
Фреза с опорным подшипником
Самым элементарным и компактным устройством, задающим положение машины, становится сама фреза, если она дополнена миниатюрным шариковым подшипником. Он располагается под или над режущими ножами и соответственно опирается на верхний или на нижний край кромки. С помощью такой оснастки получают фасонные кромки или нарезают пазы под соединение, окантовку, уплотнитель и т. д.
К достоинствам метода отнесем необременительность подготовительных операций (нужно настроить только вертикальное положение) и возможность точной обработки скругленных и криволинейных кромок (типичный пример — столешница). Недостатки вытекают из достоинств — сделать кривое ровным не удастся.
Обработка деревянных деталей
 Первое чему нужно научиться — правильно выставлять глубину фрезерования. Для этого необходимо установить нулевую точку. Жёстко установить ее невозможно, потому что при каждой смене фрезы она меняется. Нулевая точка — такое положение инструмента, когда конец фрезы касается материала и фиксируется специальным устройством, которое называется фиксатор.
Первое чему нужно научиться — правильно выставлять глубину фрезерования. Для этого необходимо установить нулевую точку. Жёстко установить ее невозможно, потому что при каждой смене фрезы она меняется. Нулевая точка — такое положение инструмента, когда конец фрезы касается материала и фиксируется специальным устройством, которое называется фиксатор.
Необходимо обратить внимание на то, что каждый фрезер имеет различное положение при фиксировании. Для контроля глубины погружения режущего инструмента в тело материала используется упорный штифт с нанесённой шкалой грубой настройки

При фрезеровании торцевой фрезой сила противодействия от силы резания уводит фрезер в сторону. Чтобы этого не случилось, нужно использовать параллельный упор. Процесс фрезерования выглядит следующим образом. Установить фрезу по разметочной линии, зафиксировать положение упора специальным винтом. Выставить глубину фрезерования и включить машину. Если параллельный упор установлен с левой стороны, тянуть фрезер нужно на себя, когда с правой стороны — от себя.
Для того чтобы выбрать четверть на брусе, нужно установить режущую кромку фрезы по самому краю, зафиксировать, установить глубину четверти, включить фрезер и тянуть его на себя (если упор на левой грани бруса). Фрезерование поверхности узких брусков имеет свою особенность. Проблема заключается в том, что на узкой стороне заготовки фрезер удержать очень трудно. Если он качнётся во время работы, паз получится неточный.
Работа ручным фрезером способна заменить работу строгального станка. Для этого понадобятся несколько приспособлений к фрезерному механизму. Выглядит он следующим образом: на две одинакового размера рейки закрепить фрезерный механизм и использовать его как строгальный станок, где вместо вала установлена фреза большого диаметра.
Как выбрать мощность силового привода фрезерного станка по дереву для домашней мастерской
Согласно рекомендациям специалистов для запланированного фрезера лучше применять силовой аппарата минимальной мощностью 1,4 – 1,6 кВт. Если намечается реализация солидных объёмов работ, данный показатель развивается на 20-25%.
Мощное оборудование будет работать без излишней нагрузки, снизится вероятность поломок, и возрастёт его эксплуатационный срок. Также на таком станке можно поставить крупные фрезы.
Число оборотов
В подборе двигателя важно учитывать и параметр его оборотов – частоту вращения. Она должна находиться в спектре от 10 000 до 35 000 об/мин
Если увеличивается диаметр фрезы, развивается и угловая динамика. При преодолении определённого лимита из-за силы трения кардинально повышается температура обработки, и заготовка покрывается тёмными пятнами или даже воспламеняется.
Питание
Для двигателя оно должно быть подходящим, как в примере с трёхфазным аппаратом. Если используется мотор от какого-либо инструмента, рассчитанного работать от бытовой сети, тогда проблем в работе станке не должно возникать.

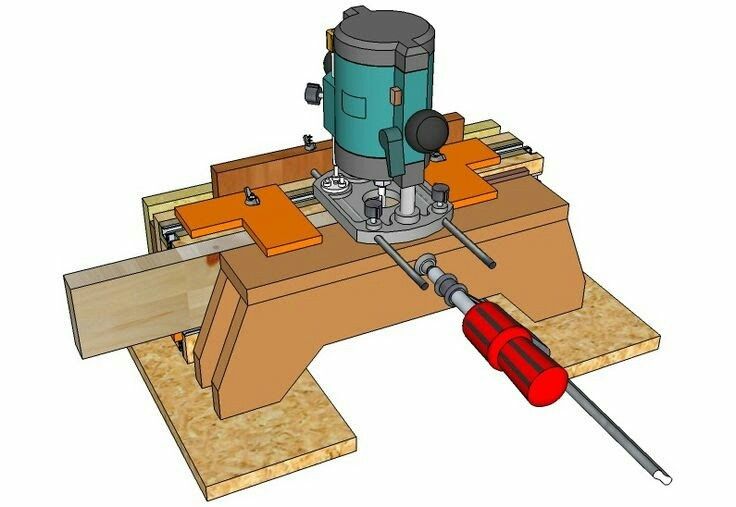
Выборка пазов и четвертей
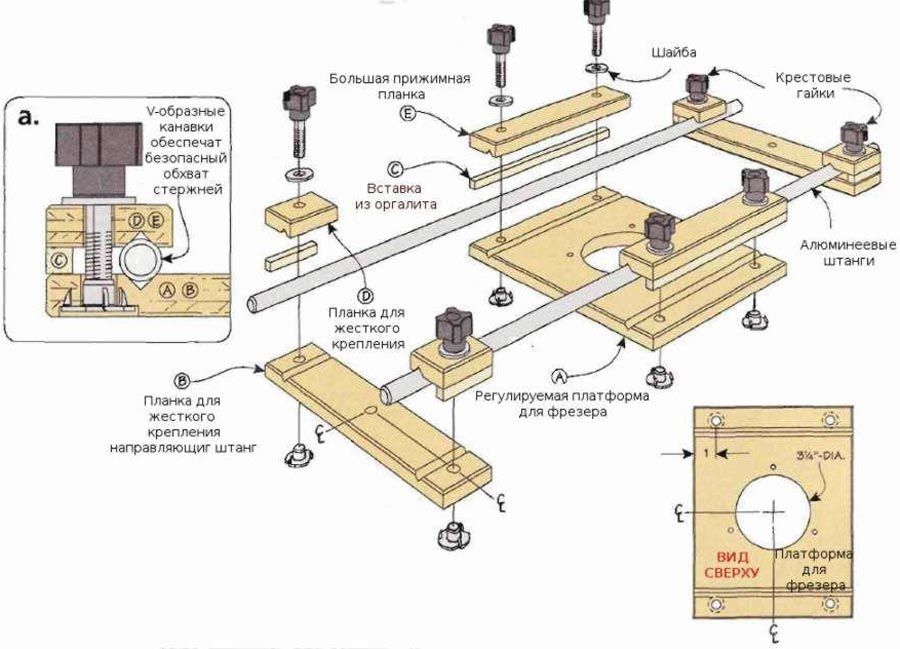
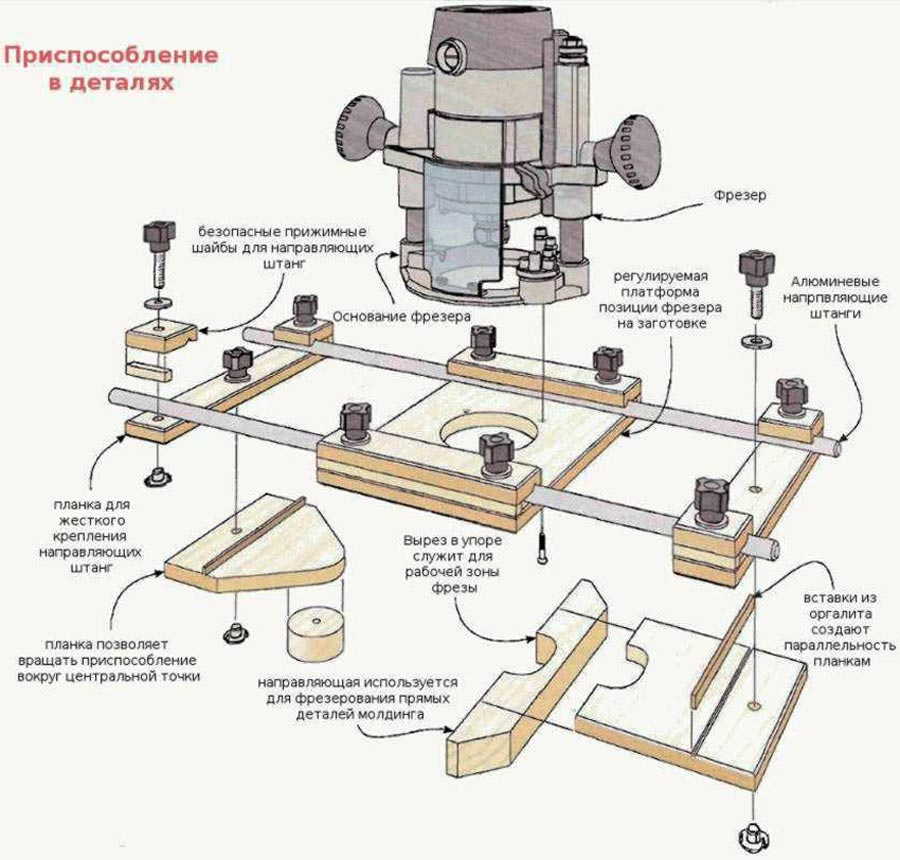
Чтобы выбрать паз на пласти заготовки или ее кромке (торце), можно использовать параллельный упор, как и при врезке дверных замков. Но можно изготовить и специальное приспособление, облегчающее процесс, если требуется выбрать пазы в большом количестве одинаковых деталей из дерева. Как выглядит приспособление для выборки пазов, показано на следующем рисунке.
Настраивается данное приспособление просто:
- агрегат устанавливается на площадку приспособления;
- вся конструкция накладывается на заготовку;
- с помощью параллельных направляющих прямая пазовая фреза центрируется относительно разметки на заготовке;
- после настройки глубины погружения оснастки (обычно требуется несколько проходов) происходит изготовление пазов.
Чтобы выбрать четверть в деревянной заготовке, используют пазовую фрезу с подшипником.
В качестве направляющей для оснастки служит кромка (торец) заготовки. Инструмент зажимается в цанге агрегата, после чего устанавливается высота погружения и проводится выборка четверти обычным способом.







Выбор четверти – это не единственная функция данной оснастки. С ее помощью можно выбрать паз вдоль кромки заготовки и сделать шпунтованную доску. Глубина паза регулируется сменой упорных подшипников различного диаметра.
Другие приспособления
Циркулярные
Среди других приспособлений для фрезера по дереву особое место занимают циркулярные. Все круглые и овальные разрезы выполняются с их помощью. Циркуль представляет собой штангу со штифтом. Простое смещение штанги изменяет размер круга. Для отверстий малого радиуса, например, для врезки петель, циркульная конструкция крепится непосредственно на основание фрезерного станка.
Фрезер для вырезания кругов можно усовершенствовать под выпиливание овалов. Его можно сделать своими руками. Потребуется база, в которой для закрепления заготовок используются винты или присоски; башмаки, штанги для монтажа и кронштейн для фиксации конструктива с инструментом. Круглые проемы вырезаются, когда задействован один башмак, введение в приспособление второго дает возможность прорезать овальные отверстия.
Для изготовления пазов на узких поверхностях
Для изготовления такого варианта, конечно, можно некоторое время развлекаться с дрелью и долотом, и можно даже вырезать достаточно точное отверстие. Но сколько же времени будет потрачено впустую. Фрезер справится с этой задачей быстрее и четче. Но для это нужны определенные аксессуары.
Состоять они могут из круглой или прямоугольной пластинки, закрепленной на основании инструмента.
Два штыря на пластине обеспечат ровный ход инструмента
Оси штырей располагаются на линии фрезы, при таком условии паз будет сделан в центре детали, вне зависимости от толщины.
При выполнении распила важно контролировать плотное прижатие штырей к заготовке с обеих сторон. Аналогичного результата можно добиться, используя два параллельных упора
Реальной является даже задача с одним параллельным упором, но заготовка должна быть закреплена между двух поверхностей.
Если мастер постоянно имеет дело с распилами на узких поверхностях, можно сделать стол из двух частей, которые дадут возможность зажать материал между ними.
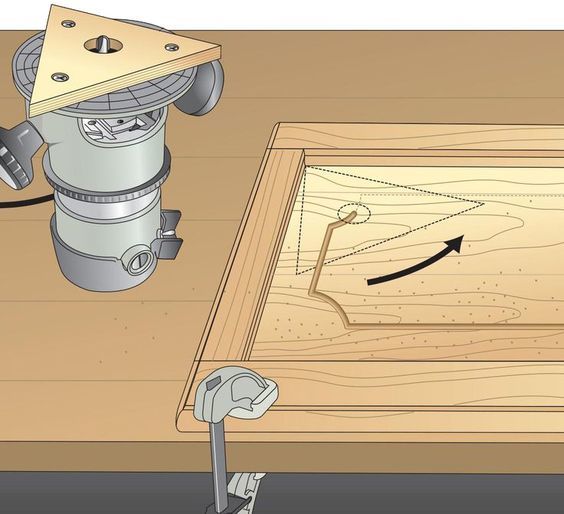
Универсальное применение копировального кольца дает возможность защитить шаблон от режущей кромки.
Ручная фреза с копировальным кольцом поможет заменить, например, столярные инструменты, применяемые при установке дверных петель, и сократить время, которое неминуемо будет затрачено, если у работника нет необходимых навыков работы с ними.
Для работ по установке дверных петель, например, изготавливается шаблон из куска дощечки. Это дополнительные временные затраты, которые затем с лихвой окупаются – пазы будут готовы за несколько секунд. Нередко можно встретить совет купить готовые шаблоны для фрезера. И это разумно, поскольку они есть в продаже и предназначены для однотипной, распространенной деятельности – например, установки дверных петель или при изготовлении мебели, где требуется несколько однотипных деталей.
Крепежные, прижимные устройства могут использоваться как универсальные, так и рассчитанные на применение определенного вида техники. Их типы вариабельны – в виде колодки, башмака с пружиной или стальных пластин.
Зажимные отличаются тем, что остаются неподвижными в процессе обработки заготовки, однако они тоже разнообразны и достаточно сложны в изготовлении. Поэтому несмотря на обилие чертежей для умельцев, их предпочитают покупать в уже готовом виде, фабричного изготовления. Там хорошая балансировка самоторможения, привод бывает ручной, гидравлический или пневматически, качественный металл. Проще приобрести уже готовое устройство и модернизировать его под собственные нужды.
Для обработки тел вращения
Тоже есть специальные, готовые приспособления. Однако изготовители профессиональных инструментов не всегда в состоянии предугадать, какие у народных умельцев могут возникнуть надобности.
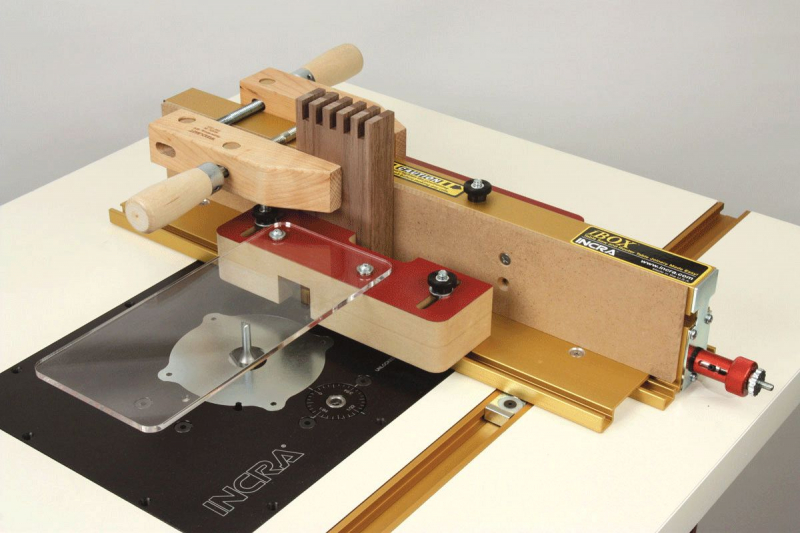
Для фрезерования шипов
Для резки шипов используются специальные приспособления. В советах специалистов всегда есть отсылка на промышленные устройства. В них может быть сразу несколько функций – например, выполнение профиля для глухого и сквозного ласточкина хвоста и сквозного соединения с прямым шипом. Здесь огромное значение имеет точная траектория фрезы, качественный шаблон и копировальное кольцо.
Валы с сечением в форме цилиндра
Цилиндрическая конструкция дает возможность удерживать равновесие по всей длине, не допуская провисающих элементов из-за веса, который имеет шипорезная каретка. Данный вид направляющих получил еще название линейных опорных валов. Имеют точную фиксацию вдоль корпуса механизма благодаря резьбовым отверстиям. Такие направляющие позволяют передвигать каретки с большим весом, не допуская провисания.









Недостатки, связанные с цилиндрическими валами станков:
- Недолгий период эксплуатации.
- Значительный показатель люфта стержней.
Если в линейных подшипниках в равной степени взаимодействуют с нагрузками разных направляющих векторов, то на валах с цилиндрическим сечением шипорезная каретка не настолько устойчива.
Это является следствием закрытой втульной поверхности, которой не обладает шипорезная каретка. А посему необходимо учитывать тот факт, что аппаратная часть с ЧПУ будет функционировать менее устойчиво, чем похожий станок, используя обыкновенные круглые рельсовые движители.
Современные цилиндрические рельсы производятся и известными компаниями, и небольшими кустарями. Это влияет на стоимость аппарата и его технические составляющие. Случается, что каретки и рельсы одного производителя не соответствуют общим стандартам.
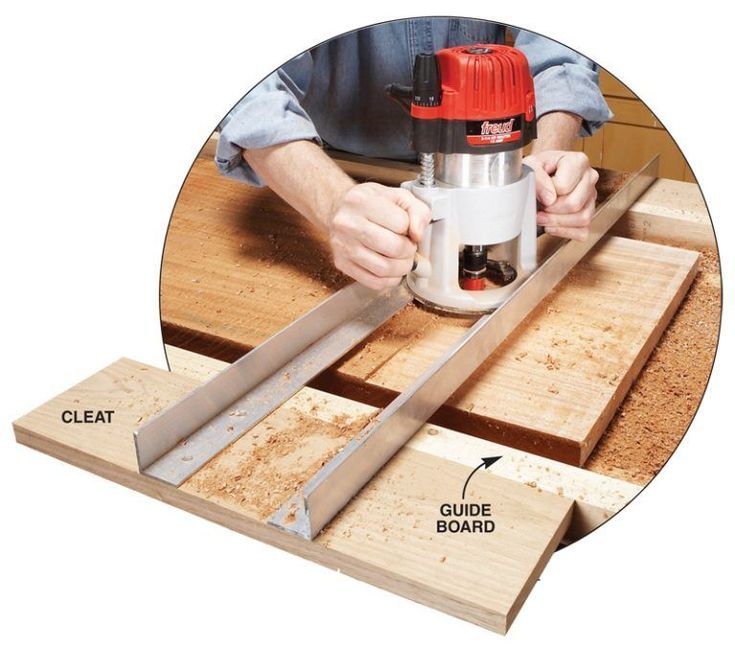
Направляющая шина
Для прорезания дерева необходимо точно контролировать расположение фрезера в пространстве. С использованием направляющей шины можно обеспечить прямолинейную траекторию движения инструмента.
В качестве характерных черт этого устройства выделяются следующие моменты:
- Направляющие для ручного фрезера можно расположить под удобным углом на прорезаемой поверхности. Это устройство помогает проработать необходимый график перемещения устройства по горизонтальной поверхности в любую сторону.
- Иногда появляется необходимость проделать отверстия в фанере таким образом, чтобы они располагались на определённом промежутке друг от друга. Для создания дырок с нужными параметрами в приспособление и включаются дополнительные детали.
- Для удержания инструмента в одном положении применяют специальные зажимы, продающиеся в наборе с устройством. Если таковых не имеется, их заменяют струбцинами.
- Отдельные модели моно купить совместно с адаптером для фрезеровочного стола.
Для создания направляющей шины своими руками применяют длинный брус, закреплённый на болванках с использованием струбцин. Для комфортного применения приспособление дополняют боковыми упорами.
В отдельных ситуациях использовать это устройство для фрезера, сделанное своими руками, не комфортно. В этом случае, выбирают второй вариант самодельного приспособления. Направляющая шина будет состоять из листа фанеры и двух досок, закреплённых на нём в параллельном положении. Её применение особенно удобно тогда, когда для прорезания берутся фрезы одинакового размера. Наличие двух досок позволяет создать точное и устойчивое приспособление.
Если же применяются фрезы разного размера, то вид направляющей шины немного меняется. Для закрепления шаблона в ней берётся откидная доска, присоединяемая на петли. После надёжного фиксирования шаблона доска откидывается и начинается работу с фрезами разного размера.
Струбцины же позволят надёжно закрепить оснастку. Во время кручения фрезер сможет крепко прижаться к подготовленному материалу, что обеспечит большую точность резки.
Что можно делать ручным фрезером с разными фрезами
Краткий обзор фрез даст полное понимание того, что можно делать ручным фрезером по дереву и как его можно использовать в домашних условиях и столярной мастерской. Из основных видов часто используемых в работе с деревом можно выделить пазовые, кромочные и комбинированные фрезы.
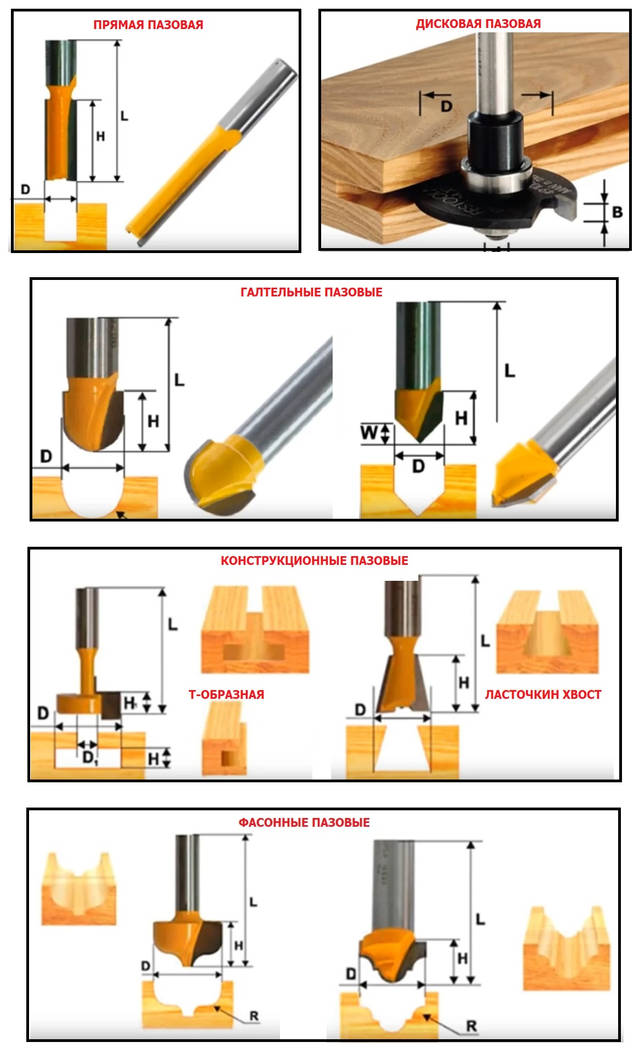
Виды пазовых фрез и их назначение
Как понятно из названия, с помощью пазовых фрез можно сделать ручным фрезером пазы. А также использовать для нанесения декоративной фрезеровки на лицевые части мебели.
- Прямая пазовая. Простая цилиндрическая форма позволяет делать прямоугольный паз, ширина паза определяется диаметром фрезы. Подходит для рейсмусования.
- Дисковая пазовая. Ширина и толщина диска определяет глубину и ширину паза, который можно сделать ручным фрезером. Также используется для рейсмусования заготовок.
- Галтельная пазовая. В зависимости от формы фрезы, закругленной или V-образной, можно сделать ручным фрезером по дереву закругленный или треугольный паз разной ширины.
- Конструкционная пазовая. Обеспечивает более прочное и стабильное столярное соединение, Т-образное или «ласточкин хвост» в зависимости от формы фрезы.
- Фасонная пазовая. Используется для декоративного оформления фасадов и других лицевых заготовок.
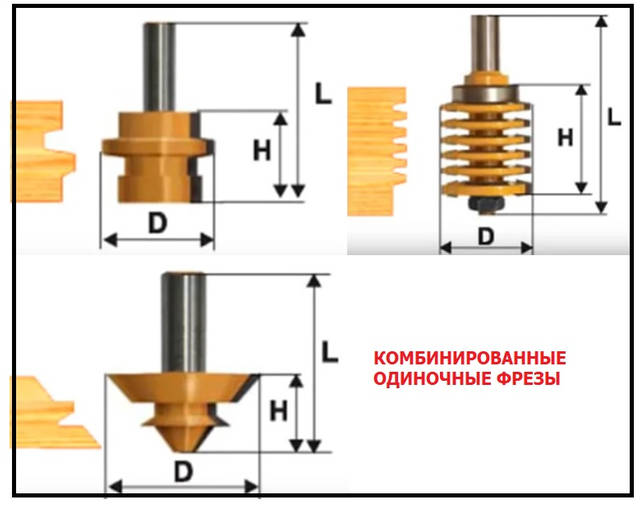
Виды комбинированных фрез и их назначение
Для того чтобы сделать фрезером по дереву соединение «шип-паз» может понадобиться сразу две фрезы, которые в комплекте называются «комбинированные». Есть также вариант сделать «шип-паз» с использованием одной фрезы, путем сдвигания одной заготовки относительно другой на ширину шипа и паза.
Одиночные комбинированные фрезы позволяют нарастить длину заготовки из коротких остатков путем переворачивания одной детали относительно другой (чтобы соединение «шип-паз» сошелся).
Двойные комбинированные шипо-пазовые фрезы используются для изготовления вагонки из дерева и других облицовочных панелей с указанным столярным соединением. В комплекте идет сразу пара разных позиций, следует быть внимательным при использовании. Одни виды предполагают переворачивание заготовки, другие – работу в одной плоскости, чтобы соединение сошлось.
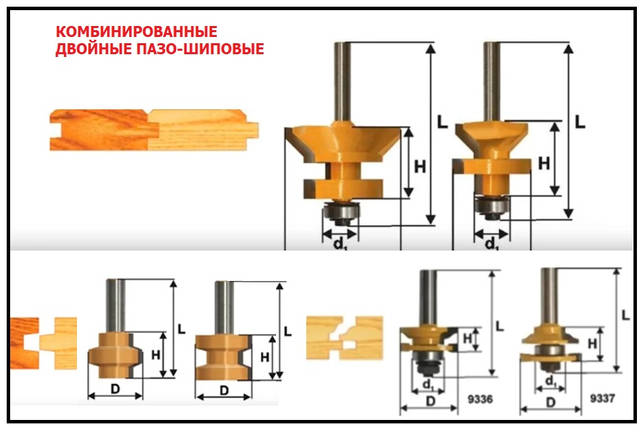
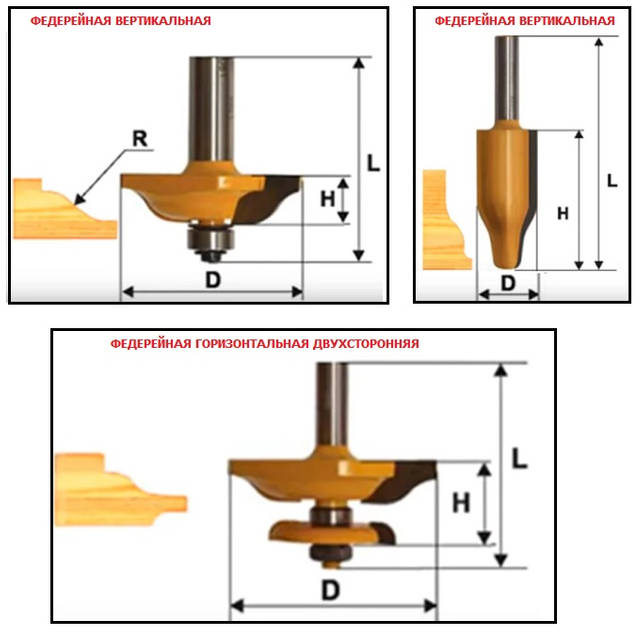
Федерейные комбинированные фрезы предназначены для декоративного оформления фасадной части мебели. С помощью федерейной горизонтальной фрезы можно сделать фрезером рельеф по плоскости фасада, а вертикальной – оформить цоколь (плинтус) по высоте. Двухсторонняя горизонтальная фреза позволяет сделать декоративную резьбу для последующей сборки в паз филенкой.
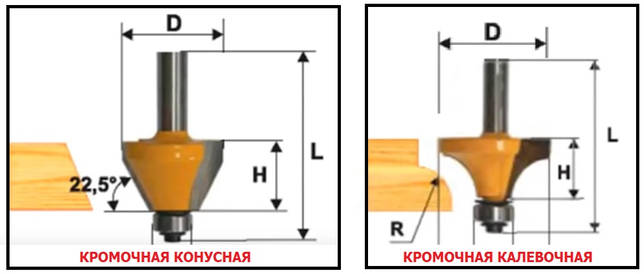
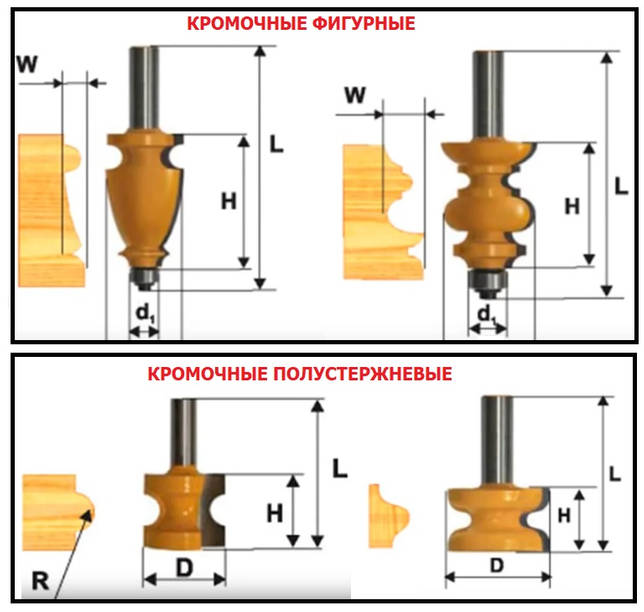
Виды кромочных фрез и их назначение
С помощью кромочных фрез можно делать фрезером любые фаски на торцах заготовок. Как правило, этот вид фрез практически всегда оснащен подшипником по верхней или нижней части фрезы. Это дополнение помогает четко и ровно работать по шаблону и прогонять базу заготовки по любым радиусам и изгибам, с обрезкой.
Кромочные обгонные фрезы используются для снятия кромки под прямым углом. С их помощью можно делать фрезером деревянные заготовки для последующего склеивания в единый мебельный щит.
Кромочные фальцевые фрезы используются для выборки паза прямоугольной или квадратной формы, подходит для рейсмусования заготовок.
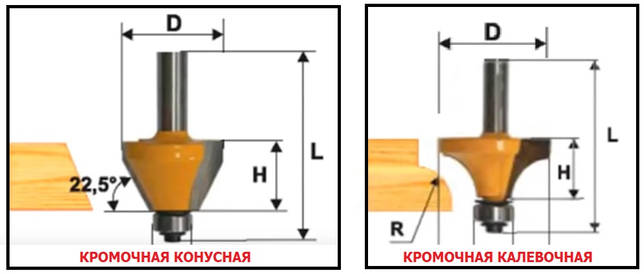
Кромочные калевочные и конусные фрезы предназначены для снятия фаски с полукруглым или скошенным краем на заготовках. Калевочная позволяет оформлять фаску как со «ступенькой», так и без нее, в зависимости от положения фрезера.








Кромочные фигурные и полустержневые фрезы помогают красиво оформить торец заготовки по всей толщине, с захватом нижней части. Работать с ними можно с мощностью фрезера от 1600Вт.
Также виды фрез по дереву подразделяют и по другим признакам, более подробно можно узнать из видео.
Чтобы не было прожогов на заготовках, а также чтобы сильно не перегружать мотор фрезера малой и средней мощности, не пытайтесь достигнуть желаемого эффекта за один проход. Лучше пройтись несколько раз по заготовке, чтобы достичь аккуратного и чистого реза на торце.
С помощью дополнительных приспособлений, фиксации инструмента на верстаке или подвижной каретке в вертикальном и горизонтальном положении, можно делать фрезером вручную действительно оригинальные и красивые предметы декора, отделки и мебельной обстановки.
Копировальная втулка и смещение фрезы, простая формула.
Главное на что обращает внимание копировальная втулка это, что рез фрезой проходит на определенном расстоянии от внешнего края копировальной втулки. Это расстояние зависит от диаметра втулки и диаметра фрезы и называется «смещение»
С некоторыми стандартными панелями, например узор на кухонных рабочих поверхностях, вам не придется беспокоиться о расчете смещения; вы просто используете приспособление с готовыми размерами для фрезера, фрезы и копировальной втулки. При использовании собственных шаблонов, смещение должно быть рассчитано и учтено в конструкции. Рассмотрим простую формулу для расчета смещения, если своими словами, то: (наружный диаметр направляющей втулки — диаметр фрезы)/2. Например, копировальная втулка имеет диаметр 30 мм, а фреза диаметр 10 мм, тогда получаем смещение по формуле (30-10)/2 = 10 мм. Если вы до сих пор не поняли, то самый простой способ понять это, установите фрезу и копировальную втулку на ваш фрезер, сделайте прямолинейный рез по прямолинейному краю рейки и измерьте расстояние от края реза до прямолинейного края рейки. На рисунке показана Диаграмма, иллюстрирующая приведенный расчет выше.
Фреза твердосплавная – компонент станочной продукции
Твердосплавные фрезы: область использования, конструктивные особенности
Всем нам время от времени требуется произвести какие-либо работы, связанные с обработкой металла. Особенно это касается собственников загородных домов и дач. Для изготовления отверстий в металлических деталях и обработки металлических поверхностей используются сверла и фрезы из твердых сплавов.
Твердосплавные фрезы применяют в большинстве случаев для обработки различных пазовых отверстий, а также при работе с металлическими изделиями. При этом такие изделия концевой разновидности являются неотъемлемой частью самих станков. Поражает широкий ассортимент всевозможных фрез, которые отличаются своей конструкцией, размерами и областью их применения.
Нужно отметить, что при выборе изделия следует знать, для чего компонент будет использоваться в будущем. Так, например, концевые твердосплавные пластины подвергают обработке поверхности перпендикулярного типа; угловые – обрабатывают изделия наклонного типа и т.д.
Широкое разнообразие твердосплавных фрез
Все твердосплавные фрезы имеют высокую степень надежности и устойчивости к механическим факторам. Преимущественно для их изготовления используют материалы с преобладанием вольфрама, благодаря которым можно обрабатывать твердые и жаростойкие поверхности.
Основные параметры, по которым различаются фрезы:
- форма;
- диаметр;
- размеры;
- конструкция.
Управление станком
Как устроена управляющая программа?
Она представляет из себя текстовый txt-файл, где каждая строка задаёт новое перемещение фрезы по оси X, Y или Z. А инструмент в свою очередь переходит из одной точки в другую.
Управляющая программа задаёт не только координаты движения фрезы, но и команды для шпинделя — раскрутить или остановить, а также, скорость движения инструмента и вращения шпинделя.
Из совокупности этих программ формируется G-код.
Он передаётся на контроллер, который отвечает за дальнейшие действия станка. Существует огромное множество систем управления станком — DSP-контроллеры, NC Studio, Mach3, Moriseiki, Syntec, Weyhong, Fanuc, HAAS, Seikos, Heidenhain и др.
Программное обеспечение
Как правило, векторный чертёж для фрезеровки создаётся в Vectric Aspire. Но есть и другие программы, например, ArtCAM, Vcarve, SheetCAM и многие другие.
Выбор программного обеспечения зависит в том числе и от того, какую вы хотите делать фрезеровку. Она бывает контурной и 3d, рассмотрим их особенности.
Правила работы ручным фрезерным инструментом
Научиться пользоваться фрезером по дереву совсем не сложно. Даже без опыта работы сделать первый рез начинающим мастерам будет намного проще, если правильно выполнять все правила. Прежде всего, необходимо обеспечить выполнение правил техники безопасности – работу нельзя начинать без защитных очков или еще лучше лицевой защитной маски.
Второе правило требует, чтобы все фрезерные работы выполнять только острым инструментом. Тупая режущая кромка будет рвать волокна, или шлифовать поверхность, оставляя после себя обугленные места.
Ну и конечно, третье правило – при работе обрабатываемая деталь должна жестко фиксироваться к верстаку. Ну а если работа проводится на фрезерном станке, сам фрезер должен иметь жесткое крепление.
Со временем если регулярно работать фрезером по дереву появится и опыт, и сноровка. Выработаются и особые приемы работы с инструментом. А вот для начинающих общий алгоритм действий может быть таким:








- Перед началом работ проводится осмотр инструмента и подготовка рабочего места;
- Подбирается подходящая фреза и закрепляется в цанге;
- Устанавливается скорость вращения и глубина фрезерования;
- Заготовка закрепляется на верстаке;
- Проверяется правильность настройки фрезера;
- Одеваются очки;
- Фрезер включается в сеть.
- Начинается процесс фрезерования.
Регулировка скорости вращения
Качество работы во многом зависит от того насколько правильно выбрана скорость вращения рабочего вала с цанговым патроном. Дело в том, что при высоких скоростях для фрез большого диаметра, например, диаметром 22-44 мм заметно увеличивается вибрация. А если учесть что при работе с твердыми породами дерева еще увеличивается и сопротивление материала, то удержать в руках машину будет весьма непросто.
Поэтому работа ручным фрезером по дереву предусматривает еще и правильно выбранную скорость вращения цанги. При работе рекомендуется использовать такие настройки инструмента:
- Для фрез с диаметром хвостовика 4-10 мм рекомендуется устанавливать скорость равную 5-7 единиц на регуляторе скоростей;
- Для фрез среднего диаметра – 12-20 мм – показатели 3-4 единицы;
- Для больших фрез 22-44 мм – скорость рекомендуется установить на показателе 1-2 единицы.
Для твердых пород стоит придерживаться этого режима скоростей вращения цангового патрона, а вот для мягких пород коридор можно расширить, увеличив верхнюю границу на 1-2 пункта.
Фиксация фрезы
Установка фрезы осуществляется при выдернутом из сети шнуре электропитания. Хвостовик вставляется в патрон до проточенной отметки или до упора.
Перед зажимом цангового патрона блокируется фиксатором вал (стоит сказать, что у разных машин он разный, в некоторых для этого есть отдельный рычаг, для других специальный ключ), и только после этого делается окончательный зажим цанги так, чтобы фреза прочно зафиксировалась.
Регулировка глубины фрезерования
Регулировка глубины фрезерования у разных моделей ручных фрезеров имеет свои особенности, в одних эту функцию выполняет регулировочный винт, в других это делается при помощи ограничителей на штанге, третьи модели используют револьверную подставку. Все эти приспособления дают возможность обеспечить выбор необходимой глубины фрезерования для работы.
Необходимость такой регулировки вызвана тем, что для фрезерования глубоких пазов, например, для установки дверного замка, для уменьшения нагрузки на двигатель удобнее сделать несколько проходов глубиной по 4-5 мм, чем сразу делать фрезерование на полную глубину механизма.
Пошаговая инструкция
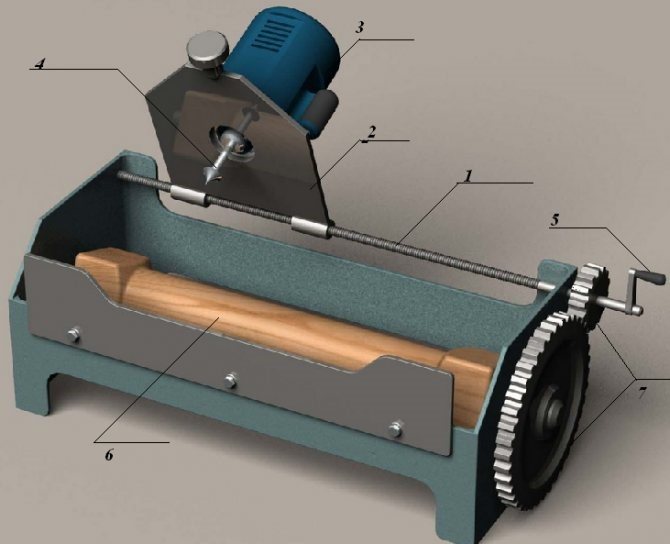
Итак, перейдём непосредственно к рассмотрению инструкции по изготовлению вышеупомянутого приспособления.
Сначала следует измерить штангенциркулем расстояние остаточного типа на болтовой шляпке относительно устанавливаемого подшипника. Если мы говорим о болте типа М8, то размер шляпной окружности в данном случае будет составлять 1,27-1,3 см. Диаметр черенка – около 1,16 см, что даёт возможность легко зажать его в подавляющем большинстве патронов современных дрелей.
Шляпку следует сработать под подшипниковый диаметр. Именно данная область болта будет представлять рабочую часть фрезы.
Для разметки лучше применить контрастный маркер потоньше, главное, чтобы отметки, что будут им наноситься, были легко различимы на металле. Теперь наносим разметку заусовки фрезы. Данное решение позволит ей без особых усилий избавляться от стружек.
После этого производим зажимание болта в тисках. Применяя круг отрезного типа, создаём болгаркой прорези на шляпке.
Производим замер подшипникового диаметра. Для сработки шляпки болта с гранёной поверхностью до окружности следует трансформировать дрель в токарный станок. Для этого необходимо зажать её в тиски, после чего крепко прикрепить болт в патроне чётко по центру.
Теперь следует зафиксировать клавишу дрели на постоянном режиме работы, после чего можно начинать обработку болтовой шляпки. Данный процесс требуется контролировать на всех этапах его проведения, чтобы не позволить центру болта сместиться, что может стать причиной нарушения равномерности срабатываемых зубьев.
После этого следует установить на болгарку абразивный диск для шлифовки и обработать грани по окружности. Торцевую область фрезы стоит также немного убрать, оставив лишь небольшую остроту по центру. Данный элемент имеет большое значение, ведь такой тип фрез при работе сначала будет находить центр, и только потом будет осуществляться срабатывание материала ободками и кромками режущего типа
Тут можно всё осторожно доработать при помощи напильника, чтобы случайно не срезать больше, чем нужно в процессе стачивания.
Сама фреза будет практически готова. Остаётся только дать требуемую форму режущим кромкам, после чего немного их заточить.
Для большей эффективности нелишним будет сделать самый простой прижим для запрессовывания. Поэтому инструкцию по его созданию тоже требуется рассмотреть.
- Данное приспособление также делается из болта типа М8 и шайбы, подходящей по диаметру. Болт следует выставить вертикально на поверхность, выполненную из металла, таким образом, чтобы был обеспечен требуемый контакт для электрической сварки. Шайбу нужно установить по центру болтовой шляпки. Для облегчения такой работы можно воспользоваться плоскогубцами. После этого центральную часть потребуется обработать при помощи электрода, чтобы заполнить область внутренней дырки шайбы.
- Теперь необходимо зажать прижим, который получился в результате вышеупомянутых действий в тисках, а потом произвести его зачистку при помощи болгарки. По его тыльной части можно пройтись при помощи специальной насадки-щётки для дрели.
- На финальном этапе остаётся только установить готовое приспособление в патрон сверлильного станка вертикального характера, после чего потребуется произвести запрессовку подшипника в дереве. Подобный нехитрый «гаджет» избавит от целого ряда неудобств при использовании самодельной фрезы.
В таком случае алгоритм её создания будет таким:
- заготовкой в данном случае будет служить отрезок трубы с длиной около 20 сантиметров;
- со стороны, где будет располагаться в будущем кромка режущего типа (где-то на расстоянии 2 см от её предполагаемого нахождения), с двух сторон трубы следует сделать проточки, имеющие форму овала;
- самой же будущей режущей части фрезы потребуется придать форму конуса – её стачивают под углом примерно в 2-3 градуса;
- при зажатии заготовки в тисках на её торцевой области следует произвести надрез крестообразного типа – сделать его можно при помощи углошлифовальной машины;
- со стороны режущей части на заготовке нужно проделать пазы – прямо до овальных дырок, проделанных ранее.
Типы самодельных фрез для обработки древесины
Конусные фрезы, обработка при помощи которых осуществляется на средних и высоких оборотах, используются для того, чтобы снимать лишний слой дерева с торцевых элементов заготовки. Оптимальным вариантом самостоятельного изготовления инструмента данного типа является фреза из сверла.Такая фреза из сверла изготавливается в домашних условиях следующим образом: инструмент обрезается ближе к его хвостовику (от половины до четверти его длины), затем каждая режущая кромка обрезанного сверла стачивается на величину 1/2 – 1/3 его диаметра. Если режущие кромки сточить на большую величину, то не только оголится его тело, но он также утратит свои режущие свойства. Восстановить своими руками режущие кромки самодельных фрез по дереву, которые имеют спиралевидную форму, сложно.

Из сверла можно делать фрезы с различными рабочими головками
Фреза по дереву торцевого типа может быть изготовлена и из тонкостенной трубки. Как сделать фрезу из такой заготовки? Следует придерживаться следующих рекомендаций.
- В качестве заготовки берется отрезок трубы, длина которого составляет 15–20 см.
- Со стороны будущей режущей кромки (на расстоянии 2–3 см от нее) с двух сторон трубы выполняются проточки овальной формы.
- Будущей режущей части фрезы по дереву придается конусная форма, ее стачивают под углом 2–3°.
- Зажав заготовку в тисках, на ее торцевой части выполняют крестообразный надрез, для чего используется угловая шлифовальная машина.
- Со стороны режущей части на заготовке прорезаются пазы – вплоть до овальных отверстий.

Самодельные трубчатые фрезы
Используя самодельную торцевую фрезу, изготовленную из тонкостенной трубки, можно создавать в изделиях из дерева глухие или сквозные отверстия. При этом внутреннюю поверхность глухих отверстий необходимо дорабатывать с помощью стамески.








Многих домашних мастеров интересует вопрос о том, как сделать конусную фрезу большого диаметра своими руками. Следует иметь в виду, что изготовить такой инструмент для обработки дерева непросто, для этого надо использовать специальные заготовки и сложное металлорежущее оборудование.
Выбор скорости вращения
Качество обработки поверхности дерева зависит от быстроты вращения фрезера. Ровная и идеально гладкая поверхность получается при большей скорости работы фрезера. Новичку следует начинать с небольших оборотов, потому что при фрезеровке дерева необходимо применять определенную силу, направлять фрезер в нужном направлении и надежно удерживать в руках. Освоив инструмент, можно переходить на большую скорость. Настройка скорости фрезера зависит от обрабатываемого дерева, глубины обрабатывания и диаметра фрезы. Она может составлять от 7000 до 24000 оборотов в минуту. В корпусе фрезера находится специальная ручка для регулировки скорости. Минимальная скорость применяется при фрезеровке большой глубины или гравировке фрезой большого диаметра.
Если резьба осуществляется вдоль волокна деревянной заготовки, останавливается средняя быстрота оборотов. Поперечная резьба требует максимальной скорости, чтобы избежать скалывания края деревянного изделия. Одновременно нужно уменьшить быстроту перемещения инструмента, так как быстрота оборотов взаимозависима от быстроты перемещения. Разные виды дерева требуют разного подхода к обработке. Твердые породы, такие как дуб, орех или бук нужно фрезеровать с минимальной скоростью перемещения фрезера. Мягкие породы дерева, такие как сосна или береза, фрезеруются с более быстрой подачей.
Основные характеристики
Работа фрезером во многом зависит от характеристик, которыми обладает инструмент. Вес устройства напрямую связан с его мощностью, так как чем её больше, тем тяжелее и объёмнее мотор внутри корпуса. Максимальный размер и длина фрезы тоже зависит от мощности двигателя. Также от неё идёт классификация инструмента по габаритам:
- устройство весом в 2-3 кг и мотором в 420 – 750 Вт считается лёгким;
- фрезер среднего размера имеет мощность от 800 до 1450 Вт и массу до 5 кг;
- инструмент считается тяжёлым, если в него установлен двигатель на 1500-2300 Вт и его вес начинается от 6 кг.
Профессионалы дают советы для чайников, как выбрать ручной фрезер по дереву для дома, проанализировав объёмы и сложность работы. Новичкам следует остановить выбор на лёгком инструменте, так как он более простой в освоении.

Маленькое устройство Источник cdnmedia.220-volt.ru
От мощности устройства зависит и его скорость нагрева: чем слабее двигатель, тем быстрее он нагревается. Поэтому для выполнения глубоких пропилов или частой фрезеровки следует использовать инструмент, в котором установлен мотор от 1500 Вт.
Если есть выбор моделей, мощность которых различается не больше чем на 200 Вт, то следует выбирать ту, у которой она будет максимальной, так как она сможет работать при одинаковых нагрузках и не перегреваться.
Одним из важных параметров для работы фрезером по дереву или твёрдому материалу является количество оборотов, которые он совершает за 1 минуту. (об/мин). Чаще всего на устройстве есть функция изменения оборотов, так как при её отсутствии оно станет менее универсальным и подойдёт не ко всем материалам.
Для работы фрезер может использовать скорость от 3 до 35 тыс. об/мин. Также количество вращений зависит от диаметра резца. При работе с толстыми фрезами следует понижать скорость оборотов, чтобы материал не горел. Работать с твёрдыми породами нужно на небольших оборотах, так как из-за высокой плотности материала может сломаться инструмент.

Вариант для работы с плиткой Источник domagazine.ru
Рабочий ход фрезы – это глубина, на которую можно погрузить резец. Для небольших моделей максимальное значение этого параметра достигает от 30 до 50 мм, а для больших – 80 мм. Чем выше это значение, тем большего размера и веса будет устройство.
Вырезать глубокий паз с первого прохода нельзя, поэтому требуется наличие инструментов разного размера. В начале, делается проточка на 3 мм лёгким инструментом. Далее паз заглубляется с помощью фрезера среднего размера дна глубину до 6 мм, в уже после этого применяется тяжёлый агрегат для увеличения паза до 8 мм и более.
Выполнить паз, глубина которого больше, чем рабочий ход нельзя, а меньше – можно. Для этого нужно поменять наклон вертикального упора с помощью специального регулятора, который устанавливается в верхней части инструмента. С его помощью можно регулировать глубину с точностью до 0,1 мм.
Регулировка рабочего хода одинаково работает для всех видов фрезы. С помощью специального ограничителя погружение останавливается в тот момент, когда резец достиг нужной глубины.





