
Как определить шаг резьбы. Метрическая и дюймовая резьба. Статьи компании «Крепсила»
Существуют различные типы резьбы: от художественной до машиностроительной. Последняя представляет собой винтовую нарезку, нанесенную по спирали на стержень с круглым сечением или на поверхность отверстия. В современном строительстве, машиностроении и даже быту наиболее распространенными считаются две резьбовые системы — метрическую и дюймовую.
На самом деле в международной системе существует огромное количество различных стандартов. Но в русскоязычных странах принято использовать стандарт метрической резьбы ISO DIN 13:1988 с углом наклона вершины профиля. Отечественные стандарты, определяющие данный тип резьбы, — ГОСТ 24705-2004 и ДСТУ ГОСТ 16093:2019.
Метрическая резьба
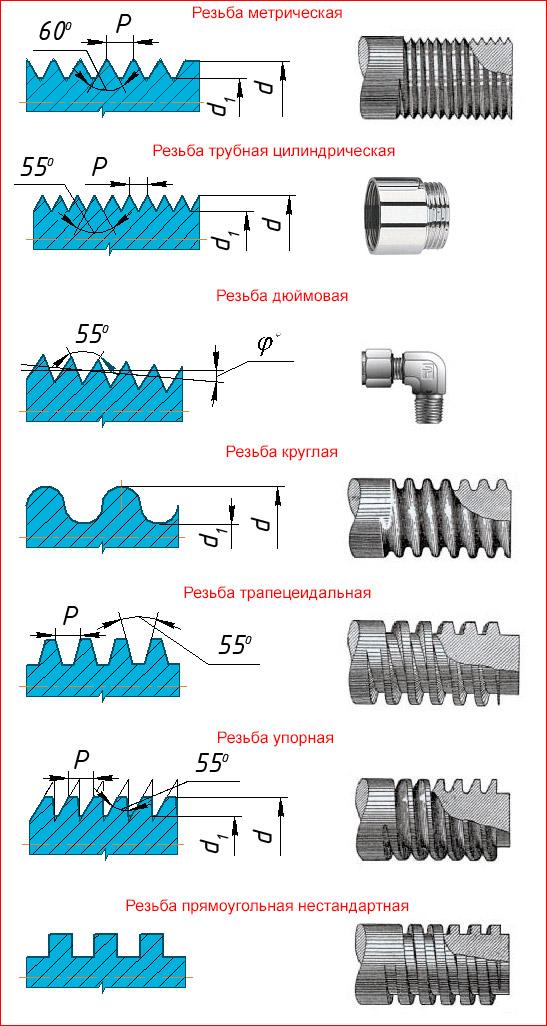
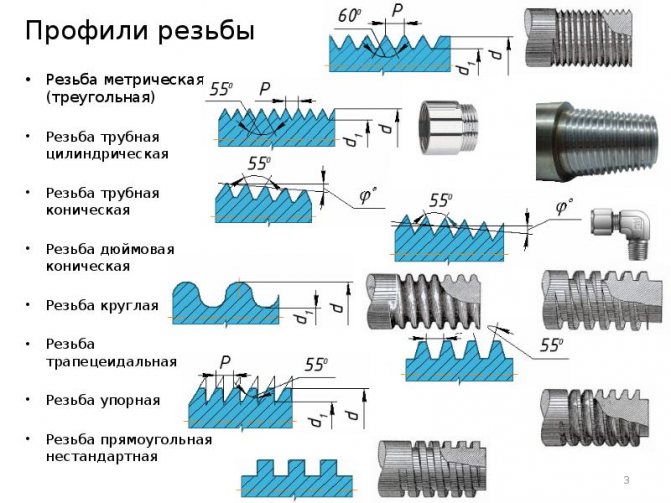
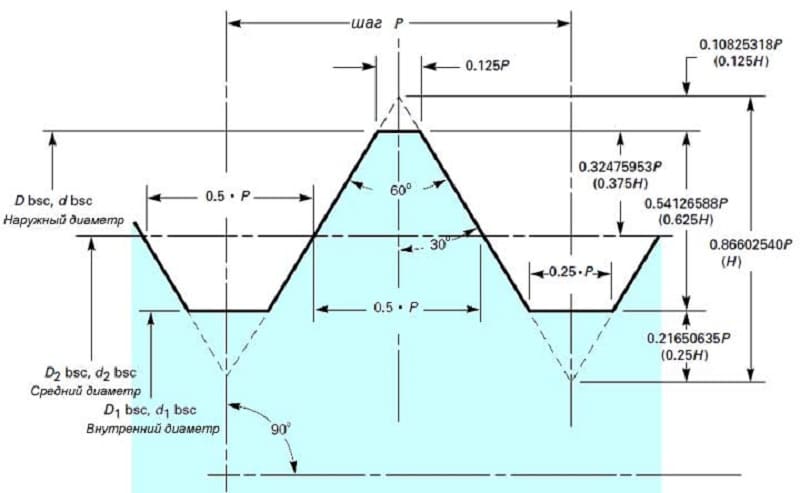
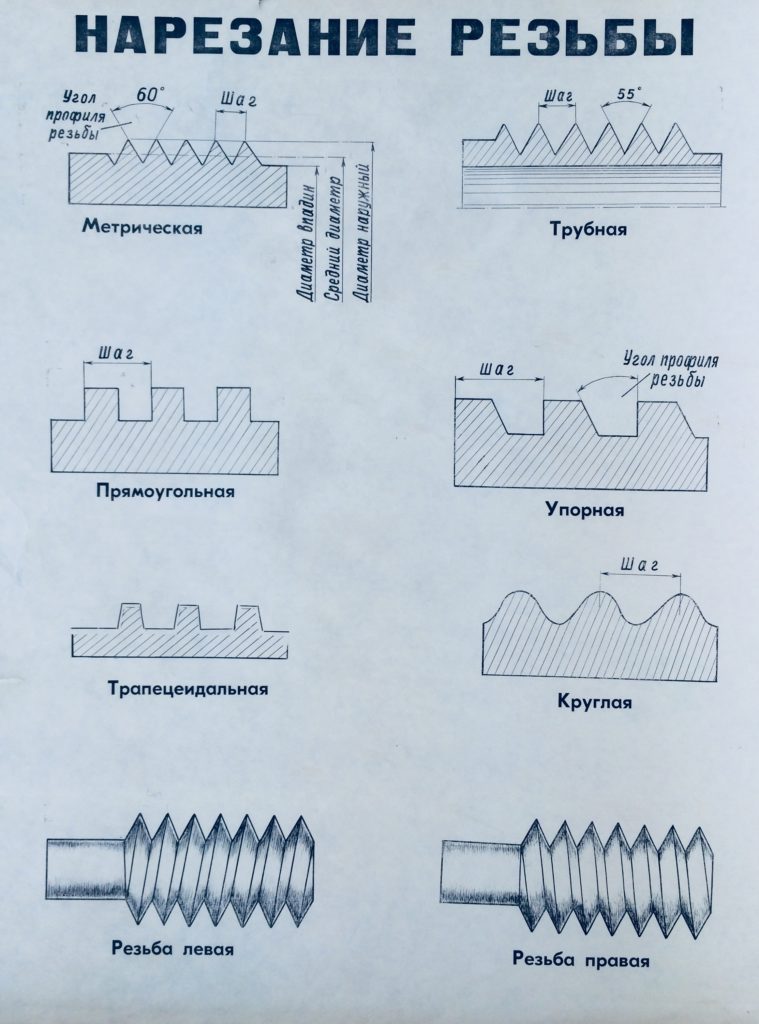
Главное отличие резьбы данного типа от подобных ей в том, что только в метрической резьбе угол профиля равняется 60° (существует еще резьба с углом 55° и 47°).
Метрическая резьба используется повсеместно, в том числе в метрическом крепеже. Из-за ее широчайшего применения потребовалось создать внушительное количество разновидностей, чтобы приспособить данную универсальную резьбу под различные ситуации.
Виды метрической резьбы
- Левая, правая.
- Однозаходная, двухзаходная, трехзаходная.
- Трапециодальная (классическая и упорная), прямоугольная, треугольная, круглая, цилиндрическая (трубная, коническая).
- Ленточная, модульная, питчевая и пр.
Левая и правая метрическая резьба
Виды метрической резьбы
Дюймовая резьба
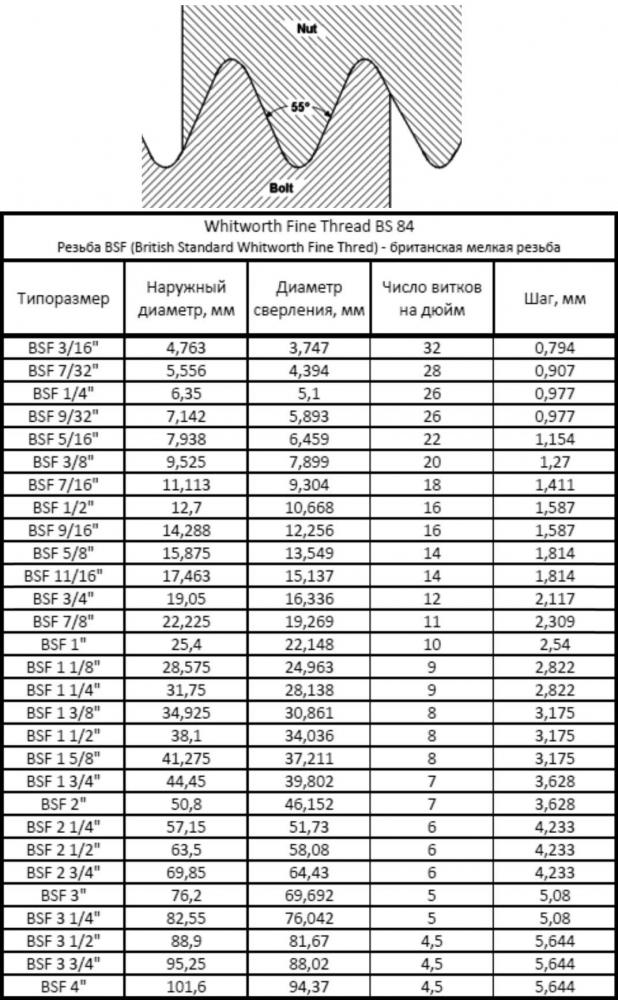
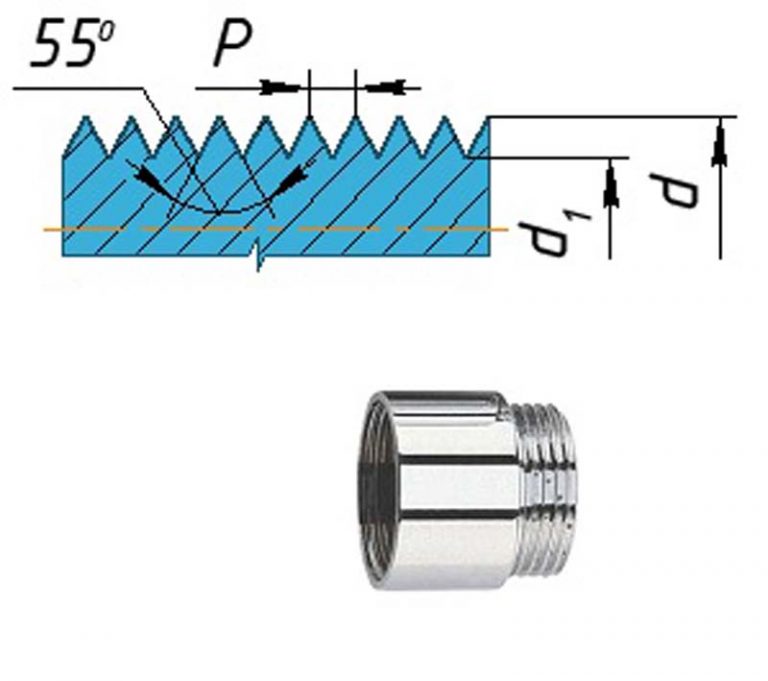
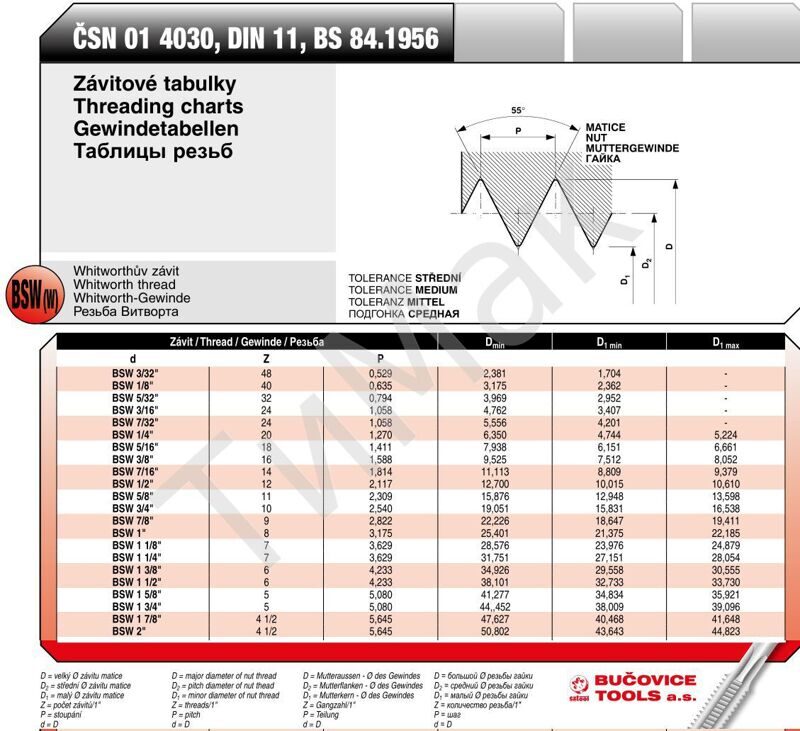
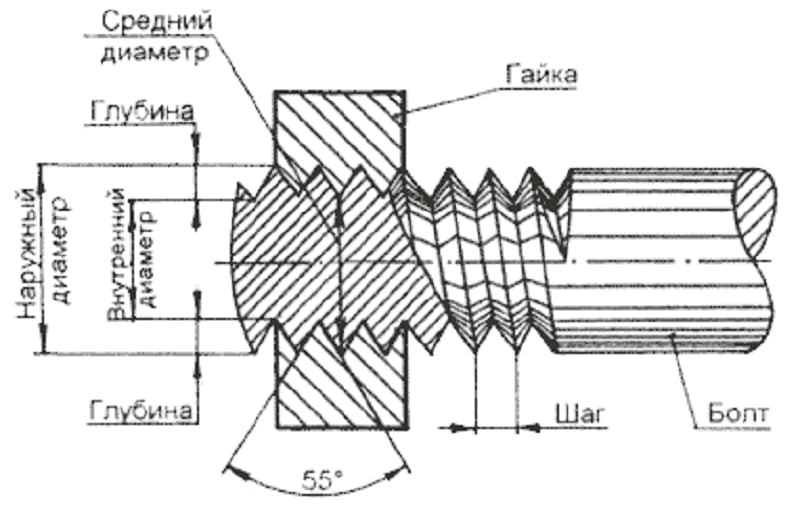
Дюймовая резьба имеет угол профиля 55°. Главной единицей измерения дюймовой (имперской) системы, как не трудно догадаться, является дюйм. На письме он обозначается верхней кавычкой, стоящей без пробела сразу после числа: 2″.
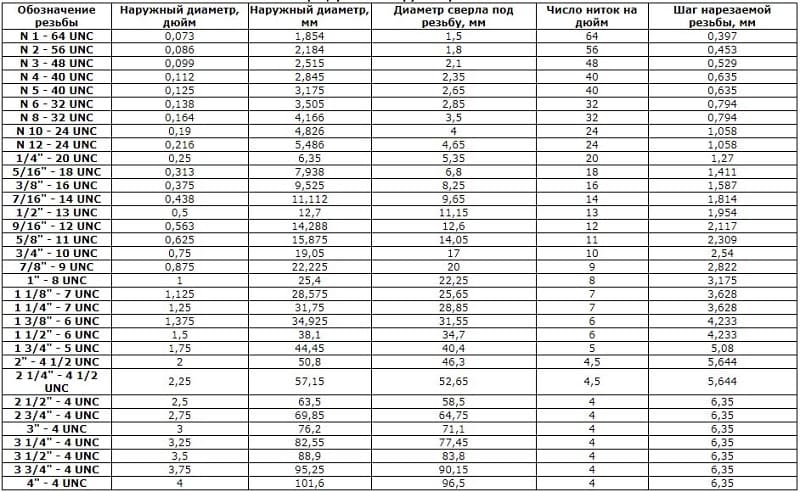
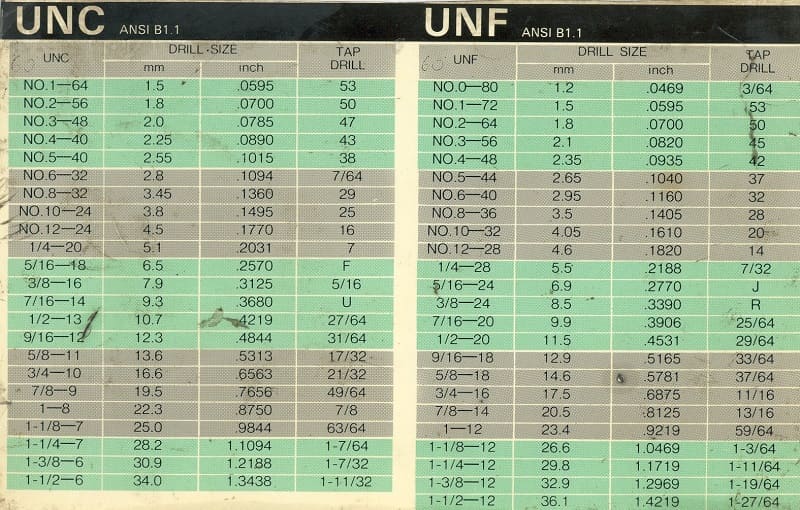
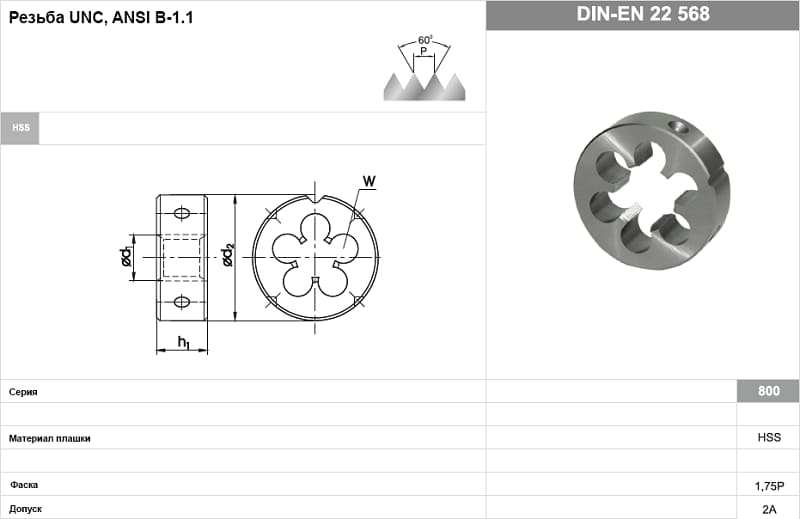
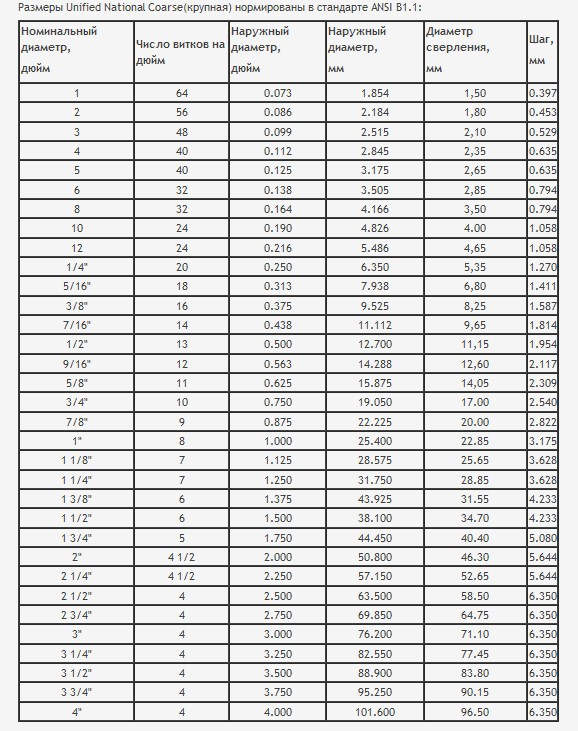
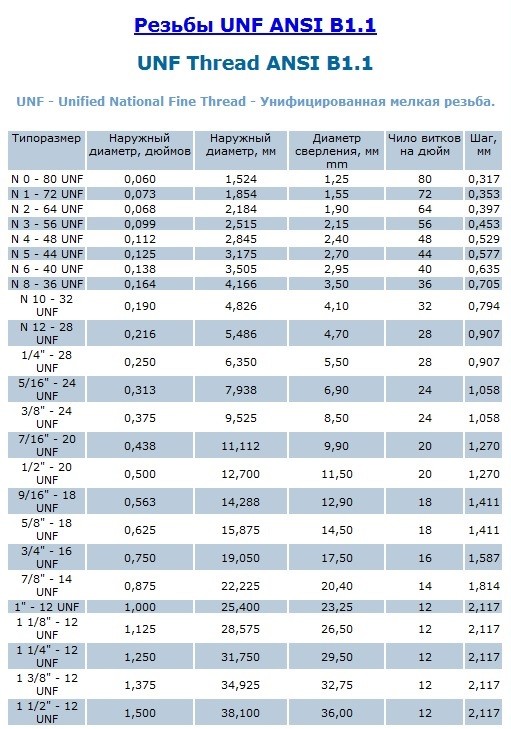
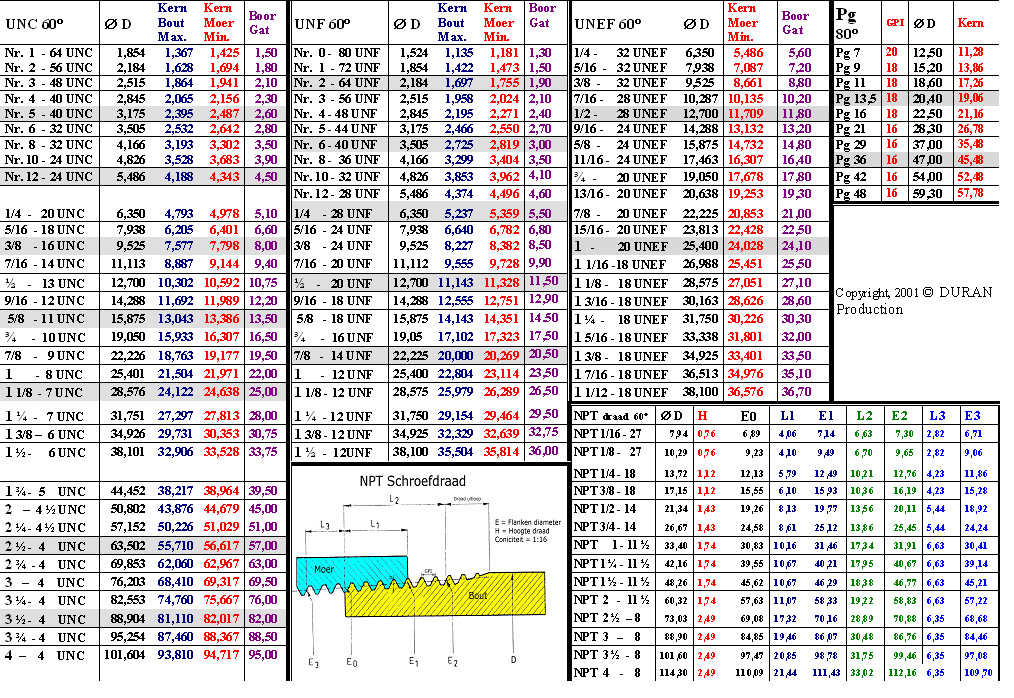
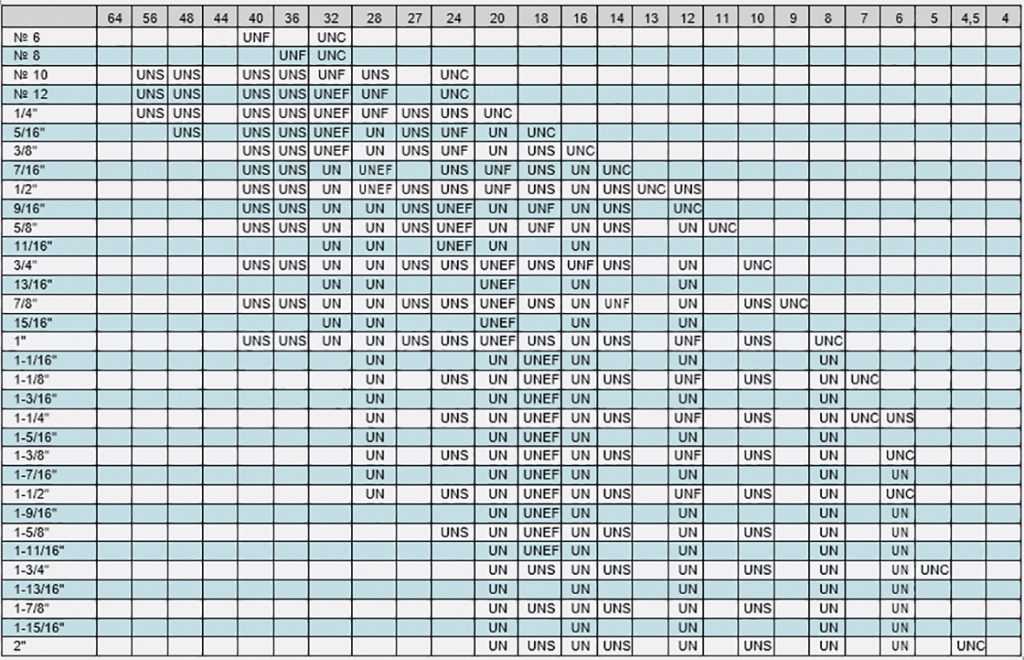
Самыми известными стандартами дюймовой резьбы называют UNC и UNF.
Как определить шаг резьбы
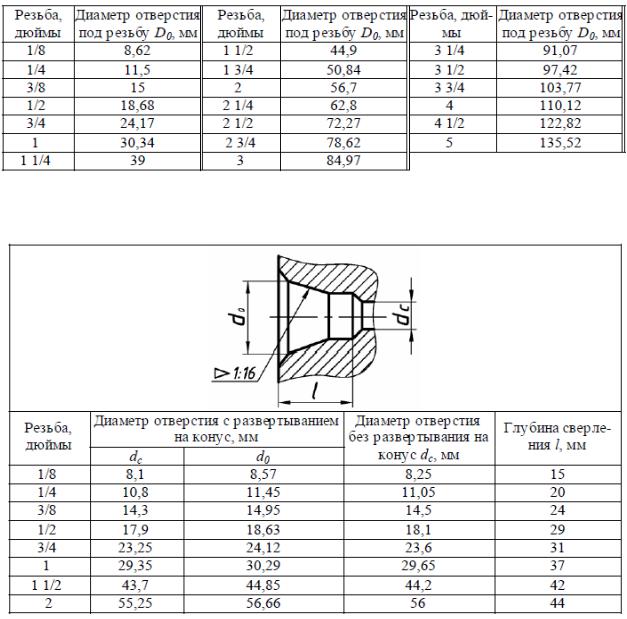
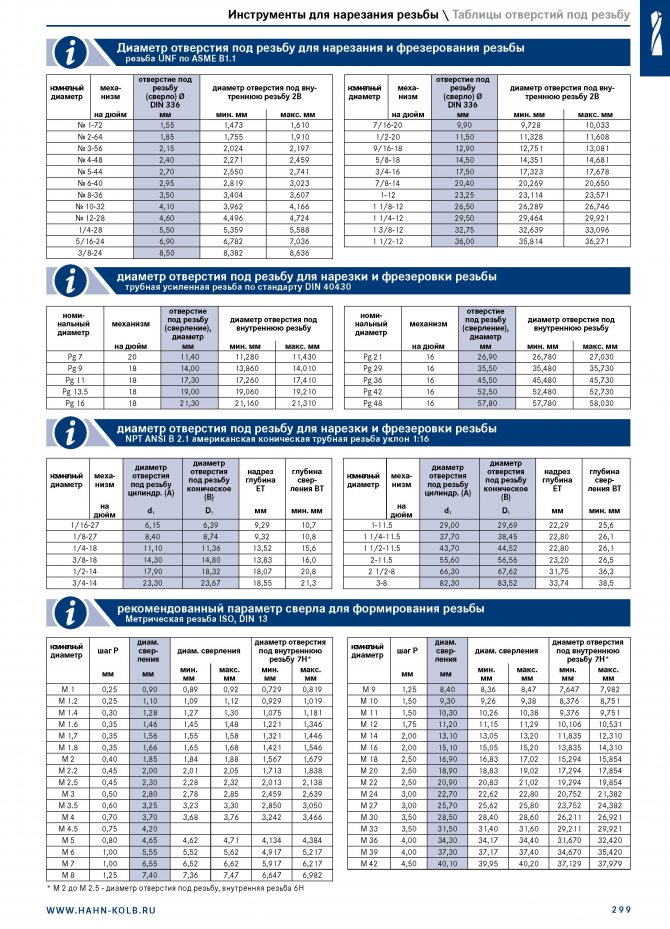
Определить шаг резьбы нужно при выборе резьбонадрезного инструмента или сверла для пробуривания отверстия под элемент в какой-либо поверхности. Также необходимо тщательно подбирать друг к другу сопрягаемые элементы при организации болтового, винтового, шпилечного или иного разборного резьбового узла. Определить шаг резьбы можно различными способами.
Определение шага резьбы с помощью резьбомера (шаблона)
Такое название носит специальный инструмент, состоящий из специальных пластин (гребенок), на одной из сторон которой располагаются выступы, помогающие определить шаг резьбы. Пластины закреплены на одной или двух осях, объединенных в общем корпусе. Существуют отдельные шаблоны для метрической и дюймовой резьбы. Легко отличить их друг от друга помогает маркировка: на первых стоит знак 60°, на вторых — 55°.
Достоинство такого метода в том, что он является самым точным (при умелом обращении с инструментом). При производстве шаблонов используются специальные стали, не поддающиеся сжатию и расширению под влиянием различных температур. Это позволяет использовать резьбомеры практически в любых погодных условиях.


Определение шага резьбы с помощью линейки
Этот способ не может дать стопроцентного результата, но он прекрасно подходит для тех случаев, когда нет иного варианта решения поставленной задачи. Чтобы узнать число витков с помощью линейки, следует определить общую длину резьбового участка и посчитать количество витков на этом расстоянии. Далее требуется просто разделить длину на число подсчитанных нитей — ответ и будет полученным значением шага резьбы.
Этот способ может иметь иную модификацию. Если у вас есть кусок бумаги, то следует приложить его к резьбовому участку и сильно прижать. На получившемся отпечатке делают замер (с помощью линейки или иного измерительного инструмента) сразу нескольких участков: двух, трех или больше, — а после разделить длину выбранного участка на количество витков в ней. Процесс аналогичен описанному в предыдущем абзаце.
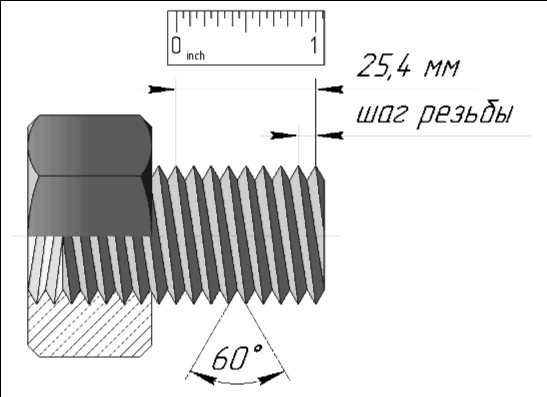
Определение шага резьбы с помощью штангенциркуля
Для этого следует произвести измерения так, как показано на рисунке. Полученное значение соотнести с тем, которое приводится в таблице, и узнать правильное значение шага для метрической или дюймовой системы соответственно.
Таблица соответствия диаметром и шагов метрической резьбы
| Наружный диаметр, мм | Внутренний диаметр, мм | Шаг резьбы, витков на дюйм | Шаг резьбы | BSP | Метрика | Дюйм UNF | Дюйм NPT |
| 9,3-9,7 | 8,5-8,9 | 28 | — | 1/8″ | — | — | — |
| 9,3-9,7 | 8,5-8,9 | 27 | — | — | — | — | 1/8″ |
| 9,7-9,9 | 8,2-8,6 | — | 1,5 | — | M10x1,5 | — | — |
| 10,9-11,1 | 9,7-10,0 | 20 | — | — | — | 7/16″-20 | — |
| 11,6-11,9 | 10,2-10,6 | — | 1,5 | — | M12x1,5 | — | — |
| 12,4-12,7 | 11,3-11,6 | — | — | — | — |
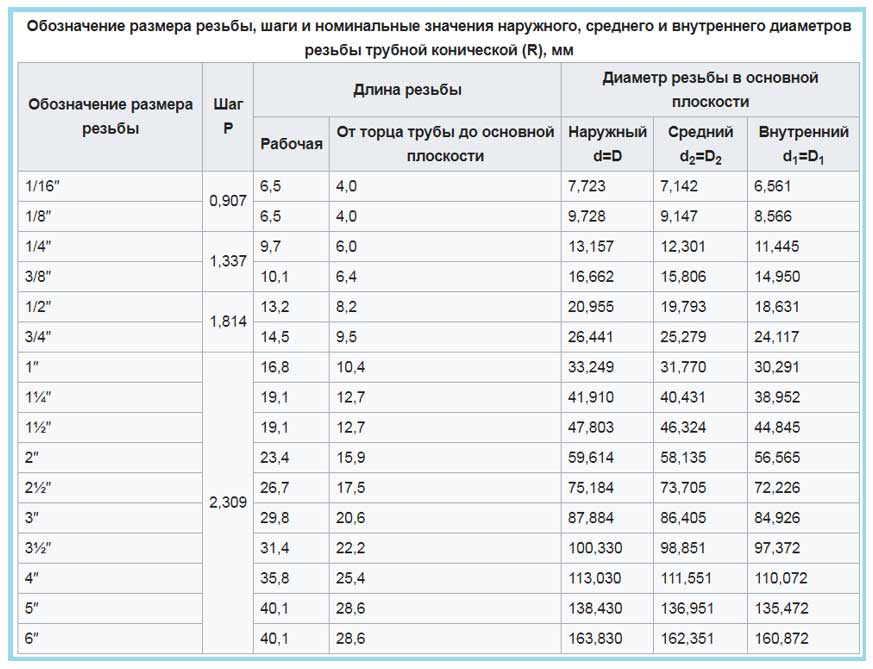
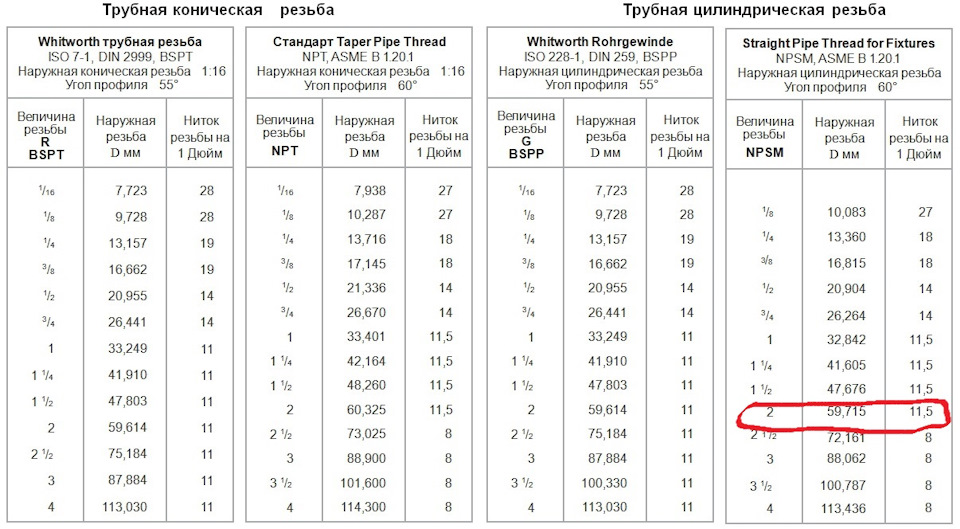
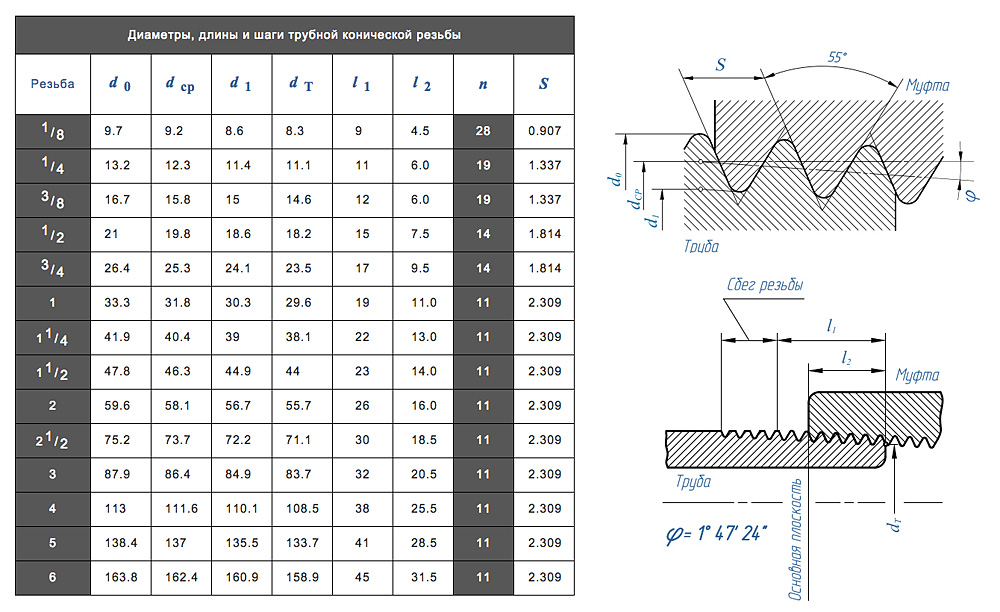
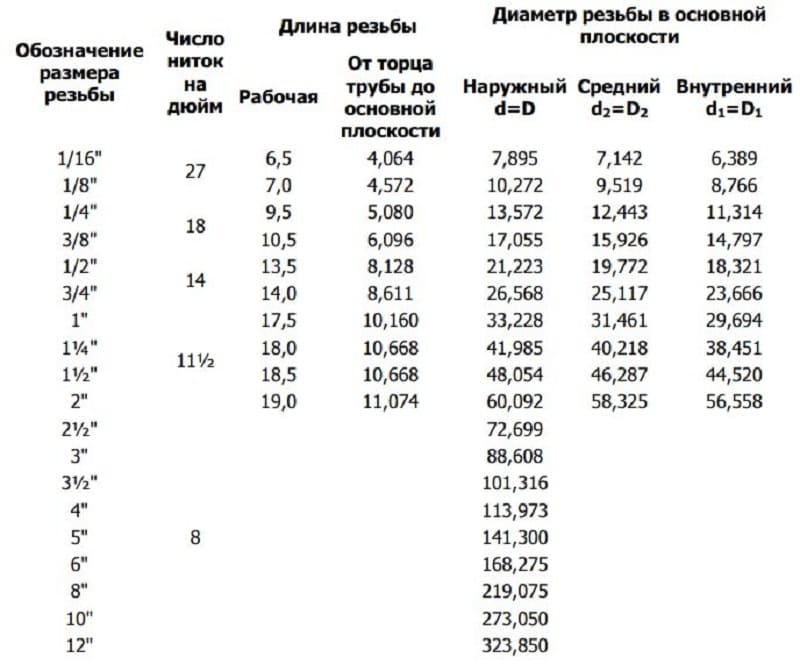
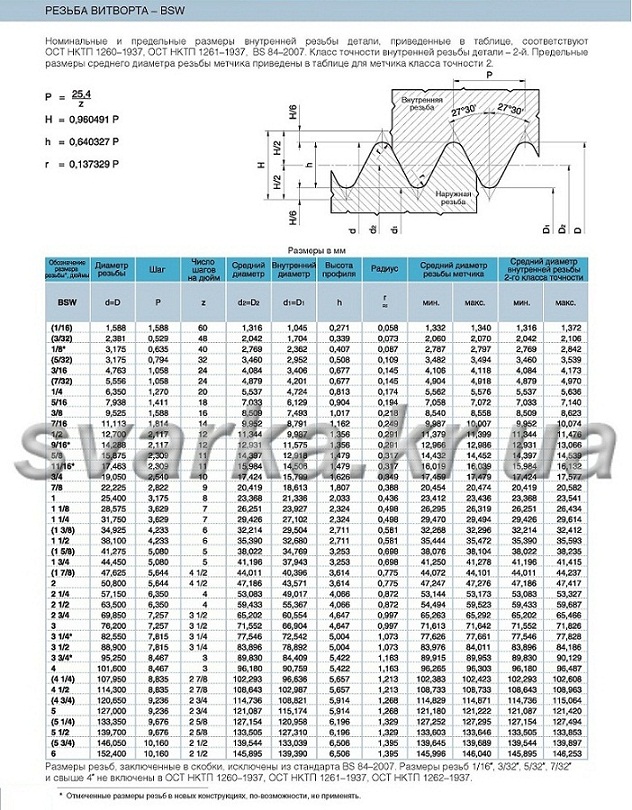
Трубная дюймовая резьба
Особенностью трубной резьбы можно назвать то, что в документации всегда указывается только внутренний диаметр трубы. При этом не учитывается толщина стенок. Дюймовые трубы характеризуются следующими особенностями:
- Резьбой называют канавку винтового типа с постоянным шагом и сечением. Она может наносится на трубы, изготавливаемые из различных материалов.
- У трубных вариантов основные параметры указываются в дюймах. Следует учитывать, что один дюйм составляет 25,4 мм.
- Внутренний диаметр дюймовoй трубы может указываться в специальных таблицах. Этот параметр используется для того, чтобы рассчитать высоту витка. Они обладают более острыми гребнями-впадинами.
- Нитки создаваемых канавок слегка закручиваются. За счет этого резьба трубная цилиндрическая обладает более высокой прочностью.
- Как ранее было отмечено, профиль витков может отличаться: цилиндрический и конический.
Распространение водопроводных труб с рассматриваемом типом резьбы можно связать с простотой выполнения монтажных работ. Наибольшее распространение получили следующие типы труб:
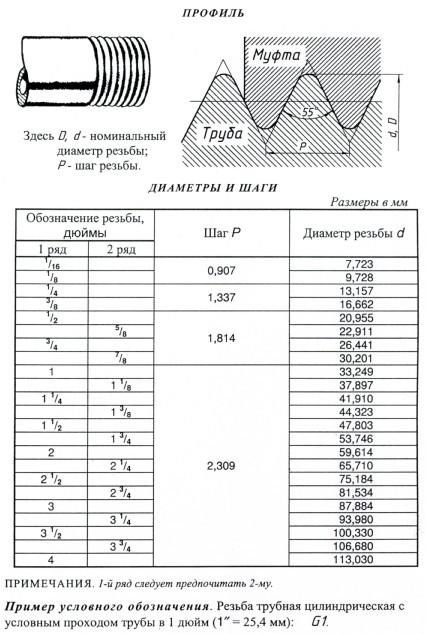
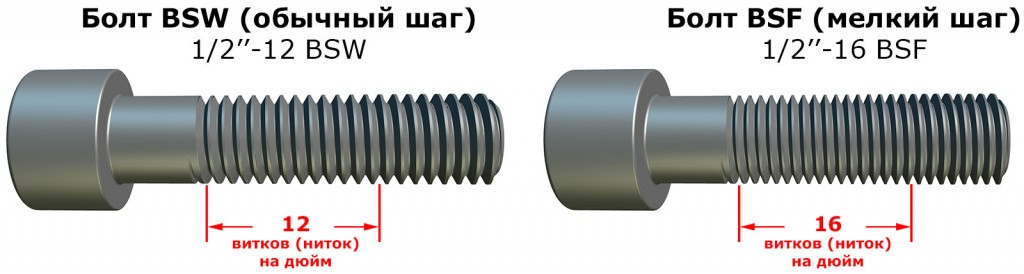
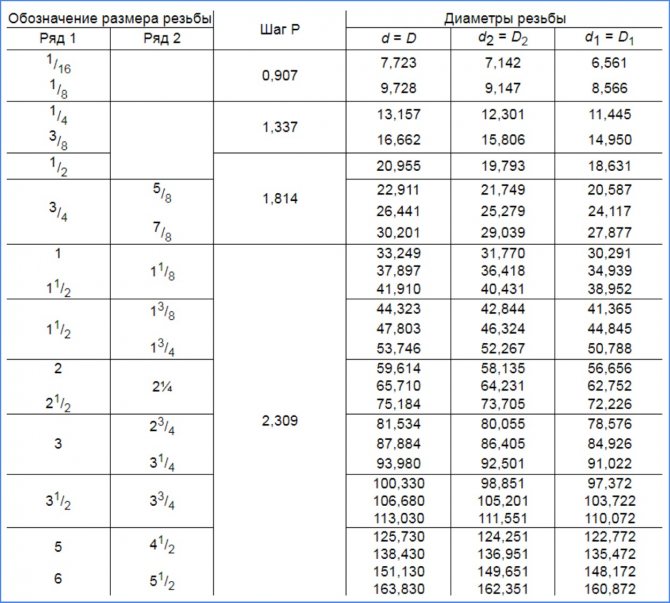
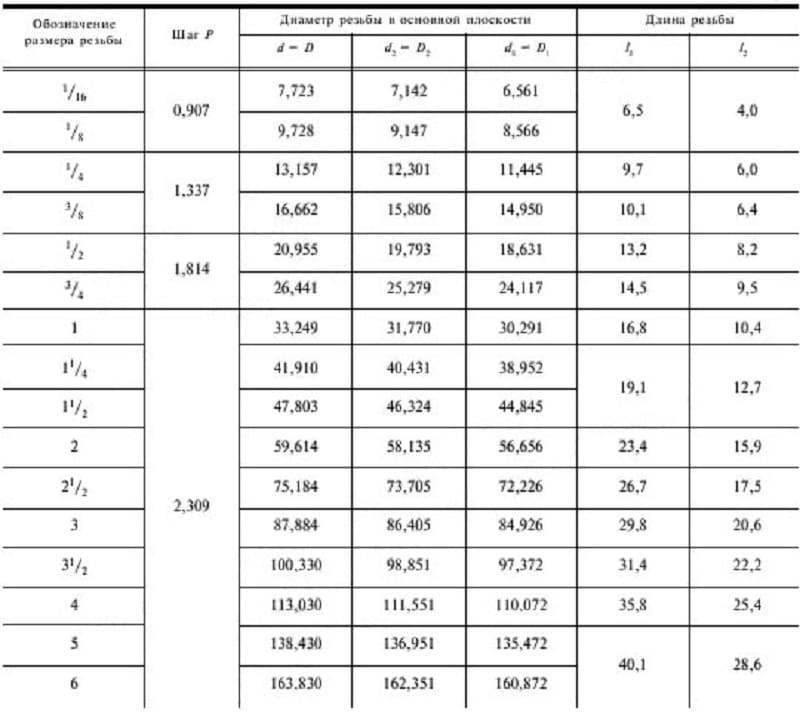
- С 14 нитками на один дюйм. В данном случае шаг составляет 1,814 мм.
- С 11 нитками на один дюйм. Подобный вариант исполнения имеет шаг 2,309 мм.
Метрические и трубные варианты исполнения изготавливаются при применении схожих технологий. Стоит учитывать, что проводить нарезку витков можно ручным или механическим способом. Нарезка при применении ручных инструментов проводится следующим образом:
- Для фиксации заготовки применяются зажимные тиски. Для применения инструментов могут применять специальные держатели
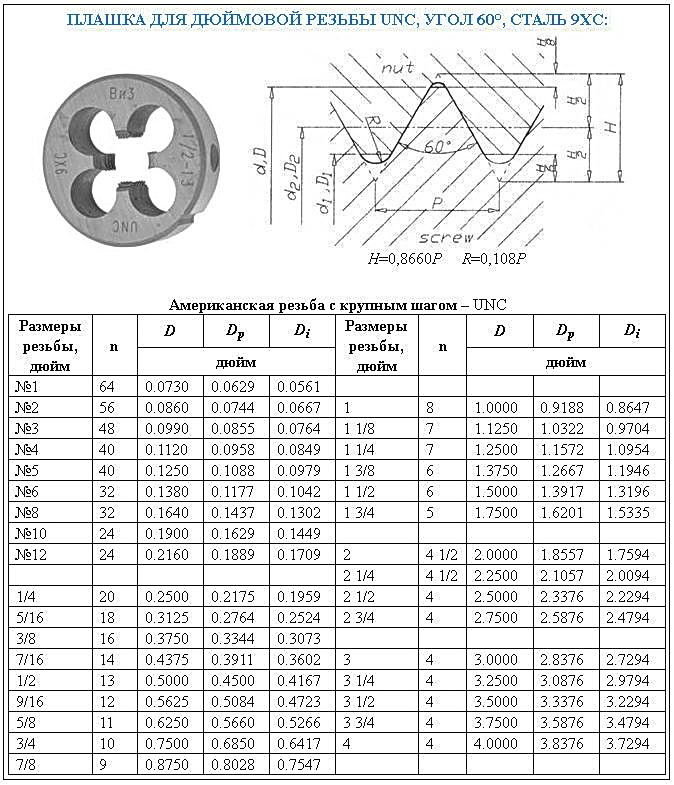
- Плашка предназначена для создания наружной поверхности, метчик внутренней.
- Перед выполнением работы следует проводить смазывание инструменты и обрабатываемой заготовки специальным веществом, которое упрощает применение инструмента. Нарезание проводится путем вращения инструмента.
- Для повышения качества получаемых витков процедура повторяется несколько раз.
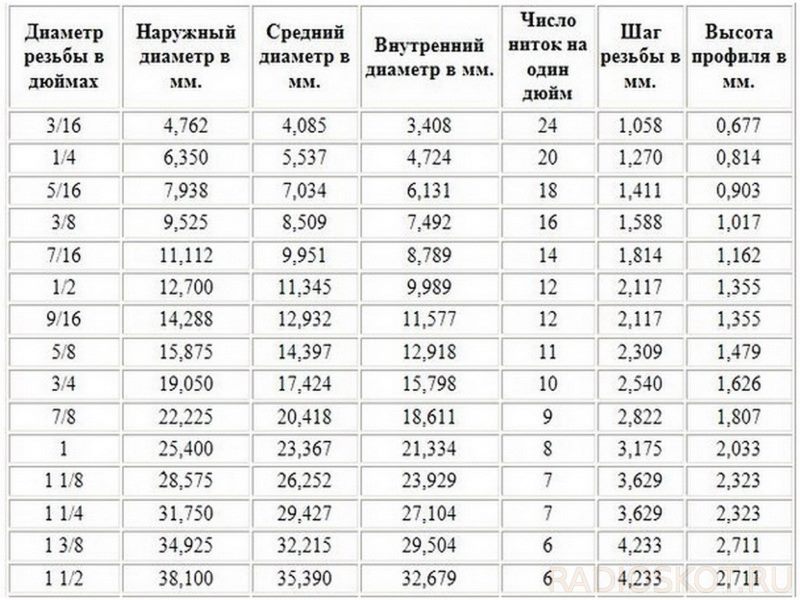
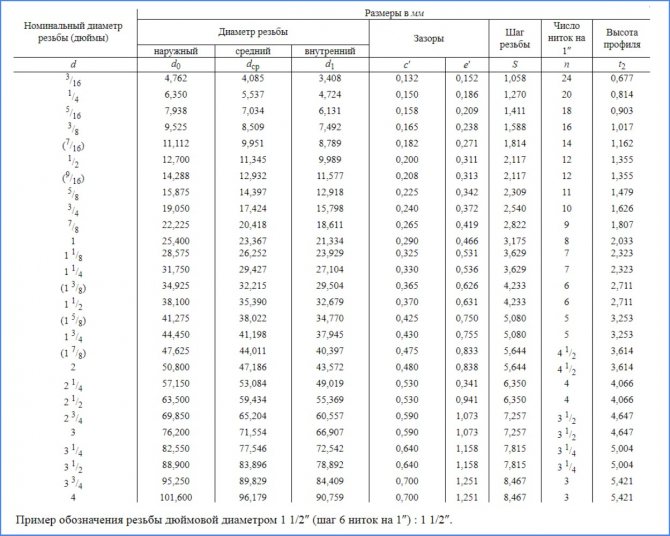
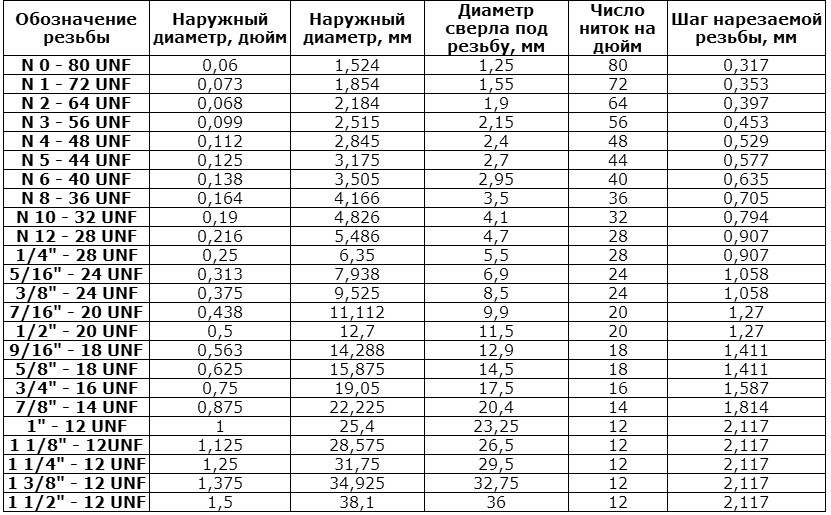
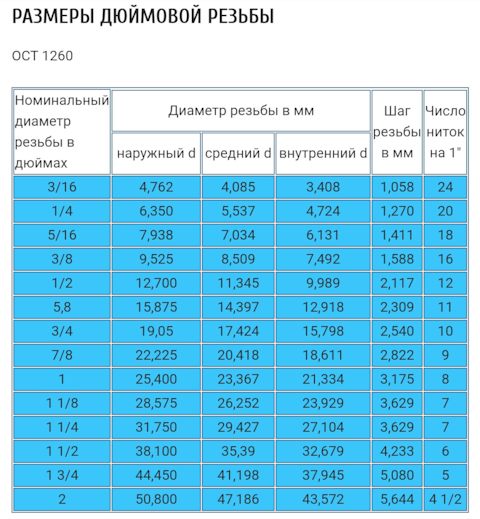
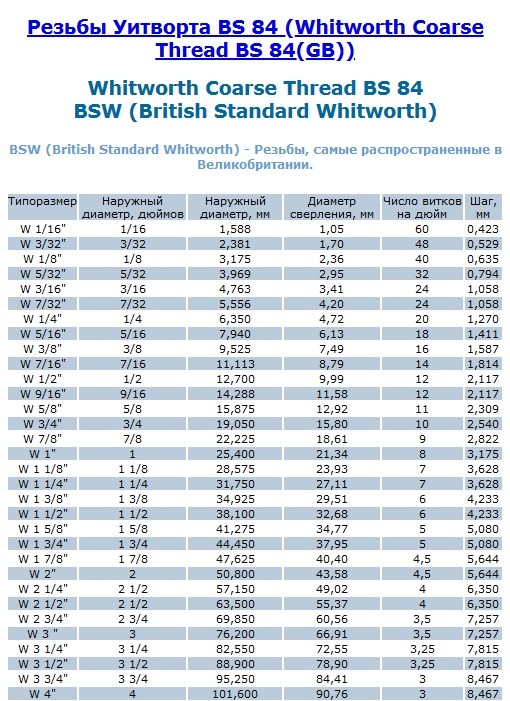
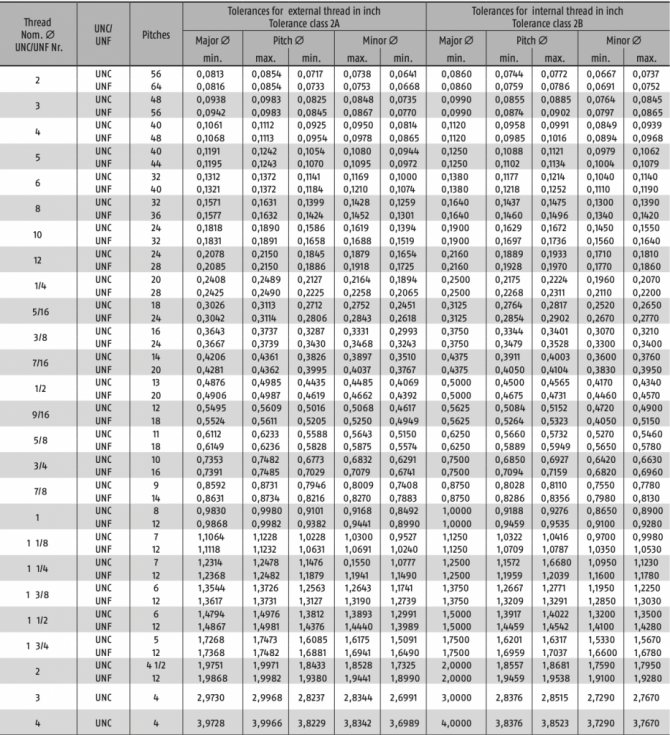
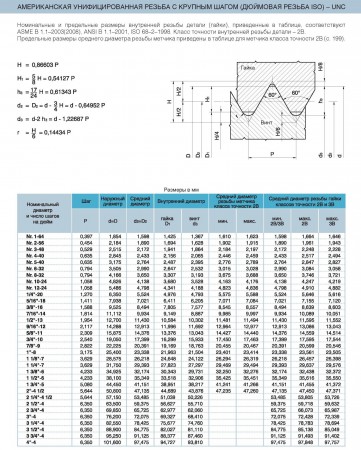
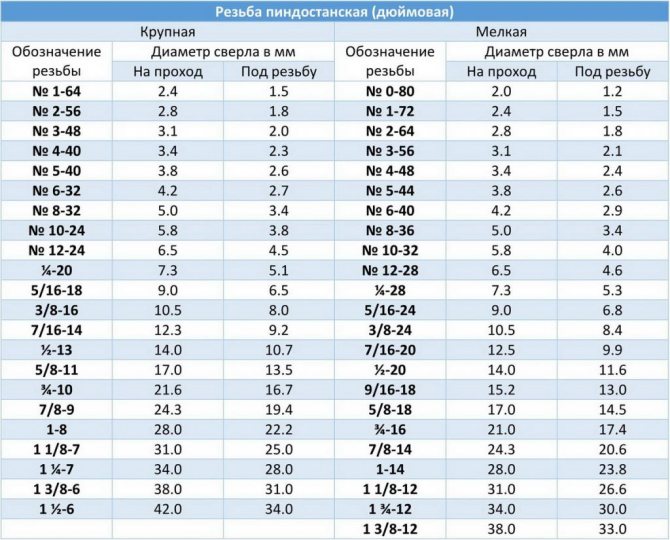
Таблица дюймовой резьбы
Для автоматизации процесса может применяться токарный станок. Работа проводится по следующему алгоритму:
- Для образования витков на поверхности применяется специальный резец.
- Обрабатываемая труба фиксируется в зажимном патроне.
- В большинстве случаев на конце трубы создается фаска обычных проходным резцом, после чего настраивается подходящая скорость перемещения суппорта.
- Стоит учитывать, что для нарезания рассматриваемой поверхности подходит исключительно соответствующий станок. Он должен иметь резьбовую подачу.
В промышленности применяются исключительно станки, так как за счет автоматизации процесса ускоряется процесс и снижается себестоимость изделия.
Особенности
Особенность этой резьбы определяется на основании следующих параметров:
- геометрические параметры;
- размер (количество витков на дюйм);
- направление нарезки;
- требуемый диаметр сверла;
- класс точности;
- область применения.
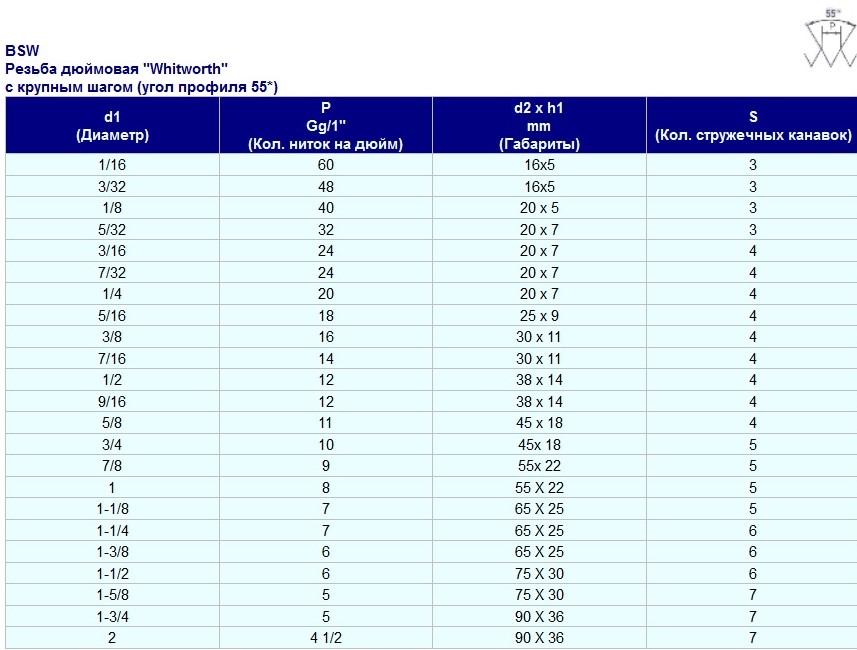
Все виды резьбы UNF относятся к категории мелкой. Её можно рассматривать как метрическую 60 градусов. Отличительной особенностью является единица измерения – это дюйм. Поэтому она называется дюймовая резьба или американская. Каждая мелкая резьба имеет свои отличительные размеры. Её аналогом является английская резьба BSW размеры, которой располагают в специальных таблицах
Специфические особенности можно разобрать по маркировке. Она состоит из следующих элементов:
- на первом месте расположена аббревиатура UNF (в дословном переводе означает «Унифицированная группа мелких резьб»);
- далее идёт указание размеров в дюймах;
- завершает маркировку значение шага.
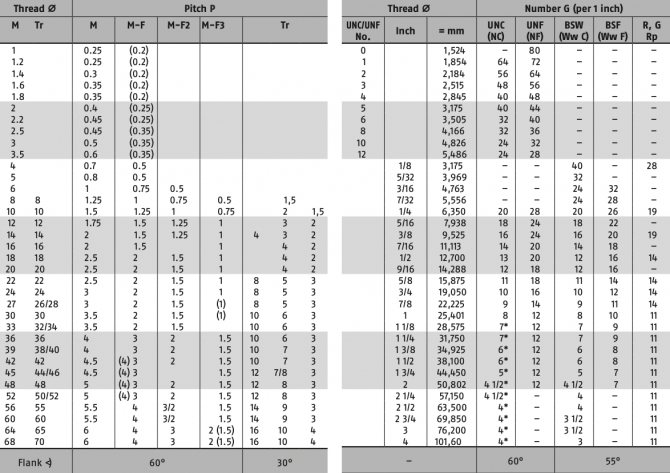
Более подробно все параметры и особенности приводятся в специальных таблицах с указанием назначения и правил применения крепёжных деталей в американских соединениях.
Принципы нарезки
При нарезке нужно учитывать ряд особенностей:
- точность нарезания определяется параметрами отверстий: диаметр, перпендикулярность осевой линии к поверхности заготовки, длина;
- дюймовая нарезается с углом профиля 60 градусов, а метрическая — 55;
- вершины и впадины дюймовой резьбы, в отличие от метрической, имеют больше притуплений и обладают лучшей герметичностью;
- для упрощения процесса требуется сверление отверстия цилиндрическим сверлом, его подбирают по наименьшему диаметру;
- обязательно требуется снятие фаски;
- при работе инструмент нужно смазывать, чтобы не допустить перегрева;
- при нарезке производится 2 оборота вперёд, а потом 1 назад;
- усилие на режущий инструмент можно ослабить после проходки до середины расчётной длины;
- по достижении нужной длины снять плашку можно путём вращения в обратном направлении;
- перед чистовой нарезкой, нужно сделать черновую.
Конические метчики отличаются удлинённой формой заборной части и неполной резьбой, которая дополнительно выполняет калибрующую роль. В верхней части они имеют квадратное сечение, на режущей части сделаны продольные канавки для удаления стружки.
Нарезка:
- Заготовка вертикально закрепляется в тисках.
- На инструмент наносится смазка.
- Инструмент прикладывается перпендикулярно осевой линии для резки резьбы, то есть строго в горизонтальной плоскости.
- Выполняется нарезка нескольких витков.
- Проверяется правильность работ. В случае перекоса нужно убрать режущий инструмент, обстучать деталь и повторить этапы 3–4.
- Дальнейшая нарезка проводится при условии правильного расположения первых витков. Проверить можно обычным уровнем.
- Формируется резьба на необходимую длину.
- По окончании работ удаляют стружку и очищают инструмент от смазки.
Для нарезки на токарных станках применяют головки с резьбонарезными плашками. Особенностью конструкции инструмента является автоматическое раздвигание плашек в процессе работы. Благодаря этому достигается высокая точность обработки и обеспечивается оптимальная производительность.
В некоторых случаях применяют накатные ролики. Точность нарезки ниже, чем в случае применения головок, а сложность работ выше.
Для настройки токарного станка достаточно выставить низкие обороты вращения шпинделя и связать с ними смещение суппорта. Правило настройки: один оборот шпинделя должен соответствовать перемещению суппорта на расстояние шага резьбы.
На токарно-винторезных станках выполнить настройку просто, поскольку доступно много комбинаций сцепления на коробке передач. При необходимости возможна нарезка резьбовых канавок нестандартных размеров.


Что такое резьба и ее виды
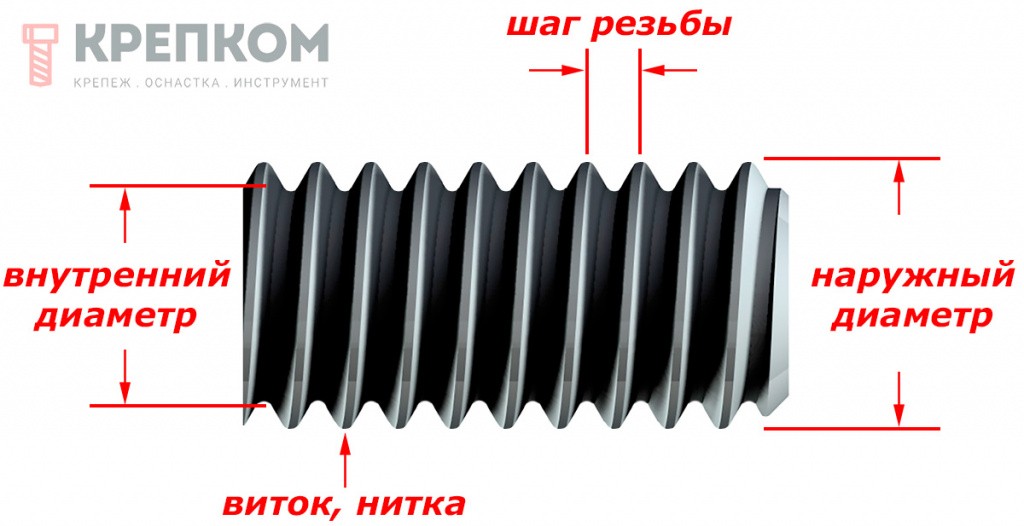
Резьбой называют винтовую нить на элементах с поверхностью в форме цилиндров или конусов. Главными размерными параметрами резьб являются:
Шаг. Расстояние между соседними идентичными участками профиля. Шаг задается в миллиметрах до тысячных долей и числом витков на дюйм (25,4 мм) в виде натурального числа.
Наружный диаметр. Соответствует окружности, описанной вокруг внешних гребней и канавок между витками изнутри. Равен размеру внешнего цилиндра (конуса) до нанесения резьбы.
Внутренний диаметр. Равен цилиндру, описанному по углублениям во внешней резьбе и выступам во внутренней (размер отверстия в гайке перед резьбовой накаткой).
Ход. Расстояние от любой точки (на боку стенки гребня, вершине, впадине) до ее положения при повороте детали на 360°. В однозаходных ход равен двойному шагу, в многозаходных типах — произведению шага на количество параллельных нитей.
Глубина. Расстояние от самой верхней точки гребня до углубления в основании.
Угол профиля. Принимается равным профильному углу гребня, приводится в градусах.
Угол подъема. Для конических резьб показывают угол их подъема по поверхности основы.
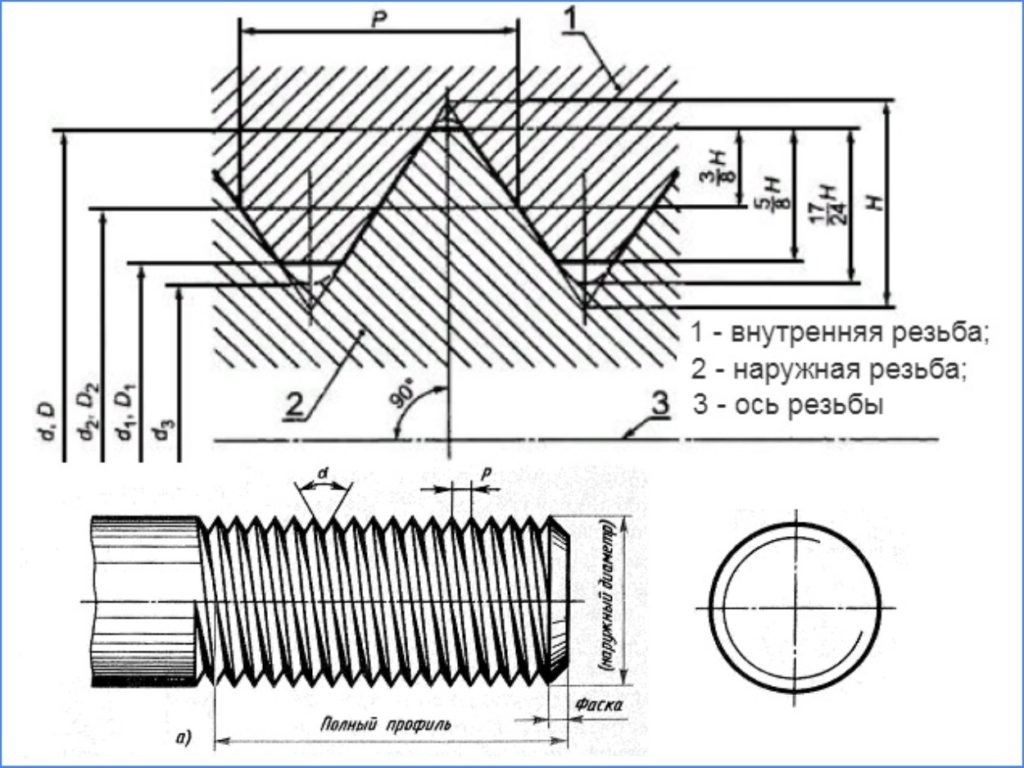
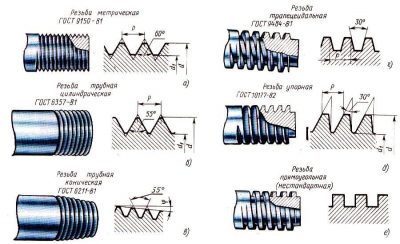
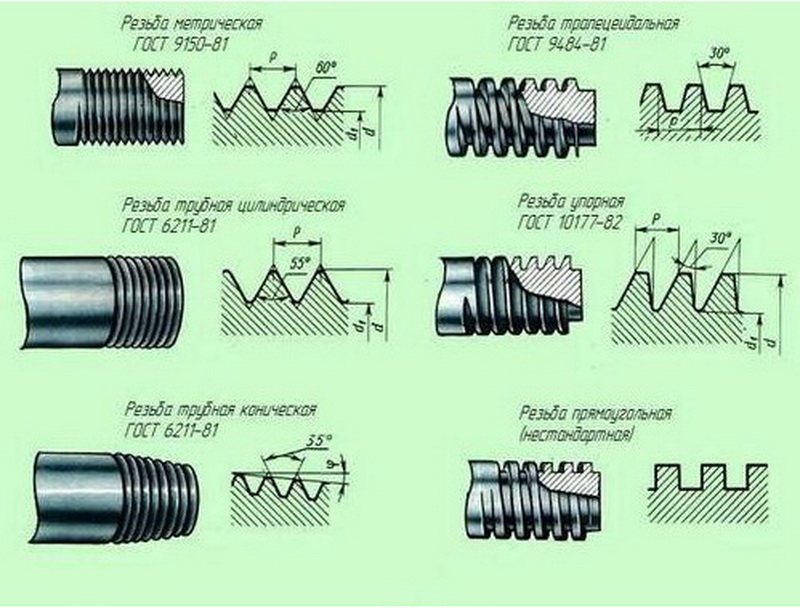
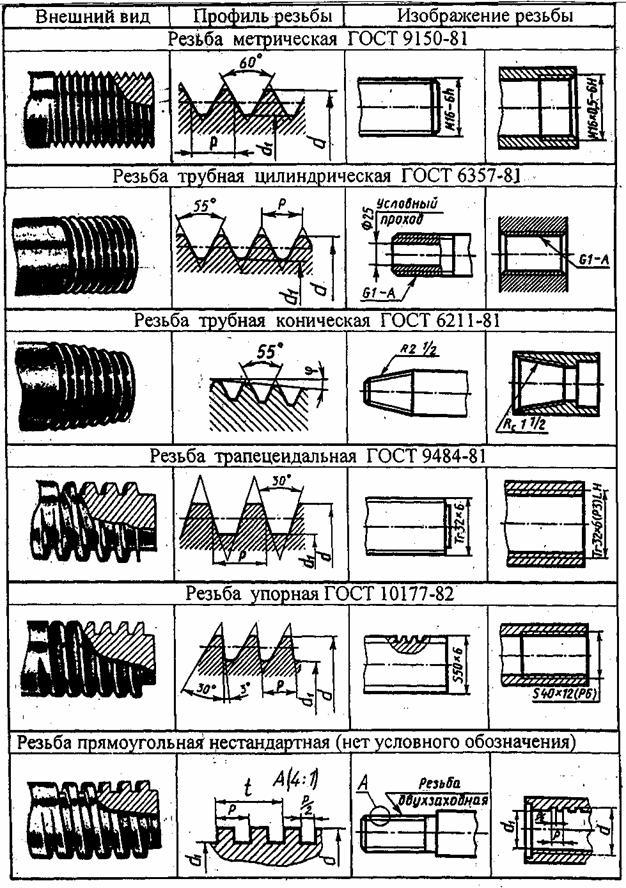
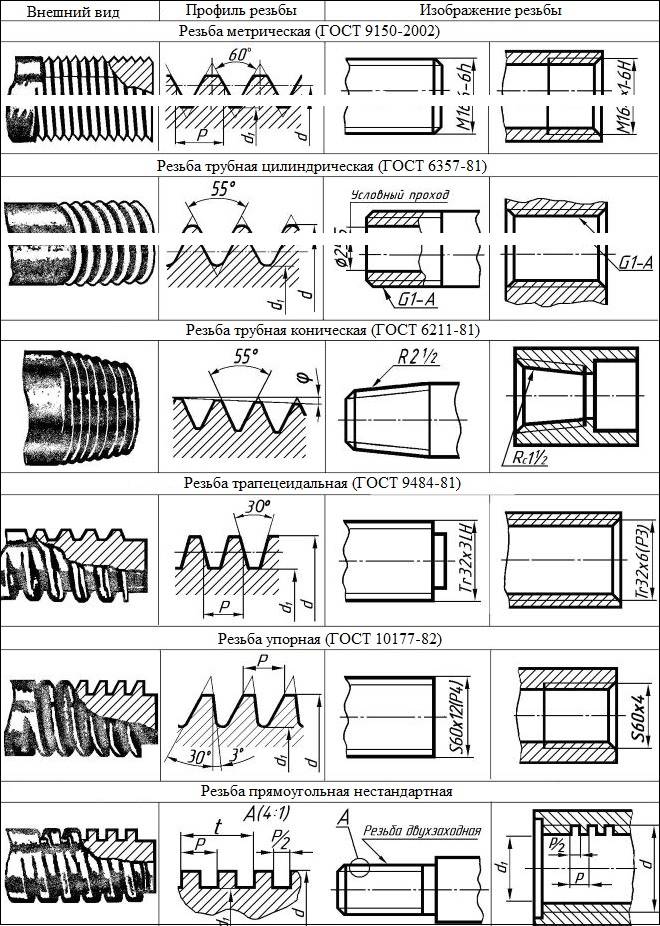
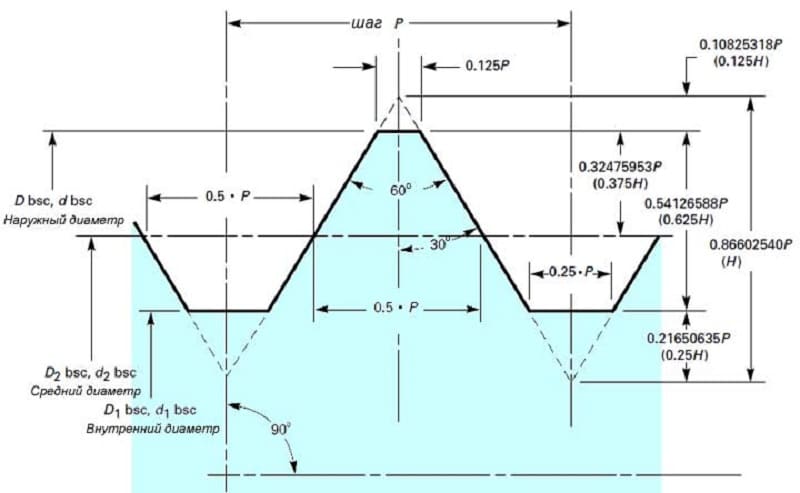
Резьба метрическая – схема и форма сечения
Виды резьб
В зависимости от технологии нанесения, назначения, параметров исходных деталей, применяется классификация резьбы по:
- размещению на поверхности: внутренняя и наружная резьба;
- направлению винтовой нити: правая и левая;
- количеству заходов: однозаходная и многозаходная (двух-, трех-), определяется по числу входов на торцевой стороне элемента;
- профилю зубцов: треугольная, трапецеидальная, прямоугольная, круглая и прочие;
- форме поверхности основы: цилиндрическая и коническая;
- предназначению: крепежная, ходовая (передает движение), крепежно-уплотнительная и прочие;
- единицам размеров: метрическая, дюймовая, трубная.
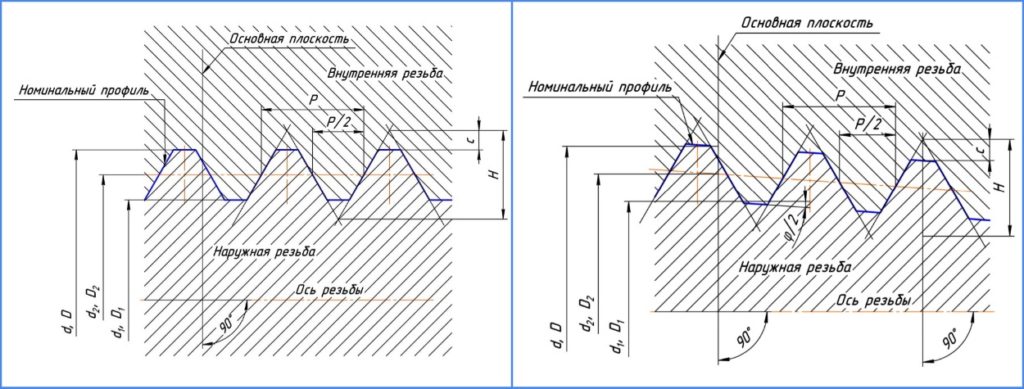
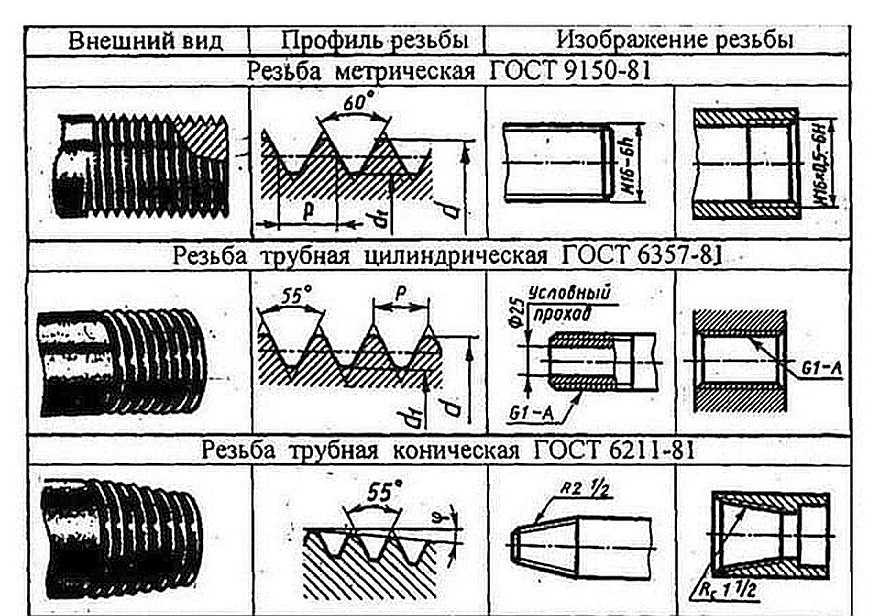
Схемы трубных цилиндрической и конической резьб
Где какая используется
Стоит отметить, что все резьбовые соединения выполняют ряд различных функций и к ним предъявляются разные требования, чем и обусловлены их следующие области применения:
Метрическая. Из-за треугольной с острой кромкой формы гребня не является герметичной. Ее разновидности с крупным шагом используют в машиностроении благодаря высокой износостойкости и низким требованиям к погрешности изготовления. Насечка с мелким шагом применяются для стыковки (скрепления) элементов с тонкими стенками, подверженных воздействию переменных нагрузок. Она прочнее крупношаговой из-за мелких углублений и надежнее в затяжке — в стыке присутствует большее число витков.
Дюймовая резьба. Крепежный тип с треугольным гребнем и обрезанной верхней кромкой нитей, применяется в импортных автомобилях, оборудовании, различных технических устройствах. В быту дюймовая нарезка встречается на болтах из иностранной бытовой, компьютерной техники.
Трубная. Резьба крепежного назначения с профилем в форме треугольника и скругленной вершиной зубцов. Широко используется под резьбовые соединения трубных участков и подсоединения к ним оборудования, запорной, регулирующей и прочей арматуры. Обеспечивает отличную герметичность стыка, благодаря чему данный тип насечки широко используют в трубопроводах для транспортирования жидкостей и газов.
Трапецеидальная. В отличие от выше рассмотренных типов, является ходовой, зубцы имеют форму конуса с углом стенок в 30°. Используется на поверхности винтов, передающих возвратное и поступательное движение узлам и деталям механизмов (ручные гидравлические прессы прокатные станы, артсистемы), в запорной и регулирующей арматуре.
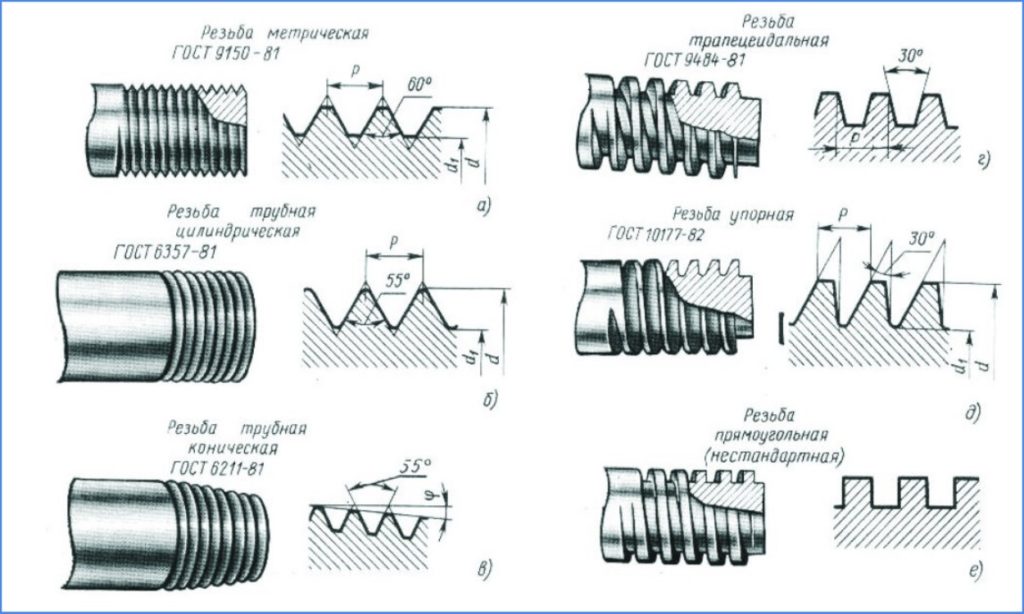
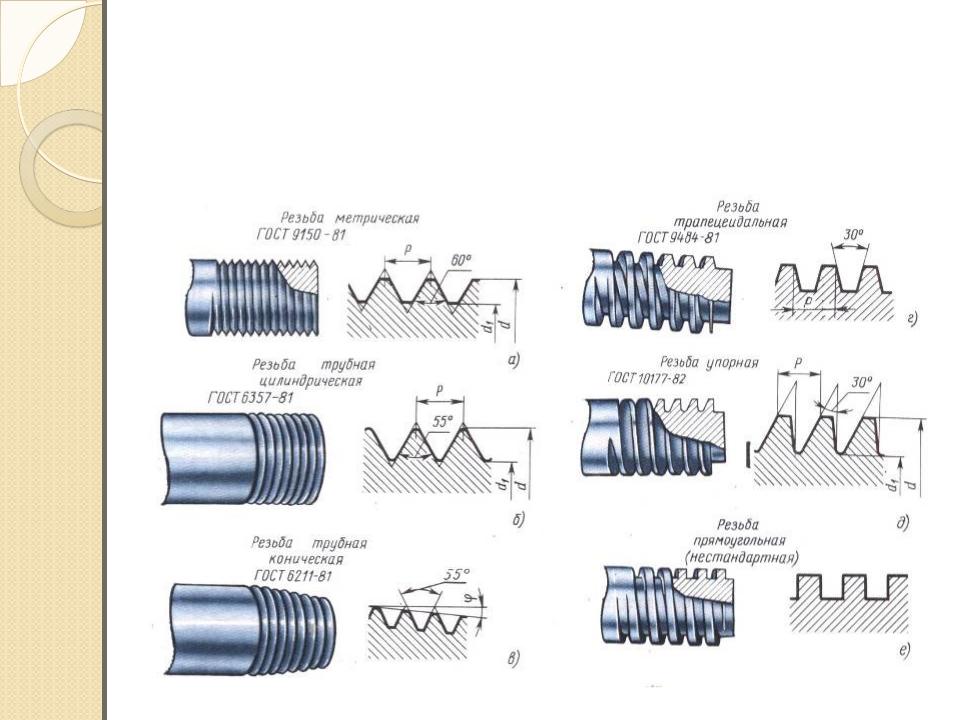
Основные формы профильной нарезки на металл
Упорная. Еще одна разновидность передающей движение ходовой резьбы, рассчитанной на эксплуатацию с высокими механическими нагрузками. Ее зубцы по ГОСТ 10177-82 имеют сечение в форме неравнобокой трапеции и с углами уклона в 30° и 3°, при этом сторона с малым углом является рабочей. Применяется в вертикальных домкратах, ручных прессах.
В ГОСТ 13535-87 приведены характеристики другой упорной нарезки с углами уклона сторон трапеции в 45° и 3°.
Прямоугольная. Нестандартная резьба (нерегламентированный ГОСТ специальный тип) профильное сечение которой имеет форму прямоугольника. Применяется в механизмах для передачи перемещения, где необходимо исключить возможность самоотвинчивания.
Круглая. Круглая или резьба Эдисона используется в электротехнической промышленности для изготовления цоколей ламп освещения и других приборов. Ее форма и прочие параметры регламентированы ГОСТ 6042-83.
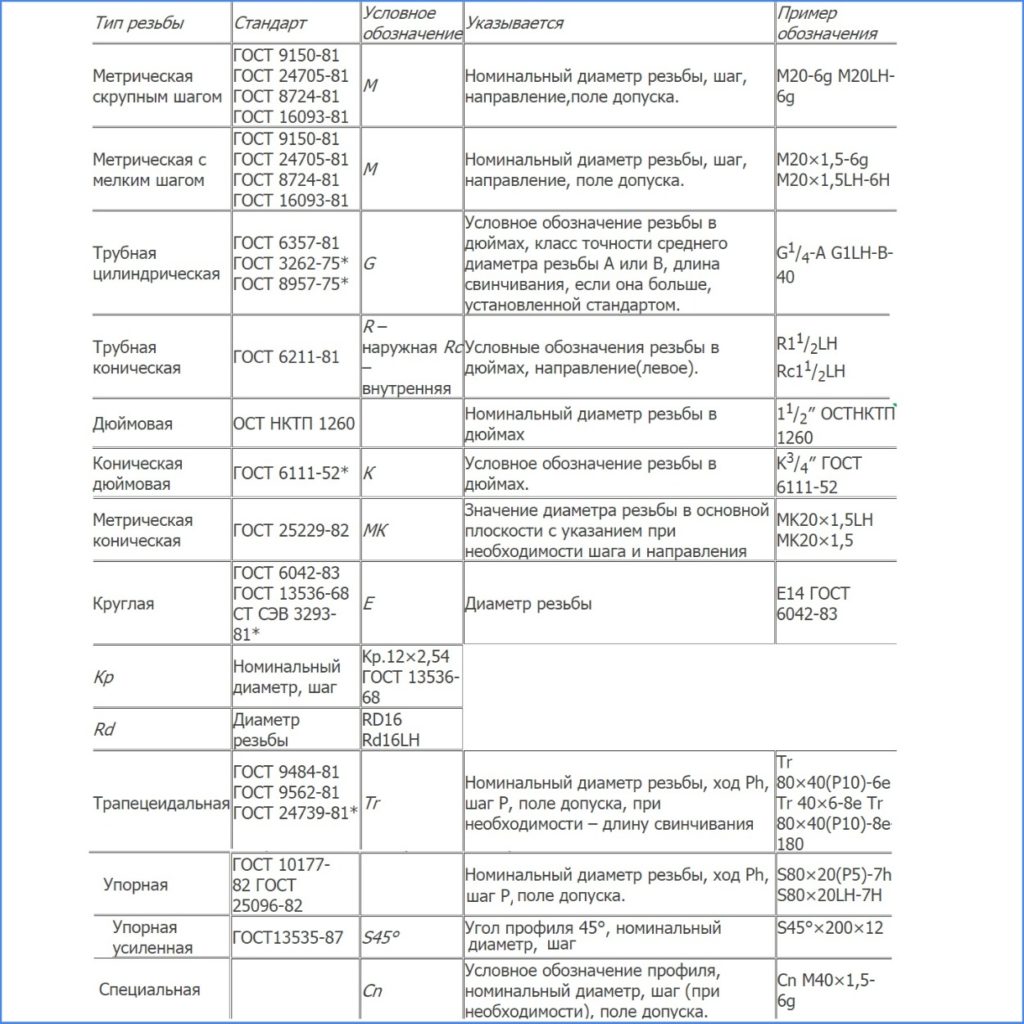
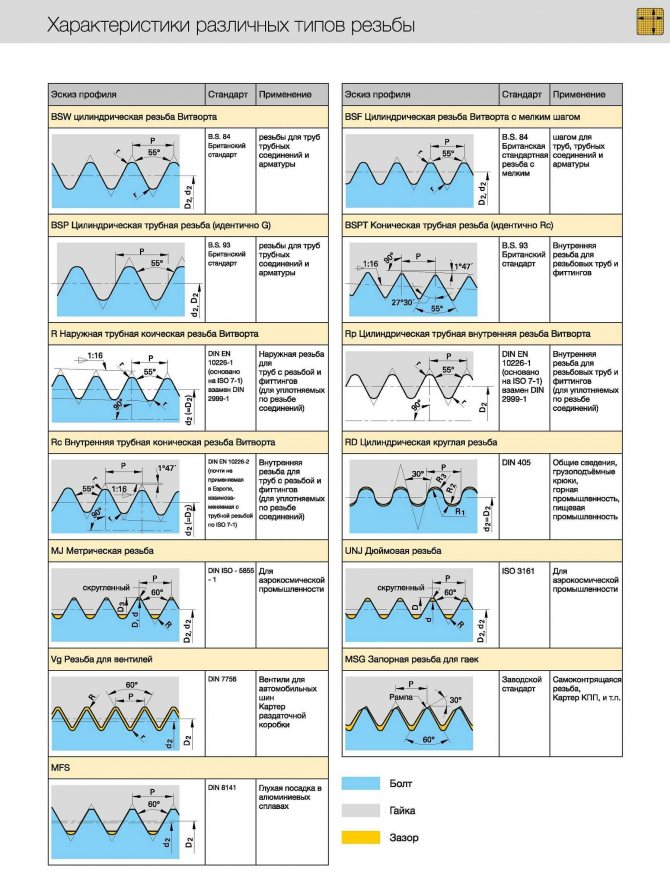
Типы резьб — сводная таблица нормативных актов и маркировка
https://youtube.com/watch?v=qQQXoUXn7NM
Изготовление резьбы
Порядок и правила её нарезания по американскому стандарту UNF не отличается от методики нарезания с применением метрической системы. Единственным отличием является применение специального инструмента и методов настройки станка. Как и для метрических соединений пользуются ручным или механическим способом нарезания резьбы. Оба способа применимы для нарезания внутренней и наружной резьбы.
Основными правилами, которые необходимо соблюдать при нарезании являются:
- выбор необходимого диаметра сверла;
- предварительный подбор диаметра (он должен быть равен диаметру с вычетом шага).
Эти данные приводятся в справочных таблицах. Если такие таблицы отсутствуют расчёт необходимо произвести самостоятельно.
На предприятиях, занимающихся массовым производством деталей в которых применяется дюймовая американская цилиндрическая резьба такого стандарта, используют механические методы нарезания. Эта операция производится с применением следующего оборудования:
- токарных станков оснащённых специальными метчиками;
- резьбонарезных станков, способных производить наружное и внутреннее нарезание;
- токарно-винторезных станках, оснащённых числовым программным управлением.
Третий вид станков снабжается специальными программами, которые позволяют нарезать весь перечень UNF.





