
Настройка сварочного аппарата
Качественная сварка полуавтоматом для начинающих не может обойтись без тонкой настройки аппаратуры.
Перед использованием устройства сварщик должен установить:
- силу тока;
- скорость подачи проволоки;
- необходимое давление защитного газа.
Большинство полуавтоматов для сварки поставляется вместе с сопроводительной документацией, содержащей оптимальные настройки для тех или иных режимов работы. Там указаны параметры, от которых следует отталкиваться при тонкой настройке аппаратуры.
Проверить правильность настройки параметров можно на отдельных ненужных кусках металла. Для выставления правильных параметров при работе в среде защитных газов необходимо следить, чтобы сварной шов был гладки и равномерный, без потеков и прерываний.
Оптимальное давление рабочего газа, как правило, должно находиться в пределах между 1-2 атмосферами.
Подготовка полуавтомата к работе включает следующие шаги:
- Выбор оптимального радиуса проволоки.
Большинство данных расходников идут с радиусом от 0.03 до 0.06 сантиметров. Наиболее оптимальным выбором для большинства материалов является проволочный радиус 0.04 сантиметра. - Протяжка проволоки до выхода из горелки и настройка степени ее прижатия.
- Подготовка оптимального защитного газа.
Чаще всего используется два вида газа: углекислый и аргон. Первый вариант дешев, распространен и отлично подходит для сваривания стальных деталей. Аргон более дорогой защитный газ, обеспечивающий высокую стабильность электрической дуги и уменьшающий количество металлических брызг при проведении работ. - Подключение газового баллона к аппаратуре.
Сварка полуавтоматом в среде защитного газа.
При настройке аппаратуры необходимо придерживаться определенных правил, позволяющих, при наличии определенных умений, получить ровный и качественный шов:
- обеспечение равномерного горения дуги;
- установка электродной проволоки направление вперед;
- проведение очистки швов от накопившегося шлака.
Наиболее оптимальные настройки аппаратуры указаны в сопроводительной документации к сварочной установке. Однако, не всегда стоит полностью доверять заводским параметрам.
Так, на рабочие свойства устройства могут влиять:
- различные режимы работы;
- качество электрической сети;
- состав соединяемого сплава;
- температура окружающей среды;
- толщина и состав присадочной проволоки;
- пространственные положения работ;
- состав защитного газа.
Самыми часто возникающими ошибками при настройке аппаратуры для сварки являются:
- Громкие посторонние звуки, напоминающие треск.
Подобные симптомы могут быть при недостаточной скорости подачи припоя. Дабы избежать таких недоразумений следует увеличить скорость подачи присадочных материалов. - Сильные разбрызгивание металлических капель.
Неисправность возникает при недостатке защитного газа. Устранить проблему можно проверив редуктор или увеличив мощность газового потока. - Плохой провар и низкое качество шва.
Неисправность, связанная с неправильной настройкой напряжения и индуктивности. - Неравномерная ширина валика.
Дефект может возникать из-за неверного выбора скорости движения горелки.
Таблица технических характеристик проволоки для деталей из алюминия
| Свариваемый основной металл | Присадочный материал (сварочная проволока) универсальная | Присадочный материал (сварочная проволока) специальная для обеспечения особых свойств шва | |||
| Стойкость против горячих трещин | Временное сопротивление разрыву | Относительное удлинение | Коррозионная стойкость | ||
| А99, А97, А95 | А99 | А99 | СвА85Т | А99 | А99 |
| АД0, АД1 | СвА5 | СвА5 | СвА5 | СвА97 | СвА97 |
| Амц | СвАМц | СвАМц | СвАМц | СвАМц | СвАМц |
| АМг3 | СвАМг3 | СвАМг5 | СвАМг5 | Авч | Авч |
| АМг5 | СвАМг5 | СвАМг6з | СвАМг6 | СвАМг5 | Св1557 |
| АМг6 | СвАМг6 | СвАМг6з | СвАМг6 | СвАМг6з | Св1557 |
| АВ, АД31, АД33 | СвАК5 | СвАК5 | Св1557 | Св1557 | Авч |
| 1915 | Св1557 | СвАМг5 | СвАМг6 | СвАМг5 | Св1557 |
Достоинства и недостатки
Несомненные преимущества сварки нержавейки полуавтоматом:
- Высокая производительность сочетана с качественным соединением;
- незначительное выделение дыма, что сохраняет здоровье и окружающую среду;
- небольшое разбрызгивание металла, вследствие автоматической подачи проволоки;
- универсальность – можно сваривать различные по толщине заготовки, а также разнородные металлы.
Один существенный недостаток – громоздкий газовый баллон. Это дополнительные затраты на его приобретение и неудобное перемещение.
Распространение метода стало возможным с развитием технологий и автоматизации процессов. Применяется в основном в промышленности для крупномасштабного производства. Работа со сварочным полуавтоматом, хотя требует определенных знаний и умений, все же остается одним из популярных видов обработки металлов. Подробнее о том как работать сварочным полуавтоматом можете в нашей статье.
Виды сварочной проволоки для полуавтоматов
В обычных условиях используется чуть более десятка типов сварочной проволоки, из более чем семидесяти выпускаемых видов. Это объясняется и промышленной спецификой использования в сварочных автоматах большинства сортов, и высокой стоимостью некоторых из них. Наиболее популярными видами являются изделия диаметром от 0,6 мм до 2 мм, весом от 1 кг до 5 кг. Продукция делится на проволоку сплошного сечения и трубчатую с присадочными наполнителями, которые имеют различное назначение. По химическому составу она может быть алюминиевой, омеднённой, с примесями титана и легирующей.
Особо внимательно подбирается проволока для сварки нержавейки полуавтоматом потому, что она должна быть как можно ближе по составу со свариваемым материалом. Также важны параметры тока, поскольку перегрев при сварке нержавеющей стали ведёт к потере физических свойств этого материала.
При соединении различных сортов нержавеющего металла следует выбирать следующие типы нержавеющей сварочной проволоки:
- для хромоникелевых сталей 12Х18Н9Т и 08Х18Н10Т используют марки СВ-06Х19Н9Т, СВ-01Х18Н10 или аналог OK Autrod 347 Si в среде аргона;
- сталь типов 03Х17Н14М2 и 08Х18Н10Т сваривают с помощью марок СВ-01Х18Н10, СВ-06Х19Н9Т и ОК Autrod 308LSi в инертном газе;
- нержавеющую сталь хромоникелемолибденового состав варят проволокой СВ-06Х20Н11М3ТБ, СВ-08Х19Н10М3Б и ОК Autrod 318 в среде аргона.
Эти виды проволоки соответствуют сортам нержавеющей стали и обеспечивают высокие пределы прочности, удлинения, ударной вязкости и текучести, делая шов прочным и эластичным после остывания и удаления шлака. При работе высокочастотным инверторным или постоянным током не происходит перегрева металла в сварочной ванночке, а значит, не нарушается коррозионная стойкость в месте соединения деталей.
Параметры и состав проволоки регламентируется ГОСТ 18143-72, который и определяет критерии оценки качества и способ производства.
Также для соединения нержавеющих материалов и разнородных сталей применяется порошковая проволока с рутиловым наполнителем. Её используют для сварки трудносвариваемых, углеродомарганцевых и нержавеющих сталей в газовой смеси 80% аргона и 20% углекислого газа. Порошковые изделия дают возможность вести работу в любых положениях, и легированы молибденом, что придаёт шву высокие физико-химические свойства.
Для стали марок Е 2209 используют проволоку ОК Tubrod 14.27, для нержавейки 317 и 317L берётся OK Tubrod 14.25, а для марки 309 подходит OK Tubrod 14.22. Для сварки иных металлов можно использовать самозащитную порошковую продукцию с флюсом (например СВ-000009283), которая не требует инертной газовой среды.

Подготовительные работы
Перед тем, как варить полуавтоматом нержавейку, требуется провести тщательную подготовку:
- Зачистить рабочие поверхности до блеска;
- обезжирить детали ацетоном или каким-либо органическим растворителем;
- при толщине металла более 4мм обработать торцы, чтобы между ними образовалось небольшое пространство для заполнения металлом;
- прогревая детали до100, убрать лишнюю влагу;
- нагреть металл до 200, чтобы снять внутреннее напряжение.
На производстве для удаления поверхностных загрязнений: нагара, следов от смазки, ржавчины детали и проволоку протравливают раствором соляной или серной кислоты. После этого промывают горячей и холодной водой и просушивают.








Расход газовой смеси при рабочем давлении 0,2 атмосферы с помощью редуктора устанавливается в пределах 6-12м3/мин. Несоблюдение этих показателей снижает качество шва.
Регулировка силы тока и напряжения зависят от мощности аппарата.
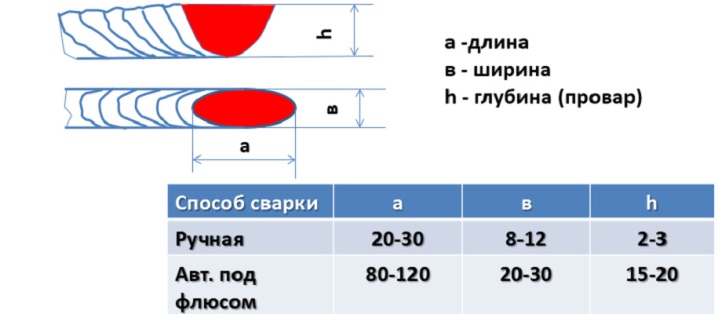
От этих параметров зависит глубина провара, длина дуги, форма шва. С увеличением силы тока – шире наплавленный шов, а глубина проварки уменьшается.
Некоторые настройки полуавтоматического сварочного аппарата:
| Толщина металла, мм | Диаметр проволоки, мм | Зазор, при сварке деталей в стык, мм | Сила тока, А | Сварочное напряжение, В |
| 1 | 0,8 | 65 | 17 | |
| 1,5 | 0,8 | 115 | 17 | |
| 2 | 0,8 | 0,5 | 130 | 17,5 |
| 3 | 1 | 1 | 210 –215 | 18 |
| 4 | 1 – 1,2 | 1,5 – 2,5 | 220 – 280 | 20 |
| 5 | 1,2 | 2,5 | 190 – 300 | 21 |
| 6 | 1,2 | 2,5 | 300 | 22 |
К каждому аппарату дается таблица режимов сварки. Мастер выбирает режим работы полуавтомата, в зависимости от параметров сварки. Настроив аппарат, сварить на пробной заготовке. В случае необходимости коррегировать настройки.
Физико-химические свойства
Присадочная проволока для аргоновой сварки часто обладает легирующими элементами, которые повышают стойкость к коррозии. Это очень удобно, как при сваривании, так и при хранении. Специальный состав помогает создать пластичный материал, которых хорошо переносит деформацию, причем это касается состояния до сваривания, а также после него. В большинстве случаев, кроме углеродной проволоки, материал обладает низким содержанием углерода, что противостоит его хрупкости. Благодаря этому можно повысить ударную вязкость шва. Некоторые марки способны уменьшать теплопроводность металла, чтобы не возникали деформации во время сваривания
Присадочная проволока для аргоновой сварки
Технические характеристики популярных марок
На примере марки СВ08Г2С можно рассмотреть технические характеристикой. Сопротивление на разрыв может достигать от 882 до 1370 МПа. Причем чем меньше диаметр присадочного материала, тем данный показатель выше.
Присадочная проволока марки СВ08Г2С
В проволоке ОК 15.66 предел прочности составляет всего 500 МПа, так как это марка для сваривания чугуна, так что она имеет достаточно высокую хрупкость.
Присадочная проволока марки ОК 15.66
Характеристики марки 06Х15 выглядят следующим образом. Температура плавления от 1453 градусов Цельсия, относительное удлинение до 35%, а твердость – 90 НВ.
Выбор
Если вам требуется проволока для сварки аргоном нержавейки, то следует в первую очередь определиться с составом данного металла. Ведь существует множество сортов и разновидностей, которые имеют свои добавки, влияющие на свойства. Если присадочная проволока будет отличаться по составу, то материал шва получит дополнительную уязвимость, так как образуется высокий перепад. Для идеальных условий, все должно полностью совпадать и присадочная проволока должна соответствовать составу основного металла.
Далее нужно обратить внимание на диаметр проволоки. Одни и те же марки выпускают в различных вариантах, так как они используются для заготовок разной толщины. Здесь все просто, так как чем толще основной металл, тем толще должна быть проволока
Лучше всего, когда эти значения практически одинаковы. Могут быть небольшие различия, в пределах 1 мм, но это касается только изделий средней и большой толщины, так как с тонкими листами нужно придерживаться максимально точных пропорций. К примеру, если присадочная проволока для сварки алюминия аргоном будет 2 мм, а сам лист – 1 мм, то появится огромный риск пропалить дыру
Здесь все просто, так как чем толще основной металл, тем толще должна быть проволока. Лучше всего, когда эти значения практически одинаковы. Могут быть небольшие различия, в пределах 1 мм, но это касается только изделий средней и большой толщины, так как с тонкими листами нужно придерживаться максимально точных пропорций. К примеру, если присадочная проволока для сварки алюминия аргоном будет 2 мм, а сам лист – 1 мм, то появится огромный риск пропалить дыру.
Популярные марки и область их применения
Марка сварочной проволоки | Характеристики |
| Св-06Х19Н9Т | Наплавленный металл оказывается стойким к коррозии. Его применяют при сваривании нержавеющей стали и других сортов металла с антикоррозионными свойствами. Обязательно наличие защитной газовой среды |
| Св-08Х20Н9Г7Т | Наплавленный металл оказывается стойким к коррозии. Его применяют при сваривании нержавеющей стали, аустелитных сортов и других сортов металла с антикоррозионными свойствами. Обязательно наличие защитной газовой среды |
| Св-10Х16Н25АМ6 | Применяется при сваривании нержавеющих сталей в среде защитных газов. Готовый шов сохраняет стойкость к коррозии. |
| ПП-АНЧ-1 | Сварочная проволока, которая не требует предварительного подогрева при использовании. Твердость наплавленного металла составляет до 300 НВ. |









Производители
На данный момент существует множество компаний, которые занимаются производством сварочной проволоки. На современном рынке можно встретить продукцию следующих производителей.
- ESAB;
- Gradient;
- Askaynak;
- KT;
- ДонЮг;
- Волна.
Разновидности и применение
Сварка самозащитной порошковой проволокой востребована в труднодоступных местах. Это могут быть высотные работы или в тоннелях под землей. Небольшой полуавтомат можно повесить на плече, а для выполнения сварки необходима только розетка с 220V. Благодаря такой компактности эта технология широко применяется на строительных площадках и монтажных работах. Сборка и сварка металлических конструкций таким способом производится очень быстро. Но для сварки труб под высокое давление она не годится.
Проволока широко используется благодаря разнообразию диаметров, минимальное значение которого начинается от 0,8 мм и заканчивается на 2,4 мм. Это позволяет сваривать как тонкие листы стали, с толщиной стенки 1,2 мм, так и толстые стороны до 7-10 мм. Этим способом можно работать с углеродистой сталью, оцинкованным железом и нержавейкой
Для этого важно правильно выбирать материал самой проволоки и вид внутреннего наполнителя
Как же правильно сваривать полуавтоматом?
Технология сварки полуавтоматом в углекислотной атмосфере весьма проста и понятна. Единственное, что требуется от сварщика – это выдержать правильный вылет проволоки и своевременно перемещать горелку с равномерной скоростью.
При правильном выполнении этих условий сварка полуавтоматом флюсовой проволокой без газа позволяет получить ровный сварной шов без наплывов и пещер.
Специалисты разработали несколько простых рекомендаций, благодаря которым сварка полуавтоматом для начинающих покажется очень простым занятием:
- Перед началом сварочных работ следует убедиться, что газ поступает из горелки.
Углекислый газ для сварки должен поступать в рабочую зону под давлением 0.02-0.03 кило Паскаля. При наличии сквозняка, ветра и других факторов, следует скорректировать давление, дабы компенсировать потери. - Угол горелки должен находится в пределах от 65 до 75 градусов.
- Проварку необходимо производить справа налево.
Такой подход позволяет обеспечить лучший обзор уже проваренных участков.
Конечно, для нечастых работ невыгодно приобретать баллон с углекислым газом. В таких случаях придет способ варки без углекислоты, основанный на применении специальной присадочной проволоки с флюсом.
При соединении изделий из цветных металлов крайне важно правильно подобрать проволоку. Например, алюминиевые изделия лучше всего спаивать при помощи присадочного материала, имеющего в составе алюминий, марганец и магний
Способы сварки
Полуавтоматическая сварка в среде углекислого газа может выполняться двумя способами:
- Углом вперед.
В данном случае дуга перемещается справа-налево, металл плавится меньше и валик шва получается достаточно широким. Подобный способ варки идеально подходит для соединения тонкого металла. - Углом назад.
Подход подразумевает перемещение электрической дуги слева направо. Метод подходит для варки толстых металлов, поскольку он обеспечивает большую глубину проплавления и узкий шов.
Схема сварки под шлаком.
Отдельного упоминания стоит метод сварки без использования газа.
Подобный прием обладает массой преимуществ:
- Полная мобильность.
Благодаря отсутствию тяжелых газовых баллонов, сварка может осуществляться даже в самых труднодоступных местах. - Большой выбор специализированных проволок.
На сегодняшний день существует огромное количество присадочных материалов с встроенным флюсом. - Упрощенный сварочный процесс.
- Отсутствие необходимости в постоянной заправке баллона.
Для небольших ремонтных мастерский нет смысла держать дорогостоящий баллон. Поэтому нечастые сварочные работы лучше проводить при помощи флюсосодержащей проволоки.
Однако, у безгазового вида сварки есть и свои недостатки, среди которых можно выделить:
- высокую стоимость расходных материалов;
- повышенные требования к выбору проволоки;
- необходимость наличия на аппарате кнопки переключения полярности тока;
- сложности в подборке оптимальных режимов работы;
- плохую видимость сварного шва из-за возникновения дымки;
- трудности при сваривании листов, толщиной менее 0.15 сантиметров;
- выделение большого количества вредных веществ, пагубно влияющих на организм;
- слабые механические свойства проволоки, не позволяющие пережимать ее валиком.
Важно отметить, что сварочные работы можно проводить и с помощью обычной проволоки, однако, получаемый в таком случае шов будет рыхлым и недолговечным
Пошаговый процесс сварки
Сварка без газа, как правило, производится в соответствии со следующим алгоритмом:
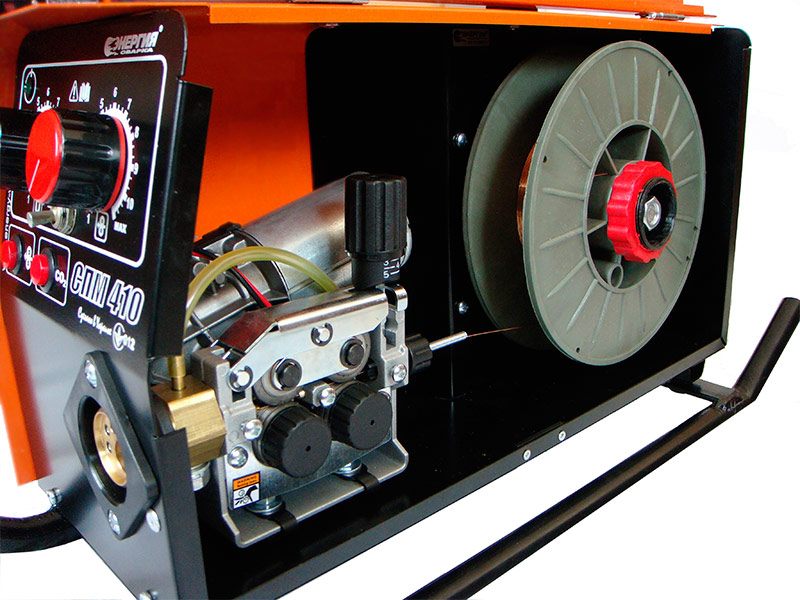
Схема сварочного полуавтомата.
Подборка оптимальной величины тока в зависимости от толщины соединяемых изделий.
Выставление тока обратной полярности на аппаратуре.
Выбор скорости подачи паяльной проволоки
В случае использования флюсосодержащей проволоки важно следить, чтобы шестерни не пережали ее.
Проверка выставленных параметров на пробном образце. Для данного этапа оптимально подойдут небольшие куски металла
В процессе настройки следует контролировать стабильность сварочной дуги и количество выдаваемого флюса.
Установка переключателя в положение вперед.
Нажатие на кнопку запуска сварочных работ.
Зажигание электрической дуги.
Поворот горелки на 5 градусов относительно вертикальной оси.
Начало движения электродом вдоль предполагаемого соединения.
Для избегания риска появления трещин, первый слой следует проваривать при небольшом токе.
Завершение сварного шва, по средствам заполнения кратера расплавленным металлом.
Остановка сварочного аппарата и отключение его от сети электропитания.










Особенности
Сварка полуавтоматом без газа позволяет достигать необходимого уровня плавления металлической поверхности, при этом диаметр проволоки составляет от 0,8 до 2 мм. Благодаря специальному составу флюса полуавтоматическая сварка дает возможность выполнить высококачественный и прочный шов при соединении металлических заготовок любой толщины, что говорит о высокой эффективности сварочного метода.

Процесс сварки металлических деталей без применения среды защитного газа обладает целым рядом преимуществ, по сравнению с другими технологиями:
- отсутствует необходимость в приобретении и последующей заправке дорогостоящих баллонов с газовой смесью;
- не требуется перемещение тяжелых газовых баллонов в процессе выполнения работ;
- сварочный флюс может быть выбран по диаметру и составу его наполнительного порошка, что является удобным при сварке различных видов металла;
- в процессе сварки можно контролировать образование стыковочного шва через стекло защитной маски.


Проволока с размещенным внутри нее флюсом является универсальным и экономически выгодным заменителем газобаллонного оборудования. По своему устройству проволока состоит из полой трубки из стального материала, внутри такой трубки размещается флюс в виде порошка. Внешне такой порошок выглядит как обмазка, которую используют при изготовлении обычного сварочного электрода. Во время выполнения работ полуавтоматическое сварочное устройство обеспечивает высокотемпературную среду, в которой флюс без остатка расплавляется. В получившейся сварочной ванне образуется жидкий металл, защищенный образовавшимся при сгорании присадок газе. Этот газ защищает соединение шва от воздействия кислорода, что обеспечивает прочность и надежность соединения.


Использование методики сварки без газа с помощью полуавтомата по сравнению с обычными видами сварочных работ, выполняемых в активной или инертной газовой среде, которую подают во время работы из баллона, имеет свои преимущества и недостатки.
Среди достоинств можно выделить следующие:
- сварочный полуавтомат компактен по своим размерам и имеет небольшой вес, вам не придется приобретать шланги и газовый баллон с редуктором для выполнения сварки;
- компактность оборудования позволяет применять его в малодоступных участках – с ним можно работать на высоте, а также в узких коридорах или комнатах;
- значительно экономится время для подготовки оборудования к работе;
- процесс сварки выполняется быстро и аккуратно;
- сварной шов формируется под визуальным контролем, осуществляемым через защитную маску;
- температура и мощность электрической дуги может быть выбрана в зависимости от вида свариваемых металлов;
- проволоку можно выбирать с различным видом наполнителя.
К недостаткам полуавтоматической сварки можно отнести следующие моменты:
- стоимость проволоки с флюсом достаточно высокая;
- проволока для сварки обладает определенной степенью хрупкости, поэтому она требует аккуратного обращения с ней во время работы;
- в соответствии с составом флюсового порошка на аппарате полуавтоматической сварки необходимо правильно выбрать нужный режим работы, что вызывает затруднения у новичков;
- при использовании сварочного флюса во время формирования шва образуется шлак, который придется зачищать;
- у полуавтомата имеется возможность изменения полярности подключения, как это использовать и с какой целью – нередко вызывает у неопытных сварщиков сомнения.


Себестоимость проведения таких работ минимальна, что особенно важно, если приходится заварить небольшой участок

Технология
Сварочным полуавтоматом можно самостоятельно варить нержавейку, цветные металлы, сталь, алюминий. Для соединения заготовок из цветмета нужно правильно выбрать проволоку для выполнения сварочных работ. Например, флюс, содержащий в своем составе магний, марганец и алюминий, можно использовать для сварки алюминиевых деталей. Такая проволока дает возможность соединять тонкий металл или толстые листы
Для начинающих сварщиков важно соблюдать все этапы подготовки и технологию процесса сварки


Перед началом выполнения сварочных работ необходимо надеть защитную одежду и сварочную маску. Работы можно проводить при условии, что на расстоянии радиусом 10 м отсутствуют легковоспламеняющиеся предметы. В рабочую зону не допускаются посторонние люди без защитной экипировки.

Подготовка
Метод сварки полуавтоматическим аппаратом без газобаллонного оборудования отличается от обычного способа сварки тем, что у него другая полярность: на рабочую деталь закрепляют клемму со знаком «плюс», тогда как на электроде будет подключен «минус». Такая полярность объясняется тем, что с ее помощью удается достигнуть максимально высоких температурных условий, которые необходимы для расплавления порошкового флюса.
Еще одним важным этапом подготовительных работ является тщательная предварительная обработка поверхностей, соединяемых между собой заготовок.


Чтобы настроить сварочное полуавтоматическое оборудование, потребуется выполнить следующие действия:
- выбрать показатель устанавливаемого для работы силы тока, согласно тому, какой толщины металл потребуется соединить;
- выбрать оптимальный режим скорости подачи сварочной проволоки, чтобы она не повреждалась от натяжения во время сварки;
- перевести аппарат на прямую полярность тока;
- прокрутить проволоку вперед, открыть заслонку у воронки подачи флюса, нажать на пусковую кнопку и активизировать электрод;
- выполнить пробную сварку и при необходимости откорректировать параметры аппарата.
После того как наладка полуавтоматического аппарата будет завершена, проволока будет свободно подаваться в область сварки, а сварочная дуга будет стабильна, можно приступать к формированию соединительного шва.

Опытные специалисты рекомендуют устанавливать прижимные ролики аппарата в соответствии с толщиной проволоки. Если соблюдать это условие, проволока с флюсом будет свободно перемещаться по трубопроводу без риска застрять в подающем канале или оборваться.









Процесс
Во время работы сварочного полуавтомата без применения баллонного газа флюс в процессе сгорания создает облако защитного газа. Такие пары имеют свойство подниматься вверх, поэтому сварщику необходимо предусмотреть наличие вытяжной системы или обеспечить хорошее проветривание помещения.
После того как сварочный полуавтоматический аппарат приведен в рабочую готовность, движения электродом необходимо выполнять вдоль формируемого соединительного шва. Если предстоит соединить между собой толстые листы металла, то этот процесс выполняется в несколько слоев. Причем, чтобы избежать появления трещин на шве, нужно первый слой проваривать на низкой силе электротока. Формируется шов путем заполнения сварочной ванны расплавленным металлом. После того как полость сварочной ванны будет полностью заполнена, необходимо выключить подачу проволоки, остановить сварочный аппарат и выключить его из сети.
Чтобы работу можно было выполнять максимально удобно и эффективно, рекомендуется начинать сварочный процесс с верхнего сегмента соединяемых деталей, постепенно спускаясь вниз. При сгорании флюса образуется тепловая энергия и, поднимаясь вверх, она дает возможность постоянно держать одинаковый уровень температурного режима, необходимого для плавки металла. Чтобы удерживать постоянную плавку металла и формировать сварочную ванну, ручку держателя электрода рекомендуется немного наклонять кверху.
Горелка сварочного полуавтоматического аппарата должна быстро и плавно передвигаться вдоль соединительного шва, при этом нужно стараться не допустить появления наплывов расплавленного металла. С этой целью проволока должна поступать к передней кромке сварочной ванны.

Как варить полуавтоматом без газа, смотрите далее.
О проволоке с флюсом замолвим словечко…
Если варить газом по каким-то причинам невозможно, например из-за порывистого ветра, на помощь приходит этот «расходник». В отличие от других, со сплошной конструкцией, он состоит из металлической оболочки, заполненной флюсом специального состава. Преимуществ у такого решения несколько.
- Для работы нужно минимум оборудования: нет необходимости в устройствах для подачи газа и флюса.
- В отличие от обычных электродов, рассчитанных примерно на 20 А/мм2, эта «конструкция» позволяет применять сверхвысокие показатели тока – до 200 А/мм2. Неудивительно, что стальной сердечник плавится быстро и производительность увеличивается.
- Благодаря режиму открытой дуги оператор может следить за происходящим и принимать активное участие в процессе практически в любых направлениях.
- Технология обеспечивает идеально ровный наплавочный шов с таким химическим составом, добиться которого в обычных условиях невозможно.
Сварочный процесс
После того как настроена аппаратура, а также учтены все рекомендации, можно приступать непосредственно к сварке.
Во избежание появления деформации и трещин, между деталями по всей длине оставляется зазор на расширение. Детали закрепляются в тисках или другим способом и прихватываются в нескольких местах.
Начинать надо с минимальным расходом защитного газа. Выключить подачу проволоки и настроить вентилем на редукторе расход газа на рабочий режим. Затем направить газовый поток на заготовку и продуть ее поверхность буквально за 3-5сек.
В начале сварки нужно смотреть на шов. Если образуются поры, увеличить подачу газа до тех пор, пока они не будут появляться. Расход газа надо настраивать на экономный режим. Чтобы качество шва при этом не пострадало.
Начинать варить надо, отступив от края 5-6мм, чтобы не допустить образования трещин. Сопло горелки должно быть расположено под углом слегка назад по направлению шва и на высоте 10-12мм над сварочным стыком.
В случае наклона угла вперед увеличивается ширина шва, а проникновение сварочной дуги уменьшается, что хорошо для тонких листов.
Скорость сварки
Скорость, с которой электрическая дуга движется вдоль места сварки, контролируется сварщиком. Слишком высокая – может вызвать много брызг и расплавление металла, при этом защитный газ не успевает выйти и образуются поры. Недостаточная скорость – причина изменения проникновения сварочной дуги в свариваемые детали.
Варить надо короткой дугой – это, когда расстояние между концом проволоки и поверхностью расплавленного металла составляет 0,5-1,5мм. Проваренный таким способом, шов имеет правильные очертания, гладкую и выпуклую поверхность.
Другой способ сварки тонких деталей – сварка с отрывом, т.е. короткими замыканиями дугового промежутка. Нажать на курок – отпустить, и так постепенно заполнить ниточным швом (валиками) место соединения.
Если аппарат имеет импульсную функцию, то лучше работать на ней. Для расплавления металла используются импульсы, генерируемые коротким замыканием в сварочном аппарате.
При сварке тонкой (до3мм) нержавейки полуавтоматом сопло горелки вести вдоль шва, не допуская поперечных движений. В противном случае есть вероятность выхода расплавленного металла из зоны защитной среды. Лучше выполнять сварку тонких деталей в вертикальном положении, двигаясь сверху вниз.
Если две заготовки различной толщины, то сопло держать на толстой. Мгновенным движением переместить горелку на тонкую заготовку и опять вернуться на толстую. Иначе произойдет пережог тонкого металла.
Чтобы избежать серьезных дефектов во время сварочных работ, стоит использовать керамические подкладки, которые представляют собой самоклеящуюся ленту. Они наиболее подходящие для работы с тонкими деталями, а также в неудобном пространственном положении.
Возможна ли сварка без газа?







Для сварки полуавтоматом нужны инертные (или углекислый) газы, плавящаяся присадочная проволока и флюс. Такая технология называется MIG/MAG.
С её помощью работающие сварщики получают прочные соединения, на качество которых жаловаться не приходится. Ручная электродуговая сварка (ММА) такой эффект выдаёт с трудом.
Но первый вариант включает в себя много деталей: газовую среду, сам полуавтомат и проволоку. Последние два элемента исключить нельзя, но без первого шов может получиться.
Основной недостаток MIG/MAG — это газ. Баллоны с ним большие, переносить их сложно. В местах, где места мало, или нет устойчивой площадки для работы, негде поставить систему подачи газа.
Если материала для пайки много, баллоны нужно менять или заправлять, но в труднодоступных местах это нелегко из-за того, что заправку не получится носить с собой вместе со всем остальным оборудованием. Можно ли отказаться от газовой среды в этих случаях?
Сварщики считают, что можно делать работу так же, как и с газом, но без последнего. Они решают, что полуавтомат с присадочной проволокой выполнит неплохие швы без влияния газа.
Но будут ли они такими же плотными и аккуратными, как полученные в газовой среде? Расскажем дальше.
Это интересно: Сварочный полуавтомат — зачем он нужен и как его использовать?
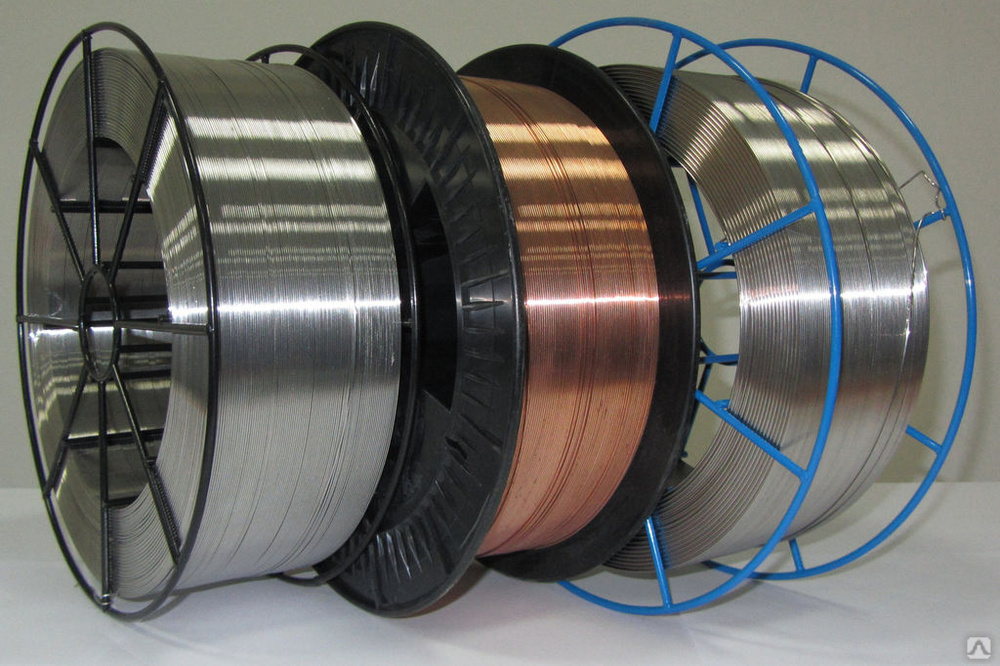
Разновидности электродной проволоки. Их принцип действия
В зависимости от способа полуавтоматической сварки, проволоку можно использовать:
В среде защитных газов.
Сварка может проводиться с помощью инертных (без углекислоты) и активных (с углекислотой) газов. Согласно ГОСТ No2246-70, при такой технологии могут быть использованы 75 марок проволоки, которыми можно соединять практически все металлы. Особенно популярна сварка полуавтоматом чугуна, циркония, алюминия, магния, титана и т.д.

сварка полуавтоматом в защитной газовой среде
Плавка проволоки происходит с помощью дуги, которая образуется между электродом и металлической деталью. Во время этого сварная ванна наполняется газами, которые вытесняют воздух, который ухудшает качество шва. Чтобы в сварочном шве не образовывались поры, давление защитного газа должно быть 0,6 – 0,8 МПа. Для устойчивого горения дуги и небольших энергозатрат применяется присадочная проволока, имеющая диаметр 0, 5 – 3 мм.
Без использования газа (FLUX).

сварка полуавтоматом флюсовой проволокой без газа Флюсовая, она же самозащитная, проволока для полуавтомата пригодится для монтирования крупных конструкций, особенно если до свариваемых деталей трудно добраться. Проволока с флюсом нужна при соединении цветных металлов, их сплавов, низкоуглеродистой стали, стали с любой степенью легирования. Наиболее распространенные величины диаметра расходника — 2 мм, 5 мм и 8 мм.
Флюсовая сварочная проволока для полуавтоматов плавится под воздействием сварочной дуги. Одновременно происходит расплавка металлической поверхности. Глубина проплавления зависит от толщины проволоки и примененной силы тока. Образуется сварочная ванна, покрытая тонким слоем шлака. После удаления дуги расплавленное вещество кристаллизуется, образуя шовное соединение, и остатки шлака можно зачищать
Немаловажно, чтобы проволока с флюсом содержала как можно меньше химических веществ, выделяющих токсины при достижении высоких температур
Заключение
Для облегчения процесса сварки и увеличения эффективности операций при соединении тугоплавких металлов и сплавов широко используются современные присадочные материалы. Одним из самых востребованных на сегодня является сварочная проволока для полуавтоматов. Она позволяет эффективно проводить все работы при помощи инвертора, не используя при этом хрупкие электроды.
Автоматизированная сварка с использованием присадочной проволоки способствует созданию гибкого, прочного и надёжного шва. Для достижения наилучшего результата необходимо подобрать такой вид присадки, который смог бы максимально точно соответствовать составу свариваемого металла. При возникновении затруднений в решении этих вопросов потребуется обратиться за помощью к профессионалам, которые сумеют составить список необходимых рекомендаций.





