
Процентное содержание серебра
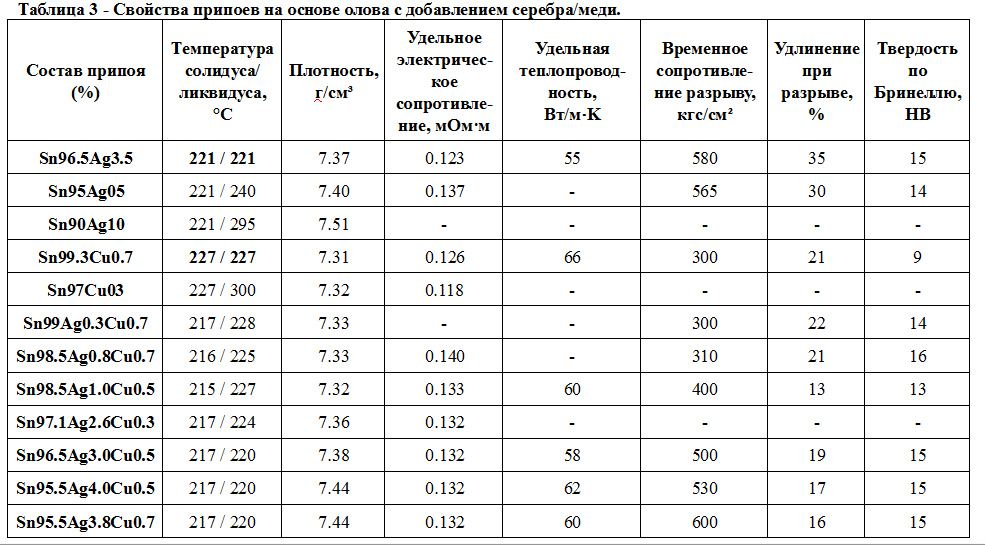
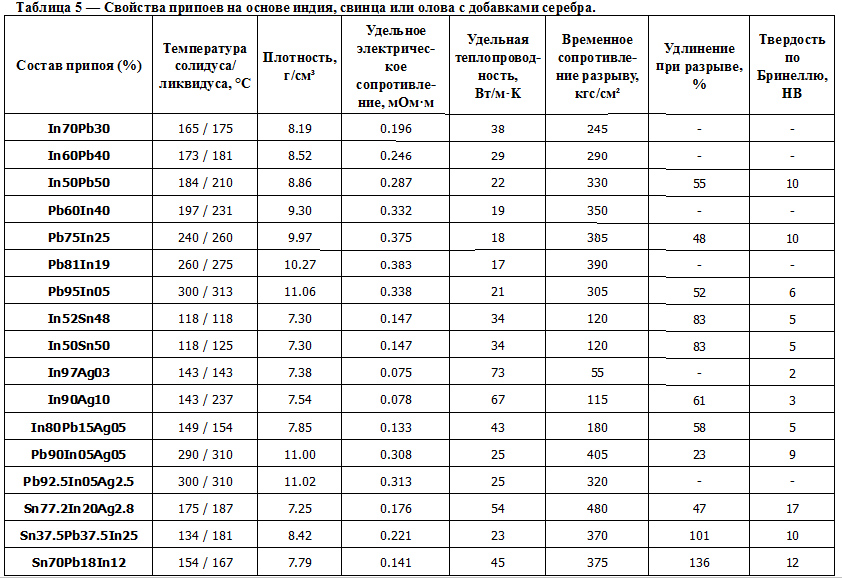
Содержание серебра в серебряном припое влияет также на другие физические характеристики, такие, как теплопроводность и электропроводность.
Низкое содержание
Составы с низким содержанием серебра широко используются в промышленности для пайки металлических заготовок.
Он отличается высокой проводимостью и повышенной жидкотекучестью, что облегчает процесс пайки.
Средний процент серебра
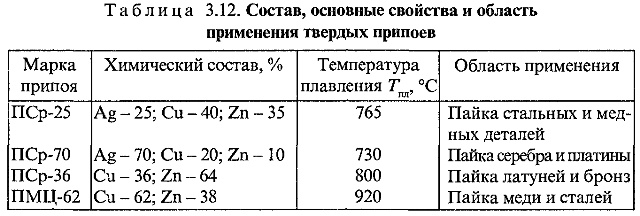
Составы с содержанием от 40 до 60% рекомендованы для швов, работающих при невысоких температурах.
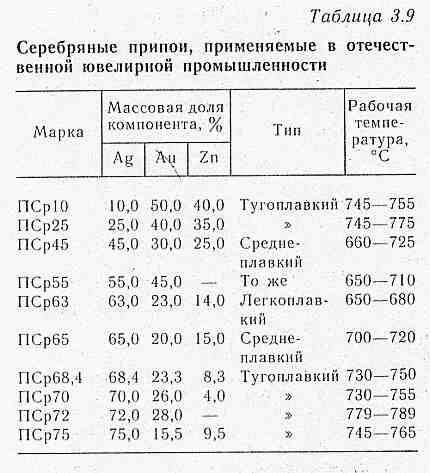
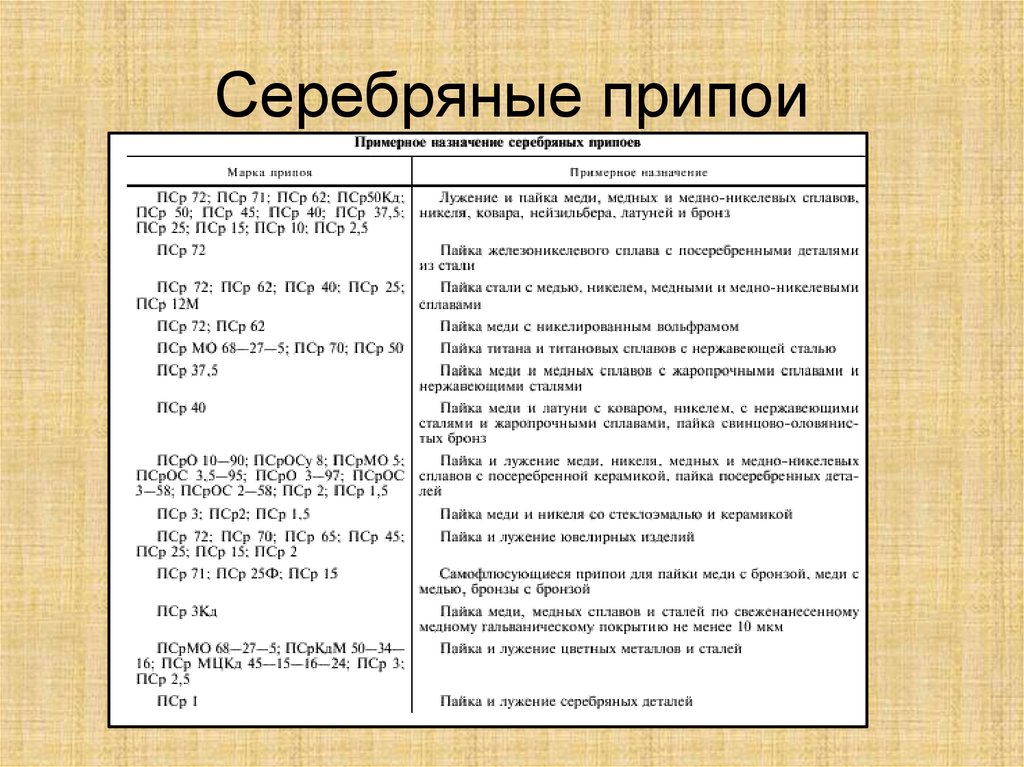
Швы, паяные с применением ПСр40, отличаются не только высокой прочностью, и пластичностью, но и способностью выдерживать высокие динамические и периодические нагрузки.
Припой ПСр40

Припой ПСр45
ПСр45 применяется при работе со стыками толщиной до 3 мм. Также стоек к вибрации и агрессивным средам.
Высокий процент серебра
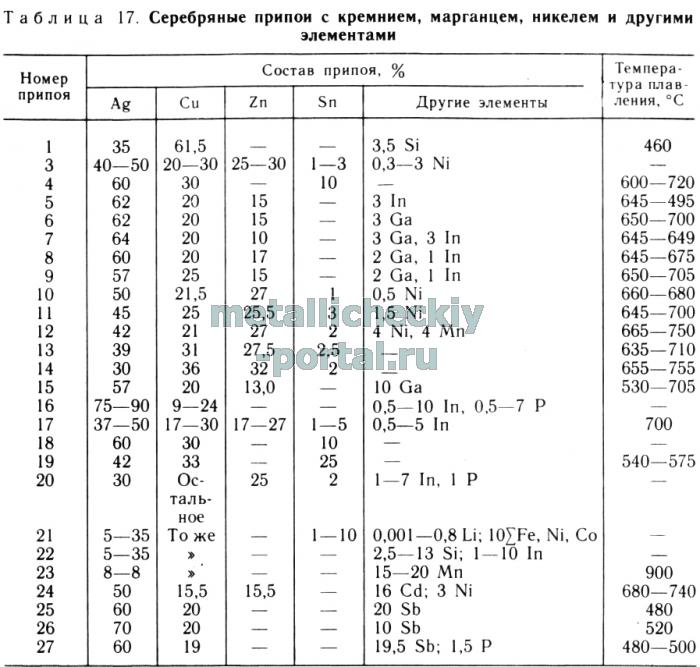
Припой ПСр65, в который добавлено 2% меди и 14% Zn, специально разработан для пайки лезвий ленточных пил. Он имеет повышенную прочность на разрыв и на изгиб.
Состав ПСр70 обеспечивает отличную проводимость, используется для пайки ответственных соединений электрокомпонентов и проводов
Минимальное сопротивление соединения важно как в микроэлектронике, так и в мощных электроустановках промышленного назначения и на генерирующих станциях. Высокая цена сдерживает его широкое применение

Припой ПСр60

Припой ПСр70
Экономические соображения препятствуют также более широкому использованию составов с высоким содержанием серебра за пределами научных исследований, военного и ювелирного дела.
Работа с титаном
 Для пайки тугоплавких металлов и сплавов возможностей большинства описанных припоев недостаточно. Нужны совершенно другие высокотемпературные компоненты. Таким химическим элементом является титан, имеющий температуру плавления около 1700 °С.
Для пайки тугоплавких металлов и сплавов возможностей большинства описанных припоев недостаточно. Нужны совершенно другие высокотемпературные компоненты. Таким химическим элементом является титан, имеющий температуру плавления около 1700 °С.
Он образует прочные швы даже на изделиях с остатками оксидов. Процесс нужно проводить в атмосфере чистого аргона или гелия при значительном понижении давления в рабочей зоне.




Высокотемпературные составы из титана и меди, никеля, кобальта, других металлов проявляют свойства эвтектических систем. Сами по себе они обладают хрупкостью, применяются в виде порошков, паст.
Проволоку, ленты, полосы их этих сплавов изготовить не удается. Работать паяльником с тугоплавкими композитами невозможно.
В некоторых случаях на практике реализуют технологию контактного плавления. В зазор изделия, подлежащего пайке, помещают фольгу из титана или его сплавов.
При достижении температуры 960 ℃ начинается, а при показаниях 1100 ℃ заканчивается образование эвтектического сплава, играющего роль припоя.
Изделия, подлежащие эксплуатации при очень высоких температурах, подлежат спайке при помощи сплавов с добавками кремния, железа. Для реализации таких технологических процессов нужны мощные источники энергии.
Требуемой температуры достигают в вакуумных печах, плазменными горелками. Можно применять с этой целью электроконтактный способ или воздействие электронным лучом.
Высокотемпературное спаивание деталей – трудоемкий процесс, требующий специальных знаний и квалификации. Располагая хорошими вспомогательными средствами, оборудованием можно справиться с производственной задачей любой степени сложности.
Пайка изделий из серебра — электрическим паяльником
Для пайки ювелирных изделий из серебра, используют электрический паяльник или газовую горелку. Качество пайки серебром зависит от нужной температуры плавления, которую могут создать электропаяльник или газовая горелка. Обычные электрические паяльники не дают достаточно высокой температуры плавления — для пайки серебряными припоями. Если есть денежные средства, то лучше ремонтировать сломанное изделие из серебра у ювелира и не рисковать. Паять серебро — твердыми припоями, дело не простое. Нельзя паять серебро с эмалью или чернением, твердыми высокотемпературными припоями. Были случаи, когда при пайке ювелирных изделий из серебра, закрепленные в них натуральные камни (кроме рубинов, сапфиров и бриллиантов) — не выдерживали высокую температуру. Обычный электрический паяльник с разогревающимся жалом, работающий от электрической розетки, не имеющий открытого пламени — как у газовой горелки, для плавки серебряными припоями не пригоден. Суть пайки серебром заключается в прочном соединении деталей. Если в результате пайки электропаяльником и будет образовано некое поверхностное сцепление сплавляемых деталей, то оно будет не намного лучше клея. Однако при помощи электрического паяльника можно скрепить поверхности крупных деталей, с созданием массивного слоя серебряного припоя. Обычный электрический паяльник с жалом, как правило, предназначен для пайки оловянно – свинцовыми припоями, а не припоями содержащими: , и . Такой электропаяльник рассчитан на плавление припоев с температурой плавки – 300 градусов, а нам нужно 700 – 800.
Чем паять?
На практике опытные мастера выполняют паяльные работы для соединения изделий из серебряных сплавов с применением припоя, состоящего из цинка и меди, но, помимо них, в припое должно содержаться как минимум 75-85% чистого серебра. Такой припой с серебром по своей себестоимости выходит довольно дорогим, поэтому его применяют только для локальных мелких ювелирных ремонтных работ.
Если требуется выполнить техническую пайку радиодеталей, у которых поверхность покрыта серебрением, то применяют другой, более дешевый вод припоя, в котором содержание серебра не превышает 25%.
Для проведения работ по соединению деталей из серебряного сплава потребуются специальные приспособления и припои.


Оборудование
Чтобы начать выполнение паяльных работ, поверхность деталей из серебряного сплава нужно очистить от различного вида загрязнений. А также потребуется подготовить необходимые для работы инструменты и материалы.
- Поверхность из огнеупорного материала. Это может быть асбестовая ткань или огнеупорный кирпич, который можно заменить обычным.
- Паяльник либо небольшая газовая горелка с направленным пламенем. Иногда может потребоваться и специальная муфельная печь, в которой расплавляют серебро.
- Припой с содержанием серебра и флюс для серебряных поверхностей.
- Раствор кислоты для травления серебра.
- Пинцет, кусачки, щипцы из меди, кисточка, кусочек ткани.
Для работ, связанных с паянием серебряных сплавов, нужно выбрать помещение, оборудованное хорошей стационарной мощной вытяжкой, или же должен быть доступ приточного воздуха, необходимого для проветривания. Такие требования объясняются тем, что работа в процессе паяния серебра связана с токсичными для здоровья человека компонентами, выделяющимися при очистке серебряной поверхности флюсом или при травлении серебра кислотой.

Припои
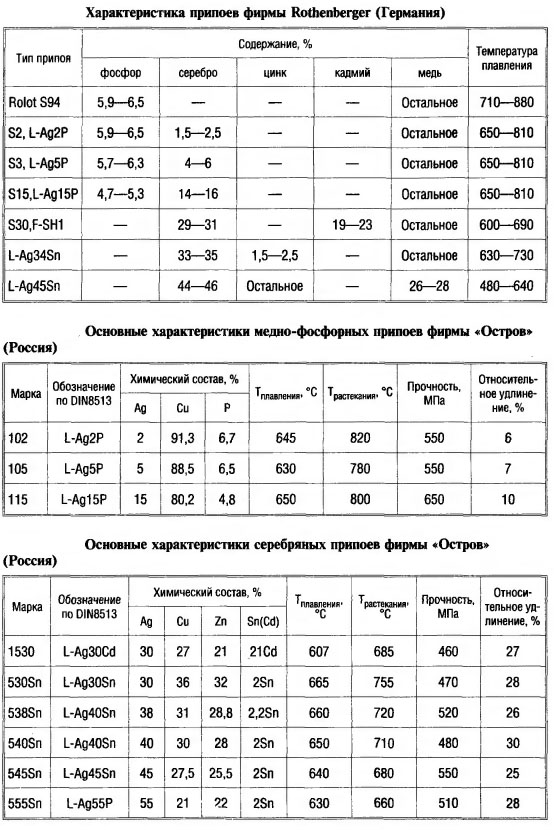
Предназначенные для паяния серебряных сплавов припои имеют высокую стойкость к коррозии и обладают повышенной степенью прочностью. Маркируют такие припои с помощью буквенно-цифрового обозначения, где цифра обозначает то, сколько в процентном соотношении содержится в составе припоя чистого металла серебра. Чтобы пайка в месте соединения деталей получилась прочной, мастера применяют припои, которые плавятся при температуре, превышающей 240ºС.

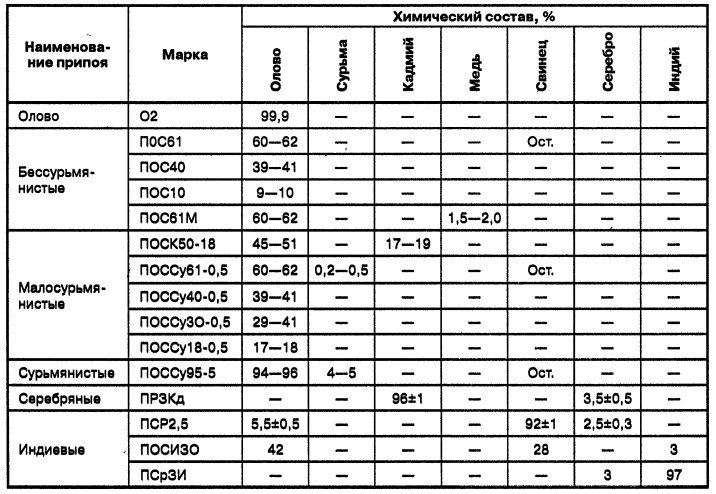
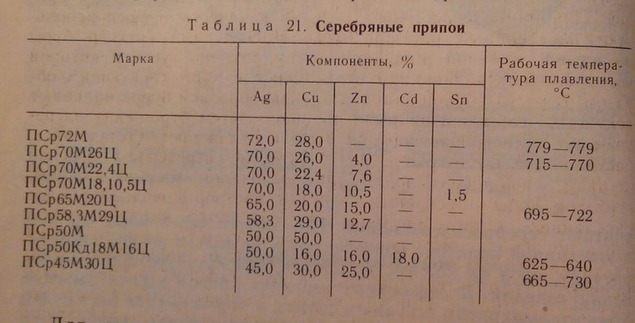
С этой целью используют специальную пасту с серебром, а также припой марок ПСР2 или ПСР2,5. В ювелирных мастерских для ремонта серебряных украшений используются припои, в составе которых содержится медь и серебро, причем серебра там может быть более 70%. Есть марки припоя, в составе которых содержатся серебро, медь и цинк. В этом случае 70% состава занимает серебро, затем до 25% медь, а доля цинка не превышает 5%.
Специальные припои с содержанием в них чистого серебра можно делать и самостоятельно, если для этого имеются все необходимые ингредиенты. В некоторых составах, пригодных для технических работ или для пайки радиодеталей, серебра может содержаться всего 25-45%, а остальная часть поровну будет делиться между медью и цинком. Чтобы изготовить такой припой, в муфельную печь складывают все ингредиенты: серебро, цинк и медь. В печи при высокой температуре ингредиенты полностью расплавляются и смешиваются, затем готовый сплав разливают на специальную жаропрочную подложку и дают ему застыть. Готовый брусок серебряного сплава пропускают через вальцовочный станок и делают тонкие пластинки припоя небольшого размера, удобные для дальнейшего использования.


Для удаления с поверхности спаиваемых между собой деталей оксидной пленки потребуется применить флюс. Этот компонент нужно ровным слоем разместить в области будущей пайки. Флюс очистит и закроет рабочую поверхность благородного металла от воздействия на него кислорода. Для пайки изделий из серебряных сплавов флюс можно сделать и самостоятельно, смешав в равных частях порошок поташа и буры. Если поташ отсутствует, его заменяют содой – технической или обыкновенной пищевой. В виде флюса можно применять и слабый раствор кислоты, но для эффективности использовать его нужно только в теплом виде.


Особенности применения
Назначение серебряных припоев — широкое использование для цветных металлов и сплавов на их основе. Соединение таких изделий затруднено из-за физико-химических особенностей металлов, но серебряные припои в своей разновидности позволяют получить сцепление, эквивалентное по прочности со сварным швом, но без дефектов, которые ему присущи. К ним относятся сплавы:
- титано-никелевые;
- никель-вольфрамовые;
- железо-никелевые;
- медные;
- медно-никелевые.
Возможно соединение никеля, меди со стеклоэмалью, керамикой, поверхностей с гальваническим покрытием более 10 мм.
Температура плавления чистого серебра равна 962 °С, это не только нерационально, но также не оправдано технически, поскольку этот металл имеет высокую пластичность и низкую прочность. Оптимизация этих параметров достигается, если использовать медно-серебряный припой, температура плавления которого снижается до 425 °С, а прочностные свойства увеличиваются. Но в целом, соединение металлов отличается высокой t плавления (выше 400 °С), поскольку у чистой меди она равна 1085 °С.
Соединительный шов в данном случае выдерживает температуру до 800 °С, имеет широкий диапазон по параметрам и свойствам, в зависимости от используемых элементов.
Сплав на основе серебра отличается высокой экологичностью, поскольку входящие в состав элементы не активны с большинством окружающих их аналогов. В основном используется медно-серебряный припой для пайки меди или изделий на ее сплаве (латунь, бронза).
Характеристики
Отличается большим разбегом по свойствам, в зависимости от соотношения элементов. Вторым компонентом является медь, дополнительно могут присаживаться элементы железа, сурьмы, висмута, но их суммарное количество не превышает 0,1%. Свинец и олово содержатся в мягких сплавах. Температура плавления припоя снижается прямо пропорционально содержанию серебра в нем.

Процесс пайки медно-серебряным припоем
Эта категория сплавов определяется уровнем серебра в диапазоне 10-45%. Его стоимость самая низкая. Припой с малым содержанием этого драгоценного металла (10%) позволяет получить твердый шов, он активно используется в машиностроении.
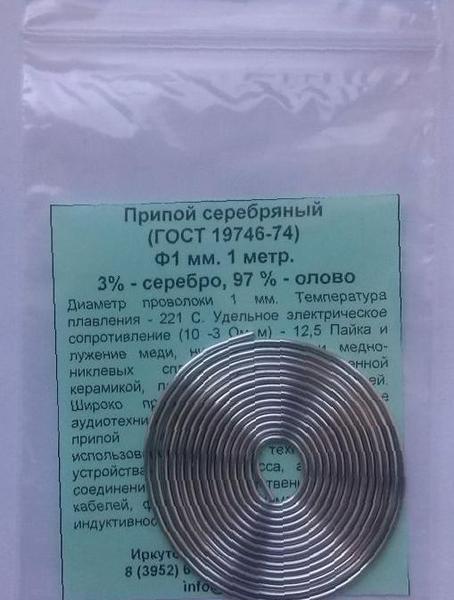
Сплавы всего лишь с 2% содержанием серебра можно назвать свинцово-оловянными, поскольку Pb в них равен 36%, а Sn — 62%. Плавкость драгоценного металла сведена к минимуму, поэтому сплав отлично плавится, переходит из одного состояния в другое, идеально проводит ток. Используется в радиотехнике.
Сплав 40-62% обладает наилучшими сочетаниями прочности и пластичности, но также отличается низкими температурами плавления — 426 °С. Именно поэтому его применяют для соединений, которые не испытывают высоких температур.
Сплавы с содержанием серебра 50-72% характеризуются низким удельным сопротивлением, что идеально подходит для изделий с высокой электропроводностью.
Разновидности и популярные производители
Компаниями предлагается широкий ассортимент как по составу припоев, так и по флюсам, используемым с ними. Известные производители РФ:
- ООО «СнабТехмет»;
- ТОО «Специальная металлургия».
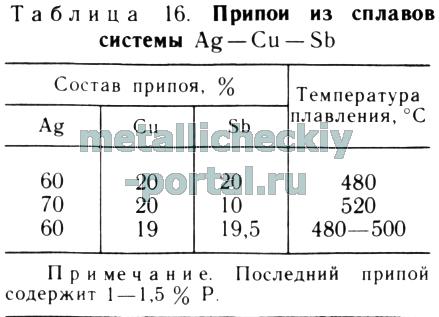
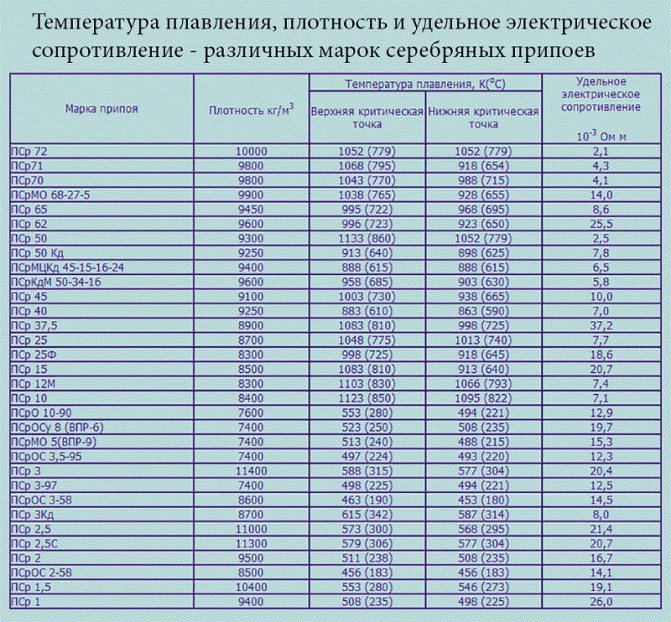
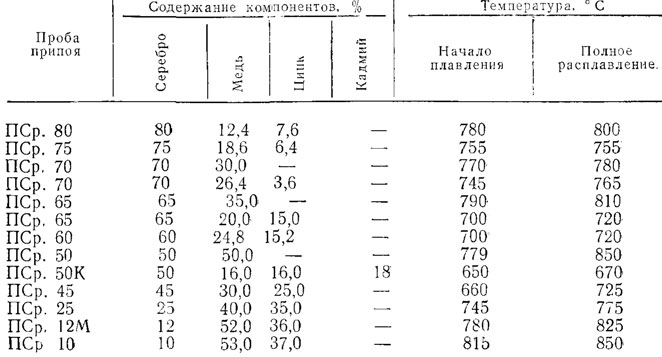
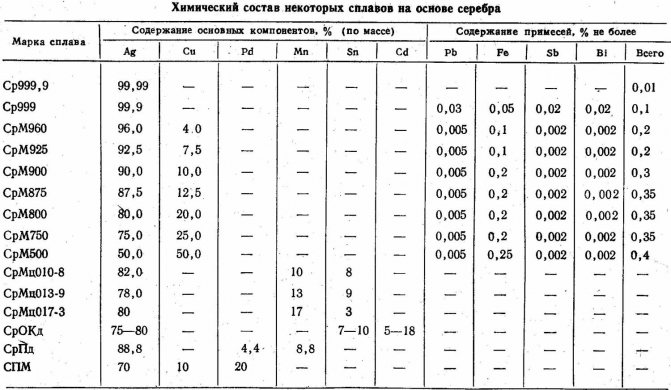
Припой серебросодержащий изготавливается по ГОСТ 19738-74. На рынке представлены изделия в ассортименте: проволока различного диаметра, прутки, лента. Маркируются они индексами ПСр, после которых указывается процентное содержание серебра: чем оно выше, тем большей пластичностью отличается состав.

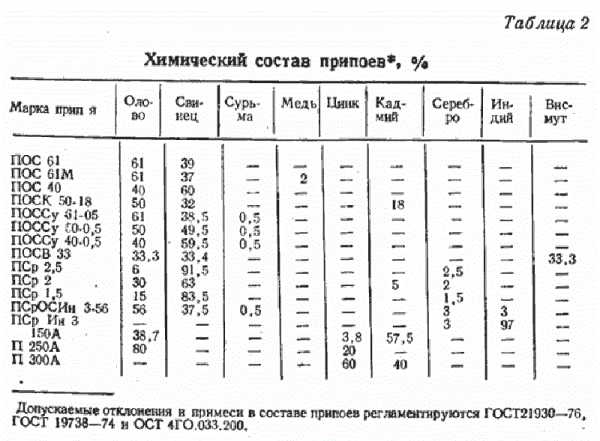

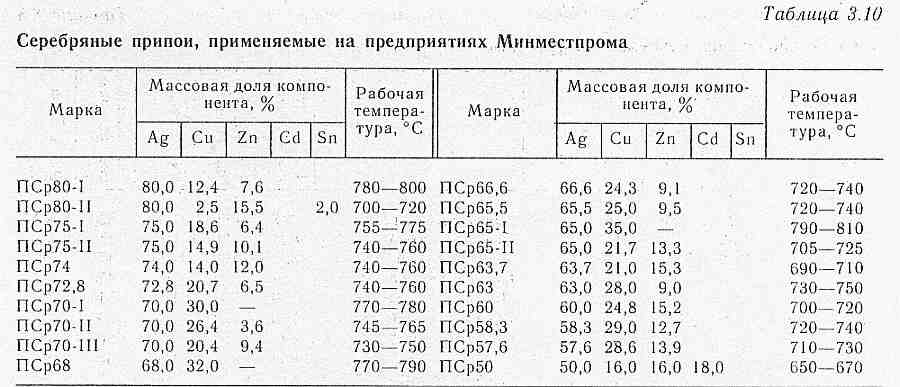
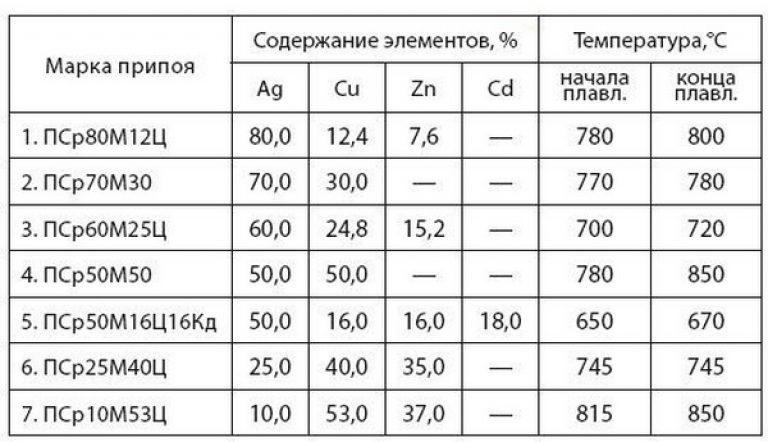
Названия припоев содержат первые буквы входящих в них элементов:
- Ср — серебро;
- Су — сурьма;
- М — медь;
- Ф — фосфор;
- С — свинец;
- Кд — кадмий;
- Ц — цинк.
Цифровой индекс обозначает процентное содержание основного элемента — серебра.
Заключение
Состав припоя определяет его назначение, изменение химического состава, даже в незначительных количествах меняет его свойства. Для работы с паяльником используются исключительно «мягкие» сплавы, в то время как «твердые» можно расплавить только с помощью газовой горелки. Их основное назначение можно узнать в описаниях ГОСТ.
Область применения
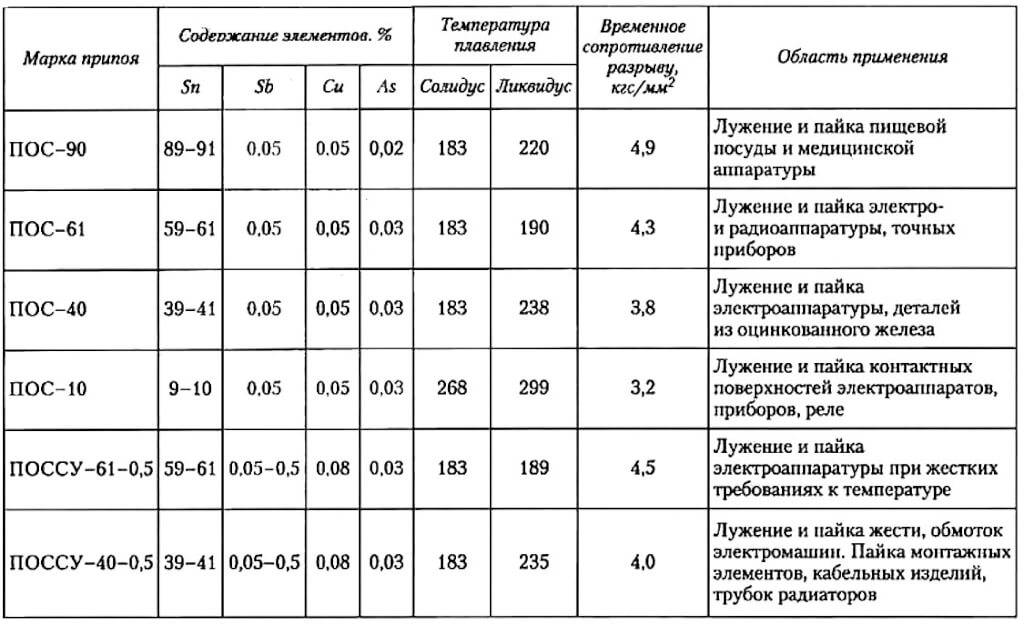
ПОС 40 применяется при проведении низкотемпературной пайки с непосредственным применением припоя. Она является более экономичной, по сравнению с высокотемпературной или композиционной. Обеспечивает достаточно надёжное и долговечное соединение.
Данная присадка применяется для решения следующих задач:
- термического соединения металлических деталей, в основном латуни, жести;
- соединения элементов электрической и радиоэлектронной аппаратуры, не имеющей высоких термических показателей;
- устранение трещих и пробоев в медных и оцинкованных ёмкостях, которые не будут подвергаться нагреву.
Сварка припоем ПОС 40
Широкое применение он получил на предприятиях электрической и радиоэлектронной промышленности для закрепления деталей на печатных платах, аппаратурных корпусах. Он позволяет обеспечить надёжное соединение и прекрасную электропроводность. С его помощью осуществляют пайку и лужение выводов деталей (резисторов, конденсаторов, ножек микросхем и транзисторов), соединительных проводов. Производят пайку медных жил многожильных проводов и кабелей. Облуживают медные наконечники и припаивают к оболочке кабеля (стальной или свинцовой). Не смотря на различие металлов соединение получается достаточно прочным.
Он позволяет осуществлять герметизацию швов в различных сосудах и устранения герметичности в трубопроводах по которым проходят не реактивные жидкости. Благодаря своей невысокой температуре плавления он широко применяется для лужения участков металла, который необходимо подготовить для последующей пайки. Наличие в составе присадки только олова и свинца позволяет после остывания получить надёжное соединение. Для пайки изделий из латуни, железа или меди применяют именно прутки диаметров 8 миллиметров.
Технологически процесс лужения и последующей пайки не вызывает трудностей и не отличается от технологий работы с другими припоями. Для получения качественного соединения целесообразно провести подготовительные работы. Они заключаются в обезжиривании поверхности пайки и предварительному лужению. Паяльник или паяльная станция выбирается таким образом, чтобы можно было обеспечить температуру плавления припоя. То есть температура плавления припоя должна быть ниже температуры плавления спаеваемых деталей, иначе произойдет не спайка, а полная диффузия. В этом случае не удастся получить надёжного соединения. Для припоя ПОС 40 также необходимо учитывать температуру солидуса (точка плавления самого легкоплавкого компонента присадки) и температуру так называемого ликвидуса (наименьшая температура при которой припой становиться жидким – для ПОС 40 это 238 °С).
Этой температуры достаточно для полного расплавления присадки, хорошего прогрева металлической детали и обеспечения надёжного соединения за счёт присущей текучести и прекрасной смачиваемости.
Кроме нагревательных аппаратов, для обеспечения качественной пайки необходимо подобрать флюс для ПОС 40. При выборе флюса следует учитывать следующие параметры совместимости: вид флюса, температурный интервал пайки, агрессивности и агрегатному состоянию. На практике с ПОС 40 применяют два вида флюса: активные или пассивные. Первый вид позволяет удалять с поверхности металла любые окислы. Это происходит за счёт их растворения. Однако растворяется и поверхностный слой самого металла. Такими флюсами является соляная кислота, хлористый цинк и хлористый аммоний. Пассивные флюсы лишены этого недостатка. С их помощью только защищают место будущей пайки от возможной коррозии. Яркими представителями этого класса является хорошо известные воск и канифоль.
Основные свойства
Смачиваемость пайки
Такой термин означает сцепление молекул жидкого расплава с твёрдой поверхностью, от степени которой зависит текучесть пайки. Для хорошей пайки жидкий припой качественно смачивает поверхность, где происходит пайка, а граница его образует острый угол.
Высохший флюс удаляется только при помощи механической зачистки, потому что появился дополнительный сплав. Если капля расплавленного вещества образует тупой угол с поверхностью, то это указывает на неудовлетворительное качество смачивания, которому противодействуют загрязнения, жировые пятна или оксидная плёнка металла.
Варианты смачиваемости поверхности пайки расплавленным флюсом.
Температура плавления
Основной критерий выбора качественных сплавов заключается в том, что они должны приходить в жидкое состояние раньше, чем соединяемые структуры, при этом температура плавления припоя существенно отличается от аналогичного показателя другого вида, например, имеющего в составе примеси свинца.
Наличие разных примесей влияет на способность плавиться при одинаковой температуре, например, ПОС-40 расплавляется при достижении 238 0С, но встречаются тугоплавкие припои и для их плавления применяются специальные приспособления.
Как выбрать припой
Основной задачей перед мастером стоит создание качественного, надежного крепления, которое прослужит продолжительное время. Выбор припоя происходит по следующим параметрам:
- Материалы, которые подвергаются обработке. Необходимо точно ознакомиться с характеристиками материалов, подвергаемых спайке. Существует температурный порог плавления хрупких элементов, транзисторов, конденсаторов и т.д. Радиолюбителями применяются легкоплавкие вещества.
- Состав припоя подбирается по параметрам толщины, назначения изделия. При спайке проводов, других крупных элементов, возможно применение тугоплавких элементов.
- Некоторые случаи требуют выбора оптимальной токопроводности. Сопротивление олова меньше, чем свинца, на высокочастотных платах используется более дорогие марки припоя.

В любой ситуации, необходимо щепетильно относиться к соответствию параметров пайки и изделия. Для спайки используются качественные изделия, цена на них не высока, а выбор на рынке огромен.
Характеристики материала
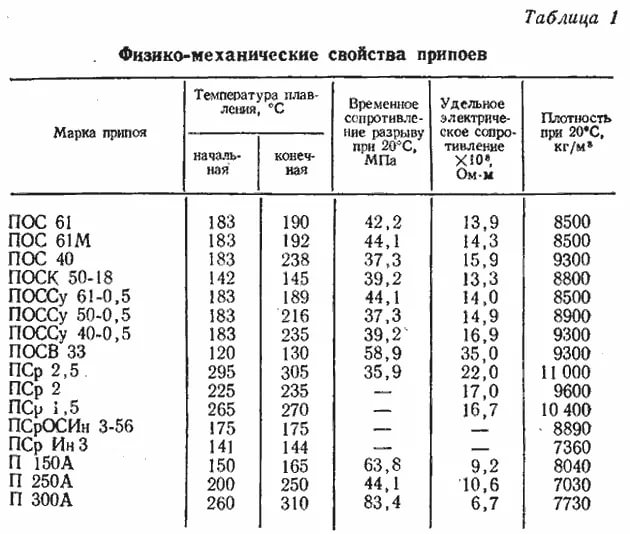
Рассмотрим основные физико-механические свойства припоя 40:
- Плотность материала – 9,3 г/см2;
- Удельное электрическое сопротивление – 0,159 Ом*м;
- Временное сопротивление механическому воздействию на разрыв – 32 МПа;
- Относительное удлинение при разрыве – 60 %;
- Ударная вязкость – 4,0 кгс/см2;
- Твердость по Бриннелю – 12,5 НВ.
Данные свойства получены при температуре 20 Сº.
Химический состав
Основным отличием рассматриваемого материала является практически полное отсутствие сурьмы в составе. Согласно требованиям межгосударственных стандартов, ее массовая доля не превышает 1,0 %. Это придает составу высокую пластичность, ввиду отсутствия соединений олова и сурьмы. Кроме того, бессурьмянистым припоем можно соединять детали из цинка и сплавов на его основе.
Основными элементами припоя являются:
- Свинец. Массовая доля в составе составляет 59-61%.
- Олово. Массовая доля в составе составляет 39-41%.
От соотношения основных материалов зависит, при какой температуре плавится олово для пайки. Температурные характеристики данного материала будут рассмотрены ниже.
Точное количество вышеуказанных химических элементов зависит от производителя и наличия вспомогательных компонентов, призванных улучшить качество шва и облегчить пайку сложных металлов и сплавов. Процентное содержание добавочных элементов:
- железо – до 0,02 %;
- никель – до 0,02 %;
- сера – до 0,02 %;
- алюминий – до 0,002 %;
- медь – до 0,05 %;
- мышьяк – до 0,02 %;
- цинк – до 0,002 %;
- висмут – до 0,2 %.
Температура плавления
Рассмотрим температурные показатели материала:
- Припой начинает плавиться при температуре 183 Сº;
- Переход в жидкое агрегатное состояние происходит при 238 Сº;
- Интервал полной кристаллизации составляет 69 Сº.
Обращаем внимание, что температура плавления припоев ПОС 40 и ПОС 60 практически не отличаются друг от друга. При равном температурном пороге начала плавления, ПОС 60, за счет большего содержания олова в составе, становится жидким быстрее – при 193Сº
У ПОС 40 более длительный интервал кристаллизации, что негативно вливает на производительность работ. Важным параметром является процент растворимости олова в свинце. При нормальной температуре этот показатель составит 2 %, тогда как по достижении эвтектической планки в свинце растворится приблизительно пятая часть всего олова.
Выбор припоя
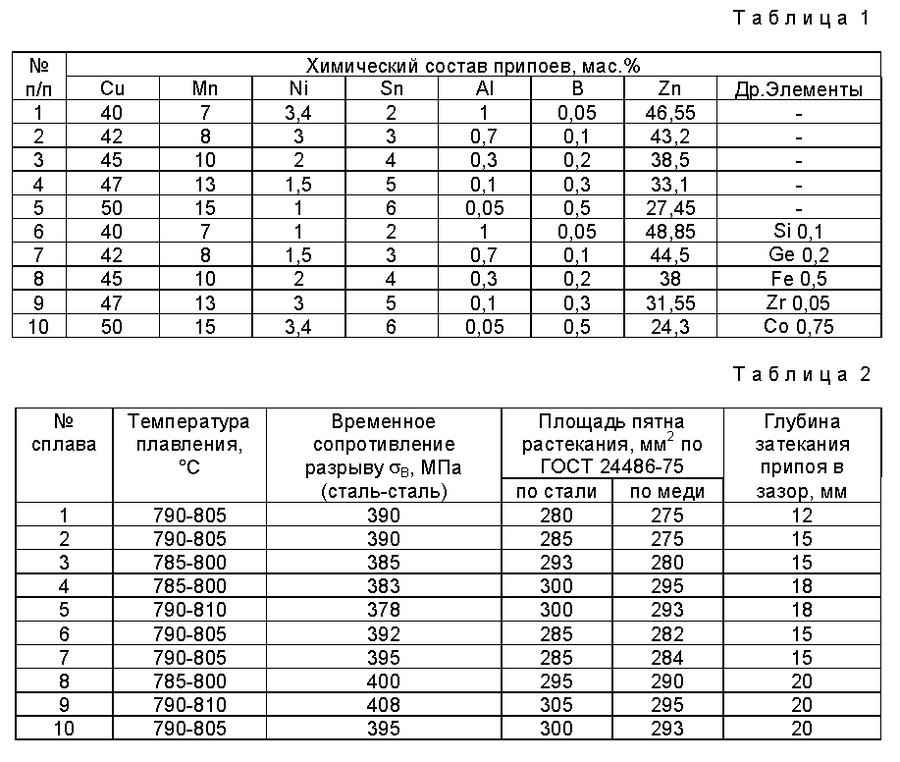
Выбор соответствующего вида смеси при спаивании сталей проводится в соответствие со структурой сырья. Припои с содержанием серебра позволяют производить прочные швы, с равномерным, плотным покроем. Данные виды обладают повышенными антикоррозийными свойствами, что дает возможность применять их с веществами, подвергаемыми агрессивному воздействию окружающей среды.
Для ремонта штуцеров, различных патрубков и других субстанций с содержанием меди более 57% употребляется структура с маркировкой ПСР-12
Для конструкций с возвышенными требованиями к надежности и прочности, важно использовать более насыщенные материалы. Необходимо знать, что существуют продукты с содержанием серебра до 70%. В качестве альтернативы оловянному составу пайки, используется серебрено — цинковый
Цена такого продукта высока, однако окупается при использовании со сталями повышенной хрупкости. Распространенным в радиотехнике является припой марки ПОС-40, который содержит 2,5% серебра
В качестве альтернативы оловянному составу пайки, используется серебрено — цинковый. Цена такого продукта высока, однако окупается при использовании со сталями повышенной хрупкости. Распространенным в радиотехнике является припой марки ПОС-40, который содержит 2,5% серебра.


Подготовка флюса своими руками
Существует несколько способов приготовления флюса в домашних условиях. Основные инструменты и материалы, которые могут понадобиться при изготовлении:
- Газовая плита, ей производится разогрев вещества до жидкого состояния.
- Ложка, служит для дозировки порошка.
- Стальная емкость или ступа, используется для измельчения твердой канифоли до мелких частиц.
- Герметичная емкость для хранения.
После приготовления порошка, необходимо подготовить растворитель. Подогревается элемент до требуемой температуры, обычно применяется раствор с пропорциями 1 к 1. Перемешивание раствора, приготовленного в домашних условиях, происходит ложкой до перехода всех частиц в жидкое состояние. В процессе смесь приобретает желтоватый оттенок.





