
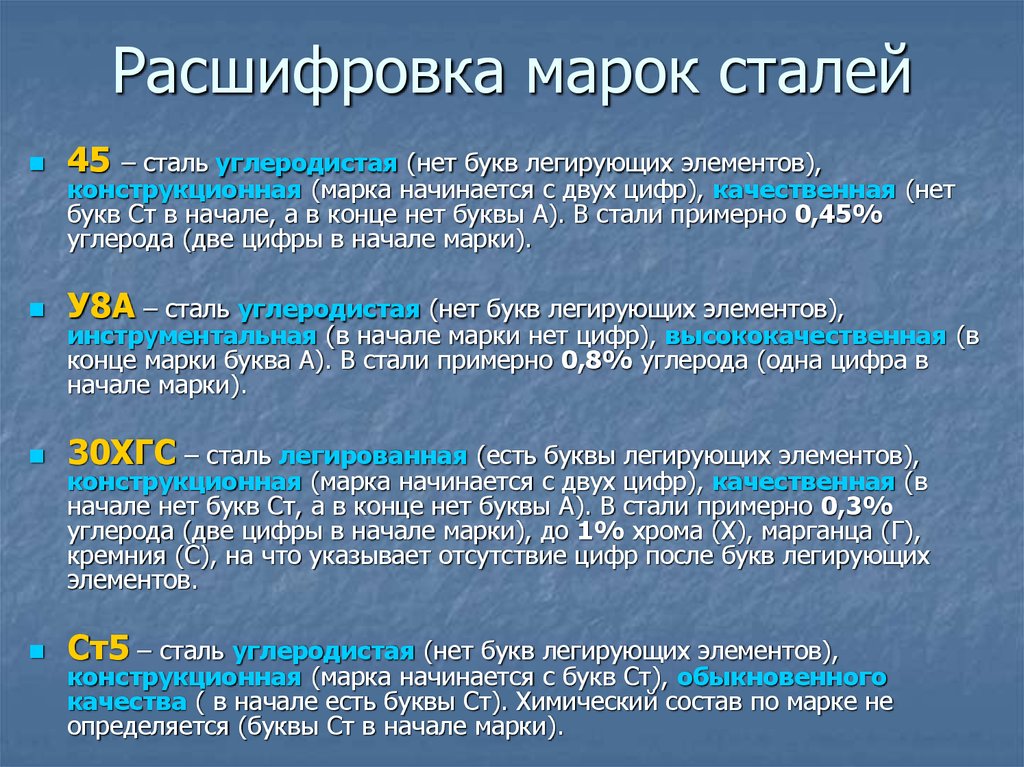
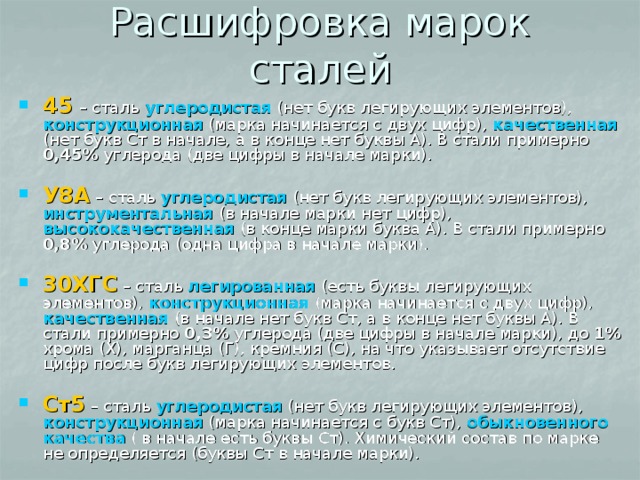
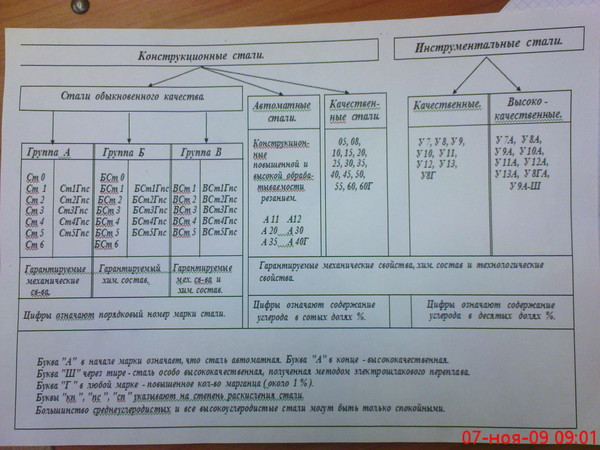
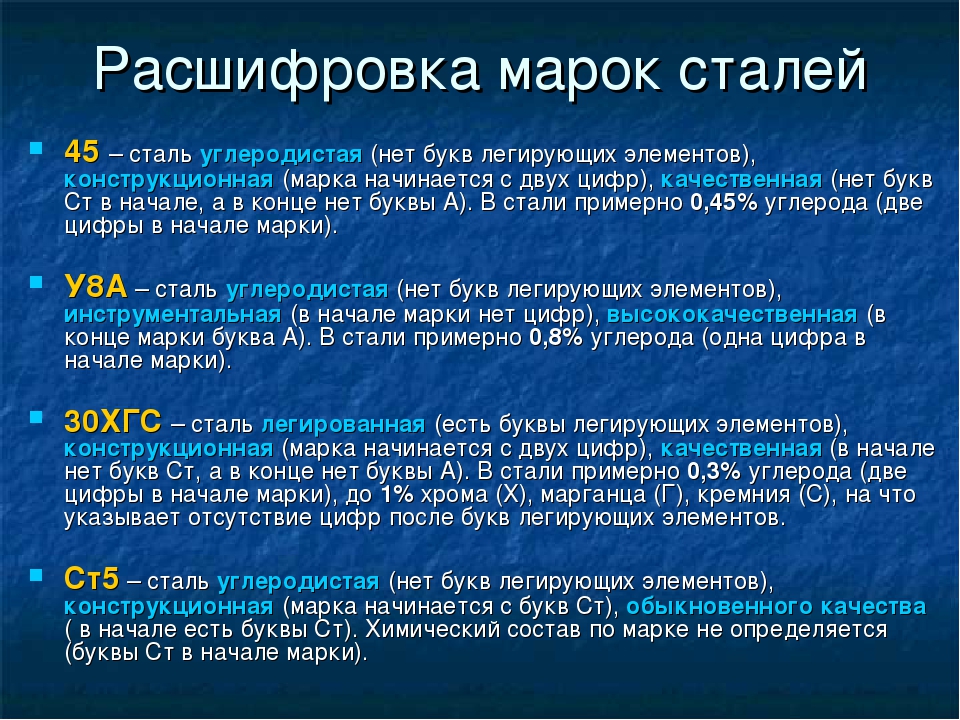
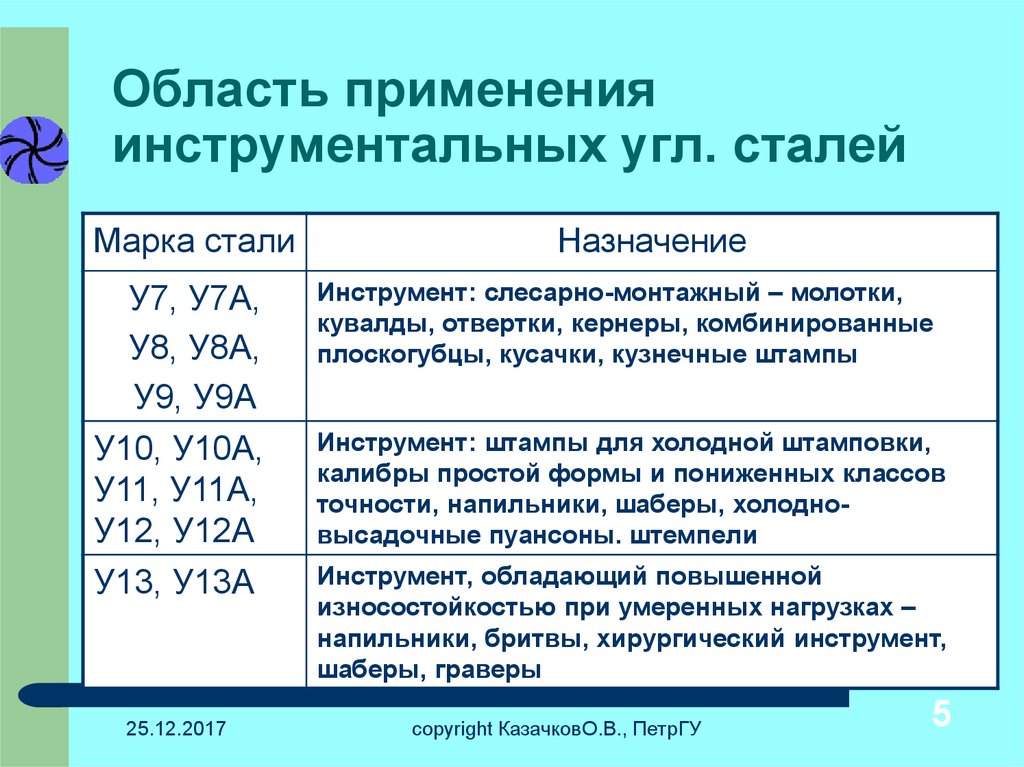
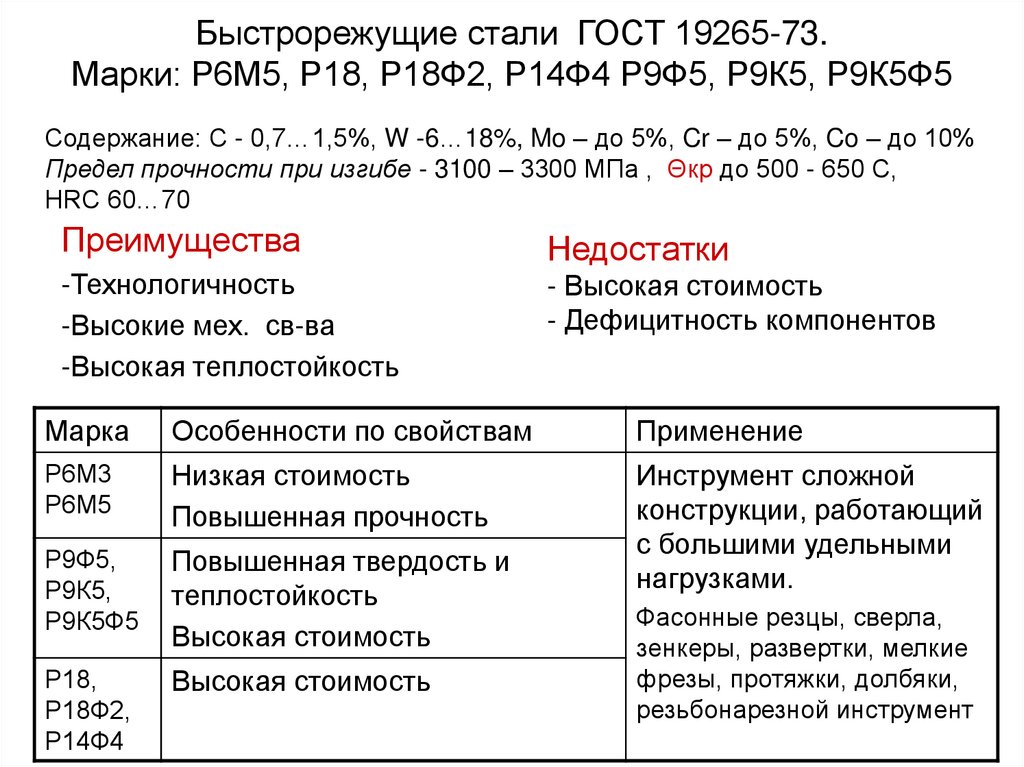
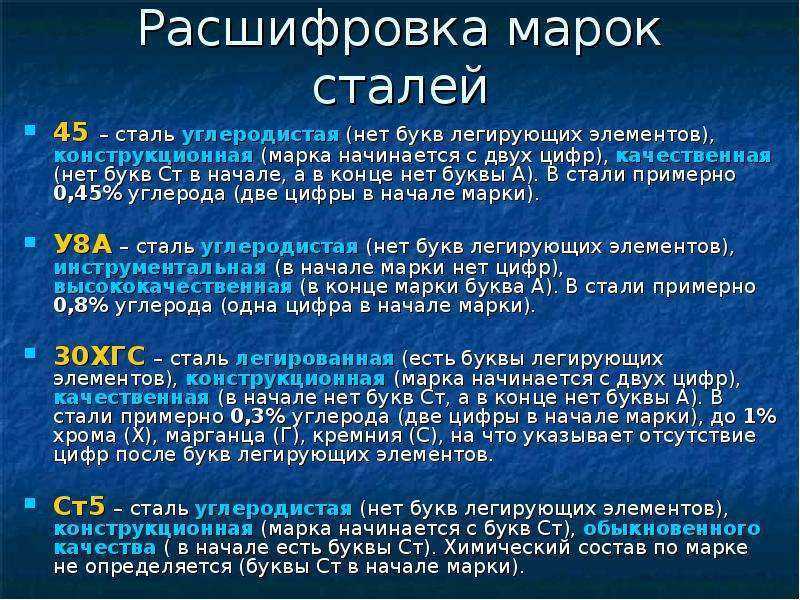
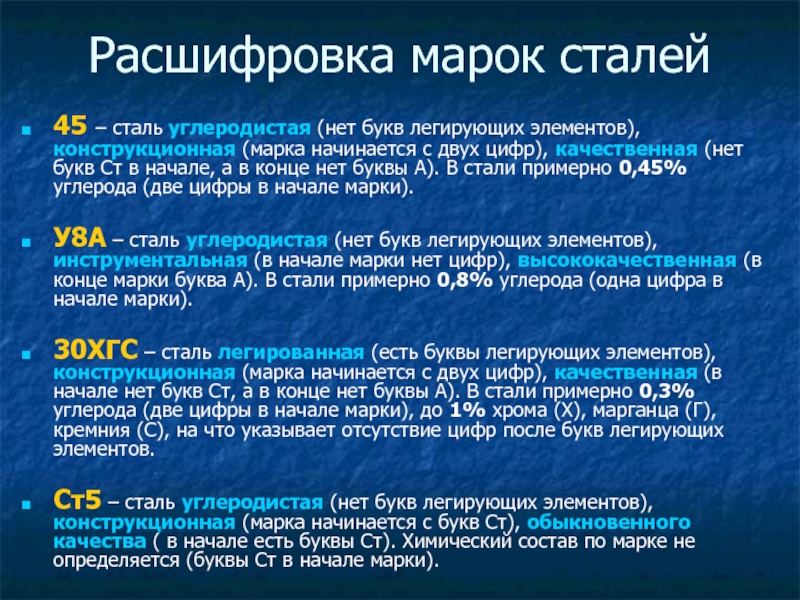
Расшифровка обозначения марок сталей
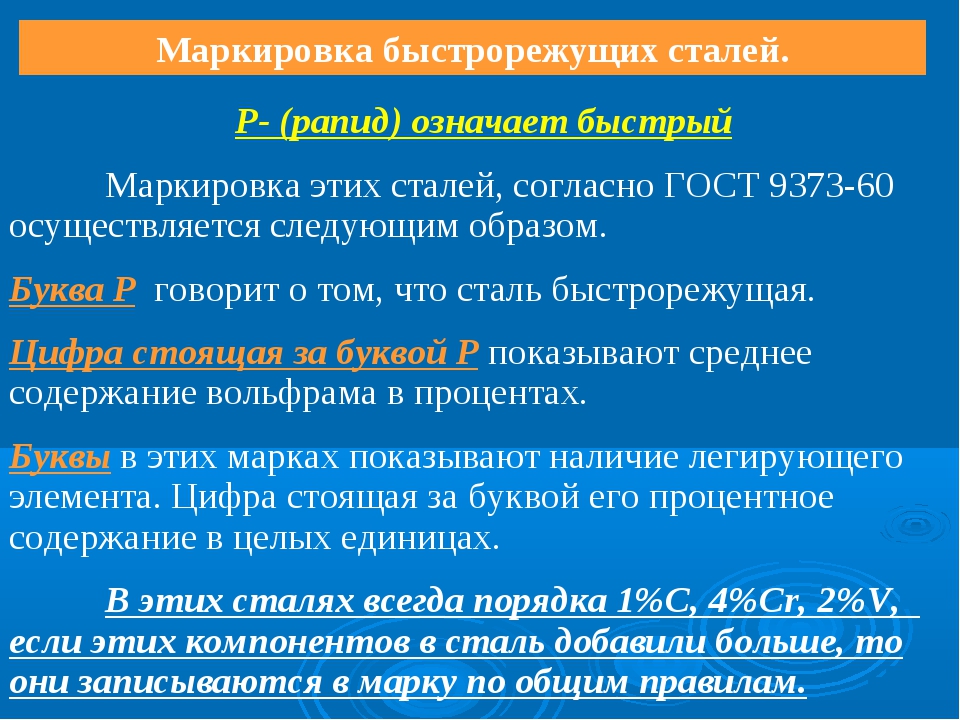
Изначально быстрорежущая сталь как материал для изготовления режущих инструментов была изобретена британскими специалистами. С учетом того, что инструмент из такой стали может использоваться для высокоскоростной обработки металлов, этот материал назвали «rapidsteel» (слово «рапид» здесь как раз и означает высокую скорость). Такое свойство данных сталей и придуманное им в свое время английское название послужили причиной того, что обозначения всех марок данного материала начинаются с буквы «Р».
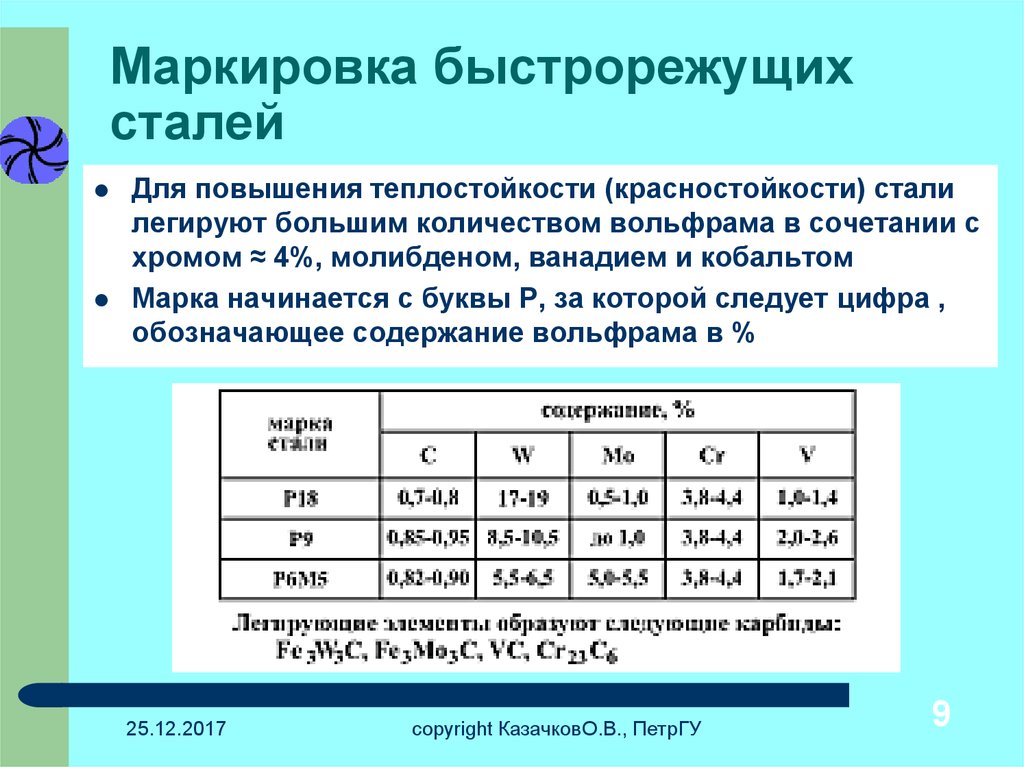
Правила маркировки сталей, относящихся к категории быстрорежущих, строго регламентированы соответствующим ГОСТ, что значительно упрощает процесс их расшифровки.
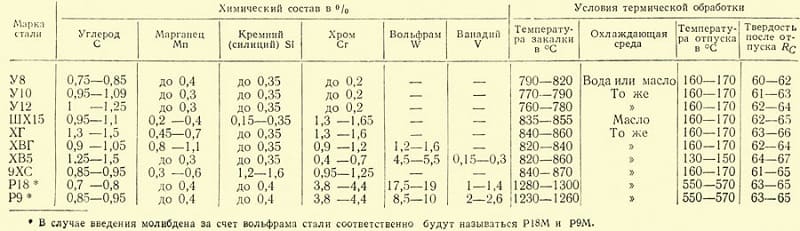
Первая цифра, стоящая после буквы Р в обозначении стали, указывает на процентное содержание в ней такого элемента как вольфрам, который во многом и определяет основные свойства данного материала. Кроме вольфрама быстрорежущая сталь содержит в своем составе ванадий, молибден и кобальт, которые в маркировке обозначаются, соответственно буквами Ф, М и К. После каждой из такой буквы в маркировке стоит цифра, указывающая на процентное содержание соответствующего элемента в химическом составе стали.

Пример расшифровки марки быстрорежущей стали
В зависимости от содержания в составе стали тех или иных элементов, а также от их количества, все подобные сплавы делятся на три основных категории. Определить, к какой из категорий относится сталь, достаточно легко, расшифровав ее маркировку.
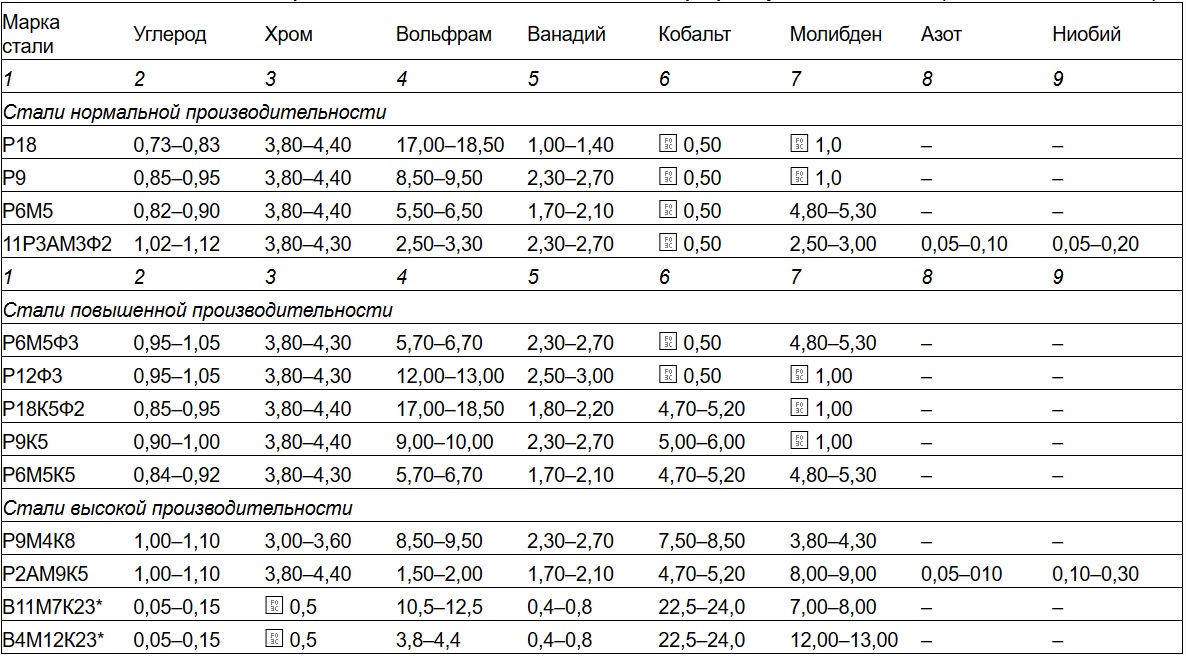
Итак, стали быстрорежущих марок принято разделять на следующие категории:
- сплавы, в которых кобальта содержится до 10%, а вольфрама до 22%; к таким сталям относятся сплавы марок Р6М5Ф2К8, Р10М4Ф3К10 и др.;
- стали с содержанием не более 5% кобальта и до 18% вольфрама; такими сталями являются сплавы марок Р9К5, Р18Ф2К5, Р10Ф5К5 и др.;
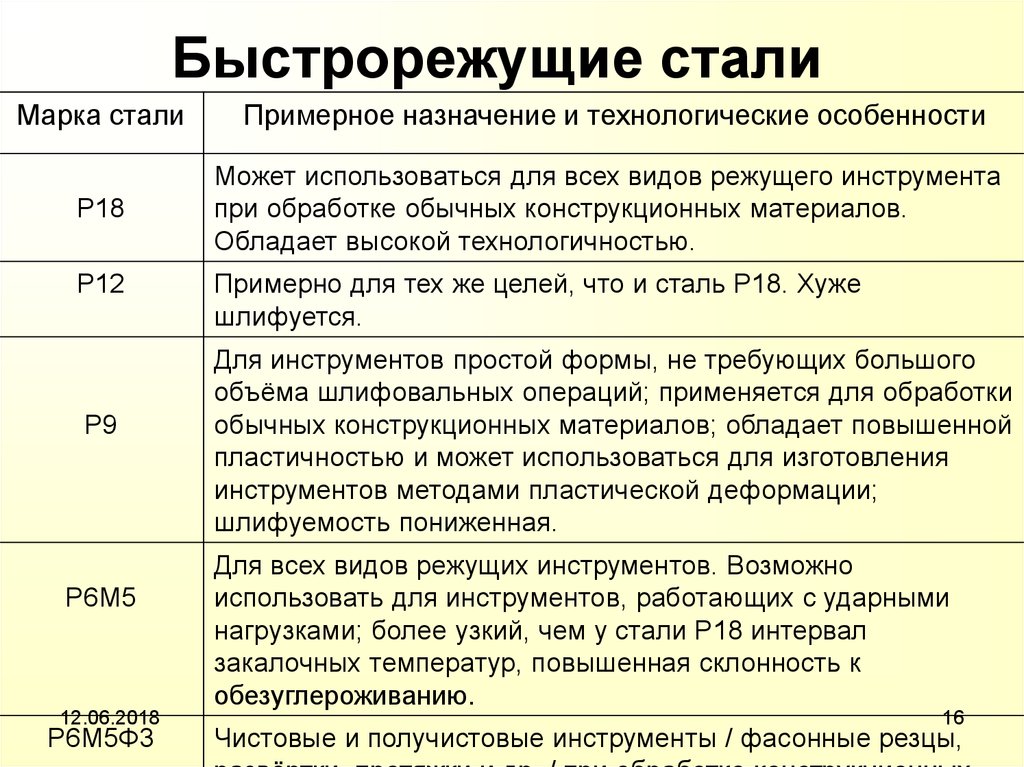
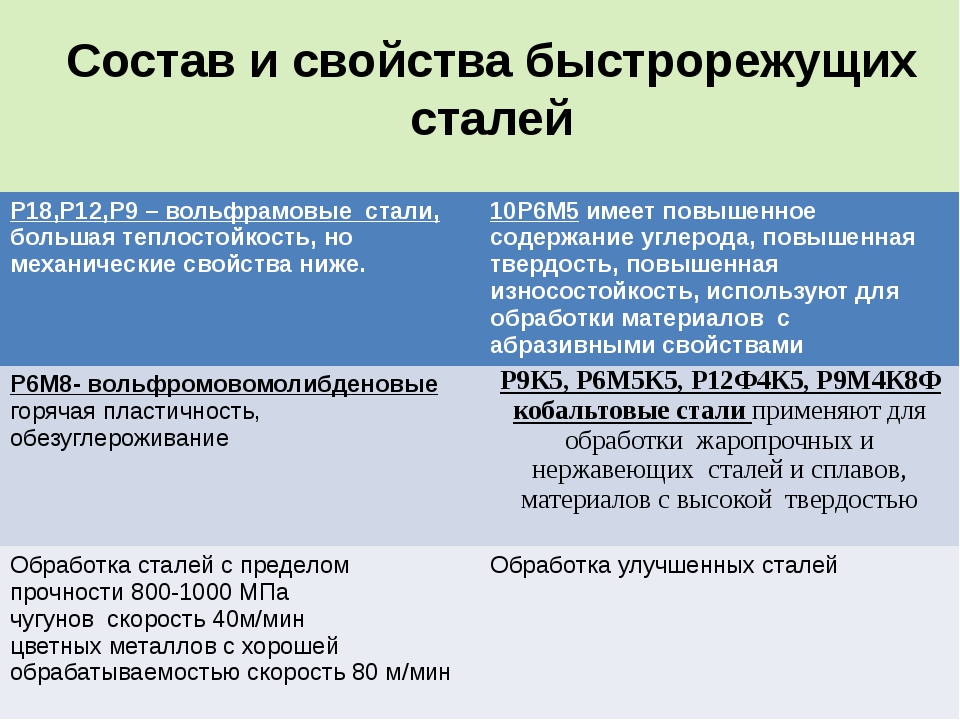
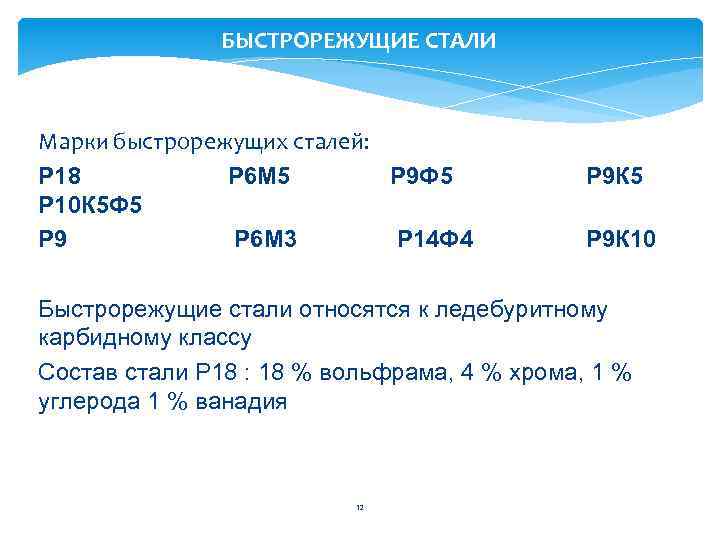
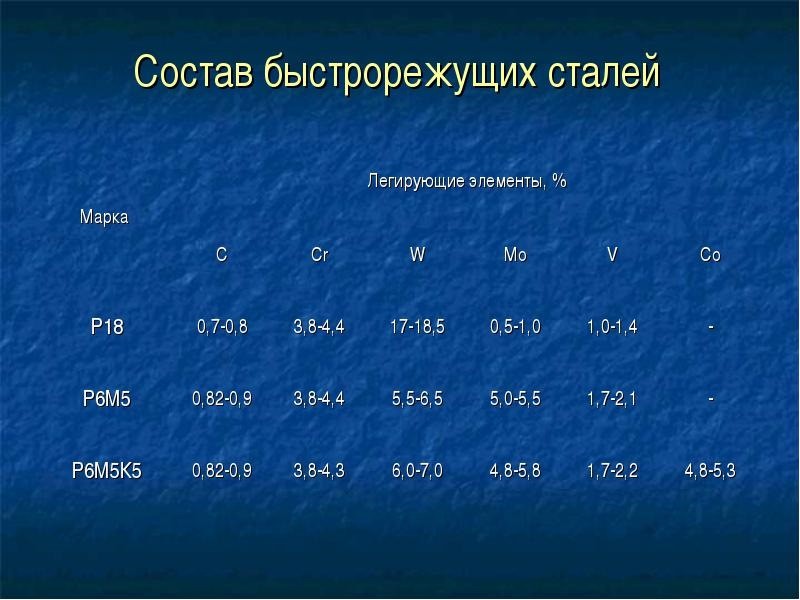
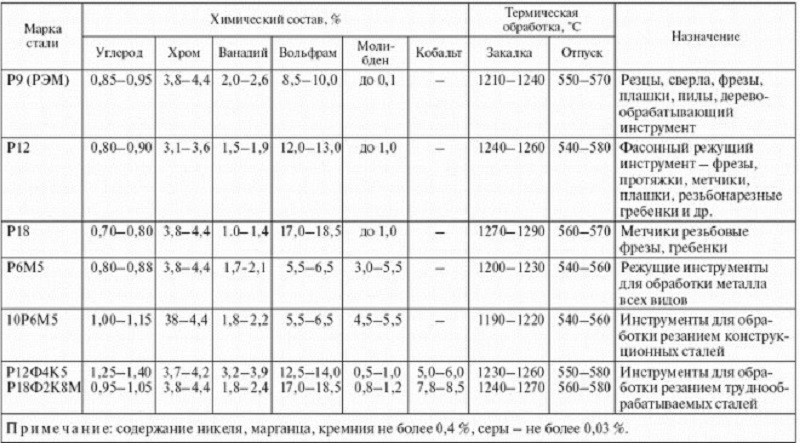
- сплавы, в которых как кобальта, так и вольфрама содержится не более 16%; к таким сплавам относится сталь Р9, Р18, Р12, Р6М5 и др.

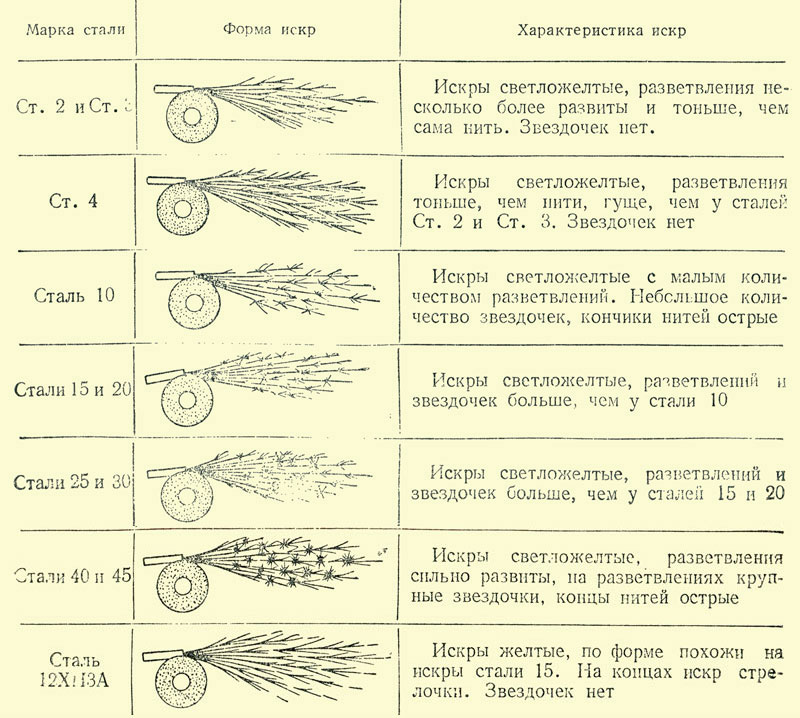
Определение разновидности стали по искре
Как уже говорилось выше, характеристики сталей, относящихся к категории быстрорежущих, преимущественно определяются содержанием в них такого элемента как вольфрам. Следует иметь в виду, что если в быстрорежущем сплаве содержится слишком большое количество вольфрама, кобальта и ванадия, то по причине формирования карбидной неоднородности такой стали режущая кромка инструмента, который из нее изготовлен, может выкрашиваться под воздействием механических нагрузок. Таких недостатков лишены инструменты, изготовленные из сталей, содержащих в своем составе молибден. Режущая кромка подобных инструментов не только не выкрашивается, но и отличается тем, что имеет одинаковые показатели твердости по всей своей длине.
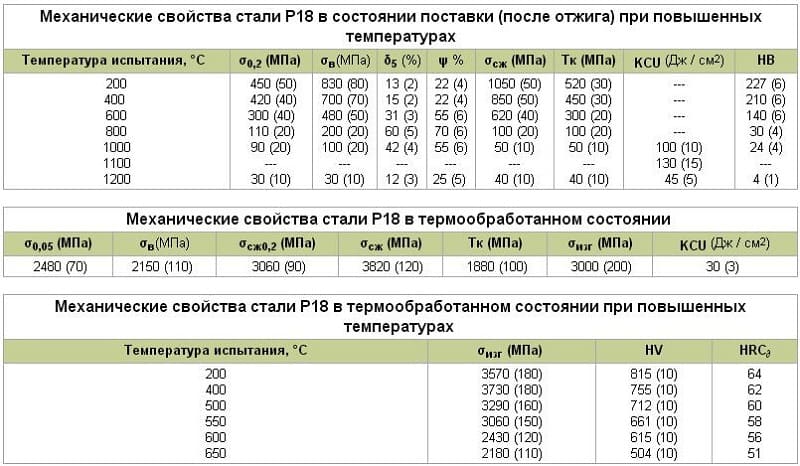
Маркой стали для изготовления инструментов, к которым предъявляются повышенные требования по их технологическим характеристикам, является Р18. Обладая мелкозернистой внутренней структурой, такая сталь демонстрирует отличную износостойкость. Преимуществом использования стали данной марки является еще и то, что при выполнении закалки изделий из нее они не перегреваются, чего не скажешь о быстрорежущих сплавах других марок. По причине достаточно высокой стоимости инструментов, изготовленных из стали этой марки, ее часто заменяют на более дешевый сплав Р9.

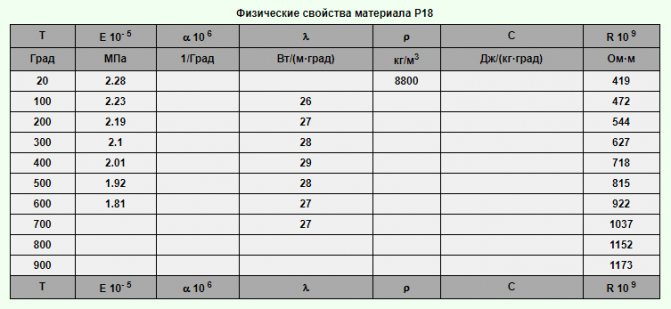
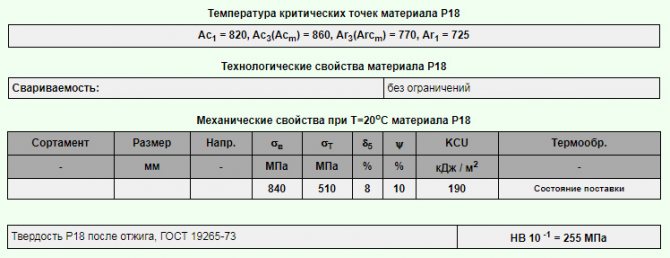
Технические характеристики стали марки Р18
Достаточно невысокая стоимость стали марки Р9, как и ее разновидности — Р9К5, которая по своим характеристикам во многом схожа с быстрорежущим сплавом Р18, объясняется рядом недостатков данного материала. Наиболее значимым из них является то, что в отожженном состоянии такой металл легко поддается пластической деформации. Между тем сталь марки Р18 также не лишена недостатков. Так, из данной стали не изготавливают высокоточный инструмент, что объясняется тем, что изделия из нее плохо поддаются шлифовке. Хорошие показатели прочности и пластичности, в том числе и в нагретом состоянии, демонстрируют инструменты, изготовленные из стали марки Р12, которая по своим характеристикам также схожа со сталью Р18.
Свойства стали марки Р9К5
Р10Ф5К5 — классификация и применение марки
Классификация материала: Сталь инструментальная быстрорежущая
Применение: для изготовления получистовых и черновых инструментов при различных труднообрабатываемых материалов
Р10Ф5К5 — pасшифровка обозначений, сокращений, параметров материала
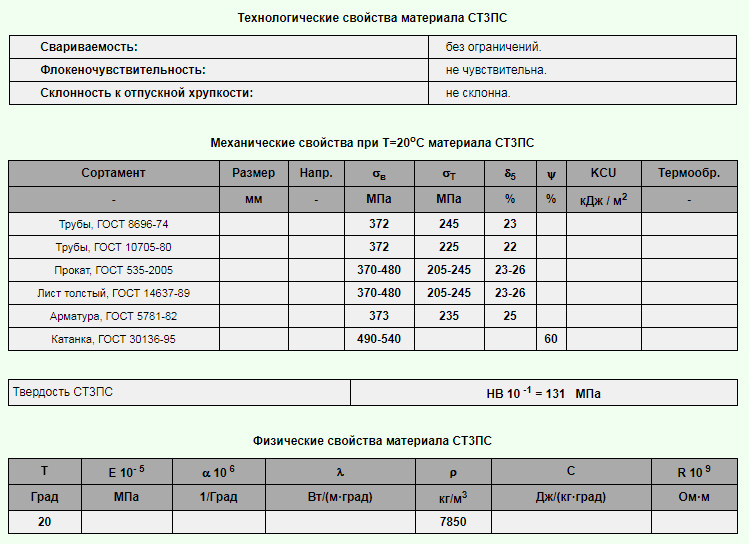
| Физические свойства : | |
| T | — Температура, при которой получены данные свойства , |
| E | — Модуль упругости первого рода , |
| a | — Коэффициент температурного (линейного) расширения (диапазон 20o- T ) , [1/Град] |
| l | — Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] |
| r | — Плотность материала , [кг/м3] |
| C | — Удельная теплоемкость материала (диапазон 20o- T ), [Дж/(кг·град)] |
| R | — Удельное электросопротивление, |
Внимание! Вся приведённая информация о Р10Ф5К5 носит ознакомительный характер. Все интересующие Вас характеристики необходимо уточнять у специалистов
Другие марки в категории
- 9Х4М3Ф2АГСТ для изготовления инструмента
- 11Р3АМ3Ф2 для инструмента простой формы при обработке углеродистых и малолегированных сталей с прочностью до 784 МПа.
- Р12 для всех видов режущего инструмента при обработке углеродистых легированных конструкционных сталей
- 11М5Ф для изготовления инструмента
- Р12Ф3 для чистовых инструментов при обработке вязкой аустенитной стали и материалов, обладающих абразивными свойствами.
- Р14Ф4 для изготовления инструментов простой формы, не требующих больших объемов шлифовальных операций при обработке материалов с повышенными абразивными свойствами- чистовых инструментов простой формы при обработке легированных сталей и сплавов
- Р18К5Ф2 для черновых и получистовых инструментов при обработке высокопрочных, нержавеющих и жаропрочных сталей и сплавов.
- Р18Ф2 для изготовления чистовых и получистовых режущих инструментов при обработке среднелегированных конструкционных сталей
- Р18 резцы, сверла, фрезы, резьбовые фрезы, долбяки, развертки, зенкеры, метчики, протяжки для обработки конструкционных сталей с прочностью до 1000 МПа, от которых требуется сохранение режущих свойств при нагревании во время работы до 600 °С.
- Р18Ф2К5 для изготовления получистовых и черновых инструментов при обработке углеродистых и легированных конструкционных сталей на повышенных режимах резания
- Р2АМ9К5 для режущих инструментов при обработке улучшенных легированных, а также нержавеющих сталей.
- Р2М5 для изготовления инструмента
- Р6АМ5 для изготовления всех видов режущего инструмента, используемого при обработке углеродистых легированных конструкционных сталей- резьбонарезного инструмента- инструмента, работающего с ударными нагрузками.
- Р6АМ5Ф3 для чистовых и получистовых инструментов при обработке нелегированных и легированных конструкционных сталей
- Р6М3 для изготовления чистовых и получистовых инструментов небольших размеров при обработке конструкционных сталей
- Р6М5 для всех видов режущего инструмента при обработке углеродистых легированных конструкционных сталей- предпочтительно для изготовления резьбонарезного инструмента, а также инструмента, работающего с ударными нагрузками
- Р6М5К5 для чернового и получистового инструмента при обработке улучшенных легированных и нержавеющих сталей в условиях повышенного разогрева режущей кромки.
- Р6М5Ф3 для чистовых и получистовых инструментов при обработке нелегированных и легированных конструкционных сталей.
- Р9К10 для изготовления получистовых и черновых инструментов при обработке углеродистых и легированных конструкционных сталей на повышенных режимах резания
- Р9 для изготовления инструментов простой формы, не требующих большого объема шлифовки, для обработки обычных конструкционных материалов.
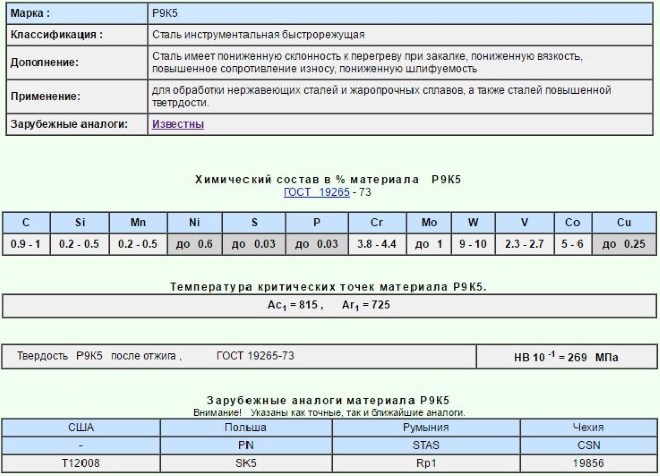
- Р9К5 для обработки нержавеющих сталей и жаропрочных сплавов, а также сталей повышенной тветрдости.
- Р9Ф5 для изготовления инструментов простой формы, не требующих больших объемов шлифовальных операций при обработке материалов с повышенными абразивными свойствами- чистовых инструментов простой формы при обработке легированных сталей и сплавов
- Р9М4К8 для изготовления инструмента, используемого при обработке высокопрочных нержавеющих и жаропрочных сталей, сплавов и улучшенных легированных сталей в условиях повышенного разогрева режущей кромки (зуборезного инструмента, фрез, фасонных резцов, зенкеров, метчиков).для обработки высокопрочных нержавеющих и жаропрочных сталей и сплавов в условиях повышенного разогрева режущей кромки: зуборезный инструмент, фрезы, фасонные резцы, зенкеры, метчики.
Области использования
Благодаря вышеперечисленным характеристикам и невысокой стоимости сталь 95Х18 нашла применение во многих отраслях современного производства.
Авиационное приборостроение использует данную сталь для изготовления ответственных узлов механизмов, к которым предъявляются требования повышенного значения износостойкости. Детали из 95Х18 устойчивы в работе при температуре окружающей среды до 500 ºС и умеренном воздействии агрессивных сред. В первую очередь, сюда относятся посадочные кольца подшипников качения и скольжения.
В машиностроении сталь активно используется как материал деталей, работающих в условиях абразивного износа. Ее способы применения крайне разнообразны и включают всевозможные втулки, валы, оси, клапаны гидравлических установок, пружины и прочее.
В нефтяной промышленности 95Х18 применяют для изготовления ролико- и шарикоподшипников.
Самое большое распространение сталь 95Х18 получила при изготовлении клинкового оружия.
Основные современные ножи, применяемые в охоте и туризме, обычно производятся из сталей двух марок. Это 95Х18 и 65Х13. Каждая из них имеет свои особенности. До сих пор активно ведутся споры на форумах сайтов охотников, какая же все-таки из них лучше.
Сталь 95х18 для ножей плюсы и минусы
Преимущества:
- Прежде всего стоит отметить выгодное соотношение стоимости ножей и их эксплуатационных характеристик. Средняя их цена варьируется в пределах 3000 рублей.
- При более или менее «грамотном» использовании ножи держат заточку до 2 месяцев.
- Процесс заточки не требует высокой квалификации от владельца клинка.
- Данные ножи отличаются высокими характеристиками сопротивляемости коррозии металла.
- Повышенная твердость и прочность.
Недостатки:
- Ножи, изготовленные из стали 95Х18, имеют низкое значение показателя ударной вязкости. Это может стать причиной образования трещин при воздействии ударных нагрузок, а то и вовсе расколоть нож. Как результат, такие клинки непригодны для метания.
- Эксплуатационная характеристика клинка сильно зависит от проведенной ранее термической обработки. Сталь чувствительна к малейшим отклонениям от технологии ее проведения. Хотя отметим, что в условиях массового производства выполнение данной операции полностью возлагается на специализированное оборудование, сводящее появление некачественной продукции на нет.
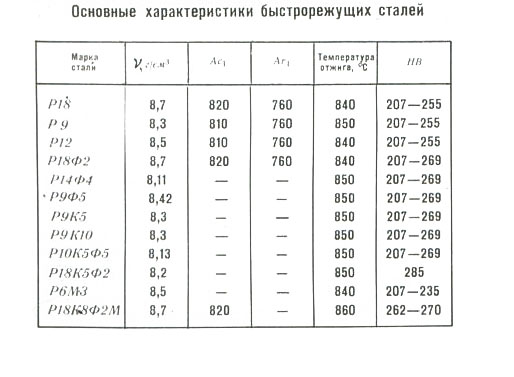
Характеристики быстрорежущих сталей
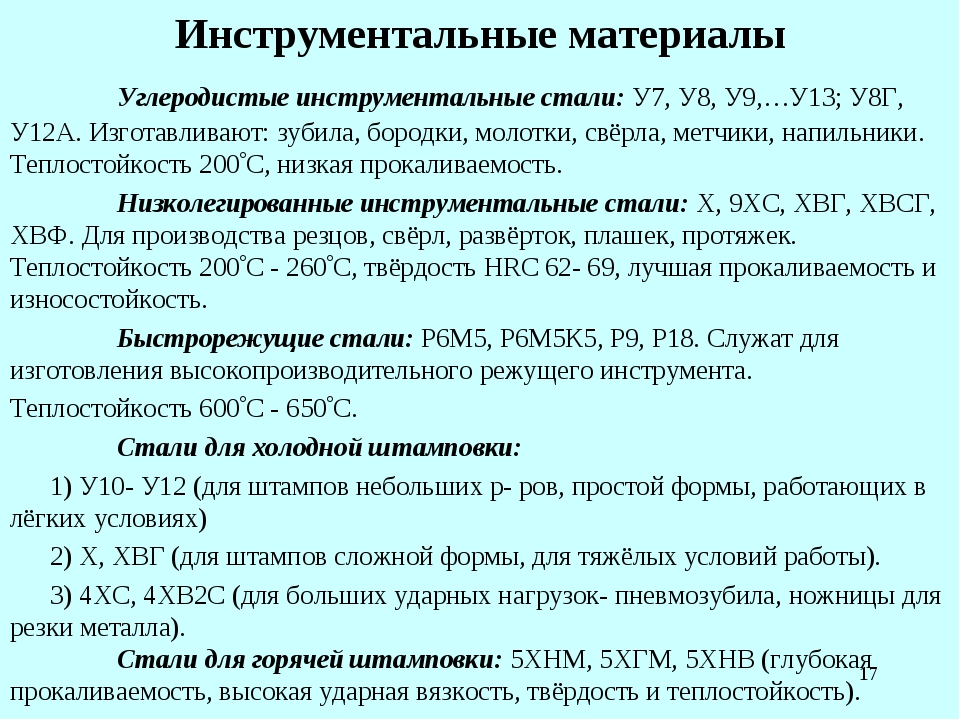
К категории быстрорежущие стали относят сплавы, химический состав которых дополнен рядом легирующих добавок. Благодаря таким добавкам сталям придаются свойства, позволяющие использовать их для изготовления режущего инструмента, способного эффективно работать на высоких скоростях. Быстрорежущие инструментальные стали от обычных углеродистых сплавов как раз и отличает то, что инструмент, который из них изготовлен, может с успехом применяться для обработки твердых материалов на повышенных скоростях.




Фрезеровка детали на профессиональном гравировальном станке
К наиболее примечательным характеристикам, которыми отличаются быстрорежущие стали различных марок, нужно отнести следующие.
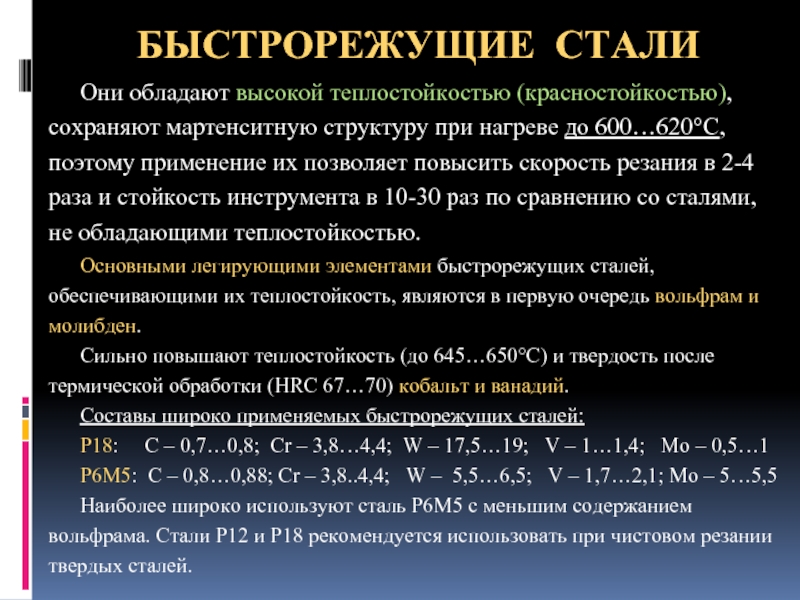
- Твердость, сохраняемая в горячем состоянии (горячая твердость). Как известно, любой инструмент, используемый для выполнения обработки резанием, в процессе такой обработки интенсивно нагревается. В результате нагрева обычные инструментальные стали подвергаются отпуску, что в итоге приводит к снижению твердости инструмента. Такого не происходит, если для изготовления была использована быстрорежущая сталь, которая способна сохранять свою твердость даже при нагреве инструмента до 6000. Что характерно, стали быстрорежущих марок, которые часто называют быстрорезы, обладают даже меньшей твердостью по сравнению с обычными углеродистыми, если температура резания находится в нормальных пределах: до 2000.
- Повышенная красностойкость. Данный параметр любого металла характеризует период времени, в течение которого инструмент, изготовленный из него, способен выдерживать высокую температуру, не теряя своих первоначальных характеристик. Быстрорежущие стали в качестве материала для изготовления режущего инструмента не имеют себе равных по данному параметру.
- Сопротивление разрушению. Режущий инструмент, кроме способности переносить воздействие повышенных температур, должен отличаться и улучшенными механическими характеристиками, что в полной мере демонстрируют стали быстрорежущих марок. Инструмент, изготовленный из таких сталей, обладающий высокой прочностью, может успешно работать на большой глубине резания (сверла) и на высоких скоростях подач (резцы, сверла и др.).
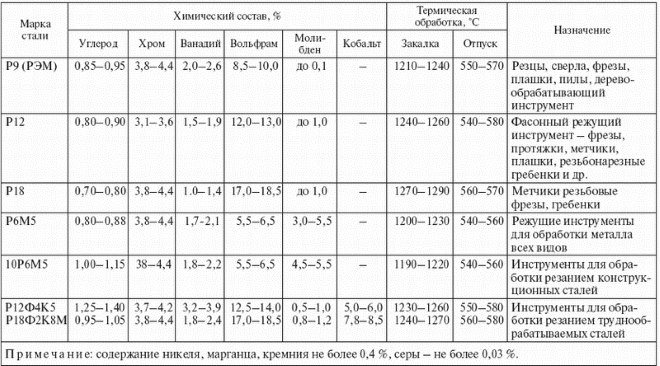
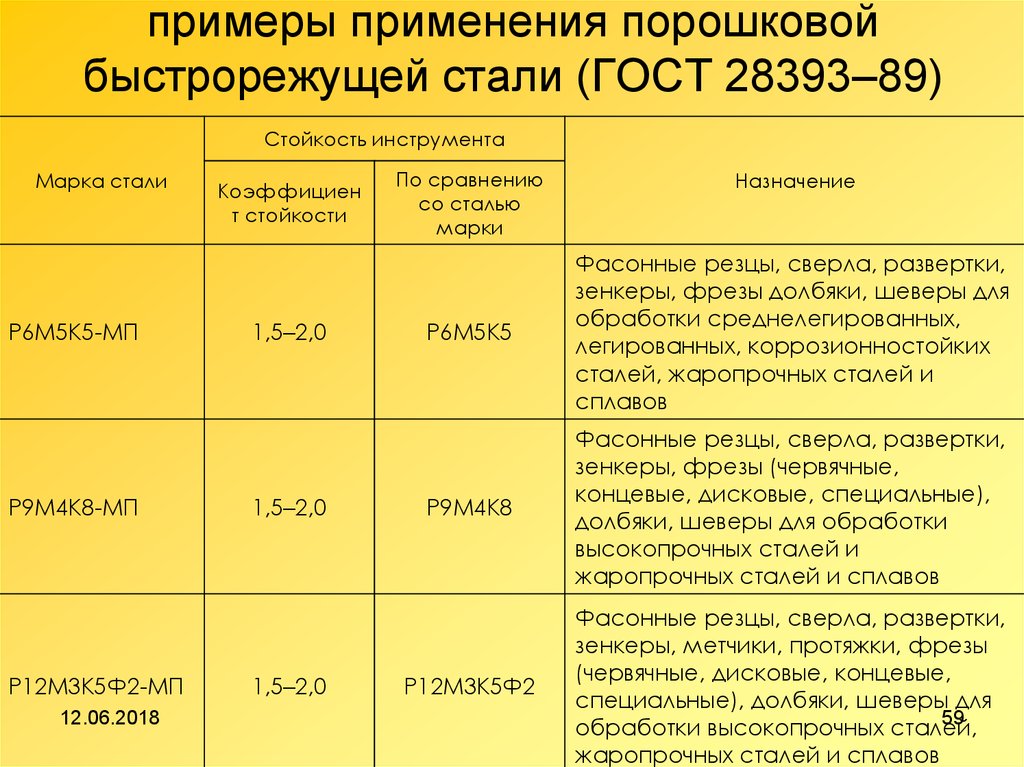
Характеристики и назначение быстрорежущих сталей
На что обратить внимание при выборе
Туристический нож, для производства которого используют сталь 95х18, изготавливают с раскрывающимся клинком. Охотничьи клинки выпускают с фиксированной конструкцией. Ножи из стали 95х18 нужно выбирать по следующим критериям:
- Конструкция – туристический нож лучше выбирать складной конструкции. Он должен обладать небольшим лезвием и очень компактными размерами. Охотничий нож должен быть минимальных габаритов, но со значительно большей шириной и толщиной, лезвие фиксируется рукояткой. В комплекте с изделием обычно идет чехол.
- Размер – как туристические, так охотничьи клинки должны быть не менее 15 см в длину, но не более 25 см для их комфортного использования.
- Рукоять – она должна быть изготовлена из материала, который слабо реагирует на окружающую среду. Лучшим вариантом будут полимеры.
- Качество лезвия – оно должно быть без сколов, зазубрин, следов коррозии.
- Заточка – чем больше угол заточки, тем для более грубых работ предназначен нож.
Стоит также обращать внимание и на другие характеристики ножа:
- толщину лезвия – оптимально 1,5–2 мм;
- наличие защиты на ручке – фиксатора, препятствующего скольжению ладони;
- баланс между рукояткой и лезвием.
Приобретая ножи из этой марки у проверенных поставщиков или в специализированных охотничьих и посудных магазинах, можно получить:
- гарантию на товар;
- сертификат качества;
- профессиональную консультацию по выбору.
Соблюдая эти несложные правила, можно быть уверенными, что изделие не подведет при любых условиях эксплуатации и прослужит на протяжении долгих лет.
В общих чертах снаружи и изнутри
Быстрорежущая сталь была совершенным сплавом своего времени. Она с лихвой удовлетворяла потребности промышленности, и отчасти превосходила ожидания. Первой полноценной сталью была Р9. Р происходит от английского Rapid — скорость. Вольфрам есть по умолчанию, значит и указывать его смысла нет. Содержание вольфрама – цифра после Р. Быстрорежущие стали содержат хрома и молибдена до 5%. Вольфрама может содержаться до 18 сотых частей. От 0,7 до 1,8 сотых углерода. И важнейший здесь металл — кобальт. Но он и самый дорогой, поэтому не превышает по содержанию 10%. Изготовляют быстрорежущую сталь методом отливки или порошковой металлургии. Второй способ лег в основу изготовления и твердых сплавов. При отливке кроме качества листья огромное значение имела ковка. Или обработка давлением. Еще больше значит качественный отжиг и отпуск. Многие стали отпускают от при температуре от — 80 градусах до 900 градусов.
Как выбрать сверло?
Цель использования сверлящего инструмента – делать необходимые отверстия в различных конструкциях. Сверла отличаются:
- устройством;
- материалами производства;
- сферой использования;
- стоимостью.
Одно сверло предназначено работать с алюминиевыми изделиями, другое – с толстым железом или с нержавеющей сталью
Поэтому важно точно знать, какие материалы предстоит просверливать, из какого сплава должно быть выполнено выбираемое сверло, чтобы можно было сверлить каленую конструкцию. Тип сверла определяется его механизмом
- Спиральные – наиболее используемые. Имеют форму металлического цилиндра, имеющего от 2 до 4 винтовых канавок, которые предназначены для отведения срезанного материала, уменьшения трения сверла о стенки производимого отверстия.
- Шнековые. Отличаются от винтовых наличием всего 1 спиральной канавки и режущего конца, оснащенного острым жалом с центровкой. Острие инструмента с резьбовой нарезкой позволяет сверлам самим углубляться в конструкцию без приложения дополнительных усилий.
Применение стали 95х18
Рассматриваемая сталь 95х18 относится к мартенситному классу нержавеющих металлов. Стоит учитывать, что высокие механико-прочностные характеристики делают этот материал одним из самых распространенных. К примеру, 95х18 для ножей применяются крайне часто. Для оружия поставляют заготовки этого металла только в случае производства различных коллекций.
Использование в промышленности определяется с тем, что материал имеет повышенную защиту от механического воздействия. Однако, есть несколько негативным моментов, которые стоит учитывать. К особенностям отнесем следующие моменты:
- Для достижения более высоких эксплуатационных качеств практически во всех случаях проводится термическая обработка. При нарушении технологии металл может стать хрупкими и более износостойким.
- Промышленное применение стали 95х18 связано с повышенной жаропрочностью и износостойкостью, а также коррозионной стойкостью. Изготавливаемые изделия могут выдерживать воздействие температуры около 500 градусов Цельсия.
- Есть возможность использовать металл при высокой химической агрессивности среды. Примером назовем применения в соленой воде или при воздействии пара.
Встречается металл в машиностроении и авиастроении, очень часто изготавливается оружие.
Альтернативная область применения – выпуск высокопрочных деталей, которые работают в условиях повышенного износа. Часто можно встретить нижеприведенные изделия:
- Оси. Они предназначены для принятия различной нагрузки и.
- Подшипники. Встречаются самые различные виды этих изделий: роликовые и шариковые. Оно предназначено для вращения.
- Стержни самого различного типа.
- Втулки.
В последнее время рассматриваемая сталь 95х18 применяется при изготовлении строительных материалов. Это связано не только с высокой износостойкостью, но и прочностью, а также коррозионной стойкостью. Другими словами, изделие прослужит долго по причине отсутствия коррозии.
Сталь 95х18 поставляется в промышленность для изготовления самых различных изделий. Поставляется он в разнообразных формах:
- Полосы. Стоит учитывать, что стальные полосы часто применяются в качестве основы при изготовлении различных изделий, к примеру, лезвия.
- Фасонный и сортовой прокат. При применении технологии проката могут изготавливаться цилиндрические заготовки, которые в дальнейшем подергаются механической обработке путем точения.
- Калиброванный и шлифованный пруток. Он применяется для полуавтоматического или автоматического оборудования механической обработки, к примеру, точения.
- Кованные заготовки и поковки также получили весьма широкое распространение.
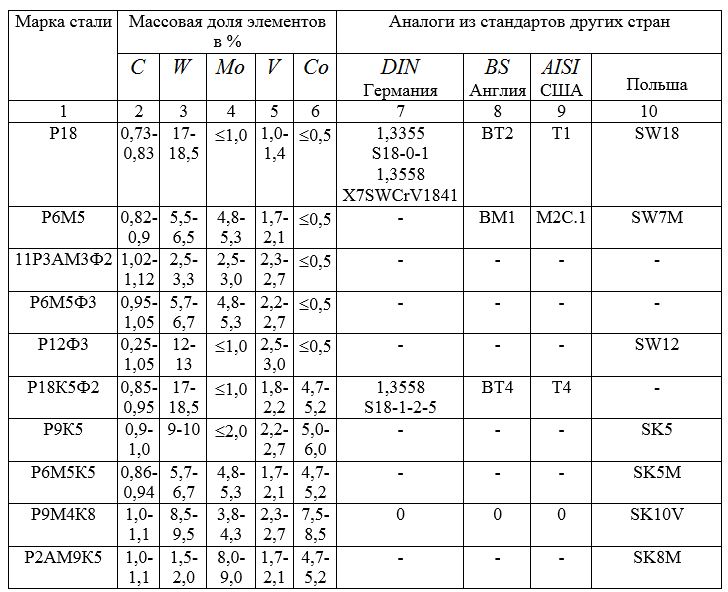
В заключение отметим, что существует довольно большое количество зарубежных аналогов, которые обладают схожими эксплуатационными характеристиками. При их маркировке применяются совершенно другие стандарты
Кроме этого, уделяется внимание тому, что концентрация некоторых элементов может существенно отличаться. Именно поэтому следует подробно рассматривать эксплуатационные качества металла
Особенности термической обработки
Термическая обработка при температуре порядка 1200 — 1300 ºC, с последующим отпуском, вызывает дисперсионное затвердевание. В процессе закаливания большая часть карбида Fe3W3C разлагается и переходит в твердый раствор аустенитного или мартенситного типа. Это приводит к насыщению сплава углеродом, вольфрамом и другими легирующими элементами. Отпуск, который выполняют при температурах в 550 — 560 ºC приводит к повышению твердости до максимальных параметров. Это происходит в следствии выделении карбидов и разложение остатков аустенита.
Инструмент сложной формы, в т.ч. тонколезвийный или работающий в условиях переменной нагрузки, например, на прерывистом точении должен обладать высокой прочностью и вязкостью.

Нагревание под закаливание сталей типа Р18 выполняют при таких температурах и временных паузах, которые обеспечат разложение карбидов и упрочнение аустенита. Это необходимо для получения необходимой теплостойкости.
Тонколезвийный инструмент, с размерами режущей части от 3 до 5 мм температура закаливания должна быть ниже на 10 — 20 ºC от максимальной (1250 ºC).
Высокие температуры, которые необходимы для проведения термической обработки впоследствии могут привести к появлению трещин и излишних напряжений. Для того, чтобы избежать этих неприятностей, подогрев материала выполняют в два этапа. Первый нагрев выполняют при уровне температуре 400 — 500 ºC, второй при 800 — 850 ºC. По достижении окончательной температуры, а это 1200 — 1300 ºC, время нахождения детали в зоне нагрева ограничивают. Допустимое время рассчитывают из соотношения 10 — 15 секунд на 1 мм толщины (диаметра). То есть сверло диаметром 5 мм может находиться при таком режиме порядка 50 — 75 секунд.
Время нахождения заготовки на подогреве может быть удвоено в сравнении с пиковой нагрузкой. То есть, то же сверло будет находиться на подогреве порядка 100 — 150 секунд.
Предварительный и финишный нагрев выполняют в соляной ванне. Она заполняется смесью из:
- 78 % ВаСl2 (хлорид бария);
- 22 % NaCl (натрий хлор).
Для предохранения заготовок от окисления раствор раскисляют с помощью фтористого магния.
Отпуск стали проводят также в несколько этапов. Заготовки выдерживают при температуре 550- 570 ºC, причём необходимо провести два — три сеанса длительностью один час каждый
Отпуск
Превращения при отпуске: четвертое основное превращение.
Отпуск производится при температуре 230-275°С в соответствии с табл.5, твердость после отпуска HRC 57-61.
Полученная структура: отпущенный мартенсит, остаточный аустенит, карбиды.
Таблица составлена технологами термического цеха крупного предприятия для использования в практической работе и позволяет быстро и правильно назначить соответствующий режим термической обработки для 30-ти марок стали наиболее применяемых в машиностроении.
Температ. закалки, град.С
Температ. отпуска, град.С
Температ. зак. ТВЧ, град.С
Температ. цемент., град.С
Температ. отжига, град.С
1
2
3
4
5
6
7
8
9
10
Сталь 20
Сталь 35
Сталь 45
Сталь 7ХГ2ВМ
Сталь У8, У8А
НВ до 250, масло
Сталь У10, У10А
НВ до 250, масло
Сталь 9ХС
Азотирование. Сеч. св. 70 мм




Сталь 30ХГСА
Сталь 12Х18Н9Т
Сталь 20Х13
Сталь 40Х13
Общее время нагрева (время нагрева и выдержки) деталей при закалке берётся из расчёта 1 минута на 1 мм наименьшего размера наибольшего сечения. В соляных ваннах – 35 секунд на 1 мм наименьшего размера наибольшего сечения.
Общее время нагрева (время нагрева и выдержки) деталей при отпуске берётся из расчёта:
а) низкий отпуск (температура 130…240 град.) — 3 минуты на 1 мм наименьшего размера наибольшего сечения, но не менее 30 – 40 минут.
б) средний отпуск (температура 240. 450 град.) — 2 – 3 минуты на 1 мм наименьшего размера наибольшего сечения.
в) высокий отпуск (температура 450. 700 град. — 2 минуты на 1 мм наименьшего размера наибольшего сечения.
Окончательный контроль термической обработки деталей вести по фактической твёрдости.
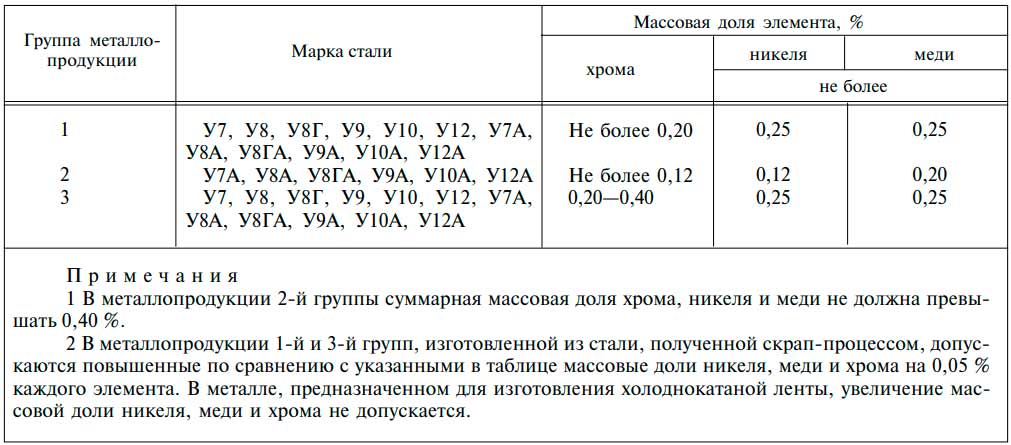
Сталь ХВГ ГОСТ 5950-2000
Массовая доля элемента, %
I группа – для изготовления инструмента, используемого в основном для обработки металлов и других материалов в холодном состоянии;
По способу дальнейшей обработки горячекатаную и кованую металлопродукцию подразделяют на подгруппы:
а – для горячей обработки давлением;
б – для холодной механической обработки (обточки, строжки фрезерования и т.д.)
По состоянию поверхности металлопродукцию подгруппы б подразделяют на:
О – обычного качества;
П – повышенного качества.
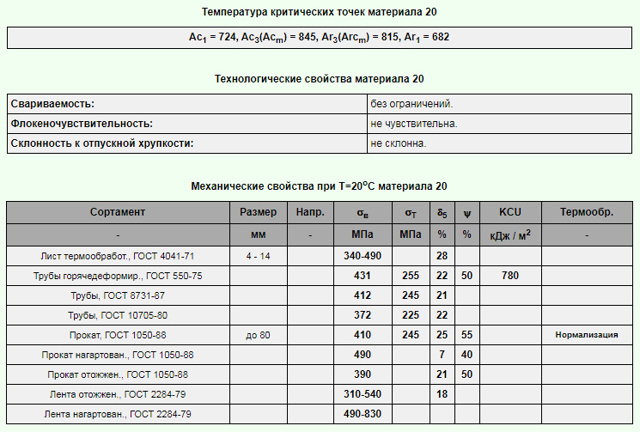
Температура критических точек, °С
Твердость стали после термообработки
Состояние поставки, режимы термообработки
Прутки и полосы отожженные или высокоотпущенные
Образцы. Закалка 850 °С, масло. Отпуск 180 °С
Изотермический отжиг 780 – 800 °С, охлаждение со скоростью
50 град/ч до 670 – 720 °С, выдержка 2 – 3 ч, охлаждение со
скоростью 50 град/ч до 550 °С, воздух
Подогрев 650 – 700 °С. Закалка 830 – 850 °С, масло. Отпуск
150 – 200 °С, воздух (режим окончательной термообработки)
Подогрев 650 – 700 °С. Закалка 830 – 850 °С. Отпуск
200 – 300 °С, воздух (режим окончательной термообработки)
Твердость и ударная вязкость в зависимости от сечения образца
Место вырезки образца
Закалка на мелкое зерно. Отпуск 150 – 160 °С
Твердость стали в зависимости от температуры отпуска
Температура отпуска, °С
Заготовки сечением до 50 – 60 мм. Закалка 840 °С,
масло или расплав солей с водой при 200 °С
Закалка 820 °С, масло
Закалка 830 – 850 °С, масло
Прокаливаемость (Твердость HRCЭ)
Расстояние от торца,
Критический диаметр в масле,
Кривая зависимости твердости по Роквеллу (HRC) от температуры отпуска:
Температура ковки, °С:
Свариваемость – не применяется для сварных конструкций.
Обрабатываемость резанием – в горячекатаном состоянии при HB 235 и σВ=760 МПа, Кυ тв. спл=0,75, Кυ б. ст=0,35,


Склонность к отпускной хрупкости – малосклонна.
Применение: для измерительных и режущих инструментов, для которых повышенное коробление при закалке недопустимо; резьбовых калибров, протяжек, длинных метчиков, длинных разверток, плашек и другого вида специального инструмента, холодновысадочных матриц и пуансонов, технологической оснастки.
кованая круглого и квадратного сечений – ГОСТ 1133-71;
горячекатаная круглого сечения – ГОСТ 2590-88;
горячекатаная квадратного сечения – ГОСТ 2591-88;
полосовая – ГОСТ 4405-75;
калиброванная – ГОСТ 7417-75; ГОСТ 8559-75 и ГОСТ 8560-78;
сталь со специальной отделкой поверхности – ГОСТ 14955-77.
Нюансы производства
Сталь 95Х18 производится довольно сложно из-за несовершенства оборудования. Чтобы получить материал с необходимыми свойствами он подвергается:
- ковке;
- обжигу;
- закаливанию;
- отпуску.
Сырье изготавливается по ГОСТу 5632-72 путем выплавки в кислородно-конвертерном цеху. После этого происходит распределение металла посредством устройства непрерывного литья заготовок, где он разливается в формы блюма, сляба и сортовой заготовки. Большую часть марок стали, включая 95Х18, поставляют в форме сляба – прямоугольной плоской заготовки.
За счет того, что на выходе должен получиться довольно крупный полуфабрикат, эту марку стали раскатывают на рулоны в цехе горячей прокатки, где металл перед прохождением валков разогревается до 750–950 градусов. На выходе получается рулон толщиной 1,2-12 мм.
Чаще всего ножи изготавливают из сортовой заготовки, в частности, из прутьев, полученных путем волочения.
Для промышленного изготовления ножей применяют машинный способ с последующим нарезанием листов или прутьев на фрагменты. Процесс проходит на молотах, деформация производится при температуре в 900-1125 градусов, ровно тогда, когда кристаллическая решетка нестабильна. После ковки происходит постепенное охлаждение до 750 градусов.
Важно знать, что отдельным видом ковки считается штамповка, используемая при создании подшипников и ножей. После ковки осуществляется закалка
Суть этого процесса заключается в придании поверхностному слою металла особых прочностных свойств. Самыми важными критериями при этом являются время и температура
После ковки осуществляется закалка. Суть этого процесса заключается в придании поверхностному слою металла особых прочностных свойств. Самыми важными критериями при этом являются время и температура.
Заготовка нагревается до значений выше критической температуры на 30–50 градусов, после чего производится быстрое охлаждение в воде или масле, реже в других веществах, до температуры 450–650 градусов.
На этом этапе важно не охладить сырье слишком сильно, одновременно, не давая ему нагреться выше показателя в 650 градусов. В первом случае может произойти размягчение металла, а во втором – значительное увеличение хрупкости
Завершающим этапом является отпуск. Отпуск проводится после естественного остывания материала на воздухе, это необходимо для избавления от внутреннего напряжения и, соответственно, чрезмерной хрупкости. Суть процесса заключается в нагревании стали до 150–650 градусов, после чего происходит охлаждение.
Для производства ножей часто применяется еще одна операция – отжиг. Целью этой процедуры является увеличение податливости металла к обработке.
Отжиг может проводиться как после получения отливок, так и в самом конце – когда металл будет обрабатываться мастерами. Заготовка может иметь разную форму:
- полоса;
- сортовой прокат;
- прут.
Все процедуры проводятся в кузнице. По сути, доля ручного труда при изготовлении таких изделий довольно велика, промышленно добиться создания качественного охотничьего ножа до сих пор невозможно.
Однако подделки все же продаются, хотя их качество довольно сомнительно.
Только применив все эти этапы, можно получить сталь 95х18 с нужными характеристиками для ножа, который будет эксплуатироваться в сложных условиях.

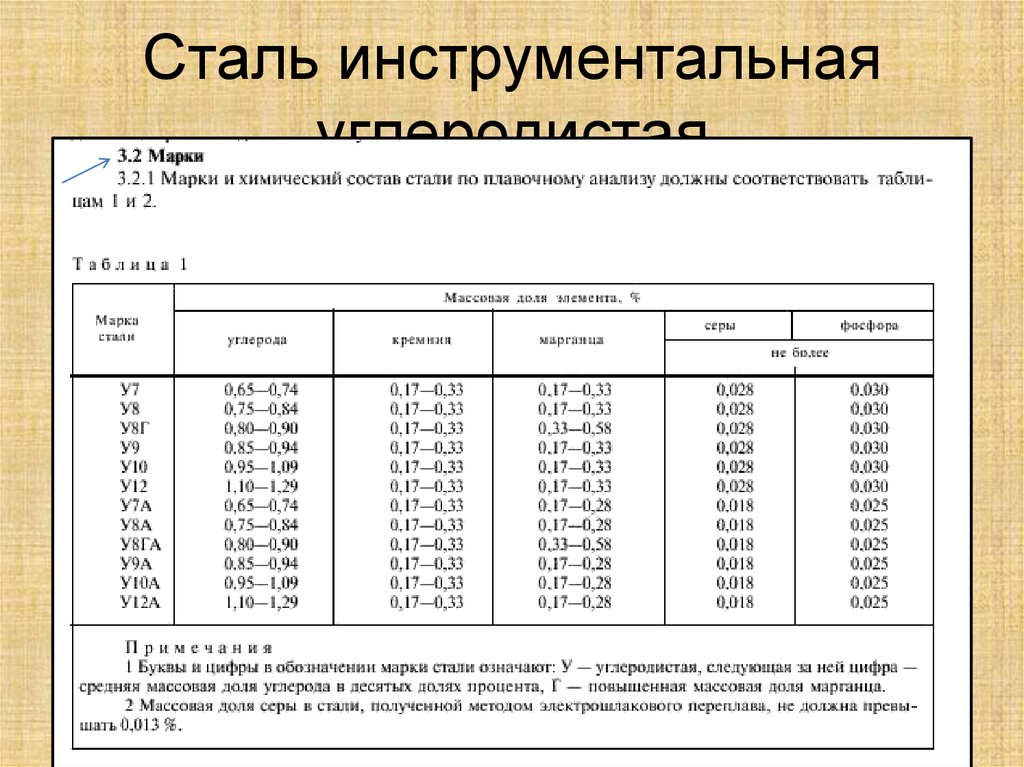
Химический состав
Как ранее было отмечено, химический состав во многом определяет эксплуатационные качества металла. В любом случае основным элементом металла становится железо, которое находится в концентрации около 78 %. Кроме этого, в составе есть большое количество углерода. Рассматривая состав стали 95х18 отметим нижеприведенные моменты:
- Концентрация углерода составляет 0,95 %. При этом концентрация этого элемента может немного отличаться.
- В качестве основного легирующего элемента применяется хром. Именно он определяет высокую коррозионную стойкость. Концентрация хрома составляет от 17 % до 19 %. Слишком высокий показатель может стать причиной повышенной хрупкости, которую можно снизить за счет включения в состав других химических веществ.
Особенности стали 95х18 определяют ее широкое распространение при изготовлении самых различных изделий. В состав металла входят и другие элементы, которые несколько изменяют эксплуатационные качества материала. К примеру, есть вредные примеси, высокая концентрация которых приводит к снижению прочности и надежности структуры. Концентрация всех неосновных элементов регламентируется ГОСТ 5632-72. Химический состав определяет то, что сталь 95х18 относится к высоколегированным с повышенной коррозионной стойкостью.

Характеристики различных марок стали
Действие легирующих элементов может существенно изменить эксплуатационные качества металла. К особенностям действия легирующих примесей можно отнести нижеприведенные моменты:
- Концентрация хрома более 12 % вызывает преобразование поверхностного слоя. За счет этого появляется тонкая защитная пленка, которая намного толще оксидной. Металл может выдерживать воздействие воды и других агрессивных химических веществ. В рассматриваемом случае концентрация составляет 18 %, за счет чего образуется прочная защитная пленка.
- За счет образования карбидов при высокой концентрации хрома повышается защита от абразивного износа. Именно поэтому легированная сталь 95х18 характеризуется высокой износоустойчивостью.
Однако, слишком высокая концентрация хрома все же влияет негативно на материал. Примером можно назвать то, что он не подходит для применения при изготовлении листового проката. Компенсировать этот недостаток можно за счет включения в состав никеля. В состав могут включать марганец и кремний, которые способны повысить прочность и другие важные эксплуатационные качества.



Вывод
Сталь Р18 хорошо подходит для изготовления клинков быстрорезов. Клинок не надо будет часто затачивать, а бритвенную остроту он будет держать даже при интенсивной работе
Следует проявлять осторожность при боковых нагрузках, так как на них клинок меньше рассчитан
Как рубящее оружие такой нож не подойдет – инструмент из такой стали может только резать, а потому он подойдет как кухонный или шкуросъемный. Также им можно будет и строгать по дереву, причем он будет легко резать самые твердые породы.
В такой нож придется вложить немало денег, но в качестве не придется сомневаться. Кроме того, такой клинок почти обязательно прослужит вам очень долго, при условии, что его будут использовать по назначению и защищать от коррозии.





