Производство
Сплавы с памятью формы обычно изготавливают путем литья с использованием вакуумно-дуговой плавки или индукционной плавки. Это специальные методы, используемые для сведения к минимуму примесей в сплаве и обеспечения хорошего перемешивания металлов. Затем слиток подвергается горячей прокатке на более длинные секции, а затем вытягивается, чтобы превратить его в проволоку.
Способ «тренировки» сплавов зависит от желаемых свойств. «Тренировка» определяет форму, которую сплав будет помнить при нагревании. Это происходит за счет нагрева сплава, так что дислокации перестраиваются в стабильные положения, но не настолько горячие, чтобы материал рекристаллизовался . Они нагреваются до400 ° C и500 ° C в течение 30 минут, формуют в горячем состоянии, а затем быстро охлаждают путем закалки в воде или путем охлаждения воздухом.
Свойства стали SM-100

Запатентованный и брендированный сплав SM-100 нитинола, как и его предшественник, чрезвычайно прочен и очень тяжело поддается обработке. Например, одна шлифовальная лента может использоваться для шлифовки нескольких ножей из нержавеющей стали, однако для одного ножа из сплава SM-100 требуется несколько лент. Как правило, шесть и более лент.
Естественно, что работа с таким сплавам доступна только небольшому количеству найфмейкеров. Изготовленные и продаваемые в небольших количествах ножи из SM-100 стоят недешево. Если добавить к этому стоимость ремней и дополнительное время на грамотную обработку материала, то стоимость одного ножа, как говорится, улетает в космос. По словам создателей сплава, нож из SM-100 можно бросить в соленую морскую воду и через 50 лет вы не найдете на нем ни капли коррозии.
Во время разработки SM-100 Боно обнаружил, что он может быть окрашен в теплые оттенки, превращаясь в изысканную радугу цветов. Благодаря содержанию титана, SM-100 окисляется при термической обработке, как и другие сплавы, содержащие титан, но процесс достижения цветовых эффектов совершенно иной. Однако, создатели уверяют что дело не только в высокой температуре. Боно уверен, что магия происходит во время процесса термообработки, в котором он допускает попадание небольших воздушных пузырьков на поверхность ножа. Перед термообработкой клинки обматываются фольгой, под которой сознательно оставляются воздушные каналы.
При термической обработке на клинке возникают различные цветовые сочетания в зависимости от содержания кислорода на определенных участках. Учитывая относительную новизну этого сплава, будем надеяться, что мы еще о нем услышим и, может быть, даже увидим в ближайшее время на территории Российской Федерации.
Эксперимент Б (усталость при кручении, n = 30/группа)
Воспроизведение тестирования усталости при кручении инструментов соответственно спецификации ANSI/ADA №28 проводилось аналогично действиям предыдущих исследователей,27 давая данные о силе вращающего момента (дюйм-унции) и угле вращения в момент поломки. C каждого инструмента сняли рукоятку и торцом закрепили в зажимное устройство, подключенное к цифровому дисплею, показывающему градус вращения при скорости 2 об/мин (установка для тестирования кручения; Маунтин Вью Спешелтиз, Маунтин Вью). Верхушечный участок файла длиной 3 мм был зажат между двумя 3- миллиметровыми толстыми пластинами из мягкой латуни, давшими возможность подключить посредством проводящей пластины цифровой измеритель крутящего момента (ЭмДжиТи 50Зет; Мак-10 Корп.), сформировав цепь детектирования поломки. В каждом случае зажимались исключительно 3 мм верхушки каждого файла, так как эта область является источником вариабельности.27 Латунные пластины меняли между исследованием каждой экспериментальной группы. Каждый инструмент вращался до тех пор, пока не происходила поломка. При этом фиксировалась сила вращающего момента и количество вращений до поломки. Данные исследовались при помощи анализа ковариантности, где угол вращения использовался в качестве коварианта. Все пары сравнивались с помощью теста Таки HSD (Tukey HSD test). Испытатель не знал о типе тестируемого во всех экспериментальных процедурах сплава, и все данные записывались на закодированный итоговый лист. Код вскрыли лишь после окончания тестирования всех образцов. Данные ввели в электронную таблицу (Эксель 2004; Майкрософт) и проанализировали с помощью компьютерной программы СтатВью (StatView, Институт SAS).
Производственный процесс
Нитинол получить чрезвычайно сложно из-за необходимости исключительно жесткого контроля состава и огромной реакционной способности титана. Каждый атом титана, который соединяется с кислородом или углеродом, является атомом, отнятым у решетки NiTi, таким образом изменяя состав и делая температуру превращения намного ниже. Сегодня используются два основных метода плавки:
- Вакуумно-дуговый переплав (ВАР)
- Это делается путем зажигания электрической дуги между сырьем и медной запорной пластиной с водяным охлаждением. Плавка производится в высоком вакууме, а сама форма – это медь с водяным охлаждением.
- Вакуумная индукционная плавка (ВИМ)
- Для этого используются переменные магнитные поля для нагрева сырья в тигле (обычно углеродного). Это тоже делается в высоком вакууме.
Хотя оба метода имеют преимущества, было продемонстрировано, что современный промышленный расплавленный материал VIM имеет меньшие включения, чем современный промышленный VAR, что приводит к более высокому сопротивлению усталости. В других исследованиях сообщается, что VAR, использующий сырье очень высокой степени чистоты, может привести к уменьшению количества включений и, таким образом, к улучшению усталостных характеристик. Другие методы также используются в небольших масштабах, включая плазменную дуговую плавку, индукционную плавку черепа и плавление электронным пучком. Физическое осаждение из паровой фазы также используется в лабораторных масштабах.
Горячая обработка нитинола относительно проста, но холодная обработка трудна, потому что огромная эластичность сплава увеличивает контакт штампа или валка, что приводит к огромному сопротивлению трению и износу инструмента. По тем же причинам обработка чрезвычайно трудна – что еще хуже, у нитинола низкая теплопроводность, поэтому тепло отводить трудно. Шлифовка (абразивная резка) , электроэрозионная обработка (EDM) и лазерная резка относительно просты.
Термообработка нитинола – дело деликатное и ответственное дело. Это трудоемкий процесс для точной настройки температуры превращения. Время и температура старения контролируют осаждение различных фаз, богатых никелем, и, таким образом, контролируют, сколько никеля находится в решетке NiTi; истощая матрицу никеля, старение увеличивает температуру превращения
Комбинация термической обработки и холодной обработки имеет важное значение для контроля свойств нитиноловых продуктов.
Виды классических скейтов
Скейтборды прошли в своей эволюции несколько этапов. В каждом доминировал свой вид доски. Вот какие скейтборды бывают.



![Что такое нитинол и чем он замечателен?. новейшая книга фактов. том 3 [физика, химия и техника. история и археология. разное]](https://molibden-wolfram.ru/wp-content/uploads/6/8/5/685b9e185e484e4362b0dc872beb872d.jpeg)
Old school
Самые первые скейты, массово распространившиеся в 1970-х гг., были неправильной формы: имели овальный нос и тупой хвост. Эти доски – шире в своей передней части, благодаря чему достигается большая стабильность. Колесная база смещена к носовой части. Благодаря своему строению, олдскульные скейты идеальны для выполнения олли хвостовым ударом доски – базового скейтбордного трюка, который был фантастически популярен на заре скейтбордерского движения (других трюков просто не было). Изменение формы олдскульного скейта началось, когда пришло осознание, что олли можно делать не только хвостовым, но и носовым ударом о землю.

Сегодня на олдскульном скейте катаются профессиональные скейтеры, которые хотят узнать, с чего все начиналось. После современной доски много олли на нем не сделаешь, но зато можно почувствовать, как сложно приходилось первым скейтерам.
Фристайл
В 1980-х пришла мода на флипы и другие трюки в стиле фэтлэнд. На олдскульном скейте их не очень сделаешь. Доски стали приобретать более правильную форму и становиться уже. Колесная база была размещена по центру деки. Фристайловые скейты стали переходным звеном к современным доскам.

Современный скейтборд
Ньюскульные скейты симметричны, имеют форму правильного овала, загнутые нос и хвост. Это – всегда профессиональные доски. Они наиболее универсальны: позволяют быстро кататься и делать сложные трюки. К современным так же стоит добавить и летающий скейтборд.

Фриборд
Под этим брендом выпускаются кленовые и бамбуковые модели с шестью колесами (по три впереди и сзади), широкой колесной базой. Это – утяжеленная профессиональная версия скейта. Была придуман в 1990-х гг. для сноубордистов, которые чувствовали себя не очень удобно на классической скейтбордовской доске. Фриборд приобрел большую устойчивость, но стал менее трюковым.

При этом он сохранил хорошую способность преодолевать недружественные участки, перепрыгивать препятствия в виде бордюров и неровностей. В общем, «свободная доска» — и спортивная, и гоночная, и роллердромная, и немного олли.
Лонгборд
Многие скейтбордисты относятся к длинным доскам с пренебрежением. Действительно, лонгборд преследует совсем другие цели: быстрая езда и никаких олли и флипов. Принято говорить о разной философии скейтбордеров и лонгбордеров. От этого последние не становятся менее профессиональными.

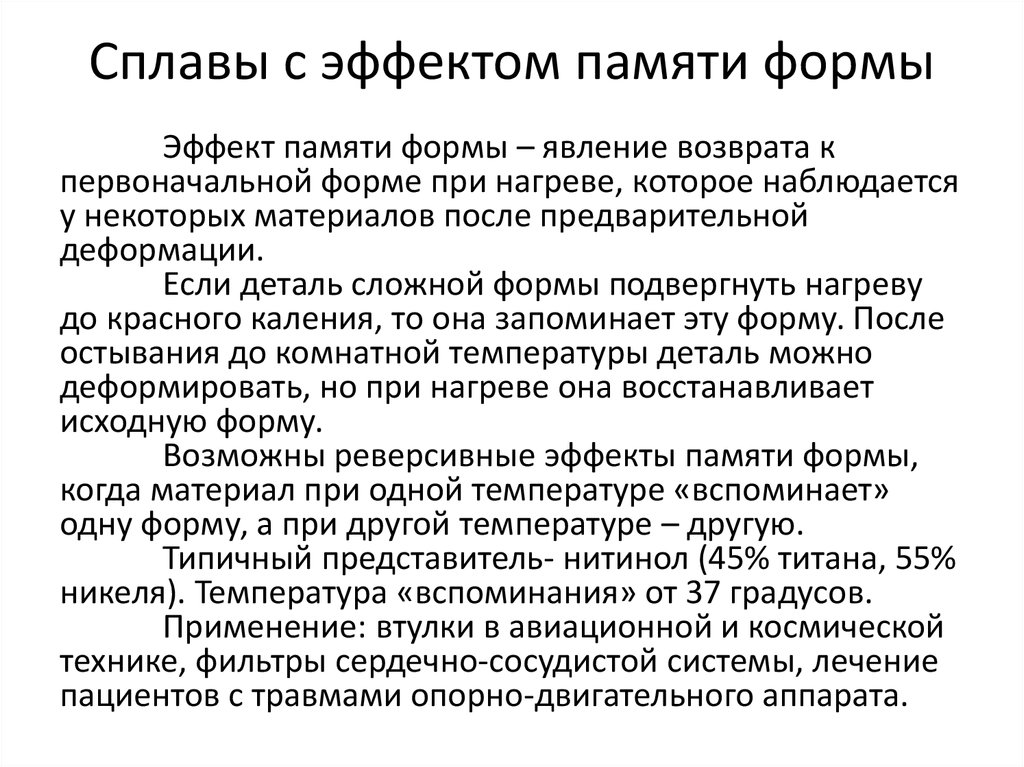
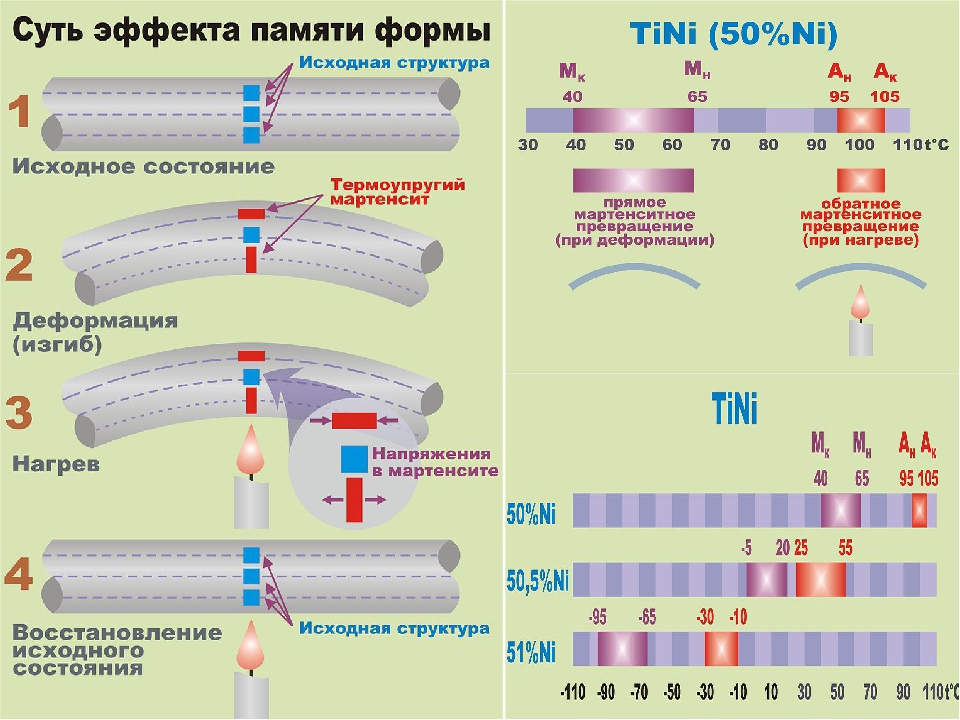
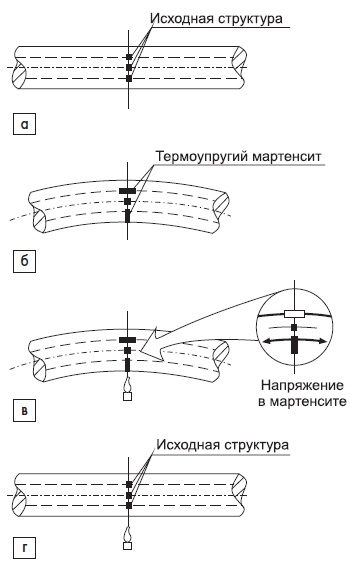
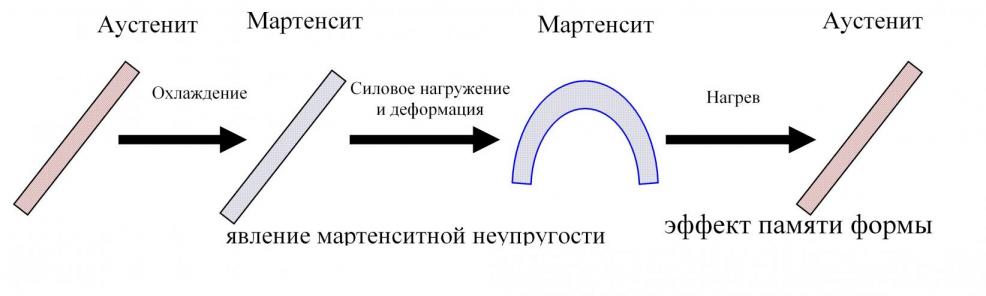
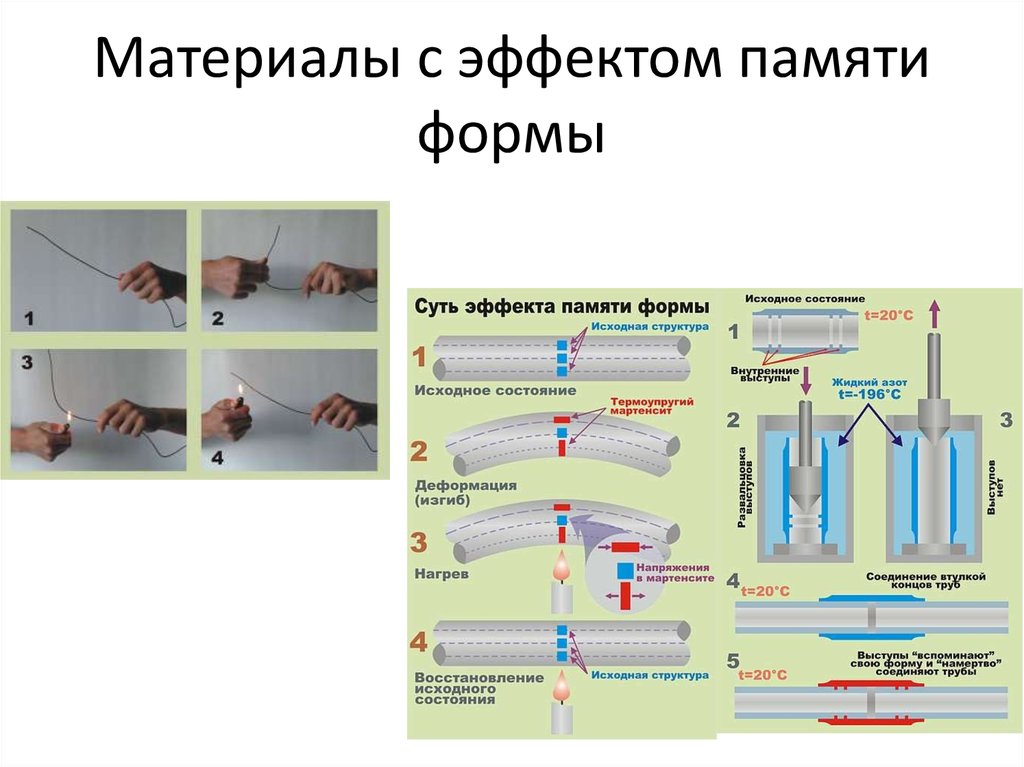
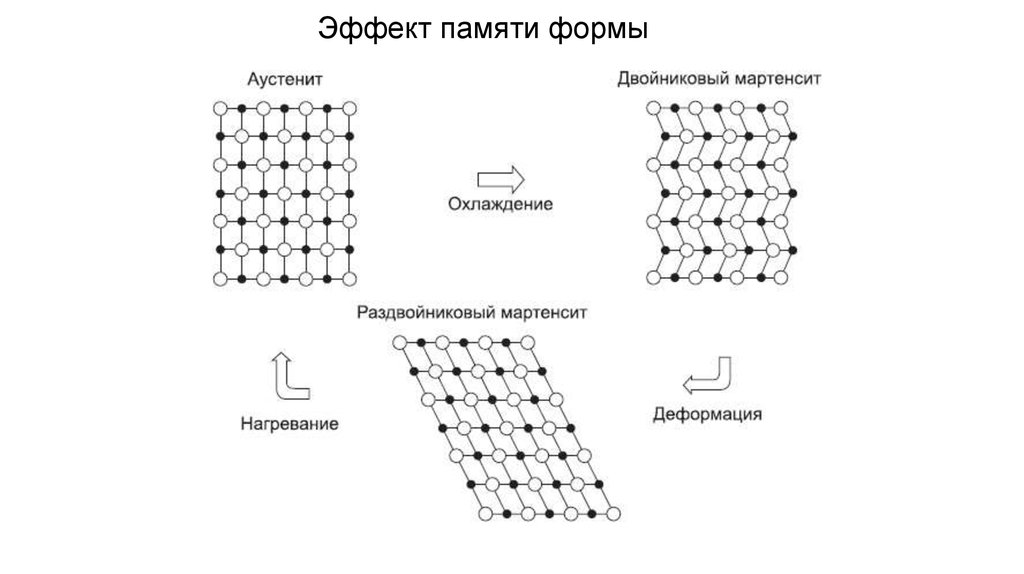
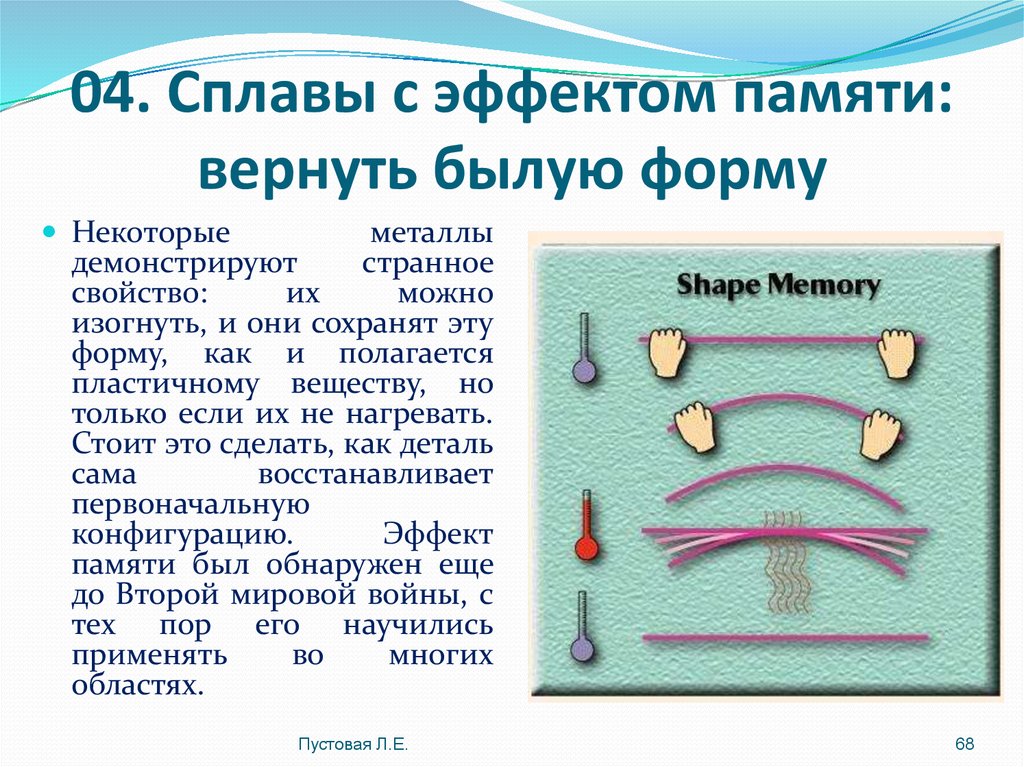
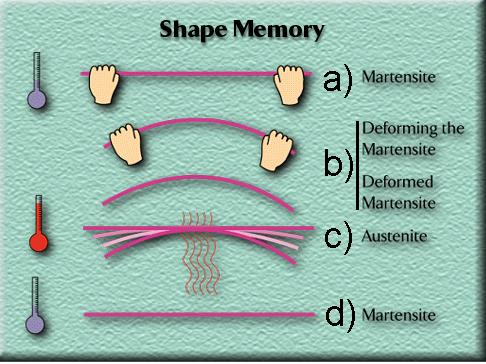
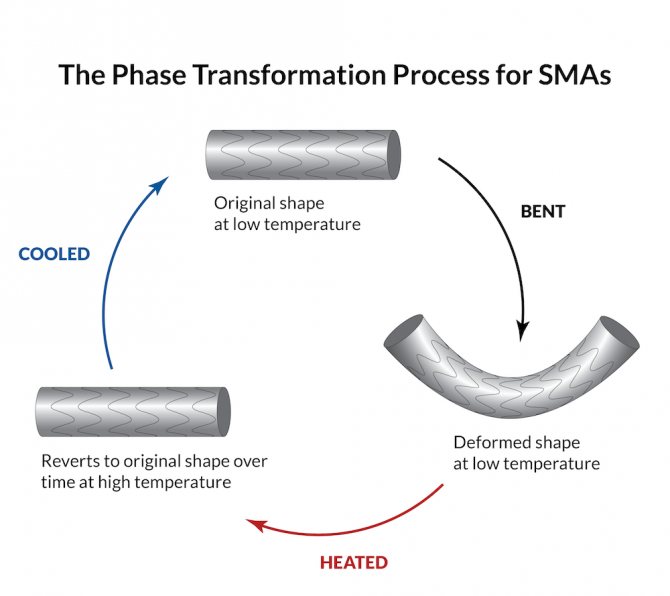
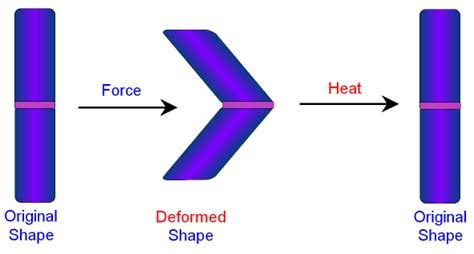
Суть явления
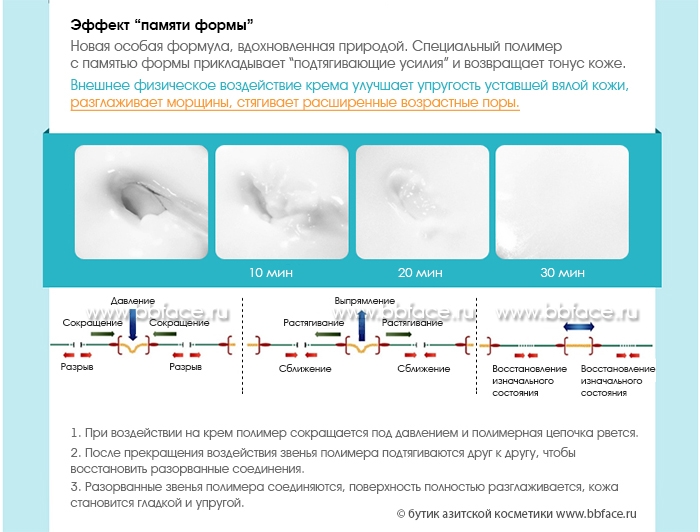
Почему так происходит? (См. рис. 2)
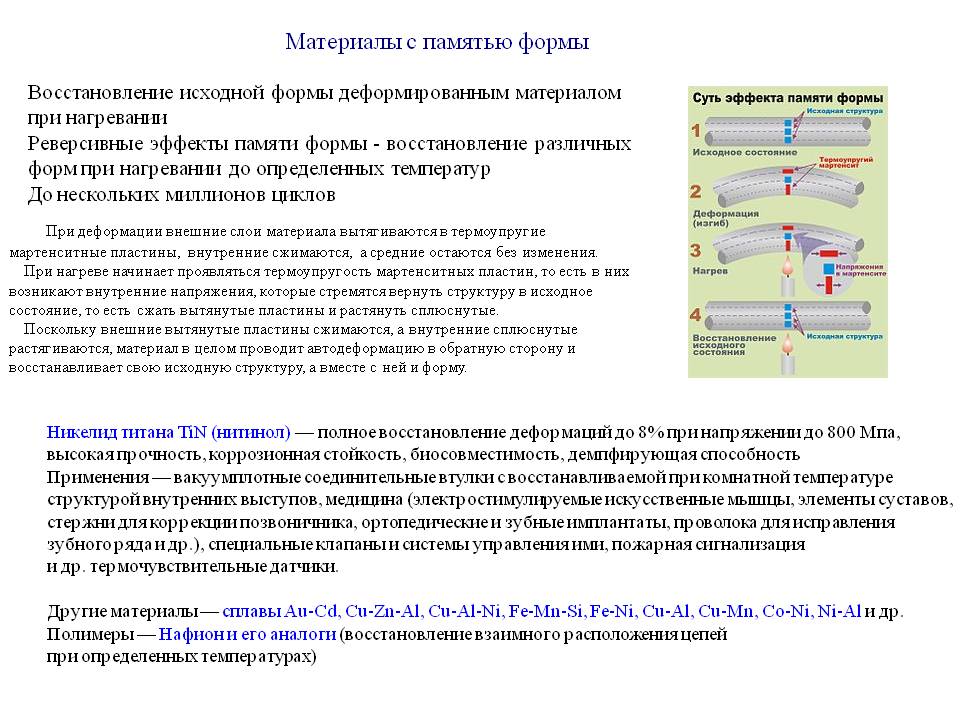
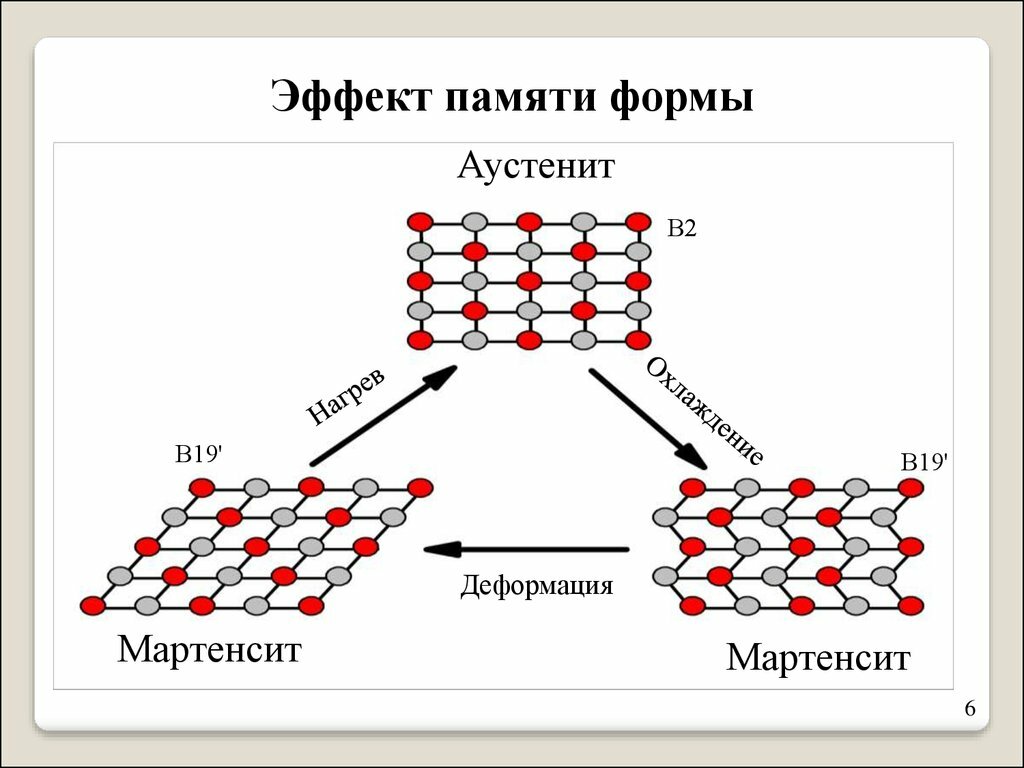
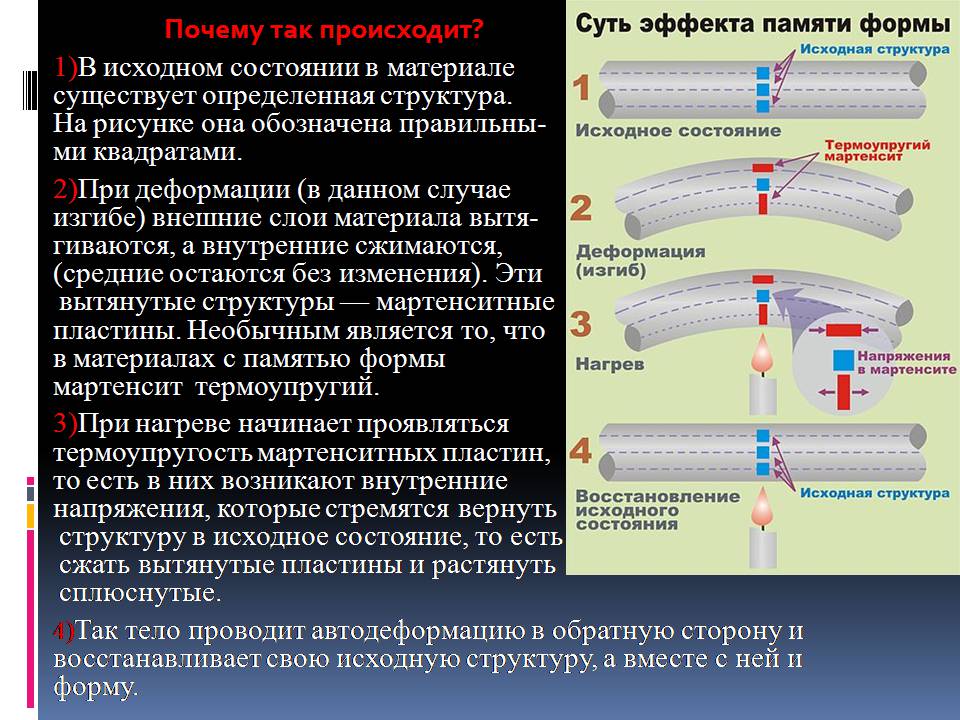
- В исходном состоянии в материале существует определенная структура. На рисунке она обозначена правильными квадратами.
- При деформации (в данном случае изгибе) внешние слои материала вытягиваются, а внутренние сжимаются (средние остаются без изменения). Эти вытянутые структуры — мартенситные пластины, что не является необычным для металлических сплавов. Необычным является то, что в материалах с памятью формы мартенсит термоупругий.
- При нагреве начинает проявляться термоупругость мартенситных пластин, то есть в них возникают внутренние напряжения, которые стремятся вернуть структуру в исходное состояние, то есть сжать вытянутые пластины и растянуть сплюснутые.
- Поскольку внешние вытянутые пластины сжимаются, а внутренние сплюснутые растягиваются, материал в целом проводит автодеформацию в обратную сторону и восстанавливает свою исходную структуру, а вместе с ней и форму.
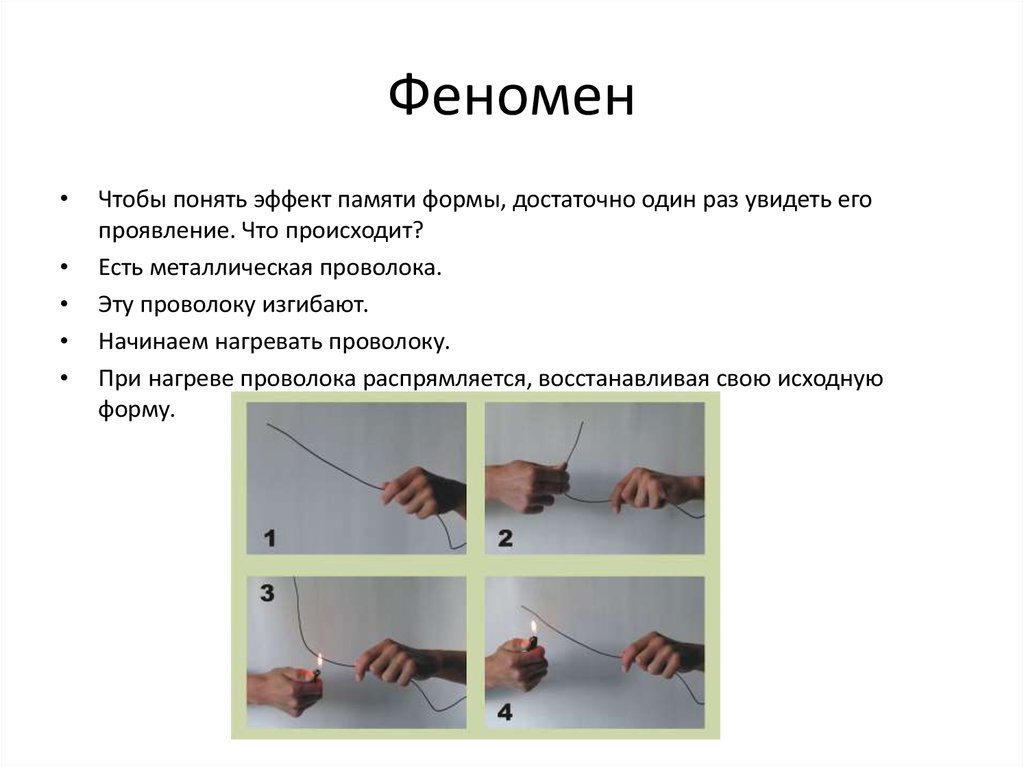
Часто задаваемые вопросы
Среднее время пребывания в стационаре 3-4 дня. Как правило, в день поступления утром вы проходите обследование, включающее в себя клинический и биохимический анализ крови (приезжать нужно натощак), делаете рентгеновский снимок, ЭКГ, ультразвуковое исследование сердца и консультацию кардиолога и кардиохирурга. Если все показатели в норме, на следующий день проводится операция по устранению порока. На третий день мы проводим контрольные исследования и выписываем Вас.
Для госпитализации в наш стационар вам понадобится паспорт или свидетельство о рождении ребенка.
Если пациент детского возраста, нужна справка о санэпидокружении (о том, что в последнее время ребенок не контактировал с инфицированными больными), которую вы получите в поликлинике по месту жительства.
Желательно иметь при себе предыдущие консультативные заключения, ЭКГ и рентгеновский снимок органов грудной.
Направление от кардиолога по месту жительства НЕ ТРЕБУЕТСЯ. Вы можете приехать на консультацию и последующее лечение в порядке самообращения. Если Вам более 30 лет или вы ощущали перебои в работе сердца, желательно провести холтеровское мониторирование по месту жительства. Такое исследование можно провести и у нас, но это увеличит Ваше время пребывания в стационаре на 1-2 дня.


Если вы страдаете хроническим гастритом, язвенной болезнью желудка или двенадцатиперстной кишки необходимо сделать фиброгастродуоденоскопию. В случае подтверждения заболевания, Вам необходимо пройти курс лечения по месту жительства. Такое исследование можно провести и у нас, но это увеличит Ваше время пребывания в стационаре на 1-2 дня в случае отсутствия язв и эррозий.
Как правило, длительность операции в пределах 1-1,5часа. Но при сложных анатомических вариантах время операции может увеличится.
Всем взрослым пациентам операция проводится под местной анестезией. Пациент может наблюдать за ходом операции и общаться с персоналом. Исключение составляют пациенты с дефектом межпредсердной перегородки, которым во время операции требуется контроль транспищеводного УЗИ и для комфорта пациента операция проводится в состоянии медикаментозного сна. Все эндоваскулярные операции у детей и мнительных пациентов проводятся под общей анестезией.
Самый неприятный момент – это укол местного анестетика в паховую область. Затем болевая чувствительность полностью исчезает.
Через 3-6 месяцев имплантированные устройства полностью прорастают своими клетками – покрываются эндотелием и их уже не отличить от внутренней поверхности сердца. Все устройства выполнены из высокотехнологичного медицинского сплава, который не вызывает реакций отторжения или аллергических реакций.
Нет, установленные устройства не ощущаются.
Да, на КТ ограничений нет. На МРТ производители имплантов гарантируют безопасность при 1,5 и 3 Тесла. Перед обследованием обязательно сообщите радиологу о том, что у Вас установлен внутрисердечный имплант.
Необходимо ограничить сильную физическую нагрузку на 6 месяцев. Необходима профилактика респираторных инфекций, тонзиллита, кариеса. В случае, если заболевание начало развиватьс я, в схему лечения нужно включить антибактериальные препараты, после консультации с врачом. В течении первого месяца после операции необходимо также ограничить половую жизнь.
Немедленно вызовите скорую помощь, указав по телефону какой вид операции Вы перенесли. Затем перезвоните врачу, который делал операцию.
Производство никелида титана
Плавку производят в вакуумно-гарнисажной или электродуговой печи с расходуемым электродом в защитной атмосфере (гелий или аргон). Шихтой в обоих случаях служит йодидный титан или титановая губка, спрессованная в брикеты, и никель марки Н-0 или Н-1. Для получения равномерного химического состава по сечению и высоте слитка рекомендуется двойной или тройной переплав. При выплавке в дуговой печи рекомендуется сила тока в 1,2 кА, напряжение — 40 В, давление гелия — 53 МПа. Оптимальный режим остывания слитков с целью предотвращения растрескивания — охлаждение с печью (не больше 10 ˚C/с). Удаление поверхностных дефектов — обдирка наждачным кругом. Для более полного выравнивая химического состава по объёму слитка проводят гомогенизацию при температуре 950—1000 ˚C в инертной атмосфере.
Практические ограничения
SMA имеет много преимуществ перед традиционными приводами, но страдает рядом ограничений, которые могут препятствовать практическому применению. В многочисленных исследованиях подчеркивалось, что только некоторые из запатентованных применений сплавов с памятью формы являются коммерчески успешными из-за материальных ограничений в сочетании с отсутствием знаний о материалах и конструкции и связанных инструментов, таких как неправильные подходы к проектированию и используемые методы. Проблемы при разработке приложений SMA состоят в том, чтобы преодолеть их ограничения, которые включают относительно небольшую полезную деформацию, низкую частоту срабатывания, низкую управляемость, низкую точность и низкую энергоэффективность.
Время отклика и симметрия отклика
Приводы SMA обычно приводятся в действие электрически, где электрический ток вызывает джоулев нагрев . Деактивация обычно происходит за счет свободной конвективной передачи тепла в окружающую среду. Следовательно, срабатывание SMA обычно асимметрично, с относительно быстрым временем срабатывания и медленным временем отключения. Был предложен ряд методов для уменьшения времени дезактивации SMA, включая принудительную конвекцию и отстегивание SMA проводящим материалом, чтобы управлять скоростью теплопередачи.
Новые методы, позволяющие повысить эффективность приводов SMA, включают использование проводящего « запаздывания ». В этом методе используется термопаста для быстрого отвода тепла от SMA за счет теплопроводности. Это тепло легче передается в окружающую среду за счет конвекции, поскольку внешние радиусы (и площадь теплопередачи) значительно больше, чем у неизолированного провода. Этот метод приводит к значительному сокращению времени деактивации и симметричному профилю активации. Вследствие повышенной скорости теплопередачи увеличивается ток, необходимый для достижения заданной силы срабатывания.
Сравнительная характеристика зависимости силы от времени для сплава Ni-Ti с памятью формы без покрытия и с отставанием.
Структурная усталость и функциональная усталость
SMA подвержен структурной усталости – режиму разрушения, при котором циклическое нагружение приводит к возникновению и распространению трещины, что в конечном итоге приводит к катастрофической потере функции из-за разрушения. Физика, лежащая в основе этого режима усталости, заключается в накоплении микроструктурных повреждений во время циклического нагружения. Этот режим отказа наблюдается в большинстве конструкционных материалов, а не только в SMA.




SMA также подвержены функциональной усталости, режиму разрушения, не типичному для большинства конструкционных материалов, в результате чего SMA не разрушается структурно, а со временем теряет свои характеристики памяти формы / сверхупругости. В результате циклического нагружения (как механического, так и термического) материал теряет способность претерпевать обратимые фазовые превращения. Например, рабочий объем привода уменьшается с увеличением количества циклов. Физика, стоящая за этим, заключается в постепенном изменении микроструктуры, а точнее, накоплении аккомодационных дислокаций скольжения . Часто это сопровождается значительным изменением температуры превращения. Конструкция приводов SMA также может влиять как на структурную, так и на функциональную усталость SMA, например, конфигурации шкивов в системе SMA-Pulley.
Непреднамеренное срабатывание
Приводы SMA обычно приводятся в действие электрически за счет джоулева нагрева . Если SMA используется в среде, где температура окружающей среды не контролируется, может произойти непреднамеренное срабатывание из-за нагрева окружающей среды.
Свойства нитинола
Физические свойства:
- плотность нитинола – 6450 кг/м3;
- плавление при температуре – 1300°С;
- расширение при нагревании – 6,6·10-6;
- тепловая проводимость – 18 Вт/м·град.;
- упругость (модуль) – 40000 Па;
- сверхупругость – выше стали в 20 раз;
- сопротивление электротехническое – 76 Ом;
- пластичность – высокая.
Нитинол – сплав, обладающий такими технологическими свойствами, как:
- высокая коррозионностойкость;
- высокая прочность;
- запоминание исходного состояния;
- восстановление до исходного состояния до 1 000 000 раз;
- гашение вибраций;
- допустимая деформация – 8%;
- допустимое растяжение – до 12%;
- внутреннее напряжение при восстановлении – 800 МПа;
- предел прочности– 1000 МПа;
- демпфирование – выше чугуна.
Из-за своих свойств нитинол плохо обрабатывается в холодном состоянии. Высокое значение упругости увеличивает силу трения и вызывает повышенный износ при контакте сплава с валами прокатных станов или штампов. При обработке резанием требуются высокотвердые материалы. Низкая теплопроводность препятствует отводу тепла от заготовки.
К термической обработке предъявляются особые требования по причине того, что за счет нее производится регулирование температурного диапазона внутренних фазовых изменений. За образование обогащенных никелем фаз отвечает температура и продолжительность выдержки. При снижении количества молекул никеля в матрице повышается температурный предел фазовых изменений.
Способы придания соответствующих качеств нитинолу сочетают в себе холодную и термическую виды обработки. Этим же способом производится регулирование основных свойств нитинола.
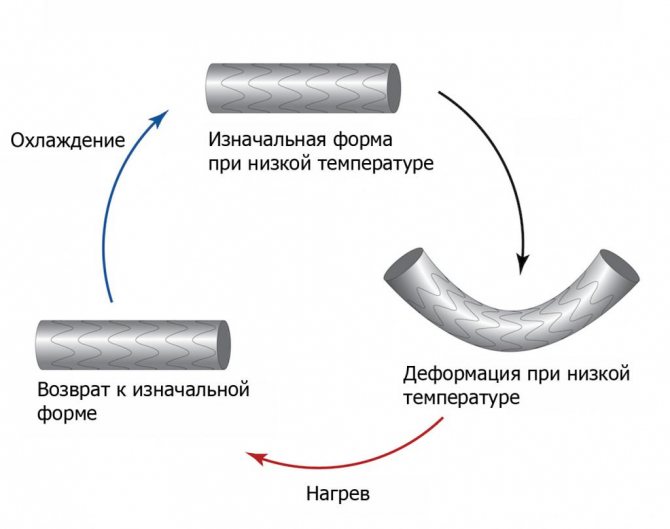
Характеристика основного назначения нитинола (восстановление первоначальной формы) подразделяется на следующие типы:
- Свободное восстановление. Измененная форма при низкой температуре восстанавливается при нагревании.
- Принудительное восстановление. Процессы, протекающие внутри сплава аналогичны первому типу, но восстановление происходит при его умышленном подавлении. При этом возникают значительные внутренние напряжения.
- Пружинные. При восстановлении изделия из нитинола происходит динамическое перемещение им другого предмета.
Эффект памяти нитинола

Внешний вид сплава
Производство нитинола осложнено тем, что трудно выдержать необходимые пропорции материалов, а при плавлении титан легко взаимодействует с кислородом, углеродом и азотом. При взаимодействии молекулы титана покидают кристаллическую решетку, и снижается температурный предел фазовых изменений.
Для производства нитинола в настоящих условиях широко используются такие методы плавления как:
- вакуумно-дуговой;
- вакуумно-индукционный.
Плавка вакуумно-дуговым методом осуществляется в среде вакуума, за счет образования дуги при пропускании электрического тока через сырье и плиту. Тигелем служит медная форма, оснащенная водяным охлаждением, которая препятствует проникновению сторонних элементов в расплав.
Плавка вакуумно-индукционным методом осуществляется за счет изменения (индукции) электрических полей, при этом происходит нагрев сырья. Процесс протекает под вакуумом. Тигель для данного плавления изготавливается из чистого углерода, поэтому в сплаве содержание углерода повышено.





В лабораторных условиях не доказано преимущество одного метода плавки над другим.
Также применяются и другие методы плавки:
- плазменно-дуговая;
- электронно-лучевая;
- гарнисажная индукционная;
- термо-вакуумическое осаждение.
Вызовы
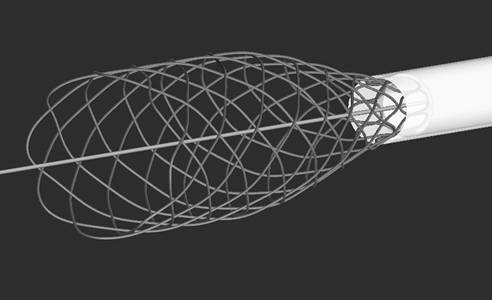
Усталостные отказы нитиноловых устройств являются постоянным предметом обсуждения. Поскольку это предпочтительный материал для приложений, требующих огромной гибкости и подвижности (например, периферийных стентов, сердечных клапанов, интеллектуальных термомеханических приводов и электромеханических микроактюаторов), он обязательно подвергается гораздо большим усталостным напряжениям по сравнению с другими металлами. Несмотря на то, что усталостные характеристики нитинола с контролируемой деформацией превосходят все другие известные металлы, усталостные разрушения наблюдались в самых сложных областях применения. Сейчас прилагаются большие усилия, чтобы лучше понять и определить пределы стойкости нитинола.
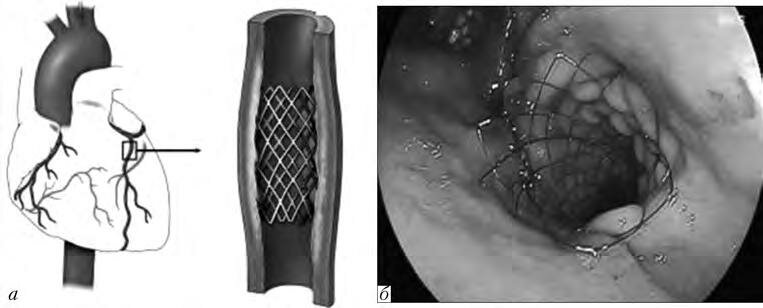
Нитинол наполовину состоит из никеля, и поэтому в медицинской промышленности были большие опасения по поводу выделения никеля, известного аллергена и возможного канцерогена. (Никель также присутствует в значительных количествах в нержавеющей стали и кобальт-хромовых сплавах.) При правильной обработке (посредством электрополировки и / или пассивации ) нитинол образует очень стабильный защитный слой TiO 2, который действует как очень эффективный и самовосстанавливающийся барьер. против ионного обмена. Неоднократно было показано, что нитинол выделяет никель медленнее, чем, например, нержавеющая сталь. При этом очень ранние медицинские устройства изготавливались без электрополировки, и наблюдалась коррозия. Современные саморасширяющиеся металлические стенты из нитинола , например, не показывают признаков коррозии или выделения никеля, а результаты у пациентов с аллергией на никель и без нее неотличимы.
В отношении включений в нитинол, как TiC, так и Ti 2 NiO x, ведутся постоянные и продолжительные дискуссии . Как и во всех других металлах и сплавах, в нитиноле можно найти включения. Размер, распределение и тип включений можно до некоторой степени контролировать. Теоретически, меньшие размеры, округлость и меньшее количество включений должны привести к повышению усталостной прочности. В литературе некоторые ранние работы сообщают, что не смогли показать измеримых различий, в то время как новые исследования демонстрируют зависимость сопротивления усталости от типичного размера включений в сплаве.
Нитинол трудно сваривать как с самим собой, так и с другими материалами. Лазерная сварка нитинола сама по себе – относительно рутинный процесс. Совсем недавно прочные соединения между проволоками из никелевого титана и проволок из нержавеющей стали были выполнены с использованием никелевого наполнителя. Сварные швы с использованием лазера и вольфрама в среде инертного газа (TIG) выполнялись между трубками из никель-титанового сплава и трубами из нержавеющей стали. Продолжаются дополнительные исследования других процессов и других металлов, с которыми можно сваривать нитинол.
Частота срабатывания нитинола зависит от управления теплом, особенно во время фазы охлаждения. Для повышения эффективности охлаждения используются многочисленные методы, такие как принудительное воздушное охлаждение, текущие жидкости, термоэлектрические модули (например, тепловые насосы Пельтье или полупроводники), радиаторы, проводящие материалы и более высокое отношение поверхности к объему (улучшение до 3,3 Гц с очень тонкие провода и до 100 Гц с тонкопленочным нитинолом). Самое быстрое зарегистрированное срабатывание нитинола происходило за счет разряда высоковольтного конденсатора, который нагревал провод SMA за микросекунды и приводил к полному фазовому преобразованию (и высоким скоростям) за несколько миллисекунд.
Последние достижения показали, что переработка нитинола может расширить термомеханические возможности, позволяя встроить несколько запоминающих устройств формы в монолитную структуру. Исследования в области технологии мульти-памяти продолжаются и обещают предоставить в ближайшем будущем устройства с улучшенной памятью формы, а также применение новых материалов и структур материалов, таких как гибридные материалы с памятью формы (SMM) и композиты с памятью формы (SMC).
Использование
Благодаря собственным неподражаемым качествам нитинол получил использование на практике в большинстве отраслей нашей жизни:
- Космическая и авиационная отрасли:
- антенны для искусственных спутников;
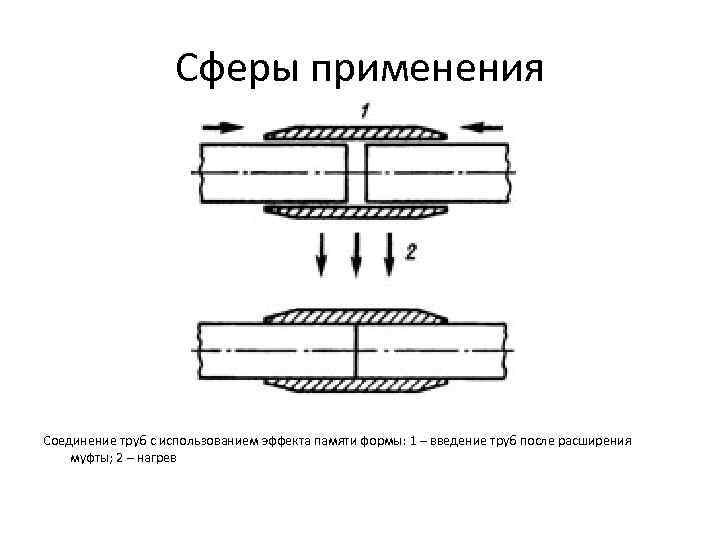
- плотные соединения (муфты), работающие в вакууме при низкой температуре;
соединения авиационных компонентов;
- Системы безопасности:
- предохранители;
- тепловые датчики пожарной сигнализации;
автоматическое открытие рам для теплиц;
- температурный регулятор;
- накопительные водонагреватели;
- Роботизация (5 степеней подвижности одного узла);
- Автомобильная отрасль:
- температурный датчик охлаждающей жидкости;
- включение противотуманок;
- Нефтедобывающая отрасль (автоматизированное управление);
- Медицина:
- сетки;
- нити;
костные импланты;
- штифты;
- фиксаторы;
- устройства для реабилитации;
- Мода;
- драгоценности.
Самописцы в качестве привода применяют нитинол. При подаче напряжения, когда изменяются контролируемые параметры, нитиноловая проволока нагревается. Происходит изменение длины проволки, и перо с чернилами передвигается по диаграмме.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Материалы

Среди сплавов, обладающих такими свойствами, наиболее распространены титано-никелевые (49– 57 % Ni и 38–50 % Ti). Они обладают хорошими эксплуатационными характеристиками:
- высокая прочность и сопротивляемость к разрушению коррозией;
- значительный коэффициент восстановления формы;
- большое значение внутреннего напряжения при возврате в начальное состояние (до 800 МПа);
- хорошая совместимость с биологическими структурами;
- эффективное поглощение вибраций.
Кроме никелида титана (или нитинола) применяются и другие сплавы:
- двухкомпонентные – Ag-Cd, Au-Cd, Cu-Sn, Cu-Zn, In-Ni, Ni-Al, Fe-Pt, Mn-Cu;
- трехкомпонентные – Cu-Al-Ni, CuZn-Si, CuZn-Al, TiNi-Fe, TiNi-Cu, TiNi-Nb, TiNi-Au, TiNi-Pd, TiNi-Pt, Fe-Mn-Si и другие.
Легирующие добавки могут сильно смещать температуру мартенситных превращений, влияя на свойства восстановления.


![Что такое нитинол и чем он замечателен?. новейшая книга фактов. том 3 [физика, химия и техника. история и археология. разное]](https://molibden-wolfram.ru/wp-content/uploads/5/6/d/56da9860b3bb269070fc7fda90851dc6.jpeg)