Гарантийный ремонт
Выберите город, чтобы узнать адрес месторасположения лицензионного сервисного центра.
АбаканАдлерАктобеАлматыАнапаАнгарскАрхангельскАстраханьБалаковоБалашихаБарнаулБелгородБелореченскБерезовскийБийскБлаговещенскБрянскВеликий НовгородВладивостокВладикавказВладимирВолгоградВолжскийВологдаВоронежВоскресенскГеленджикДедовскДзержинскийДимитровградДолгопрудныйДубнаЕкатеринбургЕлецЗеленоградИвановоИжевскИркутскЙошкар-ОлаКазаньКалининградКалугаКаменск-УральскийКамышинКемеровоКерчьКировКовровКоломнаКомсомольск-на-АмуреКопейскКореновскКоролевКостромаКотельникиКотельникиКраснодарКрасноярскКропоткинКстовоКузнецкКурганКурскЛипецкЛюберцыМагаданМагнитогорскМахачкалаМиассМинскМоршанскМоскваМурманскМытищиНабережные челныНазраньНефтекамскНижневартовскНижнекамскНижний НовгородНижний ТагилНовокузнецкНовороссийскНовосибирскНовочеркасскНовошахтинскНогинскНорильскНоябрьскОбуховоОмскОрелОренбургОрехово-ЗуевоОрскПензаПермьПетрозаводскПетропавловск-КамчатскийПодольскПрокопьевскПсковПушкиноПятигорскРаменскоеРеутовРостов-на-ДонуРубцовскРыбинскРязаньСамараСанкт-ПетербургСаранскСаратовСевастопольСимферопольСмоленскСочиСтавропольСтарый ОсколСтерлитамакСупоневоСургутСыктывкарТаганрогТамбовТверьТольяттиТомскТулаТюменьУдомляУлан-УдэУльяновскУссурийскУфаУхтаХабаровскХолмскЧайковскийЧебоксарыЧелябинскЧереповецЧитаЭлектростальЭнгельсЮжно-СахалинскЯкутскЯлтаЯрославль
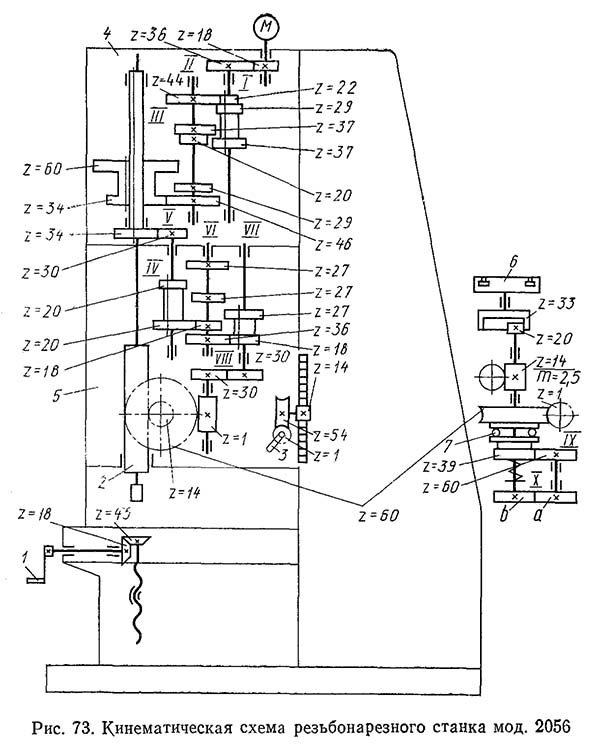
Станок-трубогиб «Ажур-6»

станок «Ажур-6»
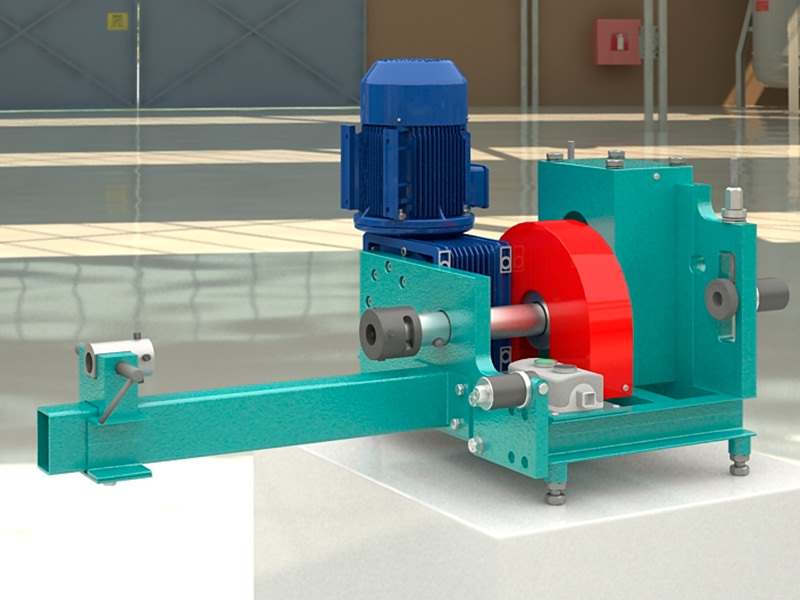
Трехвалковый станок создан для изгиба профиля и проката по радиусу, работает с трубами диаметром до 80 мм, полосой до 100 мм, швеллерами не больше №12, уголком до №63. Возможна гибка в горизонтальной и вертикальной плоскостях. Мощность электромотора 1100 Вт, он работает от трехфазной электросети 380 В. Валки вращаются со скоростью до 11 метров в минуту.
На трех опорах расположены ролики, на них от вала электромотора идет цепная передача. Прижимной ролик передвигается вдоль паза на плите. Место размещения ползуна определяется винтом хода. Натяжение цепи регулируется винтом с гайкой. Чтобы механизм не засорялся мусором и пылью, он прикрыт защитным щитком. Во время гибки деталь может сдвинуться и повредить плиту или щиток, поэтому предусмотрены отбойники.
Видеоролик с презентацией станков для художественной ковки «Ажур-1М» и «Ажур-2»:
Базовая и расширенная комплектация
Одним из преимуществ приобретения продукции белоруской компании Белмаш является продуманная комплектация. Это же относится к станкам серии Универсал 2500Е. Производитель позаботился о наличии всех требуемых дополнительных компонентов для выполнения всего спектра заявленных операций.
Большая часть комплектующих по умолчанию установлена на оборудование. Но все они могут быть демонтированы в случае поломки или за ненадобностью. Среди компонентов оборудования стоит выделить следующие элементы:
- устройство для угловой распиловки вдоль волокон. Оно устанавливается на штангу, которая закреплена на краю стола. На приборе есть мерная шкала, с помощью которой можно устанавливать оптимальный угол обработки. Во время выполнения других работ рекомендуется снимать устройство, так как оно создает лишний шум из-за вибрации;
- ограждение для дисковой фрезы и пильного диска. Оно необходимо для фиксации ширины обработки материала. Имеет функцию изменения положения относительно режущей поверхности инструмента;
- накладка для строгания. С ее помощью выполняется прижим заготовки для равномерной обработки всей поверхности.
Читать также: Условно графическое обозначение электрических элементов гост
Помимо этих комплектующих, производитель предлагает широкий спектр дополнительных приспособлений:
- рабочий стол с регулируемыми ножками. Характеризуется высоким показателем устойчивости и надежности;
- прижимное устройство для строгания. Изготавливается из металла, имеет механизм для регулирования степени прижима деревянной рейки к зоне обработки;
- рейсмусовая приставка.
По умолчанию в комплектацию деревообрабатывающего станка Универсал 2500Е входят расходные материалы: пильный диск, противошумные вкладыши, защитные очки и маска.
Преимущества ковки на холодную станка Ажур
Таким способом можно легко крутить и сгибать прутья необходимого сечения. Это дает возможность сделать детали определенного типа и на их основе собрать готовое изделие.
Возможности станков ажур универсал на сегодняшний день:
- Сгибать элементы посредством вращения строго по заданным параметрам. Чаще всего совмещают со шпинделем. Современный кузнечный и универсальный станок ажур способен с высокой точностью контролировать угловой наклон.
- Для скручивания прутика используют тот же самый станок с дополнительной насадочной комплектацией.
- Чтобы накрутить кольца, добавляют дополнительную насадку.
- Все кованые детали разрезаются на ножничном агрегате. Все боковые грани механизма делают смещенными по отношению к трущимся поверхностям. Таким образом, разрез получается ровным и продуманным.
В настоящее время выпускаются станки для ковки «Ажур» с разным модельным рядом.
Особенности различных моделей станков
Ко всем выпускаемым агрегатам Ажурсталь предлагает богатый выбор оснастки и дополнительных приспособлений.

Продуктовая линейка начинается с компактного «Ажур-мини». Несмотря на небольшую мощность- 1.1 квт и скромные размеры, он справляется с прутком до 16 мм. Это отличный выбор для начинающего мастера.
Универсал «Ажур-1» обладает втрое большей мощностью и для него шире выбор дополнительных оснасток и приспособлений. Он рассчитан уже на профессиональное применение и позволяет выпускать до 5000 гнутых элементов в месяц.
Прокатный станок «Ажур-2» предназначен для формирования объемного рисунка на полосе, круглом и прямоугольном прокате.
Универсальный «Ажур-универсал» объединяет в себе и гибочный, и прокатный агрегат. Это уже небольшой технологический комплекс, позволяющий заметно экономить рабочее время.
Кроме них, поставляется также «Ажур-4» для получения витой трубы с различным шагом витков.
Прессы выпускаются в трех исполнениях: горизонтальный «Ажур-3», вертикальный «ПВ-100» и вертикальный ковочный пресс — «Ажур-7». Они оснащаются электромеханическим или гидравлическим приводом и развивают рабочее усилие до 100 тонн.
«Ажур-1М» — комплекс оборудования, предназначенный для профессиональной ковки, станок позволяет выполнять основные элементы художественной ковки.
Купив станок, вы получите следующие возможности ковки: — Гладкая «лапка» — «Лапка» с двухсторонним узором — Кованые окончания №1,2,3,4 — Граненая пика — Элементов «завиток» и «волюта» — Торсиона «продольное скручивание» — Объемная «корзинка», а так же дуги кольца различных углов и диаметров.
Так вы можете приобрести по низкой цене дополнительное оборудование к станку художественной ковки «Ажур-1м», расширяющие его возможности и упрощающие работу. Например, электромеханический привод, разогрев металла, гибочный блок (позволяющий гнуть металл в необходимом радиусе), ролики для гибки профиля, ролики для проката профильной трубы и приспособление для тугой завивки. А так же ЧПУ (числовое программное управление), что позволит автоматизировать производство и выполнять работы с компьютерной точностью.
При приобретение станка мы рады предложить вам дополнительный ряд услуг для вашего комфорта, например, мы доставим купленный станок до Транспортной Компании. Мы даем гарантию на станок 3 года. У нас есть сервисное обслуживание где наши специалисты помогут вам решить любые вопросы. Так же мы может предложить вам станок в лизинг, т.е. вам не придется копить или занимать деньги на станок, вы приобретаете станок, начинаете работать и платить за станок.
| Силовой агрегат АС-1 Служит электромеханическим приводом к кузнечному блоку и другим приспособлениям |
| Горн А1-2 Для разогрева окончаний при изготовлении гусиной лапки, купольной, граненой пики и т.п. |
| Кузнечный блок А-1 Предназначен для работы со сменными насадками. В состав блока входят вальцы А1-3 для формовки окончаний: «гусиная лапка», купольной, граненой пик и т.п. (два рисунка в комплекте) из прутка 10-16 мм. Возможна поставка кузнечного блока без вальцов. |
| Дополнительные вальцы А1-3 Для изготовления окончаний «гусиная лапка», купольной, граненой пики, различных вариантов кованых окончаний |
| Насадки — барабаны Барабан для навивки колец 50 мм — А1-8 Барабан для навивки колец 70 мм — А1-8 Барабан для навивки колец 90 мм — А1-8 Барабан для навивки колец 114 мм — А1-8 Барабан для навивки колец 125 мм — А1-8 |
| Насадки — Улитки для изготовления червонки, запятой и волюты Для элементов с неформованным окончанием — БЛ Для элементов с окончанием «гусиная лапка» Б1, М1, М2, М3 Для элементов с окончанием «тугой завиток» — Т1 Для элементов с окончанием «обратный загиб» — №1-5 Для гибки из подготовленной профильной трубы — У2 Для элемента «римский завиток» — БМ |
| Насадки — ролики Для подготовки профильной трубы 15х15, 20х20 — А1-20 Для подготовки профильной трубы 25х25 — А1-21 Для изготовления хомутной полосы 20х1,5, 20х2 А1-17 |
| Насадки — на скручивание Приспособление для изготовления «торсиона» — А1-16 Приспособление для изготовления «корзинки» — А1-14 |
| Профилегиб А1-18 Для гибки трубы квадратного сечения до 40х40, прутка до 40х40, полосой до 100х20, трубы круглого сечения Ø42 мм и Ø76 мм. Доп. Комплект роликов для швеллеров до №12 и уголка до 63х63 |
Для того чтобы эффективно ковать металл холодным способом используют новейшие станки из серии «Ажур» универсал. Холодным способом обработки металла можно сделать множество изделий с декоративным рисунком. Станки подобного типа отличаются безопасностью в эксплуатации, высокой эффективностью, а также нет необходимости привлекать квалифицированный персонал.







Для гибки металла
Как правило, марки Ажур М-1. На нем осуществляют производства таких элементов, как:
- корзиночные сети;
- кольцевые смесители;
- загибы в обратном направлении;
- улиточные и торсионные уплотнители.
Минимальная мощность агрегата – не менее 3000 Вт. Способен функционировать от сети 220-380 В, при этом размер обрабатываемых заготовок – 8-16 мм. Ширина торсионных прутьев – не менее 15-20 мм. Скорость рабочего вала – не более восьми оборотов в минуту.
Дополнительные элементы для комплектовки агрегата «Ажур»:
- Модуль силового оснащения для кузнечного и приводного механизма.
- Нагревающий горн для поддержания температуры прутьев.
- Модуль для кузнечной обработки.
- Барабанный обтекатель, который способен вырезать кольцевой проем при диаметре не более 110 мм.
- Средний размер сечения круга либо квадрата – 6-12 мм.
- При обработке профильной трубы изготавливают улитку. Сечение прутьев выполняется в форме квадрата и круга.
- Торсионный элемент совместим со специализированными шайбовыми и переходными моментами.
Механизм прекрасно работает от электрочасти, механики, а также горнового остова. Основные функциональные механизмы:
- двигатель на электрическом приводном валу;
- основание корпусного механизма;
- модуль кузнечной раскрутки;
- синхронно-редукторный обтекатель;
- оснастка механическим элементом.
Редукторный вал приводит в движение основание кузнечного обтекателя. Так осуществляется воздействие на ролики верхнего и нижнего порядка. Заготовка изгибается в любую форму во время движения специальных эксцентриков. Но прежде заготовку необходимо прогреть до температуры плавкости.
Разновидности оборудования для ручной холодной ковки металла
Чаще всего для изготовления кованых изделий используются станки, прессы и другие специальные устройства.
- Улитка – универсальный инструмент для создания спиралевидных элементов. Это довольно простое оборудование, которым можно пользоваться в домашних условиях. Некоторые домашние умельцы из бруса толщиной до 12 мм могут выполнить такой инструмент для ручной ковки своими руками. Однако совсем небольшая цена и на готовое оборудование «Улитка».
- Гнутик – устройство, на котором процесс ковки идет под определенным углом. На нем можно делать элементы различного нужного радиуса. С помощью самого простого ручного инструмента «Гнутик» выполняются квадратные изделия с зафиксированным углом сгиба.
- Объемник – оборудование, используемое при создании объемных узоров на металлическом изделии.
- Волна – инструмент, с помощью которого изготавливаются волнообразные изделия. Обрабатывать на нем можно стальной брус, шестигранник, круглые и профильные трубки. Используются такие станки чаще всего для создания фигурных частей решетки.
- Твистер является станком, на котором можно изготавливать элементы продольной формы и закручивать их вокруг своей оси.
- Фонарик – инструмент, название которого говорит само за себя. Выполняются на нем различные фонари и корзинки.
С помощью различного ручного оборудования для ковки можно сделать отдельные декоративные элементы и собрать из них сложные кованые конструкции в виде заборов, калиток, ворот и т. д.
Качество получаемых изделий
Кроме разнообразия выпускаемых изделий, стоит обратить внимание и на их качество. Поэтому мы обратились к мастерам, которые эксплуатировали интересующее нас оборудование, а также посетили различные форумы, посвященные ковке
В целом, отзывы о работе большинства станков были положительными, но почти у каждого производителя обнаружились недочеты. По субъективному мнению наших консультантов, были отмечены следующие недостатки:
- На станке «Декор-1» приспособление «Улитка» необходимо отрегулировать болтом и контргайкой, иначе изделие может получиться с заломами. Однако настройка приспособления требует определенного количества времени. На станке «Декор – 4» ведет трубу, так как передняя плита, на которой установлены мотор – редукторы имеет тонкую сталь. Нечеткий рисунок на полосе 40х4 мм. Много претензий и к трубогибу. Если полосу на ребро станок гнет хорошо, то профильную трубу мнет на бок и ломает. Не очень удобно работать с блоком. На прокаточном станке слабоваты шпонки – на лозе 16мм, иногда их свертывает. Слабоваты муфты совмещения привода и кузнечного блока – может порвать промежуточную шайбу. Таким образом, станки «Декор» не удовлетворяют большинство кузнецов в том виде, в котором они их покупают, вследствие чего кузнецы вносят в станки свои изменения.
- Станки «Мастер» так же, как и станки серии «Декор» требуют определенных доработок в зависимости от требований кузнецов. Некоторые изделия получаются низкокачественными. Например, неудачные «Шишки – корзинки», эксцентрики чаще всего находятся на консольных роликах. Получается так, что подшипник с одной стороны идет вал, на котором насажены эксцентрики, а с другой стороны опоры нет. Мастера убеждены, что можно на нем катать 20 квадрат, но валы так долго не проработают вместе с шестеренками и подшипниками, будет постоянная нагрузка – и это факт. Другим недостатком является расход времени на разогрев сквозной печи. Горелка работает плохо даже при закрытой задней стенке. Оснастка в данной серии максимально упрощена.
- «Blacksmith» отлично справляется с изготовлением кованых элементов «Лапка» и «Волюта». Но для того, чтобы выполнить перечень операций, который выполняется на станках «Ажур» и «Декор» потребуется не один станок«Blacksmith», а несколько (один для изготовления лапки, другой для закрутки, третий для торсиона).
- Станки «Ажур» за счет надежности и удобства оборудования наиболее востребованы в кузнечном производстве. Подтверждением тому является наличие станков данной серии в большинстве кузнечных мастерских. Компания «Ажурсталь», выпускающая станки этой серии является крупнейшим поставщиком кованых элементов в такие сетевые строительные магазины, как «LEROY MERLIN», «Castorama» и «OBI». Нам предложили много интересных фотографий изделий, выполненных на оборудовании от «Ажурсталь».
При объемных заказах кованых изделий важным показателем является скорость создания элементов. Данный показатель все производители указывают примерно одинаково: за смену можно изготовить до 3000 простых и 500 технологически сложных деталей. Однако у станков «Мастер» данные показатели отсутствуют, но практика показывает, что скорость вращения валов в два раза меньше, чем у станков «Ажур» и «Декор»
Также, мы обратили внимание на работу станка «Мастер-2У». У станка очень быстрое вращение вала и неконтролируемый момент установки
При отпускании кнопки движение вала происходит по инерции. В большинстве случаев это вызывает нестабильность получаемых элементов (разные размеры) и повышенный расход дорогого металла. Ещё одним недостатком станка является непродуманность конструкции и упрощенная оснастка, из-за которых часть изделий получается бракованной.
Станки и приспособления для гнутья арматуры
В процессе развития строительных технологий и методов обработки металлов был создан не один станок для гибки арматуры. Все подобное оборудование работает по одному принципу, различие моделей состоит лишь в определенных конструктивных особенностях и максимальном диаметре сгибаемого прутка.
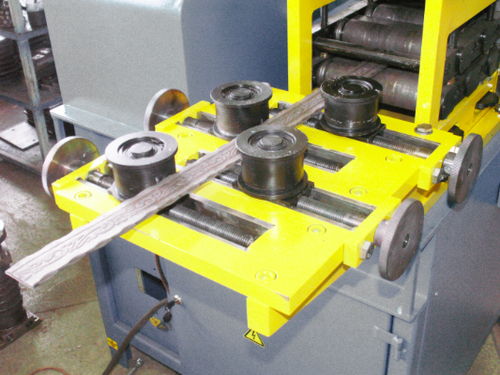
Любой гибочный станок, в том числе и самодельный станок для гибки арматуры, работает по следующему принципу: пруток фиксируется между двумя роликами (центральным и упорным), а при помощи третьего ролика (гибочного) арматура подвергается гибке под требуемым углом. Что удобно, станок для выполнения гнутья металлической арматуры может выполнять изгиб прутка как в левую, так и в правую сторону. Требуемый радиус изгиба обеспечивает упорный вал, благодаря которому арматура не деформируется по всей длине.
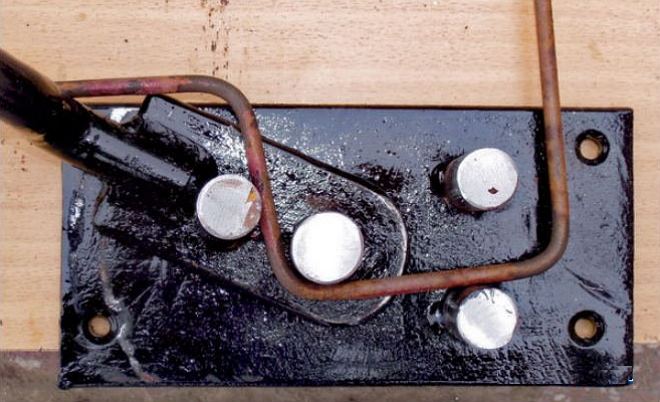
Один из вариантов самодельного станка, состоящего из двух частей — подвижной (рычаг) и неподвижной (основание)
Чертеж подвижной части
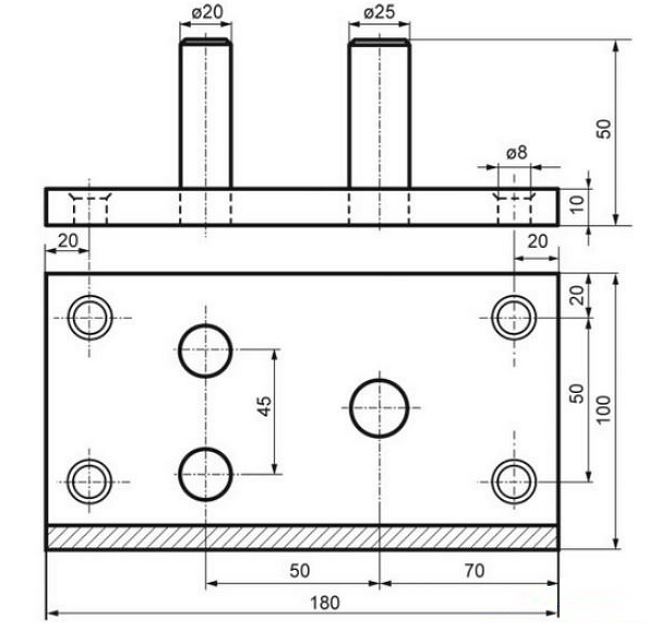
Чертеж неподвижной части
Станки, предназначенные для гибки арматуры, в том числе и изготовленные своими руками, могут быть двух типов:
- ручные;
- с механическим приводом.
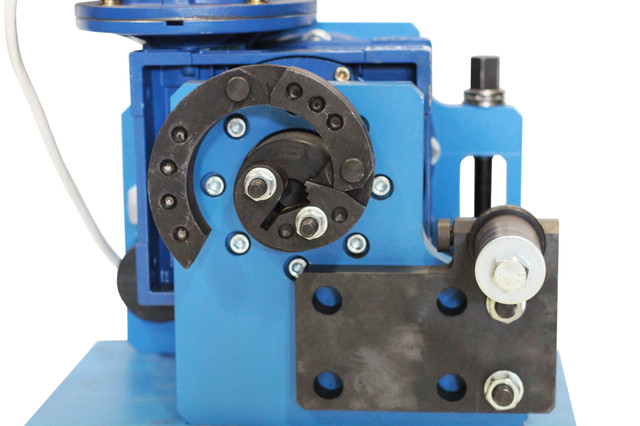
Основным рабочим органом станков с механическим приводом является вращающийся диск, на котором закреплены изгибающий и центральный пальцы. Между этими пальцами имеется зазор, в который и помещают пруток, подвергаемый гибке. Уложенная в этот зазор арматура упирается одним концом в ролик, жестко закрепленный на корпусе устройства. При вращении диска изгибающий палец воздействует на арматуру и изгибает ее вокруг центрального вала.

Ручной станок для гибки AFACAN 16PT (цена примерно 5500 рублей). Одна из моделей именно этого турецкого производителя упоминалась на видео в начале данной статьи
Конкретный станок для гибки арматуры в зависимости от своего назначения может принадлежать к одной из следующих групп:
- легкой (для гибки прутков диаметром от 3 до 20 мм);
- тяжелой (диаметр обрабатываемых прутков – от 20 до 40 мм);
- сверхтяжелой (для арматуры диаметром от 40 до 90 мм).
Оборудование с механическим приводом может использоваться для одновременного сгибания нескольких прутков арматуры. Современная промышленность выпускает станки, которые могут применяться для гибки прутков, диаметр которых находится в пределах от 3 до 90 мм. Для тех случаев, когда необходимо изгибать арматуру под разными углами, лучше всего использовать оборудование с гидравлическим приводом. Такой универсальный станок для гибки арматуры позволяет получать поверхность сгиба без трещин и складок, которые могут привести к образованию внутренних напряжений. Это оборудование также дает возможность доводить угол сгиба до 180 градусов.
На современном рынке можно оптимально подобрать станок для выполнения гибки арматуры различного типа, в том числе и переносного, которое отличается простотой в использовании и доступной стоимостью. Гнутье арматуры можно выполнять как при помощи специального оборудования, так и при помощи трубогиба, который устанавливается на обычных верстаках.
Такие приспособления для гибки можно изготовить и своими руками. При этом они используются для прутков с диаметром не более 14 мм и не предназначены для тех случаев, когда необходима высокая производительность. Чаще всего такие приспособления применяются при выполнении частного строительства.

Еще одна вариация станка для гибки: швеллер в качестве основания, два уголка, ось вращения и рукоятка
Выбирая оборудование для быстрой гибки арматуры, следует учитывать два основных фактора: максимальный диаметр прутка, который необходимо согнуть, и объем предстоящих работ. При гибке прутка его части подвергаются различным нагрузкам: наружная поверхность – растяжению, а внутренняя – сжатию.










Комплектация базовая
М2-9 Валок для нанесения фактуры на полосу Узор «Этнос»
▬ 40*4;Декоративное усиление профильной трубы 15/20
□15х15
□20х20;Ответный валок для нанесения фактуры на полосу
▬ 40*4;В комплекте 3 валка Комплект валков – изготовление пик граненых, купольных, «гусиных» лапок – гладкие лапки и лапки с насечкой с одной стороны
■ 8-25
● 6-25
▬ 20х4, 25х4;Горн газовый универсальный
Съемная задняя стенка дает возможность разогревать заготовки посередине;Лекало большое сборное – спиральная скрутка волют длиной от 210мм, изготовление вензеля с прямой полкой от 140мм, с раскованными и нераскованными окончаниями
■ 8-20
● 6-20
▬ 20х4,25х4, 40*4
□ 10, 15, 20, 25,30;Планшайба большая – изготовление колец диаметром 120 мм
■ 8-16
● 6-16
▬ 20х4, 25х4, 40*4
□ 10, 15 стенка 1,5-2;Зажим для профтрубы – изготовление продольной скрутки, шишки-корзинки* (*сечение заготовки квадрат 6,8 мм)
Торсион
□ 10, 15, 20
Шишка-корзинка
■ 6, 8, 10;Кронштейн для продольной скрутки
■ 8-20
▬ 20х4, 25х4
□ 10, 15, 20;Комплект ролики для U-усиления профильной трубы
□ 15, 20;Сектор малый– изготовление вензеля длиной от 240 до 280 мм с раскованными и не раскованными окончаниями, полукруглая полка
■ 8-20
● 6-20
▬ 20х4,25х4, 40*4
□ 10, 15, 20, 25;Комплект ролики для хомутов – изготовление хомутов
▬ 1,5 х 18мм
▬ 1,5 х 23мм;Стяжка валов;
Модуль вальцов (малый)
■ 8-16
● 6-16
□ 8-30 стенка 1,5-2;Обратный завиток и устройство доворачивания (догибает лапку волюты)
■ 8-16
● 6-16;Лекало малое – изготовление бубликов длиной от 140 до 170 мм с раскованными и нераскованными окончаниями, полукруглая полка
■ 8-16
● 6-16
▬ 20х4,25х4, 40*4
□ 10, 15, 20, 25;М2-16 Комплект валков на круг 10/12/14 узор «Лоза»
■ 10, 14, 12;М2-19 Комплект валков на квадрат 10/12/14 узор «Бусы»
■ 10, 12, 14
Область применения
Из ажурной ткани изготавливают разнообразные вещи. Сложный рисунок украсит свадебную арку или ажурный зонтик невесты. В самом наряде новобрачных также фигурируют кружевные элементы. У жениха отделка носового платка может выглядывать из нагрудного кармашка, а невесту порадует ажур на рукавах платья или фата с кружевом.

Красиво и нежно смотрятся нарядные пледы для новорожденных и крестильные наборы с сетчатыми узорами. Детское покрывало или кружевной плед для новорожденного обязательно изготавливается их натуральных нитей. Синтетические изделия в детском гардеробе недопустимы, однако отделка в пледе на выписку или на конверте вполне может быть ненатурального происхождения.
Одежда и обувь
В каких только нарядах не появляются ажуры и кружева. Они украшают шарфы и платки, фигурируют в отделке пиджаков, накидок, болеро. Кружевной декор по низу юбки-карандаша или трапеции сделает образ более нежным. Дизайнеры сочетают с кружевом такие плотные материалы, как деним, кожа. Но чаще комбинируют сетчатую отделку с шелком, атласом, хлопком.
Для лета модницы подберут ажурные сарафаны, майки, топы. Ажурная туника освежит женский образ и дополнит привычные джинсы и легинсы. На осень найдутся ажурные шапочки, жилетки, водолазки.

Производители нижнего белья используют подобные ткани для декора, будь то ажурное боди, бюстгальтер, комбидресс, бра. Ажурная майка как элемент нижнего белья не выходит из моды. Для соблазнения потребуются узорчатые чулки под пояс, которые без труда можно найти в магазинах Москвы и других крупных городов. Пляжный образ освежат ажурный купальник, туника, парео, ажурный платок.
Этапы обработки металла
- Термообработка материалов. Это – предварительный этап работы, во время которого металл разогревают до нужной температуры. Нагревание происходит в горне или индукционной печи. Время нагрева зависит от типа металла. Также к процессу термообработки относят охлаждение, отпуск и закалку металла.
- Ковка. Процесс изготовления деталей. Во время ковки мастер задает материалу нужную форму, используя различные приемы. Процесс термообработки и ковки может многократно повторятся, поскольку заготовка быстро остывает и теряет необходимую для работы температуру.
- Сборка. В процессе сборки детали соединяются друг с другом в единое изделие. Самый простой тип сборки – сварка. В месте сварки детали разогревают и соединяют друг с другом: разогретый металл моментально сцепляется и застывает. Также возможна сборка с использованием клепок и хомутов.
- Декорирование. При простой ковке кузнец завершают работу шлифовкой изделия, придавая его поверхности отражающие свойства и нужную текстуру. При художественной ковке могут использоваться дополнительные приемы: травление и чеканка. Травление – это нанесение на поверхность изделия химических веществ, которые вступают в реакцию с металлом и придают ему оригинальную окраску. Чеканка – нанесение орнамента с помощью.










Сравнительный анализ станков серий «Blacksmith», «Мастер» и «Ажур»
При анализе, изученных станков, мы исключили оборудование серий «Декор» и «Профи». Связано это с тем, что производители серии «Декор» остановили производство станков, а серия «Профи» не выдержала проверку качеством. Станки данной серии имеют низкий показатель надежности. Конструкция станка склонна к быстрому износу. Самый легкий станок «Профи-2Р» весит всего 80 кг. У станка из настолько тонкого материала «усталость металла» наступает гораздо быстрее, чем у металла, из которого сделаны станки конкурентов. Станки этой серии имеют неудобную в работе конструкцию (для осуществления замятия лапки приходится работать в положении максимального наклона). К тому же машины «Профи» мало отличаются друг от друга по функционалу и не имеют в своей серии аналогов универсальным станкам, представленным в других линейках. Также, они не подходят для производства больших объемов элементов художественной ковки.
Таким образом, в нашем анализе отражены сравнительные характеристики универсальных станков серий «Blacksmith», «Мастер» и «Ажур».
Для более детального рассмотрения и сравнения оборудования, мы отобрали станки из каждой серии и сопоставили каждый из отобранных станков с его аналогами из серий других производителей.
Параметры сравнения | «Ажур-Универсал» | «Мастер-Универсал» | UNV3-02» |
Функционал | Осуществляет изготовление завитков, продольное скручивание, изготовление колец, корзинок, торсионов, окончаний, гибку трубы, обработку граней и нанесение рельефных рисунков на полосу, квадрат, круг и профильную трубу. | Выполняет операции продольного и спирального скручивания, разогрев и расковку заготовок, декоративный прокат различного металлопроката, изготавливает дуги из профильной трубы. | Изготавливает завитки, корзинки, торсионы, кольца, окончание «Лапка». Осуществляет накатку трубы и гибку дуги. |
Размеры заготовок: 1.спиральное скручивание 2.продольное скручивание 3.раскатка конца заготовки 4.изготовление корзинки | 1). проф. труба 10х10,15х15,20х20 , полоса 6х12мм 2). квадрат до 20 мм. полоса до 40х10мм 3). проф. труба 15х15, 20х20мм 4). круг и квадрат 6ммх4, 8ммх4, 10ммх4 | 1). круг, квадрат от 8-20мм¸ проф.труба – 10,15,20,25 2). квадрат 8-20мм, проф.труба 10х10,15х15,20х20 3). квадрат/круг 8-20мм, проф.труба 10х10-40х20мм | 1). труба/квадрат max 20х20х1,5мм, полоса 30х10мм 2). квадрат 16х16мм, полоса 30х10мм 3)квадрат 12х12мм 4) квадрат max 8х8мм Пруток max 8мм |
Частота вращения рабочих валов/скорость вращения оправок | 7,5 об/мин | 9,5 об/мин | 16 об/мин |
Мощность электродвигателя | 3кВт | 2,2 кВт | 2,2 кВт |
Ток питания сети | 380 либо 220 В | 380 либо 220В | 380В |
Габаритные размеры, мм | 1430х800х1120мм | 720х720х1180мм | 1270х670х1550мм |
Масса станка | 695 кг | 300 кг | 482 кг/в упаковке-572 кг |
Стоимость | от 483040 рублей | от 209000 рублей | 547020 рублей |
Преимущества | Станок изготовлен из толстого металла. Имеет надежный редуктор и двигатель. Эксцентрики выполнены из высокопрочной стали – позволяют изготовить огромное количество элементов. Многофункционален. Совмещает в себе функции двух станков «Ажур-1М» ( изготовление завитков, продольное скручивание, изготовление колец, корзинок, торсионов, окончаний, гибку трубы) и «Ажур-2»( обработку граней и нанесение рельефных рисунков на полосу, квадрат, круг и профильную трубу). | Имеет двустороннюю рабочую зону-компоновку. т.е. рабочие валы выходят на обе стороны станка с соответствующей оснасткой станка (валки, ролики, лекала и т.д.), это позволяет свести к минимуму замену оснастки для выполнения той или иной операции. Увеличенная производительность станка дает возможность обрабатывать две заготовки одновременно для скорейшего выполнения ваших заказов. | Оснащен ЧПУ, позволяющим в кротчайшие сроки получить спроектированное на компьютере изделие. Еще одним плюсом является, быстрая смена оснастки не требует наличие высококвалифицированного специалиста. Потребляет меньше электроэнергии (на 25%) и обладает более привлекательной ценой. |
Недостатки | Отсутствует ЧПУ | Отсутствие ЧПУ (все операции выполняются «на глазок»). Медленная скорость смены оснастки ведет к уменьшению производительности труда. | Необходимость дополнительного приобретения горна, навесного блока UNV-LP. Меньше возможностей по количеству операций в сравнении с конкурентами. |









Показатели таблицы указывают на схожесть функционала станков «Ажур-Универсал», «Мастер-Универсал» и «UNV3-02». Все три станка изготавливают завитки, корзинки, торсионы, кольца, окончание «Лапка». Осуществляют накатку трубы и гибку дуги.«Ажур-Универсал»
Предыдущая |
Удобство работы
Для получения удовольствия от работы и изготовления качественной продукции, необходимо применять не только производительный, но и удобный в использовании станок. И если работа станков (эргономичность) осуществляется на должном уровне, то удобство креплений заготовок и настройка большинства станков оставляет желать лучшего:
«Мастер» имеет неудобные зажимы (для заготовок на трубогиб) и крепежи лапки. Некоторые недостатки проявляются при работе с профильной трубой. При усилении трубы ее сильно ведет в горизонтальной плоскости, а при завивке из профильной трубы вензелей и волют заготовку не зажимает и из-за этого она выскакивает из лекала.
- На станках «Декор» главной сложностью является выставление размера на гибочном станке. Для начинающего кузнеца – это существенный минус. Регулировка улиток происходит с помощью болта и контргайки, чтобы не происходило залома изделия.
- У «Профи» некоторые станки осуществляют неудобную подачу трубы (например, при подаче заготовки в специальное окно для замятия лапки), и так как сам станок не высокий по своей конструкции, и окошки расположены в нижней части станка, работать приходится в положении максимального наклона.
- Линейка «Blacksmith»помимо станков, включает в себя огромное количество различных инструментов для различных процессов. Неизвестно, что приобрести выгодней – конкретный станок или несколько инструментов, выполняющих функции станков? Поэтому начинающие кузнецы могут испытывать трудности при выборе оборудования. Также работа с этой серией вызывает проблемы при настройке техники, так как станки оснащены блоком ЧПУ. Программирование станка требует времени на дополнительное обучение.
- Серия станков «Ажур» имеет неудобную вертикальную подачу на улитку, особенно, если производить их по пять сотен в день. Но недавно компания выпустила новый станок «Ажур-мини», имеющий горизонтальную подачу на улитку. Благодаря этому станку проблема с неудобной подачей полностью решилась. Ещё одним недостатком является отсутствие градуировки на станке «Ажур – 1М» у элементов «Улитка» и «Торсион». Однако нужно отдать компании «Ажурсталь», производящей станки серии «Ажур», должное. Она имеет большой опыт, и в связи с этим более доработанные станки и оснастку. В её распоряжении огромный цех, выпускающий кованую продукцию. Все станки, в том числе и новые, создаются не только для продажи, но и в первую очередь для работы в этом цехе. Следовательно, данная компания обладает большими возможностями для усовершенствования своего оборудования и тем самым может вывести его на новый уровень. Продолжение статьи читайте, перейдя по ссылкам: Часть 2 и Часть 3.
Предыдущая |
Ажур 2
Чтобы осуществить выпуклый выход на поверхность трубы, используют станок Ажур 2. Также он подходит идеально для полосных прутков, а также в форме квадрата. Двигатель набирает мощность до 3000 Вт, способен работать от фазы сети в 380 В, есть возможность проведения модификации до 220 В.
Средняя выработка за минуту составляет до 4, 5 метров, при этом скорость валовой части составляет приблизительно 7,5 оборотов за тот же отрезок времени. Современные станки состоят из агрегатов основного ряда и полной комплектации.
Механизмы основного ряда:
- Модульный инжектор накопителя.
- Агрегат-компрессор силовой установки.
- Два вала с нижней и верхней стороны.
- Полосный направляющий механизм.
- Квадратные роликовые рассечки.
- Украшение полосы по греческой методике.
Механизмы полной комплектации, которые устанавливают на станок Ажур 2:
- 37 разновидностей с рельефной накаткой;
- 7 разновидностей для профильной квадратной трубы;
- устройство для горизонтальной правки;
- контролирующий агрегат за изменениями скорости прокатного элемента.
В настоящее время самые современные станки «Ажур», а также универсал для прокатки включают в себя множество простых и сложных элементов, таких как:
- Мотор с электрическим приводом.
- Стальная сварная несущая часть агрегата.
- Шестеренчатый редукторный вал.
- Специальный модуль для кузнечной правки.
- Часть с электрическим щитком-накопителем.
Видео: станок Ажур 7.