
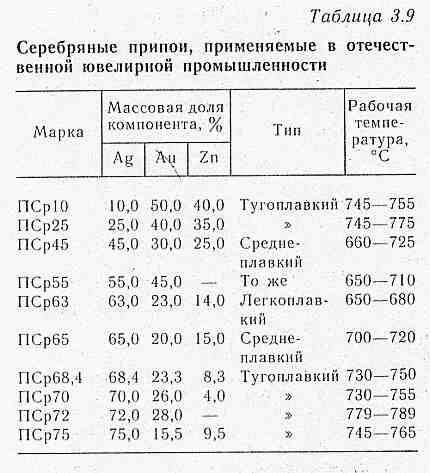
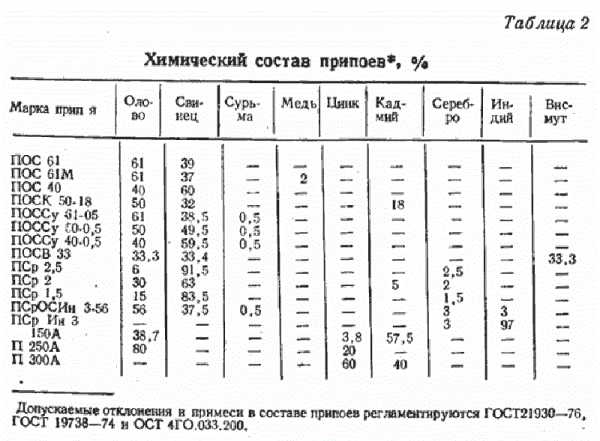
Процентное содержание серебра
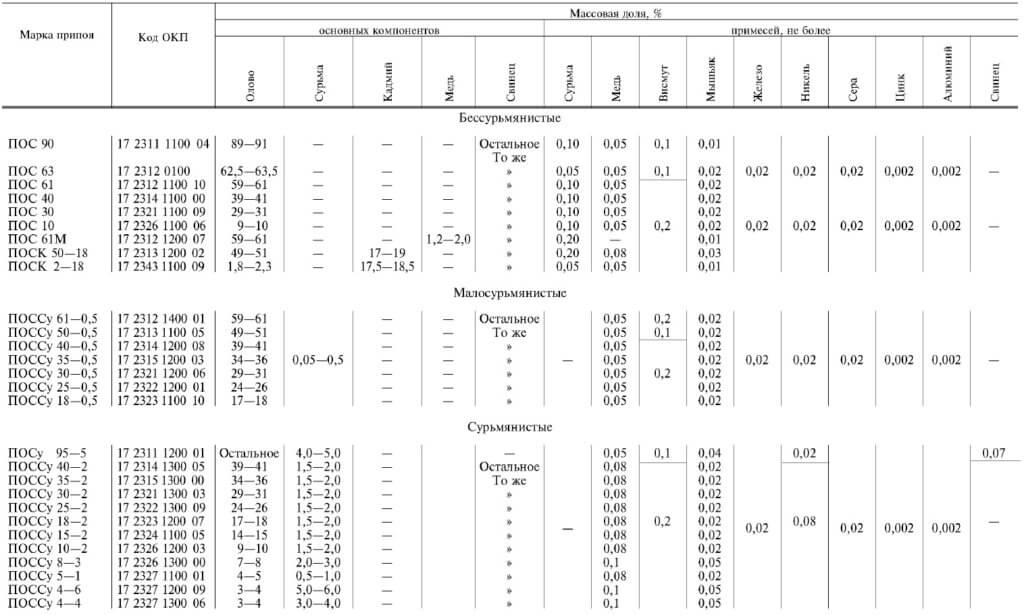
Состав всех применяемых для пайки серебряных сплавов регламентирует ГОСТ.

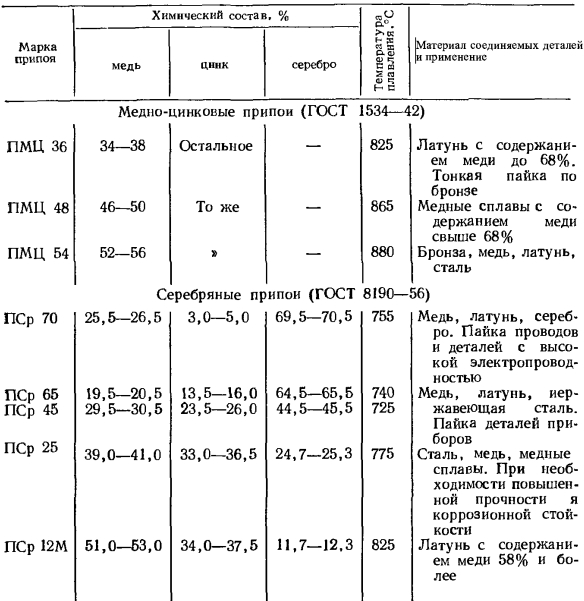
В маркировках рядом с понятным сокращением ПСр всегда присутствуют числа. Они указывают на процентное содержание серебра.
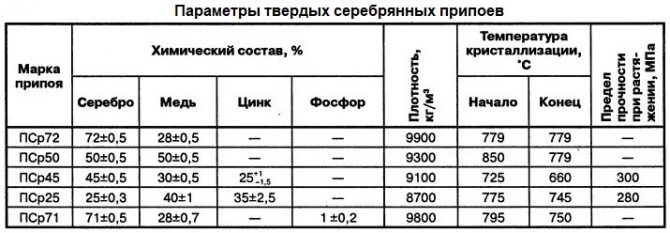
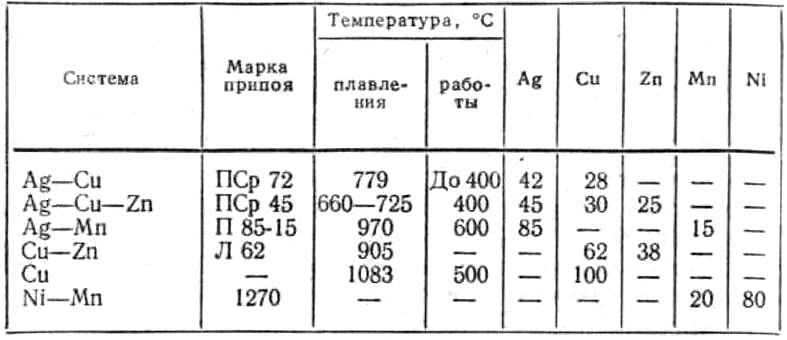
В целом наблюдается следующая тенденция: сплавы с большой концентрацией благородного металла (50%, 72%) имеют маленькие значения удельного сопротивления. Их используют для формирования соединений с большой электропроводностью.
Серебряные припои с относительно невысокой концентрацией серебра (40-62%) применяют для пайки деталей, которые не будут сильно нагреваться.
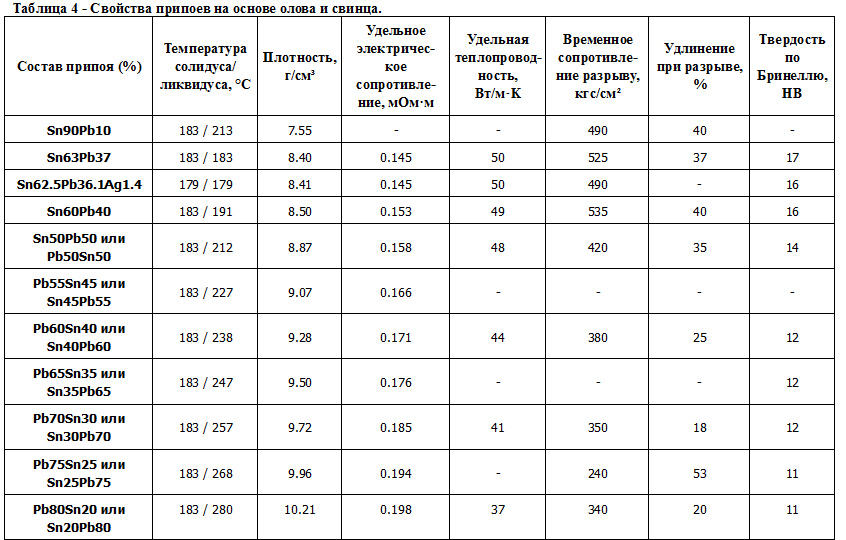
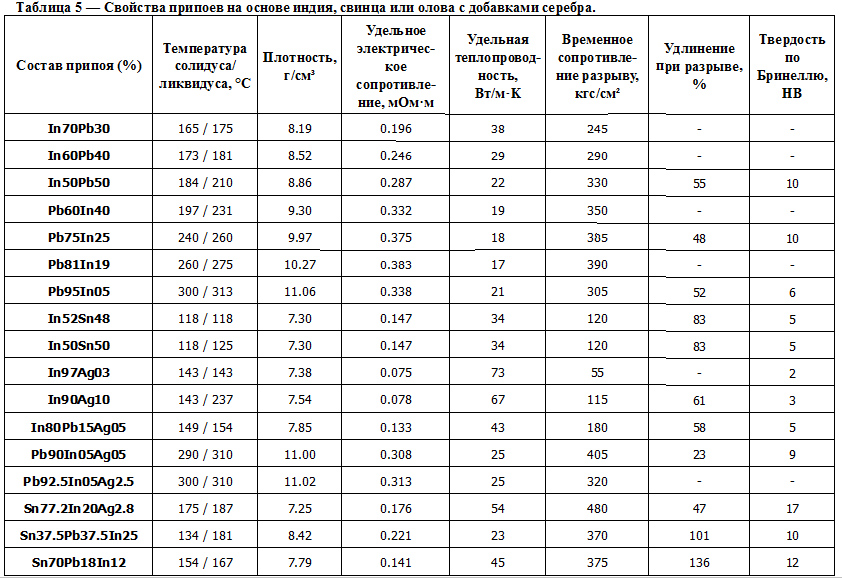
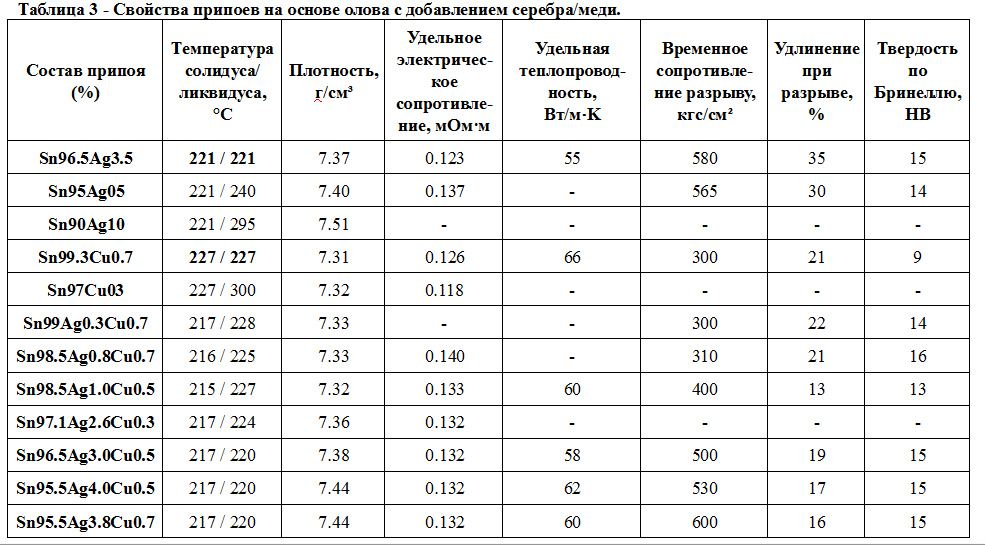
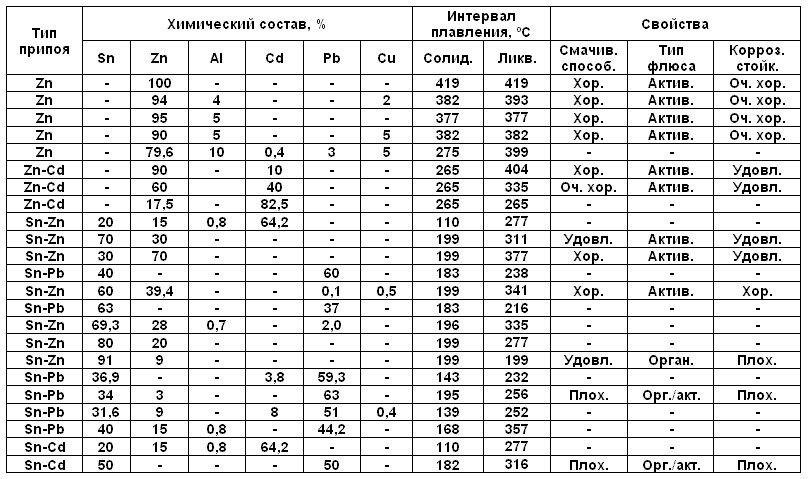
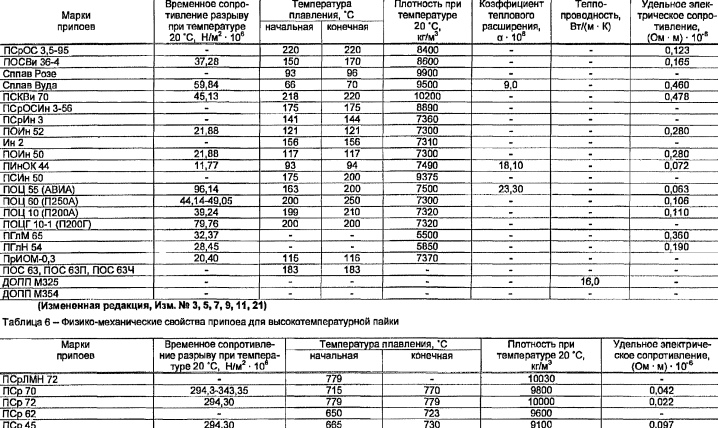
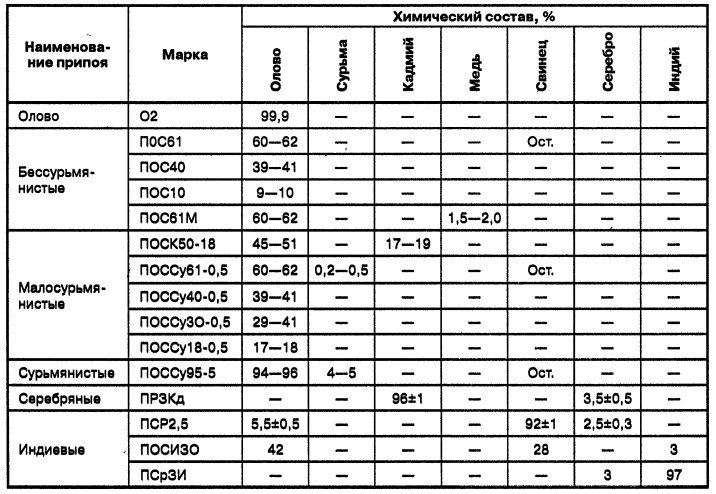
Характеристики серебряных припоев в таблицах:
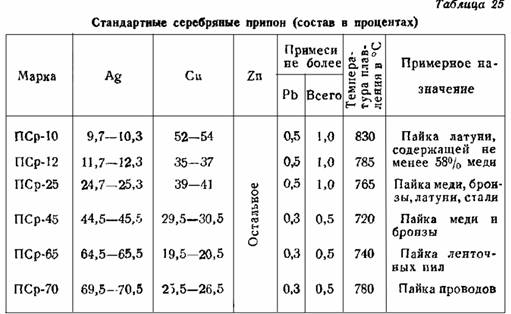
Недорогие металлические сплавы с содержанием серебра от 10% до 45% широко используются в машиностроении. Металлические композиты с низкой концентрацией серебра позволяют получить твердый шов.
Практически все серебряные припои имеют в сплаве железо, свинец, висмут. Суммарное количество добавок составляет чуть более 0,1%.
Многие радиолюбители используют в работе , содержащие всего 2% дорогого металла, 62 % олова и 36% свинца. Сплав легко переходит из жидкого состояния в твердое, хорошо проводит электрический ток.
Помимо отечественных материалов поставщиками предлагается большое количество импортных серебряных припоев. Цена на них, естественно, выше, а качество вполне сравнимо с российской продукцией.
Серебряные припои
Серебро – этот благородный металл, в чистом виде обладает хорошей пластичностью. Температура плавления довольно высока (962 °С). Это делает нецелесообразным применение чистого серебра в качестве сырья для стыковки деталей нецелесообразно.
Но если в серебро внести некоторые вещества, таких, как – железо, висмут и пр., то такую композицию можно использовать для создания неразъемных стыков.
Серебряные материалы хорошо плавятся того, когда его объем уменьшается. Это снижение приводит к снижению затрат на энергию и время на выполнение сборки заготовок из меди.

Серебряный припой для пайки меди, Ag 20%
Серебряные материалы хорошо обволакивают соединяемые детали, и это способствует получению швов необходимого качества. Швы, полученные с применением этих средств не подвержены окислению, и хорошо переносят различного рода механические и вибрационные нагрузки.
Сплав, содержащий этот благородный материал, применяют для работы со многими сплавами меди. Все эти сплавы различаются по соотношению компонентов, наличию легирующих добавок.
Содержание серебра
Состав всех применяемых для стыковки деталей серебряных сплавов регламентирует ГОСТ. Маркировка этих материалов начинается с буквенного сочетания ПСр. А ним следуют числа, которые показывают процентный объем серебра в сплаве.
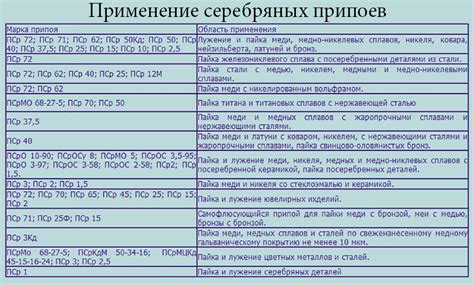
Практическое применение серебряных припоев
Сплавы, которые содержать большое количество серебра, (50-72%) обладают низким удельным сопротивлением. Их применяют для создания стыков с большой электрической проводимостью.
Средства для соединения деталей, содержащие этот благородный металл в небольших количествах 40-62%, применяют для создания швов, которые не будут подвергаться сильному нагреву.
Припои для меди с низким содержанием серебра (10-15%) нашли свое применение в машиностроительной отрасли.
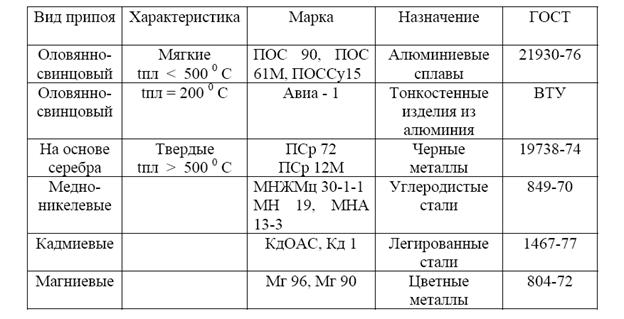
Припои для пайки. Твердые и мягкие припои.
Припои бывают двух видов: твердый и мягкий. У мягкого припоя температура плавления до 400 ºС, а у твердого температура плавления выше 400 ºС.



Какие же отличаются у этих припоев кроме температурных режимов?
По физическому характеру твердые припои ничем не отличаются от мягких. Различия есть по химическому составу, прочности соединения и термоустойчивости.
По прочности соединения мягкие припои уступают твердым. Твердые припои выдерживают более высокие нагрузки чем мягкие. Прочность при растяжении твердых припоев составляет 100-500 МПа, а у мягких – 16-100 МПа. В свою очередь мягкие припои отличаются простотой процесса пайки. Для их разогрева подойдут обычные, удобные паяльники, с температурой плавления от 183 °C, чем не могут похвастаться твердые припои. Из-за своих высоких температур плавления приходится использовать более дорогие и неудобные паяльники. Чем больше содержание олова в мягкой смеси, тем меньше температура плавления припоя.
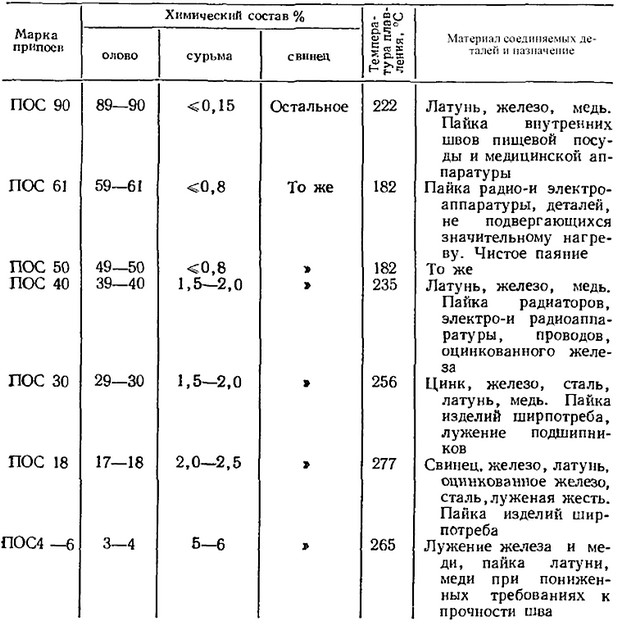
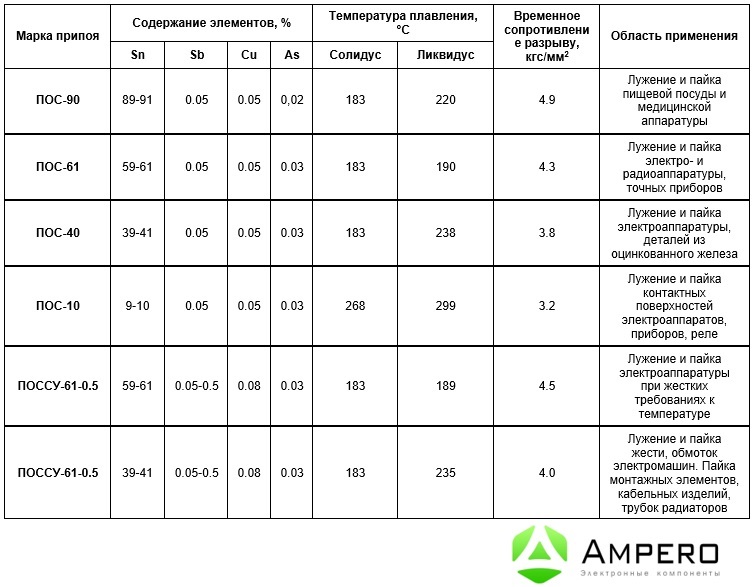
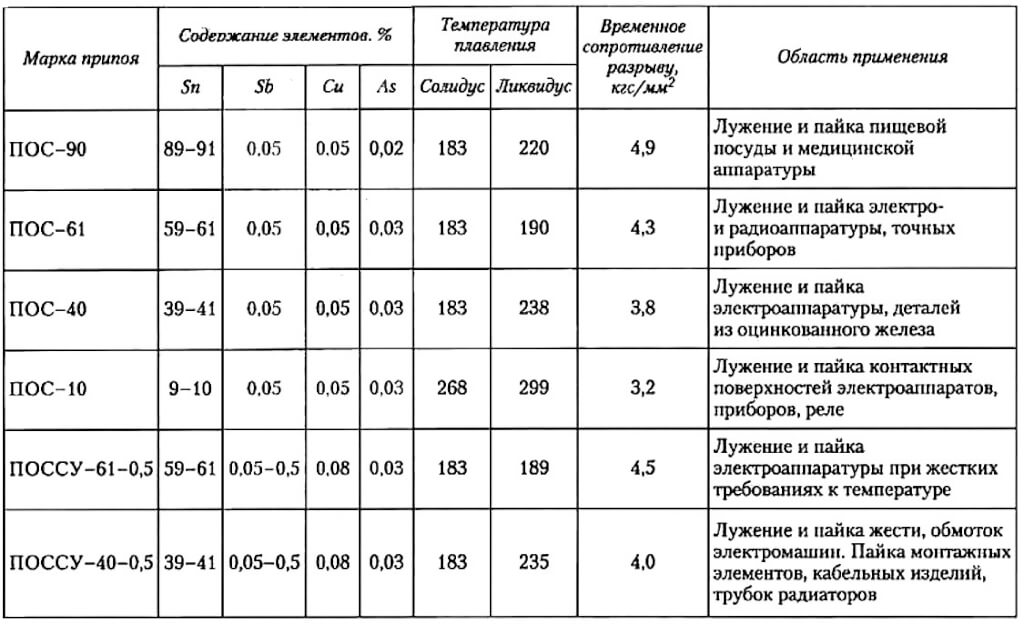
ПОС 90 — от 183°C до 220°C
ПОС 61 — от 183°C до 190°C
ПОС 40 — от 183°C до 238°C
ПОС 10 — от 268°C до 299°C
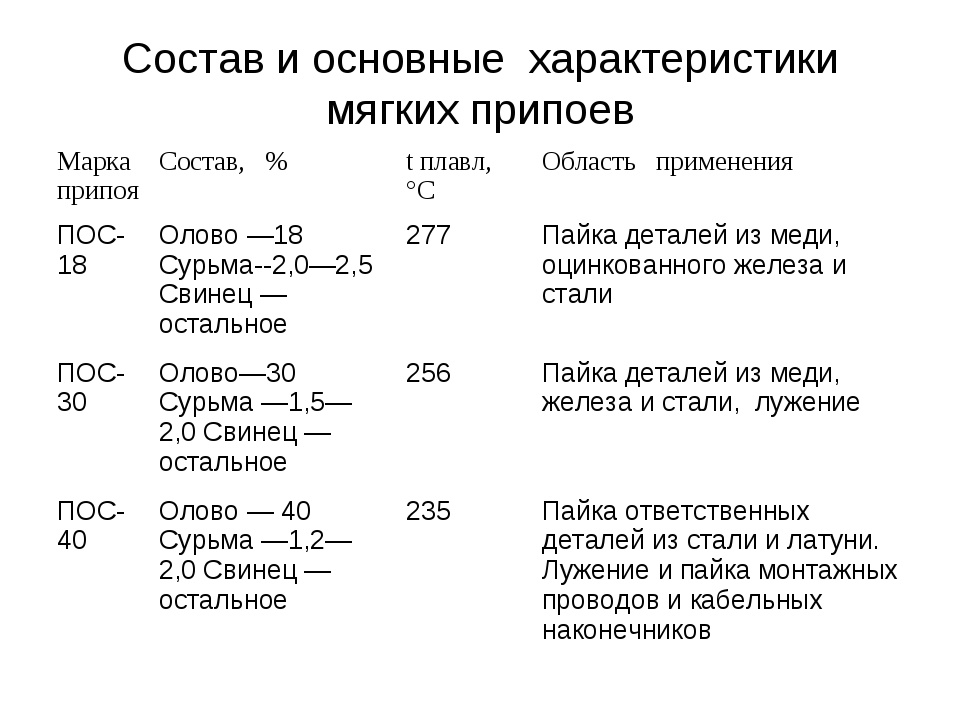
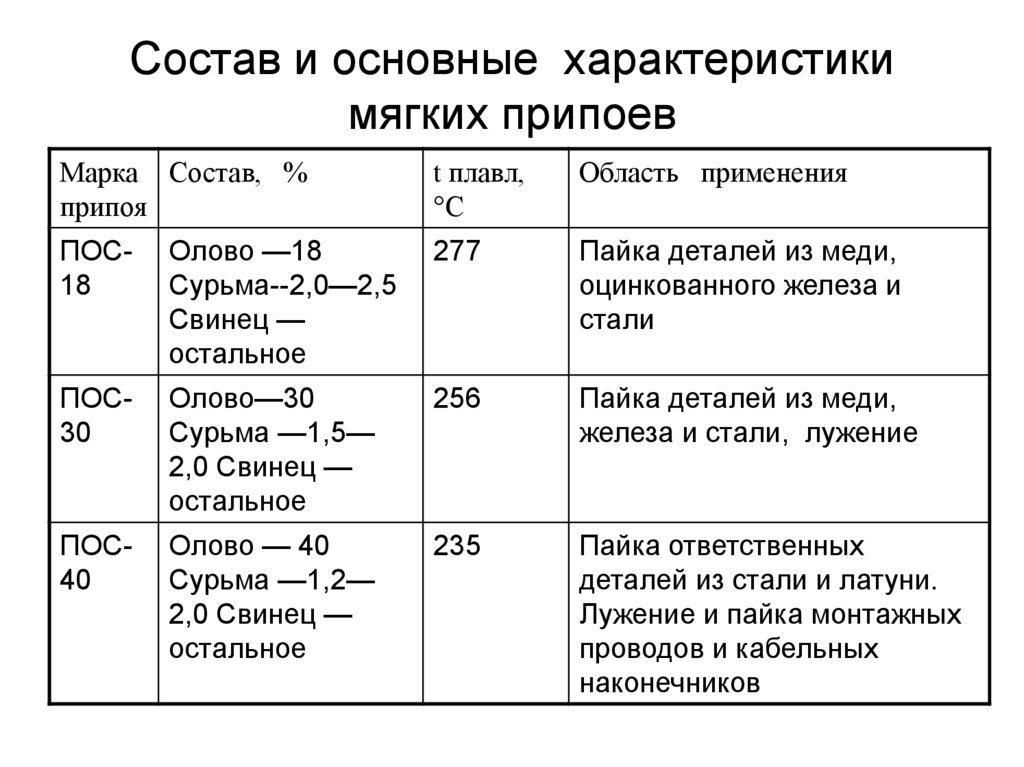
К мягким припоям относят:
Сурьмянистые припои (ПОССу) – используют для пайки оцинкованных изделий;
Оловянно-свинцово-кадмиевые (ПОСК) – используют для пайки чувствительных к перегреву деталей;
Оловянно-цинковые (ОЦ) – используют для пайки алюминия:
Бессвинцовые – обладает высокой электропроводностью и используют для пайки радиоэлектронной аппаратуры.
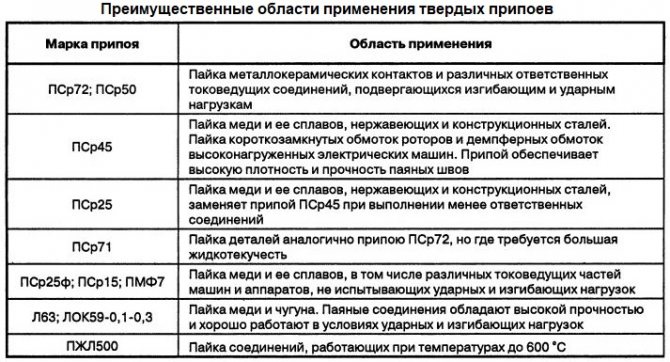
Твердые припои используют для пайки металлорежущих инструментов, систем трубопроводов, работающих под высоким давлением, в автомобилестроении, судостроении, тонкостенных деталей и т.д. Твердые припои играют огромную роль в промышленности. Без них был бы невозможен мелкий ремонт или изготовление различных металлических деталей.
Твердые припои подойдут для пайки медных, латунных, нержавеющих сплавов.
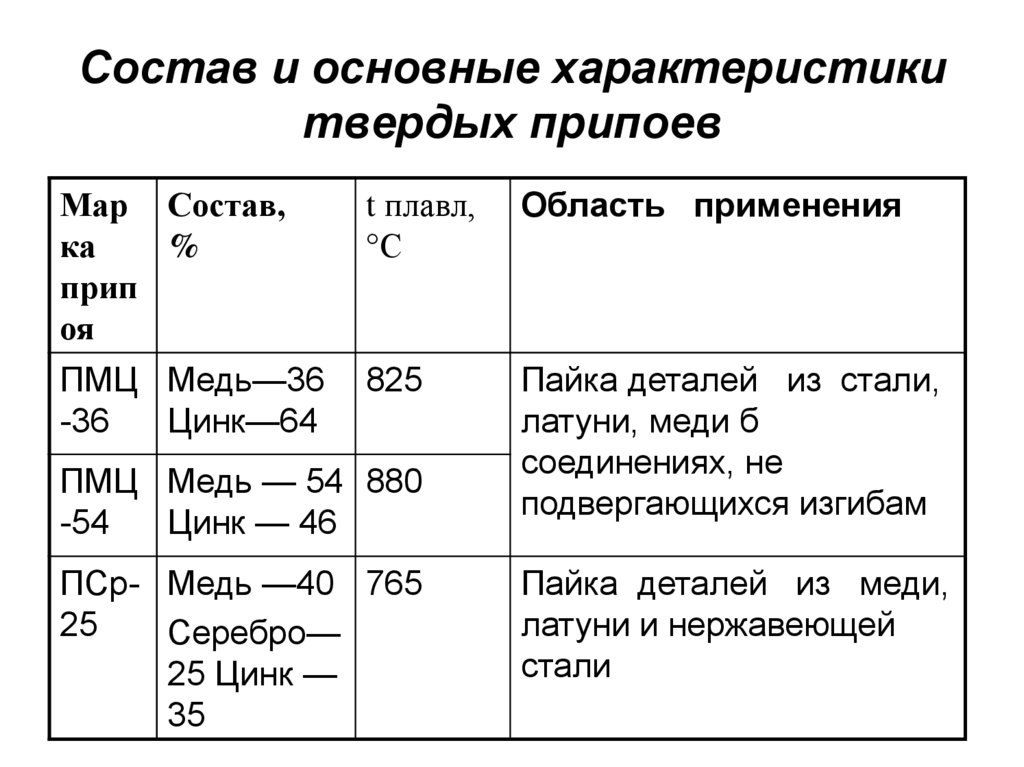
К твердым припоям относят:
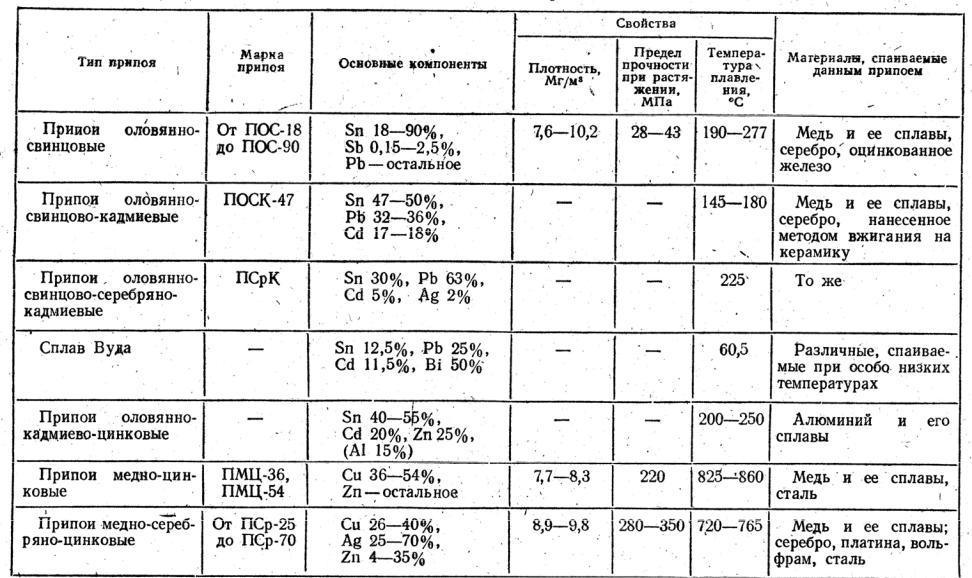
Медно-цинковые (ПМЦ) – используются для пайки деталей с высокими внутренними давлениями. Ими паяют медь, латунь, бронзу.
Серебряные (ПСр) – данные припои подойдут для пайки черных и цветных металлов.
Медно-фосфорные (ПМФ) – используют для пайки деталей из меди и ее сплавов. Пайка такими припоями возможна без использования флюсов.
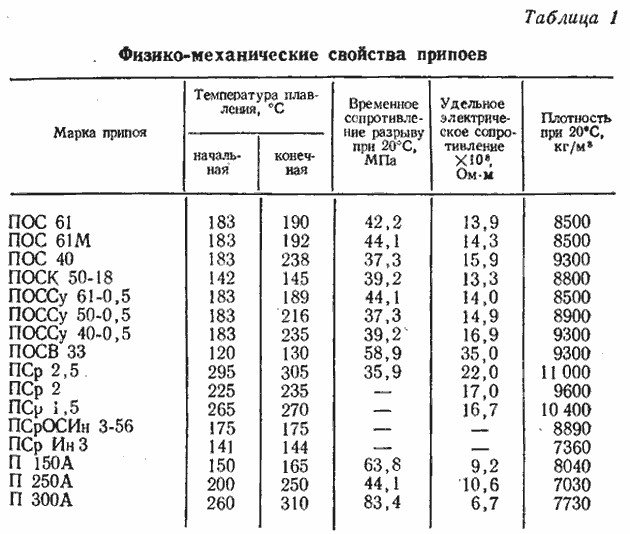
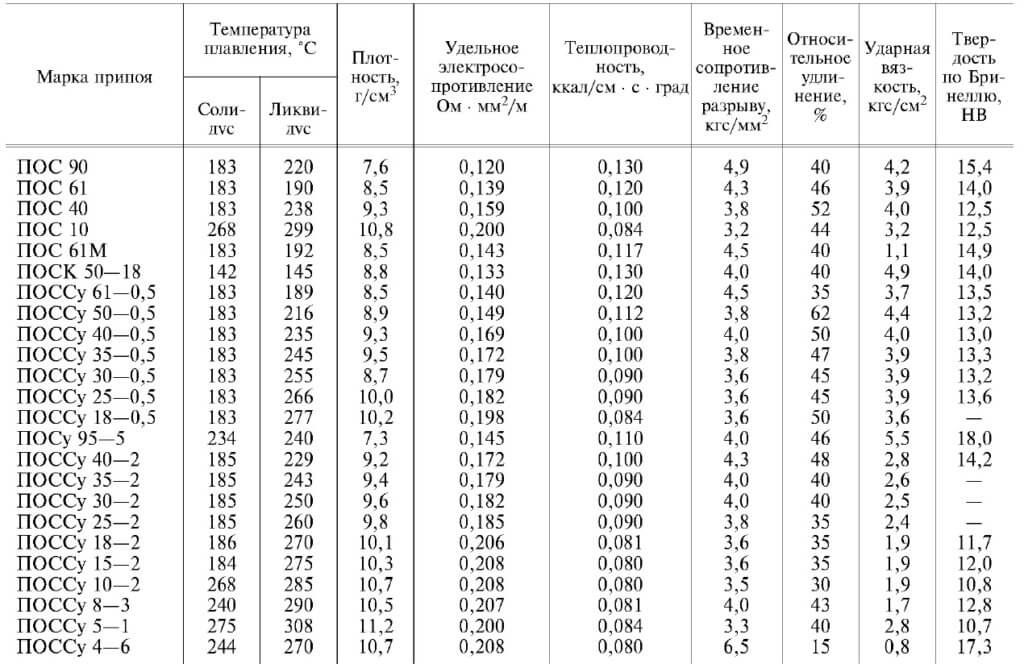
Таблица 3.
Физико-механические свойства припоев.
| Маркаприпоя | t, оС | P, г/см3 | ρ, Ом мм2/м | λ, ккал/см с град | σ, кгс/мм2 | Относительное удлинение, % | КС, кгс/см2 | Твердость по Бриннелю | |
| Солидус | Ликвидус | ||||||||
| ПОС 90 | 183 | 220 | 7,6 | 0,120 | 0,130 | 4,9 | 40 | 4,2 | 15,4 |
| ПОС 61 | 183 | 190 | 8,5 | 0,139 | 0,120 | 4,3 | 46 | 3,9 | 14,0 |
| ПОС 40 | 183 | 238 | 9,3 | 0,159 | 0,100 | 3,9 | 52 | 4,0 | 12,5 |
| ПОС 10 | 268 | 299 | 10,8 | 0,200 | 0,084 | 3,2 | 44 | 3,2 | 12,5 |
| ПОС 61М | 183 | 192 | 8,5 | 0,143 | 0,117 | 4,5 | 40 | 1,1 | 14,9 |
| ПОСК 50-18 | 142 | 145 | 8,8 | 0,133 | 0,130 | 4,0 | 40 | 4,9 | 14,0 |
| ПОССу 61-0,5 | 183 | 189 | 8,5 | 0,140 | 0,120 | 4,5 | 35 | 3,7 | 13,5 |
| ПОССу 50-0,5 | 183 | 216 | 8,9 | 0,149 | 0,112 | 3,8 | 62 | 4,4 | 13,2 |
| ПОССу 40-0,5 | 183 | 235 | 9,3 | 0,169 | 0,100 | 4,0 | 50 | 4,0 | 13,0 |
| ПОССу 35-0,5 | 183 | 245 | 9,5 | 0,172 | 0,100 | 3,8 | 47 | 3,9 | 13,3 |
| ПОССу 30-0,5 | 183 | 255 | 8,7 | 0,179 | 0,090 | 3,6 | 45 | 3,9 | 13,2 |
| ПОССу 25-0,5 | 183 | 266 | 10,0 | 0,182 | 0,090 | 3,6 | 45 | 3,9 | 13,6 |
| ПОССу 18-0,5 | 183 | 277 | 10,2 | 0,198 | 0,084 | 3,6 | 50 | 3,6 | — |
| ПОСу 95-5 | 234 | 240 | 7,3 | 0,145 | 0,110 | 4,0 | 46 | 5,5 | 18,0 |
| ПОССу 40-2 | 185 | 229 | 9,2 | 0,172 | 0,100 | 4,3 | 48 | 2,8 | 14,2 |
| ПОССу 35-2 | 185 | 243 | 9,4 | 0,179 | 0,090 | 4,0 | 40 | 2,6 | — |
| ПОССу 30-2 | 185 | 250 | 9,6 | 0,182 | 0,090 | 4,0 | 40 | 2,5 | — |
| ПОССу 25-2 | 185 | 260 | 9,8 | 0,185 | 0,090 | 3,8 | 35 | 2,4 | — |
| ПОССу 18-2 | 186 | 270 | 10,1 | 0,206 | 0,081 | 3,6 | 35 | 1,9 | 11,7 |
| ПОССу 15-2 | 184 | 275 | 10,3 | 0,208 | 0,080 | 3,6 | 35 | 1,9 | 12,0 |
| ПОССу 10-2 | 268 | 285 | 10,7 | 0,208 | 0,080 | 3,5 | 30 | 1,9 | 10,8 |
| ПОССу 8-3 | 240 | 290 | 10,5 | 0,207 | 0,081 | 4,0 | 43 | 1.7 | 12,8 |
| ПОССу 5-1 | 275 | 308 | 11,2 | 0,200 | 0,084 | 3,3 | 40 | 2,8 | 10,7 |
| ПОССу 4-6 | 244 | 270 | 10,7 | 0,208 | 0,080 | 6,5 | 15 | 0,8 | 17,3 |
t – Температура плавления, оС;
P — Плотность, г/см3;
ρ — Удельное электросопротивление Ом мм2/м;
λ — Теплопроводность, ккал/см с град;
σ — Временное сопротивление разрыву, кгс/мм2;
КС — Ударная вязкость, кгс/см2.
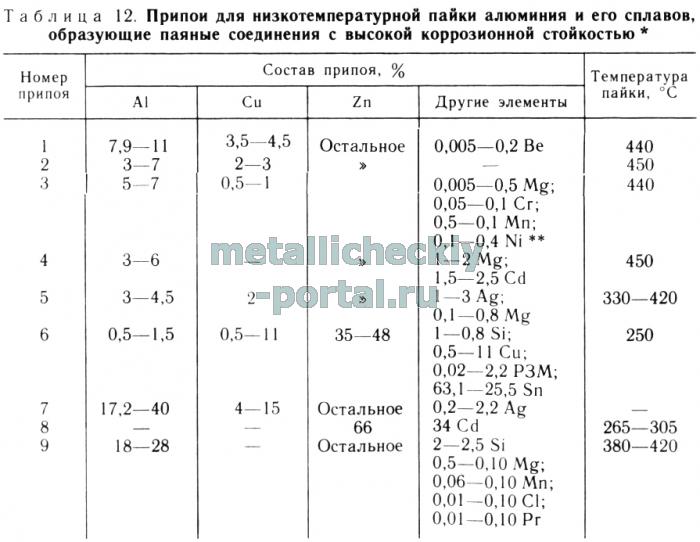
Низкотемпературные припои
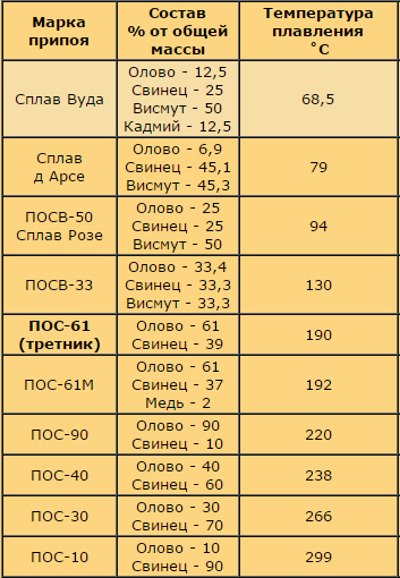
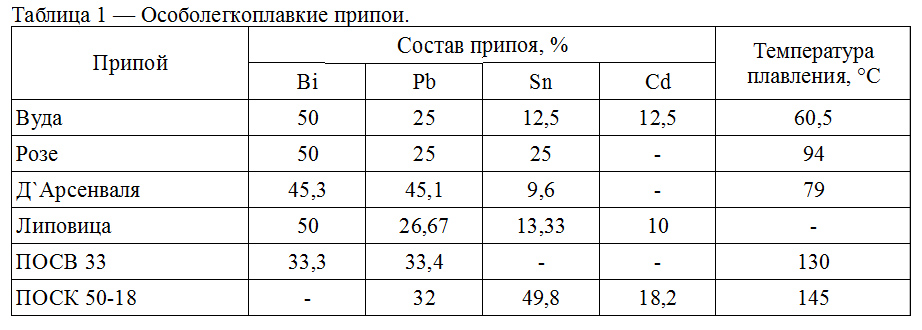
Легкоплавкие припои имеют температуру перехода к жидкому состоянию до 450 °C. Применяются радиотехническими соединениями, при спайке проводов, других работах. Основные составляющие таких изделий пайки имеют сплавы олова, свинца, кадмия или висмута. В процессе обезжиривания, лужения технических плат имеют место сплавы Вуда или Розе. Такие вещества переходят в жидкое состояние уже на отметке 70 °C.





Низкотемпературный припой
Металлы имеют различную температуру плавления, важно ознакомиться с составом припоя перед покупкой
- Олово представляет собой легкоплавкий металл, который растворяется серной или соляной кислотой. Плавится металл на отметке 232 °C, воздействие стандартных комнатных температур не влияет на него, однако при отметке -50 °С разрушается составная кристаллическая решетка.
- Свинец является популярным ввиду своей легкоплавкости, хорошо поддается обработке. Окисляется только поверхность, на которую происходит воздействие окружающего воздуха.
- Кадмий используется в антикоррозийных целях при пайке изделием из олова и свинца. Сам материал токсичен, плавится при отметке 321 °С.
- Висмут добавляется в состав ввиду растворимости серной кислотой, азотной средой.
Наиболее удобная форма выпуска для пайки радиодеталей – проволока диаметром 2-2,5 см. Составом современных изделий является канифоль, которая выступает ролью флюса.
Основные свойства
Смачиваемость пайки
Такой термин означает сцепление молекул жидкого расплава с твёрдой поверхностью, от степени которой зависит текучесть пайки. Для хорошей пайки жидкий припой качественно смачивает поверхность, где происходит пайка, а граница его образует острый угол.
Высохший флюс удаляется только при помощи механической зачистки, потому что появился дополнительный сплав. Если капля расплавленного вещества образует тупой угол с поверхностью, то это указывает на неудовлетворительное качество смачивания, которому противодействуют загрязнения, жировые пятна или оксидная плёнка металла.
 Варианты смачиваемости поверхности пайки расплавленным флюсом.
Варианты смачиваемости поверхности пайки расплавленным флюсом.
Температура плавления
Основной критерий выбора качественных сплавов заключается в том, что они должны приходить в жидкое состояние раньше, чем соединяемые структуры, при этом температура плавления припоя существенно отличается от аналогичного показателя другого вида, например, имеющего в составе примеси свинца.
Наличие разных примесей влияет на способность плавиться при одинаковой температуре, например, ПОС-40 расплавляется при достижении 238 0С, но встречаются тугоплавкие припои и для их плавления применяются специальные приспособления.
Классификация припоев
Припои
- по химическому составу сплава, к примеру, фосфорный припой;
- по высоте температуры плавления;
Логично будет рассматривать виды припоев с точки зрения физических свойств получаемого паяного состава. Главный фактор – характеристики металла и сплава – компаньона.
По этому критерию виды различаются следующим образом:
Низкотемпературный или мягкий вид припоя
Всего 450°С – вот предельно допустимый уровень для температуры плавления в данном виде. Эта особенность сказывается на прочности шва соединения, но не самым критическим образом: она немного ниже, чем у твердых припоев.
Тем не менее, свойства соединяемых материалов не меняются во время процесса, так что прочность в итоге получается вполне приемлемая.
Внутри этого вида также есть свои подвиды исходя из химического состава:
- свинцовые и без свинца;
- свинцово-оловянные сплавы;
- специального назначения и с легким плавлением.
Припой для пайки меди.
Оловянно-медные припои состоят на 97% из олова и лишь на 3% из меди. Это очень популярная смесь, да и стоит она совсем недорого.
Оловянно-серебряные припои по своим свойствам прочнее предыдущих, это самые популярные смеси при пайке отопительных систем. Их долевой состав почти такой же: 95% – олово и 5% – серебро.
Маркировка составов для пайки простая и понятная. Возьмем, к примеру, марки ПОС-18, ПОС-30 и так далее. Цифры обозначают процентное содержание в смеси олова. Смесь ПОС-61 – самый подходящий вариант для работы с медью и латунью, а ПОС-30 универсальнее: помимо меди и латуни, он годится для пайки стальных сплавов и железа.



Высокотемпературный или твердый вид припоя
Понятно, что здесь уровень температуры плавления много выше, которая достигает иногда 800°С. Это придает больше прочности швам, она выше, чем при использовании «мягких» припоев.
По химическому составу твердые сплавы разделяются:
- медно-цинковые;
- медно-фосфорные припои;
- чисто медные, без примесей.
Одно из главных правил эффективного применения медного припоя – это его максимальное соответствие металлу, с которым он будет соединяться в процессе пайки. При этом должно выполняться еще одно требование, чтобы температура плавления сплава была ниже, чем у основного металла.
Это необходимо из-за риска повредить структуру детали из-за основного металла в медных, к примеру, трубках с тонкими стенками.
Твердые марки используются там, где нужны соединения попрочнее. В их составе – сплавы твердой пайки марок BCuP, Bag и пр. Именно от долевого состава разных элементов зависит качество и надежность соединения.
Припои твердого типа делятся на:
- тугоплавкие
- легкоплавкие
Медно-цинковые сплавы относятся к достаточно редким, они прекрасно заменяются другими смесями, содержащими бронзу, латунь или цинк.

Разновидности медных фитингов.
Медно фосфорный припой обладает теми же свойствами и функциями, как и дорогой вариант смеси из чистого серебра для пайки заготовок из бронзы, латуни и пр.
Маркировки здесь немного другие: ПМЦ-36, где буква «П» обозначает «припой», «МЦ» – слова «медно – цинковый», а цифра 36 – процентную доля меди в этом составе.
По критериям универсальности и экономической доступности на первом месте, конечно, медно фосфорные припои. Они применяются в самых разных типах работ, хотя и обладает определенным недостатком. Это недостаточная прочность соединения в условиях низких температур.
Самые крепкие и долговечные соединения получаются при использовании специальных многокомпонентных смесей. Такую же прочность дают и медно-цинковые припои. Самым распространенным составом является такой: 92% – медь, 2% – серебро, 6% – фосфор.
Следует отметить, что даже небольшие отклонения от стандартов технологии могут привести к серьезным ситуациям вплоть до аварий.
Второй важный компонент пайки
Как и при выборе паяльного флюса, припой также виляет на результат, долговечность и надежность контакта.
От чего зависит качество и почему это важно
Качество припоя зависит от количества примесей и шлаков. Если производитель нарушает технологию изготовления, то припой получается неудовлетворительного качества. Например, при производстве дешевого припоя, производитель может добавлять примеси для увеличения массы продукта. После пайки таким припоем на контакте остаются микротрещины, которые не смогли расплавиться с оловом. Такой контакт ненадежен априори, и не соответствует стандартам пайки. С течением времени контакт полностью разрушится
Поэтому, так важно читать отзывы о производителе и его продукции, особенно новичкам. Начинающие не могут сразу отличить хороший припой от плохого по причине недостаточного опыта работы
Даже если делать пайку по правилам, с плохим припоем не получится ничего хорошего.
Процесс деградации контакта
Рассмотрим схематично несколько примеров. Хороший контакт блестит и не имеет никаких трещин и разводов.
А если контакт плохо спаян или припой некачественный, на нем сразу же после пайки появляется небольшие разводы. На фото ниже показан припой с большим содержанием примесей.


Это микротрещины, которые со временем начинают окисляться, повышать сопротивление контакта.
По итогу контакт обрывается, образуются видимые трещины по всей поверхности.
Припои, флюсы, паста
Медь как материал, включая ее сплавы, доступна для пайки при низких и высоких температурах. В итоге получается качественное соединение вне зависимости от того, какого вида припой был использован: мягкий или твердый.
Низкотемпературные сплавы обеспечивают стыковку медных труб, когда не затрагивается структура металла. Однако образующееся соединение отличается швом, который обладает низкими механическими характеристиками. В то время как высокотемпературные припои – это безупречная прочность шва, что позволяет эксплуатировать соединенные с его помощью трубы при высоких температурах. Этот вид пайки приводит к отжигу меди, потому необходимо обладать соответствующим опытом, чтобы не допустить пережога металла.
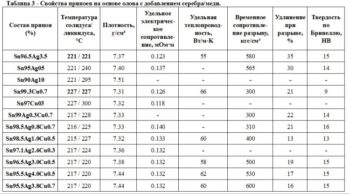
Низкотемпературная пайка медных труб преимущественно находит свое применение при организации систем отопления и водоснабжения. Для этих целей используются низкотемпературные припои, не имеющие в своем составе свинца, которые гарантируют высокое качество работы. К таким металлам относятся сплавы олова с медью, сурьмой, селеном, серебром и висмутом. При этом их состав в основном формируется за счет олова, а содержание других элементов – это лишь около 5% от общей массы.
Лучшими технологическими характеристиками обладают припои, содержащие серебро, например, S-Sn97Ag3 (олово 97%, серебро 3%). Чуть хуже обстоят дела со сплавами, имеющими в своем составе медь, которые также обеспечивают высокое качество соединения. Например, таким припоем является S-Sn97Cu3 (олово 97%, медь 3%). В то же время существуют универсальные сплавы, характеризуемые как оловянно-медные, но они отличаются высокой стоимостью.
Припой S-Sn97Ag3 содержащий 97% олова и 3% серебра
Приведенные в качестве примера припои позволяют получить отличный шов, обеспечивающий возможность длительной эксплуатации того или иного трубопровода. На практике другие сплавы не находят своего применения, так как заявленные характеристики упомянутых выше составов высоки, что в сочетании с относительно невысокой стоимостью делает их недосягаемыми для ближайших конкурентов.
Припой S-Sn97Cu3 содержащий 97% олова и 3% меди
Процесс низкотемпературной пайки осуществляется с применением флюсов, в составе которых имеется хлорид цинка. Выбор того или иного химического вещества не актуален, так как практически все предлагаемые смеси этого вида полностью отвечают существующим требованиям. Например, можно выбрать канифольно-вазелиновую пасту, созданную на основе канифоли, вазелина технического назначения и хлористого цинка. Флюсы такой консистенции отличаются максимальным удобством применения.
Низкотемпературные припои создают условия для образования довольно прочных соединений, поэтому их использование оправданно лишь в тех случаях, когда возникает необходимость сборки отопительных систем, температурный режим эксплуатации которых превышает 110 °C. В той же мере это относится и к организации газопроводов на основе труб из меди.
Нижеприведенная таблица содержит в себе информацию относительно допустимых значений давления в трубопроводах, создаваемых за счет использования медных цилиндрических изделий диаметром от 6 до 28 мм.
В основном высокотемпературная пайка меди производится с использованием припоя L-CuP6, содержащего в себе 94% упомянутого металла и 6% фосфора. Последнее вещество, добавленное в состав сплава, обеспечивает снижение температуры плавления меди, что, собственно, и позволяет применять данную смесь как припой. Но также немалой популярностью пользуется самофлюсующийся сплав L-Ag2P (медь 92%, фосфор 6%, серебро 2%). Специальные составы, содержащие в себе медь и фосфор, позволяют осуществлять пайку металла красно-желтого цвета без флюсов.
Медно-фосфорные припои образуют довольно хрупкие соединения, поэтому их нельзя применять в работе с чугуном, сталью, алюминиевой бронзой и цветными металлами, содержащими более 10% никеля. Если предполагается соединение посредством этих припоев изделий из меди и медных сплавов (бронзы, латуни), необходимо обязательно применять высокотемпературную смесь, обладающую химическим действием.
Вне зависимости от вида пайки желательно использовать согласованные припои и флюс, ориентированные на конкретный тип соединения и выпускаемые одним производителем.
Паста для пайки меди – это то же самое, что и флюс, только в виде загустевшей смеси, которую можно наносить на трубу как до стыковки, так и после нее. Свойства вещества аналогичны характеристикам флюсов. Паста улучшает адгезию припоя, а также препятствует проникновению воздуха в стыковочный шов.
Использование ПОС
Первооткрыватели этого сплава были приятно удивлены, что он превращается в расплавленное состояние при меньшей температуре, а эвтектическая смесь способна играть роль растворителя для добавленного металла. Так и были разработаны самые первые марки припоев ПОС.
Свинцовые варианты
Такие смеси с содержанием свинца, отличаются мягкостью, быстрым расплавлением и лёгкой обработкой, поэтому получили название свинецсодержащие припои. Они вредны, поэтому были запрещены для использования во время спайки элементов электрических приборов по всему миру. Процент содержание кадмия, ртути, а также аналогичных вредоносных компонентов в оборудовании строго регламентировано и проверяется соответствующими организациями.
Тугоплавкие и легкоплавкие
 Припои для пайки подразделяются на тугоплавкие и легкоплавкие. Еще их называют твердые и мягкие. Все виды припоев широко используются в машиностроении, электротехнике, электронике.
Припои для пайки подразделяются на тугоплавкие и легкоплавкие. Еще их называют твердые и мягкие. Все виды припоев широко используются в машиностроении, электротехнике, электронике.
Твердые припои применяют, когда необходимо достичь большой прочности соединения. Наверно, такие соединения можно было бы назвать конструктивными. Температура плавления их достигает 500 ℃ и выше.




Такая температура опасна для большинства компонентов электронных схем, особенно для полупроводниковых приборов и ограничивает их применение, поэтому для пайки используют другие сплавы – легкоплавкие.
Их получают добавлением в олово большего количества свинца. Все легкоплавкие припои имеют температуру плавления около 200 – 240 ℃.
Сортамент
Для пайки выпускается серебряный припой проволока диаметром от 0,15 мм. Максимальная толщина расходного материала 6 мм. Шаг в размерах до 0,4 мм составляет 0,05 мм, от 0,6 мм до 2 мм разница в сечении стоящих рядом прутков 0,2 мм. Наибольшие размеры 4 – 6 мм идут целым числом.
Ограничение по минимальному сечению имеет проволока серебряная с содержанием свинца и сурьмы более 50%. Цифра берется суммарная, если оба вещества имеются в составе. Припой выпускается от размера 0,5 мм.
Серебряный припой выпускается в не отожженном виде. Отжиг может производиться для проволоки диаметром от 2 мм и более по договоренности с заказчиком. На технические характеристики пайки термообработка не влияет. Пруток становится мягче, пластичнее, лучше укладывается плотными рядами при намотке на катушку.
Припой ПСр до 0,5 мм наматывается на катушки. Свыше этого сечения сматывается в мотки. Максимальный вес упаковки проволоки 6 мм – кг. Намотка должна состоять из одного цельного куска без спайки и соединений другими способами.
Для бытового использования продаются катушки с массой проволоки:
- 200 гр до Ф 0,35 мм;
- 300 гр до Ф 0,60 мм;
- 500 гр весит прокат диаметром 0,8 мм;
- до диаметра 1,6 мм вес припоя в мотке 1600 гр.
Любители используют в основном припой малого диаметра. 200 – 300 гр расходного материала достаточно, чтобы несколько лет паять и лудить дома платы и ювелирные изделия. Большие мотки подходят для производственных работ.
Полосы для пайки выпускаются толщиной от 0,1 мм до 5 мм. Ширина материала 5 – 200 мм. Длин может быть нормированной и свободной. В пачки собирают полосы одного размера.





