
Рекомендации специалистов
- Если для затачивания приспособления используется станок, до начала операции следует его осмотреть и определить, правильное ли положение занимает круг по отношению к пиле.
- Необходимо снять с пазух такой слой стали, чтоб все микроскопические трещины были удалены гарантированно.
- Если пила эксплуатировалась без технического обслуживания дольше периода, допустимого изготовителем, объем металла, убираемого за одно затачивание, нужно увеличить.
- Чтобы проконтролировать итоги операции, всегда применяйте как эталон новое изделие.

Итог неправильной работы – зубчики инструмента подгорели.
- Форма зубчиков – это разработанная и выверенная специалистами характеристика. Изменив ее, вы не сможете эффективно обрабатывать заготовки. Исходя из этого, заточку необходимо производить так, чтобы форма зубьев и профиль полотна оставались изначальными, заводскими.
- При соблюдении всех правил работы и обслуживания ленточный инструмент будет верой и правдой вам служить до тех пор, пока ширина его не сточится до 65 процентов от первоначальной величины.
После завершения работ ленточное приспособление необходимо сразу же очищать от древесного сока, опилок, смолы. Перед началом технического обслуживания инструмент следует внимательно осмотреть, иначе вы засорите круг. Это приведет к значительному понижению эффективности заточки.
Распространенные ошибки
- Пригоревшие пазухи зубчиков пилы. Происходит это вследствие приложения излишних усилий при работе с заточным диском. Данный дефект ведет к тому, что зубцы очень быстро затупляются.
- Неоптимальный угол уклона зубьев и неправильная, угловатая форма пазух.
Такой результат заточки возможен вследствие нескольких ошибок:
- сноса эксцентрика точильного станка;
- неправильно выставленного угла уклона головки автомата.
- неграмотно выбранного профиля заточного диска.
Как изготовить ленточнопильный механизм своими руками?
Чтобы произвести вертикальный ленточнопильный станок в домашних условиях достаточно иметь лишь базовые представления о том, как происходит процесс сборки.
- Прежде всего, делают все необходимые эскизы агрегата и всех его действующих узловых частей.
- После этого, согласно чертежам, делают сварку стана для рабочего стола. Как правило, габарита стола следующие: 400 на 700 мм.
- В качестве рамного покрытия устанавливают столешницу. Чаще всего ее производят из фанерного перекрытия с глубиной проникновения 20 мм.
- Посредством приварки поперечного профиля к уголку устанавливают несущую штангу.
- Верхний и нижний шкив становится основным настилом для обеспечения качественной рабочей поверхности на основе листовой резины.
- Посредством специальной смолы инсталлируют втулку из дюралевого сплава, внутри которого сначала вытачивают проем для подшипника.
- Внутри настольной поверхности помещают двигатель, который и является приводом для работы станка. На двигатель крепят ведущий шкив.
- Для снижения вибрации установки устанавливают демпфер, выполненный собственными руками из текстолитного материала.
- При перегреве станку обязательно нужно давать «пить» время от времени.
Отличная самоделка от нашего подписчика Дениса Дд. Это ленточная пила из фанеры при минимальной стоимости такого агрегата в 8000 рублей, думаю, что эта статья может оказаться полезной.
Верхняя часть станины (самая геморойная часть) собрана из 4х листов фанеры (15шка) на клей и шурупы в центре листов имеется паз шириной 100мм. и глубиной 30 мм (2 листа фанеры) в этом пазе ходит натяжитель для ленты. На фото видно.
Отдельно фото натяжителя нет, но конструкция простая к фанере 100 на 30 прикручена шпилька и с верху гайка, закручиваем гайку натяжитель поднимается лента натягивается. Ход натяжителя около 15 см. Делал ход натяжителя специально побольше чтобы была возможность использовать ленты как 2300мм так и 2500. В этот же брусок закреплен шкив верхнего вала. Регулировку угла вала, которая позволяет центровать пильную ленту, не делал (хотя зря походу) выставлял валы немного в развал, когда лента натягивается валы встают на место соответственно лента ходит по центрам валов +-. Ставить валы в развал пришлось из за недостаточно жесткой конструкции рамы именно в месте натяжителя. Нужно больше слоев фанеры тогда гулять не будет. Остальная рама сделана из досок 150/50 срощенных в двое. Тут с жесткостью все нормально.
Валы точил из той же фанеры 15 шки в два слоя. Размеры валов 350мм. В центр ставил подшипники по 2 на каждый вал, закреплены валы к станине через шпильку 16 мм подошла к подшипникам.
После того как выточил валы и собрал станину включил мотор и отшлифовал/отцентровал шкуркой и стамеской. С нижним валом проблем не возникло (мотор его крутит шкури точи не хочу), а вот верхний) пришлось заставить крестится с уже одев на него ленту. Вот в принципе таким способом были отцентрованы валы.
В результате этого в значительной мере ушла вибрация при вращении (без такой центровки агрегат колбасило из стороны в сторону). Далее балансировка валов. Снимаем ленту и ремень, крутим вал и смотрим какой стороной он опускается в низ, соответственно та тяжелее, сверлом убираем немного и опять крутим и так пока вал не будет останавливается в разных положениях, и его никуда не будет тянуть. На следующем фото видны эти отверстия.
Валы имеют форму яйца соответственно лента не касается зубцами самого вала. Нужно еще на валы резину одеть. Камеры от велосипеда как вариант.
Мотор был взят от старой стиралки, слабенький но пилит). Шкив на мотор так же был выточен из той же фанеры. Ремень ручейковый от генератора.
Направляющие для ленты ну тут описывать сложно на фото видно в принципе. 1 направляющая с верху с возможностью изменения высоты вторая закреплена под столешницей.
На направляющих стоит упорный подшипник сзади по бокам 2 сухаря из бука, собрано все на болтах, с возможностью регулировать.
Обратить внимание при сборке на верхний узел обязательно, использовать не менее 6 слоев фанеры. Т.е
2 листа цельных, потом 2 под натяжитель они разрезаны посередине (место для натяжителя) и опять 2 листа цельных. Думаю, такой жесткости будет точно достаточно чтобы валы не уходили в момент натяжки ленты.
Кто работает с деревом, у того в мастерской обязательно есть различные инструменты, здесь не обойтись и без ленточной пилы. У кого ее еще нет, предлагаю сделать ленточную пилу своими руками. С такой пилой мы можем распилить ровно, по контуру любой рисунок, любую заготовку, она очень удобная и незаменимая в столярном деле.
Рекомендации по эксплуатации
Сделанная своими руками ленточная пила может быстро окупить затраченные на ее производство время и средства. Но это будет соответствовать истине, если соблюдать рекомендации по эксплуатации такого оборудования. Специалисты дают такие советы:
необходимо правильно натягивать режущее полотно. Величина такого натяжения будет зависеть от марки используемой при изготовлении пилы стали, а также ее ширины. Измерить этот показатель можно при помощи специального прибора – «тирзометра»;
не стоит думать, что пила сможет проработать непрерывно долгое время. Специалисты рекомендуют следующий режим работы – два часа распила, далее полотно снимается и вывешивается в свободное состояние на 12-24 часа. Таким способом вы сможете продлить срок службы пилы;
всегда используйте смазку, особенно если распиливаете свежую древесину. У только что срубленных деревьев идет обильное выделение смолы. Ее масса начинает забивать резцы. Как результат пила начинает греться и быстро выходит из строя. Для смазки (и одновременного охлаждения) можно использовать обычную воду с добавлением простого моющего средства. В зимний период специалисты рекомендуют применять смесь дизтоплива и моторного масла;
после окончания работы ослабьте режущее полотно. При распиле оно нагревается и немного расширяется. После окончания работы полотно начинает остывать и уменьшаться в размерах. Если оставить ее в натянутом состоянии, то будут образовываться отметины от шкивов, на месте которых впоследствии получатся потертости;
соблюдайте правила заточки зубьев. От этого будет зависеть как скорость самой работы, так и срок службы режущего полотна. Также следите, чтобы зубья были всегда хорошо заточены и соблюдался правильный их развод.
Также необходимо строго соблюдать технику безопасности. Ленточная пила – это довольно травмоопасное оборудование. Лучше всего оснастить ее защитным кожухом. Такое дополнение позволит повысить безопасность работы, и поможет улучшить отвод опилок.
Также внимательно отнеситесь к выбору места установки станка. Конечно, самодельная ленточная пила не займет много места. Но все-таки вокруг должно быть достаточно пространства для свободного передвижения.
Кроме того, позаботьтесь о качественном освещении рабочего места. Довольно часто такой станок устанавливают на улице. В этом случае старайтесь работать только в светлое время или при наличии хорошего уличного фонаря.
Из видео вы узнаете как изготовить ленточную пилу своими руками из доступных материалов.
Виды ленточных полотен
Необходим грамотный подход к выбору оборудования для распилочных работ. Чтобы при эксплуатации не возникало проблем, надо правильно учитывать технические характеристики, допустимую область применения, возможности инструмента. Не последнюю роль играют параметры зубцов, размер полотна и качество заточки режущей кромки.
Разнообразие пил может смутить даже опытного мастера. В зависимости от того, что они обрабатывают, их принято разделять на типы. Это может быть:
- Обработка дерева.
- Резка камня.
- Работы по металлу.
- Распилка синтетического материала.
При работе с металлом или камнем нужно использовать инструмент, в котором присутствуют сверхпрочные сплавы. Иначе возможны случаи поломки, брак при обработке деталей или разрыв режущего полотна. Прежде чем самостоятельно собирать или приобретать подобное оборудование, нужно определиться с основными рабочими задачами и оценить объем предстоящих работ.
Если необходимо выполнить значительный объем работ различной направленности, связанный с использованием дерева, досок, тогда придется применить распиливание. Для этого понадобятся как бревна, так и инструмент для обработки — пилорама.
Заточка напильником
Установите пилу в тиски между двумя брусками так, чтобы ее край с зубьями немного выступал сверху, а ручка была справа от вас.Придерживая кончик напильника свободной рукой, начинайте с конца полотна, упирая напильник в первый отклоненный от вас зуб, напротив ведущей кромки соседнего зуба, наклоненного к вам.Для продольной пилы установите напильник в углу бление между зубьями под прямым углом к полотну и строго горизонтально. Сделайте 2-3 хода напильни ком (оказывая давление на него только при первом ходе), пока не исчезнет половина блестящего пятнышка на вершине зуба. Продвигаясь по направлению к ручке, заточите каждый второй зуб. Переверните пилу и повторите свои действия от конца к ручке, запиливая оставшиеся углубления до момента исчезновения блестящих пятнышек и появления острых кончиков.Затачивайте поперечную пилу таким же образом, но развернув при этом напильник его кончиком в сторону ручки примерно на 65° по отношению к полотну.Параллельные линии под 65° на зажимных брусках помогут сохранять нужное направление напильника.

Из всего сказанного выше, сложно не заметить, что кажущаяся простота заточки пилы как раз только “кажущаяся”. Необходимо строго соблюдать правила разводки, заточки инструмента, правила его использования, в конце концов. И тогда ленточная пила будет служить вам долго, верно и практично.








Конструктивные особенности ленточных пил
- Ленточные приспособления, предназначенные для резки дерева, производят из легированной инструментальной стали , которая обладает твердостью от 40 до 46 HRC.

- Ширина реза (пропила) у ленточных инструментов гораздо меньше, чем у дисковых аналогов . При разделке дешевого дерева данный момент не столь заметен, но при резке ценных и экзотических сортов древесины он важен критически.
- Станок может пилить заготовки любого размера . При этом ленточный инструмент работает быстро и создает рез высокого качества.
- Отходов (стружка, опилки) при использовании такого типа пил очень мало .
Профиль, зубья и угол заточки
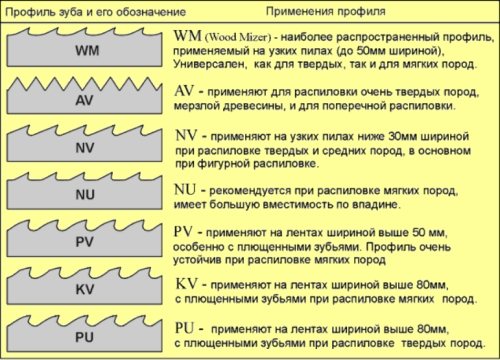
Международная классификация профилей зубьев.
Ленточные приспособления имеют разную геометрию зубчиков, что зависит от вида и характеристик разрезаемых материалов. Инструмент для древесины может быть столярным и делительным. Есть и третий тип, предназначенный для распилки бруса, бревен. Все эти подвиды имеют свои параметры и форму зубчиков.
Угол заточки ленточных пил по дереву выбирается компанией-производителем исходя из нескольких моментов. Главный из них – чем материал тверже, тем передний угол должен быть меньше. Ниже приведена таблица с основными параметрами пил.
| Характеристики |
пилы
(1 профиль)
(4 профиль)
Характеристика зубьев инструмента
На подобных инструментах, в зависимости от характеристик материалов, которые будут обрабатываться, могут применяться разные формы зубьев. К примеру, для работы с деревом используются устройства со:
- столярными;
- делительными зубьями.
Форма и другие параметры данных элементов различны в зависимости от вида и подвида зубьев. Под каким углом необходимо проводить точение определяет производитель. Данный параметр зависит от большого количества факторов. Однако есть одна общая тенденция: чем мягче материал – тем большим должен быть угол затачивания, и наоборот.
Ленту, предназначенную для разрезки металлических изделий, оснащают одним из двух видов зубьев:
- стандартными;
- с «положительным передним углом».
Направление резки
Все эти нюансы необходимо учитывать при точении. Как показывает статистика, в восьмидесяти – девяноста процентах случаев именно неправильная заточка является причиной разрыва ленты.
Разводка
Разводка предшествует точению. Если при заточке ленточных пил своими руками пропустить данный этап, можно не надеяться на удачный результат. Суть разводки заключается в отгибе зубьев в стороны. Данная процедура снизит трение полотна и предотвратит его сжатие. Проводить процедуру можно одним из трех способов:
- зачищающая разводка. Каждый третий зуб полотна оставляется в начальном положении. Другие отгибаются. Способ используется для обслуживания изделий, которые обрабатывают материалы повышенной твердости;
- классическая. Зубья поочередно отгибаются в правую и левую стороны;
- волнистая. Данный вид разводки является наиболее сложным. При ее применении предусматривается отгиб каждого отдельного зуба под определенным градусом. Причем градус этот индивидуален для каждого элемента.
Обычно производитель изделия указывает рекомендуемые параметры разводки. Диапазон допустимого отгиба варьируется в пределах от 0,3 до 0,7 миллиметров. Для осуществления операции необходимо иметь специальный разводной инструмент.
Заточка
Затачивание может производиться при помощи специального точильного станка, или без него. Для проведения данной процедуры не требуется обладать особыми навыками, хотя у лиц без опыта могут возникнуть определенные трудности. Выделяют два вида заточки:
- полнопрофильная заточка ленточных пил по дереву;
- заточка граней зубьев.
В первом случае не обойтись без специального станка, оснащенного эльборовым кругом. Круг подбирается индивидуально на основании формы изделия. Инструмент для заточки пронзает межзубовые впадины ленты, захватывая поверхности соседних зубьев. Качество такой обработки достаточно высокое. Однако придется приобретать большое количество кругов, обладающих разными характеристиками.
Грани можно затачивать вручную, без специального станка. Однако можно использовать и предназначенные для этого агрегаты. Для ручной заточки необходим гравер или надфиль. Качество обработки на станке выше, однако, как и в предыдущем случае, придется обзавестись большим количеством точильных кругов.

Точильные станки
Агрегаты, предназначенные для полнопрофильного точения, функционируют в автоматическом режиме. Движение толкателя и двигателя с кругом синхронизировано. Задача толкателя – перемещение ленты на шаг после заточки каждой выемки. Проблемой подобных станков является узость их применения. Для пил разных профилей необходимо иметь разные агрегаты.
Существуют также станки, которые затачиваются передние, задние поверхности зубьев, или обе стороны одновременно. Заточные круги – плоские круги, при изготовлении которых используется определенный абразив:
- электрокорунд;
- эльбор;
- алмазное напыление.
Что нужно знать об углах заточки зубьев
Геометрия зубьев ленточных пил может видоизменяться в зависимости от характеристик обрабатываемого материала. Это выражается в форме зуба и расстоянии между отдельными элементами режущей кромки.
Профиль ленточной пилы определяется маркировкой, которую наносит завод-изготовитель. Выглядит это так:
- WM – универсальный вариант, предназначенный для распиловки мягких и твёрдых пород древесины;
- AV – применяется для продольного реза и пиления твёрдых материалов, например замороженной древесины;
- NV – отличается узкой шириной полотна, поэтому идеально подходит для фигурной резки;
- NU – режущая кромка с широким шагом зубьев, что обеспечивает высокую производительность при пилении мягких пород древесины;
- PV – практически полный аналог предыдущего полотна, но имеет сплющенную форму зубьев;
- KV – профиль применяют для широких ленточных пил, предназначенных для мягкой древесины;
- PU – широкая пила для распиловки древесины твёрдых пород.

Шаг зубьев подбирается индивидуально, в зависимости от материала. Например, для распиловки твёрдой древесины и металла используются только мелкозубчатые полотна, чтобы избежать повреждения режущей кромки. Мягкое сырьё и толстостенные материалы обрабатывают пилами с большим расстоянием между зубьями, что позволяет ускорить производственный процесс.
@ Ленточнопильный станок по металлу Своими руками !
Конкурсная работа №б/н в рамках Конкурс сварщиков «Подарок себе»
Генеральный спонсор конкурса Компания ЭСАБ — один из мировых лидеров в области производства оборудования и расходных материалов для сварки и резки.
Всем рукастым доброго дня ! Вот и я решил попробовать свои силы на вебсварке. Данный прожект просился на свет уже давно,с момента приобретения мной токарного станка,так как при работе с металлом очень часто приходиться отрезать кругляки,трубы,шестигранники,разных диаметров и болгарка уже всю душу вымотала. Купить же готовую ленточную пилу нереально,потому как ценник у них просто недосягаемый ! А тут увидел конкурс ну и решил, что это будет стартовая точка начала постройки данного агрегата .Да и когда ещё будет шанс стать обладателем классного сварочного полуавтомата о котором мечтаю не меньше чем о ленточной пиле. Не знаю конечно уложусь ли я до конца конкурса,но попытка не пытка,авось получиться, и так начнём:
Было приобретено кой какое железо. Для старта пока хватит. Лист 12 мм,лист 10 мм,лист 3мм,толстостенная труба ф325 и ф 85, кругляки разных диаметров,полоса 50х8

Далее чертим в компасе чертёж пильной рамы и несём его вместе с 12ым листом к мастерам на производство чтобы аккуратно вырезать плазмой основную деталь пилы(станину) на ней и будет собран привод режущей ленты.
Вот что получилось:

Теперь вырезаем заготовки для основания шкивов

Устанавливаем их в токарный станок и протачиваем,получились блины на которых будут приварены кольца из трубы Ф325

Далее вырезаем кольца,они будут служить полкой шкива по которой будет двигаться лента

Делаем первую примерку,дабы убедиться что всё правильно и будущие шкивы не выходят за пределы пильной рамы.

Всем следящим за темой доброго времени суток ! Итак работа не стоит а месте,следующим шагом было изготовление шкивов их проточка и центровка.протачиваем блины,варим к ним кольца торцуем и протачиваем.







Теперь Изготавливаем ступицу с механизмом натяжения для ведомого вала.Это будет примерно выглядеть так:

свариваем вал с пластиной,привариваем направляющие.

Теперь к ступице привариваем пластину за которую натяжник будет тянуть ступицу.

Далее привариваем опорную пластину натяжного устройства.

Изготавливаем Натяжное усройство.

Далее обвариваем всю конструкцию по периметру короткими шовчиками,дабы всю конструкцию не свентило в пропеллер.

Не полотно, а лента сейчас не проблема,их спаивают под заказ любой длинны. Всем Здрасте ! А работа по ленточке потихоньку движется.Следующим шагом было изготовление проточек под стопорные кольца,дистанционных втулок,болтов и др. деталей необходимых для установки и примерки ведомого шкива.
Далее изготавливаем ступицу приводного шкива,для чего берём толстостенную трубу,отрезаем нужный кусок,протачиваем её,прессуем в неё подшипники и вставляем стопора,примеряем её на вал шкива.
Теперь привариваем к ней фланец,и снова проверяем на вал шкива.

Затем переворачиваем нашу конструкцию и варим на неё дополнительные рёбра жёсткости,а на них ещё дополнительно уголок.
Изготавливаем и привариваем ограничители для ступицы ведущего шкива.
Дальше больше !
Сообщение отредактировал Миротворец: 21 Январь 2020 08:21
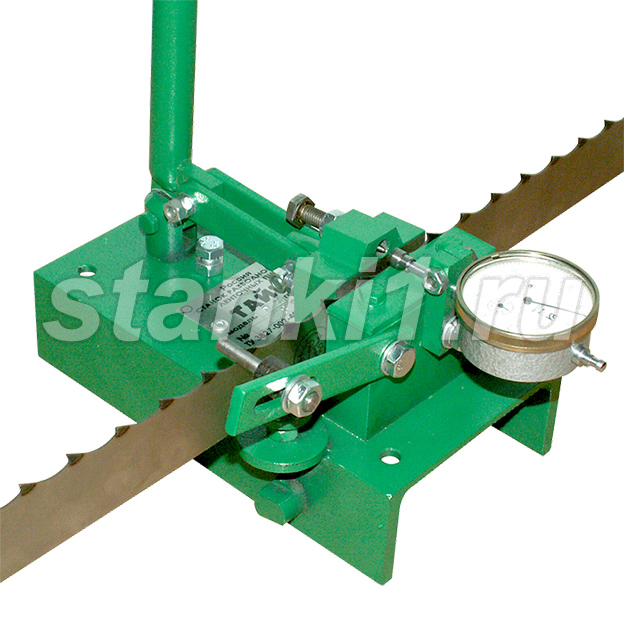
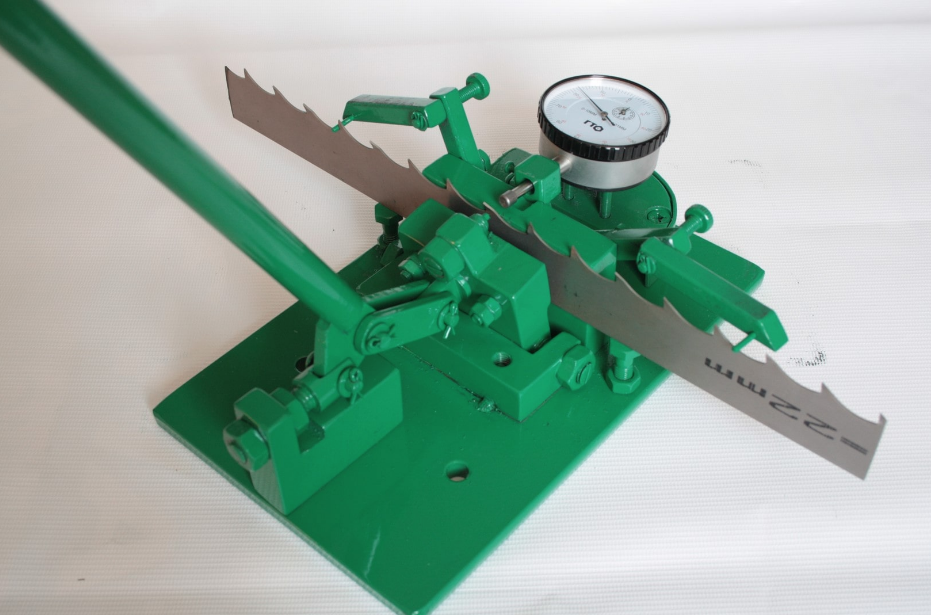
Подготовка приспособления к работе
В ходе постоянного использования инструмента неизбежно понижение качества режущей кромки. Она затупляется, а ширина разведения зубьев уменьшается. Исходя из этого, заточка пилы по дереву и ее разводка являются необходимыми составляющими технического обслуживания ленточнопильного станка.
Следует учесть, что разводку зубьев следует осуществлять до их заточки, а не наоборот.
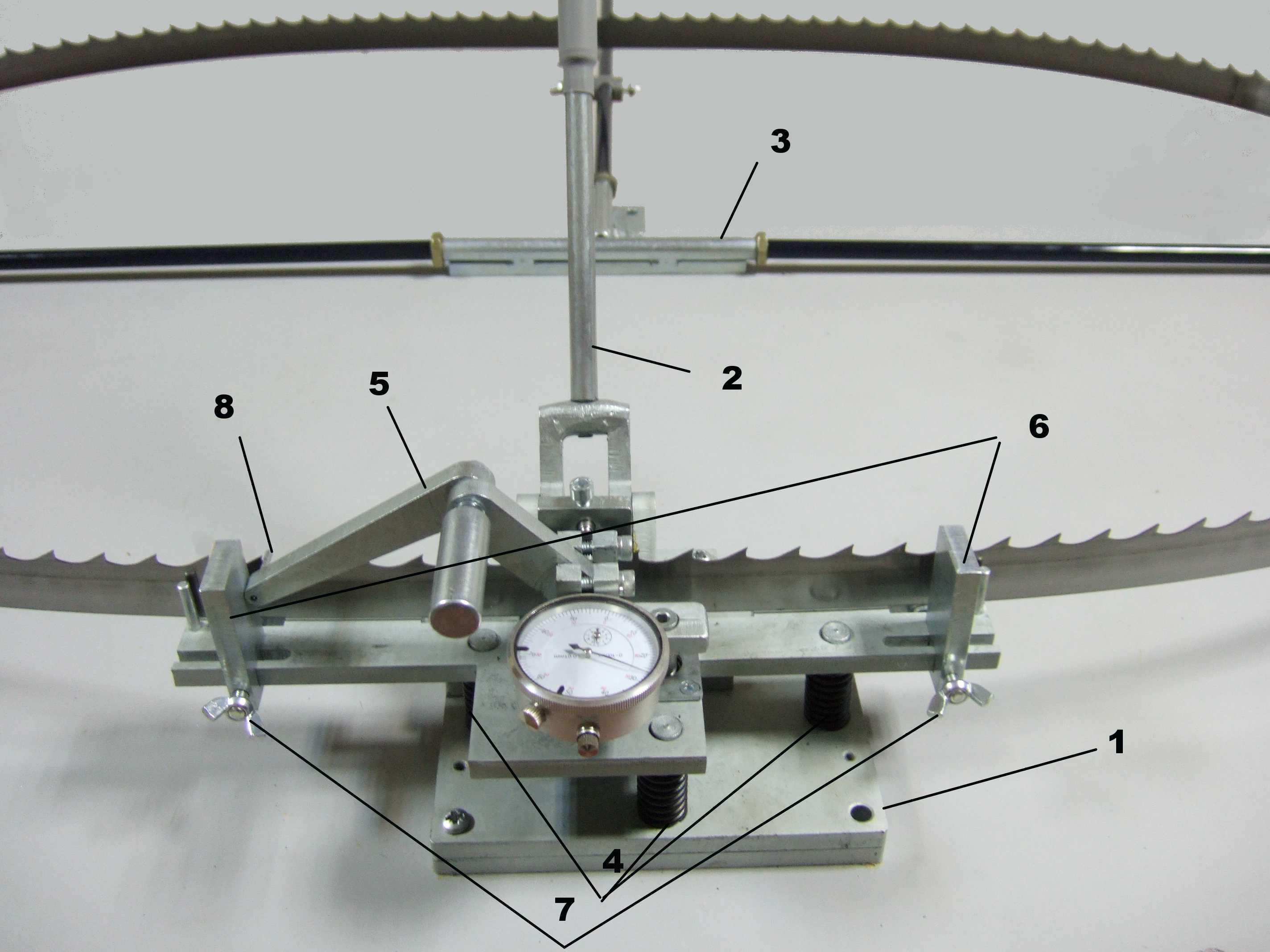
Разводка инструмента
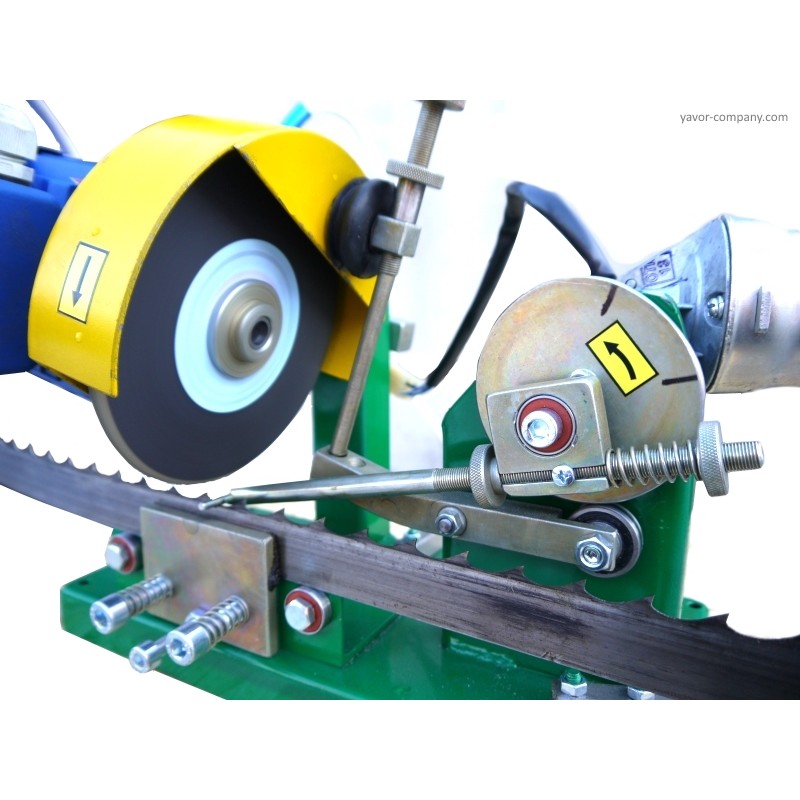
Применение разводного станка.
Разводка представляет собой процесс отгибания зубчиков по сторонам. Данная операция нужна для того, чтобы полотно пилы не зажимало в заготовке, а также для уменьшения трения при работе.
Есть 3 основные типа разведения.
- При классическом методе зубчики отгибаются влево-вправо в строгой очередности.
- При зачищающем способе каждый третий из зубьев остается в исходной позиции. Он оптимален для приспособлений, предназначенных для резки особенно твердых сортов древесины.
- При волнистой разводке каждому зубу придается своя отдельная величина отгиба. В этом случае профиль полотна приобретает вид волны. Данный метод наиболее сложен.
Заточка пилы
Эльборовые круги, имеющие разную форму.
Перед тем, как заточить пильный диск по дереву либо ленточный инструмент, учтите, что более 80% инцидентов с порчей приспособлений (в том числе их разрыв) происходят вследствие несоблюдения норм работы.
Нужда в операции определяется зрительно
При этом следует обратить внимание на состояние зубчиков и качество стенок разреза (например, увеличенную их шероховатость).
Круги для точки ленточного инструмента избираются, исходя из степени твердости зубчиков. Для работы с приспособлениями из инструментальной стали необходимы корундовые диски
Пилы биметаллические точат на боразоновых либо алмазных кругах.
Форму наждака для ленточных приспособлений надо выбирать, отталкиваясь от их параметров. Известны круги чашечные, профильные, тарельчатые, плоские.
Перед осуществлением операции необходимо пилу вывернуть и дать ей повисеть в таком положении около 10-12 часов.
Читать также: Компонент не входящий в состав чугуна алюминий
Ручное обслуживание инструмента.
Схема заточки пилы по дереву должна учитывать нижеследующие положения.
- Снятие металла по профилю зубцов должно быть равномерным.
- Излишний нажим заточного приспособления должен быть пресечен. Он может вести к отжигу.
- Профиль полотна и высота зубцов должны оставаться неизменными.
- Должно быть обеспечено жидкостное охлаждение при осуществлении операции.
- Заусенцев на зубчиках возникать не должно.
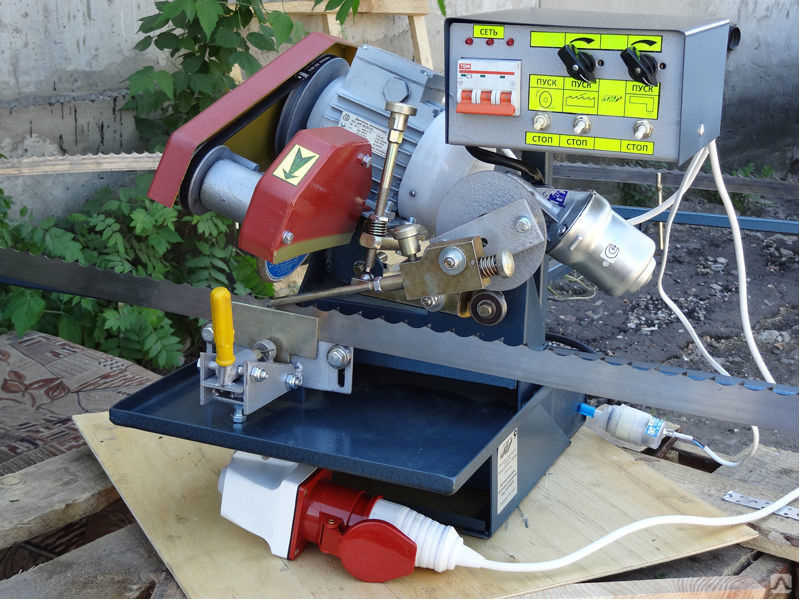
Методы затачивания
На фото автоматическая полнопрофильная заточка.
Готовить инструмент к работе можно при помощи специальных заточных приспособлений (например, станков с разными по материалу и форме кругами) либо вручную. Перед тем, как правильно заточить пилу по дереву, следует изучить основные методы проведения этой операции.
Первый способ — это полнопрофильное затачивание.
- Он самый качественный, операция осуществляется на станке-автомате.
- Эльборовый наждак, выбранный точно по форме, проходит всю поверхность межзубцовой впадины заодно с сопутствующими плоскостями соседних зубцов одним движением.
- Создание угловатостей у вершин зубьев исключается полностью.
- Относительный минус подобного затачивания – это нужда иметь в своем распоряжении соответствующее число кругов для полотен, имеющих разные профили.
Инструмент, наточенный по граням.
Метод второй — это затачивание граней зубцов.
Делать это можно и вручную, и используя профессиональный станок.
- Выбрав станок, необходимо определиться с применяемым кругом. Как правило, он плоский. К специализированным заточным устройствам следует прибегать лишь тогда, когда предстоит много такой работы.
- В бытовых условиях заточку лучше всего осуществлять своими руками – на обычном механическом наждаке либо с помощью гравера. Осуществляя операцию, не забывайте о личной защите и используйте перчатки, маску или специальные очки.
Работа при помощи гравера.
- Когда гравера, станка, наждака у вас и ваших соседей нет, можно пилу ленточную наточить и традиционным народным методом – с помощью надфиля.
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.
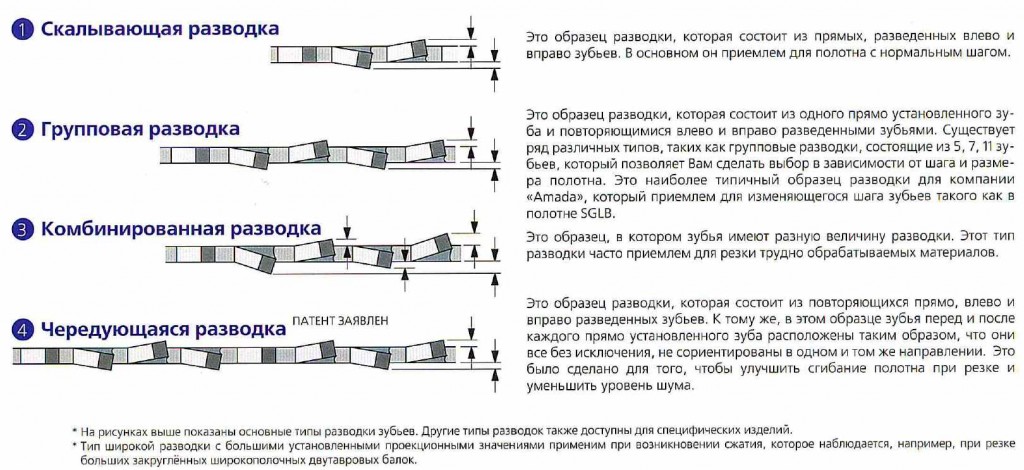
Типы разводок ленточных пил
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.
Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.






Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.
Чем и как заточить зубья цепи
Зубья цепи для пилы имеют нестандартную форму. Состоят они из основания, лопатки и ограничителя глубины. Лопатка при этом имеет вертикальное лезвие и горизонтальное, спадающее под углом. Именно благодаря этим лезвиям бензопила распиливает древесину. Работают они по принципу рубанка, стёсывая кусочки, а ограничитель регулирует их толщину (разность по высоте между ним и горизонтальным лезвием и будет толщина стружки). Наточить цепь бензопилы можно ручным методом или с помощью станка.
3.2 Использование ручного и автоматического станка
Напильники годятся не для всех цепей. Когда режущая кромка теряет первичный вид, приходится пользоваться станком.
Порядок эксплуатации ручного агрегата выглядит так:
- откручивают регулирующий винт зажима цепи,
- устанавливают цепь, обращая звенья в направлении заточных кругов,
- выставляют рекомендуемый угол,
- обрабатывают зубья двумя способами: последовательно (с перестановкой полярности) либо поочередно.
Степень заточки определяют по самому тупому зубцу. Стачивание производят неглубоко, чтобы избежать снижения прочности всех элементов. По окончании работ на станке цепь продувают сжатым воздухом и опускают в машинное масло на несколько часов.
Главное преимущество такого метода заключается в достижении максимальной точности, что невозможно при использовании напильника или болгарки.
Заточку часто производят на автоматических станках. Подобные машины установлены в цехах и на заводах, но некоторые хозяева могут позволить себе такой аппарат дома. Он представлен «коробкой» небольших размеров со встроенным точильным камнем. Пилу вставляют внутрь, фиксируют и закрывают.
Электрический механизм настраивают на полную мощность, в результате чего цепь автоматически натачивается о камень. Подобный процесс занимает несколько минут, но владельцу станка надо приобрести дополнительные цепи от того производителя, который выпустил этот аппарат.
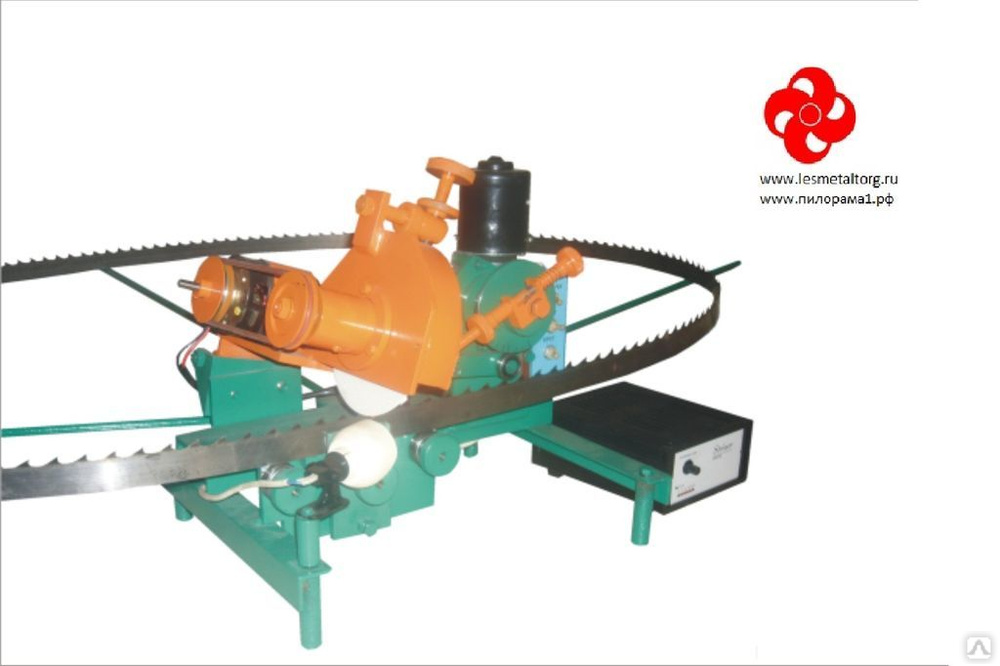
Конструкция ленточной пилы
Станок с ленточной пилой
Ленточная пила относится к разряду режущих инструментов и является неотъемлемой частью специализированного оборудования по обработке древесины. Она представляет собой замкнутую ленту, на внешней кромке которой расположены зубья.
Для изготовления применяются специальные сорта стали – 9ХФ, Б2Ф или С75. В процессе производства зубья подвергаются обработке высокочастотными токами. Это увеличивает их твердость. Именно этот факт влияет на развод режущих кромок и ремонтопригодность. Нередко при изготовлении применяют несколько типов стали. Основная лента изготавливается из пружинной, а режущая часть – из стали с большим содержанием вольфрама или кобальта.
Особенности применения ленточных пил для дерева:
- требования к древесине. Чем она тверже – тем быстрее затупится лезвие;
- условия установки. Обязательно соблюдается показатель натяжения. Если он будет меньше требуемого – произойдет обвисание. При сильном натяжении увеличится вероятность поломки полотна;
- периодическая заточка. Для этого потребуется специальный станок.
Выполнение последнего пункта позволит увеличить срок службы ленточной конструкции. Однако сделать заточку самостоятельно проблематично – необходимо подобрать правильную разводку, соблюсти угол обработки лезвий.
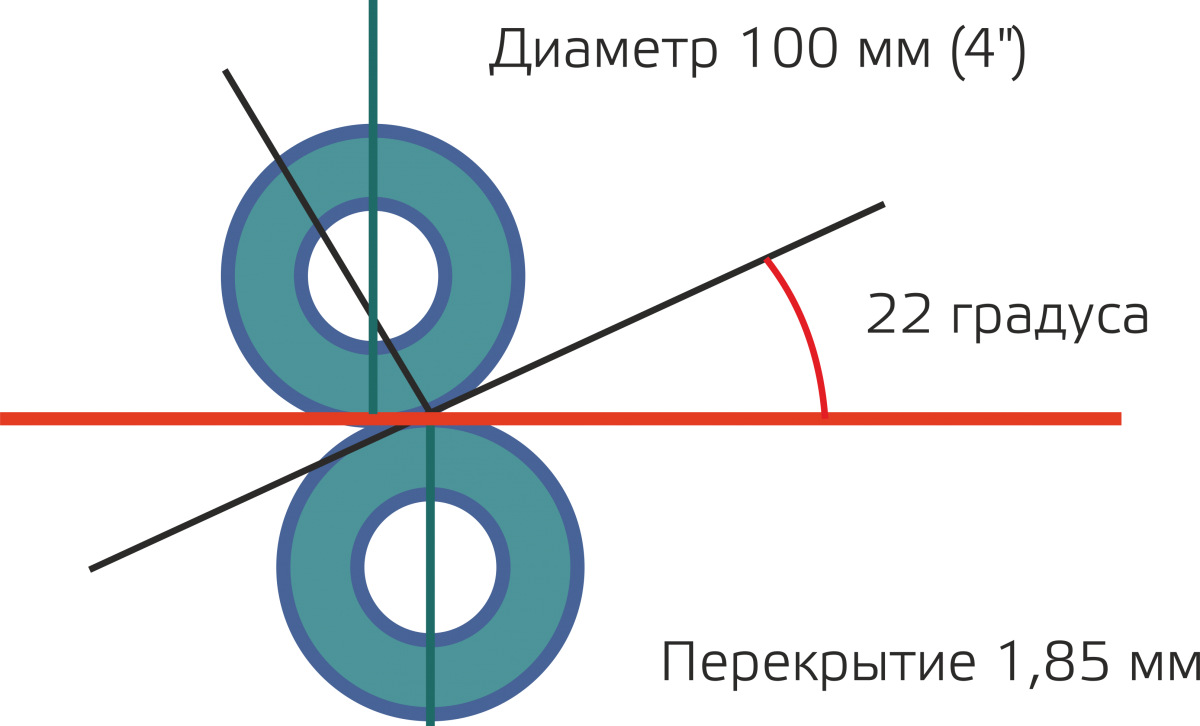
Формы режущей части и угол заточки
Виды профилей ленточных пил
На первом этапе определяется тип ленточной пилы. Главным показателем является форма зубьев. В зависимости от этого параметра они разделяются на делительные, столярные или предназначенные для распиловки бревен. Изначальную геометрию и угол разводки определяет производитель. Эти данные рекомендуется узнавать еще на этапе закупки комплектующих. Они нужны для определения параметров станка.
Для твердых видов древесины значение переднего угла должно быть минимальным. Это обеспечивает оптимальный контакт материала обработки с металлом. Если же планируется обработка мягких сортов – для увеличения скорости обработки можно использовать модели с большим значением переднего угла.
Определяющими параметрами для самостоятельного обновления режущей кромки являются:
- шаг зуба. Это расстояние между режущими элементами конструкции. Часто встречающиеся значения – 19, 22 и 25 мм;
- высота зуба. Величина от его основания до вершины;
- угол. Главное значение, которое необходимо знать для формирования режущей плоскости. Для столярных моделей он составляет 35°. В делительных пилах угол равен от 18° до 22°. В конструкциях для обработки бруса – 10°-15°;
- развод. Определяет отклонение зуба от общей плоскости полотна.
С целью устранения резонанса в некоторых видах режущих инструментов делают переменный шаг расположения зубьев. Это не влияет на ручную заточку, но требует тщательной установки параметров во время автоматизированной.





