
О технических приемах формирования шва
Перед тем, как самостоятельно научиться варить электросваркой, следует освоить различные сварочные техники соединения металлических деталей. Грамотное поддержание и перемещение электрической дуги — залог качественного шва. Если дуга чересчур длинная, то металл окисляется и насыщаться азотом, разбрызгиваться каплями, и формировать пористую структуру.
Шов внахлест
Сварочная дуга перемещается поступательно, вдоль оси электрода. Таким образом поддерживается нужная длина дуги, на которую влияет скорость плавления электрода. Длина электрода уменьшается постепенно, так же, как между ним и сварочной ванной увеличивается расстояние. Чтобы это предотвратить, электрод полагается двигать вдоль оси, соблюдая синхронность его укорачивания и движение в направлении сварочной ванны.
Потолочный шов
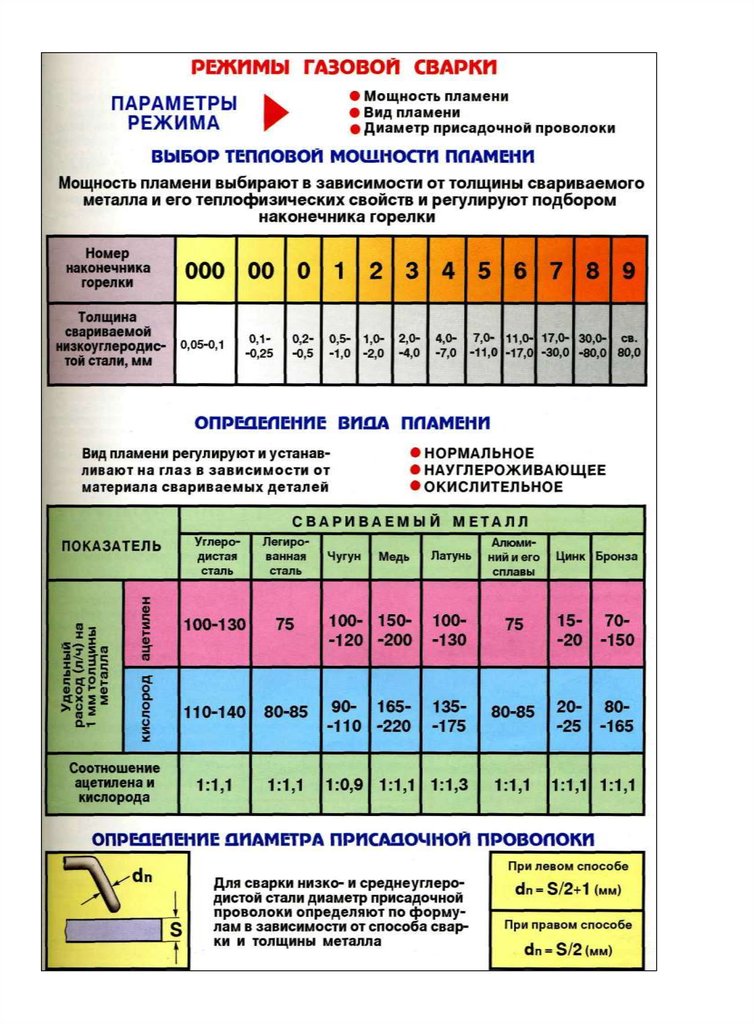
Диаметр электрода зависит от толщина свариваемого сеталла
Еще одна разновидность валика именуется ниточной. Такой валик формируется в процессе перемещения электрода по оси свариваемого шва. Что касается толщины валика, то она зависит от диаметра электрода и скорости, с которой он перемещается.
Про ширину валика можно сказать, что она обычно на 2-3 мм превышает диаметр электрода. Таким образом получается достаточно узкий сварочный шов. Его прочность недостаточно высока для создания крепкой конструкции. Как это исправить? Достаточно при движении электрода вдоль оси сварочного шва совершать дополнительное перемещение его — поперек оси.
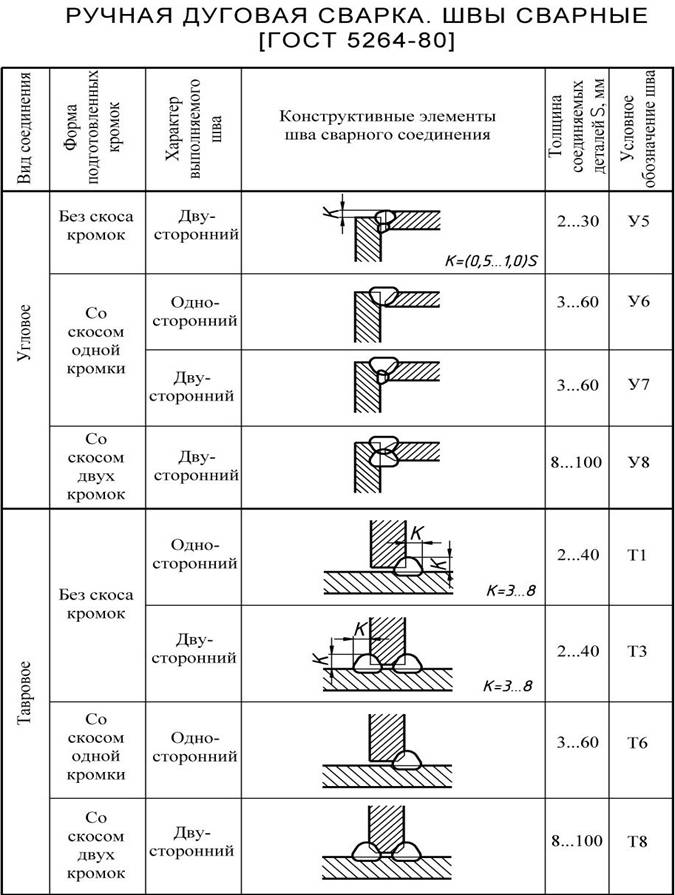
Тавровый шов (с односторонней разделкой)
Поперечное смещение электрода в процессе работы дает возможность получить достаточную ширину шва. Это делается возвратно-поступательными колебаниями электрода, ширина которых определяется для каждого конкретного случая индивидуально. Здесь нужно принимать в расчет положение шва, его размер, форму разделки, особенности материалов, а также список требований, выдвигаемых к конструкции. Принято считать нормальной ширину шва от 1.5 до 5.0 диаметров электрода.
Сварочный шов с опиранием электрода
Формируется при достаточно сложных, тройных движениях электрода. Существует в нескольких вариациях. Траектория движения при классической дуговой сварке должна быть такой, чтобы проплавлялись кромки деталей, которые требуется соединить, и при этом должно образовываться достаточно количество расплавленного металла, чтобы сформировать шов заданной формы.
Дуга электрической сварки
После тщательного изучения плюсов и минусов ручного сварочного оборудования можно перейти к осмотру электрических приборов. Перед тем как возбудить дугу, сварщик касается кончиком электрода металлической заготовки, отводя её кончик на 3 миллиметра. Таким образом, начинается вспыхивание дуги, равноудаленная длина которой поддерживается с помощью постепенного опускания самого электрода в меру его плавления
Важно успеть закрыть лицо щитком перед формированием дуги. Другой способ зажигания дуги заключается в проведении кончиком электрода по поверхности заготовки, после чего необходимо увести его на короткое расстояние
Дугу поддерживают как можно короче. Известно, что короткие дуги уменьшают количество мелких капель, к тому же в таком случае плавление электрода осуществляется в свободном темпе, обеспечивая ровный пучок искр. В таком случае глубина проплавления становится максимально большой.
Если ручной станок не способен выдавать конкретную глубину, то электрод начинает плавиться и окисляться, что приводит к его разгибанию. Из-за этого шов получается неровным и содержит в себе большое количество оксидов.
Вы должны понимать, что длина дуги контролируется с помощью звука, который появляется при горении. Электрическая дуга с определенной длиной издаёт равномерный звук на одном тоне. Если эта деталь слишком длинная, тон становится по-особому резким, а иногда он сопровождается громкими хлопками. Если по каким-либо причинам происходит обрыв дуги, её необходимо повторно возбудить, тщательно заварив провал в месте обрыва. Затем можно продолжить сварку шва.
 Если необходимо сварить самые важные места, которые будут подвергаться определенной «усталости» и переменным нагрузкам, дугу зажигают исключительно вне зоны самого шва. Если не соблюдать такую рекомендацию, не исключается образование «ожога» поверхности, что приведет к дальнейшему разрушению этой зоны.
Если необходимо сварить самые важные места, которые будут подвергаться определенной «усталости» и переменным нагрузкам, дугу зажигают исключительно вне зоны самого шва. Если не соблюдать такую рекомендацию, не исключается образование «ожога» поверхности, что приведет к дальнейшему разрушению этой зоны.
Уровень квалификации и опытность сварщика отыгрывают значительную роль в том, насколько умело происходит зажигание и последующее контролирование длины дуги.
Ведь чем успешнее поддерживается длина, тем выше получается качество швов, а соответственно — прочность самого соединения
Важно научиться правильно манипулировать электродом, перемещая его по линии накладываемого шва для придачи определенной формы
Как правильно сварить металл?
Для правильного выполнения процесса необходимо изучить и поэтапно выполнить все операции, описанные ниже.
Также необходимо помнить, что новичку нужно в первую очередь следить за качеством работы, тщательностью выполнения операций и отработкой навыков, а не за скоростью производства работ.
Итак, первый этап – подготовка:
- Собираем все необходимые инструменты и приспособления, надеваем спецодежду;
- выполняем зачистку кромок детали, обезжириваем их;
- подключаем электрод;
- выполняем предварительную сборку на прихватки; размер прихватки может быть различным, обычно прихватки выполняют по 10-50 мм, либо в виде точек (для маленьких деталей).
Когда речь идет о работе с трубами, длина прихватки должна быть не менее 2-5 толщин стенки трубы.
Второй этап – сварка элементов. Процесс начинается с розжига дуги. Есть два основных способа:


1ый – касанием: сварочная дуга зажигается при коротком прикосновении к поверхности металла, важно сразу убрать дугу, чтобы не произошло залипание. 2ой – чирканьем: сварочная дуга зажигается при проведении (как спичкой) по поверхности металла
Данный способ предпочтителен, поскольку при нем металлу сложно залипнуть, но он не всегда применим ввиду стесненных условий
2ой – чирканьем: сварочная дуга зажигается при проведении (как спичкой) по поверхности металла. Данный способ предпочтителен, поскольку при нем металлу сложно залипнуть, но он не всегда применим ввиду стесненных условий.
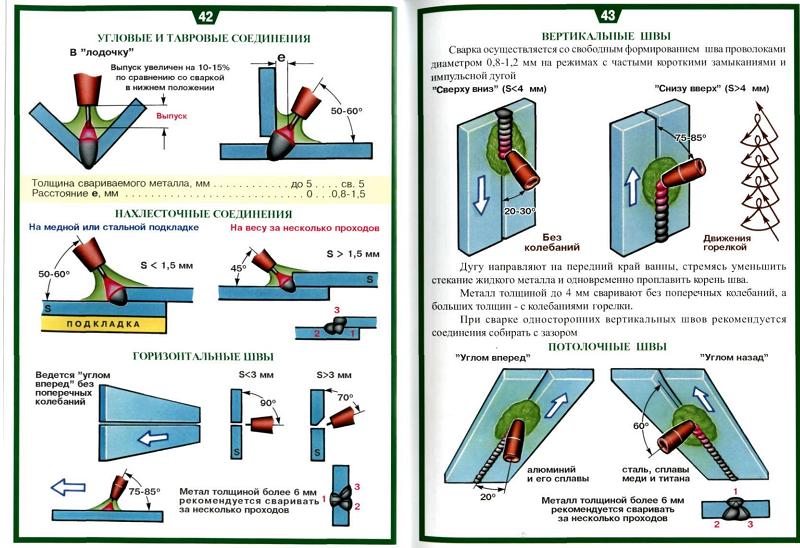
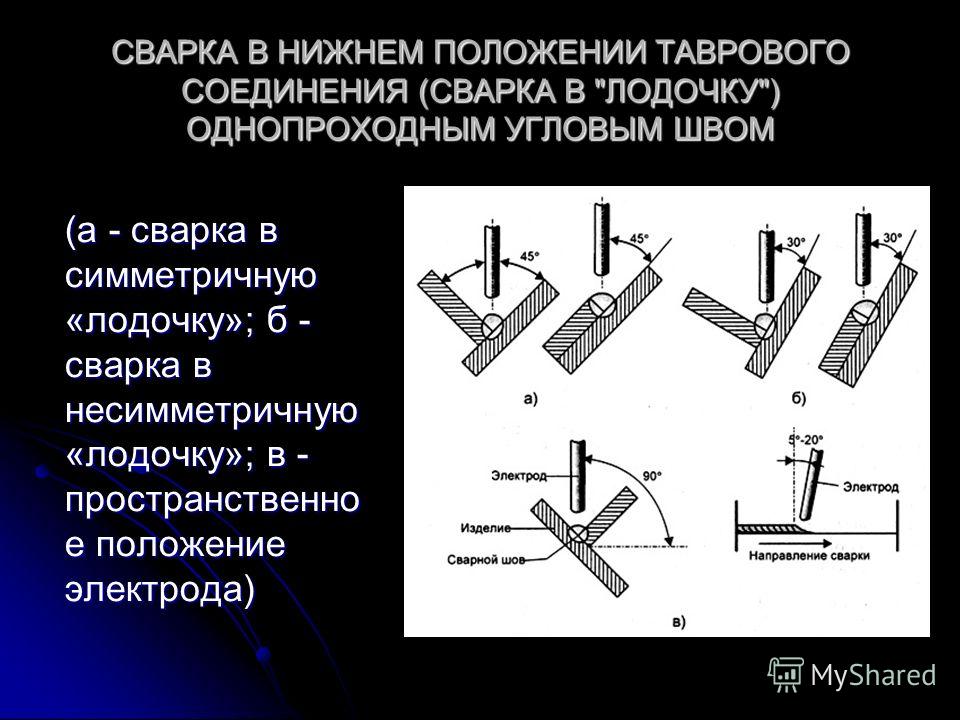
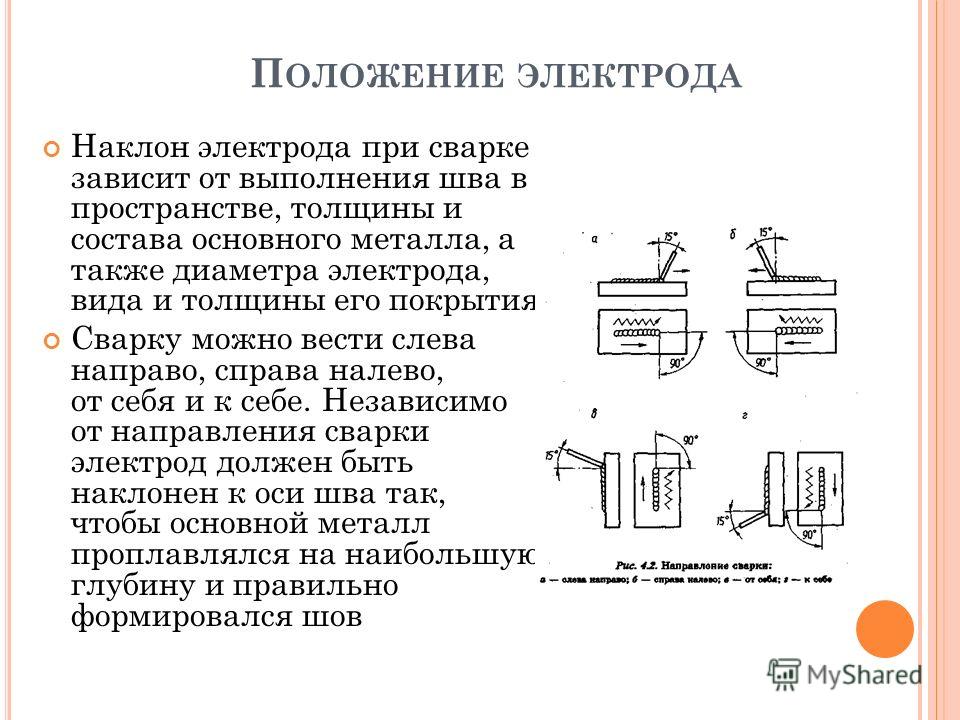
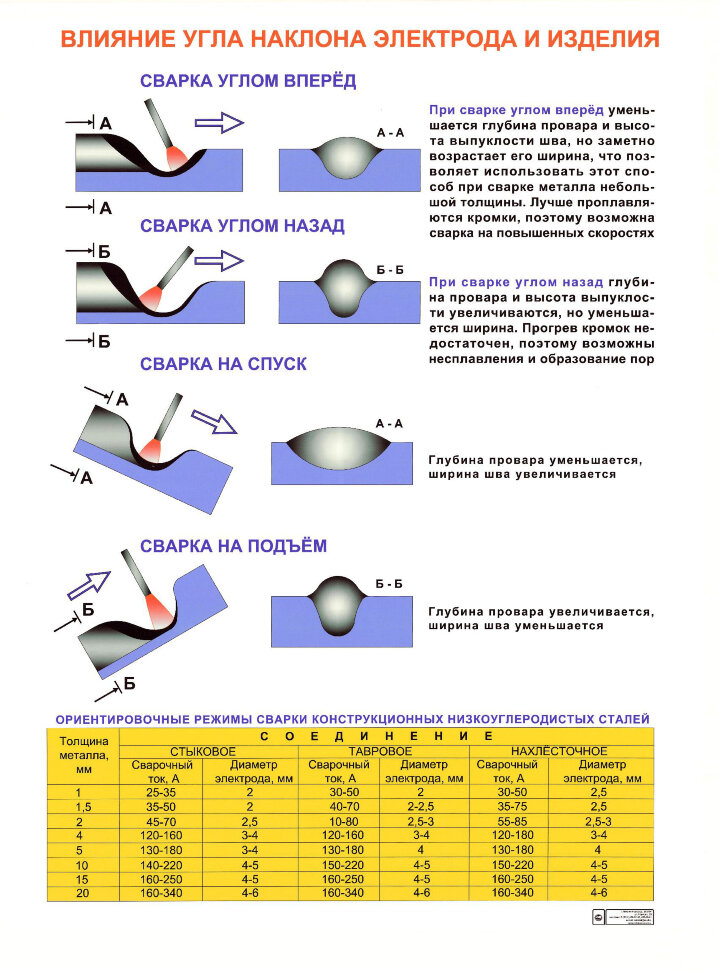
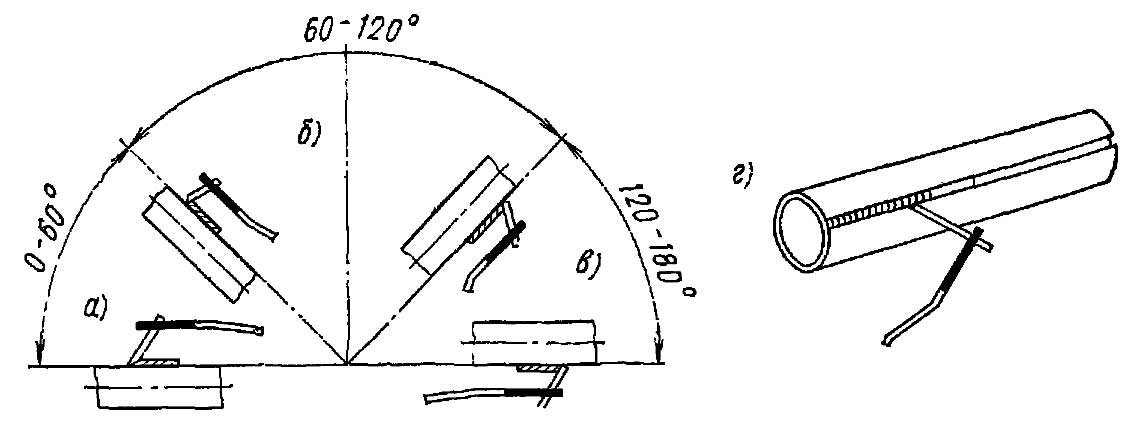
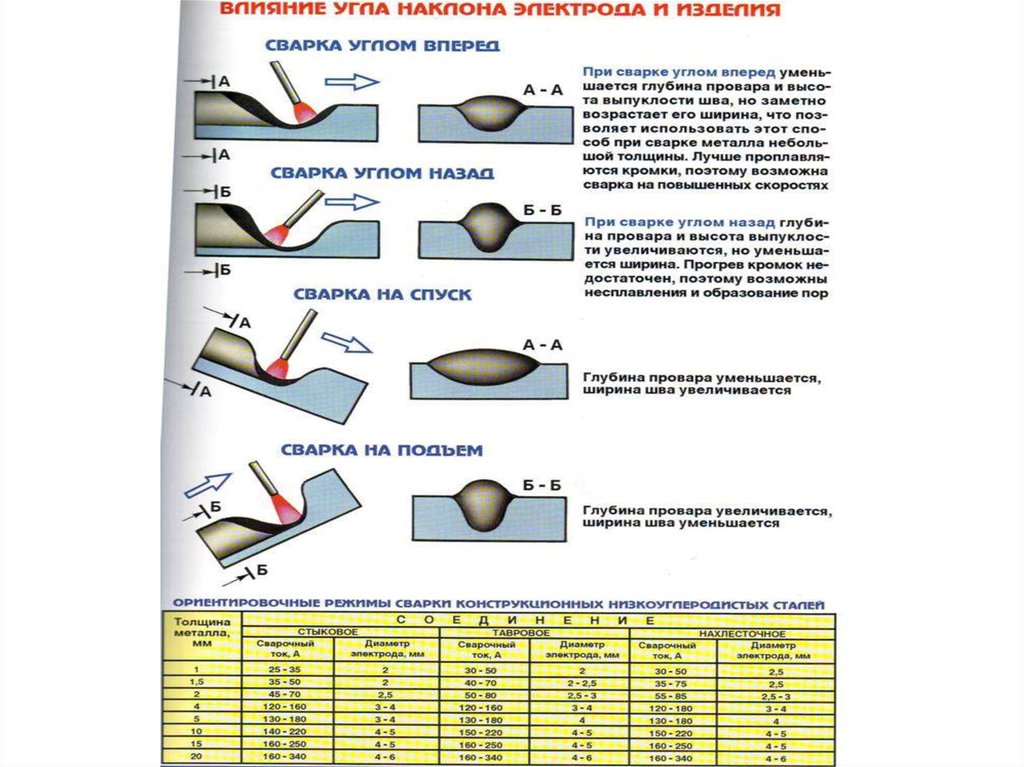
Важный момент при сварке — это наклон электрода. Если вы усвоите как правильно держать электрод, то сможете избежать многих неприятных последствий. Существуют три основные положения:
1.Углом вперед – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя острый угол между дугой и швом. При таком положении выполняют горизонтальные, а также вертикальные швы, потолочные швы, а также выполняют стыковку труб при отсутствии возможности поворота трубы при сварке.
2. Углом назад – сварочную дугу отклоняют от нормали на 30-60 градусов, образуя тупой угол между дугой и швом. Данное положение подходит для угловых и стыковых соединений.
3. Под прямым углом – между дугой и швом образуется угол 90 градусов. Такое положение наиболее часто применимо в труднодоступных местах.
Назначение
Применение ручной дуговой сварки очень широко — от бытовых работ по дому и даче до промышленности, в том числе высокотехнологичной. Среди основных отраслей промышленности и народного хозяйства, где она используется, можно выделить:
- различные сервисные и ремонтные работы, например, автомобильной техники;
- сварку труб для воды, газа, нефтепродуктов.;
- кораблестроение (сварка листов корпуса);
- многие виды машиностроения.
Принцип ручной сварки часто применяется для наплавок на поверхность детали иного металла. В быту ручным дуговым методом сваривают беседки, скамейки, мангалы, качели, проводят ремонт металлических изделий.
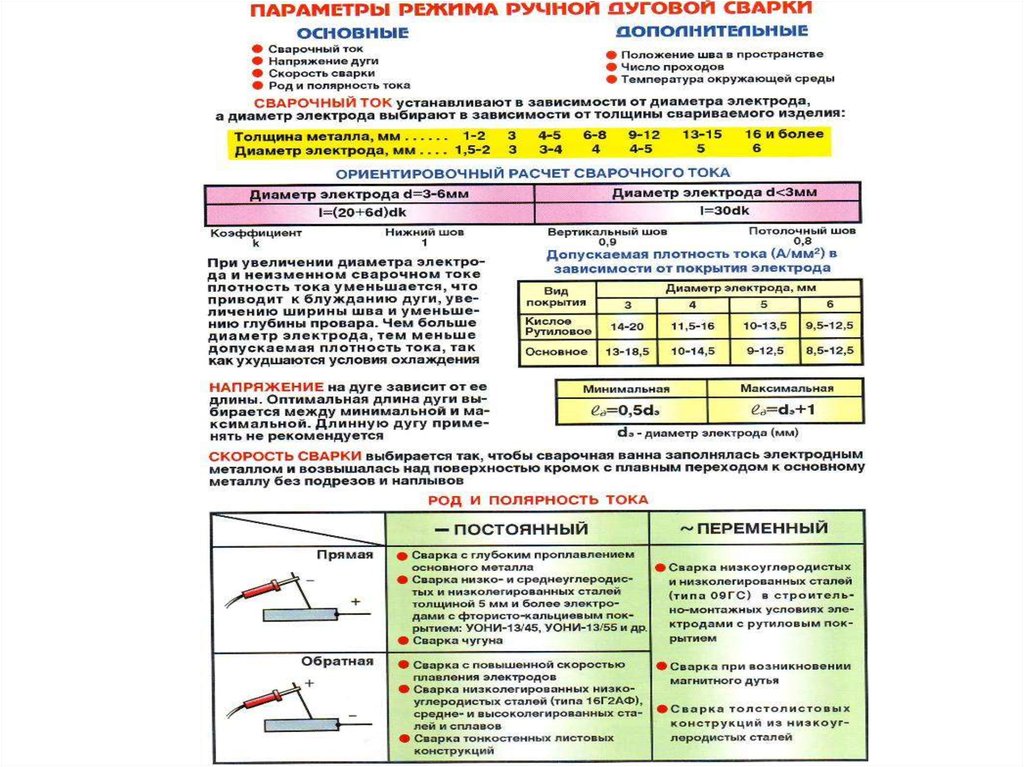
Теперь ток
РДС в этом плане универсальна – варить можно хоть на постоянном, хоть на переменном токе. Электроды могут быть специализированными, но есть и универсальные, которые подходят и для того, и для другого.
Если есть возможность выбирать, то это ток постоянный. С ним и дуга стабильнее, шов крепче и работать комфортнее.
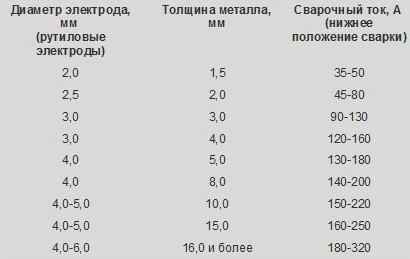
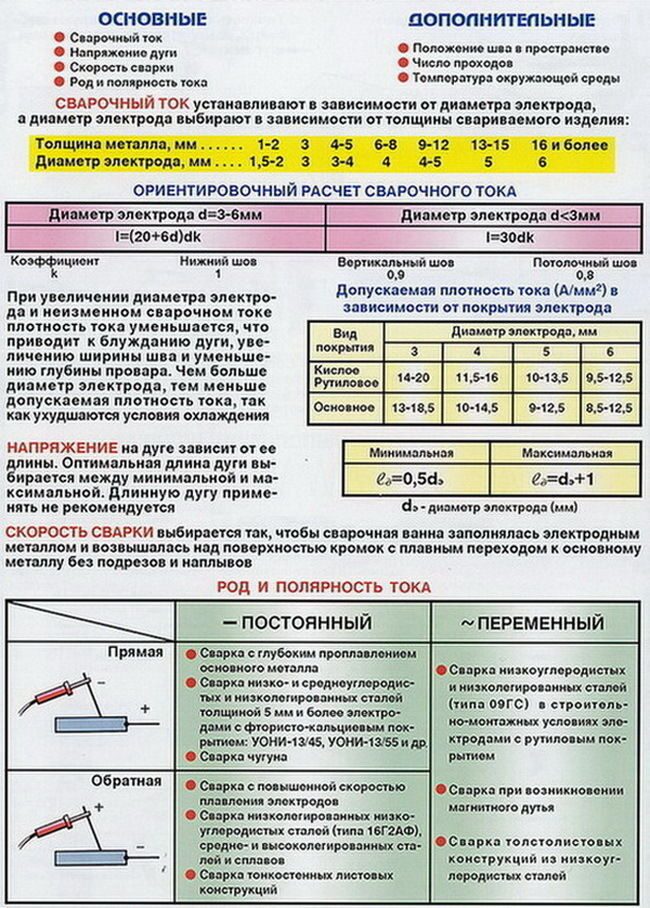
Сила сварочного тока в зависимости от диаметра электрода и толщины металла.
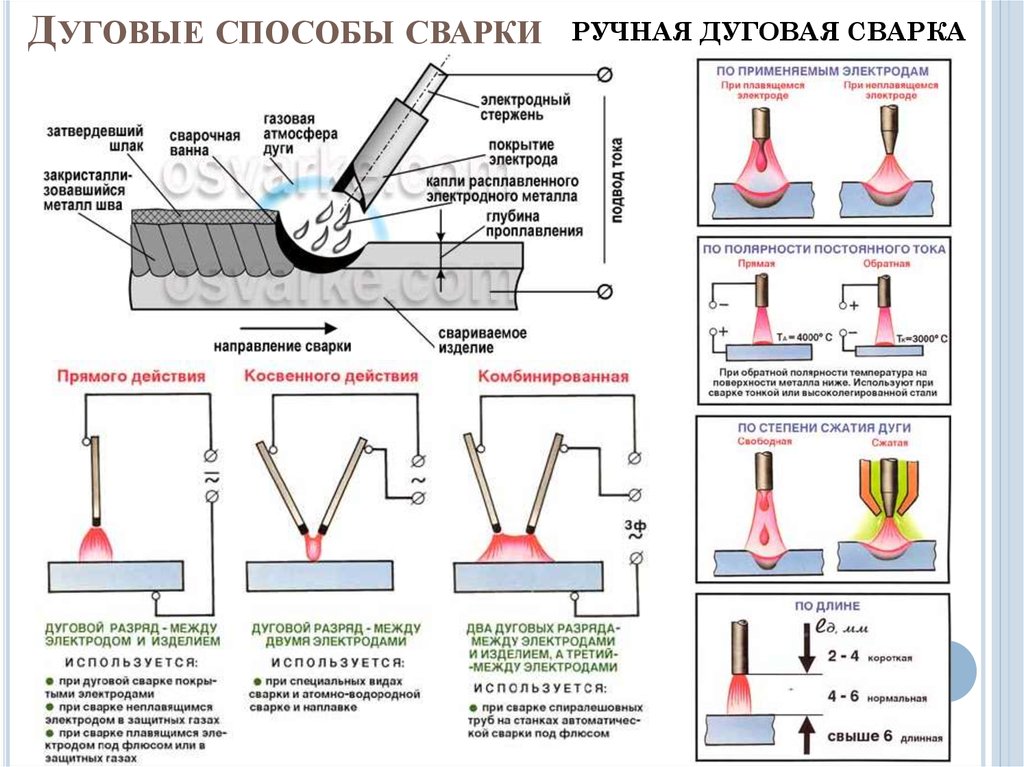
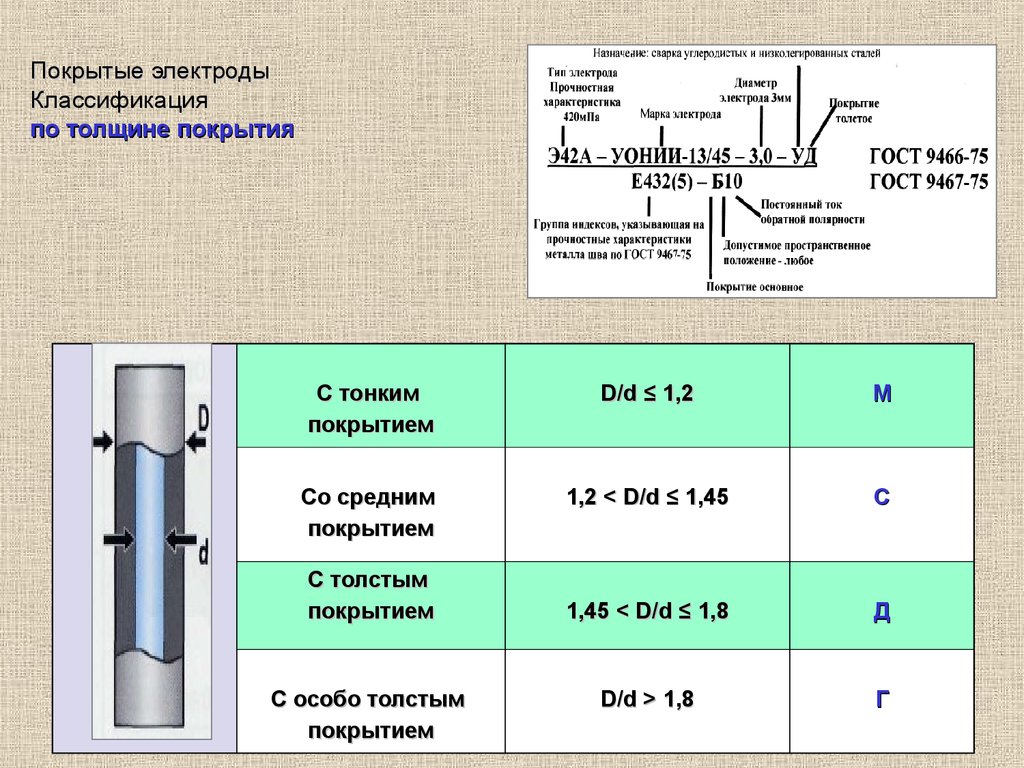
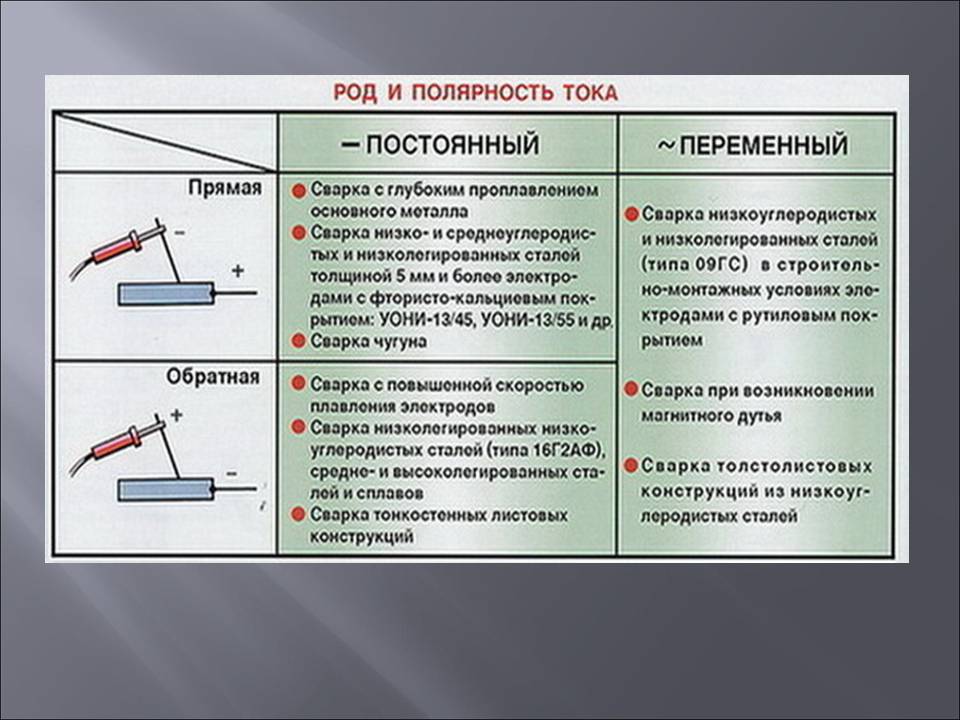
Если вы работаете с постоянным током, у вас может быть два варианта полярности – прямая и обратная. При прямой полярности минусовый полюс подводится к электроду, а плюсовой – к металлической заготовке. При обратной полярности все наоборот: к электроду идут плюсы, к деатялм – минусы.
Технология
Сваривать трубы – это сложное и ответственное дело, ведь они практически всегда работают под давлением. Все дело осложняется еще и тем, что проверить сварочные швы можно только тогда, когда вся система трубопроводов смонтирована и подключена. Некоторые свищи настолько незначительны, что проявляют себя только спустя некоторое время.
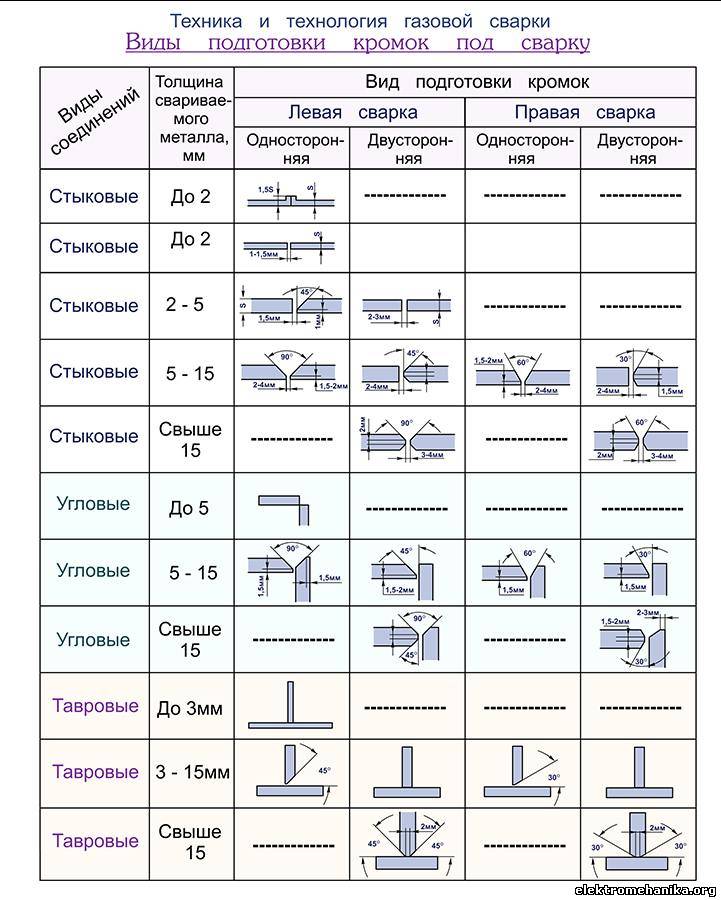
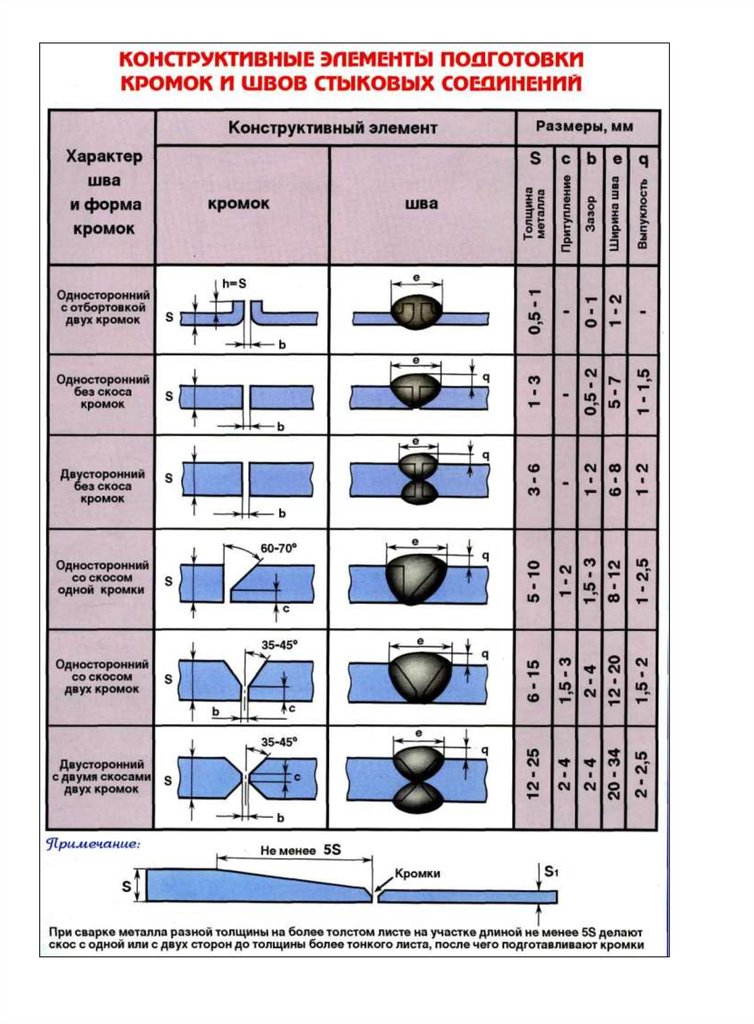
Стоит обратить внимание, что заводские отводы и переходы имеют на кромках фаску. Она предназначена для лучшего заполнения стыка металлом и получения более надежного сварочного шва
Если этих фасок у вас нет, то рекомендуется сделать их «на глаз» на наждачном камне или при помощи болгарки. Перед сваркой обязательно протрите детали от абразивных частиц, при помощи щетки хорошо зачистите зону сварки и место подсоединения массы.
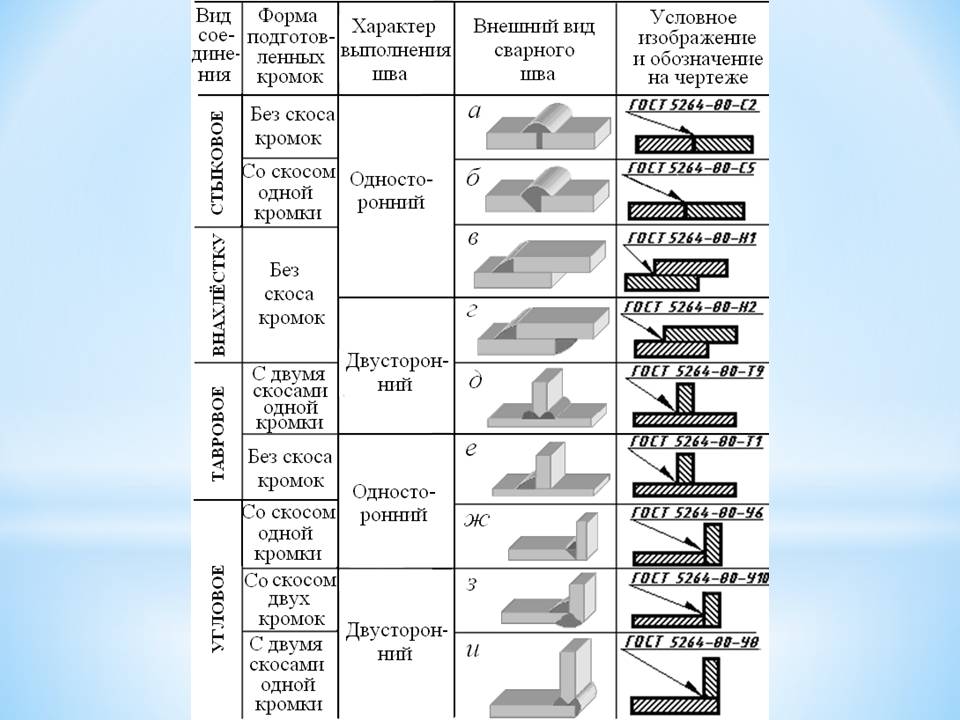
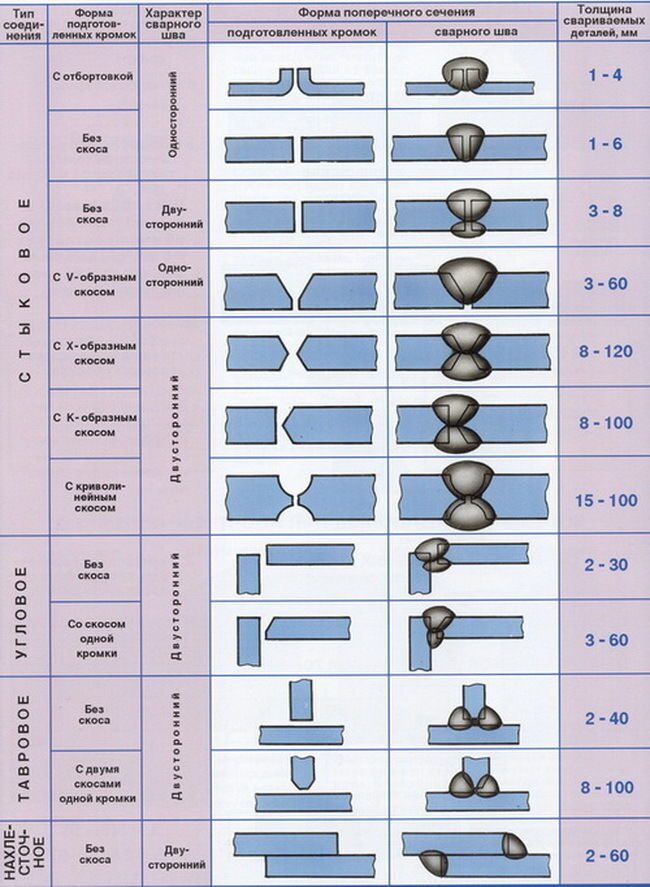
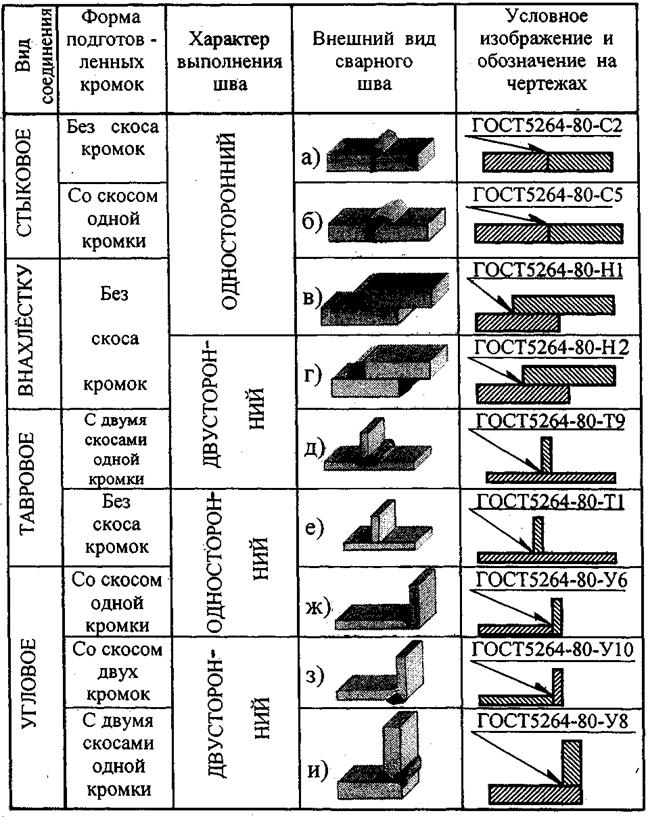
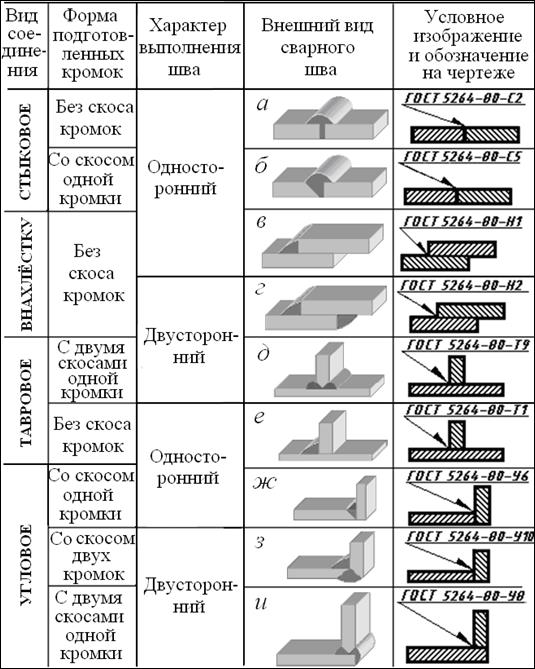
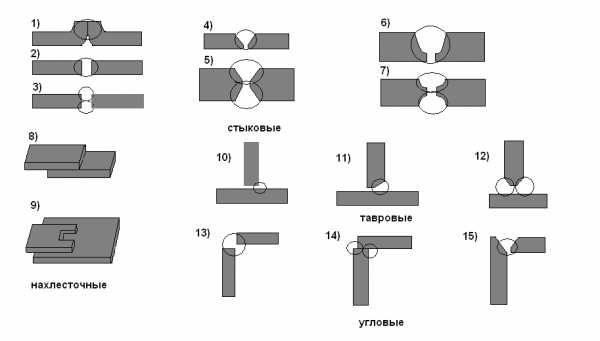
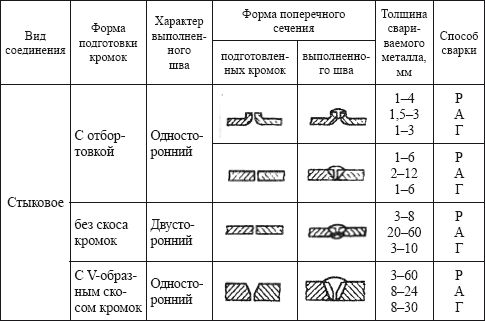
Существуют такие типы соединения стальных труб:
- встык;
- тавровые;
- угловые.
Особенность сварки труб в том, что приходится выполнять все типы наложения сварочного шва:
- горизонтальный (нижний);
- вертикальный;
- потолочный (если работать приходиться под трубой).
Легче всего варить трубу, проворачивая ее в процессе нанесения шва. Такой способ подходит для сваривания отдельных элементов, но в процессе монтажа системы это сделать невозможно. Если труба находится впритык к стене, и заднюю стенку проварить не получается, то болгаркой вырезают небольшое «окно», через которое заваривается труднодоступное место, а после приваривают «окно» на место.





В трубах важно, чтобы кромки были равномерно проварены по всей толщине. Для этого накладывают не один, а несколько швов друг на друга, постепенно заполняя стык металлом.
Внимание: Чтобы не получился большой наплыв внутри трубы, электрод наклоняют под углом 45 градусов по отношению к оси трубы.
Процесс сварки труб встык производится так:
- труба соединяется при помощи 4 прихваток, которые располагаются равномерно;
- наносится первый шов;
- в конце наносится финальный шов.
Внимание: Во время сварки металл должен иметь одинаковый цвет. Темные зоны свидетельствует о попадании шлака или другого предмета в шов
Скорее всего, в этом месте возникнет свищ и трубу придется переваривать.
Первый шов наносится электродом толщиной 2-4 мм по определенному алгоритму – труба делиться на четыре сектора и работы проводятся поочередно в каждом из них:
- провариваются 1 и 2 сектор;
- затем 3 и 4 сектор;
- если толщин кромок большая, повторно варят 1 и 2 сектор;
- затем 3 и 4 сектор;
- финальный шов можно наносить с любого места двигаясь по кругу.
Свариваемый металл быстро нагревается и остывает, вследствие чего соединяемые трубы могут сместиться с общей оси. Сварка как бы тянет металл в свою сторону. Для этого и устанавливаются прихватки, которые призваны удержать трубу в заданном положении. На трубах до 300 мм можно делать всего 4 прихватки, а для больших диаметров их ставят с шагом в 200 – 250 мм. После сварки шлак необходимо удалить молоточком и провести визуальный осмотр шва на предмет брака.
Тавровое соединение труб несколько отличается от сварки встык. В боковой стенке трубы вырезается болгаркой или резаком «окно». Торец второй трубы скругляют, придавая форму овала повторяющего контур стенки трубы. В таком соединении ставят всего две прихватки, расположенные симметрично друг к другу по бокам трубы. После чего проваривают стык с обеих сторон поочередно двойным швом.
Угловая сварка труб используется очень редко. Торцы обеих труб зарезают под углом 45 градусов и стыкуют. Ставят две боковых прихватки, после чего наносят двойной сварочный шов.
Внимание: Шлак от электродов для нержавейки, в процессе остывания, начинает самостоятельно лущиться и «стрелять», поэтому будьте осторожны и берегите глаза.
После того как все трубы сварены и система смонтирована, требуется сразу же провести проверку всех стыков и швов. Для этого можно воспользоваться компрессором и закачать в систему воздух. При этом давление создается больше на пару килограмм, чем будет потом в системе. Если в течение суток давление не падает, то швы проварены качественно.
Если у вас нет опыта или не уверенны в своих навыках, просмотрите в интернете примеры работы ручной дуговой сваркой видео.
Особенности технологии
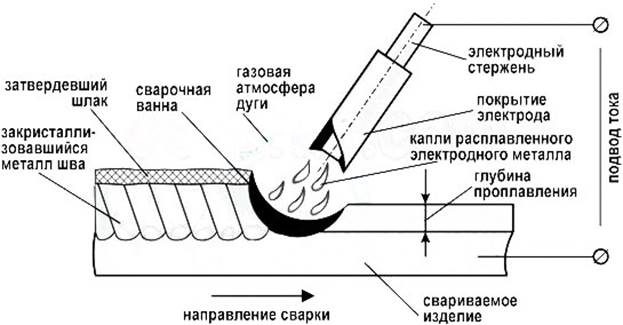
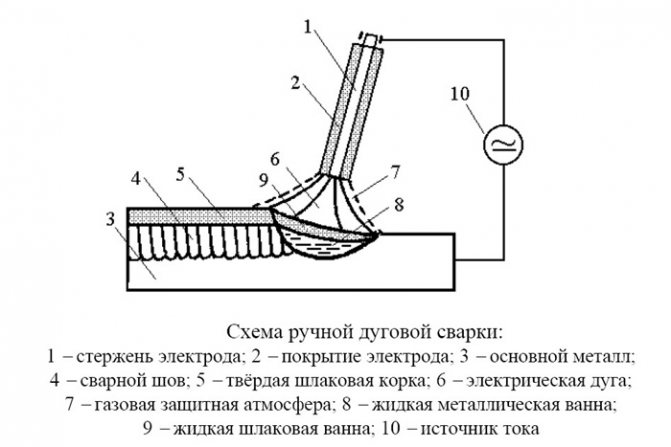
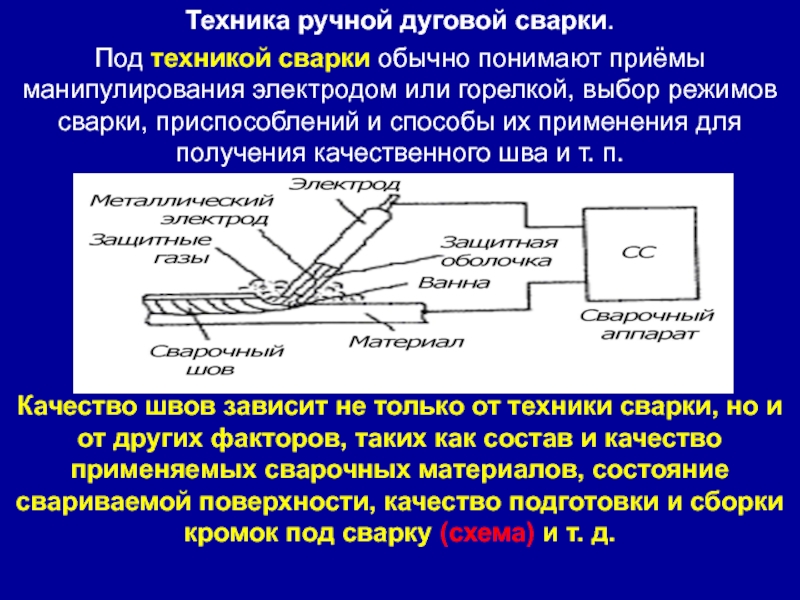
Техника и технология дуговой ручной сварки основывается на создании замкнутого контура, по которому проходит ток разного вида – постоянного, переменного или высокочастотного импульсивного типа. Образование дуги происходит во время моментальной подаче напряжения к электроду после его касания со свариваемой металлической поверхностью.

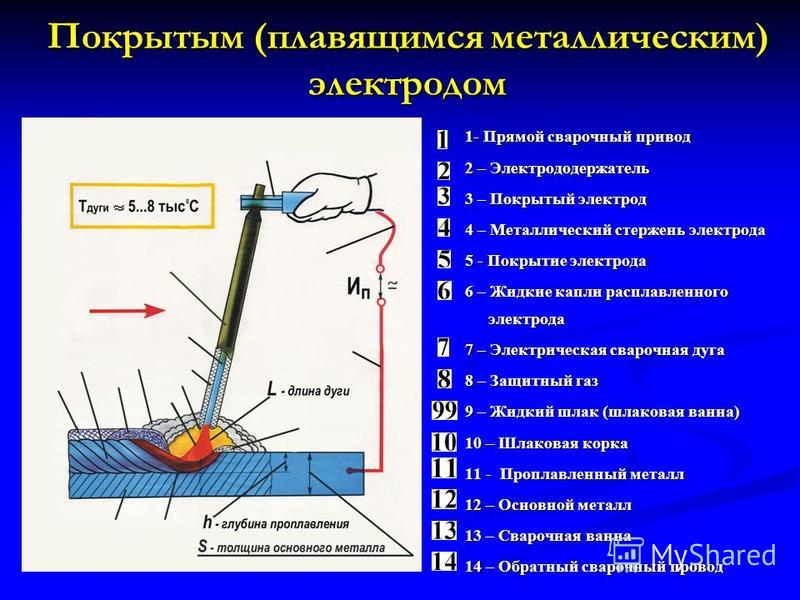
Тепло, которое необходимо для плавления кромок, получают от электрической дуги. В зоне действия дуги происходит образование области жидкого расплава, в которой возникает перемешивание металла обеих заготовок. Во время остывания они кристаллизуются, образуют единое целое, а именно сварной шов. Данную область расплава, перемещающуюся вслед за электродом и дугой вдоль линии шва, называют сварочной ванной.

Металлический стержень электрода покрывают специальным составом, который называется флюсом. Во время сильного нагревания он расплавляется, образует инертный газ, который формирует защитное облачко над рабочей зоной и предотвращает окислительные процессы при взаимодействии расплава с кислородом.
Для поддержания электродуги на держатель и на заготовки подается напряжение от источника.
Важно! Технологический процесс ручной дуговой сварки обычно проводится с использованием постоянного или переменного тока. Для этого применяются специализированные или универсальные источники
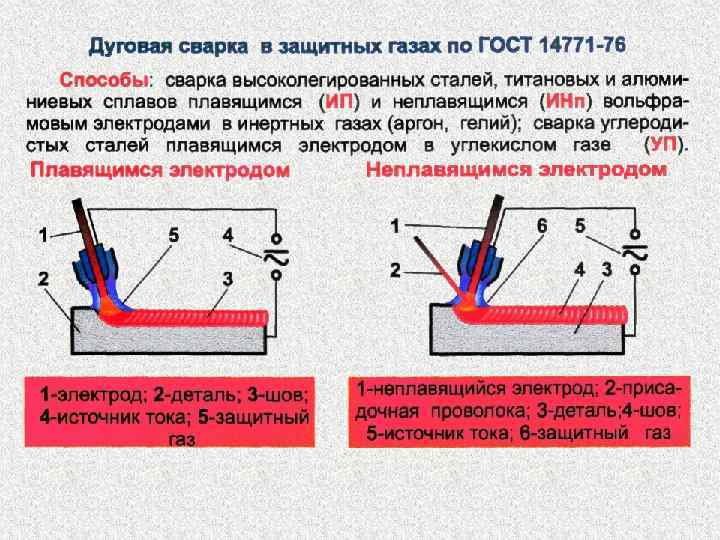
Технология выполнения ручной дуговой сварки цветных металлов и сплавов, которые проявляют высокую химическую активность в нагретом состоянии, выполняется в атмосфере специально подаваемых газов с защитным действием в рабочую зону.
Имеется несколько основных приемов и движений стержней относительно поверхностей:
- затягивание отверстий и прожогов «перетаскиванием». Во время этого процесса расплавленная металлическая смесь натягивается с поверхности на поверхность при помощи электродов;
- сварочный процесс «полумесяцем» или «зигзагом».
Обычный балансный инвертор с мощностью 220 В при номинальном повышении тока может применяться для разрезания листовых металлических заготовок, а также в виде прутка. При стандартном режиме аппарат используется для сварочного процесса.
Чтобы выполнение ручной дуговой сварки было правильным, а шов качественным, стоит запомнить несколько важных правил:
- Подача тока должна осуществляться постоянно.
- Все поверхности и электроды должны быть в сухом состоянии, иначе сварочная ванна начнет искрить, а шов будет кривым и непрочным.
- Сварочный кабель не должен иметь трещин, повреждений, обрывов. В противном случае ток перейдет в фазу, и электрод залипнет в сварочной ванне. В результате это приведет к замыканию и порче сварного шва под воздействием раскаленного электрода.
Назначение
Ручная дуговая сварка MMA пользуется широкой популярностью. Ее применяют при сваривании конструкции разного назначения и размера. Она может использоваться при выполнении обычных работ в доме, на даче, а также в более широких масштабах – а производстве при изготовлении огромных изделий из металла.
Среди главных областей промышленности, где применяют данный вид сварочной технологии, можно выделить:
- разные сервисные и ремонтные работы, к примеру, автомобильная техника;
- сваривание трубных конструкций для воды, газа, нефтяных продуктов;
- кораблестроение (сварка листов корпуса);
- многие разновидности машиностроения.
РД сварочные работы часто применяются для проведения наплавок на поверхность деталей иных видов металла. Этот метод нашел широкое применение в бытовых условиях, его часто используют для сваривания беседок, скамеек, мангалов, качелей, применяют для ремонта изделий из металлической основы.
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
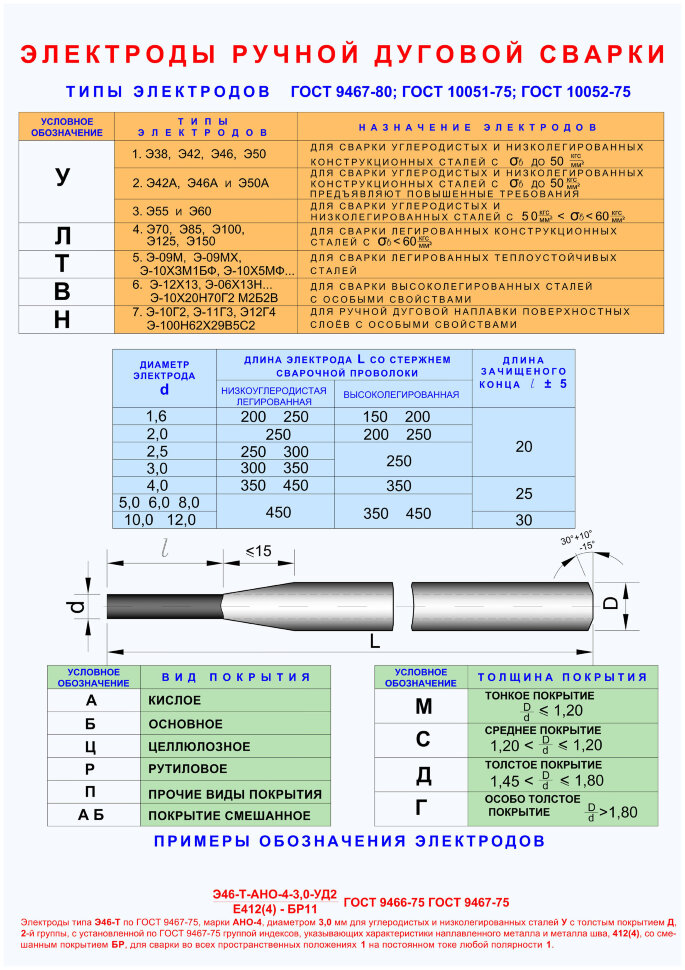
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
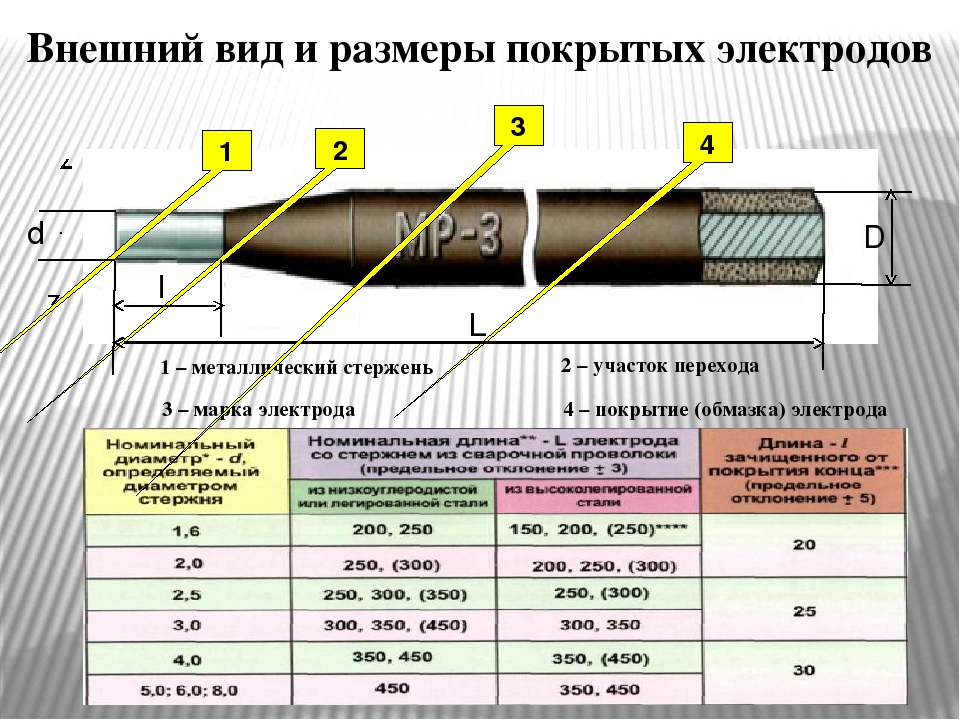
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
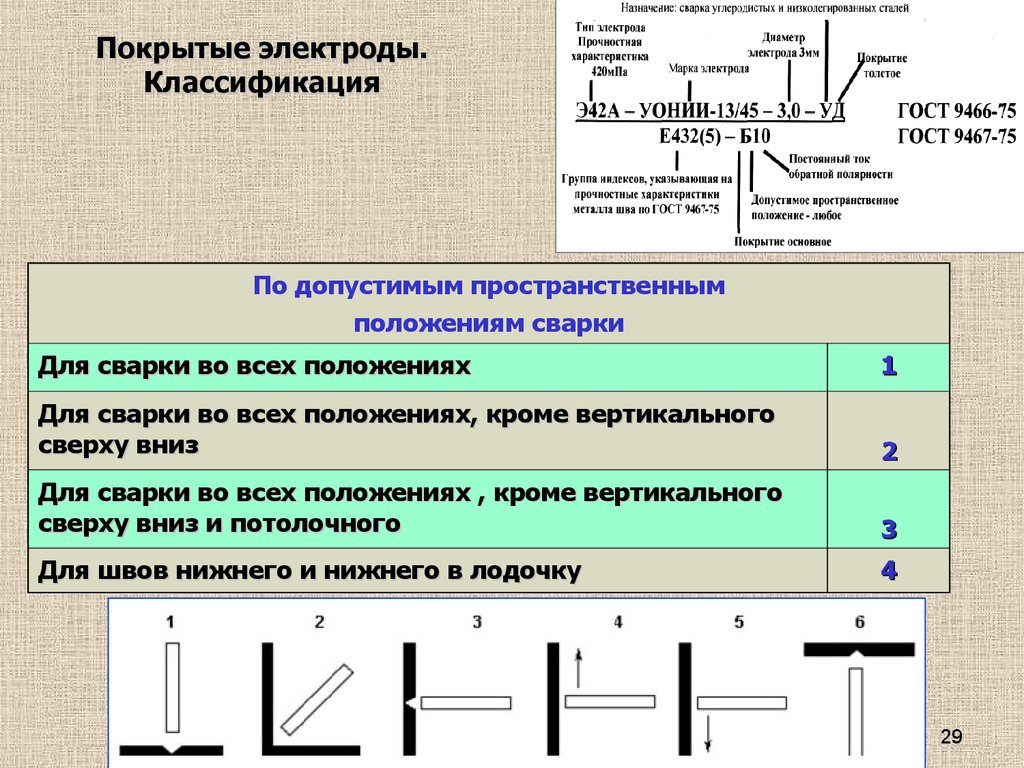
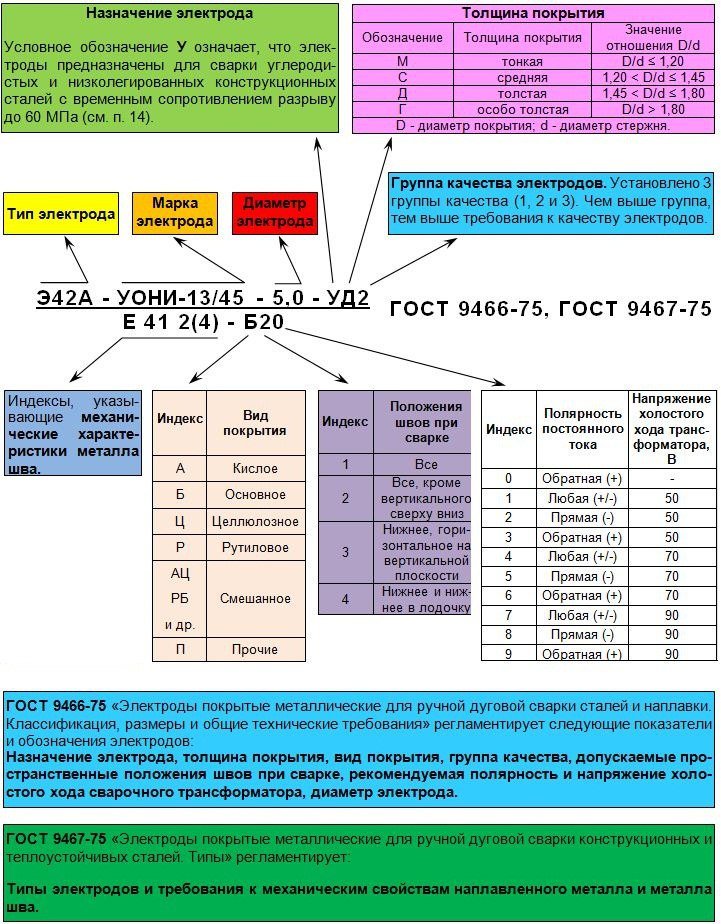
Сварочно-технологические свойства электродов ГОСТ 9466
Сварочно-технологические свойства электродов должны удовлетворять следующим требованиям:
- дуга должна легко возбуждаться и стабильно гореть;
- покрытие должно плавиться равномерно, без чрезмерного разбрызгивания, отваливания кусков и образования чехла или козырька, препятствующих нормальному плавлению электрода при сварке во всех пространственных положениях, рекомендованных для электродов данной марки;
- образующийся при сварке шлак должен обеспечивать правильное формирование валиков шва и легко удаляться после охлаждения;
- металле шва не должно быть трещин, надрывов и поверхностных пор;
Максимальные размеры и число внутренних пор и шлаковых включений в металле шва не должны превышать норм, указанных в стандарте
При проверке сварочно-технологических свойств электродов выполняют сварку одного одностороннего таврового образца и одного двухстороннего. Вместо одностороннего таврового образца, если оговорено в ТУ на электроды, выполняют трубный стыковой образец. Односторонний тавровый образец разрушают для контроля наличия внутренних дефектов. Трубный образец подвергают радиографическому контролю или послойной обработке. На двусторонних тавровых образцах проверяют склонность швов к образованию трещин.
Сварку угловых швов тавровых образцов производят за один проход
При получении неудовлетворительных результатов проверки поп. 4.6 стандарта, а также по п. 4.7 стандарта в части прочности или коэффициента массы покрытия проводят повторную проверку на удвоенном количестве электродов, отобранных от партии. Результаты повторной проверки являются окончательными и распространяются на всю партию


При получении неудовлетворительных результатов проверки по п. 4.7 стандарта в части содержания влаги в покрытии или по п. 4.8 стандарта в части размеров и количества пор (п. 3.12), выявленных в металле шва или наплавленном металле при проверке сварочно-технологических свойств, допускается повторное прокаливание всех электродов контролируемой партии с последующей проверкой соответствующих показателей.
При получении неудовлетворительных результатов проверки по п. 4.8 стандарта в части химического состава наплавленного металла, механических и специальных свойств и характеристик металла шва, наплавленного металла или сварного соединения допускается повторное выполнение соответствующих проб и удвоенного числа образцов для проверки показателей, по которым был получен неудовлетворительный результат.
Результаты повторной проверки являются окончательными.
Прокалка сварочных электродов
Прокалка производится для уменьшения содержания влаги в покрытии и, как следствие, снижения количества водорода в наплавленном металле, а так же для улучшения сварочно-технологических свойств .
Режим прокалки указывается на этикетке (коробке)
Режим прокалки включает: температуру прокалки, время выдержки. Температура прокалки электродов с основным видом покрытия должна быть не менее 340 С
Срок хранения прокаленных электродов в обычных условиях (температура не ниже +15С и влажность не более 60%) не более 5 суток, в термо шкафах при температуре 80-115 С срок хранения не ограничен.
Количество прокалок не более 3-х раз.
Нарушение режимов прокалки и сроков хранения приведет к появлению пор и снижению ударной вязкости металла сварных швов.
Диаметр электрода
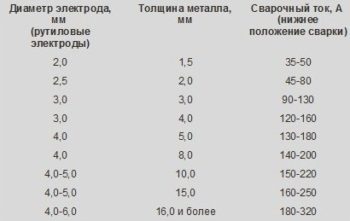
Режимы сварки зависят от вида электрода. Выбор его диаметра зависит от толщины металла и положения шва. При любой толщине, швы в вертикальном положении, горизонтальные и потолочные швы варятся только 4-х мм диаметром. Если шов многослойный, то для варки первого шва используется электрод 3 или 4 мм, а последующие швы корректируют с помощью электрода больших размеров.
В таблице ниже приведены параметры ручной дуговой сварки при соотношении тока, толщины металла и диаметра электрода.
| Толщина заготовки, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Толщина электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
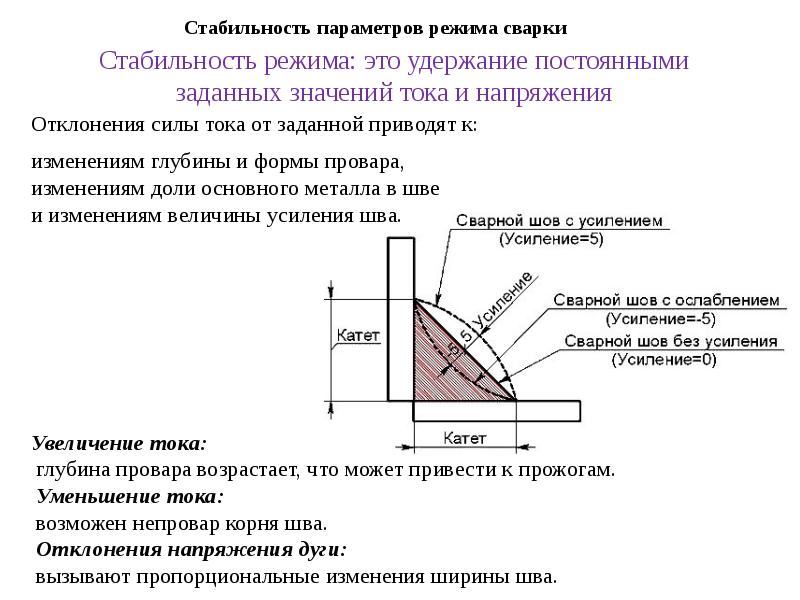
Перемещение электрода
Чтобы получались качественные швы электродуговой сварки, надлежит двигать электроды в трех позициях:
– Небольшое поступательное движение, при котором электрод то отдаляется, то приближается к поверхности свариваемого материала.
– Передвижение электрода вдоль оси шва детали. Это перемещение считается основным в сварочных работах. Скорость движения может быть медленной или быстрой, в зависимости от режима работы, силы тока, а также от типа шва.
– Электрод перемещают поперек оси шва. Таким образом соединяются детали металлическим валиком.
Высокая квалификация и профессионализм сварщика обуславливают то, насколько четко и уверенно он может держать дугу, а также его умение совершать все три способа ведения электрода.

Теперь ток
РДС в этом плане универсальна – варить можно хоть на постоянном, хоть на переменном токе. Электроды могут быть специализированными, но есть и универсальные, которые подходят и для того, и для другого.
Если есть возможность выбирать, то это ток постоянный. С ним и дуга стабильнее, шов крепче и работать комфортнее.
Сила сварочного тока в зависимости от диаметра электрода и толщины металла.
Если вы работаете с постоянным током, у вас может быть два варианта полярности – прямая и обратная. При прямой полярности минусовый полюс подводится к электроду, а плюсовой – к металлической заготовке. При обратной полярности все наоборот: к электроду идут плюсы, к деатялм – минусы.
Как обучиться основам мастерства
 Выучить базовые тонкости обращения с ручной сваркой несложно. В настоящее время для этого можно найти множество подробного материала и видеоуроков, которые размещены в свободном доступе. Правда, если вы намерены постичь более глубокие тонкости, то придётся запастись серьезными источниками информации, которые доступны в различных пособиях и дополнительном руководстве.
Выучить базовые тонкости обращения с ручной сваркой несложно. В настоящее время для этого можно найти множество подробного материала и видеоуроков, которые размещены в свободном доступе. Правда, если вы намерены постичь более глубокие тонкости, то придётся запастись серьезными источниками информации, которые доступны в различных пособиях и дополнительном руководстве.
Если вы новичок и только начинаете разбираться с тонкостями подобного мастерства, начинайте с электродов поперечником 3 мм, т. к. они считаются самыми популярными. Модели потоньше предназначаются для варки тонкого металла, а более толстые изделия нуждаются в мощном аппарате. Слабые устройства банально не справляются с поставленной задачей и не дают ожидаемую производительность для успешной работы.


При покупке сварочного аппарата будьте готовы потратить достаточно усилий и времени, чтобы постичь все основы электрической или ручной сварки. В таком случае вы откроете для себя обширные возможности для практического применения оборудования в бытовом строительстве, при ремонте садовых принадлежностей, сборке и разборке металлических конструкций и во многих других направлениях повседневной деятельности.
Если правильно подойти к обучению, вы сможете быстро и эффективно изучить новую отрасль, получив теоретические и практические навыки для продуктивной работы с металлическими заготовками.
Что такое технологическая карта
Карта технологического процесса сварки – это конструкторский документ, по сути, представляющий собой подробную пошаговую инструкцию, предназначенную для сварщика, которому было поручено осуществить соединение металлических деталей с помощью использования этого метода.
Карта сварки составляется инженером-технологом, подписывается им и подлежит утверждению главным инженером.
Сварщику технологическая карта по сварке выдается для правильного осуществления предстоящей ему работы. Технологическая карта сварочных работ представляет собой своеобразный сборник указаний, каким образом, в каком порядке и с помощью какого оборудования необходимо производить соединение деталей из металла друг с другом и каким образом контролировать качество получившегося соединения.
Существует много видов соединения металлических деталей методом сварки. Каждый конкретный случай обладает своими собственными особенностями. Поэтому даже самый опытный сварщик должен перед началом работы разобраться в нюансах предстоящей ему работы. В этом неоценимую помощь может оказать техкарта на сварку металлоконструкций, которая является неотъемлемым документом, входящим в общий комплект всей необходимой комплектации.
К работе могут быть допущены только те сварщики, которые прошли аттестацию, доказав в том числе умение грамотно разбираться в технологических картах и пользоваться ими. Наличие этого документа является своеобразной профилактикой получения сварщиком травм и ожогов, поскольку в нем подробно описаны правила безопасности, которые необходимо выполнять при осуществлении такого непростого процесса, как сварка.
Технологическая карта сварки металлоконструкций составляется и используется при проведении работ на профессиональном уровне. Форма и правила, согласно которым производится заполнение технологической карты сварки металлоконструкций, регламентированы ГОСТом 3.1705-81.
Краткий обзор технологии
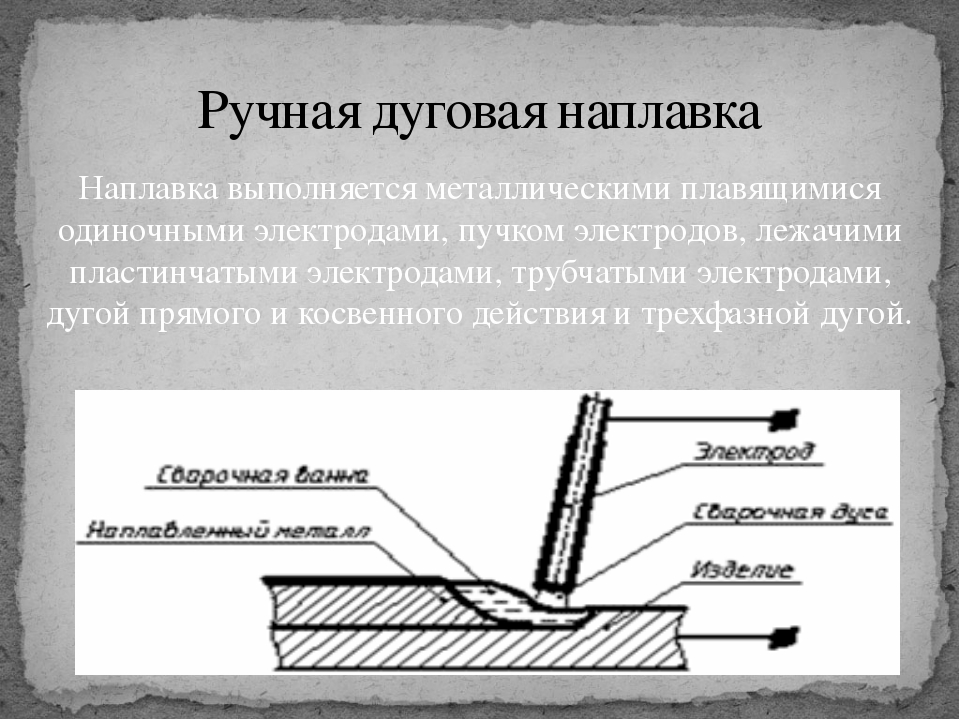
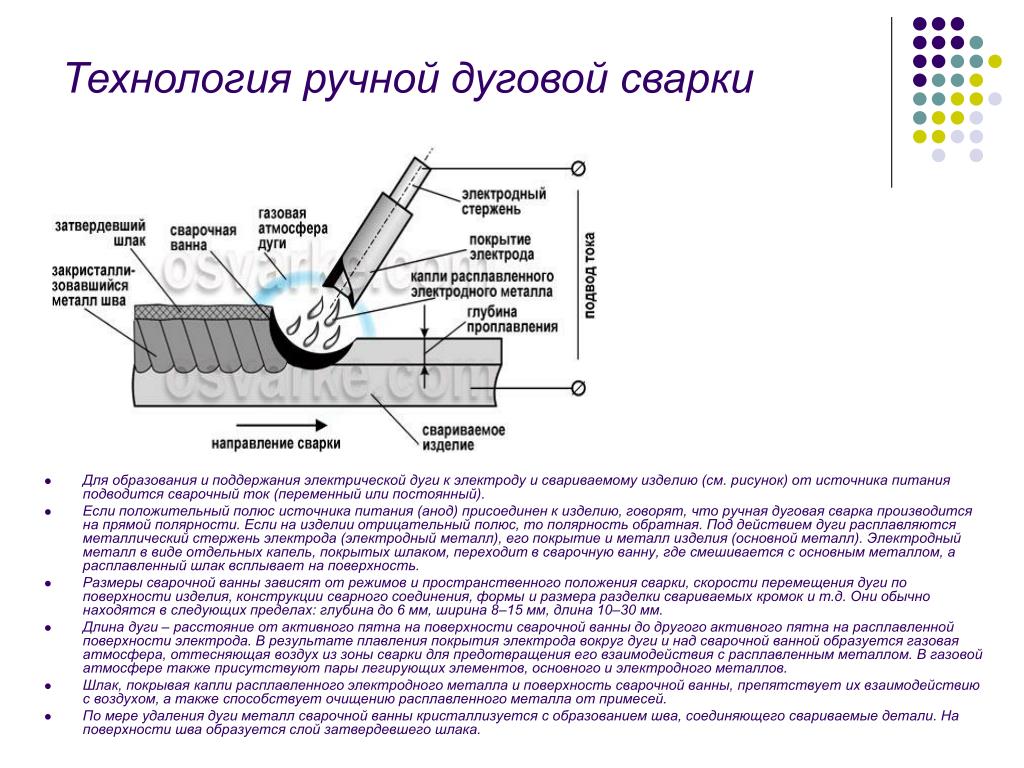
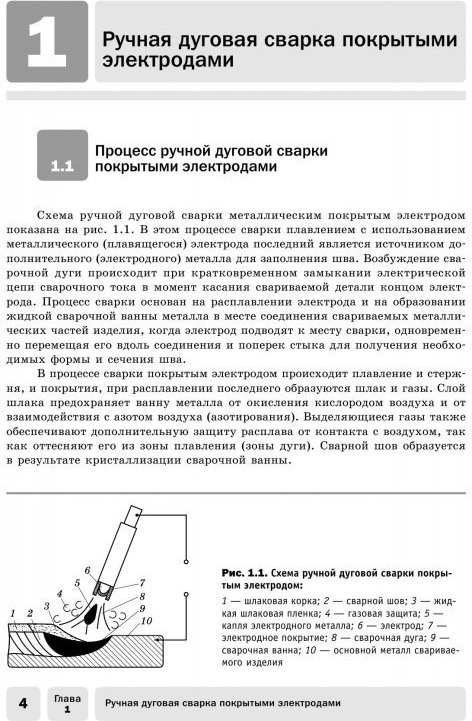
Когда применяется ручная электродуговая сварка, происходит быстрый разогрев металла до температуры плавления воздействием электрической дуги, возникающей как эффект пробоя воздуха между электродом и массой (свариваемыми деталями). В сварной шов вводится дополнительный материал, что позволяет заполнить зазор между свариваемыми деталями.
В точке нагрева образуется так называемая сварочная ванна, которая представляет собой зону смешивания расплавленного металла детали с маериалом присадки.
Вверх всплывает легкий расплавленный шлак — это сгоревшая обмазка плавящегося электрода или остатки стержня неплавящегося. Шлак защищает раскаленный металл от вредного влияния газов, находящихся в атмосфере.
Это влияние может привести к окислению шва и проникновению в его структуру атомов газа, в результате чего шов не приобретет требуемой прочности.

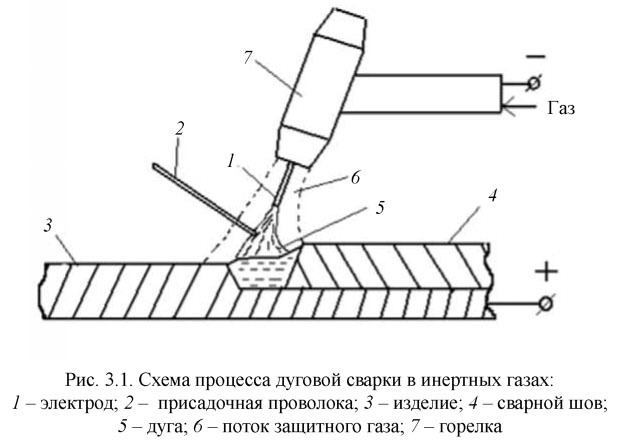
Ручная дуговая сварка производится плавящимся либо неплавящимся электродом. Первый сам по себе является присадочным материалом, второй требует введения в расплав присадочной проволоки.
Существуют различные технологии сварки вручную. Наименее сложная и затратная из них требует наличия только сварочного аппарата переменного или постоянного тока и необходимой амуниции для сварщика, но подходит этот способ, как правило, только для черных металлов, нормально переносящих контакт с кислородом. Для , где оплавляется сталь и железо, достаточно только среды, выделяемой защитной обмазкой электрода.
Более сложные способы, такие, как, например, аргонодуговая сварка, требуют наличия специальной горелки с соплом, через которую подается аргон либо другой защитный газ.
Сварочную дугу инициирует короткое замыкание при контакте электрода с массой. Температура дуги может достигать 5000 °C.





