
Принципы выбора порошкового пистолета
Основными критериями целесообразности той или иной модели пистолета для порошковой покраски являются:
- Производительность и размеры окрашиваемой площади.
- Условия, в которых будет проводиться окрашивание (температура и влажность воздуха, расстояние до изделия).
- Масса устройства.
- Наличие пневматического оборудования и его характеристики.
- Возможные ограничения по составу порошковой краски.
Для минимальных объёмов окрасочных работ идеальный вариант – трибостатические пистолеты линейки Старт. Они отличаются минимальной массой и ценой, а также просты в применении.
Посадочное место под бачок унифицировано с целью возможного применения и более вместительных ёмкостей. Необходимое разрежение создаётся мини-электродвигателем, работающим от сети 220 В, и потребляющего не более 2…3 Вт мощности. Расстояние до объекта невелико, зато цена устройства – до 11000 руб. – вполне оправдывает его использование в бытовых целях.
Технически более сложными моделями считаются порошковые пистолеты Лидер. В отличие от предыдущей марки здесь выброс частиц красящего порошка производится под воздействием электромагнитного импульса. Потребляемая мощность несколько выше – до 5 Вт, зато и расстояние между соплом и окрашиваемой поверхностью можно увеличить, что положительно повлияет на производительность окрашивания. Цена вопроса – до 12000…13000 руб.
Электростатический пистолет Ransburg No2 – единственный представитель подобного оборудования, которому не требуется воздух. О компактности придётся забыть, однако КПД распыления при помощи центробежного диска – максимально возможное, и достигает 97…98%. Цена комплекта – от 560000 руб., что предполагает значительные объёмы окрасочных работ.
Альтернативой предыдущей модели являются электростатические пистолеты Tesla impuls. Они компактны, допускают регулировку параметров процесса распыления, отличаются простотой в управлении, да и стоят намного дешевле – до 13000…15000 руб.
Мозаично-шлифовальная машина. Превращаем бетон в зеркало
Электрический тельфер. Обязательный механизм крупного производства
Технология
Процесс окраски металлических деталей порошковыми составами можно разделить на три этапа. Это подготовка поверхности, непосредственное окрашивание (напыление) и закрепление результата (полимеризация).
Подготовительный этап
Он самый важный. От того, насколько качественно будет подготовлена к окрашиванию поверхность, зависит результат работы. Следуйте следующим инструкциям:
- Возьмите обычную чистую тряпочку и очистите всю поверхность обрабатываемой детали от пыли и грязи.
- Наждачной бумагой или специализированными металлическими щетками зачистите участки с коррозией.
- Обезжирьте растворителем деталь, это увеличит адгезию поверхности с краской.
- Проведите грунтование. Для этого покройте изделие краской на основе неорганических веществ. Благодаря этому слою сводится на нет риск проникновения воздуха, а также влаги под высохшую краску.
- Нанесите сверху детали слой, состоящий из соединений натрия и нитрата хрома. Этот процесс имеет название пассивирование. Он проводится, чтобы ржавчина не появилась в период подготовки детали к покраске. Все действия довольно просты, поэтому все можно сделать в домашних условиях своими руками.
- Просушите заготовку в самодельной печи.
Требуемое оборудование для покраски в домашних условиях
Для нанесения порошкообразных красок используется электростатическое распыление или распределение красителя по методике кипящего слоя. Для обеспечения равномерного распределения и удержания пудры на поверхности частицам сообщается электростатический заряд. Технология распыления предусматривает нанесение порошка пистолетом в окрасочной камере, излишки материала улавливаются фильтром и возвращаются в бункер для повторного применения.
Методика кипящего слоя предусматривает перевод порошкообразной взвеси в псевдожидкое состояние подачей воздуха под давлением. Деталь опускается в емкость, заполненную краской в псевдожидком виде. Технология требует использования специального оборудования, в бытовых условиях не применяется.
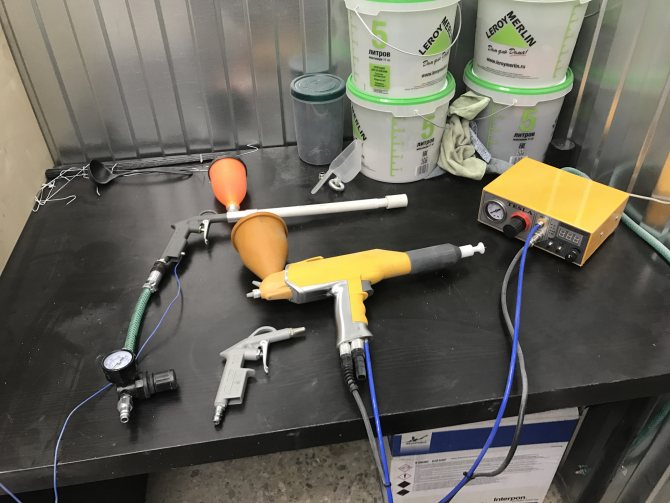
Чтобы правильно нанести порошковое лакокрасочное покрытие в домашних условиях, потребуются:
- полимеризационный шкаф или печь;
- источник питания, обеспечивающий подачу постоянного тока напряжением до 25 кВ;
- инструмент для распыления состава;
- порошок для нанесения и защитная одежда.
Изготовление печи
Электрическая печь необходима для равномерной полимеризации нанесенного слоя порошка. От качества работы установки зависит прочность покрытия, габариты рабочей камеры соотносятся с размерами окрашиваемых деталей. Температура нагрева подбирается в соответствии с типом используемой краски. Допускается использование нагревательного оборудования на жидком или газообразном топливе, но такие печи собрать самостоятельно невозможно.
Для изготовления самодельного шкафа потребуются:
- стальные профили для силового каркаса;
- листы теплоизолятора (например, базальтовая плита);
- стальной лист для оформления внешней части и полости рабочей камеры;
- вентилятор для подачи воздуха;
- нагревательные элементы;
- соединительные кабели;
- блок управления и защитные предохранители.
Краткий алгоритм изготовления электрической печи для сушки порошковых красок:
- Разметить профили и сварить пространственный каркас будущей печи.
- Уложить в окна слой утеплителя, который затем закрывается листами металла. Для дополнительной защиты внешняя часть покрывается слоем базальта и гипсоволоконными плитами с низким коэффициентом теплопроводности.
- Изготовить канал подачи воздуха с электрическим вентилятором (трубопровод имеет расширенную входную часть и суженное сопло). Установить магистраль таким образом, чтобы поток газа проходил через электрические нагреватели, а затем равномерно распределялся внутри рабочей камеры. Нагревательные модули устанавливаются вдоль стенок и изолируются от металлического каркаса шкафа. Коммутационные провода выводятся к пульту управления через плавкие автоматические предохранители.
- Установить защитные дефлекторы, закрывающие нагреватели. Стальные листы не позволяют воздуху проходить мимо раскаленных элементов. Следует учесть, что горячий воздух способен повредить обмотки электродвигателя вентилятора, который требуется установить на удалении от печи.
- Произвести подключение оборудования и провести тестовый запуск. Мощность установки достигает 12-15 кВт в момент пуска и разогрева. Электрические кабели подбираются по силе тока, запрещается использовать проводку с недостаточным сечением жил.
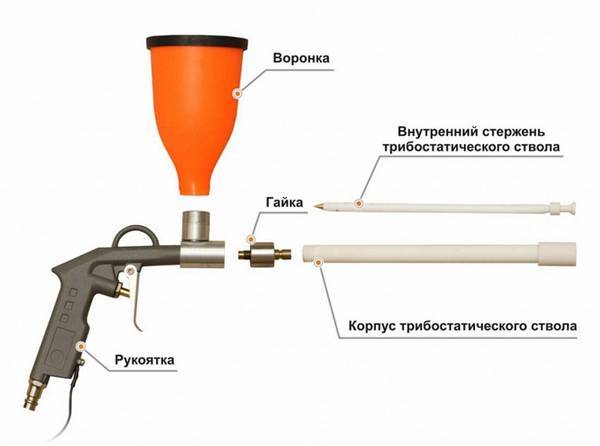
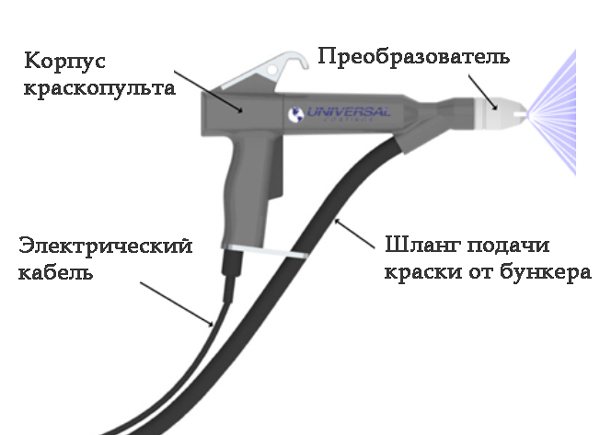
Покрасочный пистолет
Для нанесения порошков используется , изготовленный по следующей технологии:
- Подготовить стандартную пластиковую бутылку от напитков объемом 1,5 л. Емкость промывается и высушивается, а затем заполняется на 30% порошком.
- Закрутить тару металлической пробкой, в которой предварительно просверлены отверстия. Рекомендуется выполнить большое количество каналов диаметром до 1 мм, а затем зачистить поверхность от облоя.
- Подсоединить к пробке положительный провод, идущий от высоковольтного блока питания. Для порошковой окраски в бытовых условиях используются блоки от электрошокеров, способные работать от батареек или внешнего адаптера. В конструкции устройства предусмотрен преобразователь напряжения и выпрямитель, позволяющие получить на выходе постоянный ток напряжением до 25 кВ.
Мелочи, без которых не обойтись
Перед началом эксплуатации самодельного оборудования требуется организовать освещение рабочей зоны на основе люминесцентных ламп. В помещении предусматриваются принудительная приточная и вытяжная вентиляции, для защиты органов дыхания рекомендуется использовать респиратор. Нужно заранее подготовить старый пылесос, который позволит удалить рассыпанный порошок. Следует учитывать, что порошкообразный материал попадает в двигатель и спекается, образуя токопроводящие дорожки и выводя пылесос из строя.
Какой пистолет для порошковой покраски выбрать

Порошковая покраска – это современный, прогрессивный метод покраски металлических изделий. Порошковые краски создают максимально прочное, стойкое и долговечное покрытие. Если соблюдается технология нанесения материала, то покрытие может прослужить до 20 лет.
Главное отличие порошковой покраски от всех других типов лакокрасочных материалов в том, что для нее необходимо специальное оборудование. Это пистолет-распылитель, камера напыления и печь полимеризации. От качества и правильности подбора устройств зависит долговечность и равномерность конечного покрытия.
В этой статье мы расскажем, как выбрать пистолет для покраски порошком металлических изделий.
Принцип порошковой покраски
Порошковая краска оседает на металлическом изделии благодаря электрическому полю. Для этого пистолет должен придать частицам порошка заряд. А маляр, изделие и оборудование заземляется. Таким образом краска как будто намагничивается на поверхности.
Наносят краску так: окрашиваемое изделие подвешивают в камере напыления, пистолетом для покраски распыляют порошок на поверхность.

После того, как краска покрыла все изделие, его отправляют в печь полимеризации. Там краска должна расплавится и застыть. Запеченной детали надо дать время на остывание, и затем ее можно использовать. Пистолет для напыления краски может быть трибостатическим или электростатическим.









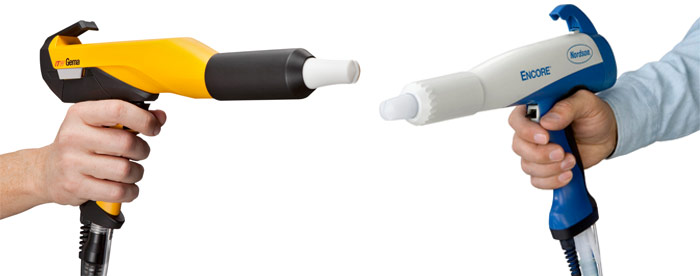
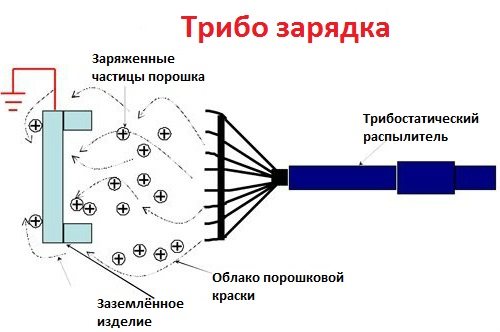
Трибостатический распылитель
В трибостатическом пистолете заряд частиц происходит путем трения частиц краски друг о друга и о специальную поверхность ствола устройства. Благодаря тому, что пистолет не производит тока и образовывает меньше напряжение, он позволяет прокрашивать труднодоступные места изделий сложной формы.
Трибостатический пистолет для порошковой покраски имеет цену ниже, чем электростатические устройства. Однако, стоит учитывать нестабильность такого пистолета. Из-за особенностей его работы, на качество покраски прямым образом влияет влажность в помещении, где происходит покраска, и краска, которая используется.
Для него подходит только очень качественная эпоксидная краска. Объем его работы ограничен размером бачка. Чем меньше краски в бачке, тем хуже электризации и оседание частиц порошка.

Электростатический распылитель
При использовании электростатического распылителя, с такими проблемами маляры не сталкиваются. А все потому, что он совершенно по-другому заряжает частицы. Работает такой пистолет для покраски от компрессора. Именно благодаря ему частицы получают заряд.
Однако из-за того, что во время его работы намного больше напряжение и образуется ток, могут возникнуть различные физические явления, которые мешаю оседанию краски. Например, можно столкнуться с эффектом клетки Фарадея или обратной ионизацией. Это касается изделий трудной формы, углов, выемок и т.д.
Для работы с таким пистолетом подходит любой вид краски.

Как выбрать пистолет
Для того, чтобы купить пистолет для покраски, который будет выполнять необходимые задачи и долго служить, сначала определитесь с тем, какие изделия вы собираетесь окрашивать.
Если это будет большое количество изделий простой формы, то лучше покупать электростатический пистолет. Если предстоит покрывать краской изделия сложной формы, то идеальный вариант – трибостатический пистолет
Но если надо окрашивать огромное количество деталей сложной формы, то лучше устанавливать на производстве автоматическую линию. Также надо определиться с тем, какой слой окончательного покрытия должен быть. Трибостатический пистолет позволяет получить более толстое покрытие.

Помните, что трибостатика намного лучше справляется с труднодоступными местами и углами. Но она не подходит для длительной, беспрерывной покраски.
Если после прочтения данной статьи, вам не удалось разобраться с тем, какой пистолет для покраски выбрать, то советуем обратиться за рекомендациями к специалисту. Он сможет подобрать необходимый инструмент, учитывая все особенности производства.
Виды пистолетов для порошковой покраски
Использование порошкового состава возможно погружающим методом либо распылительным. Первый тип сложен по реализации, по этой причине его используют лишь на производстве.
При втором варианте используется распылитель порошковой краски, сделать окрашивание можно своими руками. По принципу действия существуют несколько видов пистолетного оборудования.
 Использование порошкового состава возможно погружающим методом либо распылительным.
Использование порошкового состава возможно погружающим методом либо распылительным.
Электростатический
Считается лидером на строительном рынке среди подобных устройств. Причиной служит легкость ухода, делаются тонкие слои, что помогает экономить красящее вещество, подходит любой поверхности по форме. Проводить работы можно быстро, ведь загрузка и смена насадок несложная.
 Проводить работы можно быстро, ведь загрузка и смена насадок несложная.
Проводить работы можно быстро, ведь загрузка и смена насадок несложная.
Трибостатический
Трибостатический краскопульт для порошковой окраски не включает обычный тип генератора частичек порошка. Происходит зарядка элементов путем трения их друг об друга. Это усложняет процесс получения необходимого уровня заряда.
Заряжение частичек зависит от влажностного уровня, оседает состав излишне быстрым темпом, и происходит понижение заряда на любом типе основания.
 Трибостатический краскопульт для порошковой окраски не включает обычный тип генератора частичек порошка.
Трибостатический краскопульт для порошковой окраски не включает обычный тип генератора частичек порошка.
Флюидизированный
Подобные устройства выделяются возможностью делать много слоев лакокрасочного материала. Это помогает простому набору требуемой толщины покрытия, среднее значение которой 250 микрон. С помощью применяемого принципа работы, маляр может легко отслеживать получаемую толщину краски на любом этапе.
Подготовка основания при использовании флюидизированного пульверизатора сводится к небольшому числу этапов, что уменьшает затраты денежных средств. Но есть и минусы выбора этого прибора:
- Можно покрывать красящим составом лишь простые по форме основания;
- Требуется до покраски прогревать деталь, также после заниматься просушкой поверхности;
- Расход лакокрасочного материала будет высоким, если сравнивать с тем же электрическим распылителем;
- Потребуется использовать металл, устойчивого вида к высокотемпературному воздействию.
 Подобные устройства выделяются возможностью делать много слоев лакокрасочного материала.
Подобные устройства выделяются возможностью делать много слоев лакокрасочного материала.
Выбор оборудования
Подумайте о том, каких размеров изделия будут окрашиваться. Исходя из этого выбирайте оборудование. Его внутренние габариты должны соответствовать изделиям. Если точно не можете определится с размерами, берите оборудование с запасом.
Печь полимеризации может работать на газу или электричестве. Первый вариант дороже. Самый распространенный и доступный вариант нагрева печи – тэны.










Камера напыление может быть с системой рекупирации Циклон или с фильтрами. Первая лучше, когда цвета меняются не чаще одного раза в день. Вторая подходит для частой смены цветов.
При небольших и средних объемах покраски стоит использовать трибостатический распылитель. Он хорошо окрашивает трудные места и углы. Электростатическую установку можно использовать при абсолютно любых объемах. Но и цена у нее намного дороже.

Принцип работы
Вне зависимости от размера пистолета схема его работы выглядит следующим образом:
- пульверизатор наполняется заряженными частицами лакокрасочного материала;
- рядом с обрабатываемым предметом создается скопление заряженных цветных частиц;
- изделие заземляется и обрабатывается притягивающимися частицами.
Полная схема содержит в себе такие составляющие:
- камера для загрузки обрабатываемых деталей;
- поворотные устройства для навешивания изделий;
- напылительная камера;
- циклон для формирования и заряда лакокрасочных частиц;
- фильтрующий слой;
- разгрузочная камера;
- линии для подачи деталей, движущиеся на небольшой скорости;
- камера для полимеризации лакокрасочного покрытия;
- вентилятор;
- автоматическая система управления процессами, которая контролирует все происходящие процессы, подробно фиксируя происходящее для последующего анализа;
- светильник, который позволяет снаружи видеть происходящее внутри системы;
- отсек для подготовки сжатого воздуха, который затем спровоцирует выброс краски;
- пистолет для порошковой покраски.
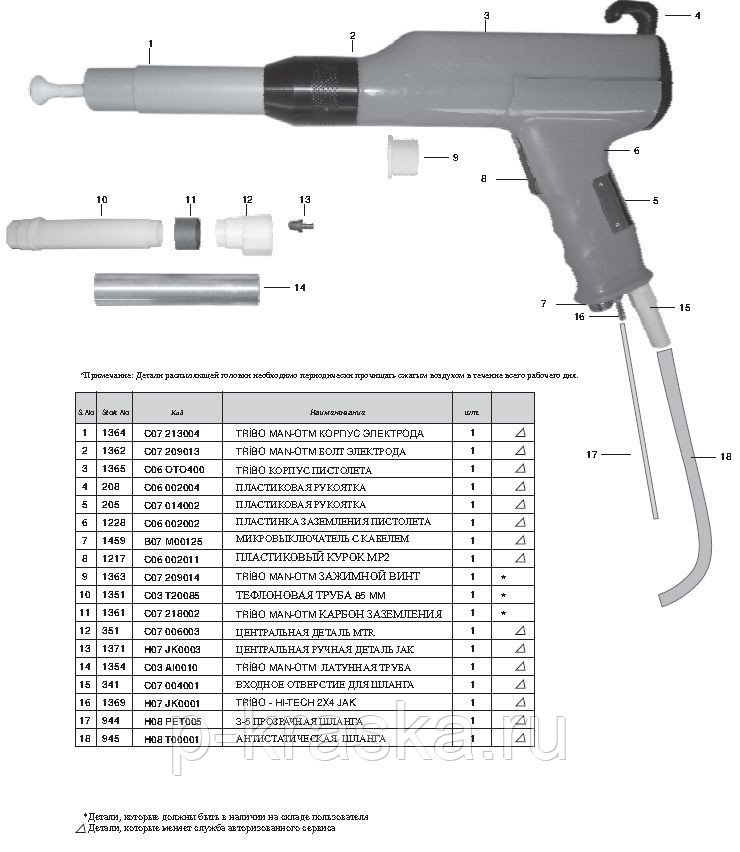
 Конструкция пистолета для порошковой покраски
Конструкция пистолета для порошковой покраски
Сам пистолет основан на следующей схеме:
- воздухоканал;
- канал для подачи краски;
- линия заземления;
- заряжающие поверхности;
- порошково-воздушная смесь;
- насадка для выдачи и распыления состава наружу.
Трибостатический краскопульт

Трибостатический порошковый пистолет или краскопульт работает по принципу множественных столкновений и трения частичек порошковой краски, вследствие чего происходит их зарядка. Данный процесс происходит в специальном узле пистолета, где частицы активно взаимодействуют друг с другом.
Так как при зарядке исключается использование тока, то не возникает и электрического поля, а значит отсутствует эффект обратной ионизации.
Это дает следующее преимущество: порошковая краска свободно проникает во все труднодоступные места рельефной и пористой поверхности и равномерно распределяется, что гарантирует качество напыления. Также появляется возможность многократно окрашивать поверхность, добиваясь слоя нужной толщины.
Среди недостатков трибостатического способа окрашивания нужно отметить ограниченный выбор красок, обязательную пескоструйную обработку металлов перед окрашиванием, невысокую производительность в работе. А сами порошковый пистолет трибостатический зарекомендовали себя, как весьма капризные, в эксплуатации устройства.
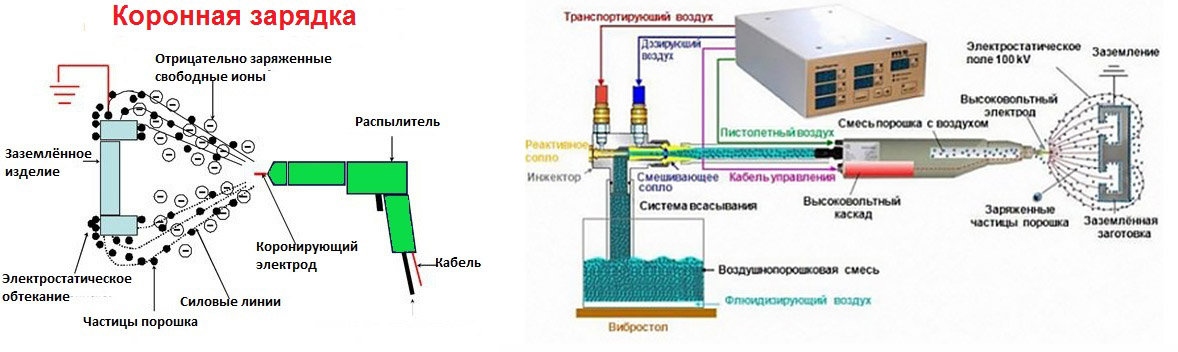
Электростатический краскопульт

Электростатический порошковый пистолет функционирует следующим образом: по одному каналу подается порошковая краска, а по другому сжатый воздух, который должен быть сухим и чистым.
Внутри пистолета наблюдается зарядка частиц красящего вещества при мощности 60-70 кВт, что дает им возможность крепиться на поверхность. Таким образом и происходит окрашивание. Практически все порошковые краски эффективно заряжаются, обеспечивая качественность покрытия.
У электростатического способа есть свои недостатки, среди которых нужно отметить возникновение электрического поля между краскопультом и обрабатываемой поверхностью. Это снижает качество напыления порошковой краски на поверхности со сложным рельефом. Одновременно уменьшается толщина покрытия.
Данный эффект называется эффектом обратной ионизации. Чтобы не создать таковой при окрашивании, следует предельно точно рассчитывать расстояние от насадки распылительного пистолета до поверхности, обязательно учитывать электростатические показатели порошковой краски, правильно заземлять устройство и регулировать силу тока.
Камера и оборудование
Камера и оборудование влияют не только на качество проведения работ, но и на саму возможность их проведения.
Дело в том, что сама порошковая покраска — выполняется легко, а вот подготовка к ней — довольно сложна.
- Организовать полнофункциональную камеру;
- Использовать «гаражный» вариант.
И в том и в другом случае — определенных затрат не избежать, но обо всем по порядку.
Для начала, необходимо определиться с размерами изделий покрываемых порошковой краской.
Дело в том, что для окрашивания крупных предметов (например корпуса автомобиля) не только необходимо большое пространство, но еще и очень мощное оборудование и для единичного использования приобретать его не целесообразно.
Конечно, можно воспользоваться, что называется — тем, что есть, но на свой страх и риск.
В общем виде, сделанная своими руками камера порошковой покраски должна выглядеть как замкнутое помещение с хорошей вентиляцией и печкой (или системой нагрева воздуха).
Тут стоит сделать небольшое отступление и сказать об обязательном элементе, который будет присутствовать в камере для окраски, вне зависимости от ее размеров и специфики изделий.
Если вы твердо намерены выполнить все работы самостоятельно, то необходимо знать, что некоторое оборудование для порошковой покраски своими руками ничем не отличается от профессионального.
Если организацию камеры для окраски можно выполнить с использование подручных материалов пренебрегая специальными печами, вентиляцией и прочим, то в случае с системой подачи и распыления краски — дилетантский подход неуместен.
Поэтому, настоятельно рекомендуется приобретение качественного покрасочного пистолета выдерживающего давление минимум в две атмосфера, а также компрессора, способного обеспечивать давление до 5-ти атмосфер.
Вернемся к организации камеры.
Если вы решились на «Гаражный вариант» порошковой покраски своими руками, то первое что необходимо сделать – это максимально очистить помещение, избавив его от пыли и всего лишнего.
Порошковая краска не переносит пыли, поэтому следует быть максимально аккуратным.
Следует заранее позаботится об улучшении качества электропроводки, потому как для работы компрессора потребуется довольно много электроэнергии, ровно, как и для последующей просушки.
К слову о просушке – для кустарного варианта можно использовать электрические обогреватели, выставив их на высокую мощность, главное не забывать о безопасности и стараться сделать все возможное, дабы избежать пожара.
Технология порошковой окраски авто
Перед нанесением металлическая поверхность детали тщательно зачищается и обезжиривается. При прохождении каналов в распылителе для порошковой покраски, частицы краски электризуются от внешнего источника или же получают заряд при трении. Далее за счет образования электрического поля они попадают и закрепляются на металле, который имеет противоположный заряд. Те частицы порошкового материала, которые не фиксируются на поверхности, отбираются в окрасочную напылительную камеру, и могут быть повторно использованы для окрашивания деталей. Далее обработанная кузовная деталь перемещается с помощью специальных стендов в камеру для полимеризации и сушки. В результате получается надежный слой ЛКП, который по характеристикам значительно опережает простые эмали.










Сам процесс полимеризации происходит за счет помещения стенда с закрепленной деталью в специальную камеру, где происходит нагрев материала до стадии плавления. После этого в случае использования термореактивных материалов то идет процесс медленного отвердения, если же в работе термически пластичные составы, то обеспечивают процесс охлаждения детали.
В конечном итоге на обрабатываемой поверхности создается плотная пленка, которая не только внешне украшает деталь, но и хорошо защищает его от коррозии, и достаточно устойчива к механическим повреждениям.
Принцип работы инструмента
Суть работы данного оборудования можно разделить на три основных шага:
- В пульверизатор насыпают краску и подключают оборудование для электризации частиц материала. Заряд они получают при прохождении каналов распылителя.
- Обрабатываемую деталь заземляют.
- Наносят заряженные частицы краски на металлическую поверхность.
Помимо самого краскопульта для порошковой покраски в линию обработки входит определенный набор узлов, список которых ниже.
- емкость для порошковой краски.
- стенды для крепления изделий, с крепежными зажимами и крюками.
- автоматические линии для перемещения стендов в камеру для последующей обработки.
- напылительная камера.
- циклон для придания заряда частицам краски.
- фильтры.
- разгрузочная камера.
- камера для нагрева и полимеризации порошкового материала.
- вентиляция.
- осветительные приборы.
- компрессор.
Если говорить о схеме самого пистолета для порошковой краски, то она следующая:
- Канал подачи воздуха.
- Линия для подачи краски.
- Заряжающие поверхности.
- Заземление.
- Порошковая смесь.
- Головка для распыления готового состава на металлическую поверхность.
Виды краскораспылителей
В зависимости от технологии, которая лежит в основе такого инструмента можно выделить несколько основных видов оборудования.
- Электростатический пистолет для порошковой покраски. С помощью данного устройства можно наносить очень тонкий слой материала 30-250 мкм. Хорошо обрабатывает не только ровные поверхности, но и рельефные формы детали. Характеризируется экономным расходом краски и легкостью обслуживания. Но главный минус – это высокая цена. При обработке поверхность не нужно предварительно разогревать. Для заряда частиц материала используют электрические генераторы.
- Трибостатический пистолет. Также часто используется при работе с порошковой краской. В этой технологии процесс электризации частиц краски происходит за счет трения их друг об друга. Тут не подключают специальных генераторов для заряда. Из недостатков можно выделить проблемы с набором нужной величины заряда частицами и зависимость от влажности в самом рабочем помещении. Такие факторы могут сказаться на плохом осаждении частиц краски на металлической детали, что приведет к повышению расхода материала, и снижению качества самого покрытия.
- Флюидизированный. Данная технология заключается в том, что деталь предварительно нагревают, после чего наносят краскопультом порошок, далее он расплавляется, образуется пленка и идет процесс сушки. Так можно накладывать несколько слоев краски. Таким подходом пользуются редко, да и реставрирую в основном ровные поверхности.
Важный момент! При работе с порошковыми красками используйте средства личной защиты, такие как перчатки, очки, респиратор и одежда с длинным рукавом. Связанно это с тем, что этот материал имеет в своем составе вредные вещества, среди которых: свинец, кадмий, отвердитель триглицилизоцианурат, аллергены, эпоксидные смолы.
Оборудование
Разработано несколько принципов работы оборудования для порошковой покраски. (См. также статью Краска для каминов и печей: особенности.)
Классификация
По принципам работы оборудование классифицируется следующим образом:
Электростатическое. Данное оборудование позволяет создавать очень тонкое покрытие – от 30 до 250 микрон, а, кроме того, из преимуществ отметим:
- можно окрашивать детали любой сложной конфигурации;
- простота оборудования и невысокие затраты на его обслуживание;
- возможность оперативного изменения цветов краски;
- нет необходимости в предварительном нагреве деталей;
Главным недостатком этого оборудования является его стоимость, которое выше, чем у конкурентов.

Полный комплекс оборудования для покраски порошком – включает в себя обязательно и «предбанник» для подготовки рабочих поверхностей и линию их подачи в камеру
Трибостатическое. Это оборудование не использует генератор частиц, которые создаются давлением воздуха, но это не мешает краске увереннее проникать в глубокие выемки деталей. Из недостатков отметим:
- более сложный характер обеспечения достаточной величины заряда частиц, поэтому часто требуется регулировка первичного красящего состава;
- уровень зарядки зависит от влажности окружающего воздуха (поэтому очень популярен в северных странах, где не так сильно «прыгает» влажность, а летом температура более умеренная);
- уменьшение заряда по мере непрерывной работы оборудования;
- порошок осаждается не так активно, как в оборудовании, использующем электростатический метод.
Флюидизированное. Такое оборудование наносит краску слоями, что позволяет:
- наносить довольно толстые слои краски за один цикл обработки – это главное, почему метод и оборудование на его основе в ходу; толщина в 250 микрон считается уже достаточно толстой;
- точнее контролировать толщину создаваемого покрытия;
- невысокая стоимость подготовки к работе и последующей эксплуатации.
Из недостатков отмечаем:
- большой расход порошка;
- необходимость предварительного нагрева детали и даже тщательно просушена;
- исходные детали должны иметь несложную форму, в противном случае не избежать непрокрасов.
- обрабатывать можно только те виды металлов, которые обладают достаточной устойчивостью к высоким температурам. (См . также статью Краска для кухни: как выбрать.)

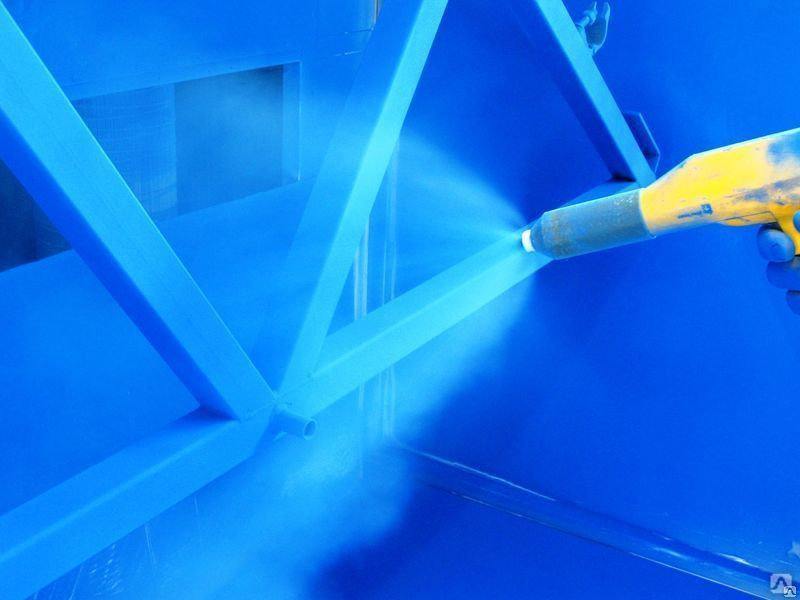
На фото пистолет для порошковой краски в действии – очевиден значительный перерасход материала и необходимость опыта нанесения

Портативный вариант пистолета, принцип работы которого ничем не отличается от принципа работы водного детского пистолета, хотя инструкция и прилагается, тут не обойтись без электросети
Примеры
Предлагаем вашему вниманию две модели аппаратов для ручной порошковой покраски, обе выпускаются по лицензии в Турции.
- далее – изделие позволяет работать с красками очень широкого диапазона, в том числе такими проблемными как металлик и антик;
- первое – цена, которая с июля 2014-го упала к ноябрю с 87500 рублей до 70000;
- Promaks CM-10: краска подаётся непрерывно и стабильно, что обеспечивает завидную равномерность создаваемого покрытия;
- простота эксплуатации;
- возможность окраски стекла и керамики;
среди технических особенностей:

Камера для порошковой покраски; идеальная чистота – главная отличительная черта любого места работы с представляемым материалом
- заземление порошкового шланга;
- ручная настройка всех электрических параметров работы;
- контроль и регулировка расхода всех материалов и объема подаваемого воздуха;
- заряд производится напряжением в 100 кВ, что обеспечивает заряд всех известных видов порошковой краски;
- форсунки запатентованной конструкции обеспечивают идеальный прокрас даже предельно сложных мест;
- приспособление для быстрой смены цвета;
- встроенная система сброса давления;
- фильтр тонкой очистки;
- средний расход порошка – 150 гр на кв.м;
- входной напряжение на пистолете – 10 В;
- максимальный выходной ток – 130 мкА;
- работа от стандартной сети в 220 В / 50 Гц.
Изделие признаётся одним из лучших при больших объёмах работ.
Promaks 2CM-10:
- эта модель дороже почти в два раза – в ноябре 2014-го цена составляет 130000 рублей (в июле – 151000);
- среди отличительных особенностей:
- второй модуль управления;
- второй пистолет и соответствующий набор шлангов и проводов;
- уменьшенный расход порошка – 120 гр на квадрат. (См. также статью Как покрасить окна своими руками.)

Более совершенная модель Promaks 2CM-10 (см. характеристики в тексте)








Техника безопасности при работе с порошковым пистолетом:
При работе с краскопультом следует соблюдать определенные правила:
— помещение, где будут проводиться покрасочные работы, должно хорошо вентилироваться;
— порошковый пистолет должен быть исправным и грамотно заземленным, особенно это касается электростатических пистолетов;
— манипуляции по покраске должны проводиться в защитных очках и перчатках, в обуви на резиновой подошве, что исключит поражение электрическим током;
— периодически проверять изоляцию пистолета;
— не распылять порошковую краску вблизи с открытым огнем, а также при высоких температурах, что может привести к ее мгновенному воспламенению.
Сохранить
Сохранить
Сохранить
Сохранить
Сохранить
Технология порошковой покраски
Подготовка основания
Предварительная обработка является наиболее продолжительным и трудоемким этапом покраски
Однако, ей необходимо уделять особое внимание, так как от подготовки зависит эластичность, стойкость и качество покрытия
Подготовка детали к покраске заключается в удалении каких-либо загрязнений, обезжиривании поверхности, а также фосфатировании для улучшения адгезии и защиты металла от коррозии. Очистка обрабатываемой поверхности выполняется механическим или химическим способом.
Для удаления окислов, ржавчины и окалины, эффективным методом очистки является дробеструйная очистка. Реализуется они при помощи песка, стальных или чугунных гранул.

Обработка поверхности пескоструйным материалом
Под воздействием сжатого воздуха или центробежной силы эти частицы с большой скоростью подаются на обрабатываемую поверхность и оббивают ее.В результате окалина, ржавчина и другие виды загрязнения откалываются от металла, что значительно улучшает адгезию.
Химический способ очистки называется травлением.
В этом случае удаление ржавчины, окислов и других загрязнений, выполняется при помощи составов на основе следующих видов кислот:
- Соляной;
- Азотной;
- Серной;
- Фосфорной.
Преимущество травления перед абразивной очисткой заключается в большей производительности и простоте применения. Однако, после данной процедуры необходимо хорошо промывать поверхность. Соответственно, возникают затраты на использование дополнительных чистящих средств.
После того, как металл будет очищен, как уже было сказано выше, выполнятся фосфатирование, что позволяет улучшить сцепляемость основания с краской в несколько раз. Для этого поверхность обрабатывается специальными составами, которые образуют инертную фосфатную пленку. По сути, данная процедура является грунтованием. (См. также статью Грунтовка под краску: особенности.)

На фото – покраска небольшой детали
Нанесение краски
После завершения предварительной обработки металла, деталь помещается в специальную камеру, где выполняется напыление красящего порошка. Как уже было сказано выше, камера нужна для улавливания неиспользованного материала. Кроме того, она не допускает попадания частиц краски в помещение.
Подобные камеры оборудованы средствами очистки, такими как бункеры и вибросито, а также системами отсоса.
Надо сказать, что камеры бывают двух типов:
- Проходные – для покраски крупногабаритных изделий;
- Тупиковые – для покраски небольших предметов.
Кроме того, существуют автоматические модели, в которых покрытие наносится автоматическими пистолетами-манипуляторами. Конечно, цена такого оборудования наиболее высокая, однако, производительность его тоже значительно выше – порошковое покрытие в этом случае наносится буквально за считанные секунды.











Печь для полимеризации краски
Как правило, нанесение краски выполняется электростатическим способом, т.е. распыляется электростатически заряженный порошок, который обволакивает заземленную деталь и прилипает к ней. Само распыление происходит при помощи пневматического распылителя, который называют пульверизатором для покраски или просто пистолетом.
После напыления порошка, изделие перемещают в камеру-печь, где оно подвергается термической обработке. Под воздействием высокой температуры порошок переходит в вязко-текучее состояние, после чего оплавленные частицы образуют монолитный слой.





