
Технология использования метчиков и плашек
Метчик используются в том случае, когда необходимо нарезать внутреннюю, преимущественно метрическую резьбу в отверстиях небольшого диаметра. Представляет собой стальной стержень винтовой формы с канавками для отвода стружки, расположенными в продольном направлении. Инструмент состоит из следующих частей:
- Хвостовик;
- Калибрующая часть;
- Заборная часть.
Для формирования метчиком резьбы высокого качества, используют последовательно 3 типа этого токарного инструмента, которые можно отличить по количеству размещенных на хвостовике рисок:
- Черновой;
- Получистовой;
- Чистовой.
Скорость работы на токарном станке с установленными метчиками может быть довольно высокой. В качестве примера, для алюминиевых, чугунных и бронзовых деталей этот показатель по технологии составляет порядка 6-22 м в минуту, в то время как для других материалов – от 5 до 12 м в минуту.
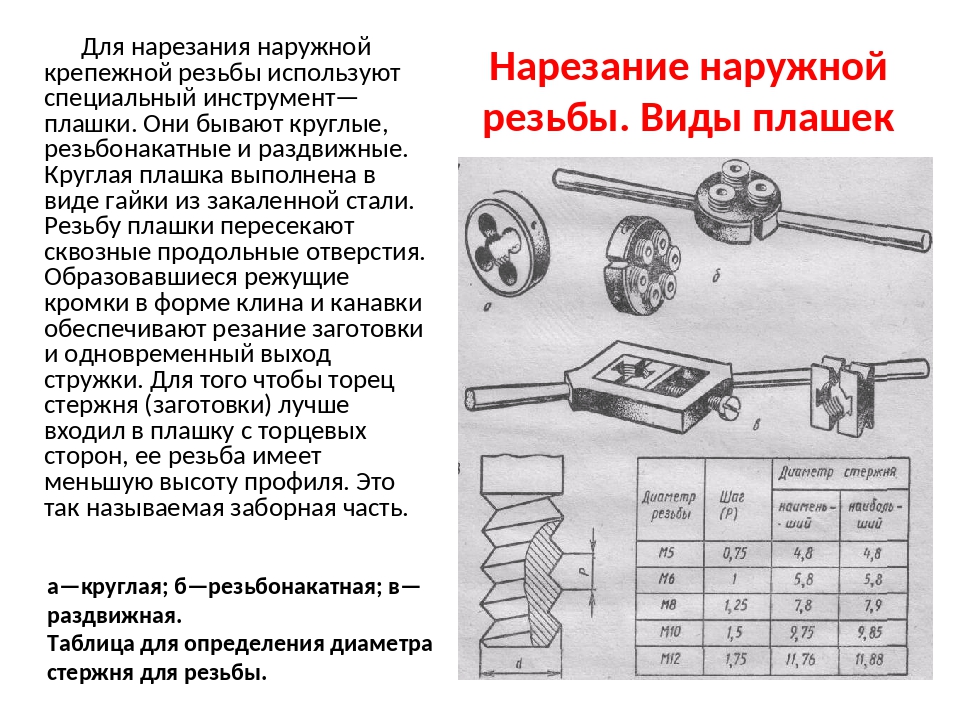
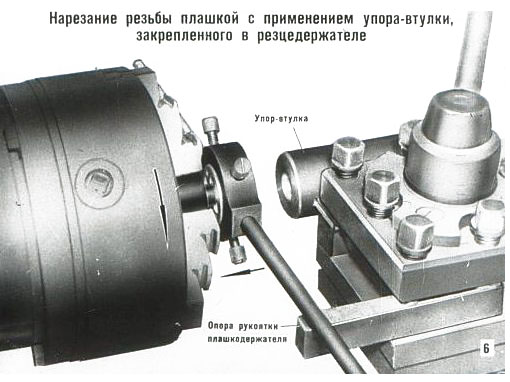
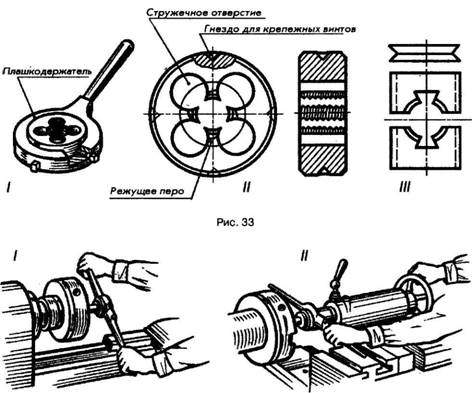
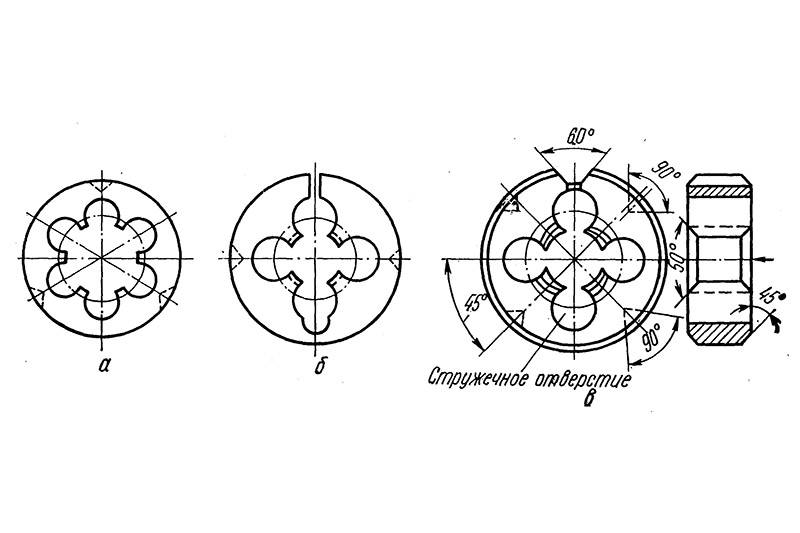
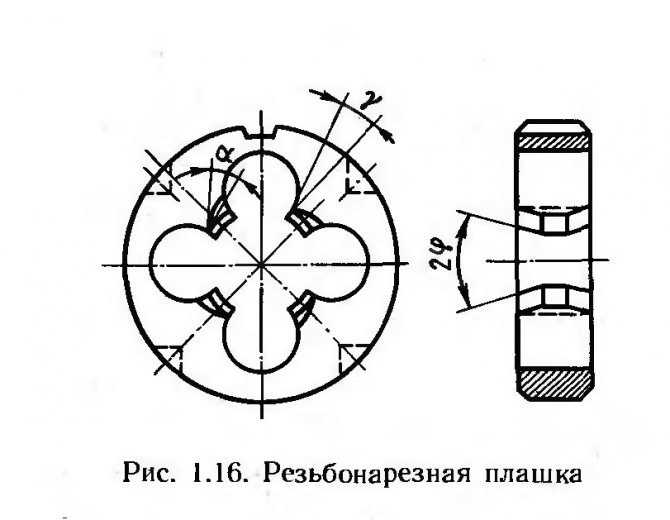
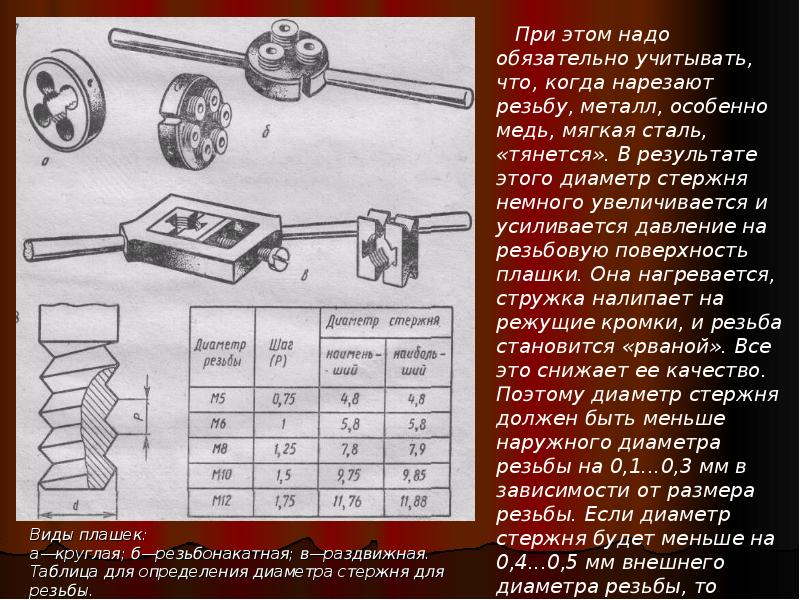
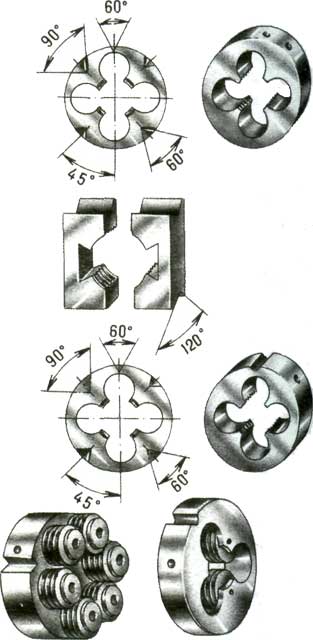
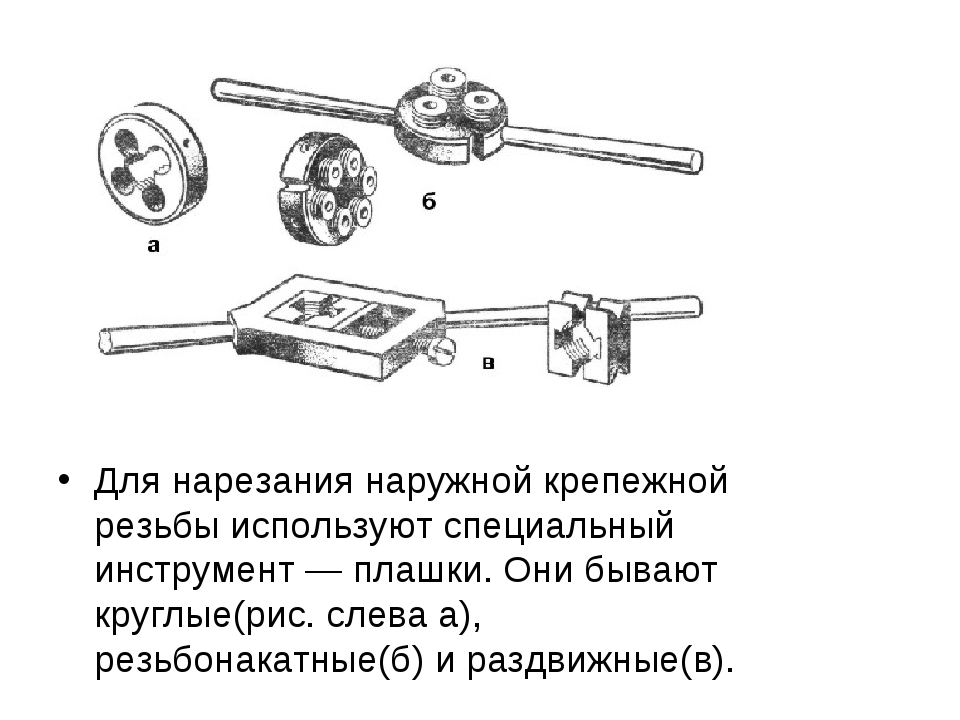
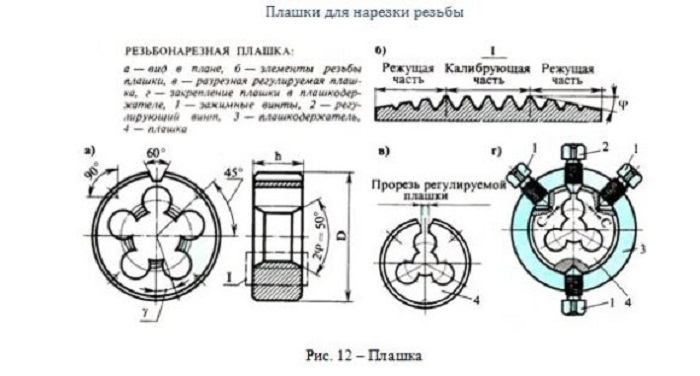
Плашка предназначена для нарезания наружной резьбы. Представляет собой инструмент плоской цилиндрической формы, в центре которого находится отверстие с острыми кромками и каналами для отвода стружки. Выглядит, как подобие гайки. Калибрующая часть плашки расположена по ее середине, а заборный конус – с каждой из сторон. Инструмент на токарном станке закрепляется в плашкодержатель – специальный патрон в пиноли задней бабки. Чтобы инструмент зашел в заготовку без усилий, на торце последней снимается фаска, высота которой соответствует профилю резьбы.
При использовании плашки на станке для токарных работ, поверхность заготовки подвергается предварительной обточке на величину необходимого диаметра резьбы, но с учетом следующих допусков:
- Для резьбы 6-10 мм допуск – 0,1-0,2 мм;
- Для 11-18 допуск 0,12 – 0,24 мм;
- Для 20-30 мм допуск 0,14-0, 28 мм.
Скорость нарезания резьбы плашкой, установленной в токарном станке, регулируется в соответствии с материалом заготовки, напрямую влияет на интенсивность износа инструмента:
- Для стали – 3-4 м в минуту;
- Для чугуна – 2-3 м в минуту;
- Для латуни – 10-15 м в минуту.
Применение резьбонарезных головок
При нарезке резьбы на токарно-винторезном станке к использованию резьбонарезных головок прибегают реже, чем к описанным выше инструментам. В роли их рабочего элемента выступают специальные гребенки нескольких типов:
- призматические;
- тангенциальные;
- круглые;
- радиальные.
Первый тип гребенок применяется для нарезания внутренней резьбы, оставшиеся три – для наружной. Особенностью инструмента является автоматическое расхождение рабочих органов при обратном ходе, что предотвращает их контакт с только что сформированными винтовыми нитями.
Резьбонарезные головки на станке применяются преимущественно в том случае, когда требуется высокоточная работа. При нарезании резьбы на длинных винтах и червяках инструмент устанавливается на суппорте станка. Наиболее популярны круглые резчики, так как они просты в обслуживании, имеют повышенную стойкость. Для нарезания внутренней резьбы на станках револьверного типа применяются исключительно призматические гребенки со специальным заходным конусом. Работа выполняется за один проход.
Контроль резьбы
Для проверки состояния резьбы в процессе ее нарезания на станке применяется резьбовой шаблон – инструмент, состоящий из помещенных в кассету пластин, на которых находятся зазубрины. На плоской части шаблона указывается шаг резьбы.
Для комплексного контроля используются резьбовые калибры проходного (с полным профилем резьбы) и непроходного типа (с укороченным профилем, для проверки среднего диаметра)
С ними необходимо обращаться с особой осторожностью. В противном случае возможно образование царапин и забоин на зазубренной поверхности.
Диаметры нарезанной резьбы, а также ее шаг проверяются резьбовым микрометром – инструментом, оснащенным в шпинделе и пятке посадочными отверстиями, которые выполняют роль креплений для сменных вставок
Микрометр устанавливается в стойку, после чего следует его настройка по образцу-эталону.
Перед проверкой резьбы детали любым из указанных инструментов, ее необходимо очистить от грязи и стружки, не извлекая из станка.
https://youtube.com/watch?v=9VQQboMTbzI
Правила использования
Для создания винта на трубе потребуется набор соответствующих плашек, вороток и специальный зажим. Для нарезания резьбы подбирается наиболее подходящий набор плашек в зависимости от диаметра трубы и требуемого шага расположения витков. Определить некоторые параметры можно при визуальном осмотре поверхности, но на поверхности корпуса также должна быть соответствующая маркировка. Не стоит забывать о том, что создаваемый винт может быть левым или правым.
 Весь процесс создания винта на трубе можно разделить на несколько основных этапов:
Весь процесс создания винта на трубе можно разделить на несколько основных этапов:
Работу следует начать с подготовки трубы. Поверхность металла не должна иметь ржавчины или серьезных дефектов. Очистку можно провести достаточно быстро при применении специальных устройств.
С торцевой поверхности снимается фаска. Эту работу можно сделать при применении напильника.
Как и при использовании метчика, в этом случае поверхность следует смазать маслом или другим подобным веществом. Без смазывающегося вещества при работе может возникнуть высокая нагрузка, которая приведет к деформации режущей кромки.
Плашка закрепляется в специальном плашкодержателе
Уделяется внимание тому, насколько прочно крепление, так как на основную часть инструмента может передаваться высокая нагрузка.
Во время работы одной рукой выполняется вращение инструмента, второй — его вдавливание. Для врезания инструмента в металл на него должно оказываться существенное воздействие.
Рекомендуется делать два оборота в направлении резьбы и один оборот в обратном направлении
За счет этого обеспечивается удаление образующейся стружки с зоны резания, что облегчает ход инструмента.
Резьбу более высокого качества можно получить только при применении разрезной плашки. Это связано с тем, что конструкция имеет стопорное кольцо, с помощью которого проводится регулировка диаметра.
При проведении работы следует учитывать то, что существует несколько видов винтовых соединений:
- Треугольное.
- Трапециевидное.
- Прямоугольное.
- Упорные.
Упорный тип соединения характеризуется тем, что на соединяемые элементы оказывается постоянное одностороннее давление. Именно поэтому витки должны обладать высокой прочностью. Прямоугольный тип соединения характеризуется тем, что применяется для объединения подвижных элементов конструкции.
В заключение отметим, что в продаже встречается довольно большое количество наборов плашек. Если работа по нарезанию резьбы проводится часто, то следует приобрести наборы от известных производителей, которые при создании инструмента применяют качественную сталь.
Виды и конструкции ручных клуппов
Каждый тип инструмента имеет свои особенности и отличия в конструкции.
1.Косые клуппы
Нарезание механической резьбы на стержнях и болтах осуществляется с помощью косого клуппа. Конструктивное исполнение этого вида изделия является самым простым.






Косой клупп состоит из рамки с двумя рукоятками и с отверстием. В ней размещаются две призматические раздвижные прогонки. Упорный винт координирует размещение прогонок. Сухарь и плашки имеют прочную установку для обеспечения совпадения ниток резьбы на прогонках. Точная установка прогонок и сухаря гарантируется треугольными выступами в рамке и соответствующими выемками в плашках и сухаре.
Поломка прогонок исключается благодаря передаче на них давления от винта посредством сухаря. Определённый диаметр резьбы должен соответствовать отдельному комплекту плашек. Устанавливая прогонки в клуппе, следите за цифрами на рамке и плашках – они должны совпадать. Неправильно установленные прогонки делают процесс нарезания резьбы невозможным.
2. Клупп Маевского
Клупп Маевского предназначен для нарезки витков на трубах диаметром до 2”.

Клупп Маевского изготавливается из чугуна, что сказывается на весе инструмента
В основе механизма лежит рама с пазом, в котором посажены разводные прогонки, крепят которые с помощью упорной крышки. Винты координируют размещение плашек в окнах. На раме клуппа установлен направляющий фланец. В нём же размещаются направляющие втулки. Под каждый диаметр труб предусмотрены наборы плашек. Вращение инструмента производится рукоятками.
Достоинствами устройств этого вида являются простота конструкции и маленький вес. Использование легкого клуппа особенно удобно при нанесении витков резьбы на трубах малого диаметра.
3. Трубный клупп
Самым распространённым устройством для нарезания резьбы на трубах является так называемый трубный клупп. Инструмент предназначен для создания нарезки диаметром от 1/2″ до 2″.
Корпус, выполненный из чугуна, с одной стороны оснащён тремя прямоугольными канавками для направляющих плашек, а с другой стороны – четырьмя прорезями для режущих прогонок. Штифты зафиксированы в плашках. Они входят в отверстия разъёмного кольца для направляющих прогонок. Штифты в режущих прогонках размещают в выемке разводного кольца. Средством крепления разъёмных колец к раме являются зажимные кольца. Поворот колец заставляет плашки перемещаться в радиальном направлении. Это перемещение соответствует диаметру резьбы, который необходимо получить. Движение происходит благодаря пазам, имеющим спиральную форму. Винты предназначены для затягивания разъёмных колец. Вращение при нарезании витков производится при помощи ручек.
В таком клуппе предусмотрены два набора прогонок. Первый генерирует резьбу диаметром 1/2″ и 3/4″, а второй витки диаметром 1″, 1 1/4″, 1 1/2″ и 2″. На кольце имеются засечки, указывающие размещение кольца при нарезании резьбы необходимого диаметра. Прогонки первого набора имеют нарезку только с одной стороны, а плашки второго комплекта – двустороннюю. Устанавливая их, необходимо обращать внимания на цифры, которые нанесены на раму клуппа и на сами прогонки.

Современные ручные клуппы бывают и электрическими, с их помощью можно выполнять большие объемы работ
4. Клупп с трещоткой
Инструмент такого вида является модификацией устройства самого простого конструкционного исполнения. Вмонтированный храповой механизм или трещотка максимально облегчает работу с клуппом, увеличивает скорость нарезки витков. Трещотки бывают левые и правые. Предназначены для облегчения работы в труднодоступных местах и оптимальной передачи усилия. Приспособление очень простое в использовании. Его можно быстро снять с резьбы обратным вращением рукоятки, повернув рычаг трещотки.
При бережном использовании трещотка служит долгое время. В случае поломки вместо неё можно использовать газовый ключ.
Инструменты для нарезания резьб на трубах
Как нарезать резьбу на трубе? Исключая технологии механизированного нарезания (например, на токарно-винторезных станках), для нарезки резьбы на трубах применяют два типа приспособлений: плашки (лерки) и клуппы.
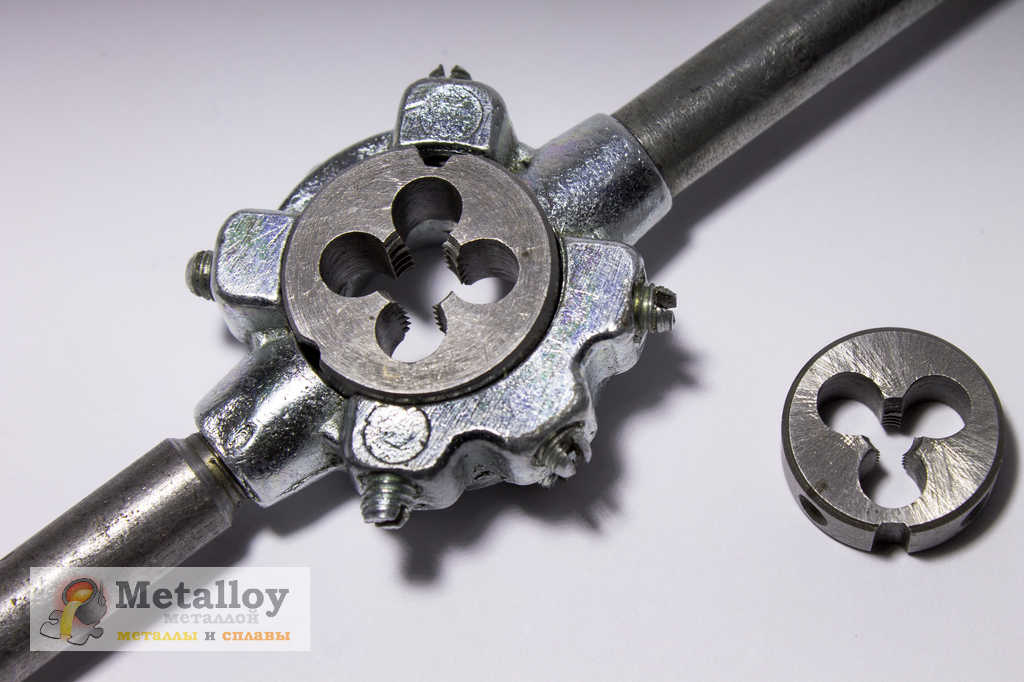
Ручная плашка как инструмент для нарезки трубной резьбы представляет собой устройство, состоящий из двух частей – собственно рабочей, и корпуса (плашкодержателя), снабжённого двумя рукоятками, при помощи которых производится вращение плашки по наружному диаметру трубы. Удобен в применении набор резьбы на трубах вручную, который состоит из нескольких комплектов плашек наиболее употребительных диаметров. Объясняется это тем, что для качественного соединения следует применять черновую плашку, для первичного прохода, и чистовую, того же диаметра – с целью калибровки профиля. Можно, конечно, пользоваться и одной леркой, но её износ в этом случае будет намного выше, особенно, если трубопровод изготовлен из высокоуглеродистой стали.
В отличие от лерки, клупп для нарезки представляет собой более конструктивно сложный инструмент. Он имеет трещотку, которая фиксирует резьбонарезную часть в определённом положении, пока рукоятка проворачивается на следующий оборот. Поэтому резьба получается более качественной.
Кроме ручного резьбообразующего инструмента, в практике используется и механизированный инструмент для получения трубной резьбы. Наиболее компактный и удобный в быту станок для нарезки резьбы оснащается электрическим приводом. Однако в этом случае цена вопроса оказывается значительно более высокой, поэтому электрические резьбонарезатели оправдывают себя лишь тогда, когда предстоит оформлять резьбу на длинном участке трубы.
Подготовка к нарезке
Перед тем, как нарезать резьбу на трубе, поверхность металла следует очистить. Износ инструмента возрастает, если исходная поверхность изделия не очищена от поверхностной ржавчины и окалины, имеет остатки лакокрасочного покрытия и т.п. Поэтому перед началом работ детали следует тщательно очистить. Стойкая окалина удаляется с использованием органических растворителей, а короткие детали – переходники, сгоны и т.п. – можно очищать, окуная их в горячий (не менее 60 °С) раствор буры.

Зачистка трубы
После очистки изделие осматривается для выявления поверхностных неровностей (они часто бывают на трубах б/у), а также при искривлениях оси элемента. Малейший изгиб приводит, во-первых, к искажению нарезаемого профиля, а, во-вторых, провоцирует резкое снижение стойкости, когда на один из сегментов рабочей части инструмента всегда приходится увеличенное усилие резьбообразования.
Непосредственно перед работами нужный участок трубы смазывается. Подойдут смазки со средней вязкостью, например, масло «Индустриальное 40». Густую смазку (солидол) можно нанести и на рабочий профиль плашки.
Виды и конструкции ручных клуппов
Каждый тип инструмента имеет свои особенности и отличия в конструкции.
1.Косые клуппы
Нарезание механической резьбы на стержнях и болтах осуществляется с помощью косого клуппа. Конструктивное исполнение этого вида изделия является самым простым.







Косой клупп состоит из рамки с двумя рукоятками и с отверстием. В ней размещаются две призматические раздвижные прогонки. Упорный винт координирует размещение прогонок. Сухарь и плашки имеют прочную установку для обеспечения совпадения ниток резьбы на прогонках. Точная установка прогонок и сухаря гарантируется треугольными выступами в рамке и соответствующими выемками в плашках и сухаре.
Поломка прогонок исключается благодаря передаче на них давления от винта посредством сухаря. Определённый диаметр резьбы должен соответствовать отдельному комплекту плашек. Устанавливая прогонки в клуппе, следите за цифрами на рамке и плашках – они должны совпадать. Неправильно установленные прогонки делают процесс нарезания резьбы невозможным.
2. Клупп Маевского
Клупп Маевского предназначен для нарезки витков на трубах диаметром до 2”.
Клупп Маевского изготавливается из чугуна, что сказывается на весе инструмента
В основе механизма лежит рама с пазом, в котором посажены разводные прогонки, крепят которые с помощью упорной крышки. Винты координируют размещение плашек в окнах. На раме клуппа установлен направляющий фланец. В нём же размещаются направляющие втулки. Под каждый диаметр труб предусмотрены наборы плашек. Вращение инструмента производится рукоятками.
Достоинствами устройств этого вида являются простота конструкции и маленький вес. Использование легкого клуппа особенно удобно при нанесении витков резьбы на трубах малого диаметра.
3. Трубный клупп
Самым распространённым устройством для нарезания резьбы на трубах является так называемый трубный клупп. Инструмент предназначен для создания нарезки диаметром от 1/2″ до 2″.
Корпус, выполненный из чугуна, с одной стороны оснащён тремя прямоугольными канавками для направляющих плашек, а с другой стороны – четырьмя прорезями для режущих прогонок. Штифты зафиксированы в плашках. Они входят в отверстия разъёмного кольца для направляющих прогонок. Штифты в режущих прогонках размещают в выемке разводного кольца. Средством крепления разъёмных колец к раме являются зажимные кольца. Поворот колец заставляет плашки перемещаться в радиальном направлении. Это перемещение соответствует диаметру резьбы, который необходимо получить. Движение происходит благодаря пазам, имеющим спиральную форму. Винты предназначены для затягивания разъёмных колец. Вращение при нарезании витков производится при помощи ручек.
В таком клуппе предусмотрены два набора прогонок. Первый генерирует резьбу диаметром 1/2″ и 3/4″, а второй витки диаметром 1″, 1 1/4″, 1 1/2″ и 2″. На кольце имеются засечки, указывающие размещение кольца при нарезании резьбы необходимого диаметра. Прогонки первого набора имеют нарезку только с одной стороны, а плашки второго комплекта – двустороннюю. Устанавливая их, необходимо обращать внимания на цифры, которые нанесены на раму клуппа и на сами прогонки.
Современные ручные клуппы бывают и электрическими, с их помощью можно выполнять большие объемы работ
4. Клупп с трещоткой
Инструмент такого вида является модификацией устройства самого простого конструкционного исполнения. Вмонтированный храповой механизм или трещотка максимально облегчает работу с клуппом, увеличивает скорость нарезки витков. Трещотки бывают левые и правые. Предназначены для облегчения работы в труднодоступных местах и оптимальной передачи усилия. Приспособление очень простое в использовании. Его можно быстро снять с резьбы обратным вращением рукоятки, повернув рычаг трещотки.
При бережном использовании трещотка служит долгое время. В случае поломки вместо неё можно использовать газовый ключ.
Правила нарезания внутренней резьбы метчиком
При ручной нарезке резьбы инструмент вставляют в отверстие вертикально (без перекоса). Вороток вращают в нужном направлении (для правой резьбы по часовой стрелке) не все время, а периодически делают 1–2 оборота в обратную сторону.
При таком вращательно-возвратном движении метчика срезаемая стружка ломается, становится короткой (дробленой) и легче удаляется из рабочей зоны, а процесс формирования резьбы значительно облегчается. По окончании нарезания инструмент вывертывают вращением воротка в противоположную сторону, затем его прогоняют по готовой резьбе насквозь или до упора для глухих отверстий. Необходимо также придерживаться следующих правил:
При формировании резьбы в вязких и мягких металлах (алюминий, медь, баббиты и другие), а также в глубоких отверстиях инструмент следует периодически выкручивать из отверстия для очистки канавок от стружки.
При использовании комплекта метчиков необходимо применение всех инструментов набора. Нарезание сразу чистовым метчиком или средним, а затем чистовым без прохода черновым не ускоряет, а только замедляет и затрудняет процесс нарезания. Кроме того, резьба при этом получается некачественной, а инструмент может сломаться. Чистовой и средний метчики вкручивают в отверстие вручную (без воротка) до тех пор, пока инструмент не пойдет по резьбе правильно, и только после этого устанавливают вороток и продолжают работу.
В процессе нарезания требуется тщательно следить за правильностью врезки инструмента, чтобы не было его перекоса. Для этого необходимо через каждые вновь нарезанные 2–3 нитки стружки проверять положение метчика относительно верхней плоскости детали с помощью угольника
Особенно осторожно следует работать с глухими и мелкими отверстиями
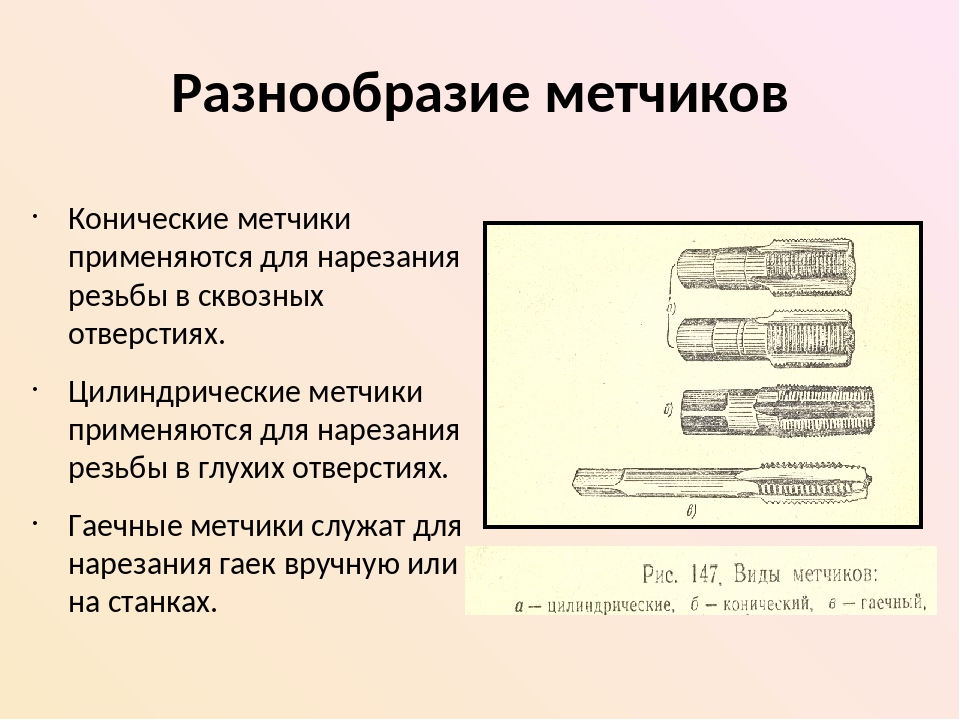
Конструкция метчика
Метчик
(рис. 1) представляет собой закаленный винт, на котором прорезано несколько прямых или винтовых канавок, образующих режущие кромки инструмента. Канавки также обеспечивают размещение стружки, образующейся при резании стружка может выводиться из зоны резания.
Метчик состоит из двух частей
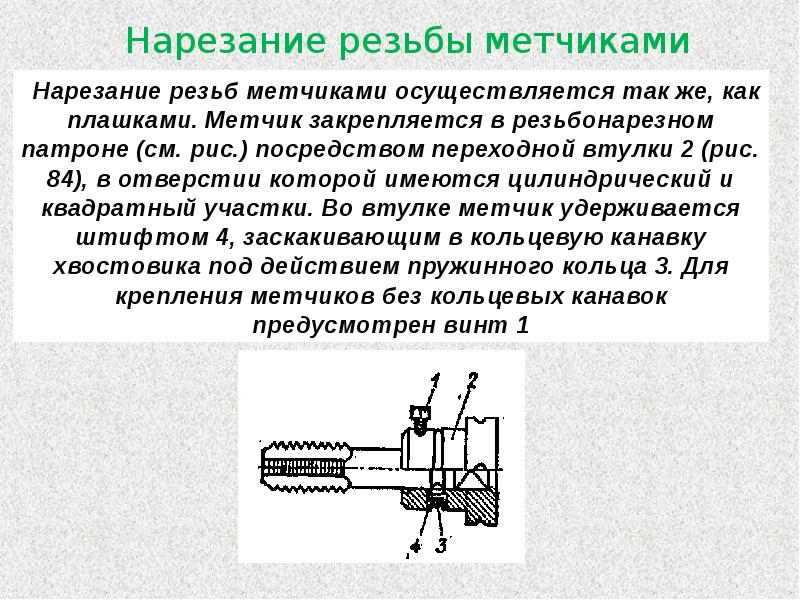
— рабочей и хвостовика, на конце которого выполнен квадрат (у ручных метчиков). Рабочая часть метчика включает в себя: режущую (заборную) часть, которая обеспечивает удаление основной части припуска на обработку; калибрующую часть, осуществляющую окончательную обработку резьбы; стружечные канавки; перья (витки резьбы, разделенные стружечными канавками) и сердцевину, обеспечивающую метчику достаточную для обработки прочность и жесткость. Хвостовая часть метчика служит для закрепления его в воротке, которым производятся рабочие и холостые перемещения метчика.







Рабочую часть метчика изготавливают
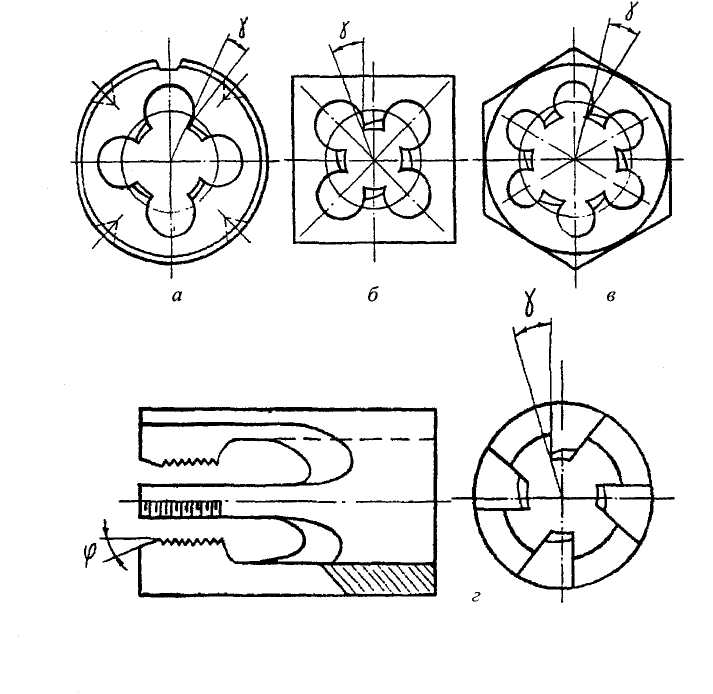
из инструментальных углеродистых сталей марок У11, У11А, быстрорежущей стали или твердого сплава. Выбор материала рабочей части зависит от физико-механических свойств обрабатываемой заготовки. У цельных метчиков материал хвостовой части тот же, а у метчиков, состоящих из двух частей, соединяемых сваркой, хвостовую часть изготавливают из конструкционной стали марок 45 и 40Х: Число стружечных канавок, выполненных на метчике, зависит от его диаметра (три канавки дтя метчиков диаметром до 20 мм и четыре — для метчиков диаметром свыше 20 мм).
Основную работу при нарезании резьбы выполняют режущие кромки, образованные пересечением передних поверхностей канавки с задними (затылованчыми, выполненными по архимедовой спирали) поверхностями рабочей части. Затылование задней поверхности режущих зубьев позволяет сохранить постоянным их профиль после переточки, которая осуществляется централизованно в заточных цехах.
Как правило, метчики изготовляют с прямыми канавками, однако для улучшения условий резания и получения точных и чистых резьб применяют метчики с винтовыми канавками. Угол наклона такой канавки к оси метчика составляет 8… 15°. Для получения точных и чистых резьбовых поверхностей в сквозных отверстиях при обработке мягких и вязких материалов используют бесканавочные метчики.
Рис. 1 Метчик:
а – конструкция: 1 – нитка(виток); 2 – квадрат; 3 – хвостик; 4 – канавка; 5 – режущее перо;
б – геометрические параметры:1 – передняя поверхность; 2 – режущая кромка; 3 – затылованная поверхность; 4 – задняя поверхность; 5 – режущее перо; α – задний угол; β – угол резания;δ – угол заострения; γ – передний угол; в – с винтовой стружечной канавкой:1 – канавка; г — нарезание глухой резьбы; ω – угол наклона винтовой канавки.
Нарезание резьбы своими руками
Нарезание резьбы
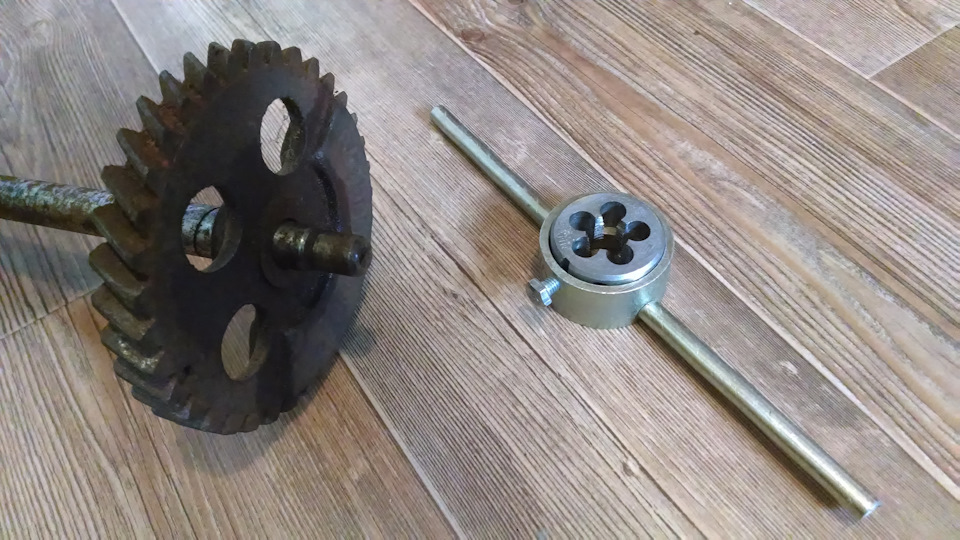
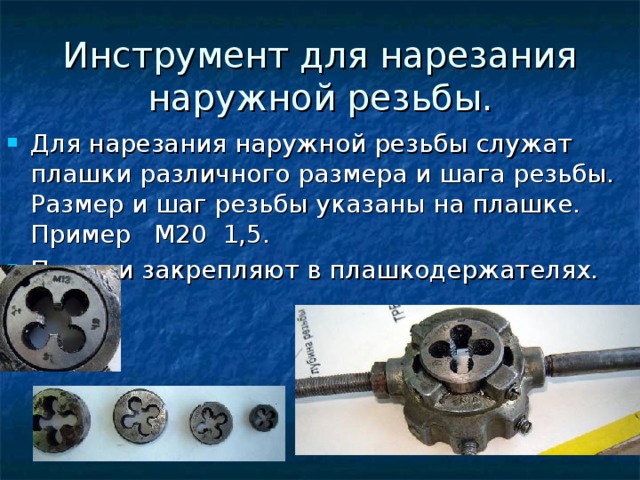
Если нужно нарезать резьбу нужны будут плашки, а также наличие специального крепежного устройства для трубы. Подбор лерки происходит исходя из того, какая нужна резьба и какой должен быть диаметр. В основном для нарезания новой резьбы используют дюймовые плашки для нарезки цилиндрической формы.Чтобы не было путаницы на корпусе плашек имеется маркировка. К примеру, обозначение Л указывает на левостороннюю резьбу
Обязательно нужно обращать внимание на то какой марки сталь. Перед началом работы резьбу нужно подготовить
С использованием напильника снимают небольшую фаску, а место обрабатывается любой смазкой. В держателе с помощью зажимных винтов закрепляется лерка.Плашкодержатель — прибор для фиксации плашек во время нарезки наружной резьбы. Это универсальный инструмент, которым работают с разными размерами лерок.

После закрепления, ее подносят к трубе и делают не менее двух оборотов в сторону резьбы. При этом нужно немного нажимать на лерку для ее врезания в металл.Делается по такому принципу: делается 2-3 оборота вперед, затем пол оборота назад. И так работа продолжается пока не достигается нужная длина резьбы.При выполнении работы нужно наблюдать за положением лерки относительно трубы. Если не следить за этим, то можно нарезать неправильную резьбу.
Проверка правильности выполненной работы происходит навинчиванием гайки на трубу, которая соответствует по резьбе и диаметру.
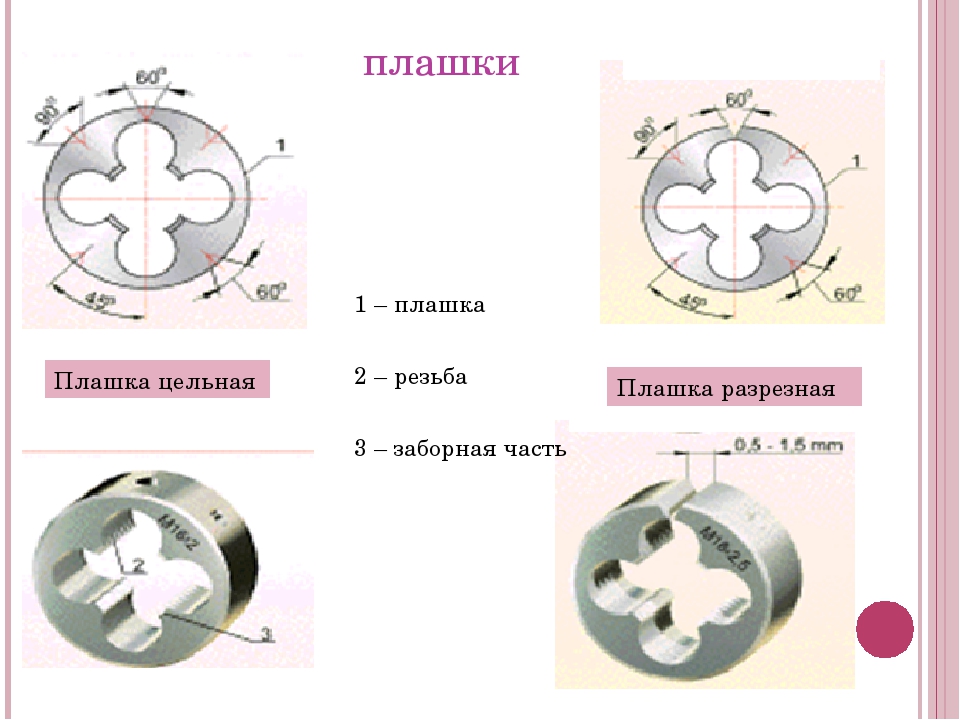
Лерки подразделяются на не нарезные и разрезные. Использовав разрезную лерку получится более точное нарезание. При ней возможна коррекция диаметра резьбы стопорным винтом. Если есть необходимость в замене куска водопровода, имеющий резьбу, то здесь нужно будет использовать лерку разрезного вида. Резьба может быть круглой формы, а также прямоугольная, трапециевидная и треугольная.

Метчики являются специальными устройствами для нарезания внутренней резьбы в уже имеющемся отверстии. Нарезание внутренней резьбы можно использовав метчик в несколько подходов. Для первого подхода необходимо наличие чернового метчика. Этот метчик перепутать невозможно, он выпускается с рисской на хвостовой части. Затем следует еще один подход, уже используя средний метчик с 2 рисками. И при завершении работы используют чистовой метчик с тремя рисками.
Ответы знатоков
murzik99rus:
А тем же самым чем бегемот отличается от гиппопотама.
V.V. P.:
Наружная и внутренняя резьба.
Николай Приходько:
Одно …но.
cortes:
Плашка и лерка — резьбонарезной инструмент для нарезания наружной резьбы ручным или машинным способом. В настоящее время разделение на плашки и лерки перестало существовать. Ранее название плашка использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно больших диаметров. Термин лерка применялся для обозначения пластины с резьбовым отверстием и канавками для отвода стружки. Лерки использовались для изготовления более точной резьбы мелких диаметров.
Loser:
абсолютно ничем.. . два названия одного и того же слесарного инструмента, для нарезания внешней резьбы.. .
Галина Реу:
плашку-сашкой, а лерку — только грелкой!
Сергей Иванов:
Лерка (плашка) для наружной резьбы, метчик для внутренней.
Александр Павлов:
Гы-гы) ) Лерка-это ещё имя такое есть, к плашке ничего не притянуть.. . Ну если только Палашка. .







Валентин Беляев:
Лерка, инструмент для нарезания наружной резьбы; пластина с резьбовым отверстием, в котором имеются прорези для образования режущих кромок. В отличие от плашек, лерка-неразъёмный инструмент, даёт более точную резьбу (особенно малых диаметров).
Влад Влад:
плашкой нарезают резьбу на винтах а леркой нарезают внутренюю резьбу на гайке .
Душенька:
…точно знаю, что лерка — это спецыальное кольцо, которым нарезают резьбу на трубе например !..а что такое плашка — не знаю !..
Виктор Азаров:
Тем же, чем Шура отличается от Саши!!
Алёна:
Плашка внутри
wladimir shustov:
и кто выиграл?)))
dima iwanow:
В дополнение к вышесказанному: плашка используется преимущественно для трубной резьбы, лерка — для метрической…
anatolij drozd:
Плашка и лерка — резьбонарезной инструмент для нарезания наружной резьбы ручным или машинным способом. В настоящее время разделение на плашки и лерки перестало существовать. Ранее название плашка использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно больших диаметров. Термин лерка применялся для обозначения пластины с резьбовым отверстием и канавками для отвода стружки. Лерки использовались для изготовления более точной резьбы мелких диаметров.
Ковбой:
Я думаю что в правой руке у вас резьбовая плашка, а в левой лерки.
слава морозов:
Если плашка Гармонирует с леркой У Вас всё прекрасно
Кот Бегемот:
Плашка цельная. Лерка с радиальной прорезью.
Виктор Лукиных:
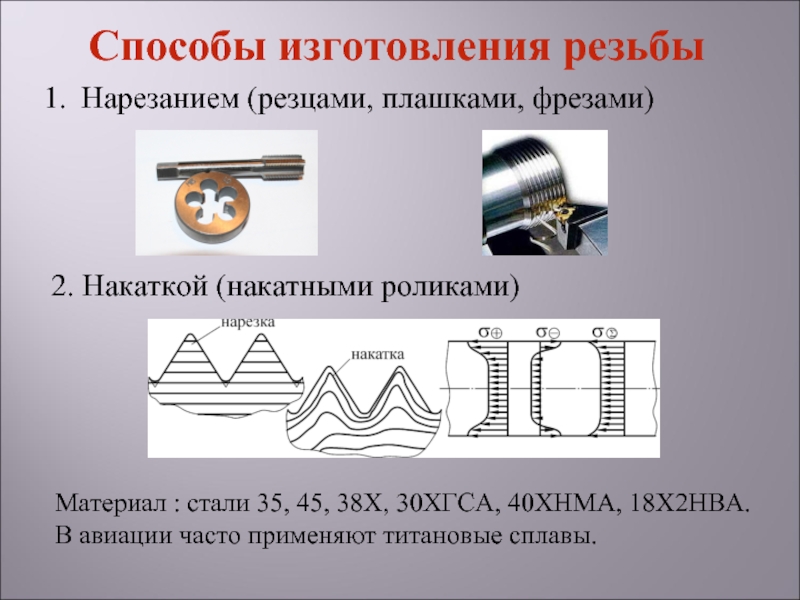
ПЛАШКОЙ НАКАТЫВАЮТ РЕЗЬБУ А ЛЕРКОЙ НАРЕЗАЮТ.
Аха Аха:
otvet.mail /question/76128401«Ранее название плашка использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно больших диаметров. Термин лерка применялся для обозначения пластины с резьбовым отверстием и канавками для отвода стружки. ««… плашка используется преимущественно для трубной резьбы, лерка — для метрической.. .»
злодей сестрорецкий:
А я уже не помню… каждый по своему называл и вроде как это одно и тоже.
Кот Мурыч:
Ничем, это одно и тоже просто раньше называли по разному.
Николай Иванов:
Ничем. Разве что для одной нужен плашкодержатель а для другой леркодержатель.




Игорь:
s ru.wikipedia /wiki/Плашка
Вещий Ольгъ:
ну ей богу, википедия это во второй строчке разъясняет.. забанили?
Вольный ветер:
Лерка — устройство для нарезание наружной резьбы, плашка- часть этого устройства….
кви кузьменок:
Метрической и дюймовой резьбой.
Nick:
Пла́шка и ле́рка — резьбонарезной инструмент для нарезания наружной резьбы вручную или машинным способом (на станке) . В настоящее время разделение на плашки и лерки перестало существовать. Ранее название плашка использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно бо́льших диаметров. Термин лерка применялся для обозначения пластины с резьбовым отверстием и канавками для отвода стружки, которые использовались для изготовления более точной резьбы мелких диаметров.Плашки предназначены для нарезания или калибрования наружных резьб за один проход. Наиболее распространены плашки для нарезания резьб диаметром до 52 мм. Плашка представляет собой закалённую гайку с осевыми отверстиями, образующими режущие кромки. Как правило, на плашках делают 3-6 стружечных отверстий для отвода стружки. Толщина плашки 8-10 витков. Режущую часть плашки выполняют в виде внутреннего конуса. Длина заборной части 2-3 витка. Плашки выполняются из легированных сталей (9ХС, ХВСГФ) , быстрорежущих сталей (Р18, Р6М5, Р6М5К5, Р6М5К8), а в последнее время — и из твёрдых сплавов. На них маркируется обозначение и степень точности нарезаемой резьбы, марка стали (9ХС не указывается) . s ru.wikipedia /wiki/Плашка





