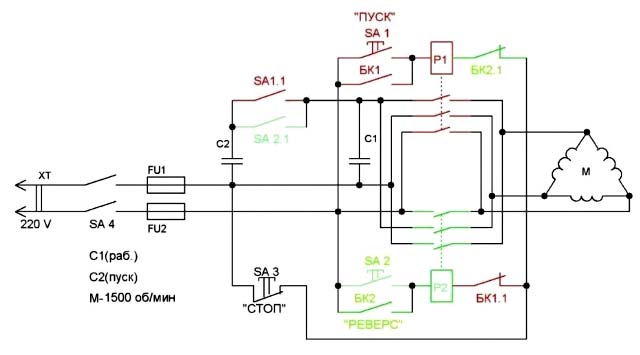
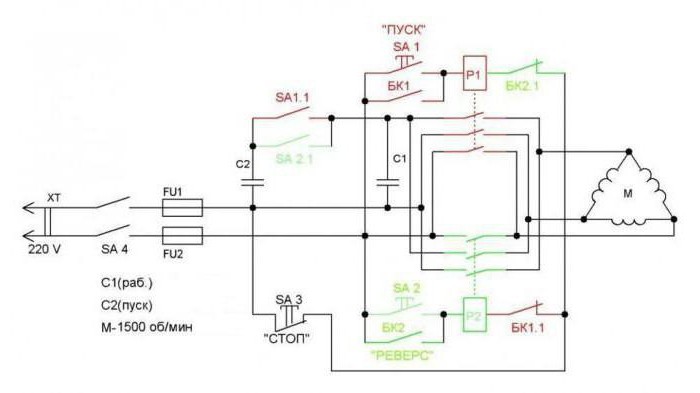
Электрическая схема сверлильного станка 2м112 на 220В

Пульт управления сверлильного станка 2м112
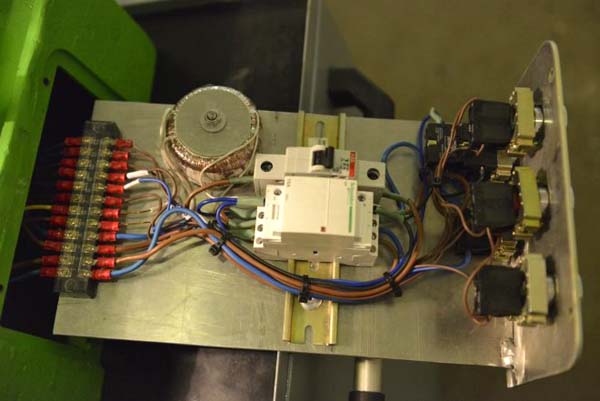
Монтаж электросхемы сверлильного станка 2м112
Конструкция станка
Эта модель предназначена для формирования отверстий в небольших заготовках из различных материалов: стали, дерева, полимеров. При наличии метчика может нарезаться резьба. Он нашел применение в комплектации ремонтных мастерских, имеет широкую популярность среди домашних мастеров.






Конструкция состоит из рабочего стола, который выполняет функцию основания. На его поверхности располагаются шлифованные пазы т-образной формы для фиксации заготовки. На станину установлена вертикальная колонна, в верхней части которой крепится электрическое оборудование, шпиндельная головка и валы для переключения количества оборотов.
В паспорте подробно описаны конструктивные особенности настольного станка НС-12. Они заключаются в следующем:
- использование чугунных корпусов. Это обеспечивает длительный срок безремонтной эксплуатации оборудования;
- удобная система смены частоты вращения шпинделя. Для этого на валу бабки и электродвигателя установлены шкивы различного диаметра. Привод осуществляется с помощью ременной передачи;
- точность обработки обеспечивает отчет глубины сверления по упору или по плоской шкале.
Во время работы на оборудовании в обязательном порядке устанавливается защитный кожух на вал со шкивами шпинделя. Это предотвратит появление опасных ситуаций.
Элементы конструкции бытового сверлильного оборудования и их взаимодействие
Шпиндельный узел как производственного, так и бытового сверлильного станка приводится в действие посредством электродвигателя, сообщающего крутящий момент валу ременной передачи. Сверлильные станки, предназначенные для бытового использования, оснащаются электродвигателями, мощность которых составляет 250–1000 Вт.

Асинхронный двигатель настольного сверлильного станка Sturm BD7037 мощностью 370 Вт
На многих моделях бытовых станков сверлильной группы скорость вращения режущего инструмента можно регулировать, что обеспечивается за счет использования в их конструкции валов ременной передачи разного диаметра. Принцип регулирования скорости вращения шпинделя на таких станках достаточно прост: при выключенном приводном электродвигателе ремень просто перекидывается в канавку той части шкива, которая имеет другой диаметр. По такому принципу скорость вращения шпинделя можно регулировать в диапазоне 450–3000 об/мин.

Узел ременной передачи станка Proma PTB-16B230
На станках для бытового использования обычно устанавливаются сверлильные патроны, идентичные зажимным устройствам ручных электродрелей. Такие патроны с 3 самоцентрирующимися кулачками рассчитаны на фиксацию сверл, диаметр которых доходит до 12 мм. Для работы с этим патроном необходим специальный ключ, при помощи которого осуществляется зажим или ослабление фиксирующих кулачков.

При выборе станка обратите внимание на минимальный диаметр зажимаемого в патроне сверла – кулачки некоторых моделей не могут фиксировать сверла калибром менее 3 мм
Технические возможности сверлильных станков бытового назначения позволяют обрабатывать детали, высота которых находится в интервале 200–900 мм. Данный параметр зависит от того, на какую высоту сверлильная головка может подниматься на стойке оборудования. Принцип перемещения сверлильной головки по колонне станка у различных моделей может варьироваться. На самых простых и легких устройствах рабочая головка перемещается на требуемую высоту вручную, а на более крупном и тяжелом оборудовании для этого предусмотрена специальная рукоятка-штурвал, которая соединена с приводным механизмом.
Для фиксации сверлильной головки в требуемом положении и для ее установки на необходимой высоте перед началом обработки используется специальная рукоятка. Регулировать и фиксировать положение рабочей головки перед началом сверления необходимо потому, что величина вылета патрона из шпиндельного узла достаточно невелика и составляет в зависимости от модели агрегата 50–400 мм.
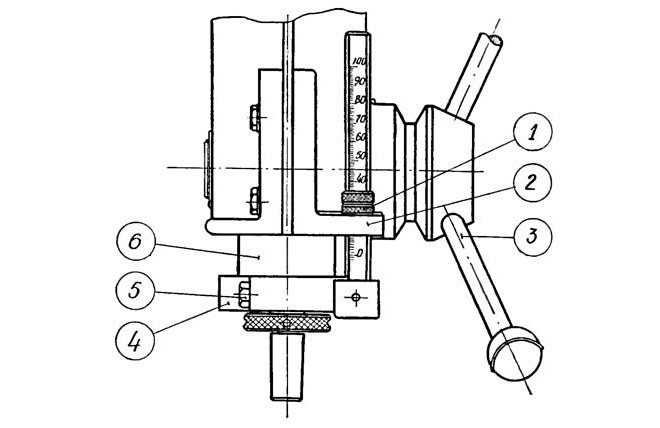
Органы настройки глубины сверления станка НС12А: 1 – гайка указателя; 2 – выступ указателя; 3 – штурвал; 4 – хомут; 5 – фиксирующий винт; 6 – гильза шпинделя
Важным параметром, по которому оценивают любой сверлильный станок, является вылет сверла. Этот параметр, который у разных моделей бытовых станков может находиться в интервале 100–200 мм, характеризует расстояние от оси вращения режущего инструмента до оси стойки-колонны (от него зависит то, на каком расстоянии от края детали можно просверлить отверстие).
Основным требованием к плите-основанию сверлильного станка, которая должна обеспечивать его устойчивое положение на любой горизонтальной поверхности, является ее массивность и габариты, достаточные для того, чтобы уравновешивать массу остальных конструктивных элементов оборудования.
Назначение верхней части такой плиты – служить рабочим столом, поэтому ее делают максимально ровной с несколькими пазами. Центральный из этих пазов используется при сверлении сквозных отверстий и необходим для того, чтобы в процессе выполнения такой технологической операции избежать повреждений сверла и поверхности рабочего стола. Остальные пазы на поверхности рабочего стола нужны для закрепления различных зажимных приспособлений.

Основание станка PROHHON-TBM-220 имеет прорези для закрепления тисков
Вертикальное перемещение сверла, закрепленного в патроне, осуществляется за счет рычажного механизма, приводимого в действие специальной рукояткой. Такая рукоятка, расположенная на боковой поверхности корпуса станка, специально подпружинивается, что обеспечивает ее автоматический возврат в исходное состояние после того, как воздействие на нее прекращается.
Электродвигатель на бытовых моделях питается преимущественно от электрической сети с напряжением 220 В. Он запускается и останавливается при помощи кнопочной станции. На отдельных моделях бытовых сверлильных станков, технические возможности которых позволяют нарезать внутреннюю резьбу, предусмотрен реверсивный запуск электродвигателя.
Описание агрегата
Имеет небольшие габариты и устанавливается на верстаке, позволяет вести обработку небольших деталей. Применяется для оснащения ремонтных производственных подразделений, учебных и домашних мастерских.
Несмотря на маленькие габариты и невысокую производительность он легкий и удобный в использовании. Простота конструкции делает доступным техническое обслуживание и ремонт.
Конструкция сверлильного станка НС-12
Станком удобно управлять, а несложное устройство повышает надежность и долговечность.
У станка НС-12 пять рабочих скоростей вращения шпинделя. Обороты вращения изменяются с помощью ременной передачи. Ремень быстро переставляется на многоступенчатых шкивах с одного диаметра на другой. Благодаря оригинальному устройству механизма натяжения мастера могут без труда получить нужную скорость резания.









Технические характеристики сверлильного станка НС-12А дают возможность выполнять следующие операции:
- сверлить и рассверливать отверстия;
- зенкеровать и зенковать;
- разворачивать отверстия;
- нарезать внутреннюю резьбу.
Главным движением резания является вращение инструмента и вертикальная подача шпинделя.
Наибольший диаметр сверления в стальной детали, наибольший ход и вылет шпинделя – это базовые параметры станка. Описание оборудования также легко найти в интернете или у опытных мастеров. У любой техники такого типа имеется свой паспорт, где указаны все технические и специфические указания.
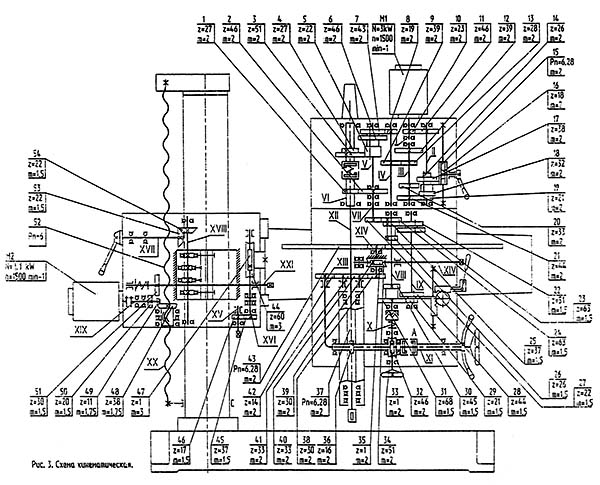
Кинематическая схема сверлильного станка ГС2116К
Кинематическая схема сверлильного станка гс2116к
Кинематическая схема станка содержит три кинематические цепи: вращения шпинделя, ручной подачи и перемещение шпиндельной бабки по колонне.
Сверлильная головка представляет собой литой корпус, в котором расположены коробка скоростей и механизм подачи шпинделя, механизм переключения скоростей и механизм зажима корпуса на колонне.
Вращение электродвигателя М передается через муфту и коробку скоростей на вал шпинделя.
Коробка скоростей имеет три вала с закрепленными на них зубчатыми колесами.
На двух валах установлены подвижные 2-х и 3-х венцовые блоки зубчатых колес на третьем промежуточном валу установлены четыре неподвижных зубчатых колеса.
Шпиндель смонтирован в пиноли на 3-х радиальных подшипниках высокого класса точности.
Транспортировка.
Для транспортирования распакованного станка используется стальная штанга Ф 6-17 мм, которая пропускается через предусмотренное в корпусе отверстие.
При захвате станка канатами за штангу необходимо следить за тем, чтобы не повредить облицовку станка. При этом шпиндельная бабка станка должна быть сдвинута в крайнее нижнее положение и надежно закреплена.
При транспортировании к месту установки и при опускании на фундамент станок не должен подвергаться сильным толчкам.
Перед установкой станок необходимо тщательно очистить от антикоррозийных покрытий, нанесенных на открытые и закрытые кожухами и щитками обработанные поверхности станка, и во избежание коррозии покрыть тонким слоем масла И-ЗОА ГОСТ20799-88.
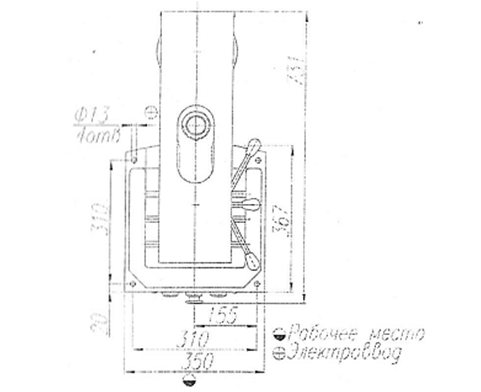
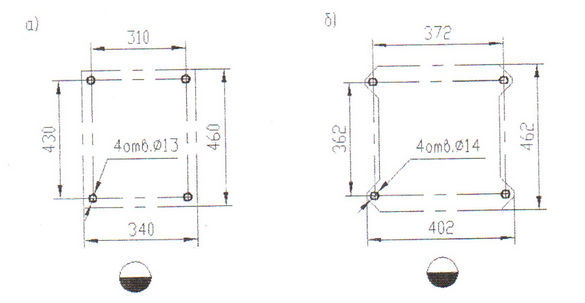
Схема установки станка 2М112
Очистка сначала производится деревянной лопаточкой, а оставшаяся смазка с наружных поверхностей удаляется чистыми салфетками, смоченными бензином Б-70 ГОСТ511-82. При расконсервации станка соблюдать требования безопасности по ГОСТ9.014-78.
НС-12А станок сверлильный настольный. Назначение и область применения
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
Основные параметры сверлильного станка нс-12а:
- Максимальный диаметр сверления: Ø 12 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали: 400 мм
- Расстояние от оси шпинделя до колонны (вылет шпинделя): 200 мм
- Скорость вращения шпинделя: 450, 710, 1400, 2500, 4500 об/мин
- Мощность электродвигателя: 0,65 кВт
- Масса станка: 120 кг
Шпиндельный узел
сверлильного станка нс-12 — самый сложный и точный узел в станке. Шпиндельный узел монтируется в шиндельной бабке. Основные детали шпиндельного узла:
- Шпиндель — вал, который вращается на 2-х радиально-упорных подшипниках внутри гильзы шпинделя;
- Гильза шпинделя (пиноль) — цилиндр, который смонтирован в шпиндельной бабке и имеет возможность осевого перемещения в пределах 100 мм.
Верхняя часть шпинделя имеет шлицы, для получения вращения от приемного шкива, нижняя часть имеет конус Морзе для крепления сверлильного патрона.
Шпиндель станка НС-12а получает пять скоростей вращения от пятиступенчатых шкивов привода, что обеспечивает выбор скоростей резания в диапазоне — 450, 710, 1400, 2500, 4500 об/мин.
Конец шпинделя
— наружный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) — конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Укороченному конусу В18 соответствует сверлильный трехкулачковый патрон 16-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима от 3 до 16 мм.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
Конус Морзе инструментальный укороченный
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.







Конус Морзе подразделяется на восемь размеров
— от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной . Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
Российский стандарт на укороченные конуса ГОСТ 9953
Конусы инструментов укороченные .
Российский стандарт на сверлильные патроны ГОСТ 8522
Патроны сверлильные трехкулачковые .
- B7 — конус МорзеКМ0 , D = 7,067 мм;
- B10 — конус МорзеКМ1 , D = 10,094 мм. Патрон4-В10 (0,5÷4 мм);
- B12 — конус МорзеКМ1 , D = 12,065 мм. Патрон6-В12 (0,5÷6 мм), Патрон8-В12 (1÷8 мм);
- B16 — конус МорзеКМ2 , D = 15,733 мм. Патрон10-В16 (1÷10 мм), Патрон13-В16 (1÷13 мм);
- B18 — конус МорзеКМ2 , D = 17,780 мм. Патрон16-В18 (3÷16 мм);
- B22 — конус МорзеКМ3 , D = 21,793 мм. Патрон20-В22 (5÷20 мм);
- B24 — конус МорзеКМ3 , D = 23,825 мм;
- B32 — конус МорзеКМ4 , D = 31,267 мм;
- B45 — конус МорзеКМ5 , D = 44,399 мм.
Где D
— диаметр конуса в основной плоскости.
Простота конструкции обеспечивает легкость управления, надежность и долговечность станков.
Отсчет глубины сверления производится по плоской шкале или упору.
Пятиступенчатые шкивы привода позволяют получать пять скоростей вращения шпинделя, что обеспечивает свободный выбор скоростей резания.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Станки НС-12А позволяют выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Фото сверлильного станка НС-12а
Меры безопасности при работе на сверлильном станке
Транспортировка, распаковка, монтаж, пуск в работу и эксплуатация должна осуществляться согласно требованиям и инструкций, соответствующих каждому типу выполняемых операций.
Обязательное требование безопасности – заземление. Сопротивление контакта не должно быть больше 0,1 Ом.
Во время и перед началом проводимых работ требуется: зафиксировать головку шпинделя на стойке, инструмент в патроне, заготовку в тисках.
Во время проведения операций категорически запрещено:
- работать при демонтированном защитном кожухе (защиты попадания в ременную передачу);
- сбивать патрон с вращающегося шпинделя;
- руками останавливать устройство для зажима инструмента.

Станок ГС2112 в работе

Внешний вид станка
Максимальное время остановки – 5 секунд. Оснастить защитными надписями места повышенной опасности (кожух ременной передачи). Для увеличения качества освещения рабочей зоны установить дополнительное местное освещение. Минимальный световой поток – 1000 Лк. Перечень полного состава компонентов агрегата электрической и механической частей содержит паспорт на сверлильный станок. Там же содержатся сведения с требованиями по монтажу, выверке и приемке.
ГС545 Кинематическая схема радиально-сверлильного станка
Кинематическая схема радиально сверлильного станка ГС-545
Кинематическая схема станка содержит семь кинематических цепей:
- Цепь вращения шпинделя
- Цепь подач шпинделя
- Цепь вертикального перемещения рукава по колонне
- Цепь перемещения сверлильной головки по рукаву
- Цепь поворота рукава вокруг горизонтальной оси
- Цепь поворота сверлильной головки вокруг горизонтальной оси
- Цепь зажима корпуса на колонне
Цепь вращения шпинделя. Вращения шпинделя от электродвигателя Ml передается через коробку скоростей на вал VI привода шпинделя. Передвижные блоки 14-17-18-19 и 5-6-7 коробки скоростей обеспечивают 12 ступеней частоты вращения шпинделя в диапазоне от 45 до 2000 об/мин.







Цепь подач шпинделя. Вращение от вала привода шпинделя VI через цилиндрические передачи 1-2 и 27-24, коробку подач, червячную передачу 33-32, зубчатое колесо 36 передается на рейку 37 пиноли шпинделя. Передвижные блоки коробки подач 22-23 и 28-29 обеспечивают четыре механические подачи 0,056; 0,1; 0,18; 0,32.
Включение механической подачи осуществляется рукоятками штурвального устройства в направлении “От себя”. Точная ручная подача осуществляется маховиком поз. 9 (Рис.2) при включении рукоятки подач поз. 5 в нейтральное положение, соответствующее положению “РАБОТА С РУЧНЫМ УПРАВЛЕНИЕМ”. Ручной подвод инструмента, а при необходимости и ручная подача, производится рукоятками поз. 11 штурвального устройства, при выключенной муфте А (Рис. 3).
Цепь вертикального перемещения рукава по колонне. Вертикальное перемещение рукава осуществляется от двигателя М2 через коническую пару 49-48 на винт подъема.
Изменение направления перемещения рукава производится реверсом электродвигателя.
Цепь перемещения сверлильной головки по рукаву. Перенесение осуществляется с помощью маховика, установленного на вал XIII.
Цепь поворота рукава вокруг горизонтальной оси. Поворот осуществляется посредством червячной передачи 47-44 при помощи рукоятки, устанавливаемой на квадратный хвостовик вала XXI.
Цепь поворота сверлильной головки вокруг горизонтальной оси. Поворот осуществляется в крайнем правом положении сверлильной головки посредством червячной передачи 34-35 при помощи рукоятки, устанавливаемой на квадратный хвостовик червячного вала 35.
Цепь зажима корпуса на колонне. Зажим осуществляется клеммой, сжимание-разжимание которой происходит тягами, соединенными с эксцентриковым валом XVIII, приводимым в движение рукояткой через зубчатые колеса 54, 53.





