
Работа наиболее простых ножниц по металлу
Принцип резки гильотинными (листовыми) ножницами заключается в том, что ножевая балка устройства, к которой прикреплена подвижная часть инструмента, по рабочему торцу должна иметь угол в 1,5…3°, вследствие чего резка металла происходит неодновременно по всей ширине. Это снижает усилие резки, но требует приёма, который бы компенсировал сдвиг листового металла (жести, плотного картона и пр.) при резке. Таким образом, потребуется надёжный прижим.
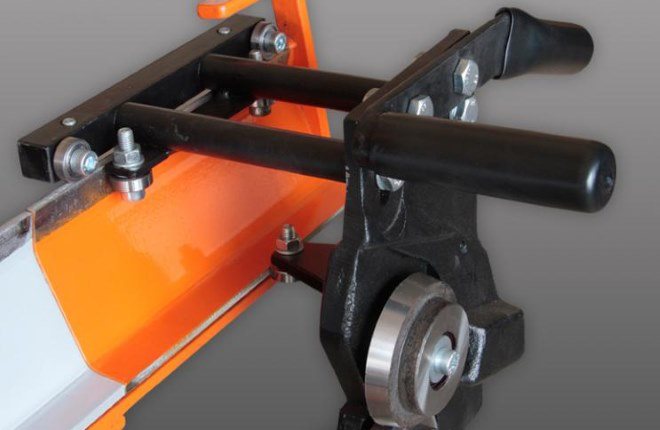
Основные узлы сабельной гильотины
Для привода самодельной гильотины можно применить электродвигатель небольшой мощности, поскольку энергоёмкость процесса невелика. Но по результатам расчёта максимального усилия резки часто достаточно и ручного привода, например, рычажного типа (в самодельных устройствах часто предлагается именно он). Потребуется также надёжное направление подвижных деталей в процессе резки, а также жёсткая опорная поверхность станины. В таком случае детали самодельной гильотины и само изделие не будут упруго деформироваться.

В чертежах обычно указываются пределы толщины и ширины листового металла, либо жести, на которые рассчитано устройство. Если же весь процесс получения листовых ножниц своими руками проводится самостоятельно, то проектирование начинают с уточнения силовых характеристик резки и выбора схемы механизма.
Исходными данными для выбора конструкции являются:
- вид материала, с которым будут производиться операции;
- предельные габариты листа по толщине, длине и ширине;
- точность разделения;
- предельные габаритные размеры ножниц;
- тип привода.
Обслуживание и эксплуатация
Основное регламентное обслуживание оборудования состоит в периодической заточке инструментальной оснастки (при первой эксплуатации ножи достаточно просто перевернуть на 180°). Заточку можно вести на шлифовальной машинке, используя карборундовый круг, после чего необходимо зашлифовать полученную поверхность. После многократных переточек стабильность зазора необходимо поддерживать установкой прокладок из стали. Их толщина устанавливается опытным путём.
Периодически проверяют зазоры в сочленениях, и смазывают их маслом «Индустриальное-20» или аналогичным.
Категорически не рекомендуется при изготовлении оснастки останавливаться на секторном варианте, который потребует сварки. Точность резки металла при этом неизбежно ухудшится.
Для улучшения надёжности монтажа настольных ручных ножниц с рычажным механизмом на слесарный верстак, его стоит усилить с противоположной стороны при помощи стального уголка, швеллера или толстой полосы.
Основная классификация
Ножницы для металла отличаются разнообразием и позволяют разрезать изделия разных толщин. Специалисты делят все инструменты по принципу работы и устройству.
По особенностям резки модели делятся на:
- ножевые;
- вырубные.
По особенностям работы бывают:
- механическими;
- электрическими.
Инструменты имеют различия по форме разреза и его направлению. Встречаются правый и левый раз, прямая или кривая (фигурная) форма.
Аллигаторные
Аллигаторные ножницы получили свое название благодаря шарнирной челюсти, которая используется для раскроя металла. Они имеют гидравлический привод. Применяются для раскроя длинных заготовок, балок, арматуры, профилей в слесарных мастерских и на производствах.
Аллигаторные устройства отличаются эффективностью, долговечностью и прочностью. Из недостатков выделяют неточный рез и грубый край.

Аллигаторные модели подходят для работы на производстве
Настольные
Разновидность ножниц для резки металла средней толщины. Отлично справляются с угловыми резами, созданием Т-форм, раскроем прутов. Настольные модели позволяют делать гладкий срез.
Гильотина
Гильотина встречается с механическим, ножным и гидравлическим приводом. Принцип работы заключается в зажиме металла плунжером. После этого одно лезвие перемещается вниз по зафиксированному ножу, вследствие чего осуществляется разрез.
Гильотина позволяет быстро и эффективно разрезать металл. Применяется в серийном производстве.
Силовые
Силовой тип подходит для моделей на электрическом или пневматическом приводе, а также ручном управлении. Принцип работы заключается в создании разреза верхним лезвием, которое опускается к нижнему, надежно закрепленному ножу.
Силовые ножницы подходят для резки прямых или изогнутых линий. Их отличительная особенность — высокая точность, хороший гладкий край.
Snips
Snips — это устройство для резки металлических листов. Для работы с низкоуглеродистым оловом и мягкой сталью выбирают оловянные модели с длинными ручками.







Составные ножи подходят для обработки алюминия, нержавеющей стали и мягких сплавов. Они оснащены рычагами, увеличивающими механическое давление.

Универсальные модели активно применяются для решения бытовых задач
Универсальные
Универсальные устройства отличаются небольшими размерами и оснащены острыми надежными ножами.
Они осуществляют непрерывный рез и формовку листов разной величины. Универсальными ножницами выполняют обработку углов и центра пластин, резку прутов малого диаметра.
С подъемным механизмом
Модели с подъемным механизмом используются для работы с толстыми материалами. Ножи в них устанавливают на штатив. При работе он опускается, играя роль рычага.
Агрегаты из стали подходят для профессиональной высокоточной работы с материалами повышенной прочности.
Для лент из металла
Ножницы для лент из металла обладают простой конструкцией и небольшими размерами. Компактные габариты позволяют их использовать одной или двумя руками. Назначение инструмента — резка пластин, прутов, кабелей. Такие модели нашли применение на стройке, в слесарных мастерских, дома.
Специализированные
Специализированные модели используются в узконаправленных задачах. Они отличаются по габаритам, форме ножей, принципу работы. Основное предназначение — обработка краев пластин, обрезка проволоки, раскрой толстого металла.
Изготовления рычажных ножниц
От тавровой балки отрезается небольшой кусок буквально 23-25 см, не больше.
В его основании с обеих сторон сверлятся отверстия для крепления к рабочему столу. Понадобится сделать 4 отверстия сверлом 10 мм.
Для изготовления режущих ножей используется плоский напильник. Из него нужно отрезать 2 пластины по 10 см
Важно, чтобы они имели правильную прямоугольную форму, поэтому при раскрое скошенные края напильника отбрасываются
В заготовках под ножи нужно просверлить по 2 отверстия 10 мм для их крепления к ножницам.
Они делаются не по центру, а со смещением к одному краю. Учитывая качество стали напильника, сверлить будет не просто
Важно подливать воду или масло, чтобы не испортить сверло
На просверленных заготовках нужно сточить спуски
Обратите внимание, они делаются только с одной стороны
Один нож прикручивается к тавру, в котором перед этим делаются отверстия, и нарезается резьба. Выступающие при этом концы крепежных болтов обрезаются.
Из стальной полосы вырезаются 2 пластины. Одна из них делается шире и со скругленным углом.
Ее нужно приварить через перемычку из той же полосы к тавру. Ко второй детали прикручивается оставшийся нож. При этом в ней нужно предварительно нарезать резьбу, а выступающие концы болтов срезать. Далее она через болт соединяется с приваренной к тавру пластиной.

Полученная конструкция дополняется двумя узкими рычагами из той же полосы. Они соединяются между собой болтом и крепятся концами к приваренной пластине, а также рычагу с ножом.







К силовому рычагу, отвечающему за развод ножниц, приваривается кругляк, который послужит рукояткой. Чем он окажется длиннее, тем легче понадобиться нажимать рукой при резке металла.
Чтобы заготовка во время сведения ножей не выгибалась, для нее делается регулируемый упор. Для этого в длинной гайке М10 сверлится сквозное отверстие по центру. Далее в нее закручиваются 2 болта.
Шляпка одного из них приваривается к ножницам.
В отверстие гайки вставляется клапан, подошва которого и будет служить упором. Его положение фиксируется поджатием свободного болта.
Полученные ножницы отлично справляются даже с толстым металлом. При необходимости их ножи снимаются и затачиваются. Поскольку они сделаны из напильника, то тверже большинства разрезаемых металлов, поэтому тупятся редко.
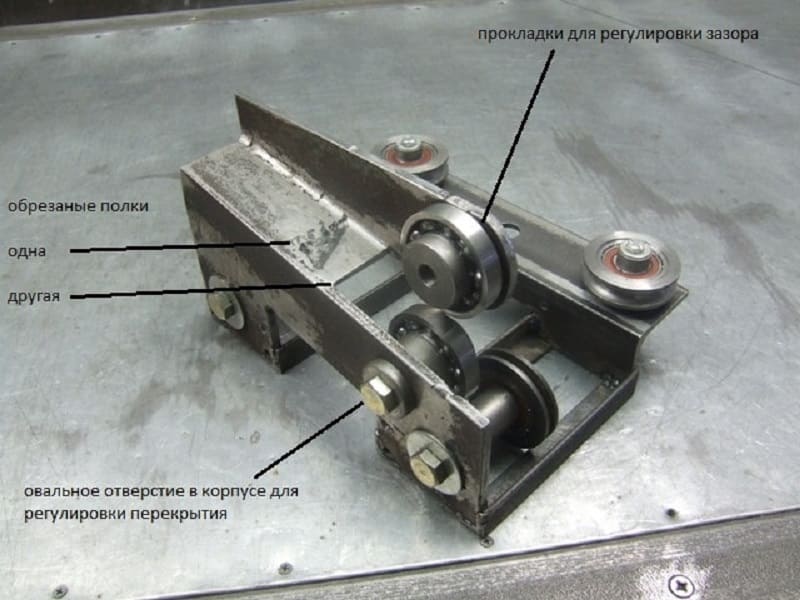
Инструкция как сделать роликовые ножницы из подшипников своими руками
Как уже говорилось, вариантов изготовления самодельного роликового режущего инструмента много, но какой выбрать для себя, зависит не только от возможностей, но еще и наличия необходимых расходных материалов. Если понадобился простой самодельный роликовый нож, то сделать его можно из подшипников. Принцип изготовления простой, и для начала разберемся, какие инструменты и материалы понадобятся для того, чтобы его сделать:
- Два подшипника 204 или 205. Использовать можно и другие подшипники, какие есть в наличии. Они не обязательно должны быть одинакового размера
- Уголок 50-60 мм длиной до 30 см
- Резьбовые соединители, шайбы, гайки и прочие мелкие расходники
- Стальная трубка, из которой необходимо изготовить рукоятку для роликовых ножниц
- Из инструментов понадобится сварочный аппарат, а также дрель и болгарка
Когда все необходимые материалы готовы к работе, можно приступать к делу. Инструкция по самостоятельному изготовлению роликового ножа имеет следующий вид:
Сначала необходимо подготовить уголок, так как он будет выступать в роли корпуса, на котором будут размещаться дополнительные элементы
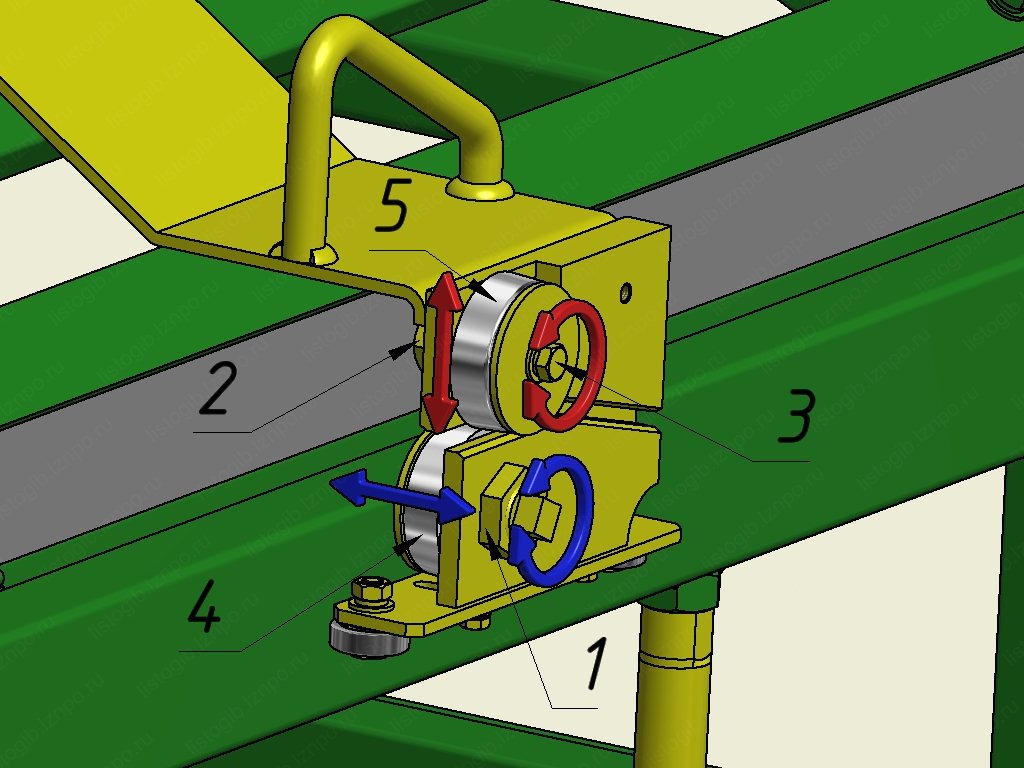
Стачиваем кромку подшипников. Причем сделать это нужно так, чтобы в итоге кромка получилась с острым углом. На обоих подшипниках необходимо «снять» кромку, так как от этого зависит возможность применения роликовых ножниц по назначению
Далее необходимо просверлить отверстие в уголке, и закрепить на нем один подшипник. Для закрепления используется болт с потайной шляпкой. Для закрепления подшипника используется также шайба, за счет которой будет обеспечиваться надежный прижим к стенке уголка
Подшипник крепится так, чтобы его наружная обойма выступала на 1-2 мм сверху от края уголка
Немаловажно предусмотреть возможность его регулировки соприкосновения со вторым подшипником, подложив шайбы с внутренней стороны
С обратной стороны при закреплении подшипника нужно предусмотреть, чтобы шляпка крепежного болта была утоплена в основании уголка. Это надо для того, чтобы самодельный инструмент свободно перемещался по краю верстака
Если утопить шляпку не получается, то можно сделать для нее паз в конструкции верстака, что также вполне уместно при использовании самодельных ножниц
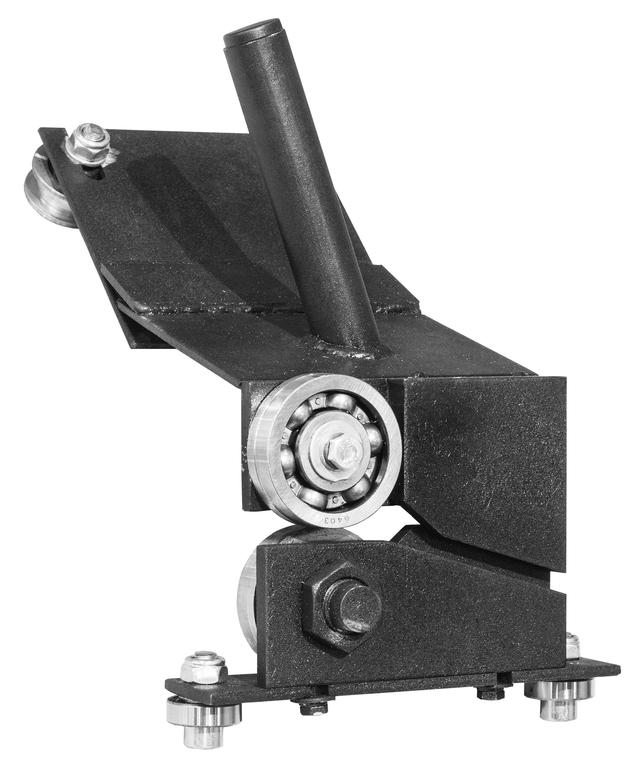
Первая часть работ на данном этапе считается выполненной, поэтому следует перейти к изготовлению второй части. Это рукоятка, второй подшипник, а также отгибатель листа
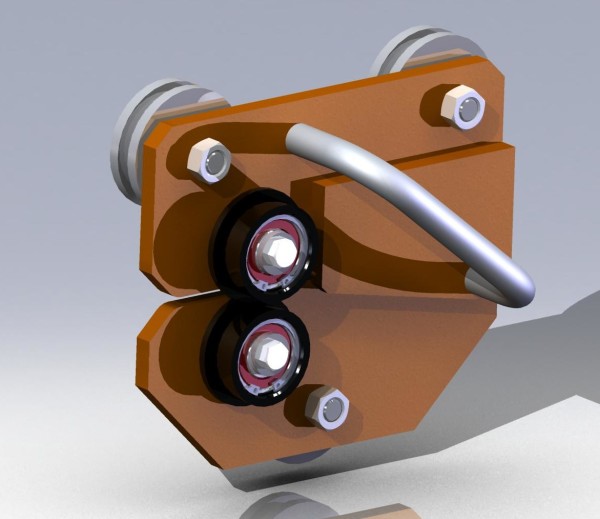
Используя аналогичный уголок длиной в 2 раза меньше, необходимо закрепить на нем второй подшипник. Предварительно уголок при помощи болгарки необходимо вырезать такой формы, как показано на фото ниже
На торцевую часть полученной заготовки необходимо закрепить подшипник, просверлив предварительно отверстие
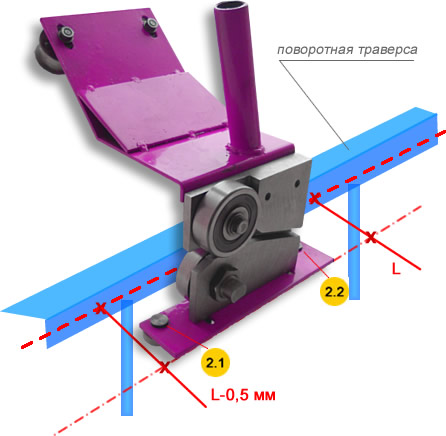
Заготовку из уголка приварить к основной части так, как показано на фото. При этом важно учитывать, что верхний подшипник должен вплотную соприкасаться с нижним подшипником, а его наружная обойма должна располагаться на расстоянии к основанию уголка до 1 мм
В завершении необходимо присоединить ручку к получившейся установке, чтобы удобно было работать

В итоге получается самодельный режущий инструмент для резки металлических листов толщиной до 0,5 мм. При использовании устройства надо учитывать, что предназначается оно исключительно для работы с листовыми материалами. В процессе эксплуатации будет изнашиваться кромка подшипников, поэтому целесообразно предусмотреть при изготовлении возможность регулировки соприкосновения подшипников. Все подробности изготовления и применения такого инструмента на видео ниже.
Это интересно!При вращении одного подшипника рукой, второй также должен вращаться, что говорит о правильности изготовления самоделки. Чем больше расстояние между торцевыми частями подшипников, тем ниже качество работы инструмента. В завершении для примера стоит привести пример того, сколько стоит заводской роликовый нож, а также, какие технические параметры он имеет. Для примера рассмотрим станок марки Trim Cutter 3017 и его технические параметры:
- Толщина листового металла максимальная — 0,7 мм
- Вес устройства составляет 4 кг
- Габаритные размеры — 220х180х260 мм
- Стоимость от 25 000 рублей
Исходя из вышесказанного, можно отметить, что сделать роликовые ножницы для резки тонколистового металла своими руками вовсе не трудно. Для этого не понадобится много сил и расходных материалов. Уделив всего 3-4 часа свободного времени, можно сделать высокоэффективный режущий инструмент в домашних условиях. С роликовыми ножницами не понадобится думать, чем отрезать металлический лист при монтаже оконных откосов или как порезать оцинковку на полоски, так как с ним любые подобные работы выполняются легко, быстро и эффективно.
Рычажные ножницы по металлу
Среди всех разновидностей разделительного оборудования, предназначенного для резки металла, рычажные ножницы считаются самыми простыми и компактными. Они могут иметь ручной привод, либо управляться электродвигателем. Универсальность рассматриваемого вида кузнечно-штамповочного оборудования даёт возможность устанавливать такие ножницы практически в любой хозяйственной мастерской, и – тем более – в небольших частных предприятиях, работающих с сортовым или листовым металлом.
Рычажные ножницы по металлу
Принцип действия и конструктивные особенности
В отличие от листовых ножниц с наклонным ножом (гильотинных), движение ножа в рычажных ножницах чаще всего происходит не по поступательной, а по вращательной траектории. Кроме того, в качестве основного исполнительного механизма используется не кривошипно-ползунный, а рычажный.
Наибольшее распространение приобрели рычажные ножницы, собранные по схеме одноплечевого рычага. При резке тонкого металла, с толщиной не более 0,7…0,8 мм применяются ручные слесарные ножницы, а при более толстом – стуловые ножницы, рычаг у которых намного длиннее. Кроме того, в схемах стуловых ножниц предусматривается возможность встраивания промежуточной зубчатой передачи
Это увеличивает длину траектории движения подвижного ножа, но снижает результирующее усилие, что важно, если агрегат имеет ручной привод
Наиболее крупные исполнения стуловых ножниц позволяют разрезать листовой прокат стали толщиной до 8…10 мм, и сортовой прокат диаметром не более 22 мм.
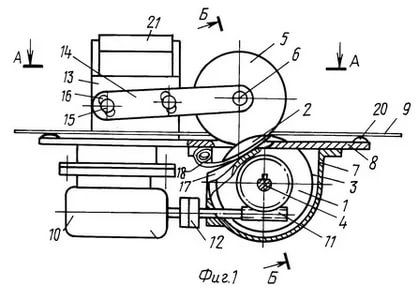
Типовая конструкция рычажных ножниц настольного исполнения представляет собой совокупность следующих узлов:
- станины;
- эксцентриковых или винтовых зажимов, посредством которых оборудование стационарным образом можно прикрепить к слесарному верстаку;
- нижней опорной рамы, на которую устанавливается неподвижная часть оснастки;
- саблевидного поворотного рычага с рукояткой (для ручных моделей). на нём устанавливается подвижная часть оснастки;
- оси с подшипником скольжения.
В приводных рычажных ножницах, кроме вышеприведенных узлов имеются также электродвигатель, клиноременная передача, а также кривошипно-шатунный механизм, который преобразует вращательное движение вала двигателя в качательное перемещение рычага. Иногда такое оборудование снабжается механизмом включения (муфтой и тормозом), и в таком виде уже мало чем отличаются от стационарных ножниц аллигаторного типа. Единственное их преимущество в данном случае состоит в отсутствии балансира, компенсирующего инерцию массивных деталей.
Ограничения рычажных ножниц и возможность их преодоления
Главный недостаток рычажных ножниц, не имеющих механического привода – необходимость совершать очень длинные перемещения, чтобы снизить усилие резки металла. Кроме того, при ручном приводе невозможно обеспечить постоянство скорости реза, что может ухудшать качество поверхности разделения металла.
Дисковые ножницы для резки листового металла

Резку листового металла можно охарактеризовать как технологический процесс, в результате которого металлическое изделие делится на части, приобретая заданные формы и размеры.
В статье описана обработка листового металла, рассказано о способах резки металла, описаны роликовые ножницы, автоматические линии и т. д., а также рассмотрено специальное оборудование для обработки листового металла (станок, резак и др.).







Способы резки делятся на две основные группы: механическую и термическую.
Прежде чем выбрать определенный тип резки, необходимо узнать преимущества каждого вида, сущность процесса, а также в каких случаях применяется конкретный вид резки.
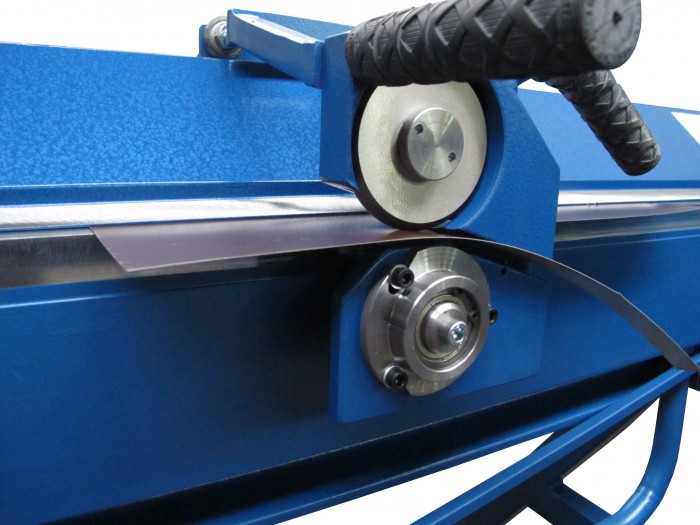
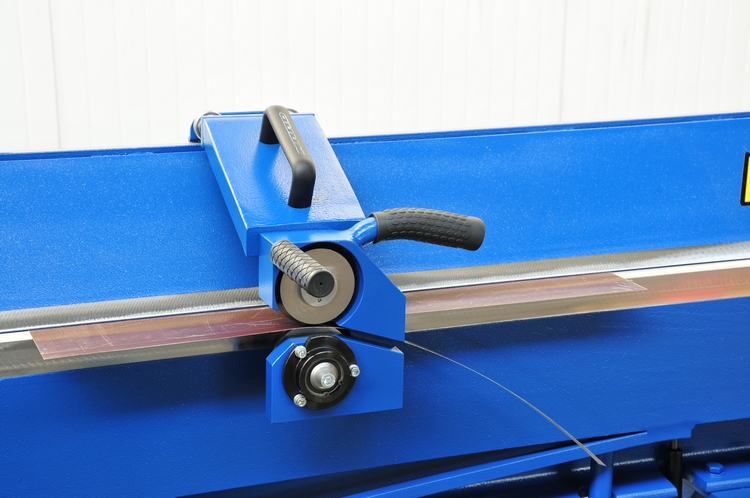
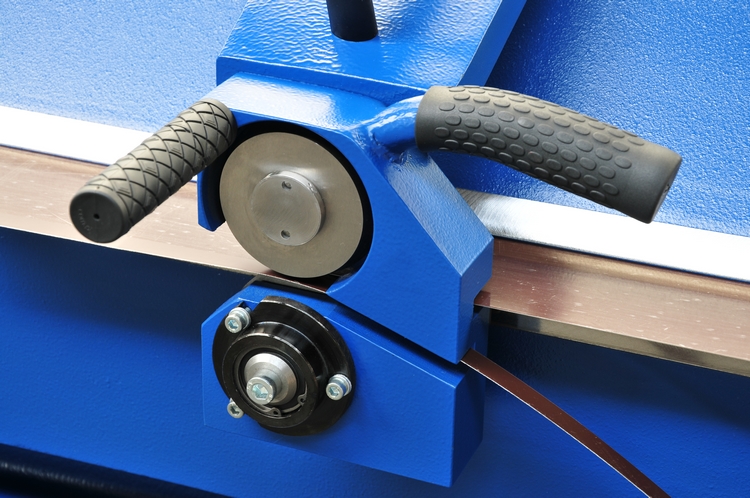
Сборка ножниц
Сборка конструкции роликовых ножниц — процедура довольно сложная и требует определенных навыков, а также ряда специальных инструментов. В интернете можно найти огромное количество способов их изготовления, используя различные материалы, мы остановимся на самом простом. Для начала необходимо подобрать все детали будущих ножниц. Приоритет нужно отдавать надежным комплектующим, которые прослужат долго. В качестве рамы, на которой будут крепиться все оставшиеся детали, можно использовать обычный металлический уголок. В данном примере будет использован стальной угол 50 на 50 мм, толщиной 4 мм.
К раме приваривается металлическая пластина, на которой будет крепиться один из подшипников, а также ручка изделия. К этой пластине и уголку привариваются два штыря
При этом важно учесть, что они должны идеально подходить своим диаметром под внутренний диаметр подшипников, обеспечивая тем самым надежность конструкции. Если нет возможности подобрать эти детали можно использовать различные переходные втулки, которые дополнительно опрессовываются, помогаю тем самым выйти из ситуации. К пластине, на которой располагается верхний подшипник приваривать дополнительная деталь, с изгибом которая направляет отрезанную часть металлического листа вниз, делая его резку очень удобной
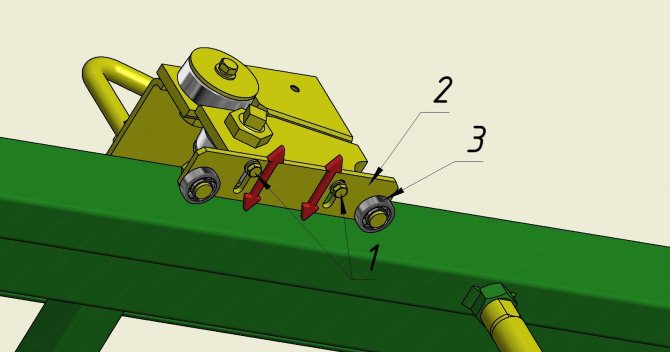
Зазор между роликовыми ножами должен быть минимальным, чтобы обеспечить быструю и надежную резку необходимых деталей. При вращении на холостом ходу один нож должен вовлекать во вращение другой. Делается это при помощи регулировочной шайбы
К пластине, на которой располагается верхний подшипник приваривать дополнительная деталь, с изгибом которая направляет отрезанную часть металлического листа вниз, делая его резку очень удобной. Зазор между роликовыми ножами должен быть минимальным, чтобы обеспечить быструю и надежную резку необходимых деталей. При вращении на холостом ходу один нож должен вовлекать во вращение другой. Делается это при помощи регулировочной шайбы.
Штыри можно приварить к раме или же просверлить отверстие вставить туда болты, которые также отлично подойдут. Ручку выполняется из металлических деталей. Отлично подойдет тонкая трубка, которой легко придается удобную для работы форму. После того как оно будет готово, ее можно приваривать к основной конструкции ножниц.
Весь процесс сварки можно выполнить обычным полуавтоматическим сварочным аппаратом. Правда, для того чтобы получились надежные ножницы, нужно выполнять сварочный процесс качественно с соблюдением всех стандартов. Это условие является крайне важным, так как при работе роликовыми ножницами, сделанными своими руками, инструмент получает значительные нагрузки. Они могут вызвать поломку из-за плохой сварки.
Какая бы, конструкция не была выбрана очень важно понимать, что данный инструмент можно использовать только для резки тонких листов металла, для толстых необходимо использование других инструментов
При сборке этого инструмента нужно особое внимание уделить выбору материалов, из которых он будет изготавливаться. Надо отдавать предпочтение роликовым ножам, выполненным из высокопрочных сплавов. Рама должна быть выполнена из хорошей стали
Рама должна быть выполнена из хорошей стали
При работе важно соблюдать все правила технологического процесса изготовления, а также принцип действия этого инструмента. Главным преимуществом использования этого инструмента является быстрая резка тонкого металла без нужды в дальнейшем его обрабатывать
Из чего можно сделать ножи
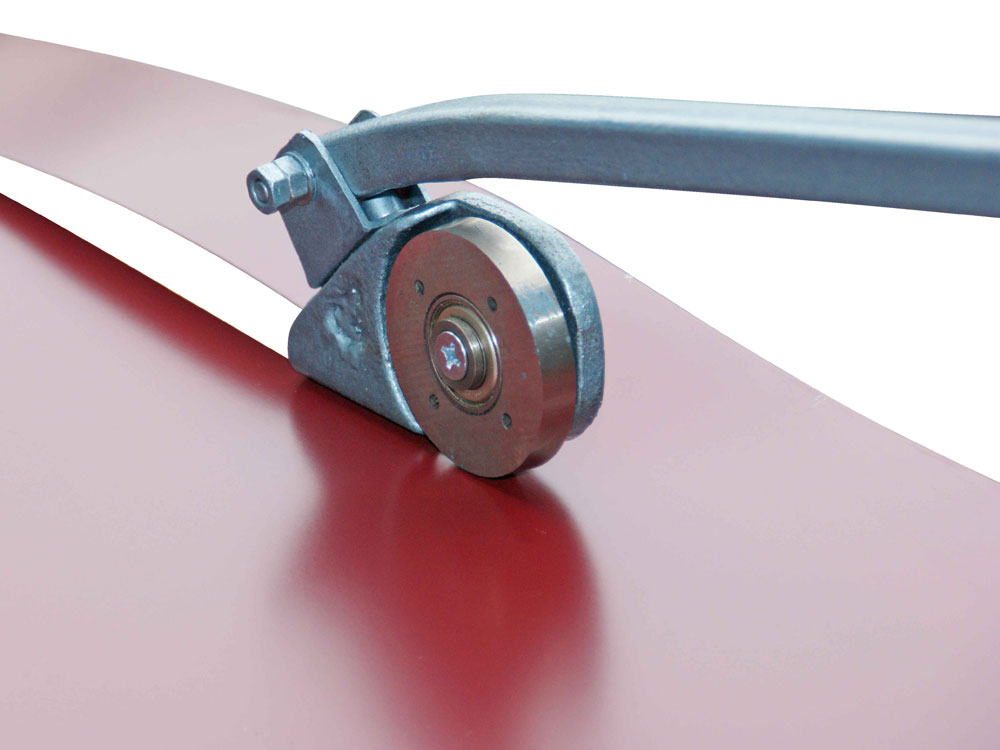
Роликовый нож из подшипников
В случае собственноручного изготовления такого инструмента основная проблема – выбрать подходящий материал, который и будет резать металлические заготовки.
Так, в случае необходимости резать не самый прочный листовой металл – алюминий, оцинкованную сталь и тому подобное, неплохим решением будет использовать обычные подшипники, торцы которых необходимо предварительно заточить.
Для врезания таких ножей в металл один из роликов – приводной, нужно установить на ручку, при помощи которой можно прижимать ножи к материалу. После этого останется только тянуть металл, удерживая ручку самодельного станка прижатой к основанию.
Таким образом, сейчас можно найти немало конструкций самодельных роликовых ножниц для резки. Самое сложное при этом – найти детали, которые можно будет использовать в качестве ножей. Для более удобного использования станка, сделанного своими руками, его можно будет дополнительно оборудовать направляющими, которые позволят ровно отрезать заготовку.






При этом готовый инструмент, в случае необходимости, можно будет устанавливать на любой металлообрабатывающее оборудование, к примеру, на листогибочный станок.
Роликовые ножницы и особенности резки листового металла
В металлообрабатывающей промышленности для обработки листового материала используются роликовые ножницы или ножи. Ножами этот инструмент называют по причине того, что его работа основывается на применении двух режущих дисков. Процесс резания основывается на том, что ролики вдавливаются в листовой материал с двух сторон — сверху и снизу. При этом происходит его разрезание без применения каких-либо острых ножей. Роль режущих и острых ножей играют ролики, которые соприкасаются стенками друг к другу с двух сторон.

Ролики не только режут листовой материал, но еще и облегчают процесс перемещения инструмента по поверхности листа. Это означает, что резать роликовым ножом не только удобно, но еще и эффективно. Если сравнить работу устройства с ручными ножницами, то следует отметить такие достоинства:
- Скорость — разрезать лист стали роликовыми ножницами можно за считанные секунды, а использование ножниц требует много времени, которое зависит от длины разрезаемого материала
- Качество реза — роликовый нож режет не только быстро, но еще и высококачественно. При этом отсутствуют сколы, искривления, изгибы и т.п. в месте получения реза
- Физическая усталость — резание ручными ножницами требует прикладывания физических усилий, в то время как применение роликового инструмента исключает такую потребность. Для разрезания необходимо только перемещать ножницы роликовые по направляющим, выполняя тем самым разрезание листа стали
Роликовые ножницы классифицируют по типам ножей на три вида:
- Они располагаются параллельно. Самая популярная разновидность режущего инструмента, который предназначен исключительно для раскроя материала на полосы, то есть резка выполняется в прямолинейном направлении
- Имеют один наклон. Они предназначаются для нарезания не только ровных полос листового материала, но еще и для вырезания заготовок круглого и кольцевого типа
- С несколькими наклонами. Такие роликовые устройства предназначаются непосредственно для нарезания разной формы заготовок — кольцевые, круглые, криволинейные и т.п.

После разрезания край материала не нуждается в дополнительной обработке, так как он получается ровным, без сколов и задиров.
Дисковые ножи по металлу
Довольно часто можно услышать — Куплю дисковые ножи по металлу. Действительно одна из конструкций промышленных ножей имеет круглую форму. Как правило, такие ножи мы изготавливаем из следующих отечественных сталей ШХ15, 6ХС, 9ХФ, 9ХС, ХВГ и пр. Дисковый нож по форме напоминает большую шайбу, по внешнему контуру режущую кромку. Резка дисковыми ножами намного облегчает работу от классических ножей таких материалов как листовой металл или пластик.
Цена дискового ножа может значительно колебаться от следующих факторов: материала, заточки (прямая, двухсторонняя, односторонняя, фигурная), крепления ножа.
Вы можете прислать нам по электронной почте чертеж или эскиз, и мы сможем в кратчайшие сроки рассчитать Вам не только изготовление дискового ножа, но и сориентировать по стоимости заточки (перешлифовки) уже существующих у вас ножей. С нашими готовыми изделиями можете познакомиться в фотогалереи.
Дисковый нож или иначе называемый верхний либо орбитальный нож – один из самых популярных видов инструмента, используемый в промышленности. Сегодня его используют для различных стадий производственного процесса, самые востребованные сферы:
· Разрезание бумажных либо картонных гильз;
· В швейной промышленности;
· Разрезание твердых или многослойных материалов;
· При работе с металлом и деревом;
· При изготовлении туалетной бумаги;
· В пищевой промышленности.
Дисковый нож купить можно с односторонней либо двухсторонней заточкой, часто используется прямая или фигурная заточка.
Дисковый нож: что нужно учесть при покупке
Особенно обратите внимание на качество выполнения дискового ножа. Если необходим нож дисковый раскройный, то особенно важна точность исполнения изделия, также нужно тщательно подобрать размер, исходя из особенностей оборудования
Если выбрать размер ножа неправильно, то это может привести к продольному или поперечному биению. Ошибка даже в 0,002 мм при работе с высокоточным оборудованием приводит к расшатыванию дискового ножа на валу, из-за чего целый узел может выйти из строя.
Особенно важно использовать при производстве таких изделий качественное сырьё, очное оборудования и осуществлять тщательный контроль за процессом. Большинство разработчиков таких изделий добросовестны и используют очень прочную сталь, а вот точность исполнения того или ножа может отличаться
Стоит ориентироваться на репутацию того или иного производителя на рынке и отзывы потребителей.
Дисковый нож: строение и особенности функционирования
В центре любого изделия расположено специальное отверстие, которое нужно для посадки на ось. Существуют отверстия с пазами или выступами, ширина кромки может зависеть от того, какой именно нож используется, например, нож для ткани дисковый существенно отличается от детали для резки по металлу.







Некоторые изделия состоят из нескольких секторов, у некоторых присутствуют вспомогательные отверстия для крепежа на конкретном приборе: чаще всего такие изделия изготовляются на заказ.
Орбитальные ножи очень сложны в изготовлении, они должны быть очень точными, параметры должны идеально совпадать как в продольной, так и в поперечной плоскости. Также при производстве учитывается и то, насколько быстро будет вращаться нож, некоторые модели вращаются со скоростью движения материала, некоторые имеют большую скорость.
Эти параметры существенно влияют на стойкость лезвий, например, дисковый нож для раскроя имеет совершенно другие параметры, чем изделия для работы с металлом. Если Вы правильно выберете угол заточки и вид режущей кромки (ориентируясь на параметры работы), то со временем сможете и работать даже с более плотными материалами.
Дисковый нож купить: как выбрать тип режущей кромки
При выборе промышленного орбитального ножа стоит учесть особенности каждого типа заточки.
· Двусторонняя заточка – в этом случае нож затачивается с обеих сторон. Заточить углы можно как к одной, так и другой плоскости, что существенно влияет на сферу применения такого изделия.
Принцип действия и конструктивные особенности
В отличие от листовых ножниц с наклонным ножом (гильотинных), движение ножа в рычажных ножницах чаще всего происходит не по поступательной, а по вращательной траектории. Кроме того, в качестве основного исполнительного механизма используется не кривошипно-ползунный, а рычажный.
Наибольшее распространение приобрели рычажные ножницы, собранные по схеме одноплечевого рычага. При резке тонкого металла, с толщиной не более 0,7…0,8 мм применяются ручные слесарные ножницы, а при более толстом – стуловые ножницы, рычаг у которых намного длиннее. Кроме того, в схемах стуловых ножниц предусматривается возможность встраивания промежуточной зубчатой передачи
Это увеличивает длину траектории движения подвижного ножа, но снижает результирующее усилие, что важно, если агрегат имеет ручной привод
Наиболее крупные исполнения стуловых ножниц позволяют разрезать листовой прокат стали толщиной до 8…10 мм, и сортовой прокат диаметром не более 22 мм.
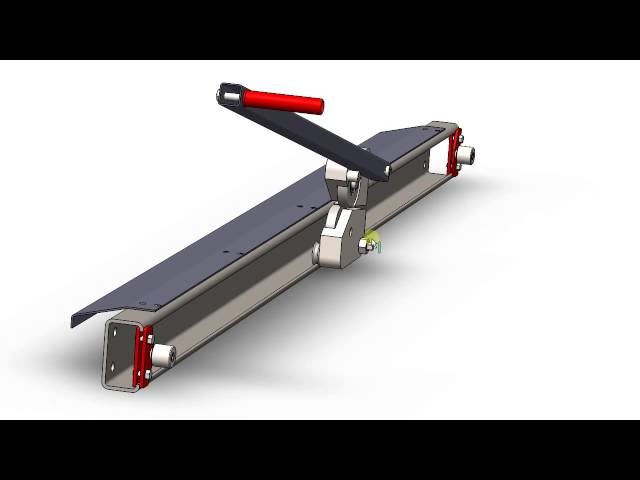
Стуловые рычажные ножницы с ручным приводом конструируются таким образом, чтобы приводной рычаг имел форму сабли. Это позволяет приблизить траекторию движения к работе гильотинных ножниц: внедрение подвижной части рабочего инструмента в разрезаемый металл также происходит постепенно. В результате текущее значение усилия разрезки снижается. Неприводными (ручными) ножницами стулового типа можно резать сталь толщиной до 2…2,5 мм.
Типовая конструкция рычажных ножниц настольного исполнения представляет собой совокупность следующих узлов:
- станины;
- эксцентриковых или винтовых зажимов, посредством которых оборудование стационарным образом можно прикрепить к слесарному верстаку;
- нижней опорной рамы, на которую устанавливается неподвижная часть оснастки;
- саблевидного поворотного рычага с рукояткой (для ручных моделей). на нём устанавливается подвижная часть оснастки;
- оси с подшипником скольжения.
В приводных рычажных ножницах, кроме вышеприведенных узлов имеются также электродвигатель, клиноременная передача, а также кривошипно-шатунный механизм, который преобразует вращательное движение вала двигателя в качательное перемещение рычага. Иногда такое оборудование снабжается механизмом включения (муфтой и тормозом), и в таком виде уже мало чем отличаются от стационарных ножниц аллигаторного типа. Единственное их преимущество в данном случае состоит в отсутствии балансира, компенсирующего инерцию массивных деталей.





