
Как правильно резать трубы из разного металла
Точный распил и обрезка труб зависит не только от грамотно выполненной разметки. Большое значение имеет и материал — металл разной толщины и твердости режется с разными усилиями и побочными эффектами. Чтобы правильно отрезать чугунную трубу, ее не следует пилить на всю глубину насквозь. Чугун — хрупкий металл, поэтому обычно делается несколько надпилов, а потом специалист одним точным ударом зубила отбивает по ним кусок.
Для работы с тонкостенными трубами придется очень точно выверять положение болгарки. При этом мастеру должен правильно подобрать . В промышленных условиях для выполнения тех же задач можно использовать специальные труборезы, газорезку и сварочные аппараты.
Безопасность при обрезке газовой трубы
При работе с газовыми трубами, подключенными к магистрали, важно соблюдать меры безопасности. Сначала перекрыть кран подачи газа, потом убедиться в том, что в трубе ничего нет
Для этого достаточно открыть конфорки плиты и зажечь газ — когда он кончится, пламя погаснет.
Промышленные модели (на примере BSM)
Существуют специальные станки промышленного назначения для выполнения точных операций резки под углом. Хороший пример: аппараты, выпускаемые под брендом «BSM». Производителем станков является немецкая компания Rexinger.
Правда станки серии «BSM» предназначены исключительно для работы с полипропиленовыми трубами достаточно больших диаметров. Поддерживается обработка изделий типа ПП, ПВХ, ПЭ, ПВДФ.
Промышленный станок под резку трубных изделий из полимеров. Предназначен для работы с изделиями больших диаметров, но имеет оснастку под обработку труб от 50 мм. Машина обеспечивает рез в широком диапазоне углов
Режущим инструментом станка является ленточная пила, благодаря которой и выполняется рез под углами от 0 до 67,5º. Точность процесса обеспечивает лазерный распознаватель резки.
Несмотря на конфигурацию устройства под изделия больших диаметров, можно применять специальный стол, при помощи которого также успешно режутся трубы малых диаметров (50 – 200 мм), которые проще раскроить с помощью трубореза. Выпускается широкий модельный ряд устройств «BSM».
Отвод трубы 90 градусов ГОСТ 17375-2001 100 мм, 159 мм
Металлические трубы различного назначения используются повсеместно. А так как при монтаже и производстве различных конструкций и трубопроводов бывает необходимо соблюдать определенную геометрическую форму, то широко используются дополнительные конструктивные элементы. Одним из таких элементов является отвод. Отвод – специальный фитинг, который изменяет направление течение различных жидкостей и газов.
Стандарты
Существует целый ассортимент отводов с разными углами – 45, 60, 90 и 180О. Все они изготавливаются по ГОСТ 17375-2001 из различных марок сталей и отвечают всем требованиям надежности и прочности. Однако купить их бывает довольно непросто, особенно когда проживаешь в сельской местности и до крупных магазинов далековато.
Стандарты угловых отводов
ГОСТ 17375-2001 подразумевает использование стали более высокого качества, чем при изготовлении труб, но на таких диаметрах и для бытовых задач вполне достаточно и материала, из которого изготовлены трубы. Такой отвод трубы 90 градусов из стали переносит все нагрузки и служит не меньше самого основного трубопровода.
Угол по ГОСТ 17375-2001
Как быть в такой непростой ситуации и реально ли в домашних условиях из подручных материалов своими руками изготовить отвод поговорим в настоящей статье.
Как сделать отвод 90 градусов из трубы
Самый простой вариант– найти справочник по изготовлению и монтажу трубопроводов. В нем есть чертежи для изготовления со справочными размерами. Для изготовления потребуется сделать выкройки из картона или плотного листа бумаги, обвести их по контуру на трубе, а затем с помощью болгарки или газа вырезать детали и сварить
Особое внимание следует уделять качеству швов, так как гораздо проще подварить и проверить изделие в еще не собранном состоянии, чем потом лазить по углам и искать течь
Качественный шов
Трубы диаметром до 100 мм гнуться на трубогибе методом нагрева, и как правило не нуждаются в изготовлении специальных фитингов. Обычно для изготовления угла в 90 градусов используется 3-4 сегмента. Если диаметр трубы будет 100-159 мм, достаточно 3 сегментов. При диаметре свыше 159 мм используются уже 4 сегмента. Изготовление фитингов 90 градусов на трубы диаметром более 180 мм возможно с применением 5 и более сегментов, чтобы завихрения потока были не такими большими.
Разметка фитинга
Отвод трубы 90 градусов 100 мм можно сделать своими руками и без использования выкроек. Для этого достаточно отрезать на глазок два куска стальной трубы с углом примерно 30-35 градусов, а третью часть подгонять уже по месту
Если сила завихрений не играет важной роли можно обойтись и вообще двумя кусками трубы 100 мм по 45 градусов, сваренными между собой
Фитинг из трех сегментов
На трубу 159 мм отвод 90 градусов своими руками сделать можно точно так же как и на 100 мм. Единственная сложность может возникнуть при вырезании раскроенных кусков, так как 159 мм труба идет с усиленными стенками и достаточно сложно режется болгаркой. Именно поэтому трубы диаметром 159 мм и 180 мм проще резать газовым резаком, что будет более быстро и безопасно.
Как правильно приварить фитинг
Для того чтобы выполнить красивый и надежный монтаж трубопровода и приварить отвод к трубе 90 градусов нужно правильно подобрать сварочный аппарат и электроды. Эту информацию лучше поискать на профильных форумах, где специалисты охотно расскажут какими электродами и режимами работы сварочного аппарата пользуются они в профессиональной работе.
Детали трубопроводов варятся по методу встык, это когда края плотно прилегают друг к другу. Толщина электрода для таких работ берется 2-3 мм при сварочном напряжении 80-110 Ампер. Для того, чтобы внутрь попадало как можно меньше отгоревшего металла электрод нужно располагать под углом 45О к поверхности. Круглые трубы желательно варить одним непрерывным швом. После сварки необходимо дождаться полного охлаждения шва и отбить шлак, и только после этого переходить к следующему шву.
Для того чтобы получались красивые и ровные швы необходимо набить руку, поэтому не отчаивайтесь если сразу не будет получаться. Потренируйтесь предварительно на сварке просто небольших кусков трубы. И лишь после этого стоит переходить непосредственно к сварке трубопровода.
Врезка труба в трубу.
Врезка трубы в трубу осуществляется под углом в 90°. На листе руберойда выполнить вид с торца тройника. Начертить полуокружность диаметром, равным диаметру штуцера, и разделить её на 6 равных частей (рис. 1, а). Через точки деления провести прямые, параллельные оси штуцера, до пересечения с окружностью трубы в точках 01, 11, 21, З1, 41, 51, 61. Затем провести прямую А’А’, (рис. 1, б), отложить на ней длину окружности штуцера и разделить ее на 12 равных частей. Из точек деления опустить перпендикуляры.
Развертка врезки трубы в трубу.
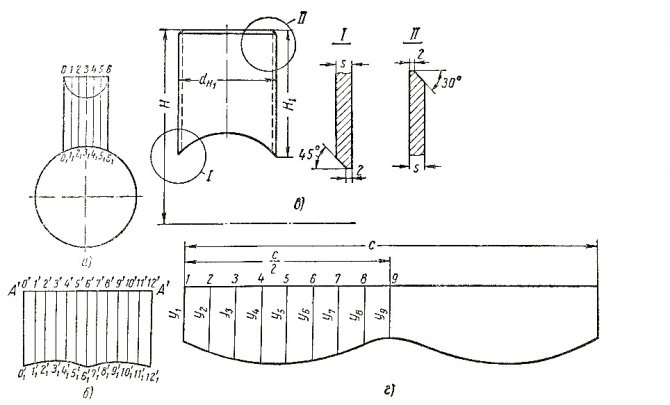
Рис. 1. Изготовление и врезка штуцера в трубу:
а – подготовительная разметка;
б – разметка для шаблона;
в и г – разметка для штуцеров.
На перпендикуляре 0’0′1 отложить отрезок 001, на перпендикуляре 1’1′1 отложить отрезок 111 и т. д. Точки 0′1, 1′1, 2′1 и т. д. соединить плавной кривой, которая будет соответствовать очертанию нижнего конца развернутого штуцера. По размеченным линиям вырезать шаблон.







Изготовление шаблонов (рыбок) под врезку трубы в трубу под 90°.
Для изготовления штуцера (табл. 1) необходимо на трубу-заготовку наложить шаблон и по нему сделать разметку, а затем по разметке отрезать заготовку. Для разметки отверстия на трубе тройника необходимо установить на нее изготовленный штуцер и очертить его нижний конец. Размеченный контур выреза в трубе уменьшить на толщину стенки штуцера .
В качестве шаблона для разметки можно взять и обыкновенный лист бумаги.
Правила техники безопасности при работе со сварочным аппаратом
Немаловажным моментом при проведении любых электротехнических работ, в том числе сваривания металлических труб, является соблюдение правил техники безопасности. Если ими пренебречь, можно получить разнообразные травмы, такие как термические ожоги кожи, ожоги сетчатки глаз вспышкой дуги, удары электрическим током и другие.
Поэтому перед началом работ следует выполнить следующие действия:
- жилы, проводящие ток, и компоненты сварочного аппарата должны быть изолированы;
- корпус сварочного оборудования и дополнительные приборы нужно заземлить;
- спецодежда и рукавицы должны быть абсолютно сухими;
- надеть галоши или постелить резиновый коврик в небольшом по размеру помещении для дополнительной изоляции;
- чтобы уберечь глаза и лицо, при работе следует надеть защитный щиток.
Итоги
Таким образом, мы частично рассказали, как следует выполнять сварочные работы на электрическом оборудовании. Безусловно, чтобы работа была успешной, у вас должны быть некоторые практические навыки. Тем не менее, благодаря информации, изложенной в материале, вы будете знать, с чего начинать практиковаться. При соблюдении наших рекомендаций, у вас обязательно получится сваривание металлических труб на достойном уровне.
“>
Как варить трубы под любым углом, а не только 45 и 90 градусов
- Разметка труб для сварки под углом
- Использование уголка для разметки трубы

Как варить трубы под разным углом в 45 и 90 градусов Сварка труб дело непростое, да ещё, если нужно сделать так, чтобы они не текли в процессе эксплуатации. Но даже если это и не нужно, то нередко возникают определенные сложности, если требуется вварить одну трубу в другую под некоторым углом.
Сделать это неподготовленному сварщику достаточно сложно. Для этого сначала нужно произвести разметку трубы, после чего ровно отрезать её болгаркой и вварить в другую трубу. Какие хитрости при этом существуют? Как быстро и правильно отрезать трубу под углом?
Разметка труб для сварки под углом
Очень часто осуществляя монтаж водопровода, требуется вварить трубу под определенным углом. При этом нужно подогнать трубу таким образом, чтобы она села максимально точно, что в большинстве случаев будет гарантировать отсутствие протечек.

Наиболее просто вварить трубу под 45 и 90 градусом, а разметить её для сварки можно при помощи обычного листа бумаги. Для этих целей потребуется квадратный лист бумаги, который нужно будет сложить по диагонали. Таким образом, можно получить простенький шаблон для разметки труб под углом.

Можно для разметки труб использовать и небольшую емкость с водой, однако этот способ подходит для разметки труб не слишком большого диаметра. Сделав на емкости требуемый угол и наклонив её, можно опускать трубу в воду. После этого потребуется достать трубу и аккуратно обвести полученную метку. Ну а о том, как варить швеллера, вы можете прочесть на сайте mmasvarka.ru.
Использование уголка для разметки трубы
Не менее простым способом разметки труб под сварку от предыдущего, отличается и тот вариант, при использовании которого применяется небольшой металлический уголок. Он немного прихватывается сваркой в том месте, где нужно будет приварить трубу под углом, и уже затем по нему обводится мелом ввариваемая труба.

Отличный способ, который позволяет быстро разметить трубу под любым углом, связан и с использованием длинных шпажек с резинками. Можно взять и электроды для этих целей, однако они слишком большой длины, поэтому работать с ними будет не совсем удобно.
Для разметки труб, таким образом, необходимо приставить ввариваемую трубу к другой трубе, надеть на неё две резинки, а затем вставлять электроды, один к одному и очень плотно. Выставив трубу под нужным углом, необходимо вытягивать или убирать электроды, образуя тем самым требуемый угол, по которому нужно будет обрезать трубу.

Когда разметка будет в точности готова, достаточно будет взять карандаш или кусочек мела с острыми краями, и набросать черту на трубе по краям электрода. Обрезав трубу ровно по разметке, получится добиться правильного угла для сварки.
Существуют и другие способы разметки труб под углом для сварки, например, с использованием компьютерных программ. Однако, как правило, в рабочих условиях, далеко не до компьютера, а чаще всего, и вовсе, приходится изворачиваться всевозможными способами.
Оборудование промышленного назначения
В профессиональном строительстве и при работах с крупными инженерными объектами, вопрос, как ровно отрезать трубу большого диаметра, решается с помощью применения специального оборудование. Довольно часто – это стационарные агрегаты с определенным набором качеств.
Среди наиболее интересных и функциональных приборов можно назвать такие:
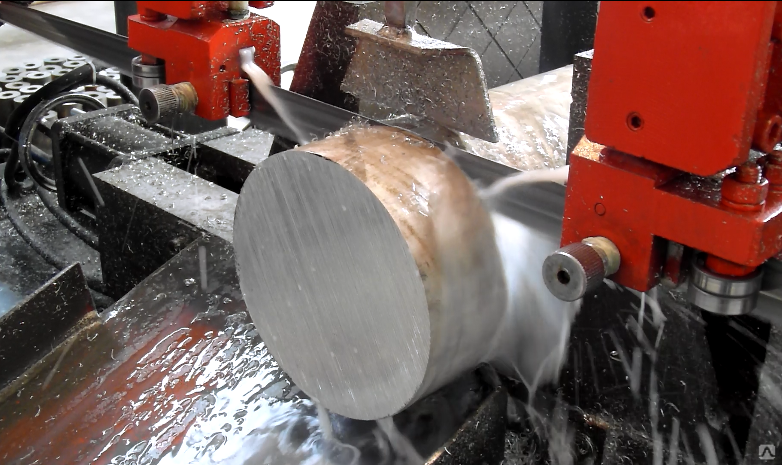
- Токарный станок различных модификаций. С помощью такого станка можно ровно отрезать профильную трубу как для обычного водопровода, так и особо прочных изделий, по которым будут проходить жидкости с агрессивной средой.
Максимальное сечение обрабатываемой трубы будет варьироваться в зависимости от расстояния между опорными головками и диаметра отверстий в шпинделе. Данные агрегаты можно назвать универсальными, ведь они могут осуществлять резку, снимать фаску, а также проводить ряд иных действий, нередко, в автоматическом режиме.
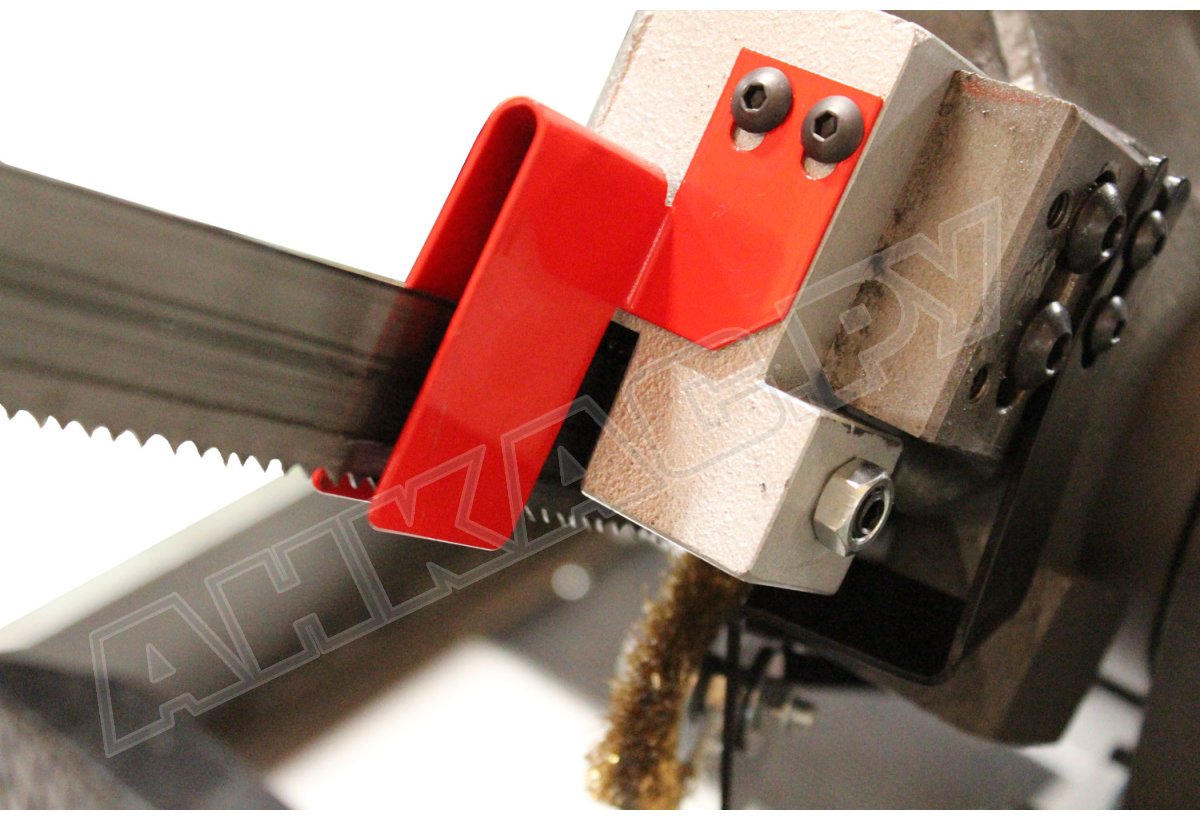
- Машины для резки ленточного типа. Такие агрегаты применяются для нарезки труб водопроводных или канализационных магистралей, предварительно уложенных в траншеи или проведенных в здании.
Резочная ленточная машинка может обрабатывать трубы, даже подвергшиеся довольно сильной деформации. Дополнительно такой резак может снимать фаску требуемой формы.
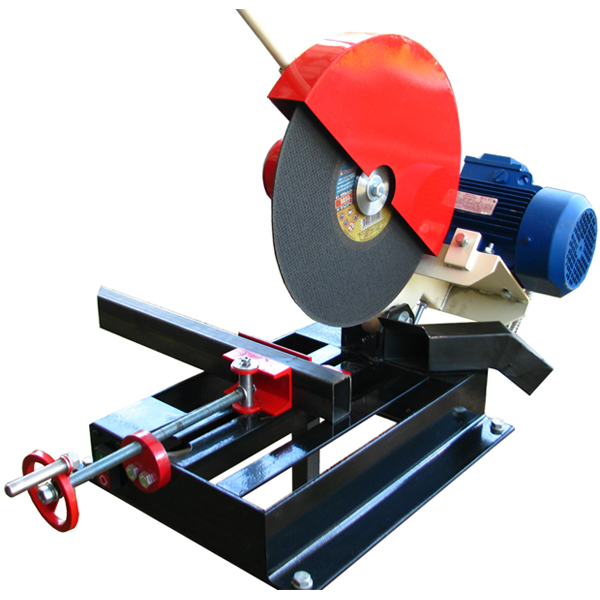
- Станки для резки с дисковыми ножами. Оборудование данного типа способно выполнять резку труб из любых металлов, в том числе цветных. Кроме того, у них нет ограничений к форме изделия – они могут быть как круглыми, так и профилированными, с довольно большим сечением.
Как правило, такие агрегаты устанавливают на конвейерных лентах и дополнительно снабжаются станком, который после резки собирает и упаковывает заданное число отрезков трубы, которые потом будут отправлены покупателям.
- Резаки с дисками ручного типа. Их применяют в основном в тех случаях, когда нарезка большого числа труб требуется непосредственно в местах их укладки. На подобных станках имеется специальный зажим, который плотно охватывает трубу во время резки, предотвращая ее смещение и деформацию. Благодаря такому качеству подобное оборудование может с успехом применяться и к металлопластиковым, и к медным или стальным трубам.
Ряд резальных машин дискового типа имеют встроенную орбитальную сварку и систему вращения, которые позволяют одним механизмом производить нарезку и последующую стыковку деталей. Такое приспособление может быть очень полезным, если необходимо выполнять очень большой объем работ по нарезке, сварке или стыковке труб, не имея стационарного оборудования.
Зачастую, ровно отрезать трубы можно с помощью простых подручных инструментов, которые найдутся у каждого хозяина.
Методы резки изделий из металла под углом
Обычная перпендикулярная резка под 90°, с помощью болгарки, осуществляется быстро и качественно, если не пренебрегать советами специалистов.
Многие считают, что если для отпиливания используется крупный инструмент с большим мощным диском, то можно не наносить разметки. Специалисты не рекомендуют пилить без нанесения меток, потому что после обрезки части могут не совместиться.
Особенности резки цилиндрической трубы под 45
Чаще всего сделать разрез под углом 45 градусов требуется при установке отопительных или водопроводных систем. Главной сложностью проведения работы является то, что после совмещения разрезанных частей трубы должен получиться прямой угол 90 градусов. Добиться качества проведения процесса резки поможет простой способ подготовки самодельного лекала:
- Приготовить обычный белый лист бумаги.
- Сложить его по диагонали.
- Выступающую часть листа нужно отрезать ножницами, чтобы в развернутом виде получился квадрат.
- Полученный треугольник надо обернуть так вокруг трубы, чтобы длинная сторона шла параллельно сечению.
Лекало из бумаги отлично подходит для разрезания металлических изделий посередине.
Бумажный шаблон
Сложенный вдвое получившийся треугольник нужно разделить на две части. Затем шаблоны нужно обернуть вокруг трубы, и зафиксировать при помощи скотча или изоленты. Шаблоны должны располагаться таким образом, чтобы один край основания совпадал со вторым.
Ножницами надо закруглить верхние углы обоих шаблонов. Получившиеся две заготовки нужного диаметра следует надеть на трубу, и отметить место разреза мелом или карандашом. Приготовленную размеченную часть можно смело отпиливать.
Для трубок небольшого диаметра, которые необходимо разрезать близко к краю, подойдет метод разметки с помощью емкости с водой. На глубокой емкости отмечается нужный угол наклона среза, затем в воду помещается конец трубки, и наклоняется к разметке. Линия контакта с жидкостью станет меткой для распиливания.
Как отметить место реза под 45 на профильной трубе
Не всем известно, как резать профильную трубу под 45 градусов болгаркой правильно и качественно. Специалисты советуют использовать для разметки профильной трубы с квадратным сечением обыкновенную треугольную линейку.
Сначала на одной из граней следует начертить прямую полосу, располагающуюся перпендикулярно борту трубы. Затем заготовку надо повернуть, и на соседнюю грань нанести косую метку. Она должна идти от края первой полоски под углом 45 градусов.
После этого изделие снова поворачивается, и проводится перпендикулярная линия. На четвертой грани останется лишь соединить проведенные ранее полосы по диагонали. Теперь можно приступить к распилу.
Метки: приспособление для продольной разметки
Комментарии 58
Тут есть такой тролль terafox наичмошнейшее существо.Тупой, но всегда у всех умничает, типа он делает лучше.








Центровка, будет более правильно. А в целом идея не плохая.
«НЕРЕАЛЬНО» где-то пропало…
Бред при наличии разметочного штангенциркуля
всегда обходился только разметочным штангельциркулем… нафиг надо заморачиваться ненужной фигней, когда давно придуман универсальны инструмент, проверенный десятилетиями что на дереве, что на железе.
Просто и надёжно . 5 с плюсом !
Специализированный инструмент без которого можно легко обойтись, а заниматься изготовлением ради изготовления и потом положить на полку, бред.
работал на базе тех.обслуживания тралового флота… там листы размечали обычной капроновой ниткой… ее натирали мелом, потом на крайних точках листа ставли на концы на метках и отягивали как струну, она ударялась об лист, мел с нее слетал и получалась хорошо заметная линия…
Клевая вещь буду тоже делать, за.лся штангелем вымерять. +++ И клепачник тоже понравился, только токарного нет.
Профиль чуть уже-другую»самоделку» делай?бред
Можно ведь и без токарного обойтись… зажать в деревяхе шурупом чертилку. Или под свои возможности оптимизировать
Приспособа бесполезная. Штангенциркуль справится с задачей не хуже. К тому же эта штуковина наносит риску строго по центру и при распиловке одинаковые половинки хрен получишь — одна из половинок будет меньше на толщину режущего инструмента. Хотя может и есть специалисты, владеющие секретом реза по центру риски, но я точно не из их числа.
Принципиально не смотрю видео с названиями типа: «Нереально крутая самоделка, сделай себе прямо сейчас». Открываешь а там нужен токарный станок. И чаще всего нереально крутая приспособа это говно на палочке, только говно выточено на фрезерном станке а палочка из железного прутка (проточенного на токарном станке, конечно же).
Да! Х с ним с токарным. просто время тратить нет желания. Хотя бы подписывали что это за приблуда и для чего что бы время не тратить даром на «нереальнокрутыесамоделки»
Техника безопасности
Гараж или мастерская подойдет, так как помимо самих конструкций для работы придется использовать, например, паяльную лампу или газовуюаргоновую горелку, ударные или режущие инструменты.
Место проведения работ должно быть вентилируемым и незахламленным
Иначе искры при распиле или неосторожное обращение с источником тепла при нагревании металла могут привести к возгоранию и задымлению
Также мастера рекомендуют позаботиться о спецодежде. Фартук и маска предохранят от мелких осколков и пыли, а рукавицы защитят от температурных воздействий и возможных порезов. Если же предстоит пользоваться болгаркой, обязательным элементом будут специальные очки.
Альтернативные способы сгибания
К счастью, для сгибания труб вовсе не обязательно иметь под рукой специальное оборудование. Народная смекалка уже давно изобрела не один способ добиться желаемого результата без использования трубогиба.
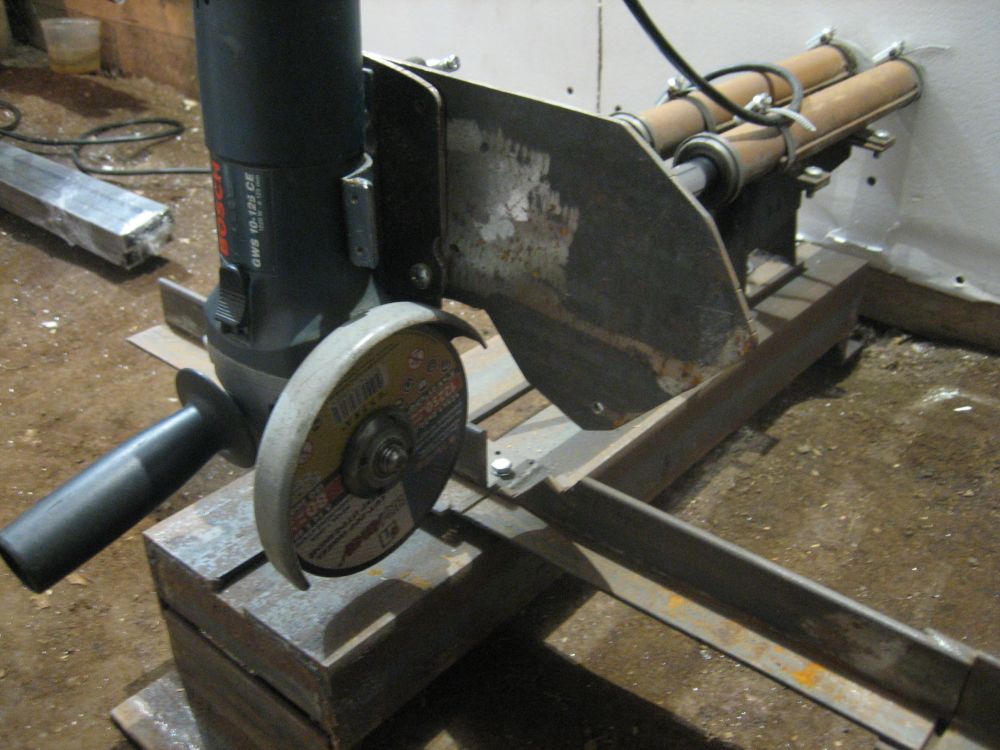
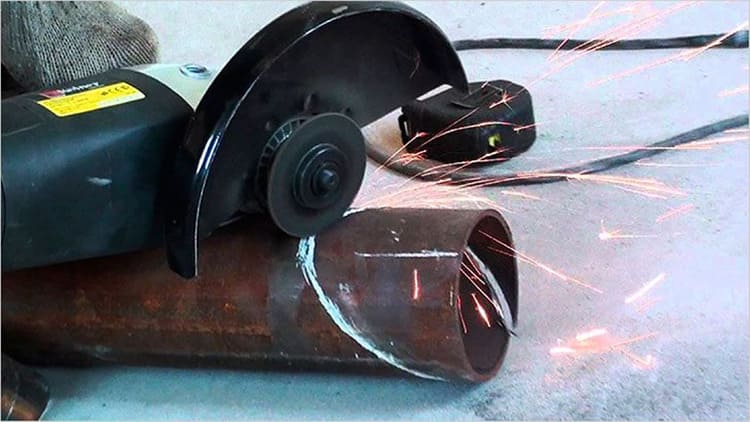
Используем болгарку
На участке, где требуется сделать загиб трубы при помощи болгарки делается несколько поперечных распилов. Чем меньше должен быть радиус изгиба, тем большее количество распилов понадобится. В большинстве случаев достаточно трех. Далее, профильная труба без особых усилий сгибается, а места пропилов завариваются при помощи сварки.
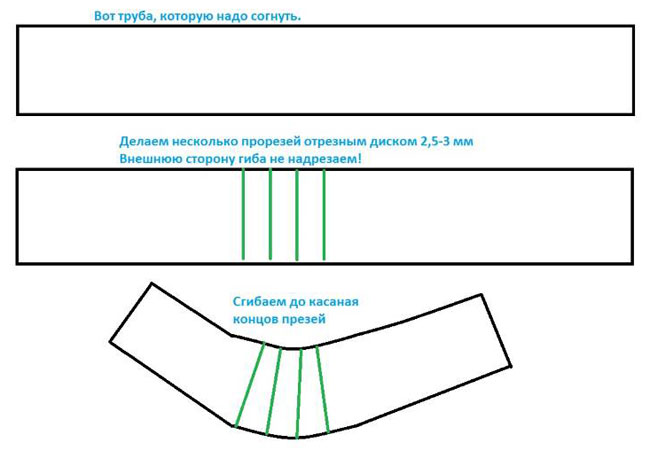
Если заваренные участки аккуратно зашлифовать, то полученное изделие будет выглядеть очень достойно. Никаких складок или сильной потери прочности на месте сгиба не возникнет. А вот идеальной округлости такой способ не даст, ведь загиб будет состоять из нескольких прямых участков, расположенных под углом друг к другу.

Способ с применением пружины
Для изготовления пружины понадобится стальная проволока сечением 2 мм. Проволока загибается по форме профиля с таким расчетом, чтобы сторона каждого сегмента была на несколько миллиметров меньше, чем соответствующая сторона профиля трубы и могла свободно перемещаться по ее внутренней протяженности.
Далее, пружина просто вставляется в трубу, и сгибается до необходимого радиуса. Для облегчения процедуры сгиба участок трубы можно разогреть.
Заполняем трубу песком
Этот способ поражает простотой и эффективностью, ведь все необходимые материалы в буквальном смысле лежат под ногами:
- Предварительно подготавливаем два деревянных клинышка, которые смогут плотно закрыть полость трубы.
- Деревянный клин плотно забиваем в конец трубы.
- Заполняем трубу песком, предварительно просеянным и просушенным.
- Вбиваем второй клин.
Далее, один из концов трубы фиксируется и производится сгибание. Для облегчения процедуры участок трубы также можно нагреть. По окончании работ клинья удаляются, а песок высыпается.
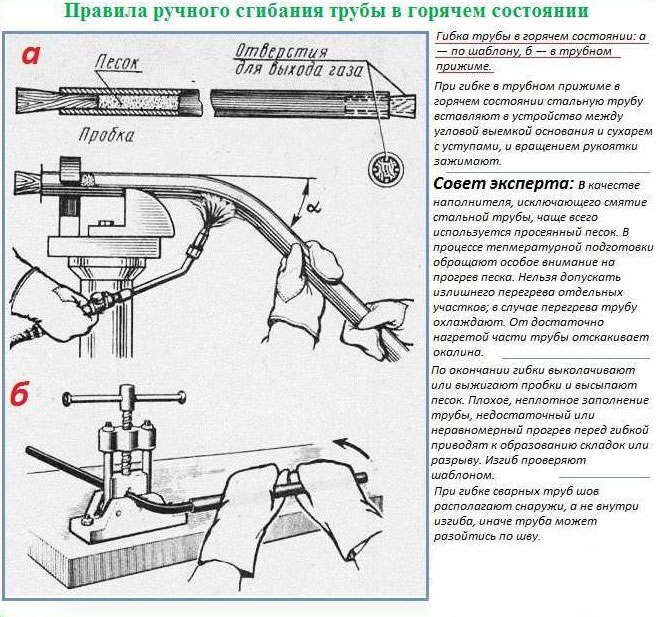
Использование плотной песчаной подушки поможет предотвратить деформации, обеспечив ровный и прочный сгиб.
Поможет обыкновенная вода
Один конец профильной трубы закрывается заглушкой, после чего в полость заливается вода. Непременное условие – наличие отрицательной температуры, достаточной для замерзания жидкости. После замерзания воды труба без особых проблем согнется, а место сгиба будет красивым и прочным.
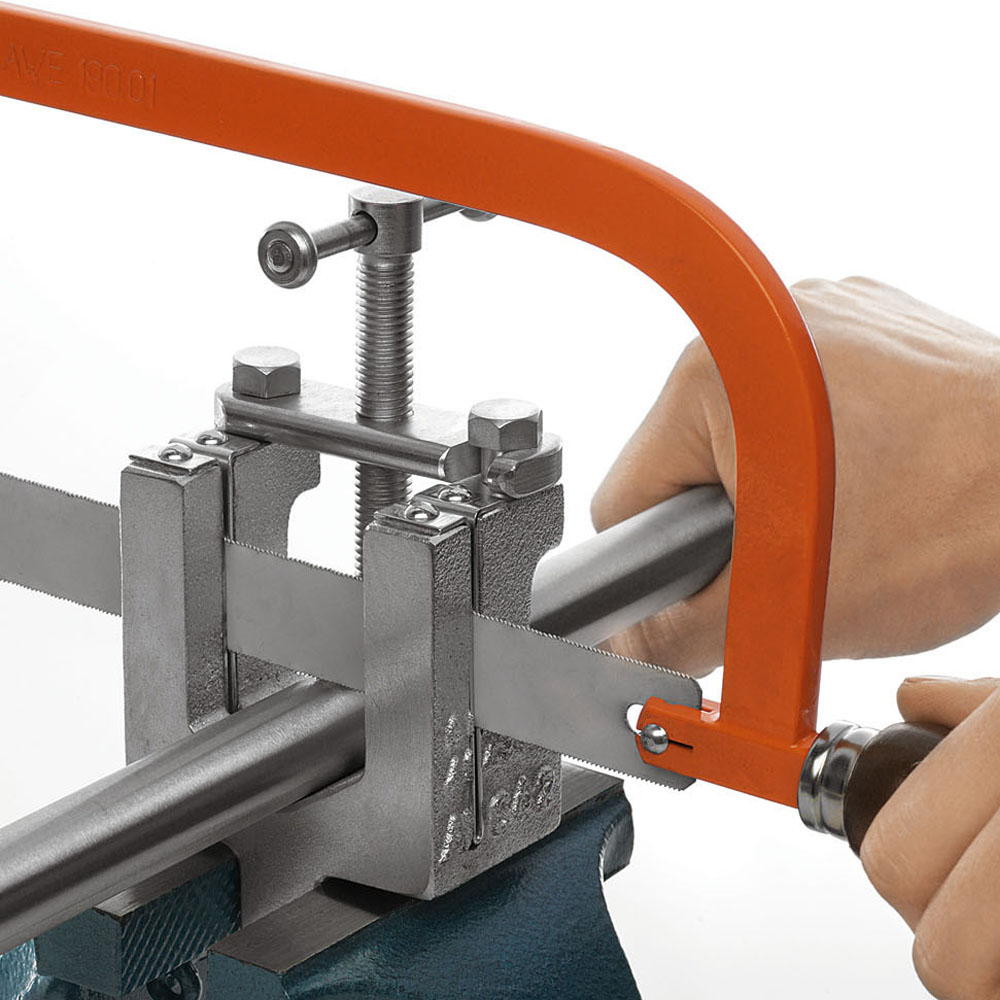
Как правильно резать трубы из разных металлов под 45 градусов и 90 градусов
Как срезать трубу под определённым углом? Про прямолинейный рез уже было сказано. Далее рассмотрим приёмы разделения трубчатых заготовок из различных металлов с использованием слесарного стусла по металлу
Помимо удобства реза, стусло минимизирует количество опилок, что немаловажно, если работы ведутся в домашних условиях
Слесарное стусло состоит из двух узлов:
- Ручной ножовки, которая имеет верхние трубчатые направляющие, которые позволяют удерживать инструмент строго перпендикулярно направлению резки;
- Швеллероподобного корпуса, в котором предварительно выполнены отверстия — прорези с обеих сторон, чтобы помочь работающему делать точные угловые пропилы (обычно 90° и 45°, но бывают стусла с угломером, на которых можно выполнять угловые резы в диапазоне углов от 100 до 1150).
Различают литые и штампованные сусла. Первые хотя и дешевле, но плохо работают в условиях периодически возникающих напряжений изгиба.
Важно верно подобрать исполнение ножовки. Для угловых резов подходит только прецизионный инструмент с верхними направляющими, которые дополнительно подстраховываются от изгиба пружинными ограничителями
Выбор типоразмера слесарного стусла производят по следующим параметрам:
- Ширине стусла, которое определяет максимальный диаметр заготовки.
- Длине стусла, с увеличением которого возрастает точность отрезки.
- Наличию угломера.
- Глубине и ширине сквозных пропилов в боковых стенках швеллера: чем они глубже, тем менее чувствительно стусло к изменению режимов резания – состоянию смазки, повышению температуры ножовочного полотна и заготовки. С другой стороны, когда отпиливать трубы большого диаметра, то увеличенная ширина пропилов отрицательно скажется на точности.
- Материалу корпуса: стальные (литые или штампованные) стусла следует однозначно предпочитать пластиковым, хотя последние и легче.
Как отрезать трубу под углом в 45 градусов? При работе со слесарным стуслом вначале нужно запилить материал, а затем, убедившись в перпендикулярности стенки, постепенно увеличивать усилие нажима на ножовочное полотно.









Аппараты точной резки
Среди фирменных аппаратов, которые могли бы использоваться в быту для выполнения реза под углом, можно обратить внимание на технику итальянского производства. Ленточнопильный станок Mini Cut от компании «MASS» – малогабаритное устройство с ручным прижимом, для работы не только с трубами, но также уголками, прутками, профильными элементами
Ленточнопильный станок Mini Cut от компании «MASS» – малогабаритное устройство с ручным прижимом, для работы не только с трубами, но также уголками, прутками, профильными элементами.
На станке поддерживается установка угла среза от 0 до 45º. Процедура осуществляется при помощи ленточного полотна со скоростью 45 возвратно-поступательных движений в минуту. Аппарат оснащается электродвигателем мощностью 370 Вт, который питается от бытовой сети. Максимально допустимый диаметр обрезаемой круглой трубы – 65 мм.
В промышленных масштабах для резки трубы разработаны многочисленные установки с электромеханическим и электрическим приводом. Технически сложные аппараты позволяют с высокой точностью производить термическую, кислородную и плазменную резку:
Резка под 90 градусов
Чтобы поперек ровно отрезать круглый трубопровод или металлопрофиль прямоугольного сечения, используют лист обычной бумаги. Им оборачивают заготовку таким образом, чтобы кромки бумажного листа совпали, после чего его фиксируют на детали с помощью скотча или клея. Болгаркой проводят рядом с кромкой бумажного листа тонкую линию, после чего ее постепенно углубляют до полного вырезания.
Воротниковая врезка
Чтоб получить ответвления металлических трубопроводных линий в виде тройников, применяется воротниковая врезка, для которой необходимо вырезать кромку круглой трубы, примыкающей к стенкам другой под прямым углом. Для реализации способа поступают следующим образом:
- обрезают кромки заготовки под прямым углом приведенным ранее способом.
- На круглой торцевой поверхности маркером отмечают четыре равноудаленные точки, расположенные под углами 90 и 180 градусов друг к другу.
- Производят измерение размера окружности, полученный диаметр делят на 3. От двух диаметрально расположенных точек откладывают полученное расстояние, после чего эти точки соединяют с двумя другими плавной дугой, проводя линию маркером.
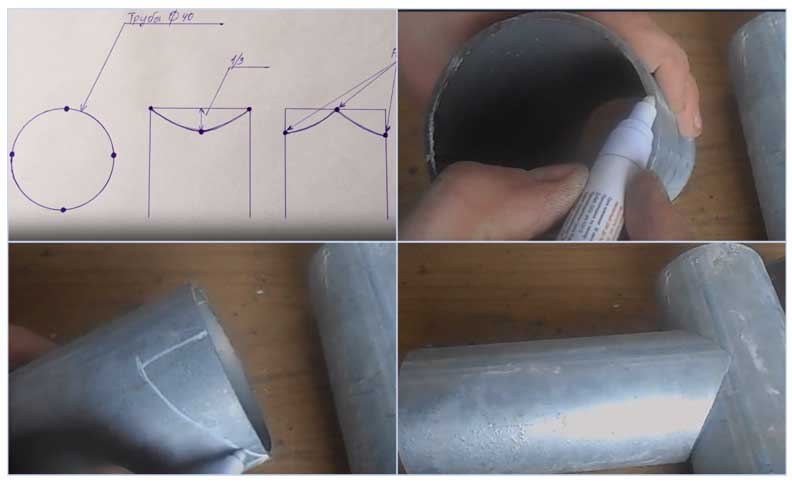
Рис.5 Пример воротникового разреза трубы
По разметке проводят рез болгаркой и отделяют полукруглые сегменты, после чего деталь готова к сварке. При малых неточностях в сопряжении ее можно уплотнить кувалдой, приставив к круглой поверхности другого элемента.
https://youtube.com/watch?v=bhZwzzXj-is
Технология сварки + видео инструкция
Качественные результат во многом зависим от того, в какой степени выполнена подготовка. Этот этап включает в себя:
- Подбор деталей с нужным размером и сечением. Подрезание по параметрам выполняют пилой по металлу. После сварочного аппарата кромка не выходит ровной, и в итоге становится сложно работать.
- Далее все трубы необходимо выровнять. На искривленных участках их может «водить».
- Места соединений нужно почистить от ржавых образований. Их чистят до блеска, применяя щетки по металлу. Можно это сделать машинкой для шлифовки.
- Кромку нужно выравнивать так, чтобы при соединении не было больших зазоров. Если это сделать тщательно, то при сваривании не придется тратить много усилий.
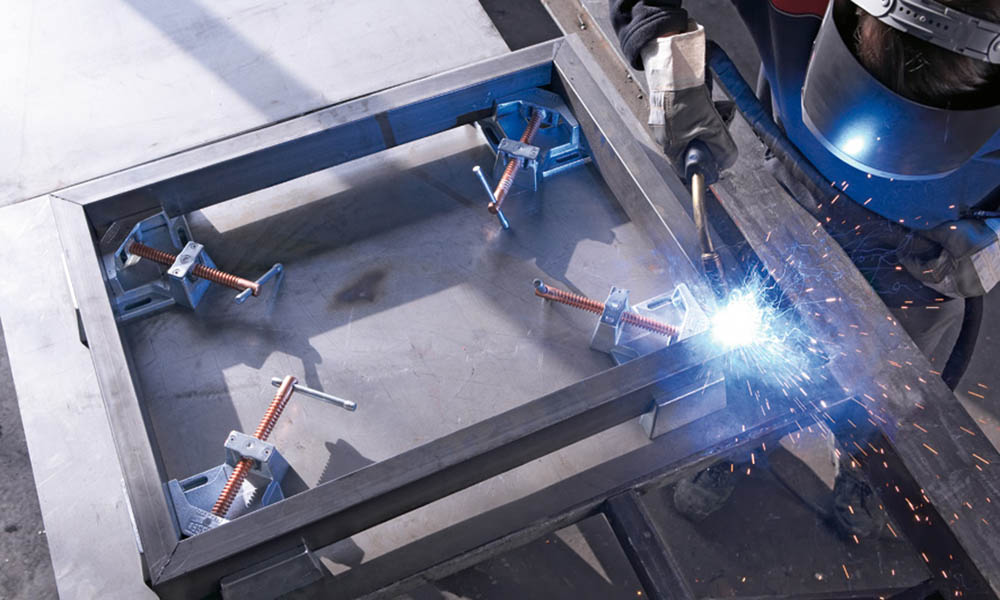
- После этого, части нужно уложить в таком положении, в котором они будут располагаться в готовой конструкции. Для проведения сварочных мероприятий монтируемые запчасти желательно дополнительно закрепить в специальном приспособлении. А убирать крепеж можно после того, когда шов остыл.
Когда все детали подготовлены, можно приступать к делу. Здесь применяют два способа:
- Газовая сварка.
- Электрическая сварка.
Видео 4
Резка цилиндрической трубы под углом 45º
Часто приходится отрезать трубы под углом 45º, что для многих становится довольно серьёзной проблемой. Главная задача такого реза, чтобы после совмещения составляющих получился идеальный угол 90º. При помощи рулетки решить такую проблему достаточно сложно, но есть способ, который поразит некоторых начинающих мастеров своей простотой. Для его воплощения в жизнь понадобится обычный лист бумаги, формата А4. Его необходимо сложить по диагонали, точно совместив верхнюю и боковую грань. Лишнюю часть листа удаляем. Теперь нужно ещё раз сложить полученный треугольник так, чтобы линия сгиба проходила от его вершины к центру основания. Шаблон готов, можно приступать к разметке трубы.

При помощи обычного листа бумаги выполняется диагональная разметка трубы
Как пользоваться бумажным шаблоном для разметки распила под 45º
Получившийся сложенный вдвое треугольник делим на 2 части и, обернув вокруг трубы, фиксируем положение при помощи малярного скотча. При этом шаблоны должны располагаться так, чтобы один край основания совпал с другим. Теперь у нас есть 2 заготовки нужного диаметра. При помощи ножниц скругляем верхний угол обеих, подгоняя одну к другой. Остаётся лишь надеть шаблон на трубу и отметить место реза при помощи мела или простого карандаша.
Остаётся лишь аккуратно разрезать металл по отмеченной линии





