
Теперь ток
РДС в этом плане универсальна – варить можно хоть на постоянном, хоть на переменном токе. Электроды могут быть специализированными, но есть и универсальные, которые подходят и для того, и для другого.
Если есть возможность выбирать, то это ток постоянный. С ним и дуга стабильнее, шов крепче и работать комфортнее.
Сила сварочного тока в зависимости от диаметра электрода и толщины металла.
Если вы работаете с постоянным током, у вас может быть два варианта полярности – прямая и обратная. При прямой полярности минусовый полюс подводится к электроду, а плюсовой – к металлической заготовке. При обратной полярности все наоборот: к электроду идут плюсы, к деатялм – минусы.
Преимущества и недостатки
Что такое дуговая сварка мы рассмотрели, но все же пред тем как приступать к этому процессу, стоит узнать его положительные и негативные качества. Эта технология пользуется высокой популярностью, она прекрасно подходит для разных областей производства. При помощи нее можно производить сваривание разных видов металлов, использовать для ремонта важных металлических конструкций.
РД сварка имеет другие не менее важные положительные особенности:
Способ сварки РД требует применения недорогих и простых сварочных аппаратов тип РДС. Они обладают компактными размерами и легким применением.
Для работы нет необходимости использовать дополнительные средства защиты для сварочной зоны в виде флюса или газовых смесей. С данной функцией отлично справляются электроды.
Вид сварки РД позволяет производить работы в любых условиях – на улице, в цехах, на ветру, под плавящимся солнцем
Это имеет особую важность при проведении работ в «полевых» условиях.
Ручная сварка отлично подходит для работы с разными видами металлов. Ее можно применять для углеродистых, легированных сталей, чугуна, алюминия, меди.
Сварка может применяться для металлических изделий, толщина которых может быть 2-3 сантиметра.
Этот вид сварочного процесса обладает простой технологией, с ней может справиться даже неопытный сварщик.
Однако стоит помнить, что технология ручной дуговой сварки имеет отрицательные качества:
- Проведение ручного дугового сварочного процесса требует постоянные перерывы в работе. Они необходимы для смены расплавленного электрода на новый.
- При отсутствии опыта или во время сваривания толстых металлических изделий может наблюдаться чрезмерный расход электродов. Замена производится, когда длина электрода достигает 5 см и меньше.
- Технология ручной дуговой сварки плавящимся электродом сопровождается образованием шлака. Он оказывает положительное влияние на состояние сварочного процесса, шлак защищает область сварной ванный от кислорода. Однако после работы поверхность необходимо будет хорошо очистить, и это может вызвать некоторые сложности.
- Качество сварных соединений напрямую зависит от квалификации сварщика.
- Ручная сварка по сравнению с другими методами сваривания имеет низкий КПД и относительно невысокую производительность.
- При помощи ручной дуговой наплавки угольным электродом не получится сварить изделия из оловянной или цинковой основы, а точнее все металлы, имеющие низкую температуру плавления. Это связано с тем, что при проведении сварки электрической дугой отмечается сильное повышение коэффициента тепловложения.
7. Ручная дуговая сварка плавящимся электродом не предназначена для работы с титаном, танталом и любыми другими видами металла, которые имеют активные химические свойства. Стержневые элементы не смогут предотвратить окисление области шва.
8. Во время проведения сварки ток проходит по всей длине электрода. Если его показатели будут высокими, то стержень перегреется и сварное покрытие разрушится.
Важно! Перед тем как начинать сварочный процесс необходимо не только узнать что такое ручная дуговая сварка, но также нужно научиться пользоваться оборудованием. Желательно предварительно пройти обучение, научится выставлять правильные режимы для определенных видов металла
От этого зависит прочность и качество сварного шва.
Что входит в комплект различных видов сварочного оборудования
Данный комплект состоит из:
- Трансформаторного или инверторного оборудования для сварочных работ. Оно позволяет подстроить характеристики питающей цепи под требования сварочной. Принципы работы этого элемента могут быть разными и зависеть от конкретной модели.
- Генератора, то есть агрегата постоянного тока либо тока повышенной частотности.
- Сварочного выпрямителя, необходимого для получения постоянного тока из переменного.
- Автомата дуговой сварки, то есть оборудования, которым выполняются сварочные работы.
- Прочих автоматов сварки, ведь нужно понимать, что в подобных приспособлениях механизирована только подача проволоки. Перемещать горелку должен сам сварщик.
Разные технологии сварки и их назначение
Аврора продает инверторы, которые предназначены для разной техники сваривания материалов. Мы рассмотрим каждую технологию сварки, которые поддерживаются аппаратами Аврора.
Ручная дуговая сварка электродом (MMA)
Это вид сварки, при котором источником энергии для работы является электрическая дуга. Эта технология применяется для несложных работ и сварки металлов обычного качества — низкоуглеродистой стали, некоторых цветных металлов и не слишком сложных по составу легированных сталей и чугуна. Для сварки применяются электроды из проволоки, которые вручную подаются сварщиком к месту нагревания металлов в процессе работы.
- Преимущество такой технологии — дешевизна необходимого оборудования и материалов, возможность работать в труднодоступных местах и под разными углами.
- Недостаток — относительно хрупкие швы сварки, невозможность работы со специфичными металлами, высокие требования к мастерству сварщика и низкий КПД. Также на результат может повлиять внешняя атмосфера.
Полуавтоматическая (MIG)
Особенность полуавтоматических инверторов в том, что они оснащены специальным клапаном для автоматической подачи электродов сварщику. Предварительно загрузив их, он может отрегулировать скорость подачи и сделать ее скорость постоянной или переменной. При этом, при полуавтоматической сварке есть возможность создания сварочных швов под защитными (инертными) газами. Эти факторы положительно влияют на качество будущего шва, в том числе его прочностные и эстетические свойства.
- Преимущество способа — удобство, скорость работы, меньшие требования к сварщику, возможность работы с более привередливыми материалами.
- Недостаток — стоимость оборудования больше, чем для ручной дуговой сварки. Необходимо постоянно иметь баллон с защитным газом.
Аргоновая (TIG)
Аргонодуговая сварка происходит под защитой инертного газа аргона. Благодаря этому дуга и свариваемый материал защищены от воздействия атмосферы. Соответственно, появляется возможность работы с металлами, склонными к окислению — алюминием, магнием и другими. Качество получаемого шва на высоте — он выходит прочным и малозаметным.
- Преимущества способа — те же, что и у полуавтоматической сварки, а также возможность работать с металлами вроде алюминия и магния.
- Недостатки — сварщик должен обладать дополнительными навыками, нужно тратить больше денег на материалы (сменные баллоны аргона, специальные электроды).
Точечная (STUD)

У компании Аврора есть аппарат, который поддерживают точечную сварку за счёт приварки специальных шпилек. Такая технология востребована при создании соединений с повышенной точностью, где нужно несколько мест контакта или применяются тонкие листы металла.





- Преимущества: возможность точечной сварки.
- Недостатки: требования к специалисту, специфичность и не универсальность оборудования.
Плазменная резка

Суть плазменного сварочного аппарата в том, что в качестве дуги выступает сгусток плазмы, который появляется за счёт преобразования электричества. Температура обычной дуги — около 5 000 градусов, температура плазменной — 30 000 градусов. Благодаря этой особенности, а также минимальному влиянию атмосферных и погодных условий с помощью плазменной дуги можно резать металлы разной толщины.
- Преимущества: работа под разными углами, возможность резки металлов.
- Недостатки: стоимость оборудования.
Сварочные тракторы
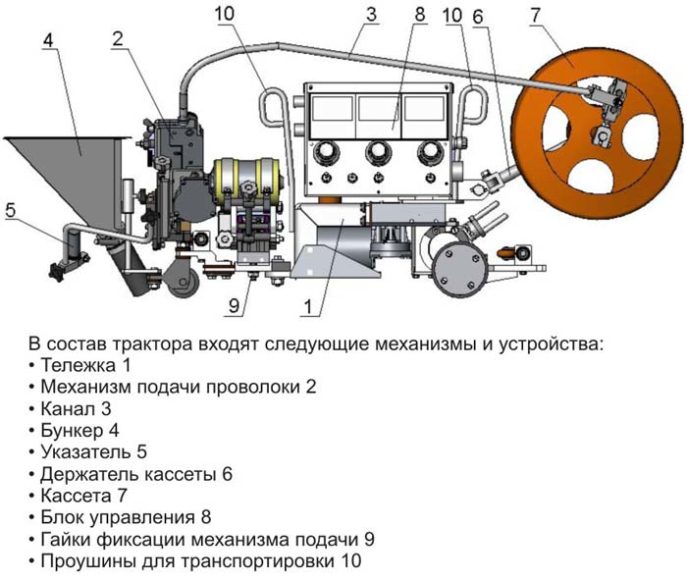
Сварочные тракторы — это комплектное оборудование, которое работает в нескольких режимах и поддерживают сварку под флюсом. За счёт возможности непрерывного использования сварочные тракторы используются на производствах для создания сварочных соединений. Благодаря возможности подбора флюсовых проволок сваривать можно разные металлы и материалы. Еще одна особенность сварочных тракторов заключается в том, что они подвергаются автоматизации — они могут двигаться своим ходом для того, чтобы создавать соединения на длинных и габаритных металлах.
- Преимущества: универсальность, возможность непрерывной работы, автоматизация.
- Недостатки: габаритность.
Основы сварочного процесса
Первым делом решается вопрос, на каком типе тока нужно проводить работу. Современные сварочные аппараты способны функционировать при любом токе. Просто нужно учитывать, что с переменным током работать сложнее, потому что электрическая дуга не очень устойчива, и сварочный шов может потерять в качестве.
Поэтому выбор типа тока будет в большей степени зависеть от профессионального опыта: если он есть, можно работать и на переменном. Если же вы в начале славного пути сварщика, вашим выбором должен оставаться постоянный ток: на нем работать легче.
Кстати, с некоторыми металлами или сплавами можно иметь дело только на постоянном токе.

Обратная и прямая полярность.
Полярность подключения может быть также двух видов:
- Прямая полярность имеет место при подключении минуса на электроде, а плюса на массе.
В этом случае направление тока идет от электрода к детали, которая как раз нагревается – в отличие от электрода, который остается холодным. Прямая полярность применяется в узких сферах, к примеру, во время сварки листового металла. - Обратная полярность – это подключение плюса на электроде, а минуса на клемме массы.
В данном случае направление тока идет в обратном направлении: от металла к электроду, что приводит к нагреванию электрода.
Следующий шаг – определиться с правильной силой тока, которая зависит прежде всего от толщины свариваемого металла. Рассчитывать силу тока удобнее по формуле: 40 ампер на каждый миллиметр толщины детали. Значение тока выставляется легко: на панели регулятором.
Теперь пора разжигать электрическую дугу – главный элемент ММА. Данный этап можно назвать самым ответственным и самым сложным. Пожечь дугу можно двумя способами: либо прикоснуться концом электрода и затем резко оторвать его, либо чиркать электродом, как спичкой.
Главное – получить стабильную и ровную дугу, от этого зависит качество сварочного шва в итоге. Прежде всего для этого электрод нужно держать над поверхностью всегда на одинаковом расстоянии – вести его как можно ровнее. Расстояние должно быть оптимальным.
Будете держать выше, чем нужно – дуга потухнет, ниже – электрод залипнет на поверхности.
Сам процесс сварки идет в сварочной ванне. Чтобы она формировалась, металл должен хорошенько прогреться, для этого можно обернуть пару раз электрод в месте старта сварки. Ширина сварочной ванны должна быть адекватной и одинаковой ширины по ходу всего шва.
Для того, чтобы все это получилось, нужна, конечно, практика. Качественная сварка ММА получится только у мастеров с опытом. Новичкам такие требования поначалу кажутся очень сложными. Но метод осваивается быстро. Ведь именно из-за простоты и доступности ММА так популярна и на строительных площадках, и на дачных участках.
Как правильно варить?
Технология и параметры дуговой сварки довольно просты даже для начинающих, однако есть и ряд тонкостей. Перед началом работы необходимо тщательно проверять не только оборудование, но и соединяющие его провода, и собственную спецодежду, защитную экипировку. Начинать обучение следует с электродов наименьшего диаметра. Только постепенно можно наращивать и их сечение, и силу тока, и толщину металла, и темпы работы. Но даже самому опытному сварщику не следует особо гнаться за скоростью — качество и аккуратность должны быть на первом месте.
Рекомендуется использовать новые электроды. Старые слишком часто бывают нестабильны. Схема дуговой сварки своими руками проста: сначала нужно соприкосновение конца электрода и обрабатываемого металла.

Что касается техники исполнения шва и режимов работы, то наиболее важны такие параметры, как:
- сечение электрода;
- вид тока;
- дуговое напряжение;
- величина вылета электрода;
- его расположение;
- размещение самого изделия;
- геометрия кромок.
Температура дуги сильно отличается в зависимости от конкретной ее зоны. Но стремиться работать при самой высокой из возможных температур не следует. По возможности следует освоить технику работы в среде защитных газов. Для глубокой проплавки используют кислородно-углекислотную смесь, подача газа обязательно подразумевает использование инверторного оборудования.

О том, как научиться варить электросваркой, смотрите в следующем видео.
Что варим с помощью РДС
Да практически все. Если говорить о сталях, то это и легированные, и нелегированные марки. Правда, есть ограничения в толщине, он должна быть не больше до 5-ти см. Слишком тонкие листы металла тоже не пойдут: если заготовка тоньше 1,5 мм, металл при РДС мгновенно прогорит.









Больше всего РДС подходит для работы с заготовками толщиной от 3,0 до 20,0 мм.
Где ручная дуговая только не применяется, вот только некоторые из примеров:
- производство труб самого разного вила и назначения;
- машиностроение;
- судостроение;
- все ремонтные работы на многочисленных СТО;
- все виды коммунальных работ, где необходимо соединение металлов.
Метод плавлением
Существует несколько видов сварочного процесса методом плавления, которые должны быть указаны в технологических картах по сварке металлоконструкций:
- Ручная дуговая.
- Газовая.
- Полуавтоматическая.
- Автоматическая.
- TIG сварка.
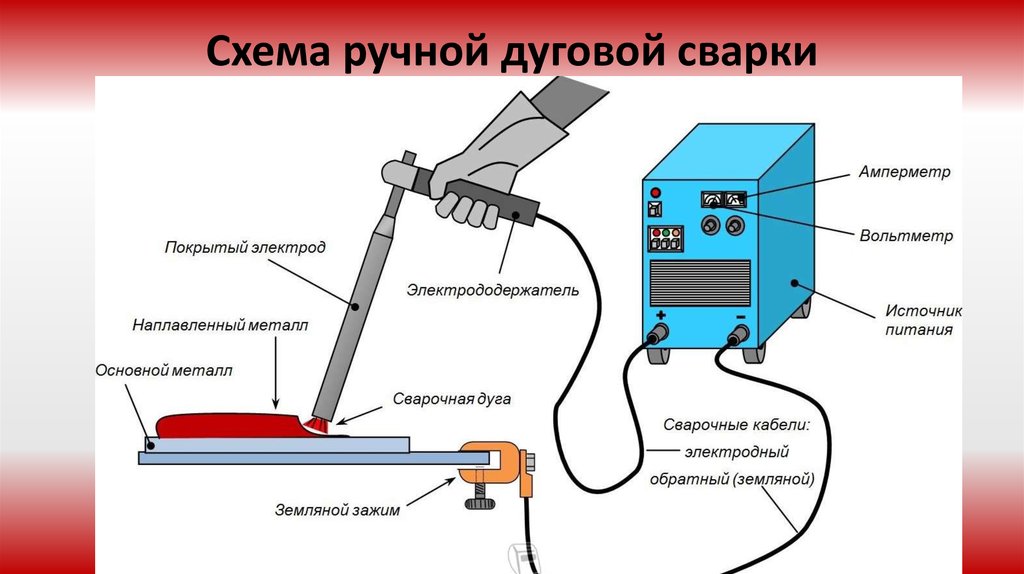
Наиболее распространенной является дуговая сварка. Она находит широкое применение, как в быту, так и в промышленности. Этим видом сварочного процесса можно соединять детали и конструкции из различных материалов. В комплект аппарата для осуществления этого процесса входят держатели электрода, а также держатель массы, крепящийся на свариваемой детали.
Сварка ручным дуговым методом производится электродами, состоящими из металлического стержня и обмазки, функцией которой является защита стержня и обеспечение стабильности горения электрической дуги.
Операционная технологическая карта сборки и ручной дуговой сварки содержит сведения о том, какие электроды могут использоваться. Имеется большой выбор электродов. При правильном выборе с помощью этого метода может проводиться сварка деталей из различных материалов. Этим методом возможна сварка во всех пространственных положениях, а также в труднодоступных местах. К отрицательным моментам относится низкий КПД работ, невысокая производительность, вредные условия. Такой род работ для получения качественного результата может проводиться только сварщиком, имеющим опыт и высокую квалификацию.
Несмотря на то, что имеется много видов электродов, для разных видов сварки применяются определенные электроды. Имеется указание на то, что перед началом сварки электроды должны быть просушены и другие нюансы этого процесса.
Ручная дуговая сварка потенциально опасна для сварщика, поэтому большое внимание уделяется требованиям безопасности
В технологической карте указываются способы подготовки кромок деталей и способ сборки.
В качестве способа сборки чаще всего указываются прихватки.
При сварке стыковым методом для получения хорошего шва большую роль играет форма скосов деталей. В технологической карте указывают, каким рекомендуется делать скос. V-образный применяется для тонких листов, а X-образный используется для сварки более толстых деталей.
Согласно технологии электрод вместе со сварной ванной следует плавно перемещать вдоль линии соединения со скоростью, которая зависит от материала деталей. Рекомендуемая скорость указывается в технологической карте. Основной принцип заключается в том, что тонкие детали требуют большую скорость. Для толстых и массивных предпочтительнее будет более медленная.
Исходя из ширины шва и глубины проплавки, необходимо выбрать способ перемещения электрода – прямой, зигзагообразный, петлевидный. Во время выполнения сварки ручным дуговым способом значительную роль играет направление перемещения электрода. Необходимо выбрать один из трех вариантов: по оси электрода, вдоль оси валика, поперек шва.
Газовая сварка также осуществляется методом плавления. При этом используется смесь кислорода и горючего газа. К плюсам газовой сварки относится возможность сваривать цветные металлы, в том числе очень тонкие. Недостатком является сильный нагрев детали.
Видом сварки, при которой соединение происходит благодаря тому, что в зону сварки подается проволока, выполняющая роль электрода, является полуавтоматическая сварка. В ту же зону, что и электрод подается защитный газ, функцией которого является защита места сварки от окружающего негативного воздействия. Таким способом можно сваривать черные и цветные металлы. Еще одним достоинством является то, что можно сваривать тонкие детали и обладающие большой толщиной.
Этот вид сварки весьма распространен. С работой таким методом может справиться сварщик и более низкой квалификации, что делает особо востребованной технологическую карту на сварку металлоконструкций.
Автоматическая сварка отличается используемым оборудованием.
Применяемые автоматы являются сложным оборудованием, поэтому в технологической карте важным является описание его настройки, которое должно обеспечивать работоспособность. Существует много видов автоматов, поэтому должны указываться рекомендуемые для сварки конкретного соединения.








TIG сварка в основном используется для сварки деталей из алюминия и сплавов, куда он входит в состав. Также она может использоваться для соединения деталей из нержавеющей стали. При этом виде сварки, как правило, используется электрод из вольфрама, что должно быть отражено в технологической карте.
Режимы ведения
Изобретение и широкое распространение инверторов подтолкнуло к появлению нескольких новых способов сварки. Наиболее распространенными из них стали TIG и ММА. Что такое сварка ММА и ТИГ? Для ответа на этот вопрос нужно рассмотреть особенности обоих методов соединения.
Для работы с ММА сваркой требуется расходный материал – электроды, подлежащие замене.
ТИГ (аргонодуговая сварка) представляет собой способ, для которого требуется использование баллона с газом, горелка и неплавящийся вольфрамовый электрод. Такой метод используется значительно реже, но все равно пользуется популярностью. Достоинствами ТИГ-сварки считается возможность соединения тонкостенных изделий или деталей из цветных металлов. Шов получается очень аккуратным, работа требует существенно меньших энерго- и трудозатрат.
Недостаток сварки ТИГ – невозможность работы с изделиями значительной толщины. Большая часть современных инверторов производятся в универсальном исполнении и позволяют использовать оба режима.
Дмитрий Камушкин, сварщик, стаж работы 15 лет: Как и любой другой способ, ММА сначала может показаться трудоемким и непонятным. Не всем новичкам удается быстро разобраться с тонкостями процесса и выполнять свою работу правильно. Способ требует максимального терпения и постепенного обретения навыков, потому сначала лучше потренироваться на непригодных в строительстве кусках металла».
Достоинства и недостатки
Ручная дуговая сварка, для обозначения которой используется аббревиатура ММА, имеет такие преимущества перед иными методами соединения металлов:
- простота и доступность оборудования;
- надежная защита зоны сварки от ветра;
- возможность применения в труднодоступных местах;
- пригодность для большинства цветных и черных металлов независимо от их толщины;
- возможность производства работ в любом пространственном положении.

- необходимость периодического назначения технологических перерывов, связанных со сменой электрода;
- удаление образовавшегося шлака;
- невозможность работы с металлами, имеющими низкую температуру расплавки – свинца, цинка, олова и сплавов на их основе;
- непригодность применения для металлов с высокой степенью химической активности (тантала, циркония, титана) в связи с невозможностью обеспечения надлежащей защиты околошовной области от кислорода;
- ограничение в максимально допустимом токе.
Сварка MMA — что это такое?
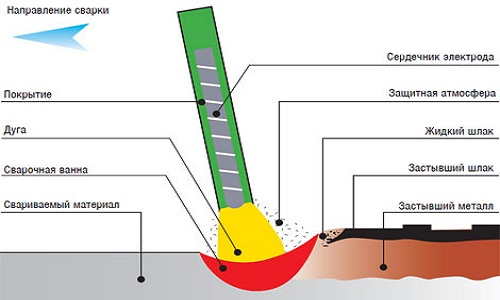
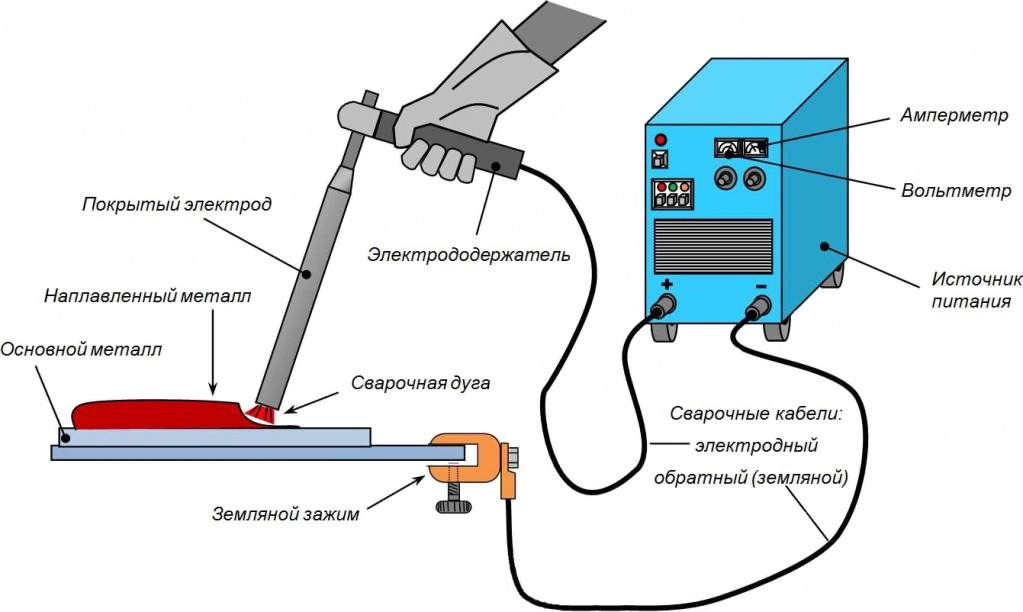
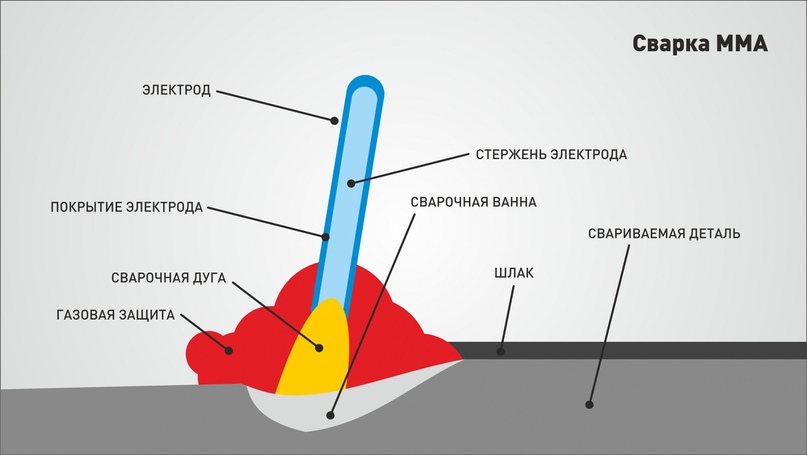
MMA сварка — это способ соединения двух металлических частей при помощи электрической дуги и плавящегося покрытого электрода. Перевод аббревиатуры подразумевает ручное управление этим процессом. Суть метода заключается в замыкании электрической цепи, в результате которой образуется сварочная дуга. Высокая температура производит расплавление кромок металла и стержня электрода. Образуется сварочная ванна.
В качестве источника тока используются различные трансформаторы, генераторы, и преобразователи, выдающие переменное и постоянное напряжение. Для работы используется два кабеля (+ и -), один из которых крепится на изделие, а второй снабжается держателем электрода и находится в руках сварщика. В зависимости от того, какой вид кабеля крепится к массе, определяется полярность сварки. Этого требует режим сваривания различных металлов.
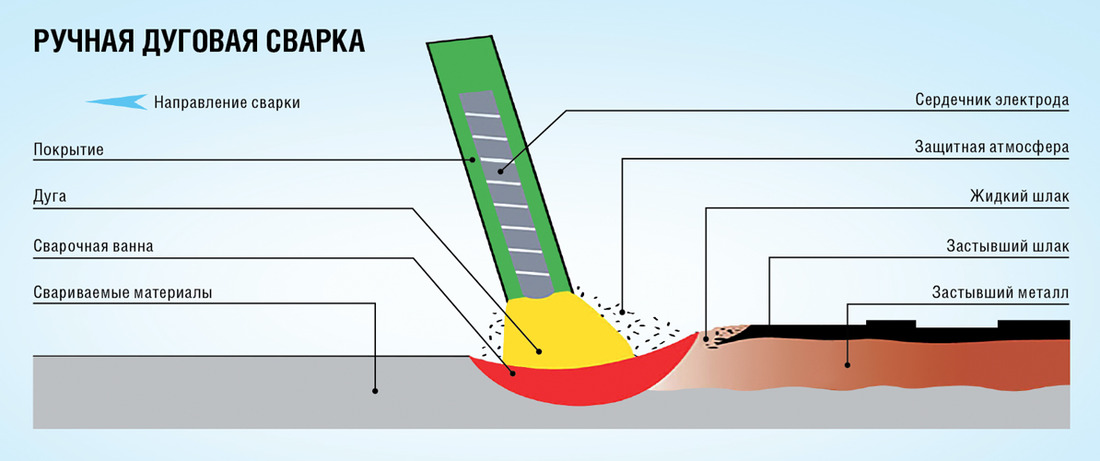
Ручная электродуговая сварка предусматривает защиту сварочной ванны от воздействия газов атмосферы. За этот процесс отвечает покрытие электродов. Его действие можно увидеть на многочисленных видео. Снабженное специальным составом, плавясь от температуры дуги, покрытие выделяет собственные газы, защищающие сварочную ванну и предотвращающие попадание кислорода в зону горения дуги. Без специальной обмазки ручная дуговая сварка была бы невозможна. Расплавленный металл электродов вступал бы во взаимодействие с окружающей средой, и жидкие частицы разлетались бы по всей поверхности свариваемого изделия. Водород, из-за легкого веса, вырывался бы наружу и образовывал поры в кристаллизующемся шве.
Как показывают многие видео, в процессе ведения дуги, сварочная ванна разделяется на несколько цветовых и весовых зон:
- самым белым выглядит расплавленный металл кромок и присадочного электрода;
- ярко-красным обозначает себя жидкий шлак;
- железо, под действие веса, стремится ко дну ванны;
- шлак, обладающий меньшим весом, плавает на поверхности.
Понимая эти различия, можно умело манипулировать концом электрода для создания ровного и прочного шва. После выполнения работы требуется отбивать застывший шлак, чтобы убедиться в качестве сваренного соединения и придать более привлекательный вид всей конструкции.
Как выбирать инвертор
Выбирая сварочный аппарат, зная, что такое ММА-сварка и способ ее выполнения, будущие владельцы чаще всего ориентируются только на стоимость устройства.
На отечественном рынке имеется такие основные категории чварочников:
- дешевые китайские;
- более дорогие от европейских производителей.
Следует понимать, что большинство комплектующих в оборудовании известных марок производится в Китае. Потому при подборе аппарата нужно смотреть не столько на цену, сколько на технические параметры прибора.
Главной характеристикой любого инвертора считается его мощность. Принцип действия устройства основывается на образовании импульсов высокой частоты, поступающих от находящихся под значительным напряжением транзисторов – так называемых «силовых ключей». Эти элементы нужны для повышения силы тока при ее снижении в питающей сети. Для защиты от перегорания силовых ключей в инверторе должна быть предусмотрена защита.

Не менее важным параметром является потребляемая аппаратом мощность. Учесть этот показатель особенно необходимо в том случае, если устройство предполагается применять на максимальном сварочном токе. В этом случае мощность электросети должна с запасом превышать прогнозируемую нагрузку с учетом и других потребителей.
Важно! В инструкции к аппарату указываются характеристики предохранителей, устанавливающихся в питающей электросети. Использовать защиту с иными параметрами не следует, так как это может повлечь неисправности наиболее слабых мест проводки.. Перед покупкой сварочника важно определить допустимую продолжительность его безостановочной работы, которая указывается в техпаспорте
Этот параметр обозначает время функционирования прибора на максимальном токе
Перед покупкой сварочника важно определить допустимую продолжительность его безостановочной работы, которая указывается в техпаспорте. Этот параметр обозначает время функционирования прибора на максимальном токе
Расшифровка аббревиатур
ММА (РДС)
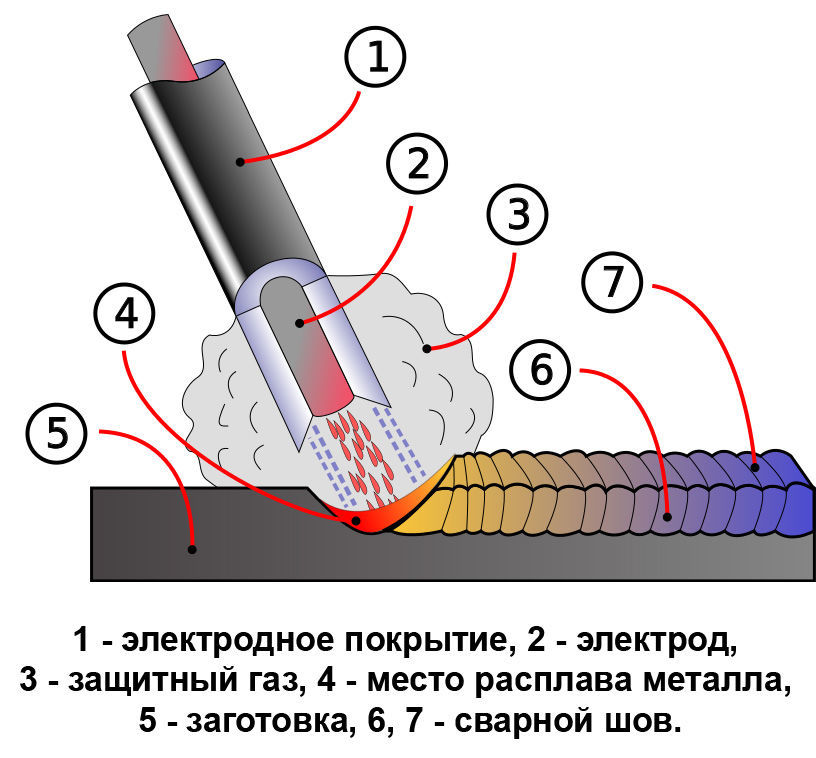
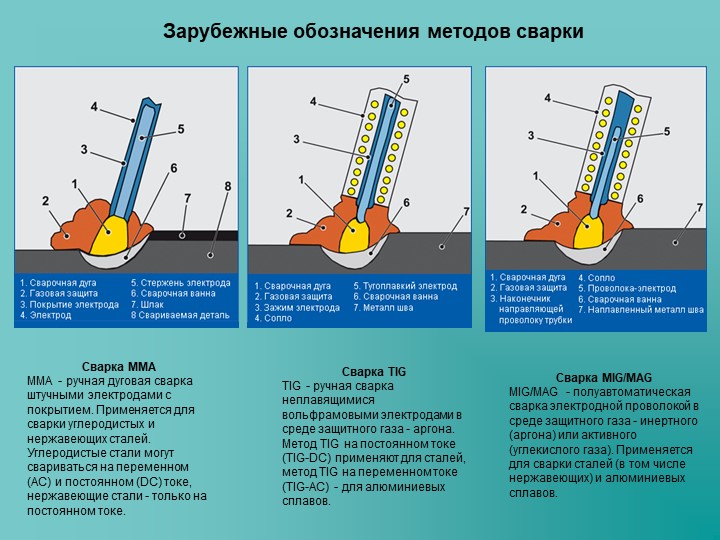
MMA (Manual Metal Arc)-ручная дуговая сварка штучными (покрытыми) электродами с помощью инвертора или трансформатора. Техническая литература советских времен оперировала обозначением РДС.
Процесс сварки происходит за счет плавления металлического стержня – электрода, покрытого специальной обмазкой, которые имеют свою классификацию. Основное ее предназначение заключается в защите сварочной ванны от воздуха, предотвращая окисление металла. Расплавленный стержень образует сварочный шов, а использованное покрытие остается в виде шлака.








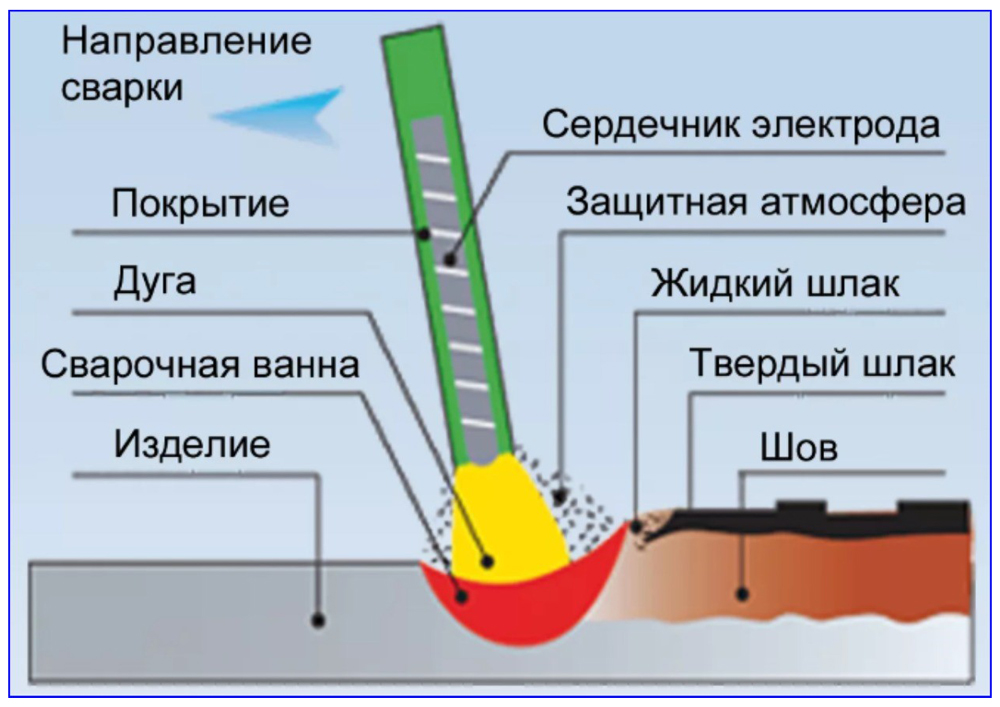
Сварка покрытым электродом
РДС возможна как на постоянном, так и на переменном токе. При постоянном токе возможны два варианта подключения зажима массы и держателя электрода, поэтому существует сварка на прямой и обратной полярности. Переменный ток такой особенностью не обладает – как подключать электрод в данном случае не имеет значения. Приведенный рейтинг надежности сварочных инверторов поможет подобрать аппарат, который прослужит долгие годы.
Поскольку метод ММА самый популярный ввиду его простоты и относительно недорого применяемого оборудования, с вопросом как научиться варить электросваркой самостоятельно стоит ознакомиться непременно.
TIG(WIG) или РАДС
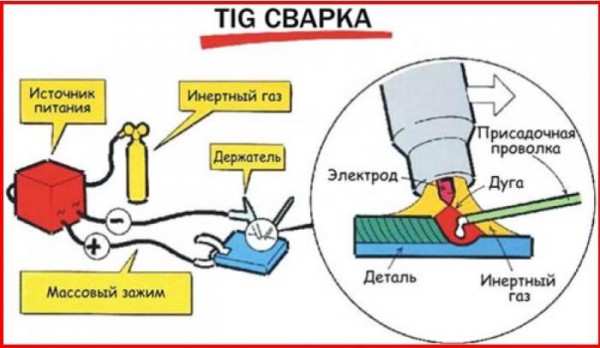
TIG (Tungsten Inert Gas) – технология дуговой сварки в среде инертного газа неплавящимся электродом. Вольфрам – (англ.Tungsten) очень тугоплавкий металл с температурой плавления около 3500 С, поэтому он является основой для производства подобного рода электродов. Иногда можно встретить иные вариации этого способа:
- WIG(Wolfram Inert Gas) – название образовано от немецкого написания;
- GTA (Gas Tungsten Arc) – в данной аббревиатуре опущено химическое взаимодействие защитного газа.
Т.к. электрод является неплавящимся, процесс аргонной сварки происходит по другому сценарию:
- электрическая дуга возбуждается между концом электрода и свариваемым металлом;
- заполнение сварочного шва происходит путем подачи в сварочную зону специального присадочного материала – прутка;
- сварочная ванна защищается газовым облаком.
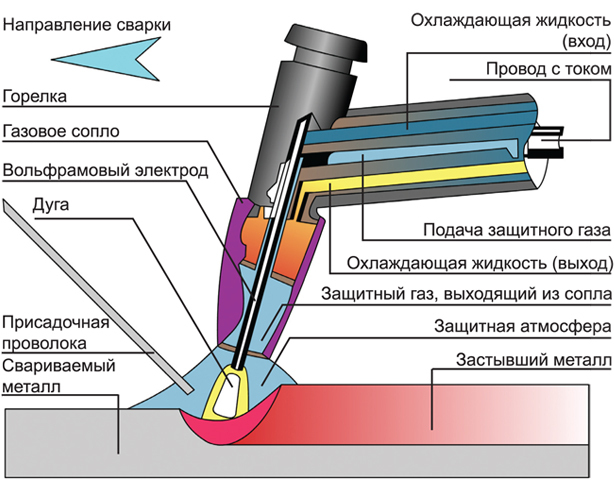
Процесс сварки по методу TIG
Защитным инертным газом, т.е. газом, молекулы которого химически не взаимодействуют в процессе сварки с основным и присадочным материалом, в данном случае выступает аргон. Именно поэтому за ним закрепилось название “ручная аргонно-дуговая сварка” или РАДС.
Аргон может использоваться при сварке плавящимся электродов – MIG метод, речь о котором пойдет ниже.
В технических характеристиках сварочного оборудования помимо обозначения TIG всегда дополняется упоминанием рода сварочного тока DC (Direct Current) – постоянный ток или AC/DC (Alternating Current/Direct Current) – переменный/постоянный ток
В данном случае это очень важно. К примеру, сварка алюминия аргоном производится на переменном токе
MIG / MAG
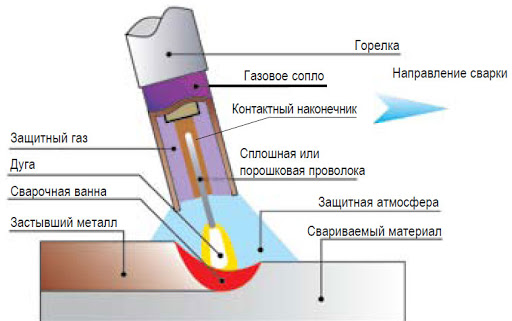
MIG/MAG (Metal Inert/Active Gas) – метод дуговой сварки в защитной среде инертного/активного газа с помощью плавящегося электрода в виде стальной или иной проволоки в зависимости от типа соединяемого металла.
Схематичное изображение mig/mag-метода
Под МИГ или МАГ сваркой обычно подразумевают полуавтоматическую. Основной задачей данного способа была идея создания “бесконечного электрода”, чтобы тем самым добиться значительной производительности сварочных работ. Ведь при РДС методе приходится часто менять электрод по мере его расходования, что в некоторых случаях является крайне не удобным. Как и при ТИГ сварке здесь применяются защитные газы.
В роли инертного обычно выступает аргон и его смеси, который подходит, к примеру, для сварки алюминия и его сплавов полуавтоматом. Активным газом, т. е. взаимодействующим в процессе со свариваемым металлом, как правило является углекислый газ( углекислота). Вы можете услышать от сварщика словосочетание “сварка полуавтоматом в среде углекислого газа“, подразумевающий способ MAG(МАГ).
Данный способ наиболее распространен ввиду повышенной производительности по сравнению с MMA, и дающий лучший результат в качестве сварного шва.Определиться с выбором сварочного аппарата поможет рейтинг бытовых полуавтоматов на основе отзывов опытных сварщиков.
Надеемся, что данная статья поможет разобраться в классификации основных методов сварки, а также будет полезной при выборе оборудования и материалов с английскими аббревиатурами.
Способы зажигания дуги
Есть два основных способа как зажечь сварочную дугу. Первый — это быстрое касание торцом электрода свариваемой поверхности и при замыкании электрод медленно отводится вверх на небольшое расстояние, чтобы не потерять дугу. Опытный сварщик по звуку дуги может определять расстояние.
Второй способ — чирканье, считается более практичный, так как ударяя электродом по касательной, происходит одновременная зачистка контакта от ржавчины и окиси, поэтому зажигание происходит гораздо быстрее, чем в первом случае. После поджига, электрод также подымают медленно вверх.
Недостаток второго способа — невозможность использования в труднодоступных местах, так как нет возможности двигать электродом в сторону.

Сварочные аппараты
Самый простой сварочный аппарат состоит из трансформатора с двумя обмотками: сетевой и понижающей. Вторичная обмотка имеет достаточно большое сечение провода, что дает ток в 150 и выше ампер, необходимый для образования дуги. Напряжение холостого хода трансформатора на вторичной обмотке выбирается в пределах 50 ― 90 в. В момент сварки оно может значительно падать.
Сваривать можно как переменным, так и постоянным током. Для получения постоянного напряжения используют диодный выпрямительный мост и конденсатор. Преимущество постоянного тока в том, что дуга горит более плавно и шов получается качественнее, чем у переменного. Также постоянкой можно варить нержавеющую сталь. Недостаток использования сварочных выпрямителей — лишний вес и место при транспортировке аппарата. Также есть возможность выхода из строя одного из диодов.
Сейчас существуют инверторные сварочные аппараты, имеющие небольшой вес (около 5 кг) и которые помещаются в небольшом чемоданчике. Выдают инверторы постоянный ток. Хотя они обладают множеством защит, недорогие модели имеют низкую надежность и могут выходить из строя.









Ручная дуговая сварка действительно улучшила жизнь людей к лучшему. Благодаря ей многое было и будет сделано, и несмотря на рост прогресса, она почти не изменилась и остается такой же востребованной.
Тёрка для штукатурных работ. Как не ошибиться при выборе?
Вязальный крючок для арматуры. Вяжем правильно!
Особенности сварки
Понимая принцип ручной дуговой сварки плавящимся электродом можно приступить к самому сварочному процессу. Для начала разберемся, в каких случаях такая сварка целесообразна. РД по металлу целесообразна том случае, если толщина детали начинается от 2 миллиметров и не превышает 50 миллиметров. Также целесообразна сварка легированных, углеродистых и нержавеющих сталей. РДС отлично подойдет для мелкосерийного производства или для сварки штучных изделий. Если металлы толще и деталей много, то рекомендуем заменить ММА сварку на MAG.
Если детали будут слишком тонкими, то они будут плавиться слишком быстро. Это приводит к образованию дефектов, шов просто не успевает сформироваться. Даже если вы установите минимальное значение тока. Используйте другие технологии сварки тонкого металла, не рискуйте.
Выше мы писали, что возможна сварка деталей толщиной до 50 миллиметров. Но мы все же рекомендуем соединять металлы с толщиной максимум 20 миллиметров. Сварка толстых деталей экономически невыгодна при использовании технологии ручной дуговой сварки. Все эти правила не применимы к ситуации, когда нужно сварить короткий шов, чтобы произвести небольшой ремонт. Если участок сварки слишком мал, вы не будете использовать дорогостоящее оборудование, газ, флюсы и прочее. В таких ситуациях ручная дуговая сварка MMA вполне целесообразна при сварке деталей толщиной до 200 миллиметров.
Технология ручной дуговой сварки начинается с основ о пространственном положении. Мы писали, что ручная дуговая сварка плавящимся электродом возможна в любом положении. Это правда, но с оговорками. Дело в том, что не все электроды позволяют выполнить сложные потолочные или вертикальные швы. Они плавятся слишком быстро и стекающий металл не позволяет сформировать шов
Обратите на это внимание перед выполнением ответственной работы
По этой причине наилучший результат достижим именно в нижнем или горизонтальном пространственном положении. Такую работу сможет выполнить сварщик даже с низкой квалификацией, можно использовать электроды большего диаметра и установить на сварочном аппарате большую силу тока, чтобы ускорить рабочий процесс. Так что если вы можете заменить потолочные швы на нижние — не отказывайтесь от такого решения.
Если вы используете метод ручной дуговой сварки покрытыми стержнями и вам все же нужно сделать потолочных шов, то выберите электроды небольшого диаметра и установите на аппарате минимальное значение сварочного тока. Работайте не медленно и не быстро, постарайтесь найти «золотую середину» в скорости ведения дуги. Ведите дугу уверенно и не отклоняйтесь в стороны.
Теперь поговорим о типе и полярности тока. Сварка ММА может производить на постоянке и на переменке, выбор режима зависит от электродов. Обязательно читайте упаковку ваших стержней перед работой, некоторые электроды могут быть предназначены только для работы на одном типе тока.
Одно известно точно — при постоянном токе дуга горит стабильнее, чем при переменном. Это заметно даже при использовании универсальных стержней, способных работать с любым родом тока. Словом, если вы начинающий сварщик, то приобретайте универсальные комплектующие и экспериментируйте с настройками.
Что касается полярности, то ее выбор зависит от того, какая скорость плавления электрода вам необходима. Если выберите обратную полярность и установите постоянный ток, то электрод будет плавиться медленнее и равномернее. Это наиболее приемлемый вариант. Есть электроды, которые работают одинокого хорошо с любой полярностью.
Ручная сварка железа или никеля имеет свои сложности. В работе металл может быть подвержен проблеме, называемой магнитным дутьем. Магнитное дутье — это когда дуга начинает непроизвольно отклоняться от сварочной ванны из-за магнитных свойств металла. Чтобы избежать этих проблем установите на сварочнике переменный ток, это может помочь.





