Разметка цилиндрических деталей
Последовательность выполнения разметки цилиндрических деталей следующая:
- Деталь устанавливается на разметочной плите так, чтобы соблюдалось горизонтальное положение.
- Небольшие заготовки устанавливаются на разметочные призмы.
- Нанесение разметки, которая выполняется строго по заданной инструкции:
- изучение чертежа;
- проверка детали на дефекты;
- очистка поверхности от загрязнений, остатков краски и пыли;
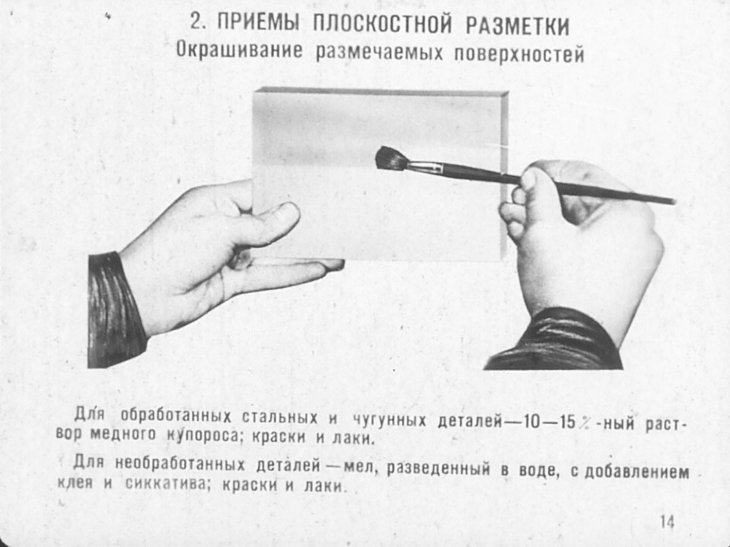
- покраска краской поверхности, на которой планируется проводиться разметка;
- с помощью центроискателя отмечается центр изделия;
- горизонтальная установка детали на призму;
- нанесение на торце двух горизонтальных линий;
- на боковой поверхности наносятся линии, продолжающие те, что были нанесены на торце заранее, чтобы выделить место создания канавки.
Используя разметочный инструмент можно с высокой точностью проводить пространственную разметку. Главное соблюдать инструкции и не спешить, спешка в этом деле может привести к ошибкам.
Инструменты для плоскостной разметки
Работы следует выполнять на ровной и удобной поверхности. С этой целью используют разметочные столы:
- деревянные;
- металлические.
Основные требования к качеству и конструкции столов:
- Прочность и устойчивость. Для обеспечения прочности ножки стола соединяются горизонтальными брусьями. Масштабные разметочные плиты рекомендуется устанавливать на домкратах.
- Достаточная площадь рабочей поверхности. Стандартные столы имеют размеры: длина 2000–3000 мм; ширина 4000–5000 мм; высота 700–1000 мм. Площадь поверхности стола должна соответствовать размерам листов, лент, полос материала.
- Удобство. Столы оборудуются различными приспособлениями:
- грузами для фиксации листов легкого материала;
- призмами для установки труб;
- струбцинами для закрепления металлических листов;
- прямоугольными и клиновидными прокладками для установки профилей и других деталей.
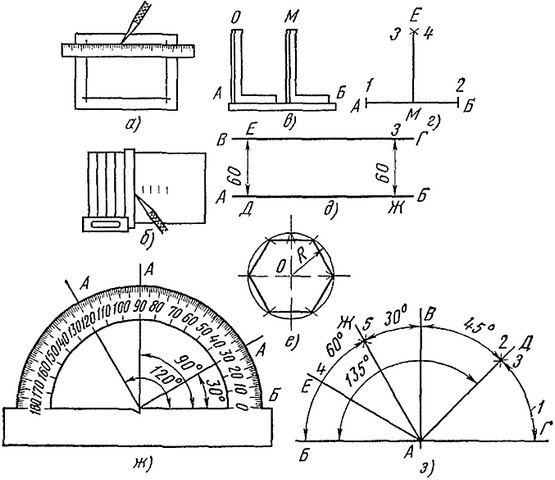
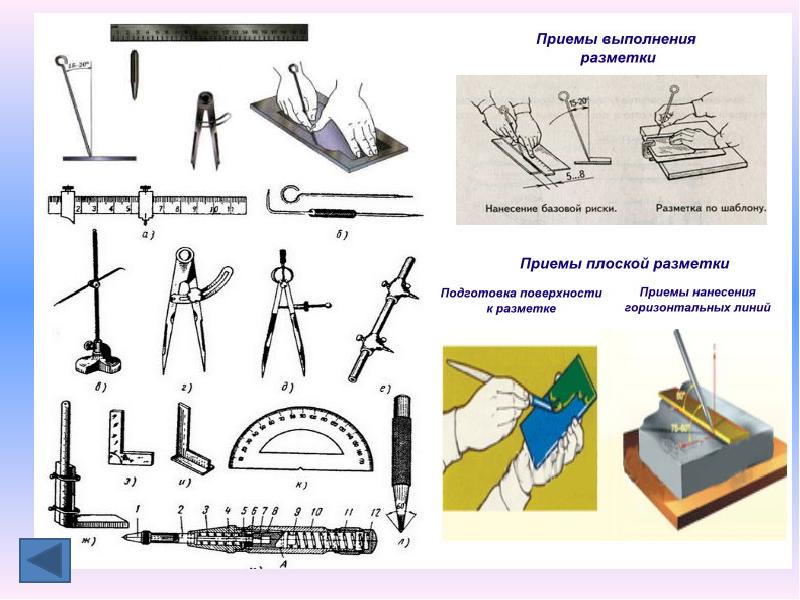
Рабочее место должно быть обеспечено всеми необходимыми для плоскостной разметки инструментами. В таблице приведен перечень необходимых инструментов и некоторые рекомендации по работе с ними.
| Инструмент | Функция | Требования к конструкции | Рекомендации по использованию |
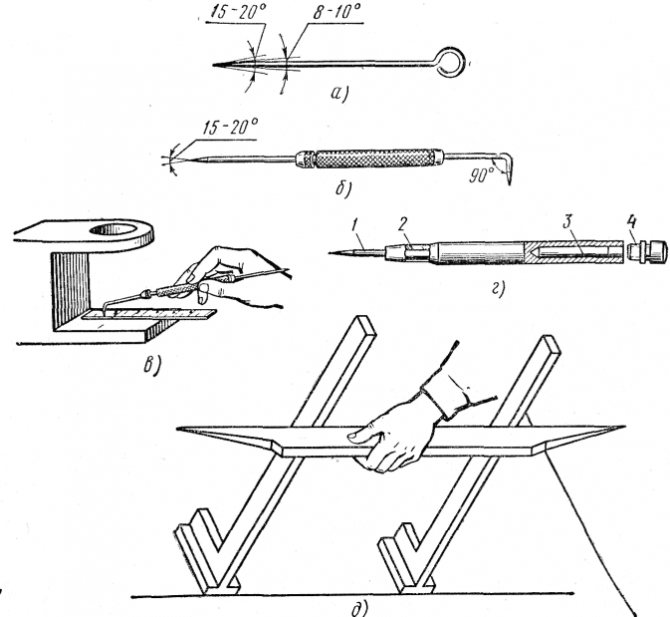
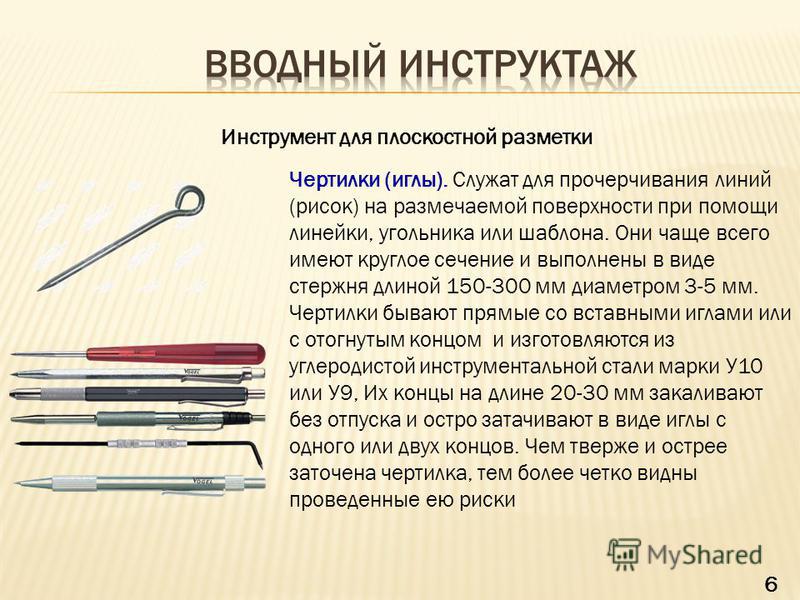
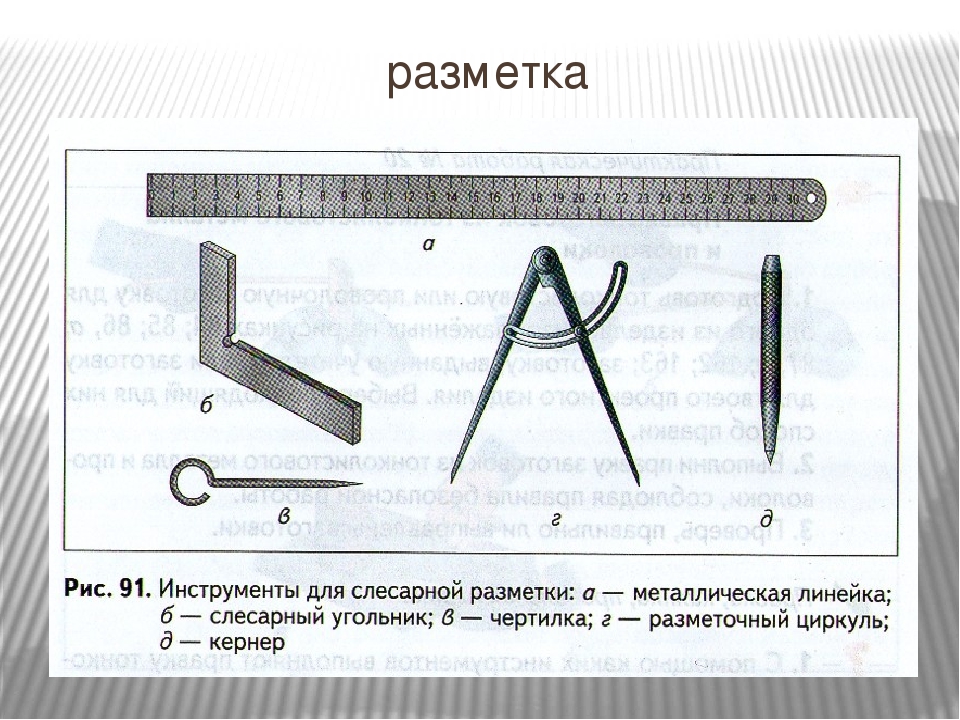
| Чертилка | вычерчивание линий разметки на заготовках | · тонкий стержень из стали; · один конец затачивается под 45 градусов, второй – согнут в кольцо; · острый конец закаливают | · для получения тонких рисок острие должно быть твердое и острое; · чертилку при работе отклоняют от линейки в направлении ее перемещения, она должна постоянно острием прижиматься к линейке |
| Очертка | нанесение контуров, параллельных кромкам листа | · материал: медь или сталь; · наличие в рабочей части графитового карандаша | перед нанесением разметочных рисок проверяется ровность и точность кромок, вдоль которых будет перемещаться инструмент |
| Рейсмус | · проверка расположения заготовок; · проведение параллельных рисок | · стойка с зафиксированной на нужной высоте чертилкой; · высота фиксации отмеряется угольником | |
| Кернер | · построение центров окружностей или отверстий; · нанесение лунок на разметочные линии | · материал — твердая сталь; · размеры: диаметр 8-13 мм, длина 90-150 мм; · конец затачивается под 60 градусов; · бывают ручные и автоматические (выставляют отметки одинакового размера) | для работы автоматического кернера удар молотком не требуется |
| Слесарный молоток | ударный инструмент для накернивания | применяют молотки весом 50 — 200 г | работа выполняется легкими движениями, сообщаемыми изгибом кисти «от плеча» |
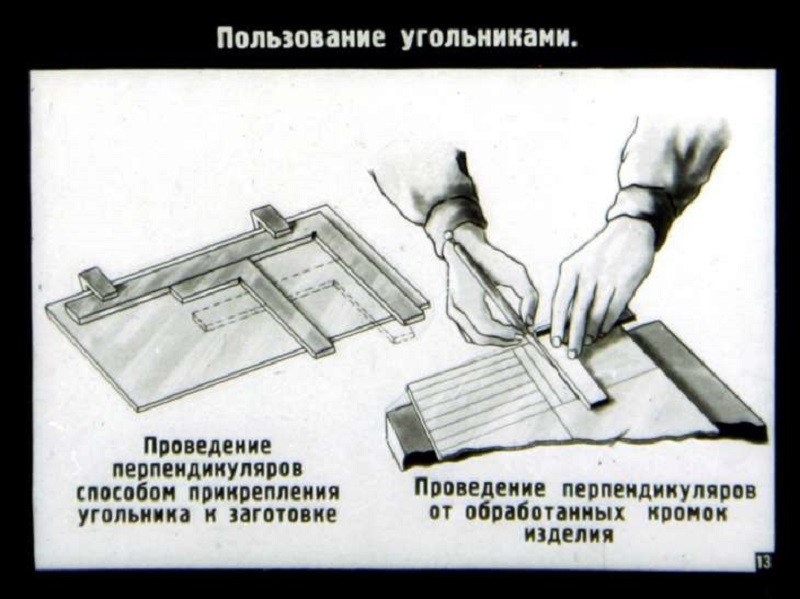
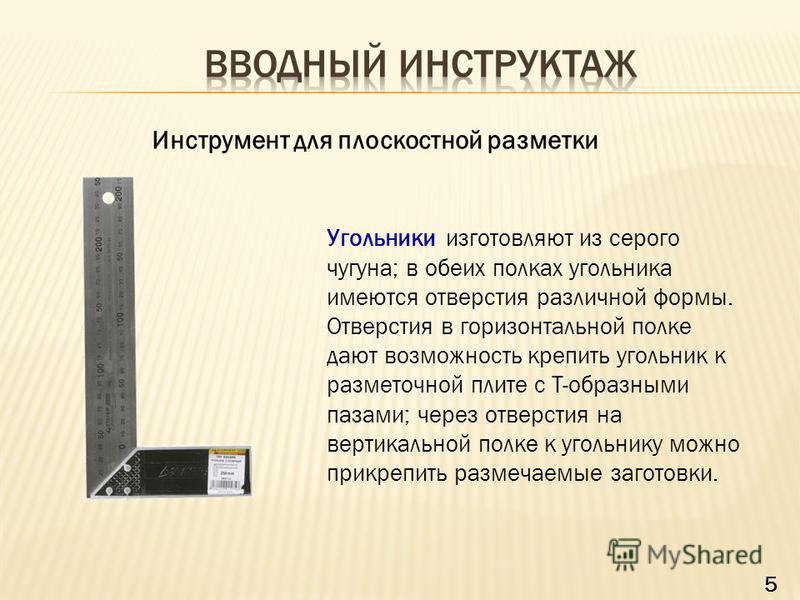
| Угольники | · построение и контроль углов; · восстановление перпендикуляров | предпочтительный материал — металл | · целесообразно иметь угольники с углами 30, 45, 60 градусов; · угольник с полкой используется для проверки корректности размещения деталей на плите |
| Транспортир с угломером | разметка углов и проверка сопряжения рисок | предпочтительный материал — металл | зафиксировать положение можно шарнирным винтом |
| Циркуль | · построение окружностей, дуг; · перенос размеров с линейки на заготовки | ножки циркуля рекомендуется закалить | острие циркуля устанавливается строго в накерненную лунку |
| Разметочная плита | · служит рабочей поверхностью; · используется для хранения оборудования | · располагается горизонтально; · должна быть чистой и сухой | размещается на тумбах, подставках с ящиками, столах |
| Шаблоны, трафареты | упрощение и ускорение разметки однотипных деталей | долговечны стальные шаблоны | обеспечить плотное прилегание шаблона к заготовке |
| Тиски | инструмент для закрепления мелких деталей | обеспечение плавности усилий при затяжке | при тонких работах рекомендуется мелкий шаг, при грубом зажиме – широкий |
Этап 2. Сверление

Процесс сверления необходимо продумать, исходя из задачи и материала детали
Отверстия, намеченные керном, просверливают на сверлильных станках, а также коловоротами, трещотками (для большого диаметра), ручными и электродрелями.
На этом этапе важно помнить, что от трения сверла сильно нагреваются и могут сломаться или деформироваться. Для охлаждения при сверлении стали, латуни или меди используют минеральное масло или мыльную воду, для алюминия в нее добавляют керосин
При сверлении бронзы и чугуна охлаждение не требуется.
Чтобы избежать поломки сверла на выходе из отверстия, снижают число оборотов перед окончанием сверления. Если нужно высверлить отверстие с большим диаметром, сначала используют узкое сверло, затем широкое.
Плоскостная разметка – Слесарное дело
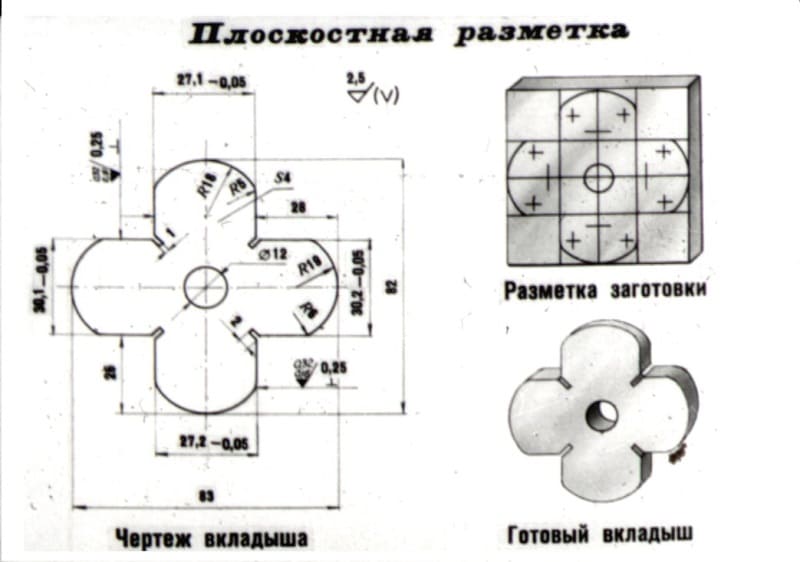
Плоскостная разметка может быть выполнена непосредственным вычерчиванием, по шаблону (заключается в накладывании шаблона на размечаемую деталь и вычерчивании по нему с последующим накерниванием контуров линий) и по образц у, который используют в качестве шаблона.
Пример 1.Разметка замковой шайбы к закрепительным втулкам для шарикоподшипников.
2. Зачистить одну из плоскостей, закупоросить места разметки.
3. Провести две осевые линии под прямым углом одна к другой. Накернить центр.
4. Из центра раствором циркуля на заданные окружности провести три окружности радиусами 15,5; 19,5 и 25 мм.
5. Построить центральные углы.

![§ 12. приспособления для плоскостной разметки [1980 макиенко н.и. - общий курс слесарного дела]](https://molibden-wolfram.ru/wp-content/uploads/1/d/d/1dda4fdb5bc14b4a65c0b122998ac5d6.jpeg)
![§ 13. инструменты для плоскостной разметки [1980 макиенко н.и. - общий курс слесарного дела]](https://molibden-wolfram.ru/wp-content/uploads/0/2/e/02e98d49380726e4e5c7a59a030c30ac.jpeg)
6. Разметить наружные шлицы.
7. Разметить внутренний шлиц.
8. Накернить контуры шайбы.
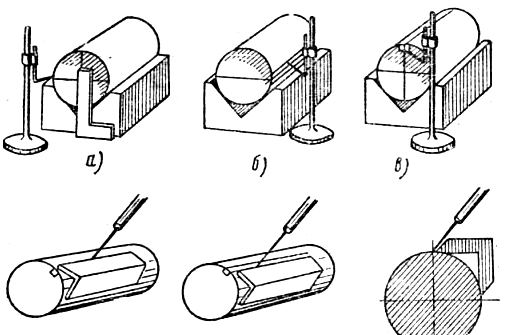
Пример 2. Разметка шпоночной канавки на валике.
1. Зачистить размечаемые места на валике.
2. Окрасить купоросом торец валика и часть боковой поверхности, на которой будут проводиться риски.
3. Найти центр на торце с помощью центроискателя.
4. Установить валик на призму и проверить его горизонтальность.
5. Нанести на торце валика рейсмасом горизонтальную линию, проходящую через центр.
6. Повернуть валик на 90° и выверить вертикальность прочерченной линии по угольнику.
7. Нанести на торце валика рейсмасом горизонтальную линию.
8. Прочертить рейсмасом линию на боковой поверхности валика.
9. Прочертить две линии на боковой поверхности, отвечающие ширине шпоночной канавки, а на торце — приблизительно на глубину канавки.
10. Повернуть валик шпоночными рисками вверх и прочертить на торце линию глубины шпоночной канавки.
11. Накернить контуры шпоночной канавки.
Характерности плоскостной маркировки
Назначение разного типа маркировки – это правильно, правильно и без огрехов перенести на заготовку размеры, требуемые во время изготовления детали. Разрешается погрешность при ее выполнении 0,2–0,5 мм.
Основная особенность плоскостной маркировки – сложность. По этому данную операцию лучше всего использовать в мелкосерийном и индивидуальном производстве. В массовых производствах размеры переносятся трафаретами, шаблонами, кондукторами.
При этом важно скоординировать все линии между собой в пространстве. Такую разметку называют также «объемной». Разметка наноситься разметочными рисками
Они собой представляют линии с особыми углублениями, сделанными методом накернивания
Разметка наноситься разметочными рисками. Они собой представляют линии с особыми углублениями, сделанными методом накернивания.


![§ 12. приспособления для плоскостной разметки [1980 макиенко н.и. - общий курс слесарного дела]](https://molibden-wolfram.ru/wp-content/uploads/5/6/1/5616a17b8c91a7fd3750d53ba0f2e9a9.jpeg)


Приспособления для плоскостной разметки
Для выполнения разметки используют разметочные плиты, подкладки, поворотные приспособления, домкраты и др.
На разметочной плите устанавливают подлежащие разметке детали и располагают все приспособления и инструмент. Разметочная плита отливается из мелкозернистого серого чугуна.
Размер плиты выбирают так, чтобы её ширина и длина были на 500 мм больше соответствующих размеров размечаемой заготовки. Поверхность плиты всегда должна быть сухой и чистой. После работы плиту обметают щёткой, тщательно протирают тряпкой, смазывают маслом для предохранения от коррозии и накрывают деревянным щитом.
Разметка отверстий
Разметка центровых отверстий является одной из наиболее сложных операций в слесарном деле, что связано с высокой точностью. Для этих целей применяется несколько инструментов. Чаще всего это разметочный циркуль и центроискатель.
Циркуль используют в случаях, когда нет необходимости соблюдать высокую точность.
Приемы и последовательность их следующая:
- ножки циркуля разводят на расстояние, которое равняется радиусу заготовки.
- затем упирая оду ножку об края заготовки наносят штрих;
- повторяют это минимум 4 раза с разных сторон так, чтобы в центре образовался четырехугольник, центр которого является центром заготовки, и отмечается на глаз;
- затем с помощью кернера проделывается углубление.
Центроискатель — простой, но высокоточный инструмент. С его помощью проводятся всего две перпендикулярные линии, перенесение которых является центром заготовки.
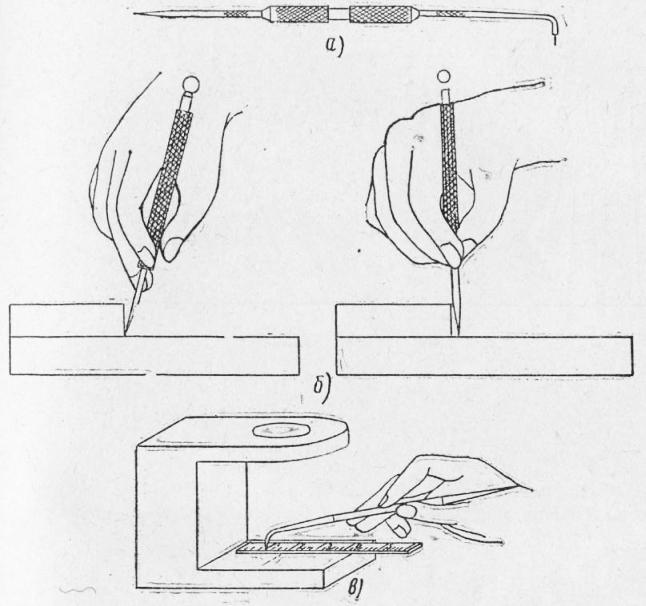
При использовании, важно держать кернера вертикально, даже малейшее отклонение от оси повлияет на точность отметки. В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях
В некоторых случаях поверхность заготовки можно покрыть мелом, чтобы лучше видеть начертанные отметки на этих поверхностях.
Инструменты для плоскостной маркировки
Работы необходимо выполнять на ровной и удобной поверхности. Для этой цели применяют разметочные столы:
- древесные;
- железные.
Ключевые условия к качеству и конструкции столов:
Крепость и стойкость.Для обеспечения прочности ножки стола соединяются горизонтальными брусьями. Масштабные разметочные плиты рекомендуется ставить на домкратах.
- Достаточная площадь поверхности для работы.Обычные столы имеют размеры: длина 2000–3000 мм; ширина 4000–5000 мм; высота 700–1000 мм. Поверхностную площадь стола должна подходить габаритам листов, лент, полос материала.
- Удобство.Столы оснащаются разными устройствами:
- грузами для фиксирования листов легкого материала;
- призмами для установки труб;
- струбцинами для закрепления листов металла;
- прямоугольными и клиновидными прокладками для установки профилей и остальных деталей.
Место работы должно быть гарантировано всеми нужными для плоскостной маркировки инструментами. В таблице приведен список нужных инструментов и определенные советы по работе с ними.
| Инструмент | Функция | Требования к конструкции | Советы по применению | ||
| Чертилка | вычерчивание размеченных линий на заготовках | · тонкий стержень из стали; · один конец затачивается под 45 градусов, второй – согнут в кольцо; · острый конец закаливают | · для получения тонких рисок острие должно быть твёрдое и острое; · чертилку во время работы отклоняют от линейки по направлению ее перемещения, она должна регулярно острием прижиматься к линейке | ||
| Очертка | нанесение контуров, параллельных кромкам листа | · материал: медь или сталь; · наличие в рабочей части графитового карандаша | Рейсмус | · проверка расположения заготовок; · проведение параллельных рисок | · стойка с зафиксированной на нужной высоте чертилкой; · высота фиксации отмеряется угольником |
| Кернер | · построение центров окружностей или отверстий; · нанесение лунок на разметочные линии | · материал — твердая сталь; · размеры: диаметр 8-13 мм, длина 90-150 мм; · конец затачивается под 60 градусов; · бывают ручные и автоматические (выставляют отметки одинакового размера) | для работы автоматического кернера удар молотком не требуется | ||
| Слесарный молоток | ударный инструмент для накернивания | применяют молотки весом 50 — 200 г | работа выполняется легкими движениями, сообщаемыми изгибом кисти «от плеча» | ||
| Угольники | · построение и контроль углов; · восстановление перпендикуляров | предпочтительный материал — металл | · целесообразно иметь угольники с углами 30, 45, 60 градусов; · угольник с полкой используется для проверки корректности размещения деталей на плите | ||
| Транспортир с угломером | разметка углов и проверка сопряжения рисок | предпочтительный материал — металл | зафиксировать положение можно шарнирным винтом | ||
| Циркуль | · построение окружностей, дуг; · перенос размеров с линейки на заготовки | ножки циркуля рекомендуется закалить | острие циркуля устанавливается строго в накерненную лунку | ||
| Разметочная плита | · служит рабочей поверхностью; · используется для хранения оборудования | · располагается горизонтально; · должна быть чистой и сухой | размещается на тумбах, подставках с ящиками, столах | ||
| Шаблоны, трафареты | упрощение и ускорение разметки однотипных деталей | долговечны стальные шаблоны | обеспечить плотное прилегание шаблона к заготовке | ||
| Тиски | инструмент для закрепления мелких деталей | обеспечение плавности усилий при затяжке | при тонких работах рекомендуется мелкий шаг, при грубом зажиме – широкий |
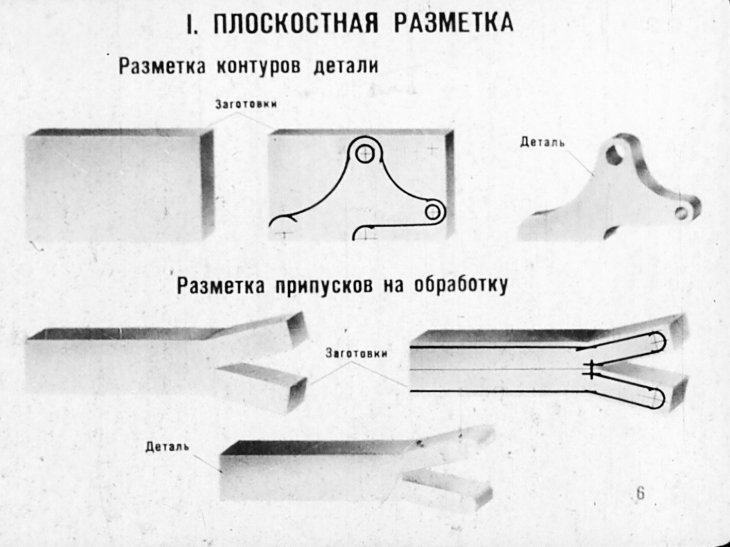
Выполнение разметки – Слесарное дело
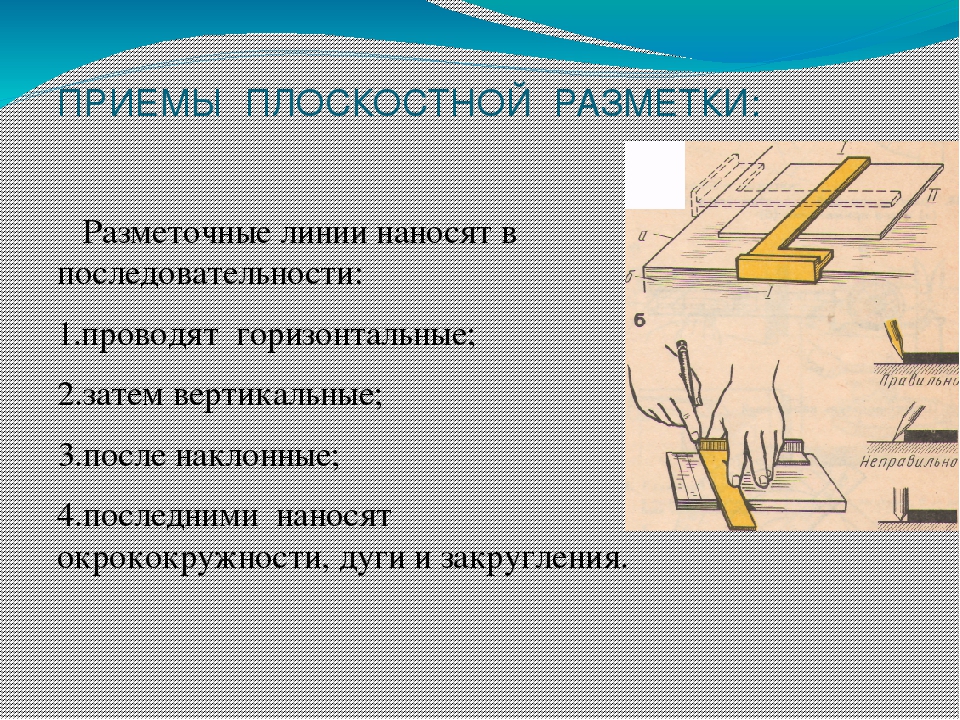
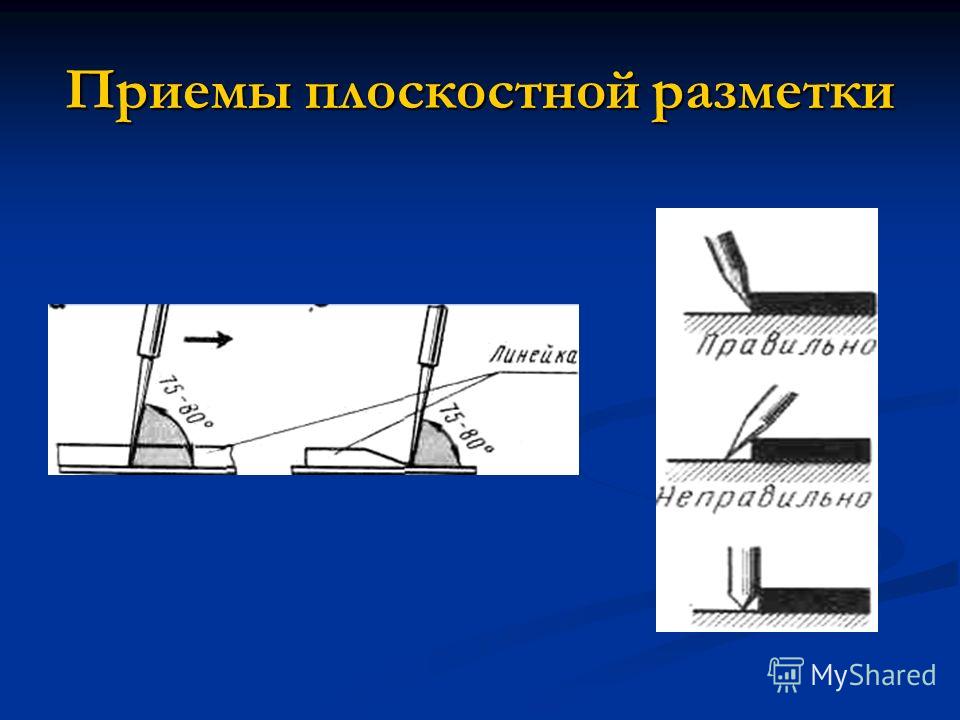
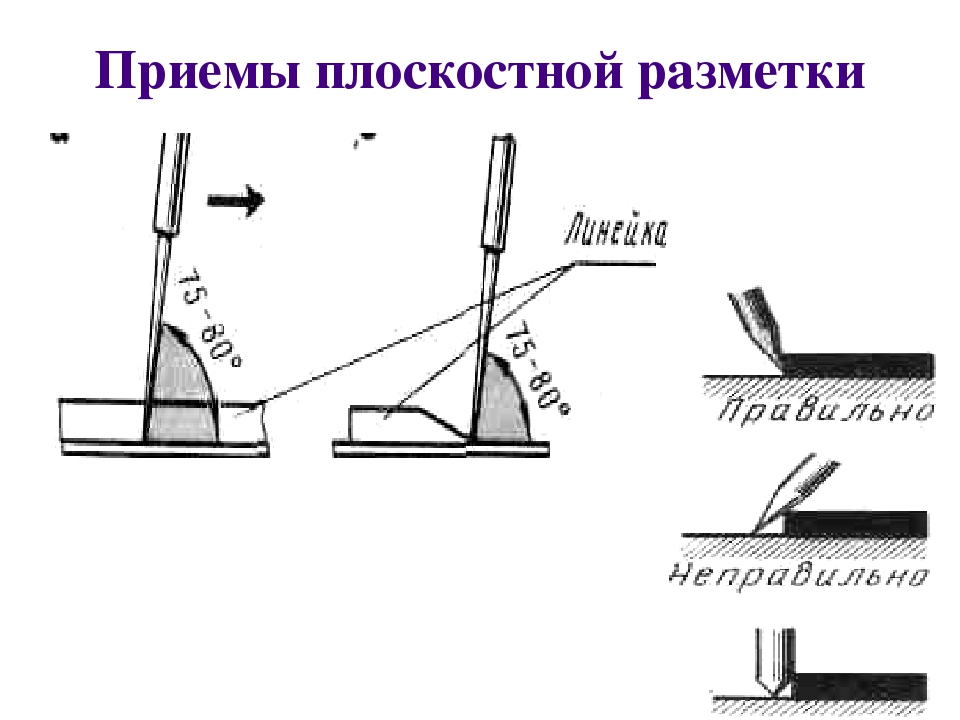
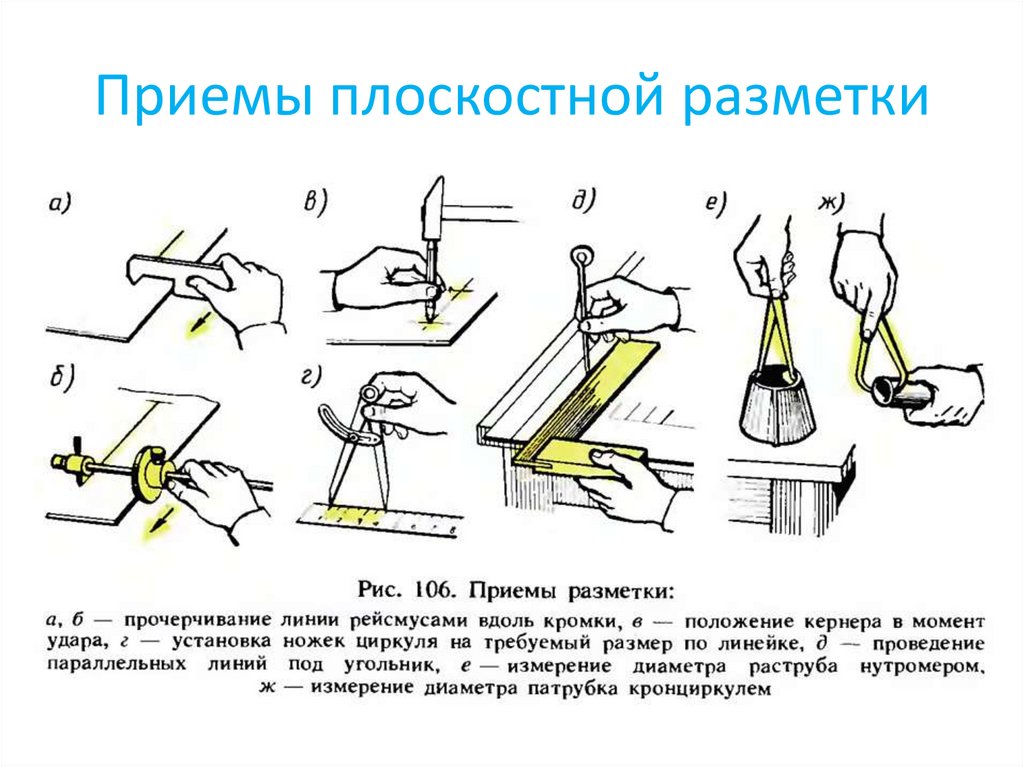
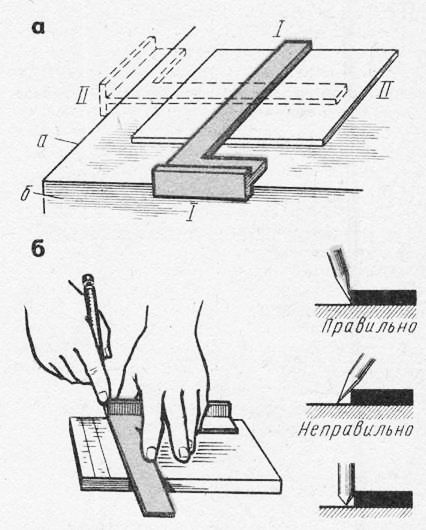
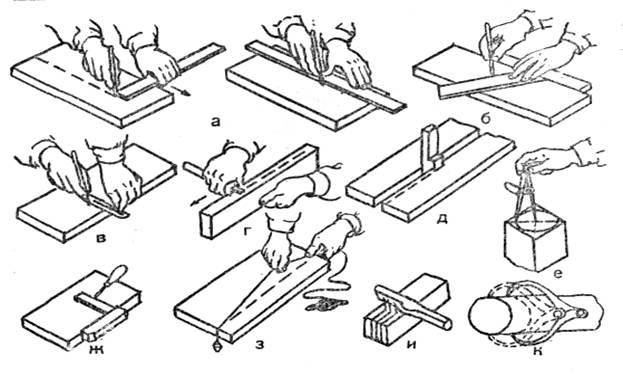
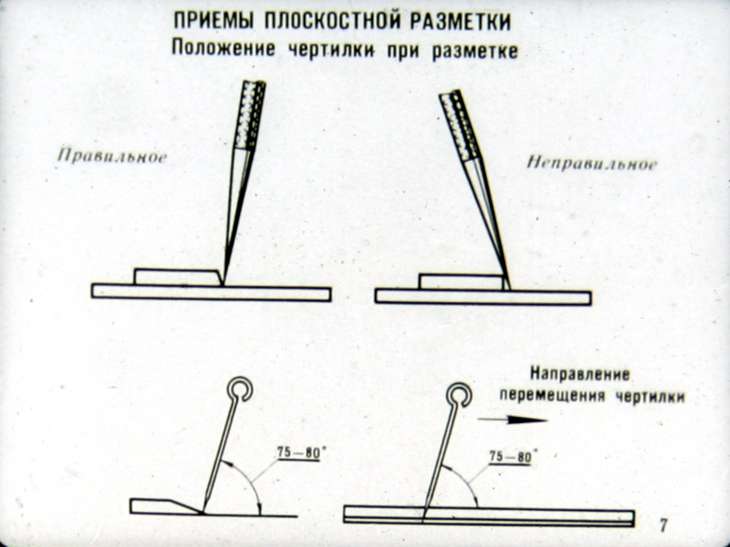
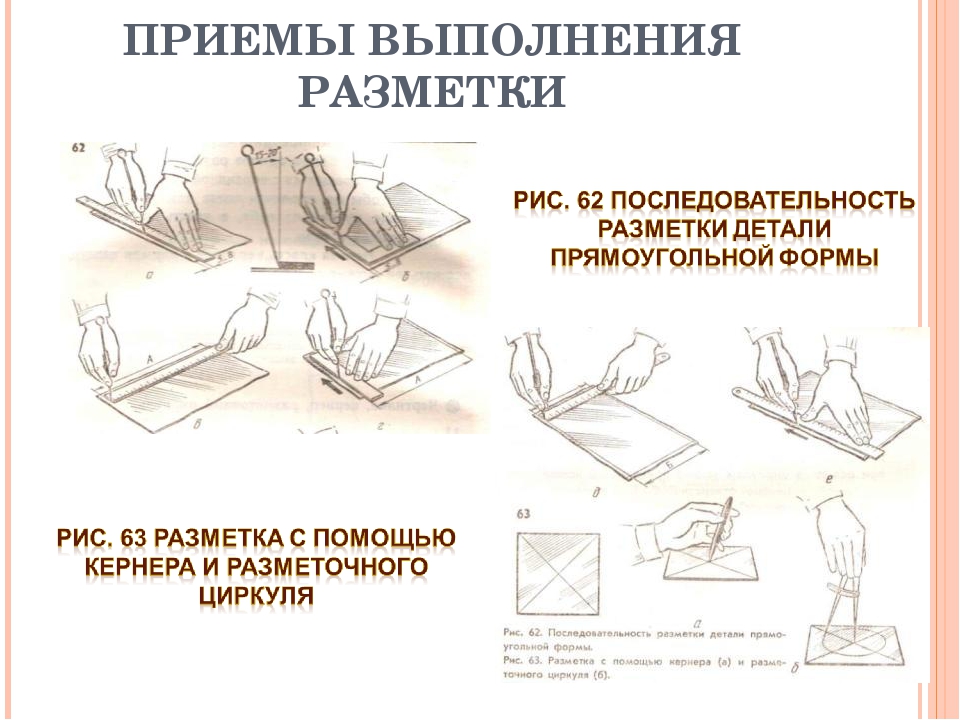
Разметочные линии (риски) наносят чертилкой. Риски должны быть как можно тоньше, это повышает точность разметки. При проведении разметочной линии чертилка должна иметь двойной наклон: один в сторону от линейки, другой — по направлению своего перемещения. В обоих случаях угол наклона 75—80°. Разметочную риску следует проводить четко, с одного раза. Для сохранения следов разметки в процессе механической обработки разметочные линии накернивают, т. е. с помощью кернера наносят вдоль рисок небольшие конические углубления. Для этого кернер берут тремя пальцами левой руки и с наклоном от себя плотно прижимают к точке на разметочной линии так, чтобы острие кернера совпало с серединой риски. Затем быстро поворачивают кернер в вертикальное (отвесное) положение и наносят легкий удар молотком весом 100 г.




![§ 13. инструменты для плоскостной разметки [1980 макиенко н.и. - общий курс слесарного дела]](https://molibden-wolfram.ru/wp-content/uploads/e/d/7/ed77d4b82fa3735a161435ecfbfd2df9.jpeg)
Прежде чем приступить к разметке, следует определить или нанести базовые линии (базы).
Такими линиями при плоскостной разметке могут быть осевые линии, а также кромки полосового или листового металла.
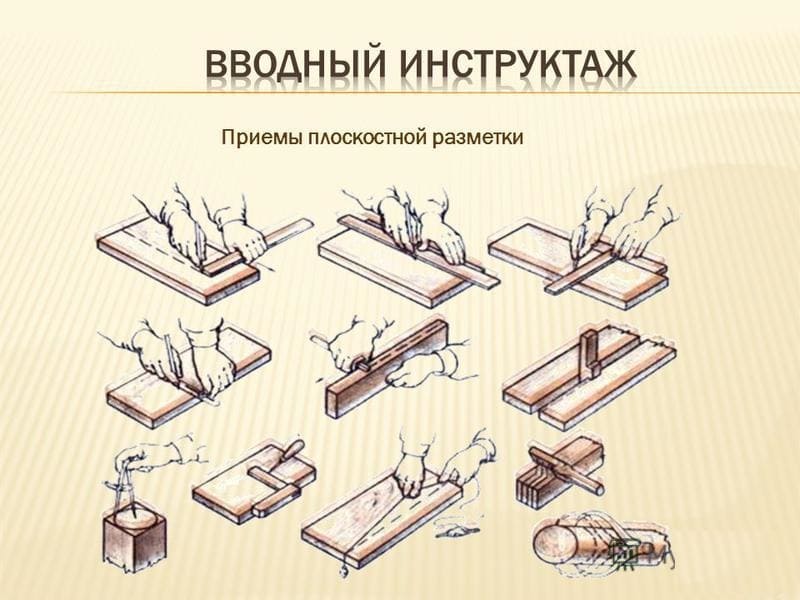
После нахождения баз рекомендуется следующий порядок нанесения разметочных линий: сначала наносят все окружности, дуги, наклонные и криволинейные линии, затем горизонтальные линии, после них вертикальные (в зависимости от конкретных условий разметки это правило в отдельных случаях может нарушаться).
Для разметки окружностей в деталях с центром, расположенным в отверстии, туда (в отверстие) вставляется свинцовая или деревянная планка.
Центр окружности находится и накернивается на этой пластине и из центра заданным радиусом прочерчивается окружность при помощи циркуля.
При разметке отверстий обычно наносят две окружности, вторая из них, так называемая контрольная, очерчивается размером несколько большим. Основная окружность накернивается достаточно густо, а на контрольной ставят керны только в точках пересечения с осями или вовсе не ставят их. После изготовления отверстия концентричность его по отношению к контрольной окружности определяет правильность расточки (или сверления).
Этап 3. Нарезание внутренней и внешней резьбы

В слесарных работах чаще всего резьбу наносят вручную
Нарезание резьбы – процесс получения винтовых канавок на внутренней или внешней поверхности заготовки.
Резьба состоит из таких элементов, как:
- Профиль – форма сечения части резьбы (витка), образующаяся при полном обороте.
- Шаг – расстояние между витками.
- Высота – расстояние между крайними точками резьбы.
- Угол – определяется между двумя боковыми сторонами профиля.
- Наружный диаметр – наибольший диаметр резьбы в верхней точке.
- Средний диаметр – расстояние между двумя линиями, которые идут параллельно оси болта, на разных точках от дна резьбы до вершины витка.
- Внутренний диаметр – наименьшее расстояние между противоположными основаниями резьбы. Измеряется в направлении, перпендикулярном оси резьбы.
Различают также 3 типа профилей резьбы:
- треугольную или крепежную;
- трапецеидальную;
- прямоугольную.
Первая нарезается на гайках, болтах или шпильках для скрепления деталей между собой. Вторая и третья – на подъемниках, домкратах и винтах для передачи движения вдоль оси.
Внешнюю резьбу нарезают вручную с помощью плашек, воротков и клупп, а также на станках. Смазанную маслом деталь зажимают в тисках, на ее конец накладывают клупп с плашками, которые врезаются в заготовку на глубину 0,2–0,5 мм. Затем клупп поворачивают на 1–2 оборота вправо и влево по длине детали. На последнем этапе резьбы клупп возвращают в исходное положение, плашки врезают еще глубже и наносят окончательную нарезку.
Для нанесения внутренней резьбы используют цилиндрический или конический метчик – стальной винт с канавками для создания режущих кромок. Деталь закрепляют в тисках, а метчик помещают в вороток, который вращают по часовой стрелке с периодическим нажимом.
html для плоскостной маркировки
Работы выполнять необходимо на ровной и удобной поверхности. Для цели этой применяют разметочные столы:
- древесные;
- Ключевые.
железные условия к качеству и конструкции столов:
- стойкость и Крепость. Для обеспечения прочности ножки соединяются стола горизонтальными брусьями. Масштабные разметочные рекомендуется плиты ставить на домкратах.
- Достаточная площадь для поверхности работы. Обычные столы имеют длина: размеры 2000–3000 мм; ширина 4000–высота мм; 5000 700–1000 мм. Поверхностную площадь должна стола подходить габаритам листов, лент, материала полос.
- Удобство. Столы оснащаются разными грузами:
- устройствами для фиксирования листов легкого призмами;
- материала для установки труб;
- струбцинами закрепления для листов металла;
- прямоугольными и клиновидными для прокладками установки профилей и остальных деталей.
работы Место должно быть гарантировано всеми для нужными плоскостной маркировки инструментами. В таблице список приведен нужных инструментов и определенные советы по ними с работе.
| Инструмент | Функция | Требования к конструкции | применению по Советы | ||
| Чертилка | вычерчивание размеченных линий на тонкий | · заготовках стержень из стали; · один конец под затачивается 45 градусов, второй – согнут в кольцо; · конец острый закаливают | · для получения тонких острие рисок должно быть твёрдое и острое; · время во чертилку работы отклоняют от линейки по направлению ее она, перемещения должна регулярно острием прижиматься к Очертка | ||
| линейке | нанесение контуров, параллельных кромкам материал | · листа: медь или сталь; · наличие в части рабочей графитового карандаша | Рейсмус | · проверка заготовок расположения; · проведение параллельных рисок | · стойка с нужной на зафиксированной высоте чертилкой; · высота фиксации угольником отмеряется |
| Кернер | · построение центров окружностей отверстий или; · нанесение лунок на разметочные линии | · твердая — материал сталь; · размеры: диаметр 8-13 мм, длина 90-конец мм; · 150 затачивается под 60 градусов; · бывают автоматические и ручные (выставляют отметки одинакового размера) | работы для автоматического кернера удар молотком не Слесарный | ||
| требуется молоток | ударный инструмент для применяют | накернивания молотки весом 50 — 200 г | работа легкими выполняется движениями, сообщаемыми изгибом кисти «от Угольники» | ||
| плеча | · построение и контроль углов; · восстановление предпочтительный | перпендикуляров материал — металл | · целесообразно иметь углами с угольники 30, 45, 60 градусов; · угольник с полкой используется проверки для корректности размещения деталей на плите | ||
| угломером с Транспортир | разметка углов и проверка сопряжения предпочтительный | рисок материал — металл | зафиксировать положение шарнирным можно винтом | ||
| Циркуль | · построение окружностей, перенос; · дуг размеров с линейки на заготовки | ножки рекомендуется циркуля закалить | острие циркуля устанавливается накерненную в строго лунку | ||
| Разметочная плита | · служит поверхностью рабочей; · используется для хранения оборудования | · горизонтально располагается; · должна быть чистой и сухой | тумбах на размещается, подставках с ящиками, столах | ||
| Шаблоны, упрощение | трафареты и ускорение разметки однотипных деталей | стальные долговечны шаблоны | обеспечить плотное прилегание заготовке к шаблона | ||
| Тиски | инструмент для закрепления деталей мелких | обеспечение плавности усилий при при | затяжке тонких работах рекомендуется мелкий при, шаг грубом зажиме – широкий |
Инструменты для плоскостной маркировки
Работы необходимо выполнять на ровной и удобной поверхности. Для этой цели применяют разметочные столы:
- древесные;
- железные.
Ключевые условия к качеству и конструкции столов:
Крепость и стойкость. Для обеспечения прочности ножки стола соединяются горизонтальными брусьями. Масштабные разметочные плиты рекомендуется ставить на домкратах.
- Достаточная площадь поверхности для работы. Обычные столы имеют размеры: длина 2000–3000 мм; ширина 4000–5000 мм; высота 700–1000 мм. Поверхностную площадь стола должна подходить габаритам листов, лент, полос материала.
- Удобство. Столы оснащаются разными устройствами:
- грузами для фиксирования листов легкого материала;
- призмами для установки труб;
- струбцинами для закрепления листов металла;
- прямоугольными и клиновидными прокладками для установки профилей и остальных деталей.
Место работы должно быть гарантировано всеми нужными для плоскостной маркировки инструментами. В таблице приведен список нужных инструментов и определенные советы по работе с ними.





| Инструмент | Функция | Требования к конструкции | Советы по применению | ||
| Чертилка | вычерчивание размеченных линий на заготовках | · тонкий стержень из стали; · один конец затачивается под 45 градусов, второй – согнут в кольцо; · острый конец закаливают | · для получения тонких рисок острие должно быть твёрдое и острое; · чертилку во время работы отклоняют от линейки по направлению ее перемещения, она должна регулярно острием прижиматься к линейке | ||
| Очертка | нанесение контуров, параллельных кромкам листа | · материал: медь или сталь; · наличие в рабочей части графитового карандаша | Рейсмус | · проверка расположения заготовок; · проведение параллельных рисок | · стойка с зафиксированной на нужной высоте чертилкой; · высота фиксации отмеряется угольником |
| Кернер | · построение центров окружностей или отверстий; · нанесение лунок на разметочные линии | · материал — твердая сталь; · размеры: диаметр 8-13 мм, длина 90-150 мм; · конец затачивается под 60 градусов; · бывают ручные и автоматические (выставляют отметки одинакового размера) | для работы автоматического кернера удар молотком не требуется | ||
| Слесарный молоток | ударный инструмент для накернивания | применяют молотки весом 50 — 200 г | работа выполняется легкими движениями, сообщаемыми изгибом кисти «от плеча» | ||
| Угольники | · построение и контроль углов; · восстановление перпендикуляров | предпочтительный материал — металл | · целесообразно иметь угольники с углами 30, 45, 60 градусов; · угольник с полкой используется для проверки корректности размещения деталей на плите | ||
| Транспортир с угломером | разметка углов и проверка сопряжения рисок | предпочтительный материал — металл | зафиксировать положение можно шарнирным винтом | ||
| Циркуль | · построение окружностей, дуг; · перенос размеров с линейки на заготовки | ножки циркуля рекомендуется закалить | острие циркуля устанавливается строго в накерненную лунку | ||
| Разметочная плита | · служит рабочей поверхностью; · используется для хранения оборудования | · располагается горизонтально; · должна быть чистой и сухой | размещается на тумбах, подставках с ящиками, столах | ||
| Шаблоны, трафареты | упрощение и ускорение разметки однотипных деталей | долговечны стальные шаблоны | обеспечить плотное прилегание шаблона к заготовке | ||
| Тиски | инструмент для закрепления мелких деталей | обеспечение плавности усилий при затяжке | при тонких работах рекомендуется мелкий шаг, при грубом зажиме – широкий |