Классификация пластичных смазок.
Следует отметить, что не все нижеперечисленные классификации являются общепринятыми для отечественных и зарубежных производителей.
Классификация по типу масла (основы)
- На нефтяных маслах (полученных переработкой нефти).
- На синтетических маслах (искусственно синтезированных).
- На растительных маслах.
- На смеси вышеперечисленных масел (в основном нефтяных и синтетических).
Классификация по природе загустителя
- Мыльные — это смазки, для производства которых в качестве загустителя применяют мыла (соли высших карбоновых кислот). В свою очередь, их подразделяют на натриевые (созданы в 1872 г.), кальциевые и алюминиевые (созданы в 1882 г.), литиевые (созданы в 1942 г.), комплексные (например, комплексные кальциевые, комплексные литиевые) и др. На мыльные приходится более 80% всего производства смазок.
- Углеводородные — смазки, для производства которых в качестве загустителя используются парафины, церезины, петролатумы и др.
- Неорганические — смазки, для производства которых в качестве загустителя используются силикагели, бентониты и др.
- Органические — смазки, для производства которых в качестве загустителя используются сажа, полимочевина, полимеры и др.
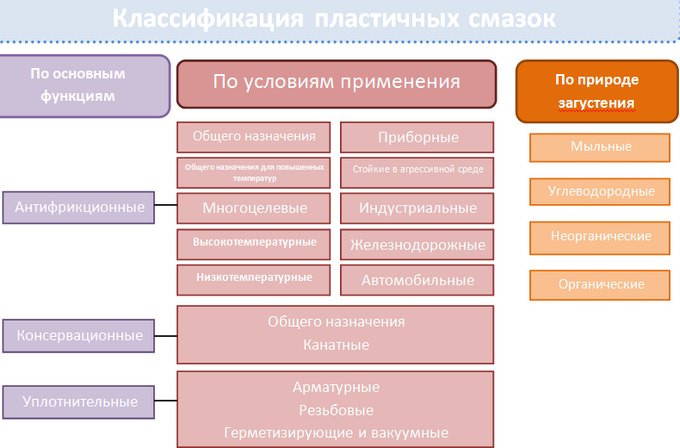
Классификация по области применения.В соответствии с ГОСТом 23258-78 смазки делятся на следующие группы.
- Антифрикционные — снижают силу трения и износ различных трущихся поверхностей.
- Консервационные — предотвращают коррозию металлических поверхностей механизмов при их хранении и эксплуатации.
- Уплотнительные — герметизируют и предотвращают износ резьбовых соединений и запорной арматуры (вентили, задвижки, краны).
- Канатные — предотвращают износ и коррозию стальных канатов.
В свою очередь, антифрикционная группа делится на подгруппы: смазки общего назначения, многоцелевые смазки, термостойкие, низкотемпературные, химически стойкие, приборные, автомобильные, авиационные и т.д.
В автомобилях наибольшее распространение получили антифрикционные смазки многоцелевые (Литол-24, Фиол-2М, Зимол, Лита) и антифрикционные смазки автомобильные (ЛСЦ-15, Фиол-2У, ШРБ-4, ШРУС-4, КСБ, ДТ-1, № 158, ЛЗ-31).
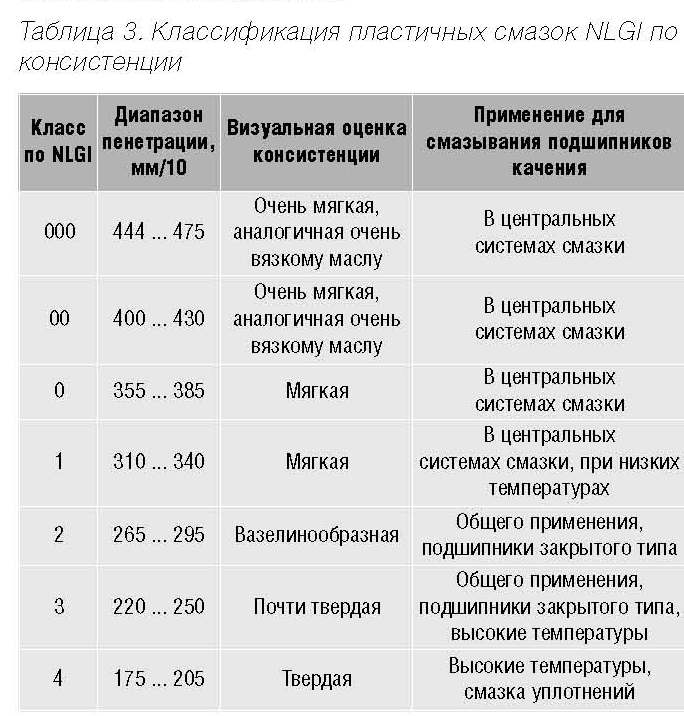
Классификация смазок по консистенции (густоте).
Разработана NLGI (Национальный институт смазочных материалов США). Согласно этой классификации смазки делят на классы в зависимости от уровня пенетрации (см. выше) — чем больше численное значение пенетрации, тем мягче смазка. Классификация NLGI пластичных смазок по консистенции приведена в табл. 8.1 (соответствует сортам по DIN 51818. DIN — Институт стандартов Германии).
Основные свойства пластичных смазок
Свойства пластичных смазок несколько отличаются от свойств жидких трансмиссионных и моторных масел. Для жидких фракций характерны следующие качества:
- Вязкость.
- Давление.
- Температурный диапазон.
- Моющая способность (вывод продуктов износа).
- Окислительная, коррозионная и термическая стабильность.
- Способность масляной жидкости создавать на границе раздела прочную защитную пленку.
- Низкий показатель вспениваемости.
- Малая испаряемость.
Эксплуатационные требования к пастообразным смазкам нужно рассматривать гораздо шире. Технические характеристики жидких масел в основном направлены на снижение трения и износа, и эти свойства зависят от химической структуры основы и пакета модифицирующих присадок.
Свойства пластичных смазок и их назначение определяется маркой базового масла, его вязкостью, типом загустителя, способом смешивания, природой наполнителя, химическим составом присадок и их принципом действия.
Основные показатели качества, влияющие на эксплуатационные характеристики пластичных масляных смесей:
- Коэффициент трения и величина износа при использовании пластичных смазок – подчиняется индексу вязкости и сорту базовых масел.
- Нагрузочная способность (несущая) смазки определяется возможностью масляного материала удерживаться длительное время на границе раздела трущихся поверхностей, невзирая на термические и механические воздействия.
- Устойчивость к вибрации. Вибрация возникает в роликовых или игольчатых подшипниках ходовой части и трансмиссии автомобиля.
- Стабильность коллоидной структуры смазочной смеси – это способность мази не расслаиваться в процессе работы и хранения. Слишком большое выделение жидкого компонента может привести к твердению загустителя, что отрицательно скажется на функциональных способностях смазки. Коллоидная стабильность масла зависит от структуры пространственного каркаса, консистенции и состава дисперсионной фазы.
- Адгезия характеризует способность материала прочно схватываться с металлическими поверхностями. Липкость смазки оказывает влияние на устойчивость масляного покрытия в зонах контакта трущихся деталей.
- Подвижность масляного слоя играет важную роль в смазке вращающихся поверхностей. Во время работы механизмов происходит выдавливание материала на поверхность трущихся деталей. Способность смеси быстро возвращаться в стандартное положение и характеризует подвижность продукта.
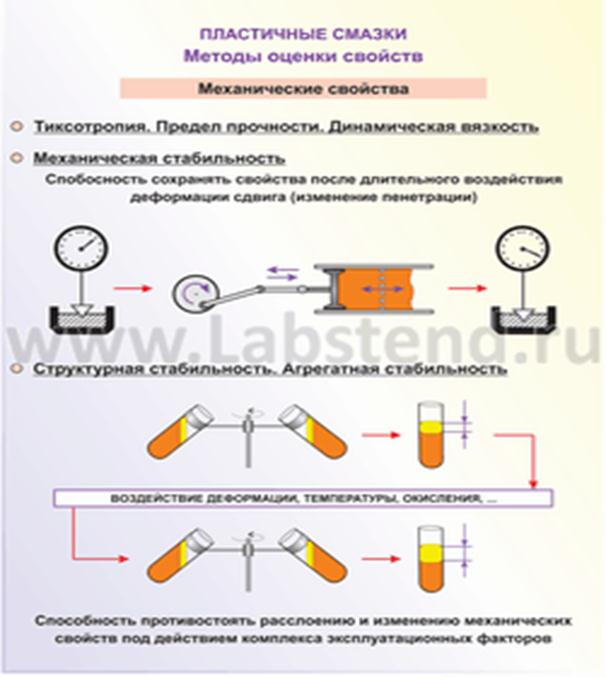
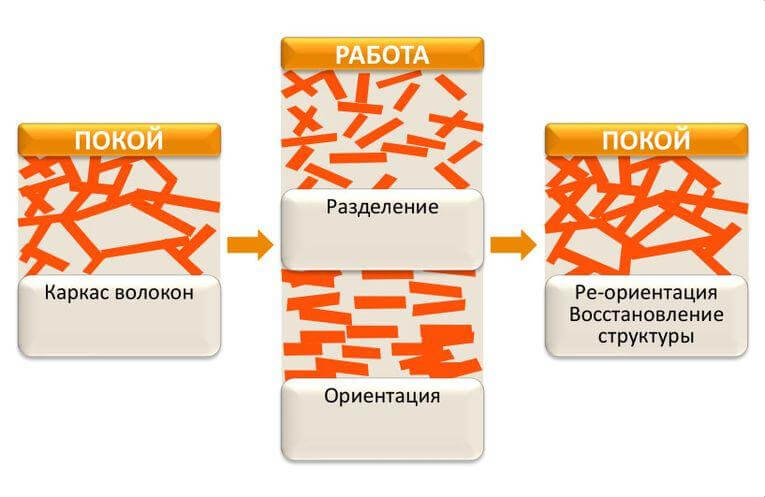
- Тиксотропия определяется способностью пластичного состава воссоздавать структурные соединения, которые были разрушены под воздействием механических нагрузок.
- Предел текучести оценивает возможности мазей сохранять и восстанавливать свою консистенцию на вертикальных плоскостях и поверхностях вращающихся деталей. Величина сдвига, при которой смазка начинает переходить из пластичного состояния в жидкое, называется пределом или границей текучести.
- Динамической вязкостью называется величина соотношения между силой сдвига и скоростью деформации. Показатели вязкости зависят от параметров базовой субстанции и могут изменяться при увеличении или уменьшении скорости и температуры деформации.
- Химическая устойчивость – это возможность смазочного материала противостоять окислительным реакциям при повышении температуры, в процессе взаимодействия масляного покрытия с кислородом воздуха.
- Водостойкость – способность смазки защищать трущиеся поверхности от вредного воздействия влаги. В случае соединения масляной пасты с водой – не должна меняться консистенция, смазочная способность и липкость рабочей смеси.
Общие сведения о смазочных материалах
Необходимость в применении смазочных материалов возникла еще в глубокой древности – с момента изобретения колеса. Чтобы оно легко вращалось, не скрипело и долго служило, на ось наносили животный жир или растительное масло.
Настоящей революцией в развитии смазок стало использование продуктов нефтепереработки – минеральных масел. Сегодня на их основе создаются смазочные материалы, которые не только эффективно уменьшают силу трения, но и:
- надежно защищают узлы и механизмы от коррозии, очищают их от загрязнений и продуктов износа, предотвращают образование царапин и задиров;
- при механической обработке деталей отводят тепло из рабочей зоны станка, обеспечивают тщательное удаление стружки и абразивных частиц, чем продлевают срок службы инструмента и оборудования, улучшают качество продукции;
- используются в качестве рабочего тела гидравлических приводов и амортизаторов, изолирующей и теплоотводящей среды в масляных трансформаторах;
- герметизируют зазоры в цилиндропоршневых группах, чем повышают КПД поршневых компрессоров, двигателей внутреннего сгорания.
Таблица 1. Продолжение.
| Базовое масло/Загуститель | Li-Zn-комплекс | Li-Ca-комплекс | ПТФЭ | Специальный органический загуститель | Неорганический |
| Минеральное | – высокая несущая способность; – высокая стойкость к окислению; – устойчивость к истиранию; – хорошая защита от коррозии | — | — | — | – хорошая стойкость к смыванию водой; – хорошая термостойкость; – точка каплеобразования отсутствует; – не происходит плавление и утечка смазки из узла трения |
| Полиальфаолефиновое (PAO) | — | – широкий диапазон рабочих температур; – отличные характеристики при низких и высоких температурах; – отличная защита от износа и коррозии | — | — | – очень высокая адгезия; – высокая водостойкость; – аварийная смазка; – хорошая защита от износа |
| Силиконовое | — | — | – диэлектрические свойства; – высокая химическая стабильность; – широких диапазон рабочих температур; – отличная водостойкость; – низкая летучесть; – пищевой допуск | — | — |
| Фторсиликоновое | — | — | – высокая стойкость к окислению; – высокая точка каплеобразования; – широкий диапазон рабочих температур; – высокая стойкость к смыванию водой; – устойчива к большинству растворителей и химикатов | – широкий диапазон рабочих температур; – высокая стойкость к окислению; – подходит для долговременной смазки; – высокая точка каплеобразования; – высокая водостойкость и стойкость к смыванию водой; – устойчивость к минеральному маслу, топливу и многим химикатам | — |
| Перфторполиэфирное (PFPE) | — | — | – низкое давление паров (базового масла); – высокая несущая способность; – высокая стойкость к химикатам и растворителям; – выдающаяся устойчивость к высоким температурам; – хорошая совместимость с эластомерами и пластиками; – высокая водостойкость; – пищевой допуск | — | — |
Основные особенности различных групп пластичных смазок EFELE в зависимости от типа дисперсионной (базовое масло) и дисперсной (загуститель) фаз представлены в табл. 2.
Виды консистентных смазок
- Базовая основа (минералка или синтетика) не сильно влияет на базовые свойства, она определяет качество и цену. Назначение зависит в основном от типа присадок, особенно – загустителя.
- Натриевые (также могут использоваться с кальцием). Умеренный температурный диапазон (70°C — 100°C). Недорогие в производстве, но разрушаются при воздействии воды.
- Литиевые имеют продолжительный срок службы, выдерживают большое давление в рабочей зоне. Так же зависимы от влажности.
- На основе силикона. Обладают хорошими антифрикционными свойствами. Кроме того, консистентная силиконовая смазка не смывается водой и может быть использована в качестве антикоррозийной защиты и защиты резиновых уплотнителей.
- Алюминиевые особенно устойчивы к воздействию воды (и других жидкостей). Защищают металлические поверхности от окисления, работают в условиях термонагрузок.
- Консистентная смазка с тефлоном выдерживает температуры до 250°C. Практически не переходит в жидкое агрегатное состояние, оставляя на поверхности своеобразную антифрикционную пленку. Не проводит электрический ток.
- Полиуретановые смазки безвредны для человека, поэтому активно применяются в пищевой и медицинской промышленности. Имеют ограниченный срок службы, поскольку подвержены биологическому разложению.
Основное свойство пластичных смазок
Поскольку полутвердые масла должны удерживаться на поверхности изделий, важной характеристикой является температура каплепадения. Дело в том, что при вращении узлов трения, температура неотвратимо повышается. Вместе с ней снижается вязкость пластичного материала
После критического нагрева, смазка переходит в жидкое состояние, и просто стекает с рабочей поверхности
Вместе с ней снижается вязкость пластичного материала. После критического нагрева, смазка переходит в жидкое состояние, и просто стекает с рабочей поверхности.








Учитывая критичность этих параметров, определение температуры каплепадения пластичных смазок относится к обязательной процедуре испытаний продукта.
Методика следующая:
- специально подготовленная емкость с гладкой поверхностью и тарированным отверстием снизу (как правило, хромированная латунь) помещают в автоклав с масляной баней;
- в емкость помещается тестируемая пластичная смазка;
- происходит нагрев с одновременным снятием температурных показателей с масляной бани и тестируемого материала;
- фиксируется момент начала каплепадения (стекания смазки);
- в качестве полученного параметра регистрируется среднее арифметическое двух температур.
Применение
Карандаш твёрдой смазки используется для повышения эффективности работы металлорежущего инструмента, а также для выполнения работ по сухой шлифовке и заточке стали при помощи кругов различной абразивности.
Особенностью применения консистентных смазок является их однократное использование. Пластичные смазки используют во многих сферах деятельности человека. Например, в металлургической промышленности.
Солидол используется преимущественно в механизмах, работающих в условиях сырости (сельскохозяйственная техника и т. п.). Благодаря высоким водоотталкивающим свойствам солидолы широко применяются в качестве консервационной смазки для длительного хранения металлических деталей и инструмента, особенно изготовленного из быстрорежущих сталей.
Литол применяется: в подшипниках качения и скольжения всех типов, шарнирах, зубчатых и других передачах, поверхности трения коленых и гусеничных транспортных средств, индустриальных механизмов, электрических машин, станков, и т. п.
Жидкая смазка выполняет тройное назначение: уменьшает трение, охлаждает трущиеся поверхности и защищает последние от коррозии.
Жидкую смазку применяют, когда:
- помимо смазки, требуется охлаждение поверхностей трения путем отвода тепла (зубчатые и червячные передачи, подшипники, находящиеся в зоне повышенной температуры, тяжело нагруженнные быстроходные подшипники скольжения);
- имеется возможность обеспечить жидкостное трение между поверхностями скольжения (подшипники жидкостного трения, плоские поверхности скольжения, перемещающиеся со значительными скоростями, упорные подшипники скольжения);
- удаётся создать надёжное уплотнение подшипников, или если оно не требуется вследствие расположения подшипников в корпусах закрытых зубчатых или червячных передач, которые смазываются минеральными маслами (быстроходные подшипники качения опорных и рабочих валков рабочих клетей прокатных станов, подшипники рольгангов с групповым приводом роликов, расположенные со стороны привода, подшипники шестеренных клетей и редукторов);
- помимо смазки, требуется также промывание поверхностей трения и поддержание их в чистоте (гайки нажимных винтов блюмингов и слябингов);
- необходимо снизить потери на трение и нагрев подшипников качения, работающих при большом числе оборотов (упорные подшипники стержня прошивных и раскатных станов, подшипники быстроходных станов холодной прокатки);
- по конструктивным соображениям затруднён подвод густой смазки.
Газовая смазка применяется в узлах трения точных приборов, аппаратуре ядерных установок, ультрацентрифугах, газовых турбинах, турбокомпрессорах.
Аэрозольные смазки по большей части универсальны. Они применяются для смазки механизмов, труднодоступных для нанесения жидкой или консистентной смазок.
Существует широкий выбор возможных способов нанесения смазки:


Синтетические литиевые смазки
Синтетические пластичные смазки – это материалы, в которых в качестве базовых используются искусственно синтезированные масла.
Большинство синтетических масел, использующихся в настоящее время в качестве базовых, были разработаны в период с 1920 по 1940 гг. Их стоимость даже сейчас остается достаточно высокой, поэтому доля синтетических пластичных смазок на рынке смазочных материалов составляет лишь небольшую часть.






Благодаря более высокой термостойкости, механической и химической стабильности эти материалы эффективно применяются в различных узлах трения, в том числе в парах трения «металл-пластмассы и «металл-эластомеры».
Силиконовые смазки
Силиконовые – еще один вид синтетических смазок. Эти материалы в качестве базового компонента используют силиконовые масла.
Силиконовые литиевые смазки характеризуются следующими особенностями:
- Широким диапазоном рабочих температур
- Высокой адгезией
- Безопасностью – не оказывают физиологического воздействия на организм человека
- Высокими диэлектрическими свойствами
- Химической инертностью и стойкостью
- Продолжительным сроком эксплуатации
- Отличными водоотталкивающими свойствами
- Низким коэффициентом трения
Из недостатков можно упомянуть тот факт, что силиконовые литиевые смазки обладают невысокой несущей способностью.
Эфирные смазки
Основное достоинство литиевых смазок, изготовленных на базе синтетических эфирных масел, является их способность работать при высоких скоростях. Фактор скорости Dnтаких материалов достигает значений 1300000 мм⋅об/мин и выше.
Эфирные литиевые смазки характеризуются следующими преимуществами:
- Устойчивостью к смыванию и водостойкостью
- Хорошими антикоррозионными свойствами
- Долгим сроком эксплуатации
- Обладают шумоподавляющим эффектом
Полиальфаолефиновые смазки
Среди синтетических материалов этой группы наиболее популярными стали полиальфаолефиновые (ПАО) литиевые смазки.
Использование ПАО-масел в качестве базовых обеспечивает литиевым смазкам дополнительные достоинства:
- Высокие антикоррозионные свойства
- Более низкие температуры застывания
- Высокую стойкость к окислению и термостабильность
- Невысокая коксуемость и больший индекс вязкости по сравнению с минеральными маслами.
Типы пластичных смазок
Кальцевые (солидолы) – влагостойкие, могут содержать до 4% влаги, имеют хорошую механическую стабильность, имеют низкий коэффициент внутреннего трения, смешиваясь с водой, не образуют эмульсии. Используются в условиях высокой влажности при температуре -30…+55 °С. Расплавляясь, теряют содержащуюся в них воду, после охлаждения не восстанавливают свои физико-химические свойства.
Натриевые – чувствительны к влаге, соединяясь с водой, образуют эмульсию и выделяют коррозирующие щелочи и кислоты. Применяются при отсутствии контакта с водой при температуре -30…+150 °С. Обладают хорошей маслянистостью, хорошими уплотняющими свойствами и восстанавливают свои характеристики после расплавления.
Кальциево-натриевые – по влагостойкости и температурному диапазону занимают промежуточное место. Они эффективны для применения в условиях небольшой влажности при температуре 0…+110 °С.

Литиевые – в основе лежит литиевое мыло, имеющее положительные свойства кальциевых и натриевых смазок, но без их недостатков. Имеют хорошую маслянистость, отличную температурную устойчивость. Применяются при температуре -50…+150 °С при возможности проникновения воды.
Смазки с синтетическими маслами – в качестве масла используют полиальфаолефины эфирных и силиконовых масел, которые отличает большая устойчивость против старения, чем у минеральных масел. Загустители – литиевое мыло, бентонит. Имеют очень малые потери на трение и работают при температуре -70…+150 °С.
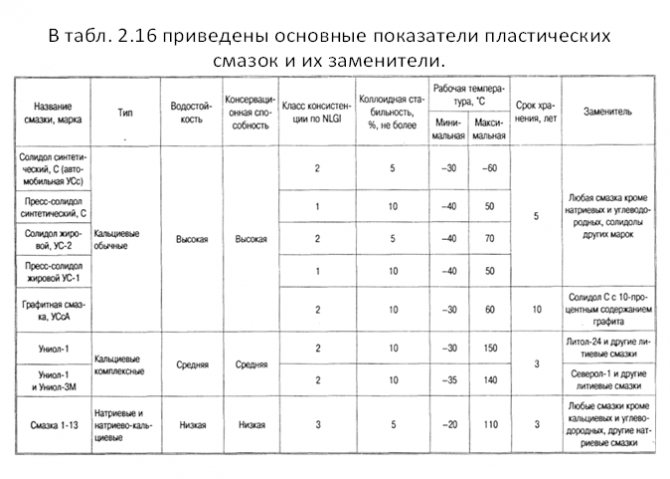
Краткий ассортимент пластичных смазок приведен в .
Таблица 5.2 – Ассортимент пластичных смазок
| Наименование | Замена | Область применения |
|---|---|---|
| Смазка индустриальная ИП-1 | ИП-1-Л, ИП-1-З | Для централизованной смазки подшипников скольжения и качения, направляющих и других узлов трения, для закладной смазки зубчатых муфт. |
| Солидол синтетический УСС-1 | УСС-2 | Для смазки под давлением подшипников скольжения и качения в холодное время года в условиях повышенной влажности, для смазки пресс-маслёнками. |
| Консталин УТС-1 | УТС-2 | Для смазки подшипников скольжения и качения, для цепных передач в условиях, полностью исключающих контакт смазки с водой, для механизмов доменного оборудования: втулок барабанов лебёдки управления конусами, подшипников и шарниров направляющих устройств, подшипников качения скиповой лебёдки, для кузнечно-прессового оборудования. |
| Индустриально-металлургическая №10 | Для смазки бронзовых подшипников скольжения, рабочих валков прокатных клетей и для других узлов трения, работающих при повышенных нагрузках и средних скоростях. | |
| Графитная УСС-А | Для смазки тяжелонагруженных открытых зубчатых передач, централизованной смазки высоконагруженных мест трения. Для цепей лебёдки управления конусами. | |
| ЦИАТИМ 201, 202 | Для смазки подшипников скольжения и качения (со скоростью вращения до 3000 об./мин. – 201; со скоростью вращения до 30000 об./мин. – 202). | |
| Литиевая 203, 208 | Для смазки узлов трения в условиях высоких удельных давлений (до 500 МПа – 203; до 2400 МПа – 208). | |
| Канатная | Для смазки стальных канатов. |
Назначение
Смазочные материалы широко применяются в современной технике с целью уменьшения трения в движущихся механизмах (двигатели, подшипники, редукторы, и.т д) и с целью уменьшения трения при механической обработке конструкционных и других материалов на станках (точение, фрезерование, шлифование и т. д.).
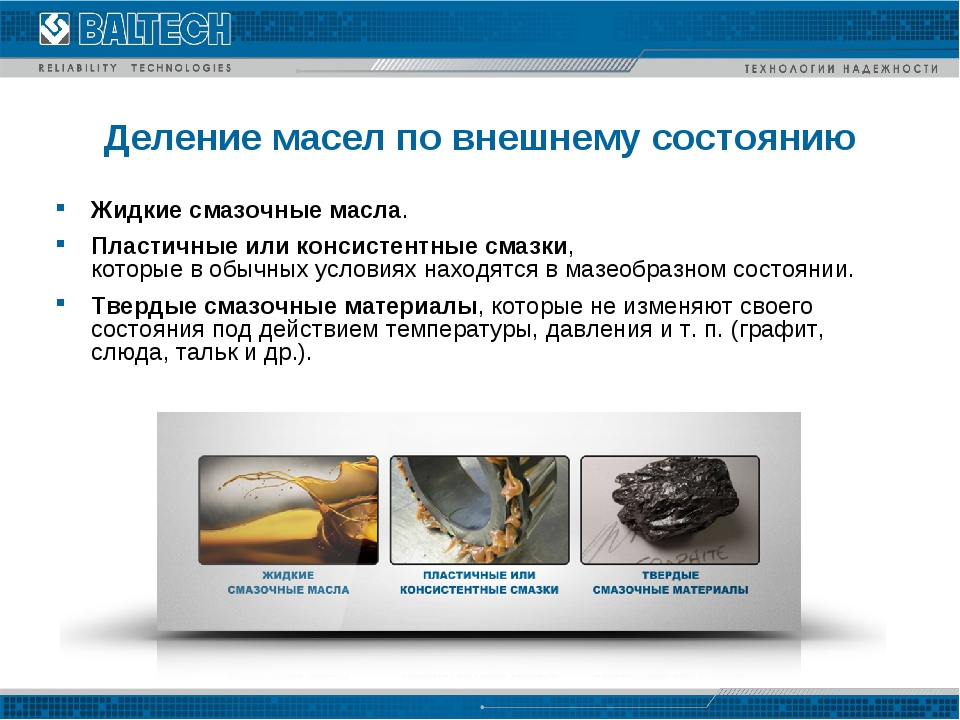
В зависимости от назначения и условий работы смазочных материалов (смазок), они бывают
– твёрдыми (например, графит),
– полутвёрдыми (например, пластичные или консистентные смазки),
– полужидкими (например, солидолы),
– жидкими (например, машинные масла),
– газообразными (например, азот).
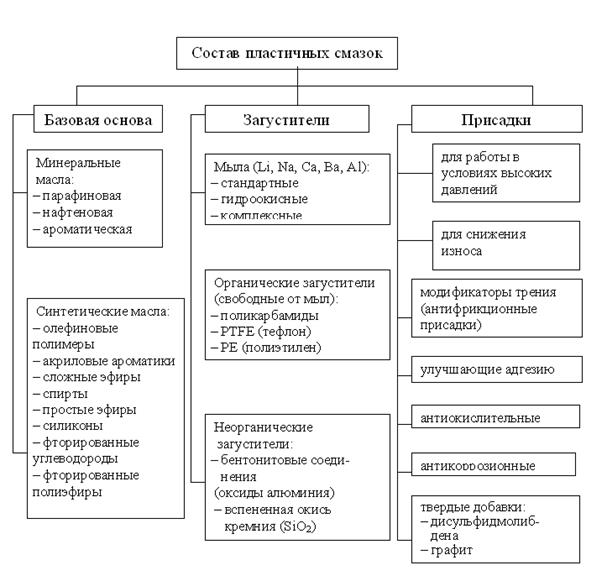
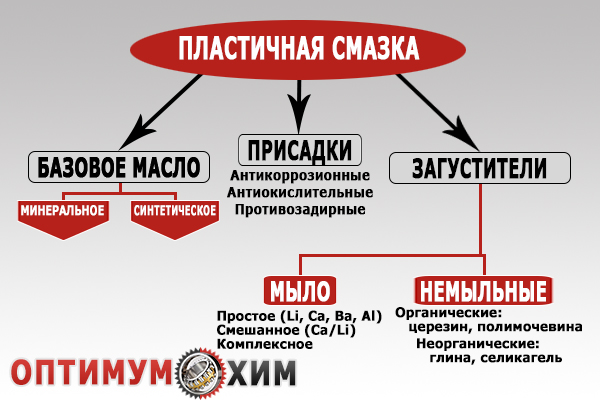
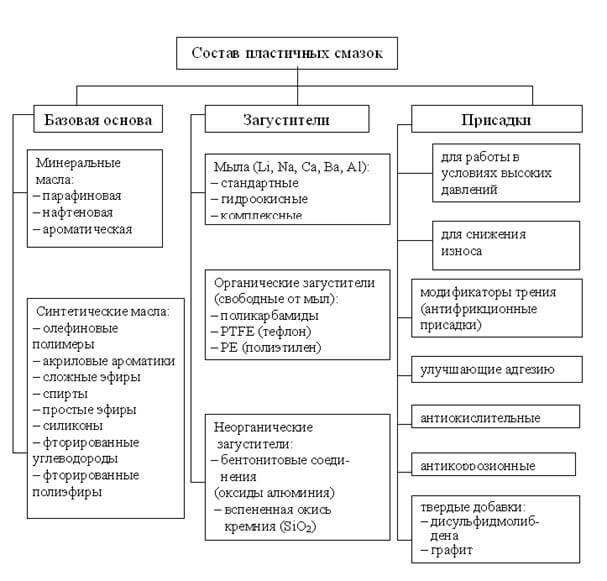
Компоненты пластичных смазок: виды основ и типы загустителей

Пластичной смазкой называют трехкомпонентный состав (в отличие от машинных масел, у которых, к примеру, композиция составлена из двух компонентов). Таким образом, весь ассортимент пластичных смазок построен по одной формуле, компонентами которой являются:
- основа,
- загустители,
- присадки.
Вне зависимости от группы пластичных смазок на 85-90 % их состав будет состоять из основного компонента, которым выступает масло. Используются две категории масел – минеральные (например, парафиновое) и синтетические. А вот за характерные физико-химические свойства, и в частности, вязкость, отвечают в составе пластичных смазок разные типы загустителей. Именно благодаря им смесь меняет свою консистенцию при изменении рабочих условий. Наиболее распространенные типы загустителей пластичных смазок следующие:





- стандартные, комплексные и гидроокисные омыленные соли кальция, натрия, лития, алюминия и других металлов;
- органические безмыльные добавки (например, тефлон или полиэтилен);
- неорганические безмыльные добавки (вспененная силикатная окись, оксид алюминия, бентонитовые соли).
Чаще всего загустителем для пластичных смазок является гидроксид литиевой или натриевой соли жирной кислоты, а также комплексное, многокомпонентное мыло. Узкоспециализированными, но тем не менее весьма распространенными, являются пластичные смазки с загустителем на основе тефлона.
По этой причине принцип того, как классифицируются пластичные смазки, основан на виде загустителя, а не на типе основы, которая практически ни на что не влияет.
Что касается присадок, то они не меняют основные свойства пластичных смазок, но добавляют новые возможности. Исходя из области применения, чаще всего требуется использование составов с добавлением:
- антиоксидантов;
- противозадирных компонентов;
- адгезионных присадок;
- ингибиторов коррозии.
Также можно найти составы с присадками, влияющими на температурный рабочий диапазон. Например, такие специальные пластичные смазки можно применять при температуре выше 100 градусов, или они, напротив, способны эффективно работать в мороз.
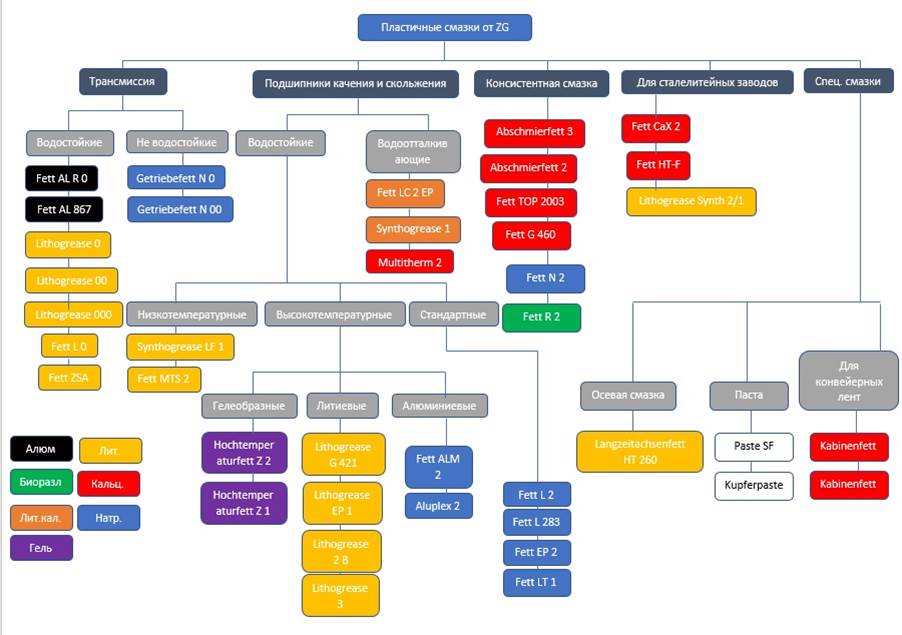
Классификация пластичных смазок
Классификация пластичных смазок основывается на типе загустителя и присадок, которые используются в процессе изготовления.
- Литиевые – производятся с добавлением литиевого мыла, отличаются долговечностью и нетерпимостью к воздействию воды.
- Натриевые – в основе загустителя выступают соли натрия, отличатся небольшой стоимостью и универсальностью. Не подходят для работы при высоких температурах и под воздействием воды.
- Алюминиевые – предназначены для работы при высоких температурах, а также в условиях повышенной влаги, когда требуются особые антикоррозийный свойства.
- Силиконовые – отличается высокой устойчивостью к воде, ее очень тяжело смыть. Обеспечивает минимальное трение рабочих механизмов. Также этот тип можно использовать как для металлических деталей, так и для изготовленных из резины и полимеров.
- Тефлоновые – может использоваться при высоких температурах, до 250 градусов, не изменяя консистенции, оставаясь густой и вязкой. Покрывает механизмы масленой пленкой, которая обладает отличными антифрикционными свойствами. Может применяется в оборудовании, где требуется обеспечить непроводимость тока.
- Полиуретановые – применяются в пищевом и медицинском оборудовании, так как абсолютно безвредные для человеческого организма. Отличаются тем, что со временем полностью разлагаются природным образом.
Универсальных смазок, в понимании этого слова, не существует. Да в некоторых схожих сферах, можно использовать один и тот же состав, но его лучше подбирать в каждом отдельном случае. Различные марки пластических смазок имеют подробные инструкции, указывающие как, в каких условиях и механизмах можно их использовать.
Производство
Пластичные смазки изготавливаются из 3 компонентов — базового масла, присадок и загустителя. В качестве базового масла применяются синтетические или минеральные с различной вязкости.
В качестве присадок используют стандартные присадки и модификаторы трения:
- Антиоксиданты;
- Противоизносные/противозадирные компоненты;
- Адгезионные компоненты;
- Ингибиторы коррозии;
- Твердые вещества (графит и дисульфит молибдена).
В качестве загустителя используется два вида компонентов:
- Литиевый или натриевый загуститель, состоящий из жирной кислоты и гидроксида металла;
- Комплексное мыло, состоящее из смеси жирных кислот и гидроксида металла.
Степень густоты загустителя регулируется добавлением модификатора структуры — специального компонента, позволяющего делать загуститель более густым или более жидким. Все основные свойства смазки — степень адгезии, температурная стойкость, стойкость к вымыванию водой, механическая стабильность, определяются именно свойствами загустителя
Не важно, какое базовое масло использовано в смазке, важно на основе какого загустителя она изготовлена. Именно этот показатель определяет применение той или иной смазки
Это интересно: Смазка Литол 24 — характеристики, применение, ГОСТ
Таблица 2.
| Базовое масло/Загуститель | Li-мыло | Li-комплекс | Al-комплекс | Ca-комплекс |
| Минеральное | – пары трения ММ; – низкая испаряемость масла; – хорошая стойкость к окислению; – хорошая стойкость к смыванию водой; – защита от коррозии | — | – пары трения ММ, МП, МЭ; – пищевой допуск; – совместимость с пластмассами и эластомерами; – хорошая стойкость к смыванию водой; – высокая несущая способность | – пары трения ММ; – отличная водостойкость; – хорошие антикоррозионные свойства; – способность выдерживать очень высокие давления |
| Полусинтетическое (минеральное + полиальфаолефиновое) | – пары трения ММ, МП, ПП; – низкий коэффициент трения; – хорошая совместимость с большинством пластиков и эластомеров; – хорошие характеристики при низких температурах; – пригодны для долговременного смазывания | — | — | — |
| Полиальфаолефиновое (PAO) | – пары трения ММ, МП, МЭ, ПП, ПЭ; – широкий диапазон рабочих температур; – снижение шума и вибраций; – хорошая совместимость с пластиками; – низкий коэффициент трения | – пары трения ММ, МП, МЭ, ПП; – широкий диапазон рабочих температур; – пригодна для долговременной смазки; – хорошие характеристики при низких температурах; – хорошая защита от коррозии | – пары трения ММ, МП, МЭ, ПП; – пищевой допуск; – совместимость с пластмассами и эластомерами; – широкий диапазон рабочих температур | — |
| Силиконовое | – пары трения ММ, МП, МЭ; – широкий диапазон рабочих температур; – хорошие характеристики при низких и высоких температурах; – низкая испаряемость; – высокая стойкость к окислению; – хорошая совместимость с пластмассами и эластомерами; – хорошая устойчивость к смыванию водой | – пары трения МП, МЭ, ПП; – широкий диапазон рабочих температур; – высокая стойкость к окислению; – хорошие характеристики при низких температурах; – низкий коэффициент трения; – хорошая защита от коррозии; – отличная совместимость с большинством пластиков и эластомеров | — | — |
| Полиалкиленгликолевое (PAG) | — | – пары трения ММ; – широкий диапазон рабочих температур; – высокая стойкость к окислению; – хорошие показатели при низкой температуре; – защита от коррозии и фреттинг-коррозии; – совместимость с эластомерами; – высокая стойкость к смыванию водой | — | — |
| Полиэфирное (POE) | – пары трения ММ; – широкий диапазон рабочих температур; – отличные характеристики при низких температурах; – антикоррозийные свойства; – снижение шума и вибраций | – пары трения ММ; – широкий диапазон рабочих температур; – повышенная несущая способность; – пригодна для долговременной смазки; – высокая адгезия; – пригодна для повышенных скоростей вращения | — | — |
Примечание. Обозначение пар трения: ММ – металл/металл; МП – металл/пластик; МЭ – металл/эластомер; ПП – пластик/пластик; ПЭ – пластик/эластомер.
Основные свойства смазок
- Прочностные качества. С помощью частиц загустителя в материале образуется структурный каркас, обладающий определенным пределом прочности на сдвиг, благодаря которому вещество способно удерживаться на вертикальных и наклонных поверхностях. На формирование каркаса также влияет химический состав жидкой основы. При увеличении температуры прочность материала уменьшается.
- Механическая стабильность. Разжижение при деформации и обратное загустевание при снятии нагрузки является отличием смазок от жидких масел.
- Вязкостные свойства. Эффективная вязкость материала определяется его прокачиваемостью при низких температурах. При большой скорости приложения нагрузки и увеличении температуры вязкость резко уменьшается.
- Коллоидная стабильность. Эта характеристика синтетических пластичных смазок определяет их способность удерживать дисперсионную среду (базовую масляную основу) от выделения в отдельную массу в результате хранения или эксплуатации. На это влияет как вязкость самой жидкой составляющей, так и структурные связи загустителя.
- Химическая стабильность. Способность смазок противостоять окислению под воздействием кислорода, которое приводит к образованию активных веществ, ухудшающих эксплуатационные свойства продукта.
- Термическая стабильность. Сохранение пластичного состояния под влиянием кратковременного воздействия высоких температур.
- Испаряемость масла. Один из важнейших показателей, определяющий стабильность смазки как при длительном хранении, так и при эксплуатации в условиях высокой температуры. Повышение концентрации загустителя за счет уменьшения количества масла в высокотемпературных пластичных смазках приводит к изменению многих других характеристик.
Klüber Lubrication является крупным производителем смазочных материалов и предлагает качественную продукцию для различных областей применения.
Автоматическая система смазки
Антикоррозийное покрытие
Гидравлические масла
Основные характеристики
Основной характеристикой низкотемпературной смазки, определяющей ее эффективность, является вязкость.
Европейские стандарты выделяют несколько групп смазочных материалов по данному показателю. Самые распространенные из них:
- NLGI 00: жидкие смазки (альтернатива маслам), работающие при температурах до -20 °С (критический порог, при достижении которого материал теряет свои свойства)
- NLGI 1: очень мягкие смазки, применяемые в легконагруженных узлах при низких температурах
- NLGI 2: мягкие смазки со средней вязкостью, рабочие температуры которых достигают -50 °С
- NLGI 3: полутвердые смазки с консистенцией парафина; благодаря специальным присадкам выдерживают экстремально низкие температуры
Таким образом, к разряду морозостойких могут относиться только смазки с вязкостью NLGI 2 (возможно, 1,5) и NLGI 3.
Границы диапазона рабочих температур любой смазки определяются вязкостью входящего в ее состав базового масла и, как правило, не зависят от типа загустителя.
Технология производства
Изготовление консистентных смазок отличается от производственного процесса по выпуску традиционных моторных масел. Вся схема приготовления пластичного состава сводится к подбору и перемешиванию составляющих продукта, а затем варки этой смеси в специальных агрегатах при постоянной температуре.
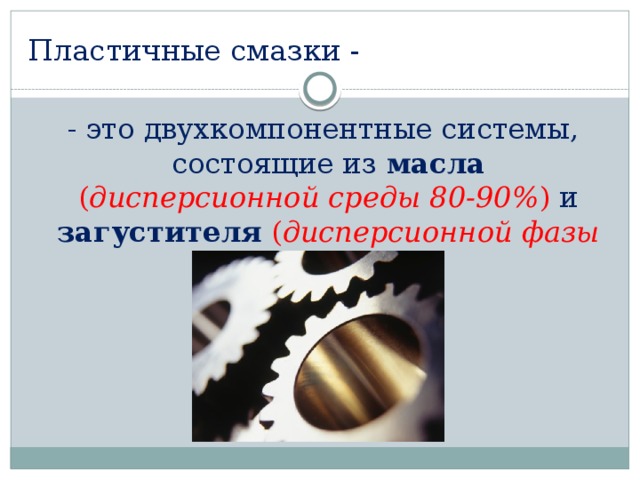


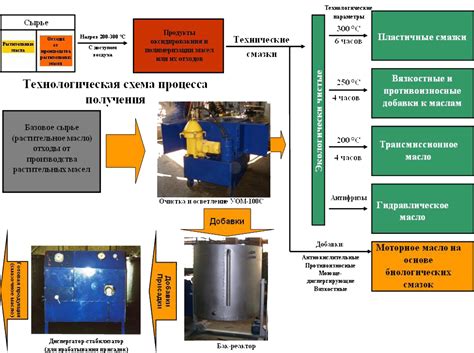


Базовой основой пластичных смазок являются минеральные или синтетические масла (75–85%). От физико-химических характеристик основного компонента зависит качество выпускаемых материалов. Кристаллическую структуру (каркас) формирует загуститель (10–20%), который превращает жидкое масляное вещество в упругую пластичную массу. От типа этого компонента завися такие важные свойства, как водостойкость и термическая устойчивость.
Загустители отличаются своей основой и делятся на мыльные и немыльные составы. В роли немыльных сгущающих компонентов выступают:
- воск;
- церезин;
- петролатум;
- парафин и др.
Виджет от SocialMart
Смазки на немыльных загустителях обладают высокой химической и механической стабильностью. Применение этой категории смазок позволяет предохранить металлические детали от возникновения на их поверхностях различных окислительных процессов (коррозия и др).
Автомобильные пластичные смазки (80%) производят на базе мыльных загустителей. Сырье для производства продукта получают путем искусственного омыления жира щелочными производными.
В зависимости от структурной составляющей жиров, используемых для приготовления мыльного состава, смазки подразделяются на синтетические (окисление парафина), природные и технические (стеариновые жирные кислоты). Для загустителей мыльных композитов применяют неорганические химические вещества:
- бетонитные глины;
- силикагель;
- технический углерод и др.
Пластичные смазки на мыльных загустителях могут быть следующей структуры:
- натриевые;
- кальциевые;
- литиевые;
- бариевые;
- алюминиевые и др.
Помимо мыльных и немыльных загустителей в целях повышения термических свойств в производстве пластических масел стали использовать жидкости на основе полимеров – это диэфиры и силиконы. Для улучшения эксплуатационных качеств в состав смазки могут добавляться, модифицирующие присадки, стабилизаторы, наполнители и красители.