Приобретение сырья и материалов
Материальные расходы включают в себя затраты на сырье и основные материалы, комплектующие изделия, транспортно-заготовительные и другие расходы, связанные с производством и изготовлением продукции.
В эту категорию не входят расходы на материалы на хозяйственные нужды цехов и офисных помещений (мыло, швабры, веники, салфетки, бумажные полотенца, канцелярия, материалы для оргтехники и т. п.).
Таким образом, материальные расходы — это сырье и материалы, необходимые исключительно для основного производства.
Прежде чем заключать договоры поставки на сырье и материалы для производства продукции, необходимо детально проанализировать всех потенциальных поставщиков, чтобы выбрать наиболее выгодные условия поставки, наиболее приемлемые цены и наименьшую удаленность от склада предприятия для сокращения транспортных расходов.
В зависимости от количества производимых стульев будет варьироваться уровень материальных расходов.
Какие материалы и в каком количестве необходимы для изготовления одного стула — в табл. 1.
Таблица 1
Расшифровка расходов по статье «Сырье и материалы» на единицу продукции
Наименование | Ед. изм. | Кол-во | Цена, руб.коп. на ед. изм. без учета НДС | Затраты, руб. коп. без учета НДС |
Брус 40×60 мм | шт. | 2 | 100 | 200 |
Обрезная доска 400×480 мм | шт. | 1 | 200 | 200 |
Обрезная доска 100×420 мм | шт. | 1 | 200 | 200 |
Поролон мебельный | лист | 5 | 350 | 1750 |
Ткань | м2 | 3 | 590 | 1770 |
Саморезы | шт. | 15 | 10 | 150 |
Клей | шт. | 2 | 87 | 174 |
Лак | л | 0,14 | 500 | 70 |
Краска | кг | 0,24 | 1700,00 | 408 |
Наждачная бумага | м2 | 0,7 | 114 | 79,8 |
Всего затраты на материалы на один стул | х | х | х | 5001,8 |
Так как основная цель предприятия — получить прибыль, а это напрямую связано с сокращением уровня себестоимости, необходимо рассматривать различные варианты оптимизации затрат. При этом не стоит недооценивать расходы на сырье и материалы — один из основополагающих элементов затрат на промышленных предприятиях.
Чтобы снизить затраты по этой статье, следует пересмотреть контракты с поставщиками и контрагентами или найти новых поставщиков — с более выгодными условиями доставки, оплаты и, конечно, ценами. Для этого, как правило, чаще всего:
- заключают контракты с предприятиями-изготовителями напрямую, минуя посредников или сокращая их количество до минимума, чтобы уменьшить закупочную стоимость сырья;
- заключают контракты с поставщиками на закупку большой партии материалов. В этом случае можно договориться с поставщиками о предоставлении скидок, но не стоит забывать и о росте расходов на хранение больших партий;
- самостоятельно производят сырье и материалы. Не всегда самостоятельное производство дешевле, чем приобретение готового материала у поставщиков.
- закупают более дешевое сырье (самый распространенный сейчас способ).
Мы рекомендуем
Прежде чем закупать более дешевое сырье, проанализируйте, не упадет ли качество выпускаемой продукции, а как следствие — сохранится ли спрос на продукции в случае снижения ее качества.
Обработка дерева и металла
На практике одну и ту же деталь, одного и того же размера и веса, из одного и того же материала можно изготовить разными, иногда сильно отличающимися друг от друга методами.
На этапе конструкторско-технологической подготовки производства конструкторы и технологи совместно прорабатывают несколько вариантов описания технологического процесса, изготовления и последовательности обработки изделия. Эти варианты сравниваются по ключевым показателям, насколько полно они удовлетворяют:
- техническим условиям на конечный продукт ;
- требованиям производственного плана, срокам и объемам отгрузки;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
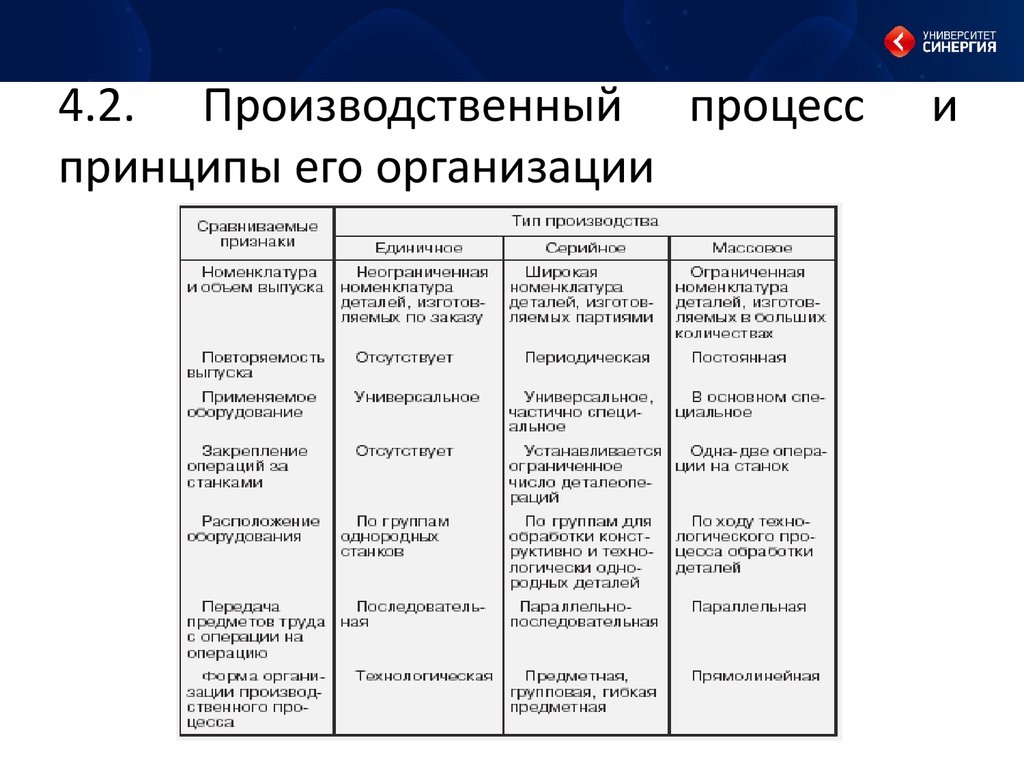
На следующем этапе проводится сравнение этих вариантов, из них выбирается оптимальный. Большое влияние на выбор варианта оказывает тип производства.
https://youtube.com/watch?v=q73DFW4JGac
В случае единичного, или дискретного производства вероятность повторения выпуска одной и той же детали невелика. В этом случае выбирается вариант с минимальными издержками на разработку и создание специальной оснастки, инструмента и приспособлений, с максимальным задействованием универсальных станков и настраиваемой оснастки. Однако исключительные требования к точности соблюдения размеров или к условиям эксплуатации, таким, как радиация ил высоко агрессивные среды, могут вынудить применять и специально изготовленную оснастку, и уникальные инструменты.
При серийном же выпуске процесс производства разбивается на выпуск повторяющихся партий изделий. Технологический процесс оптимизируют с учетом существующего на предприятии оборудования, станком и обрабатывающих центров. Оборудование при этом снабжают специально разработанной оснасткой и приспособлениями, позволяющими сократить непроизводительные потери времени хотя бы на несколько секунд. В масштабе всей партии эти секунды сложатся вместе и дадут достаточный экономический эффект. Станки и обрабатывающие центры подвергают специализации, за станком закрепляют определенные группы операций.
При массовом производстве размеры серий весьма высоки, а выпускаемые детали достаточно долгий срок не подвергаются конструктивным изменениям. Специализация оборудования заходит еще дальше. В этом случае технологически и экономически оправдано закрепление за каждым станком одной и той же операции на все время выпуска серии, а также изготовление спецоснастки и применение отдельного режущего инструмента и средств измерений и контроля.
Оборудование в этом случае физически перемещают в цеху, располагая его в порядке следования операций в технологическом процессе
Типы производства
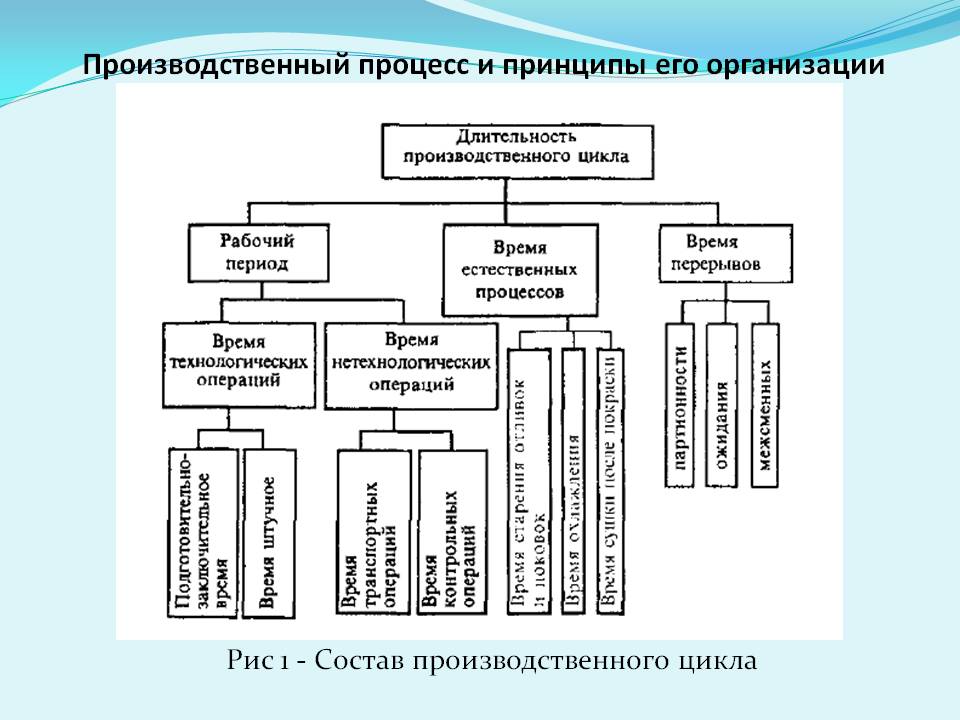
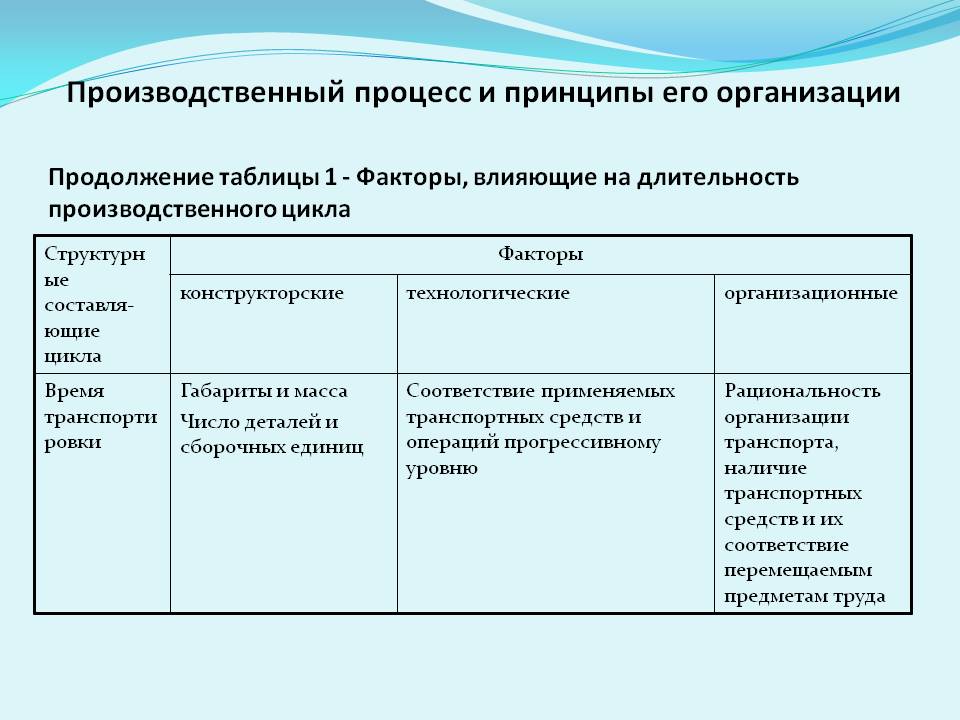
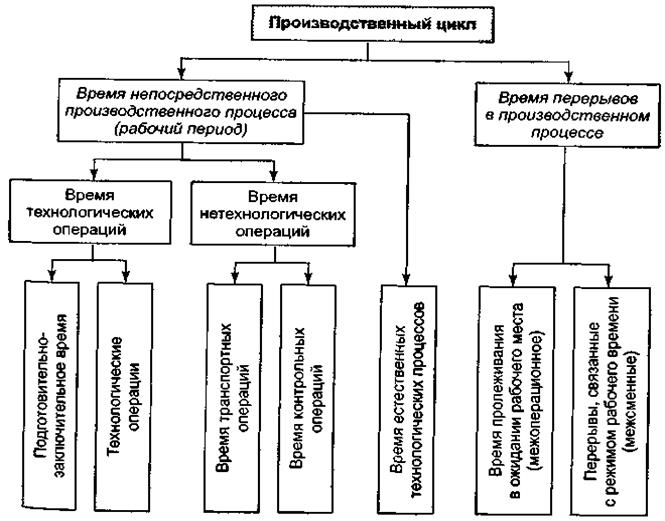
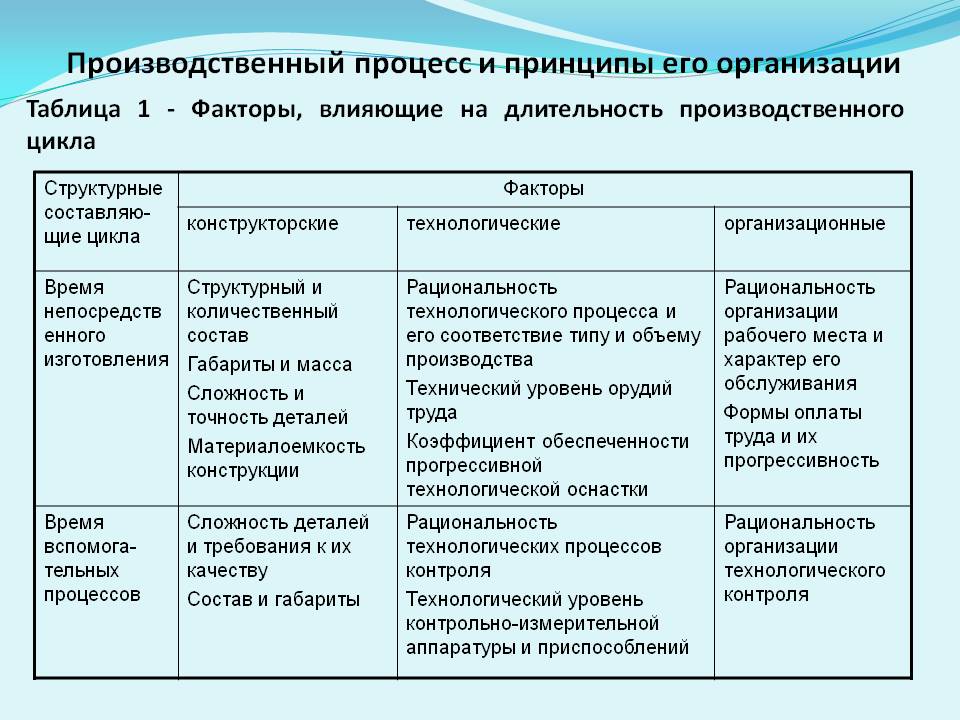
Длительность производственного цикла во многом зависит от порядка движения предметов труда в ходе их обработки и типа производства.
Порядок движения изделий и компонентов в производственном процессе соответствует объемам и периодичности выпуска продукции. По этим же признакам определяется тип производства.
В настоящее время принято различать следующие типы производства:
- массовое
- серийное
- единичное
- смешанное.
В свою очередь серийное производство делится на:
- мелкосерийное
- среднесерийное
- крупносерийное.
Массовое и крупносерийное производство продукции позволяет организовать непрерывное синхронное движение изделий в процессе их обработки. При такой организации все компоненты, из которых собирается готовая продукция, передвигаются непрерывно от первой технологической операции до последней. Собранные по ходу движения в узлы и агрегаты отдельные детали продвигаются дальше в собранном виде, пока не образуют готовую продукцию. Подобный метод организации производства называется поточным.
Поточный метод организации производства основан на ритмичной повторяемости согласованных во времени основных и вспомогательных производственных операций, которые выполняются на специализированных местах, расположенных по ходу технологического процесса. В условиях поточного производства достигается пропорциональность, непрерывность и ритмичность хода производства.
Поточная линия
Основное звено поточного производства — поточная линия. Под поточной линией понимается совмещение некоторого количества рабочих мест, расположенных по ходу технологического процесса и предназначенных для поочередного выполнения закрепленных за ними операций. Поточные линии подразделяются на непрерывные, прерывные и линии со свободным ритмом.
Непрерывная поточная линия — это конвейер, на котором изделие проходит обработку (или сборку) по всем операциям непрерывно, без межоперационного прослеживания. Движение изделий на конвейере происходит параллельно и синхронно.
Прерывной поточной линией называется линия, на которой движение изделий по операциям строго не регламентируется. Оно происходит с перерывами. Для таких линий характерны обособленность технологических операций, значительные отклонения продолжительности различных операций от среднего такта. Синхронизация потока достигается различными способами, в том числе за счет межоперационных заделов (запасов).
Поточными линиями со свободным ритмом называются линии, на которых передача отдельных деталей или изделий (их партий) может осуществляться с некоторыми отклонениями от расчетного (установленного) ритма работы. При этом для компенсации этих отклонений и в целях обеспечения бесперебойной работы на рабочих местах создается межоперационный запас изделий (задел).
Продажа и получение прибыли
Готовую продукцию реализуют — либо продают в магазине, либо поставляют заказчику, в результате чего предприятие получает выручку от реализации.
Стоимость продажи одного стула — 24 000,00 руб. Совокупные издержки на изготовление этого изделия составили 19 364,60 руб. Прибыль от продажи стула — 4635,40 руб.
Чтобы оценить интенсивность и эффективность производства, рассчитывают показатели рентабельности.
Рентабельность продукции (ROM) — это отношение прибыли к полной себестоимости. Показывает, сколько получено прибыли на 1 руб. текущих затрат:
ROM = (Прибыль / Себестоимость) × 100 %.
Рентабельность продаж (NPM) — отношение прибыли к выручке. Этот показатель характеризует степень прибыльности работы предприятия и правильность установления цены продажи, отражая долю прибыли в выручке от продажи. Рентабельность продаж показывает, сколько прибыли имеет предприятие с 1 руб. продажи:
NPM = (Прибыль / Выручка) × 100 %.
Рассчитаем эти показатели для ООО «Альфа»:
ROM = (4635,40 / 19 364,60) × 100% = 23,94 %;
NPM = (4635,40 / 24 000,00) × 100 % = 19,31 %.
Как такового нормативного значения для показателей рентабельности не существует. Принято считать, что чем более высокие показатели рентабельности у предприятия, тем более эффективно оно осуществляет свою финансово-хозяйственную деятельность и тем правильнее оно выбирает стратегию ценообразования. Некоторые источники отмечают, что значение показателей рентабельности не должны падать ниже значения 5 %.
Приобретение сырья и материалов
Материальные расходы включают в себя затраты на сырье и основные материалы, комплектующие изделия, транспортно-заготовительные и другие расходы, связанные с производством и изготовлением продукции.
В эту категорию не входят расходы на материалы на хозяйственные нужды цехов и офисных помещений (мыло, швабры, веники, салфетки, бумажные полотенца, канцелярия, материалы для оргтехники и т. п.).
Таким образом, материальные расходы — это сырье и материалы, необходимые исключительно для основного производства.
Прежде чем заключать договоры поставки на сырье и материалы для производства продукции, необходимо детально проанализировать всех потенциальных поставщиков, чтобы выбрать наиболее выгодные условия поставки, наиболее приемлемые цены и наименьшую удаленность от склада предприятия для сокращения транспортных расходов.
В зависимости от количества производимых стульев будет варьироваться уровень материальных расходов.
Какие материалы и в каком количестве необходимы для изготовления одного стула — в табл. 1.
Таблица 1
Расшифровка расходов по статье «Сырье и материалы» на единицу продукции
Наименование | Ед. изм. | Кол-во | Цена, руб.коп. на ед. изм. без учета НДС | Затраты, руб. коп. без учета НДС |
Брус 40×60 мм | шт. | 2 | 100 | 200 |
Обрезная доска 400×480 мм | шт. | 1 | 200 | 200 |
Обрезная доска 100×420 мм | шт. | 1 | 200 | 200 |
Поролон мебельный | лист | 5 | 350 | 1750 |
Ткань | м2 | 3 | 590 | 1770 |
Саморезы | шт. | 15 | 10 | 150 |
Клей | шт. | 2 | 87 | 174 |
Лак | л | 0,14 | 500 | 70 |
Краска | кг | 0,24 | 1700,00 | 408 |
Наждачная бумага | м2 | 0,7 | 114 | 79,8 |
Всего затраты на материалы на один стул | х | х | х | 5001,8 |
Так как основная цель предприятия — получить прибыль, а это напрямую связано с сокращением уровня себестоимости, необходимо рассматривать различные варианты оптимизации затрат. При этом не стоит недооценивать расходы на сырье и материалы — один из основополагающих элементов затрат на промышленных предприятиях.



Чтобы снизить затраты по этой статье, следует пересмотреть контракты с поставщиками и контрагентами или найти новых поставщиков — с более выгодными условиями доставки, оплаты и, конечно, ценами. Для этого, как правило, чаще всего:
- заключают контракты с предприятиями-изготовителями напрямую, минуя посредников или сокращая их количество до минимума, чтобы уменьшить закупочную стоимость сырья;
- заключают контракты с поставщиками на закупку большой партии материалов. В этом случае можно договориться с поставщиками о предоставлении скидок, но не стоит забывать и о росте расходов на хранение больших партий;
- самостоятельно производят сырье и материалы. Не всегда самостоятельное производство дешевле, чем приобретение готового материала у поставщиков.
- закупают более дешевое сырье (самый распространенный сейчас способ).
Мы рекомендуем
Прежде чем закупать более дешевое сырье, проанализируйте, не упадет ли качество выпускаемой продукции, а как следствие — сохранится ли спрос на продукции в случае снижения ее качества.
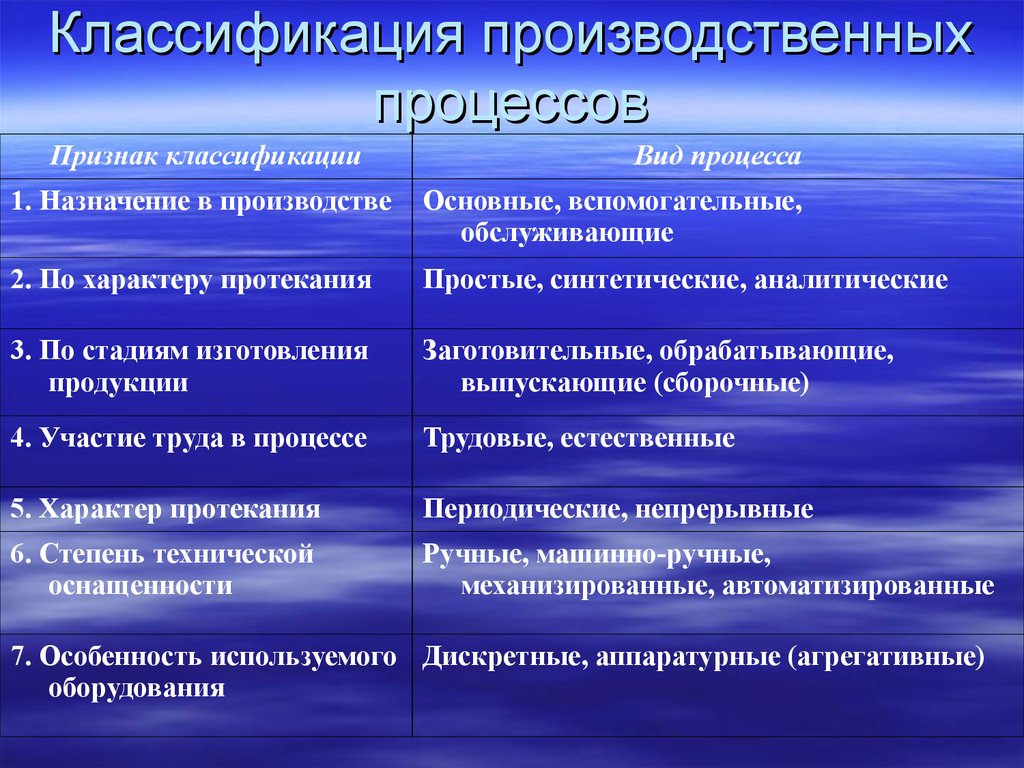
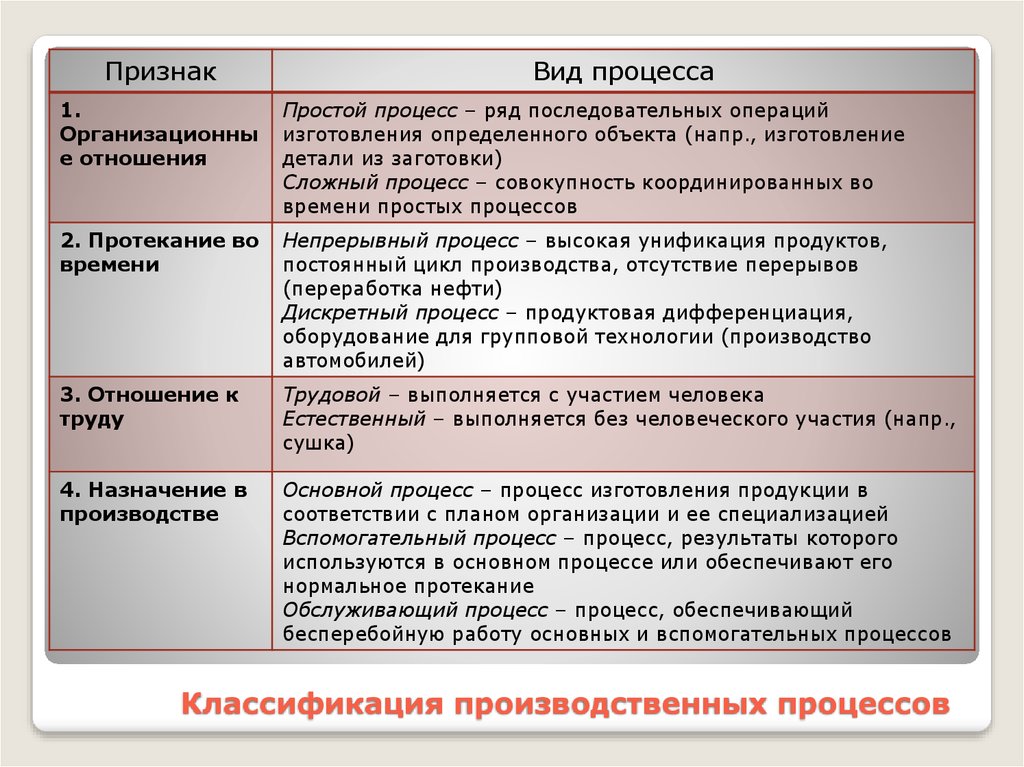
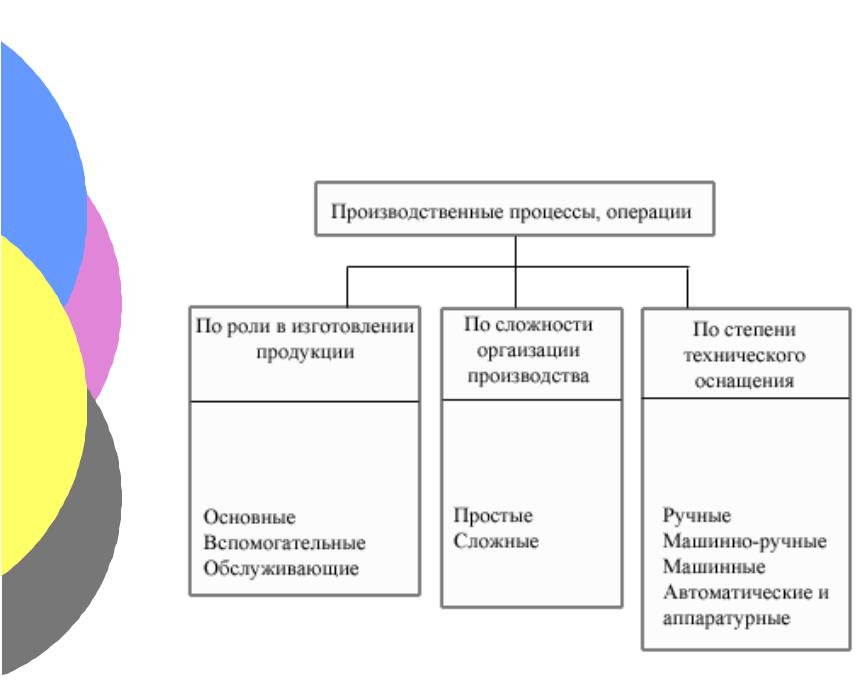
Группировка производственных процессов
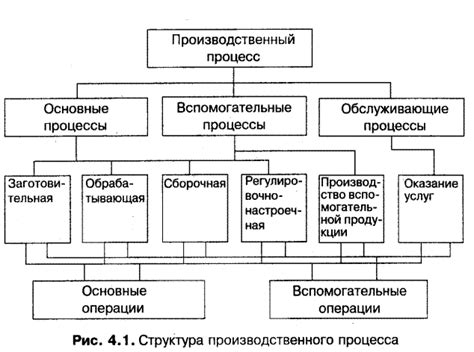
Производственный процесс делится на четыре группы: основной, вспомогательный, обслуживающий и управленческий. В свою очередь, каждая из классификаций подразделяется на виды:
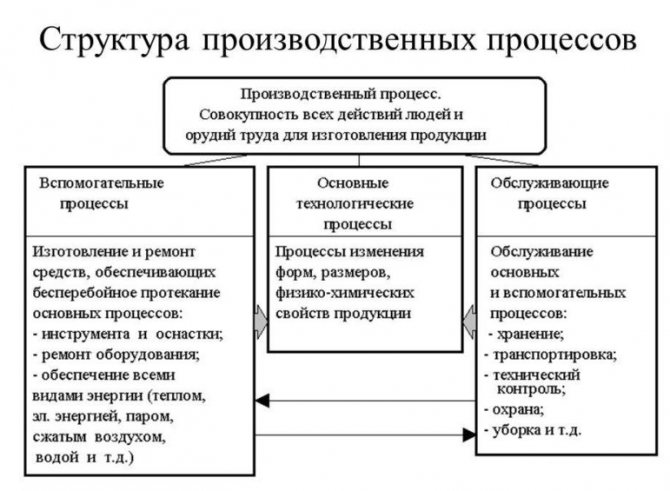
Основной
Основным производственным процессом называют комплекс мероприятий, направленных непосредственно на изготовление готового продукта. Он начинается с отправки сырья в цех и заканчивается выпуском продукции. В ходе основной операции используются материалы, полуфабрикаты, сырье, инструменты производства, а также трудовые ресурсы.
То есть, в основном производственном процессе участвуют работники, которые обрабатывают комплектующие на специальном оборудовании, в результате чего получается предмет труда. Основной производственный процесс делится на несколько элементов, совокупность которых представляет собой его структуру:
- На стадии заготовки работники предприятия подготавливают сырье к обработке. Например, получают его на складе, проводят измерительные процедуры, а также производят иные действия.
- Этап обработки посвящен воздействию производственными инструментами на сырье. Заканчивается операция выпуском составных частей готовой продукции. Как правило, работу выполняют обученные сотрудники.
- Заключительным этапом основного производственного процесса является сборка. Изготовленные ранее детали соединяют в один предмет, в результате чего образуется готовый продукт.
Таким образом, основной цикл изготовления товаров – это процесс заготовки и обработки сырья. Последняя стадия свойственна не всем предприятиям, так как многие компании производят продукцию, которая состоит из одного элемента.
Вспомогательный
Вспомогательным производственным процессом называют комплекс мероприятий, которые направлены на обеспечение бесперебойного функционирования основного цикла. В эту группу входят все операции, связанные с обслуживанием производства, например, подача электроэнергии, ремонт основных средств, создание специальных инструментов, необходимых для производства.
Обслуживающий
Обслуживающий производственный процесс – это совокупность действий работников, направленных на обеспечение надлежащего функционирования цехов по изготовлению продукции. Сюда можно включить работы, связанные с уборкой рабочего места и поддержанием чистоты оборудования и производственных цехов, а также контроль над качеством готовых товаров.
Управленческий
Управленческий производственный процесс представляет собой комплекс операций по принятию решений для обеспечения функционирования предприятия и повышения эффективности основной работы.
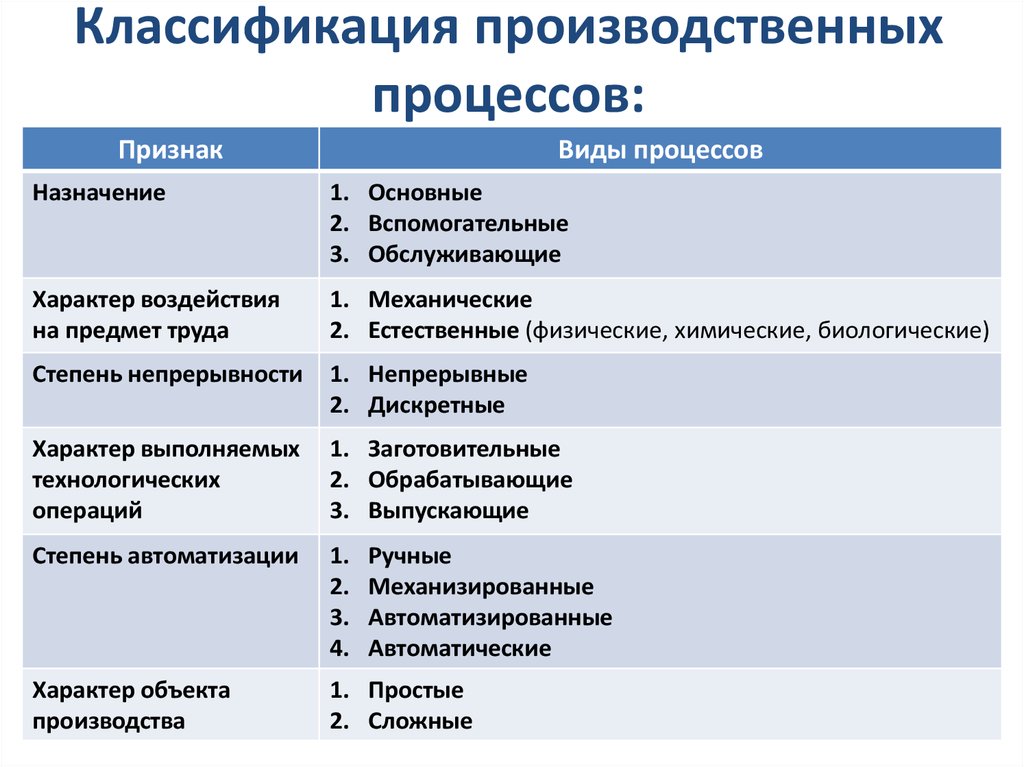
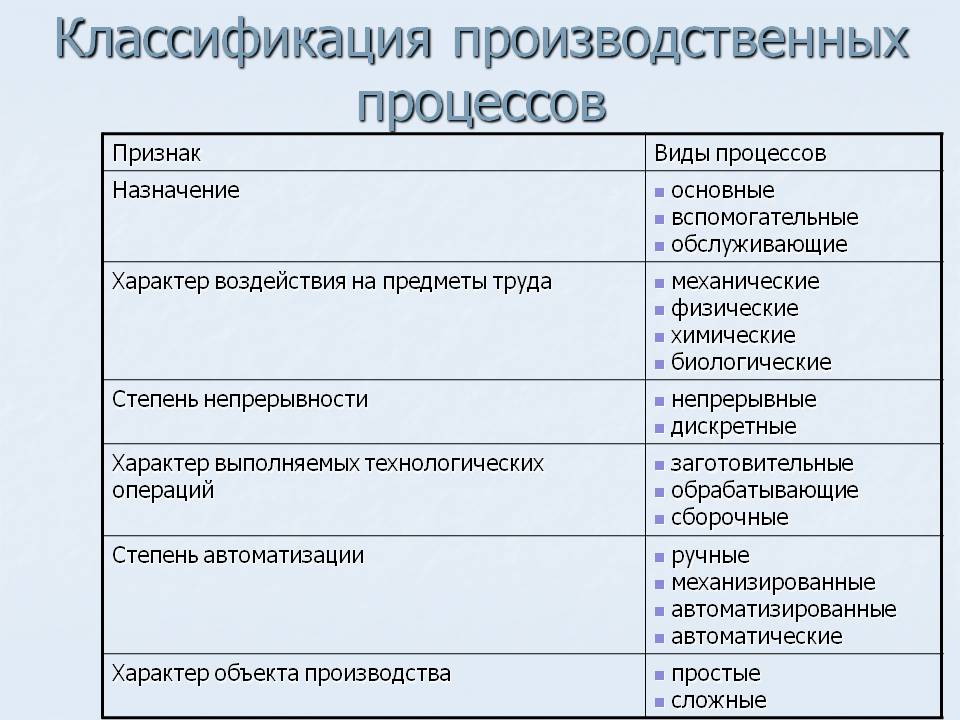
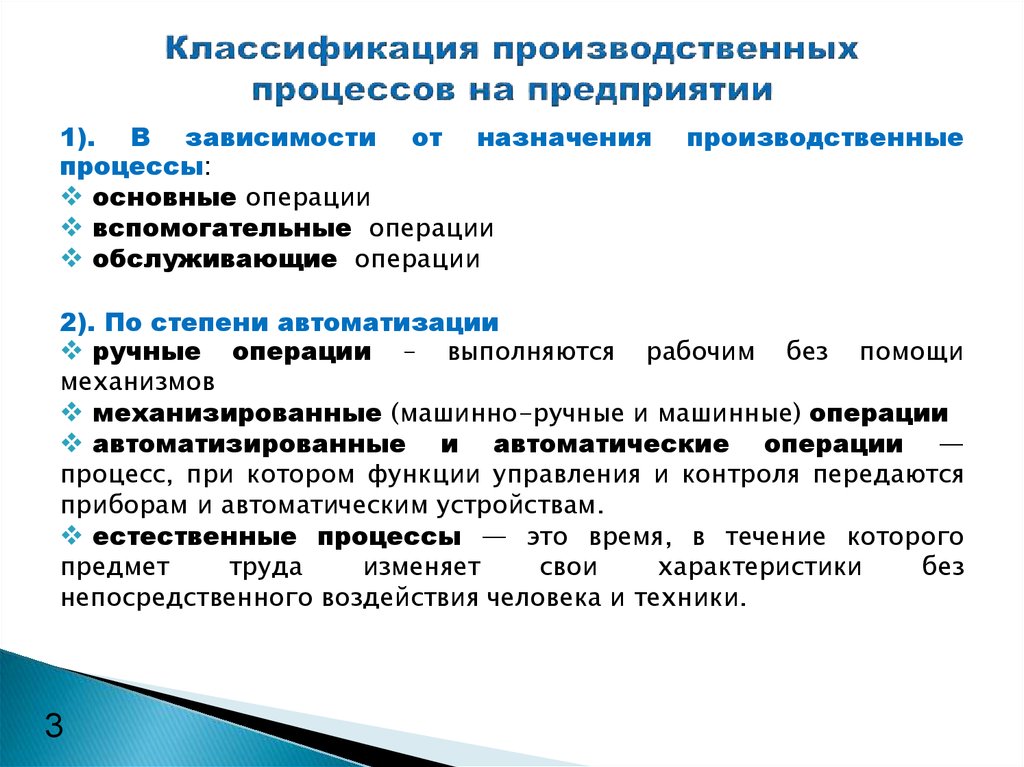
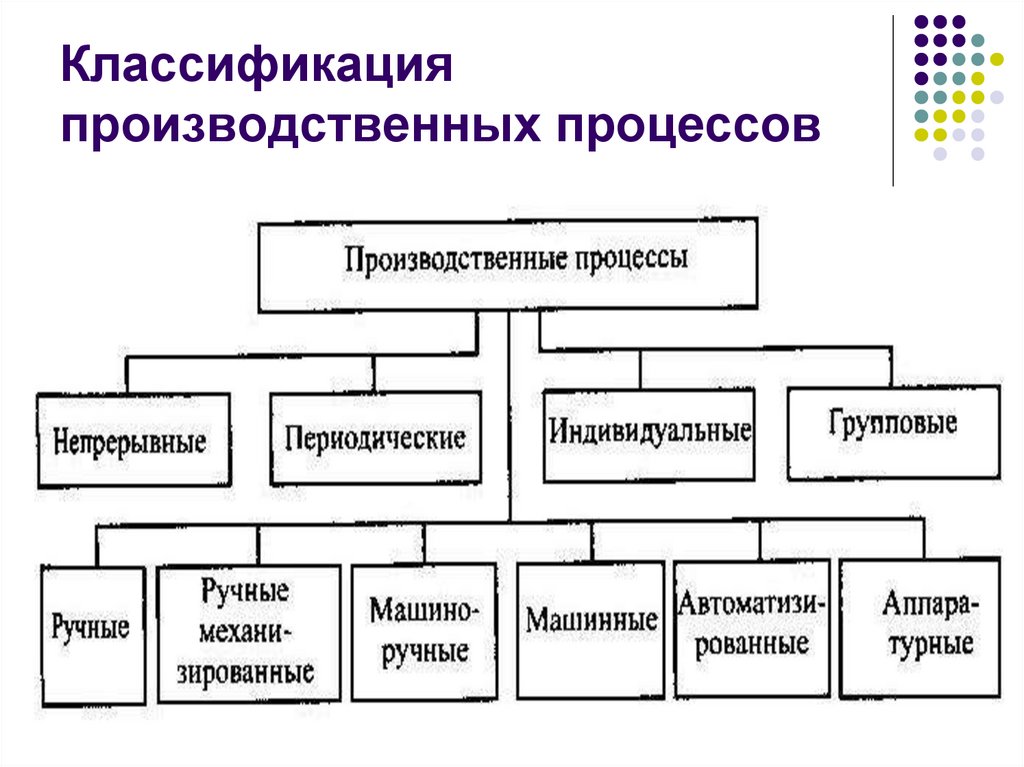
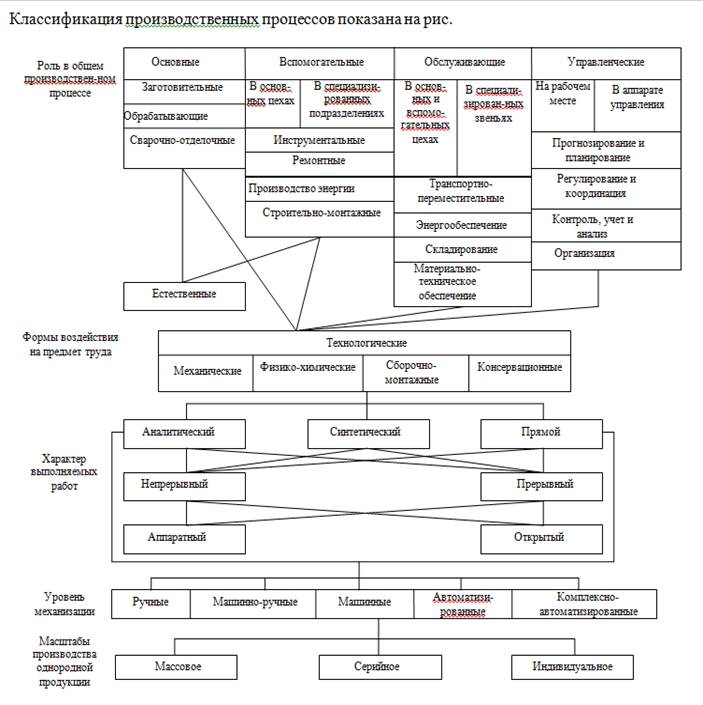
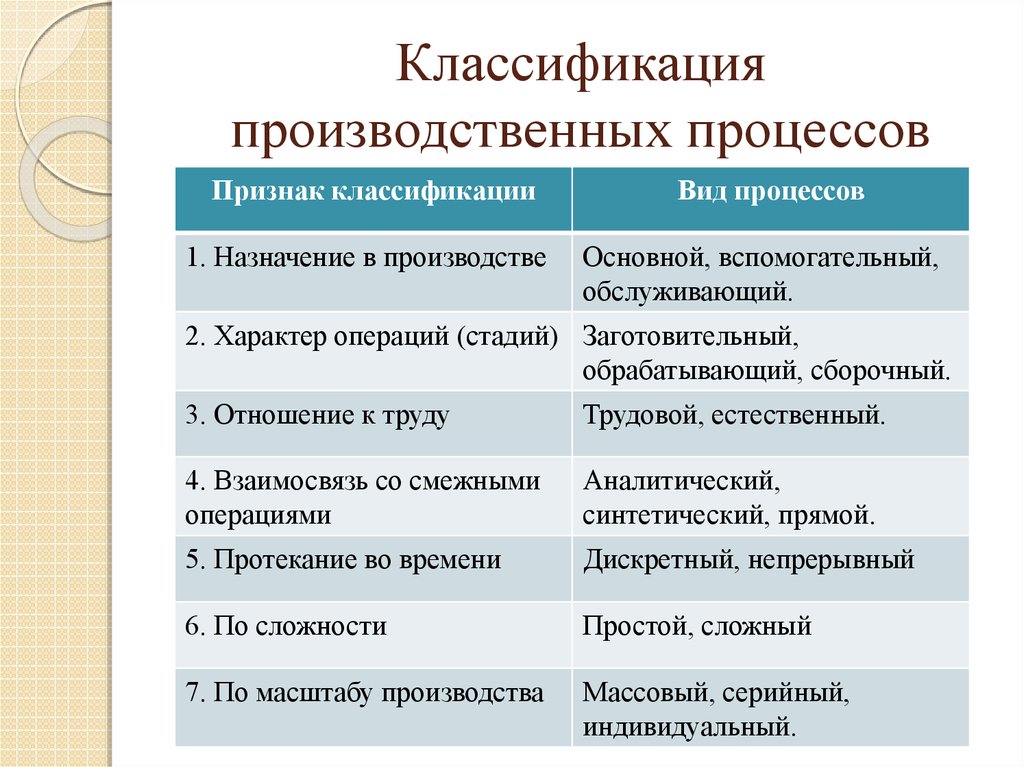
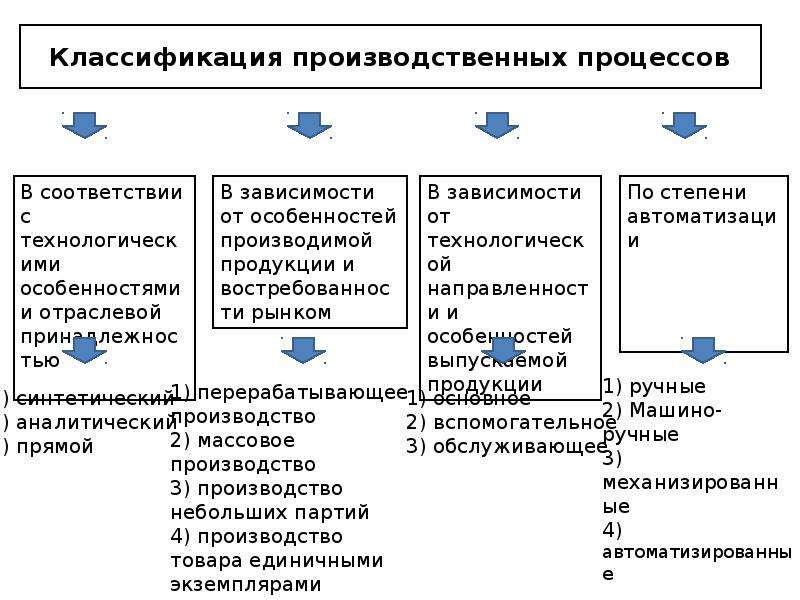
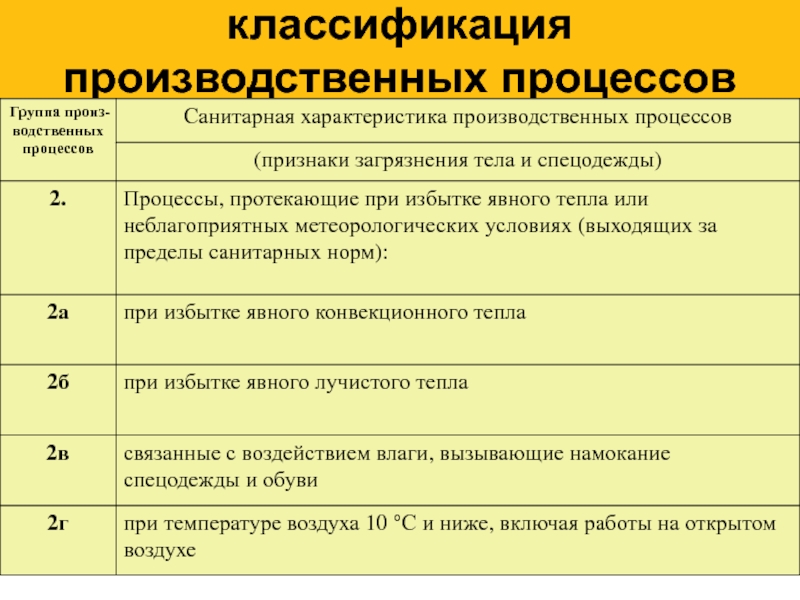
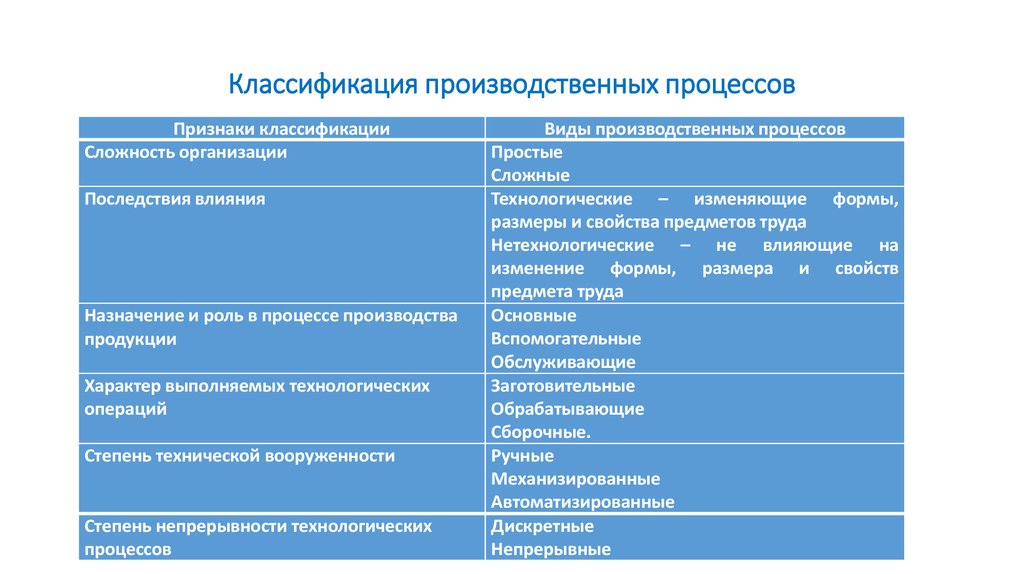
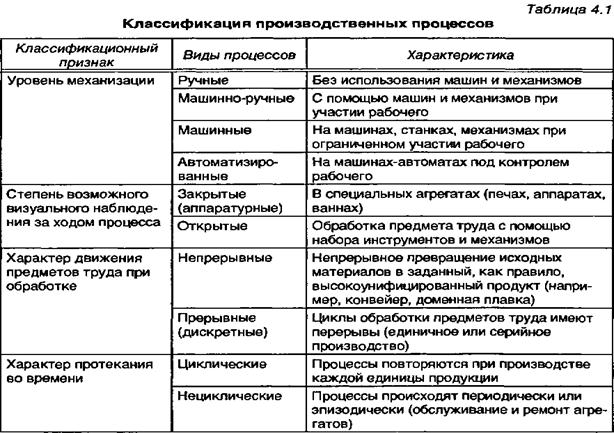
Классификация производственных процессов по признакам
Производственные процессы группируют по трем основным признакам: по степени автоматизации, по форме продукта, по особенностям прохождения:
| Классификационный признак | Вид производственного процесса | Описание |
| Степень автоматизации | Ручной | Процесс, осуществляемый при помощи ручного труда |
| Машинный | Операции, производимые с использованием машинных механизмов | |
| Комбинированный | Производство продукции с использованием ручного и машинного труда | |
| Автоматизированный | Процесс, выполняемый при помощи специального автоматизированного оборудования. Работник лишь следит за функционированием инструмента. | |
| Комбинировано-автоматизированные | Операции, выполняемые при помощи автоматизированной техники, но с использованием ручного труда. | |
| Форма готового продукта | Аналитический | Производство нескольких видов готовых товаров из одного сырья |
| Синтетический | Сборка ранее произведенных элементов продукта. | |
| Прямой | Превращение сырья в один вид продукции | |
| По особенностям прохождения | Естественный | Операция по воздействию на предмет естественным путем. Например, высушивание, охлаждение, отстаивание. |
| Технологический | Процессы по физическому или химическому воздействию на сырье | |
| Беспрерывный | Производство продукции, которое не предусматривает перерывов | |
| Дискретный | Операция по изготовлению товаров, которая делится на циклы |
Сущность технологического процесса
Процессом называют изменение состояния объекта под воздействием внутренних или внешних по отношению к объекту условий.
Внешними факторами будут механические, химические, температурные, радиационные воздействия, внутренними — способность материала, детали, изделия сопротивляться эти воздействиям и сохранять свою исходную форму и фазовое состояние.
В ходе разработки техпроцесса технолог подбирает те внешние факторы, под воздействием которых материал заготовки или сырья изменит свою форму, размеры или свойства таким образом, чтобы удовлетворять :
- техническим спецификациям на конечное изделие;
- плановым показателям по срокам и объемам выпуска изделий;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
За долгое время были выработаны основные принципы построения технологических процессов.
Приобретение сырья и материалов
Материальные расходы включают в себя затраты на сырье и основные материалы, комплектующие изделия, транспортно-заготовительные и другие расходы, связанные с производством и изготовлением продукции.
В эту категорию не входят расходы на материалы на хозяйственные нужды цехов и офисных помещений (мыло, швабры, веники, салфетки, бумажные полотенца, канцелярия, материалы для оргтехники и т. п.).
Таким образом, материальные расходы — это сырье и материалы, необходимые исключительно для основного производства.
Прежде чем заключать договоры поставки на сырье и материалы для производства продукции, необходимо детально проанализировать всех потенциальных поставщиков, чтобы выбрать наиболее выгодные условия поставки, наиболее приемлемые цены и наименьшую удаленность от склада предприятия для сокращения транспортных расходов.
В зависимости от количества производимых стульев будет варьироваться уровень материальных расходов.
Какие материалы и в каком количестве необходимы для изготовления одного стула — в табл. 1.
Таблица 1
Расшифровка расходов по статье «Сырье и материалы» на единицу продукции
| Наименование | Ед. изм. | Кол-во | Цена, руб.коп. на ед. изм. без учета НДС | Затраты, руб. коп. без учета НДС |
| Брус 40×60 мм | шт. | 2 | 100 | 200 |
| Обрезная доска 400×480 мм | шт. | 1 | 200 | 200 |
| Обрезная доска 100×420 мм | шт. | 1 | 200 | 200 |
| Поролон мебельный | лист | 5 | 350 | 1750 |
| Ткань | м2 | 3 | 590 | 1770 |
| Саморезы | шт. | 15 | 10 | 150 |
| Клей | шт. | 2 | 87 | 174 |
| Лак | л | 0,14 | 500 | 70 |
| Краска | кг | 0,24 | 1700,00 | 408 |
| Наждачная бумага | м2 | 0,7 | 114 | 79,8 |
| Всего затраты на материалы на один стул | х | х | х | 5001,8 |
Так как основная цель предприятия — получить прибыль, а это напрямую связано с сокращением уровня себестоимости, необходимо рассматривать различные варианты оптимизации затрат. При этом не стоит недооценивать расходы на сырье и материалы — один из основополагающих элементов затрат на промышленных предприятиях.
Чтобы снизить затраты по этой статье, следует пересмотреть контракты с поставщиками и контрагентами или найти новых поставщиков — с более выгодными условиями доставки, оплаты и, конечно, ценами. Для этого, как правило, чаще всего:
- заключают контракты с предприятиями-изготовителями напрямую, минуя посредников или сокращая их количество до минимума, чтобы уменьшить закупочную стоимость сырья;
- заключают контракты с поставщиками на закупку большой партии материалов. В этом случае можно договориться с поставщиками о предоставлении скидок, но не стоит забывать и о росте расходов на хранение больших партий;
- самостоятельно производят сырье и материалы. Не всегда самостоятельное производство дешевле, чем приобретение готового материала у поставщиков.
- закупают более дешевое сырье (самый распространенный сейчас способ).
Мы рекомендуем
Прежде чем закупать более дешевое сырье, проанализируйте, не упадет ли качество выпускаемой продукции, а как следствие — сохранится ли спрос на продукции в случае снижения ее качества.
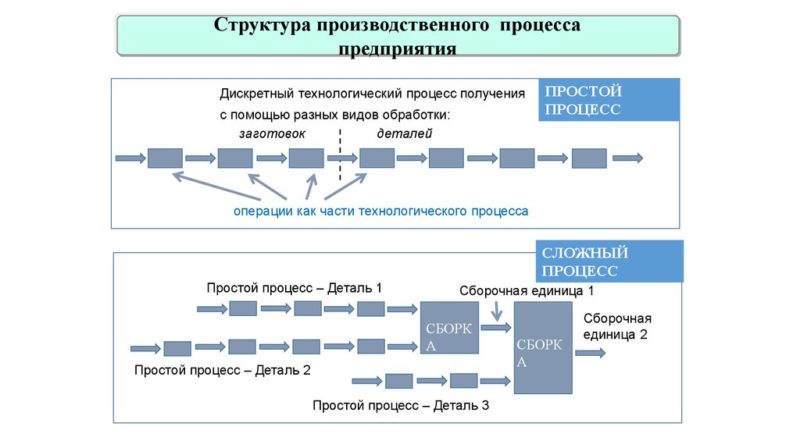
Компоненты производственного процесса
Производственный процесс из этапов и компонентов. Основные компоненты:
- Подготовка персонала – предусматривают подбор трудовых ресурсов, обучения в соответствии с особенностями производства и техническими характеристиками производственного оборудования.
- Средства труда – являются основной составляющей частью ПП, и состоят из специализированного оборудования (станков, конвейеров, подъемников, транспортеров), ручного инструмента и машин.
- Предметы труда – включают сырье, полуфабрикаты, отдельные узлы и компоненты, необходимые для изготовления готового товара.
- Энергетические ресурсы – состоят их электроэнергии, водоснабжения, подачи тепла, газа.
- Место производства – может представлять собой цех, склад, открытую площадку, карьер, водоем, зависит только от типа изготовляемого товара. От места производства зависит расположение ключевых точек.
- Информация – правовая, технологическая, коммерческая, оперативная.
Основы и понятия
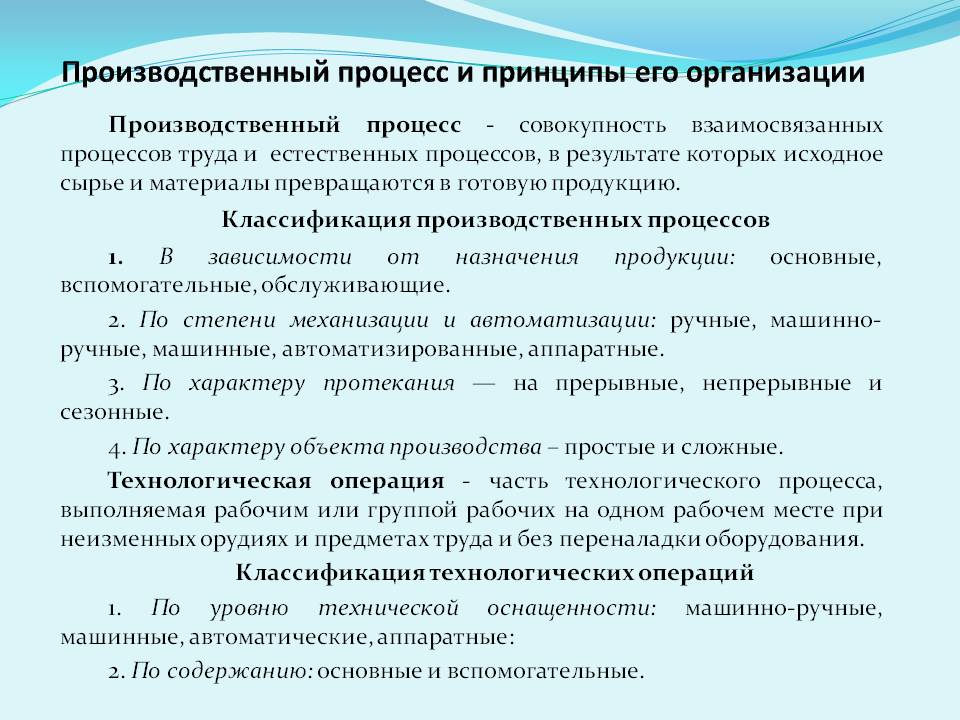
Производственным процессом именуют упорядоченный в пространстве и времени комплекс трудовых операций и природных явлений, приводящий к преобразованию сырья в продукцию с заданными параметрами.
Их осуществляют по конкретным методикам, которые называют технологиями. Это способы последовательного преобразования свойств, состояния, формы, размеров и прочих параметров исходных материалов для получения конечного изделия. То есть технологии включают конкретные последовательности операций.
Под технологическими операциями понимают этапы процесса, осуществляемые на одном рабочем месте.
То есть существует еще один термин – технологический процесс. Он представлен стадией производственного, состоящей в определении или преобразовании состояния объекта труда.
Для производственного процесса к определяющим относят такие факторы, как целесообразная деятельность, ее предметы и средства. Совокупность рабочих мест представляет его базу. Предметы труда определяются выпускаемой продукцией.

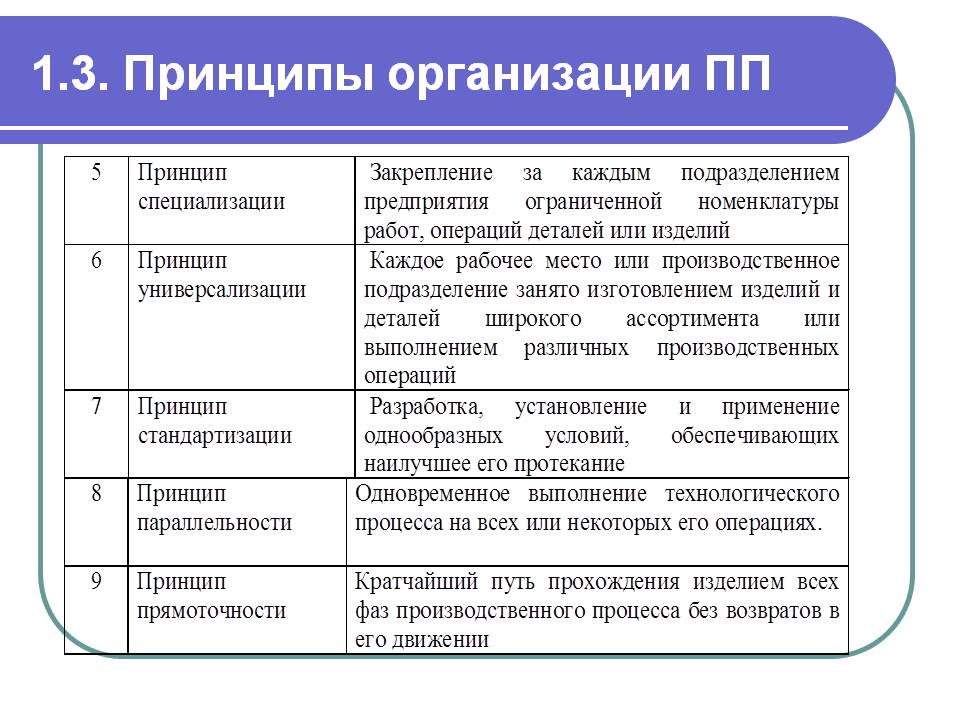
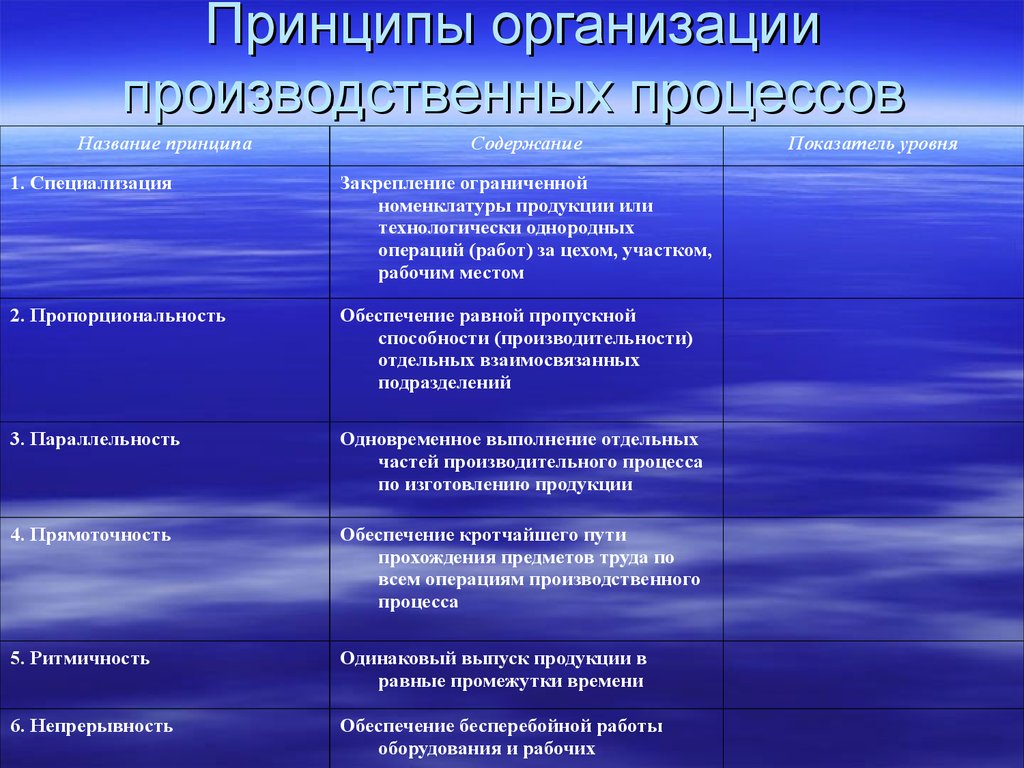
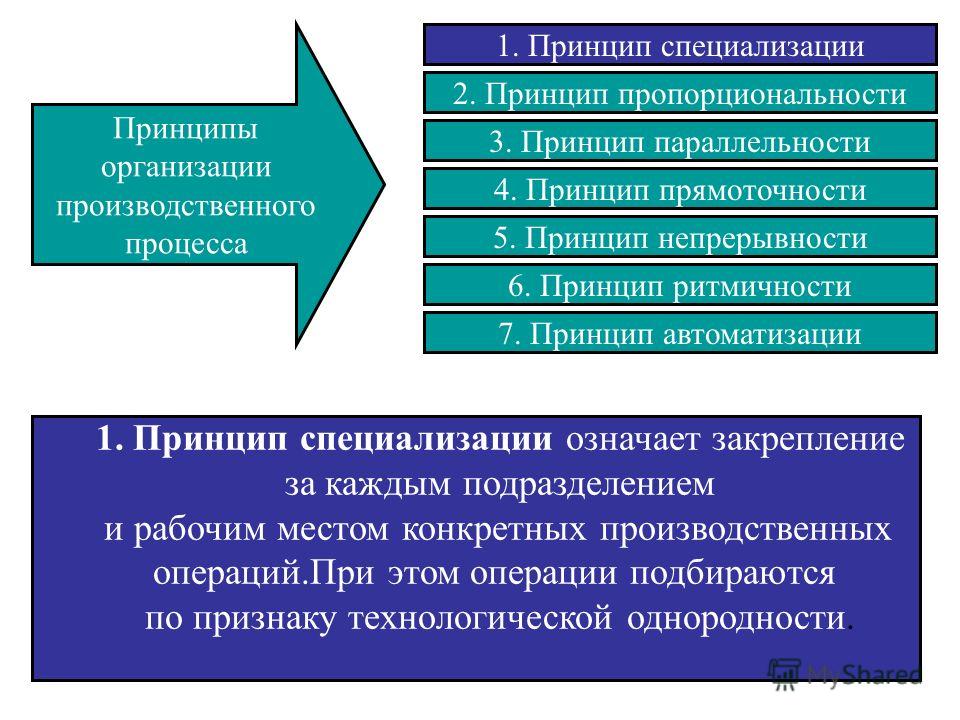
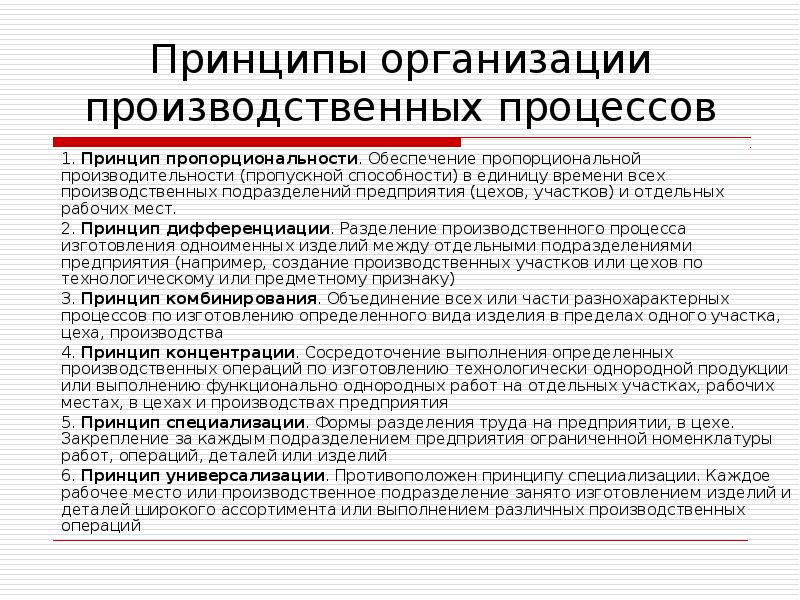
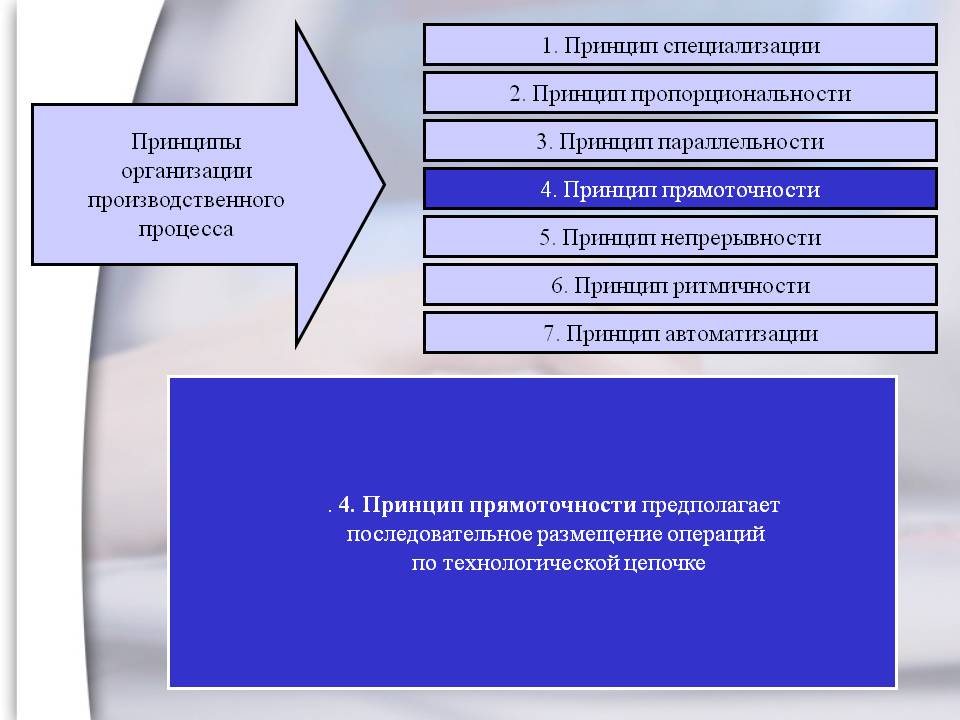
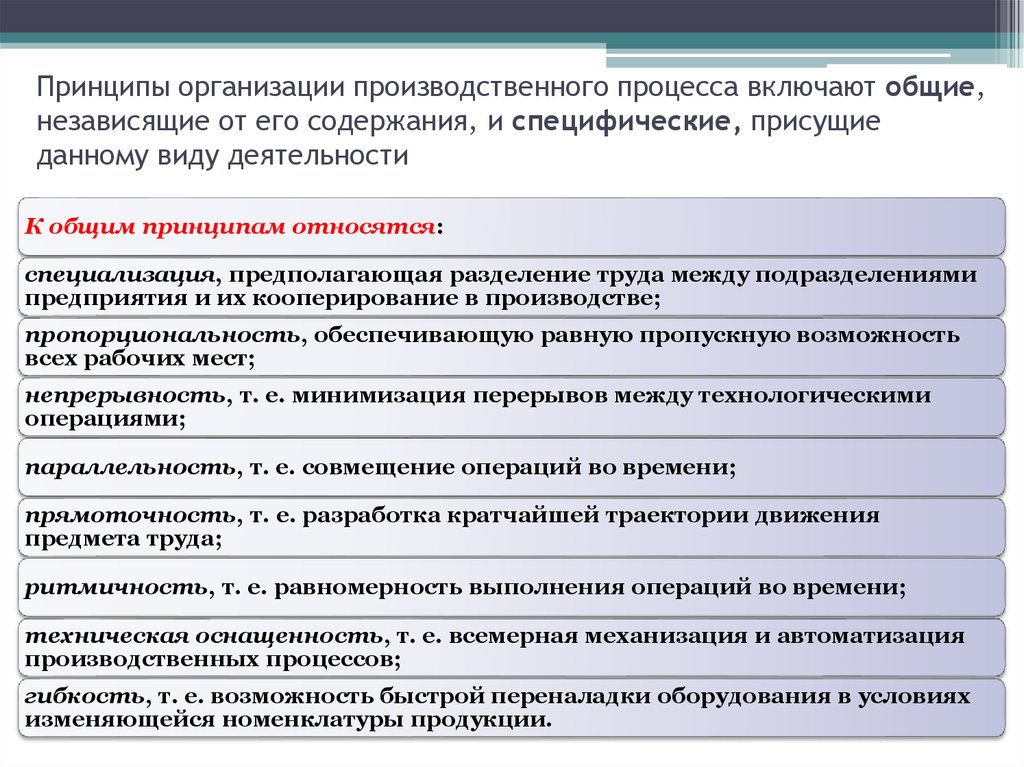
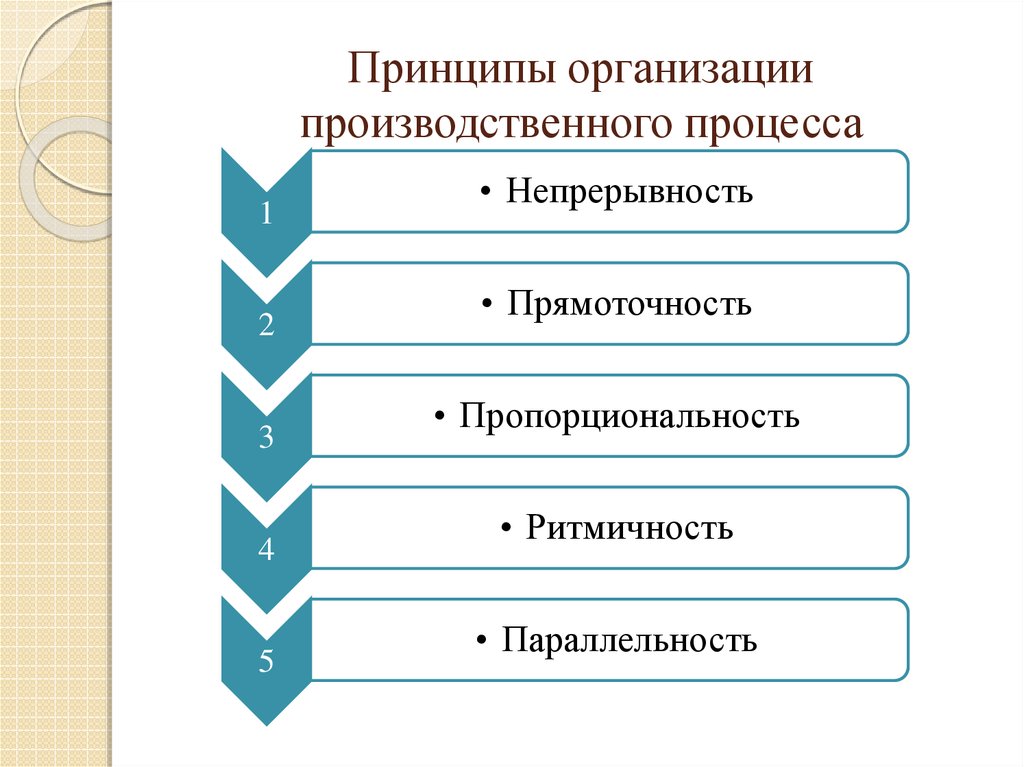
Для обеспечения наибольшей эффективности производства необходима рациональная его организация, которая основана на ряде принципов:
- Во-первых, необходимо соответствие производительности всех подразделений во избежание перегрузки и недозагрузки на различных участках.
- Во-вторых, этапы производства общей партии продукции выполняют одновременно.
- В-третьих, промышленная эффективность зависит от рациональной временной организации, предполагающей минимальные перерывы в производственном процессе.
- В-четвертых, необходима разработка кратчайшей производственной последовательности.
- В-пятых, на каждом участке и на предприятии, в целом, обеспечивают равный либо равномерно возрастающий объем выпуска в зависимости от плана.
- В-шестых, аналогичное разделение осуществляют временно в зависимости от трудоемкости.
- В-шестых, на случаи обновления перечня продукции предусматривают скорейшую смену производственных технологий.
- В-седьмых, существует предел дифференциации общего процесса.
- В-восьмых, с совершенствованием оборудования повышаются сложность и объем производственных операций.
- В-девятых, целесообразна специализация сотрудников, однако для взаимозаменяемости уместно освоение смежных профессий.
- В-десятых, компетентность управления определяется в значительной степени достоверной оценкой, определяемой информационно-технологическим потенциалом.
Технологический процесс
Технологический процесс производства деревянных стульев начинается с нарезки древесины на определенные основные и дополнительные заготовки. Для этого используют специальные станки или пилы (круглопильные, сверлильные, универсальные станки, ленточную пилу и пр.).
Затем идет процесс фрезерования, зачистки и шлифования заготовок. Чаще всего на производстве для этих целей используется многофункциональный станок, позволяющий одновременно выполнять несколько действий.
После проверки заготовки (и пазы крепления при необходимости) проходят частичную ручную зачистку и чистовое шлифование, что позволяет добиться наиболее гладкой поверхности для ровного нанесения краски. Для этих целей применяют шлифовальные станки, ручные шлифмашины, рубанки и наждачную бумагу.
В заключении стул собирается из всех заготовок, выравнивается длина ножек, после чего идет процесс окрашивания и окончательной упаковки готовой продукции для сдачи на склад.
Кроме того, предприятие под заказ изготавливает стулья ручной работы.
Все используемое для производства стульев оборудования является механизированным (подача и обработка заготовок механизирована, но процесс обработки управляется вручную) либо полумеханизированным (подача заготовок осуществляется вручную работниками цеха, но процесс обработки автоматизирован).
Для производства деревянных стульев необходимо следующее оборудование (табл. 2).
Таблица 2
Перечень необходимого оборудования для производства деревянных стульев
Наименование | Кол-во | Цена за ед., руб. | Сумма, руб. | |
Круглопильный станок | 1 | 104 700 | 104 700 | |
Ленточная пила | 1 | 21 300 | 21 300 | |
Сверлильно-присадочный станок | 1 | 107 000 | 107 000 | |
1 | 112 000 | 112 000 | ||
Многофункциональный шлифовальный станок | 1 | 163 200 | 163 200 | |
Электродрель | 1 | 1800 | 1800 | |
Электролобзик | 1 | 2300 | 2300 | |
Электропила | 1 | 7200 | 7200 | |
Шлифовальная машинка | 1 | 2700 | 2700 | |
Струбцины | 1 | 1000 | 1000 | |
Шуруповерт | 1 | 2600 | 2600 | |
Перфоратор | 1 | 4700 | 4700 | |
Промышленный фен | 1 | 1600 | 1600 | |
Фрезер | 1 | 3200 | 3200 | |
Итого | 535 300 |



Принцип укрупнения операций
В этом случае в рамках одной операции собирается большее число переходов. С практической точки зрения такой поход позволяет улучшить точность взаимного расположения осей и обрабатываемых поверхностей. Такой эффект достигается за счет выполнения всех объединяемых в операцию переходов за одну остановку на станок или многокоординатный обрабатывающий центр.


Подход также упрощает внутреннюю логистику и снижает внутрицеховые расходы за счет снижения числа установок и наладок режимов работы оборудования.
Принцип применяется при работе на револьверных и многорезцовых токарных станках, многокоординатных обрабатывающих центрах.
Этапы ТП
В ходе конструкторско-технологической подготовки производства различают такие этапы написания технологического процесса, как:
- Сбор, обработка и изучение исходных данных.
- Определение основных технологических решений.
- Подготовка технико-экономического обоснования (или обоснования целесообразности).
- Документирование техпроцесса.

Этапы технологического процесса
Трудно с первого раза найти технологические решения, обеспечивающие и плановые сроки, и необходимое качество, и плановую себестоимость изделия. Поэтому процесс разработки технологии – это процесс многовариантный и итеративный.
Если результаты экономических расчетов неудовлетворительны, то технологи повторяют основные этапы разработки технологического процесса до тех пор, пока не достигнут требуемых планом параметров.
Основные стадии
При подготовке к выпуску товара стоит разделить стадии производственного процесса, количество и последовательность которых зависит от желаемого результата.
Производственный процесс изготовления может состоять из следующих фаз:
- Изготовление – может состоять из множества различных способов и методов, заключается в приведение сырья, полуфабрикатов к желаемой форме, физическому и химическому состоянию, в зависимости от желаемого результата. На этой стадии используются станки, автоматизированное оборудование и другие орудия труда.
- Обработка – предусматривает обработку предмета труда, приведение его поверхности, формы отдельных элементов к необходимой форме, например, шлифовка и покраска заготовок.
- Сборка – процесс, состоящий из компоновки заранее полученных заготовок. Этот процесс может составлять большую часть производства и делиться на множество этапов, а может выполняться за короткое время на одном рабочем месте.
- Регулировочно-настроечная – на этом этапе проводится тестирование готового товара, коррекция выявленных проблем, настройка и подготовка продукта к отгрузке клиенту.
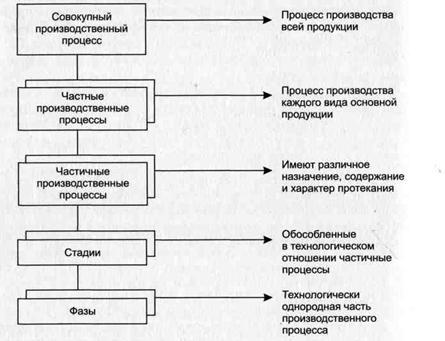
Производственный процесс очень сложный, поэтом он дополнительно делится на стадии, фазы и операции.
Операции производственного процесса – часть ПП, которые выполняются рабочими на одном рабочем месте, с использованием различных инструментов, не изменяющихся со временем.
Операции разделены на 3 типа:
- Основные – часть производственного процесса, при которых сырье преобразовывается в необходимый продукт.
- Операции перемещения – предусматривают перемещение сырья, готового продукта и других грузов, выполняемые вручную или специализированными механизмами.
- Операции контроля – предусматривают контроль качества на различных этапах производства, могут включать контроль технологического процесса, условий труда и качества продукта. Контроль может выполняться в перерыве, обусловленном технологией.
Правильное соблюдение очередности операций гарантирует стабильность и эффективность производства. Малейшее отклонение от процедуры может привести к застою производственной линии. Это недопустимо, так как может привести к убыткам предприятия.