
Минимальный радиус гибки
Минимальный радиус гибки алюминиевого профиля, при котором на нем еще не возникают трещины и другие повреждения, в значительно степени зависит от механических свойств алюминиевого сплава. Основными ограничивающими факторами для достижения малого радиуса гибки, являются относительное удлинение материала профиля и разница между пределом текучести и пределом прочности материала. Чем выше относительное удлинение материала и чем больше разница между его пределом текучести и пределом прочности, тем большую степень пластической деформации он сможет выдерживать без разрушения.
Арочные конструкции в архитектуре
А́РКА (французское «arc», итальянское «агсо» произошло от латинского «arcus» — «дуга, изгиб») — тип архитектурной конструкции, которая выполняет дугообразное перекрытие проема — пространства между двумя опорами. Конструкция полуциркульной арки и свода возникла в древней Месопотамии и потом успешно применялась во всех архитектурных стилях, слегка меняя свою форму. С развитием цивилизации арка стала символом небесного свода, прохождение через арку означало новое, духовное рождение человека. Вот почему использование арочных и круглых окон и арочных дверей в архитектуре здания всегда выгодно отличает его среди других строений и придает ему особый вид. С появлением в современном строительстве светопрозрачных гибких пластиков (сотового и монолитного поликарбонатов) использование арочных несущих конструкций, соответствующих главному достоинству пластиков — возможности быть изогнутым по криволинейной поверхности, стало еще более массовым. Это позволяет архитекторам создавать самые разнообразные формы не только для кровельных светопрозрачных конструкций (козырьков, галерей, атриумов, и др.), но и для вертикальных фасадных конструкций, где в качестве заполнения применяются стеклопакеты с молированным (изогнутым) стеклом.
Что такое профильная труба
Профильными называют полые трубы, поперечное сечение которых выполнено в форме квадрата, прямоугольника или овала. Более редкие трубы с треугольным или многоугольным сечением обычно изготавливают по индивидуальному заказу.
Профилированные трубы используют для изготовления мебели, спортивного оборудования, ограждений, возведения каркасов для промышленных и коммерческих зданий, жилых домов и надворных построек. Из профильных собирают строительные леса, опоры для трубопроводов, рекламные конструкции.
Повсеместное применение профильных труб обусловлено массой достоинств этого вида металлопроката. По способности выдерживать нагрузкам металлопрофиль не уступает деревянному брусу. При этом он дешевле, удобнее в монтаже, легче, не боится воды и не горит.
Для решения различных задач производятся трубы с различными техническими характеристиками: толщиной стенки, формой и размерами сечения.
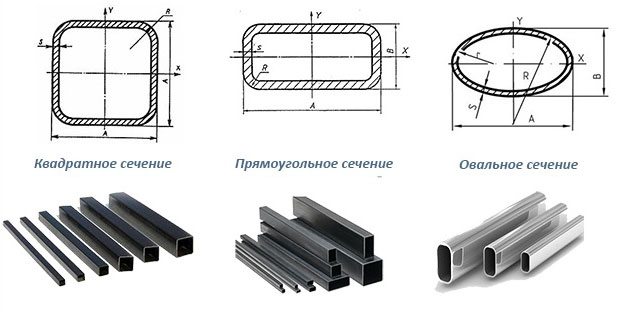
Стальные трубы с прямоугольным и квадратным сечением используют для возведения несущих конструкций. Металлопрофиль других форм сечения чаще применяют для изготовления мебели и элементов декора.
Можно ли согнуть трубу в домашних условиях
Если труба имеет не самые большие габариты, а точность изгиба не является критическим параметром, произвести цикл необходимых работ возможно в домашних условиях.
Разумеется, будет лучше, если для этих работ найдется отдельное помещение, оборудованное верстаком, тисками и прочими необходимыми инструментами. Кроме того, в процессе работы скорее всего придется использовать болгарку, сварочный аппарат или источник открытого огня. Согласитесь, частный дом или квартира мало для этого подходят.
Еще один важный совет. Металл – достаточно упругий материал, который после любой деформации будет стремиться вернуть себе прежнюю форму. По этой причине сгибать трубу следует на немного больший, чем предусматривает проект, угол. Металл вернется на несколько градусов обратно, и мы получим в точности такой радиус сгиба, на который рассчитывали изначально.
Читать также: Насосно компрессорные трубы и их назначение

Для облегчения процедуры сгибания соответствующий участок трубы можно предварительно разогреть. Раскаленный металл становится более пластичным и податливым, что значительно облегчает процесс. Для прогрева чаще всего используют:
Труба тщательно прогревается на месте будущего сгиба (протяженность места нагрева принимается равной шести диаметрам трубы).
Стоит помнить, что многократные циклы сильного нагрева и остывания неизбежно делают металл более хрупким.
Способы гибки алюминия
Различают следующие способы гибки:
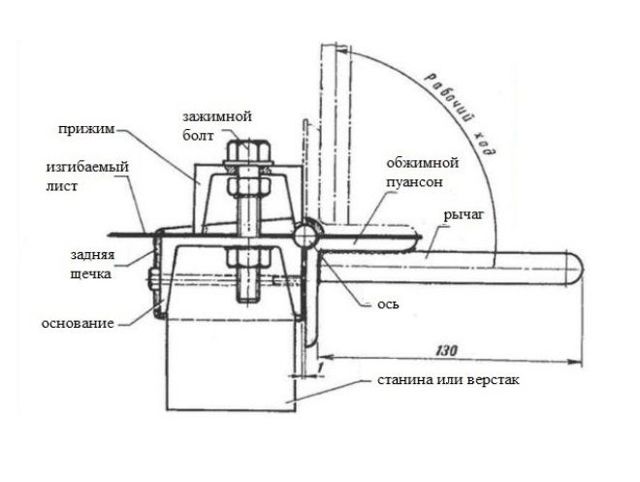
- Гибка в штампе. При помощи специальных штамповочных инструментов заготовку закрепляют и сгибают. Такой способ отличается оперативностью и доступной стоимостью. Используется для небольших, простых по форме изделий.
- Свободная гибка. Алюминиевый лист вдавливается под давлением на станке. Таким образом получаются сложные по конфигурации детали.
- Ручная гибка. Данный способ целесообразно использовать только для изготовления несложных штучных изделий.
Для гибки металла толщиной 2 мм лучше всего подходит гибка алюминия холодным или горячим способом на станках, оснащенных гидро- или электроприводом. Радиус гибки задается вручную или при помощи автоматики. Наша компания использует современное, высокоточное оборудование для обработки алюминия, позволяющее получить отличный результат. Перед началом гибки осуществляются инженерные расчеты, учитывающие характеристики алюминия и будущей детали.
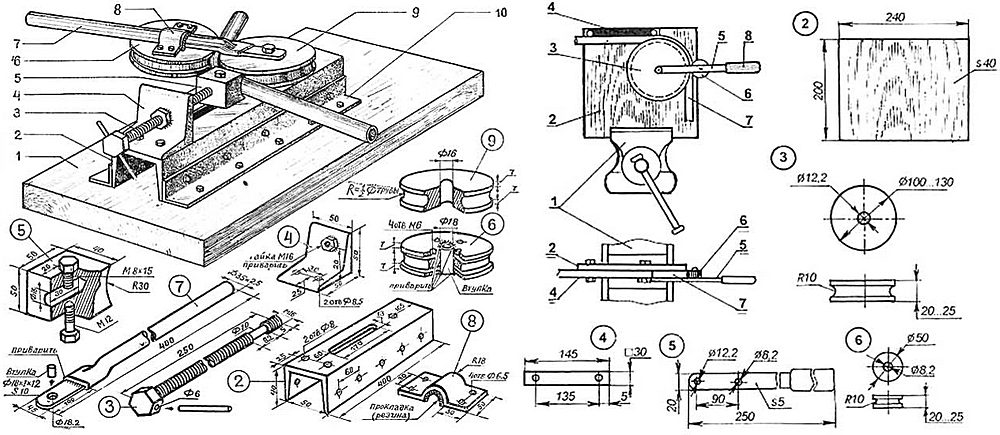

![Профилегиб своими руками: [чертежи, порядок сборки, принцип]](https://molibden-wolfram.ru/wp-content/uploads/a/a/b/aabd5c76ebc185a128bdf257a070f048.jpeg)



Оборудование для гибки алюминиевого профиля
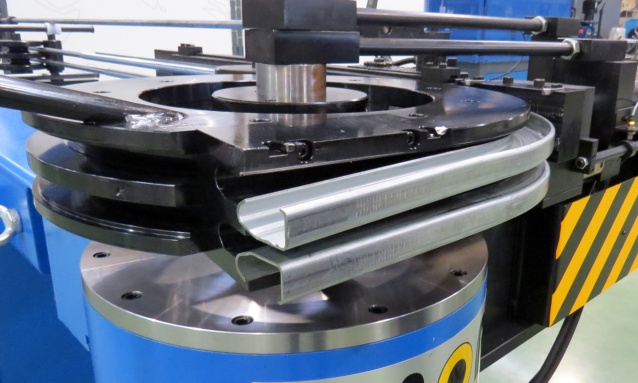
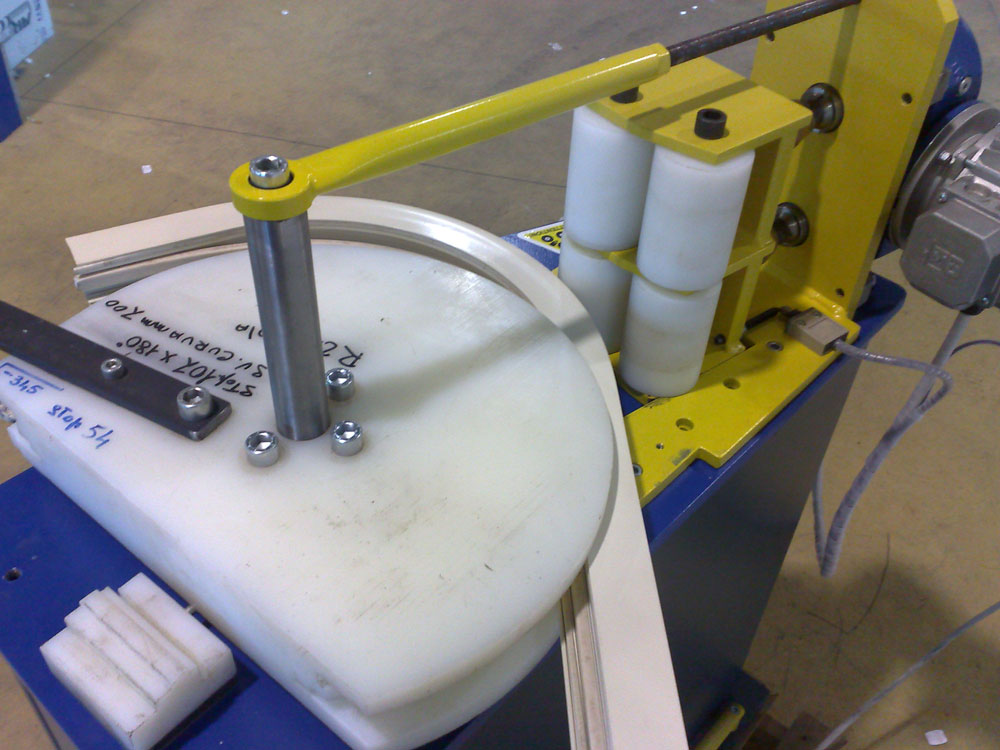
Материалы, применяемые в современных оконных и витражных конструкциях, позволяют получить изогнутую деталь с минимальными затратами. В процессе гибки заготовка профиля подвергается холодному деформированию посредством обработки на профилегибочном станке. Заготовка проходит через несколько фигурных роликов заданного калибра, по геометрии повторяющих поперечный контур профиля.
Профилегибочные станки классифицируют по количеству роликов и по ориентации роликов в пространстве: в горизонтальной или в вертикальной плоскости.
По количеству роликов (или валков) станки бывают трехроликовые и четырехроликовые.
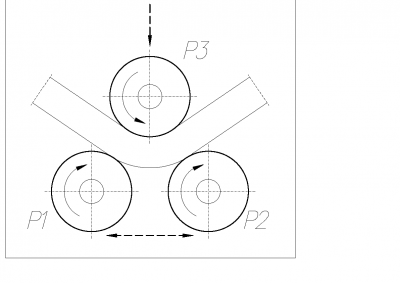
Схема трехроликового станка представляет собой трехточечную систему, через которую проходит заготовка профиля: две точки – ролики Р1 и Р2, вращающиеся в одном направлении и одна точка – ролик Р3, вращающийся навстречу – см. рис. 1.
Оси роликов Р1 и Р2 находятся на одной линии и в результате вращения, производят горизонтальную подачу профиля со скоростью V1 к подвижному ролику Р3, который в перпендикулярном направлении создает изгибающее давление на профиль со скоростью V2. Изменяя расстояние между роликами Р1 и Р2 изменяется радиус гиба профиля.
Профили с малыми радиусами гиба гнут за несколько проходов. После каждого прохода заготовке придается заданная кривизна дуги, все более приближающаяся к требуемой форме профиля, и только при последнем проходе профиль получается с требуемым радиусом гиба.
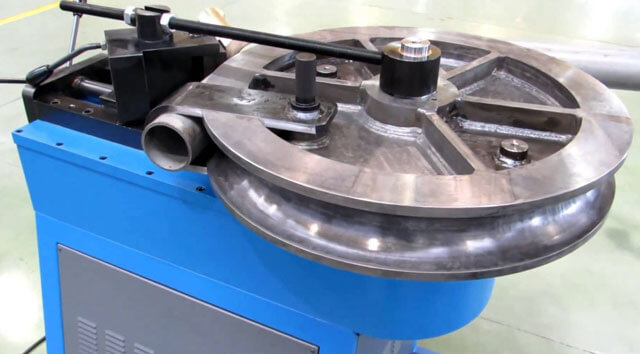
Четырехроликовые станки используются для гибки профилей, которые имеют сложную криволинейную форму, а так же форму спиралей или кругов. Конструкция таких станков, отличается тем, что два ведущих ролика подают заготовку, а еще два ролика изгибают заготовку. Необходимый радиус гибки, настраивается компьютером или вручную при помощи вращения рукояток.
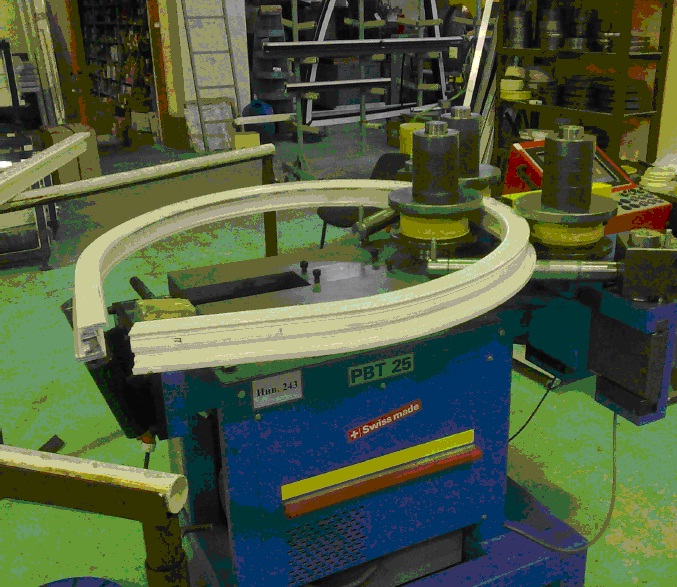
На рис. 2 изображен профилегибочный станок с вертикальным расположением роликов. Вертикально перемещающийся ролик, задающий радиус гибки, имеет гидравлический привод. Изменяя расстояние между нижними роликами, оператор может работать как со сложным (оконным) профилем (максимально раздвинутое положение роликов), так и с металлическим профилем (среднее положение роликов) и прокатом (ближнее положение роликов). При этом автоматически пересчитываются радиусы гибки и гибочные ролики перемещаются в нужные положения.
Рис. 2
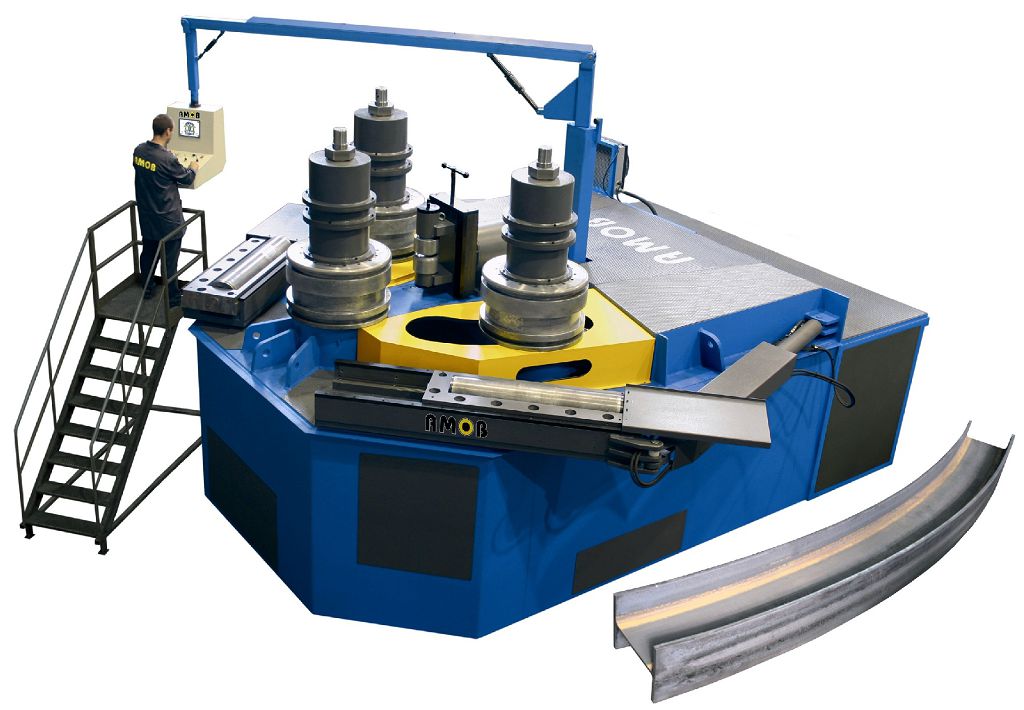
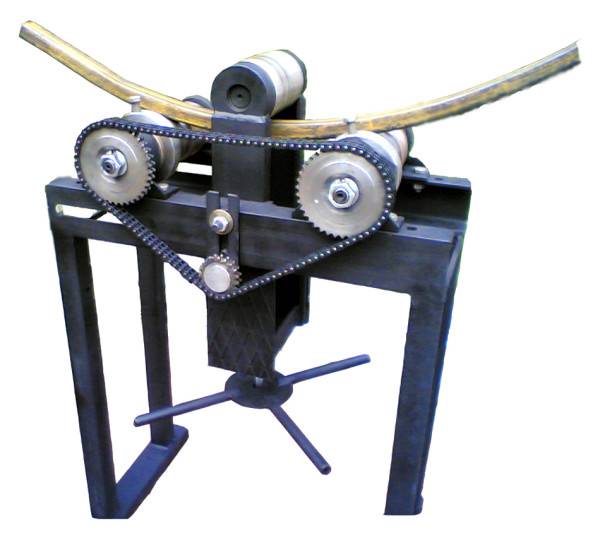
На изображенном на рис. 3 профилегибочном станке с горизонтальным расположением роликов три ролика имеют свой собственный привод, поэтому на станке можно без труда гнуть профили большого сечения. Размеры роликов позволяют подвергать высокоточному изгибу профили высотой до 300 мм. Гидравлический привод управляется через электроклапаны, цифровое табло указывает величину подачи с точностью до 0,1 мм.
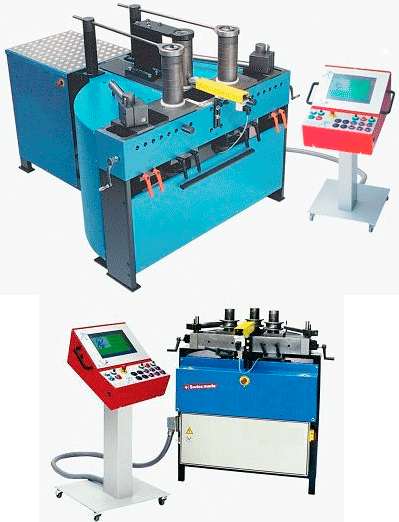
Рис. 3
Большинство современных профилегибов оснащены программным управлением, которое представляет собой передвижной пульт управления со встроенным промышленным ПК и сенсорным дисплеем. Программное управление позволяет быстро и комфортно программировать операции на станке.
Возможности программного обеспечения позволяют производить гибку по нескольким радиусам, осуществляя, в случае необходимости, плавный переход от дуги с заданным радиусом к прямой линии, или аппроксимировать эллипс. Графическое представление обрабатываемой заготовки позволяет визуально контролировать программируемые параметры.
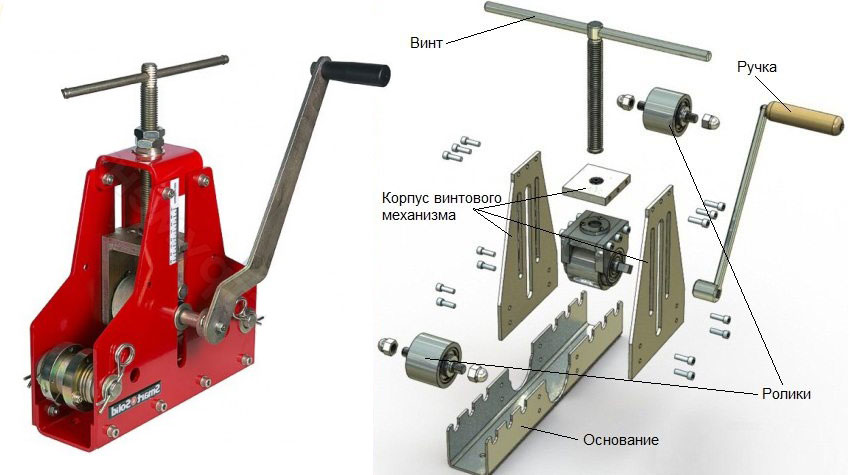
Трубогиб стационарный пошаговая инструкция
Если планируется самостоятельно изготовить теплицу из стальных труб, то понадобится обзавестись не просто обычным трубогибом, а надёжным изделием. Ведь при таком подходе понадобится изогнуть не один десяток профильных труб. Чтобы конструкция теплицы получилась аккуратной и красивой, нужно использовать стационарный трубогиб.
Перед тем, как приступать к изготовлению теплицы, нужно позаботиться о присутствии соответствующего инструмента для гибки профильных изделий. Понадобятся для конструирования стационарного трубогиба элементы:
- прут на 25;
- 6 подшипников;
- швеллер.
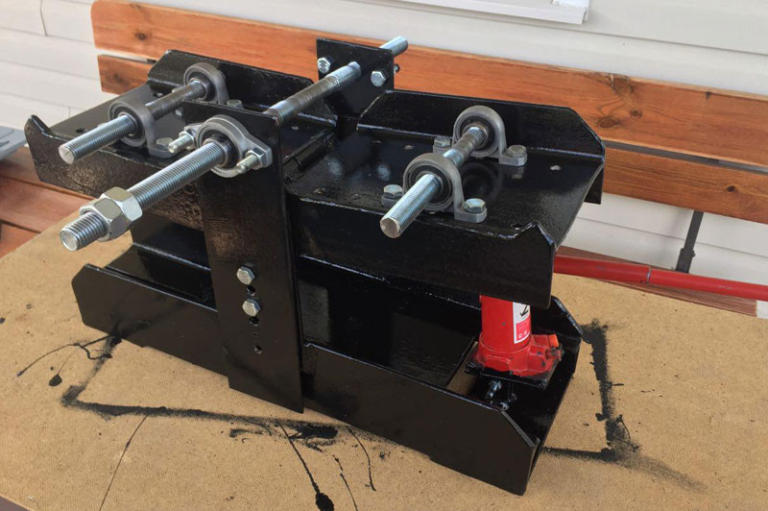
Понадобится ещё и сварочный аппарат, при помощи которого будет выполняться соединение всех составных частей. Пошаговая инструкция изготовления стационарного трубогиба выглядит следующим образом:
- К основанию (швеллеру) привариваются подшипники, которые соединяются между собой валом в виде стальной трубы соответствующего диаметра.
- Чтобы вал не был расположен слишком близко возле основания, следует подшипники приваривать на обрезки прямоугольной трубы по 5 см.
- Чтобы заведомо изготовить агрегат, которым мог бы регулироваться радиус изгиба, основание нужно сделать из двух швеллеров, соединённых между собой завесами, как видно на фото выше.
- Два вала с подшипниками располагаются на одинаковой высоте, а третий (центральный) приваривается с помощью прямоугольной трубки выше на 15-20 см.
- К верхнему валу нужно приварить дополнительную трубку, к которой будет закреплена рукоятка. Этот вал будет приводиться в движение при помощи мускульной силы.
- Приваривается ручка к верхнему валу, после чего можно проверять получившееся изделие на функционирование.
Устанавливая профильную трубку любых размеров, следует отрегулировать радиус конечного изгиба. Делать это можно при помощи домкрата, расположенного под основанием, на котором закреплён один из валов. Отрегулировав требующийся радиус изгиба, вращается рукоятка. В итоге получаются качественные изогнутые трубки. Преимуществом трубогиба называется возможность гнуть материалы любого размера и диаметра.





Из недостатков можно отметить только возможность эксплуатации на одном месте
При этом важно понимать, что применять такое устройство можно для любых нужд. Для изготовления такого устройства понадобятся капиталовложения не более 500 рублей
Купить нужно только 6 подшипников, а все остальные элементы найдутся в хозяйстве у каждого мастера
Купить нужно только 6 подшипников, а все остальные элементы найдутся в хозяйстве у каждого мастера.
Назначение
Станок для гибки широко используется при изготовлении различных материалов. Так, с его помощью производят обработку труб, алюминиевого профиля и других материалов. При этом заготовки могут иметь различное сечение. С помощью такого устройства даже производится обработка металлических прутов и швеллеров. В зависимости от конструктивных особенностей, установка может одновременно обработать всю деталь или только ее определенную часть.

Станок с ЧПУ для гибки алюминиевого профиля
В домашних условиях для обработки материалов используют оборудование, изготовленное своими руками. Его особенность заключается в том, что ним можно согнуть материал без предварительного нагрева. Принцип работы основан на холодном прокате, что позволяет значительно упростить и ускорить обработку деталей.

Современные агрегаты позволяют выполнить обработку материалов любой сложности. Так, можно легко изготовить из материала спираль или замкнутый контур. Также можно выполнить регулировку угла изгиба. С помощью агрегата выполняют прокат заготовки за один раз. Все работы осуществляются с помощью специальных роликов, которые располагаются на рабочей поверхности по установленной схеме.
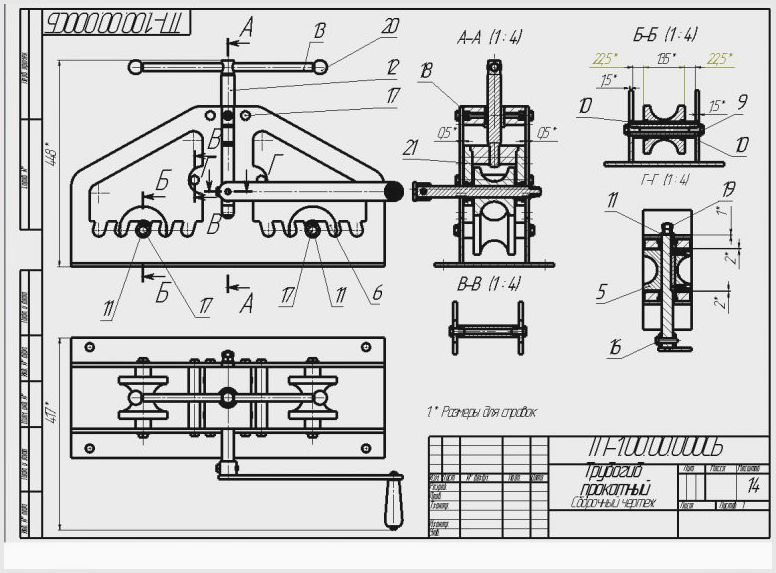
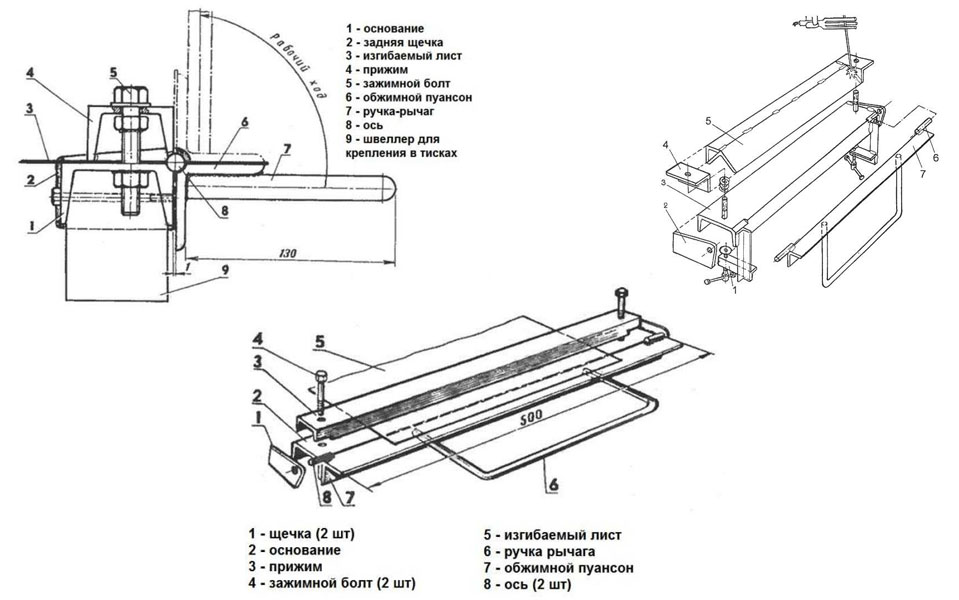
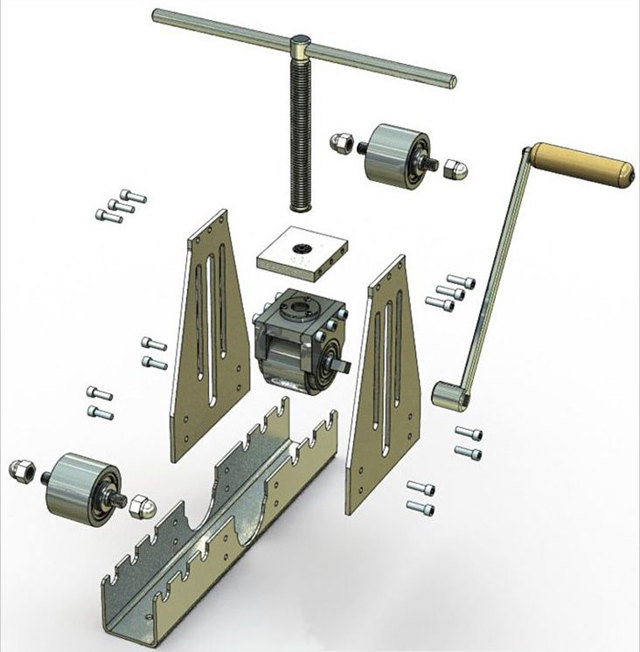
Конструкция профилегиба
Чтобы самостоятельно соорудить профилегибочный станок для труб, пользуются разными чертежами. Приоритет того или иного варианта, как правило, диктуется наличием имеющихся материалов.
Фронтальный вариант станка для гибки состоит из следующих элементов:
- валы или ролики из металла (в комплекте из трех штук);
- приводной цепной механизм;
- оси;
- профили из металла, служащие для изготовления рамного основания.
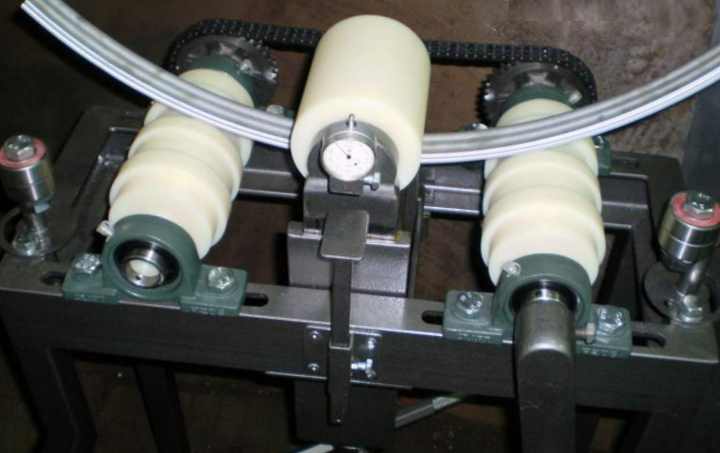
Станок для гибки профильной трубы часто оснащают роликами из дерева. Так же для этого часто используется полиуретан
При выборе этих деталей для профилегиба, необходимо брать во внимание показатель прочности трубного изделия. Если это требование не учесть, то загибочный станок, выполненный своими руками, попросту не выдержит нагрузки и придет в негодность
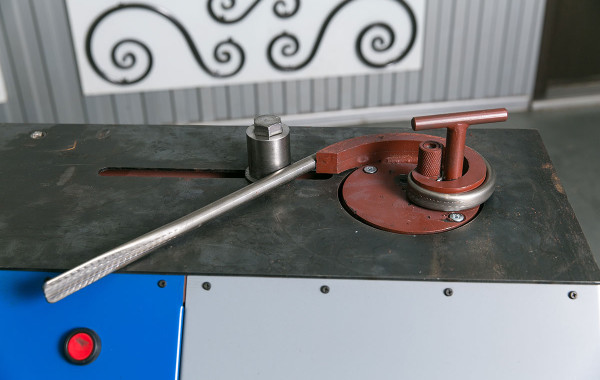
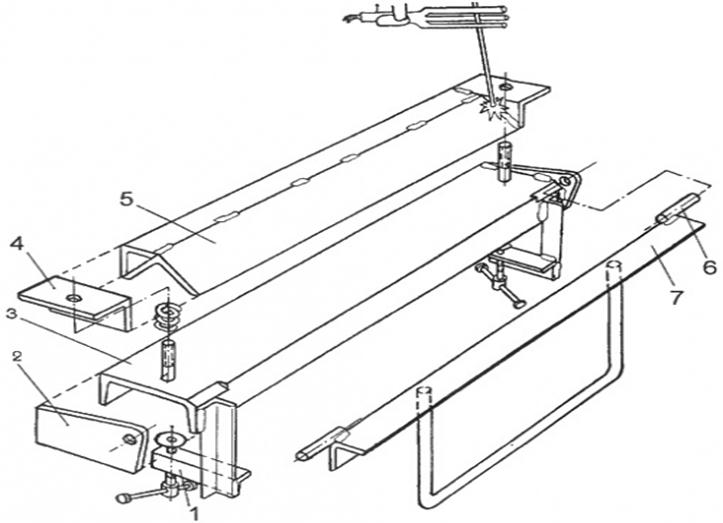
Изготовление рычажного трубогиба
В бытовых условиях можно изготовить трубогиб рычажного типа для проката профтрубы, который без проблем справится с разнообразным радиусом изгиба изделия.
При этом стоит придерживаться следующих рекомендаций опытных специалистов:
- конструкцию, в основном, сооружают из металла, но для этой цели также можно применить дерево;
- прижимной и центральный ролики должны изготавливаться из металла, так как они составляют основу будущего станка;
- держателю придайте П-образную форму;
- при выборе величины станка учтите сечение труб, с которыми планируется работать: чем оно больше, тем более значительной должна быть нагрузка на изделия, а это значит, что и сам станок должен быть крупным;
- ось под центральный ролик нужно зафиксировать на основании максимально надежно, но без пережима, препятствующего вращению этого держателя;
- с иной стороны от ролика на держатель установите рычаг определенной длины: чем короче рычаг, тем сложнее будет выполнить операцию;
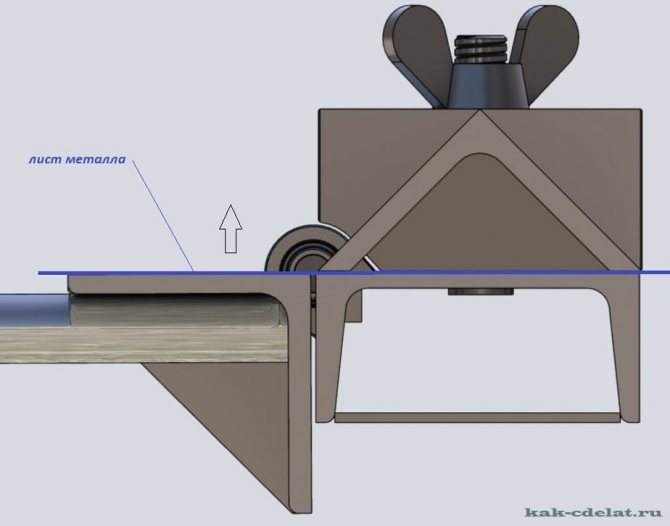
Процесс гибки
Для настройки профилегибочного станка вне зависимости от количества обычно требуется 2-3 профиля.
Толщина стенки, срок хранения алюминиевого профиля, состояние его поставки и геометрические характеристики профиля – все эти показатели влияют на возможность гибки профиля с тем или иным радиусом и на последующее качество дуги.
Минимальный радиус зависит также и от ширины профиля. Для качественного системного профиля шириной от 45 до 50 мм можно достичь минимального радиуса от 150 до 175 мм.
Ролики должны свободно скользить по полкам профиля, в противном случае профиль может скручиваться, этот факт учитывается при установке прижима. Поверхность роликов должна быть чистой во избежание получения задиров и царапин на обрабатываемом профиле.
Ввиду того, что заготовка профиля покрыта маслом, вместе со смазкой на стенки роликов попадают пыль и песчинки, которые царапают поверхность профиля. Так же, во время гибки неокрашенного профиля силой трения могут отрываться от плакирующего слоя алюминия (тонкого слоя чистого алюминия) частицы окиси алюминия, которые размазываются по деформируемой поверхности и царапают стенки профиля и роликов. Поэтому в процессе гибки периодически протирают ролики чистой ветошью и счищают с них накопившуюся грязь.
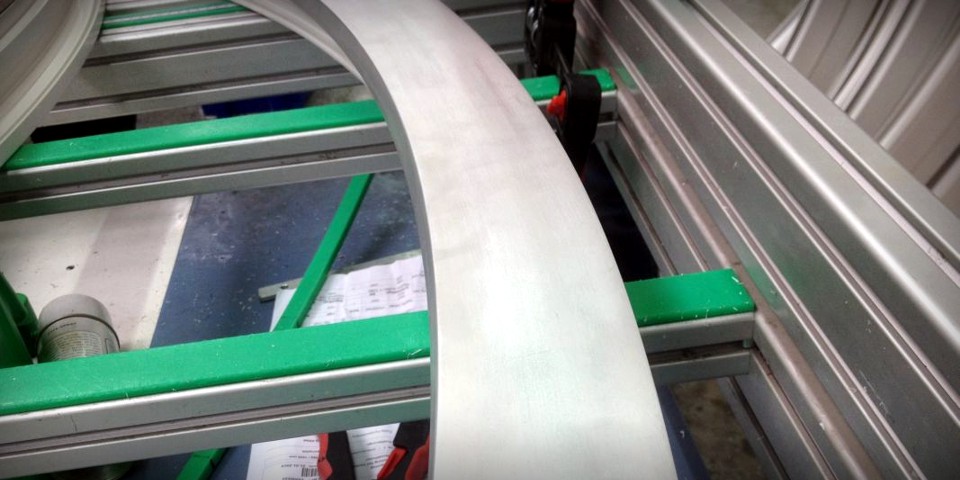
Основной показатель качества согнутого профиля – сохранение постоянного сечения, отсутствие гофры металла на внутренней кромке профиля, параллельность лицевых стенок профиля, недеформированные пазы под установку штапика и уплотнителя.






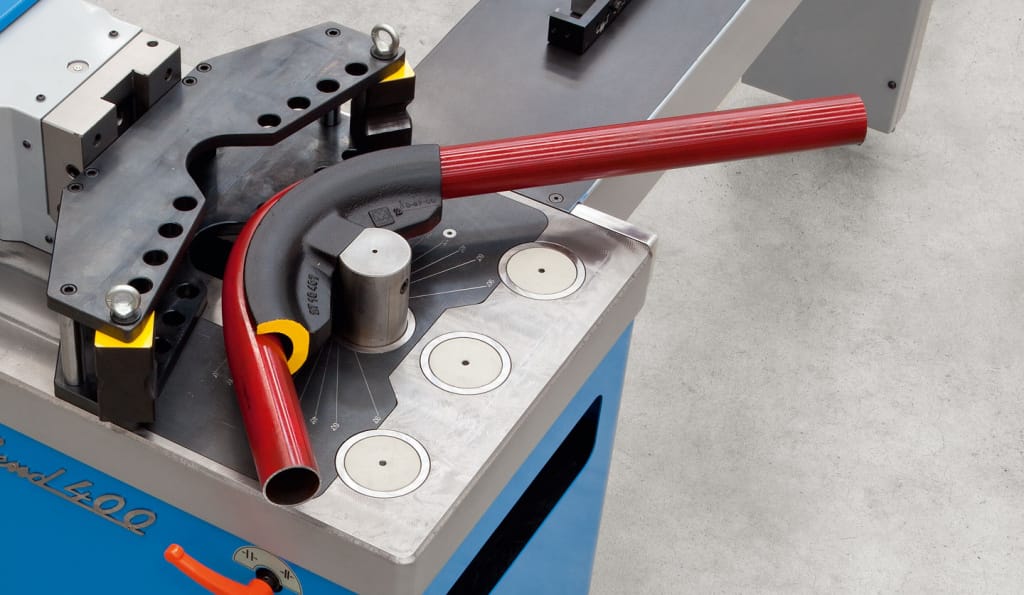
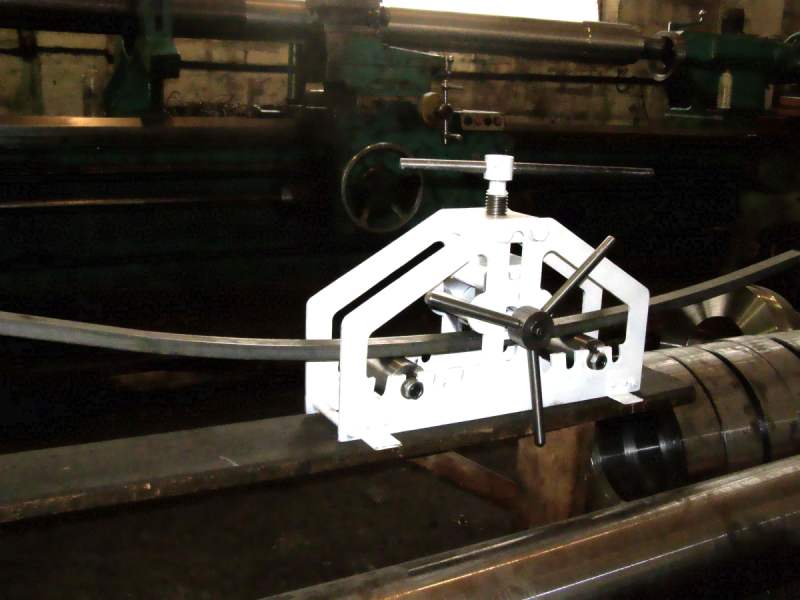
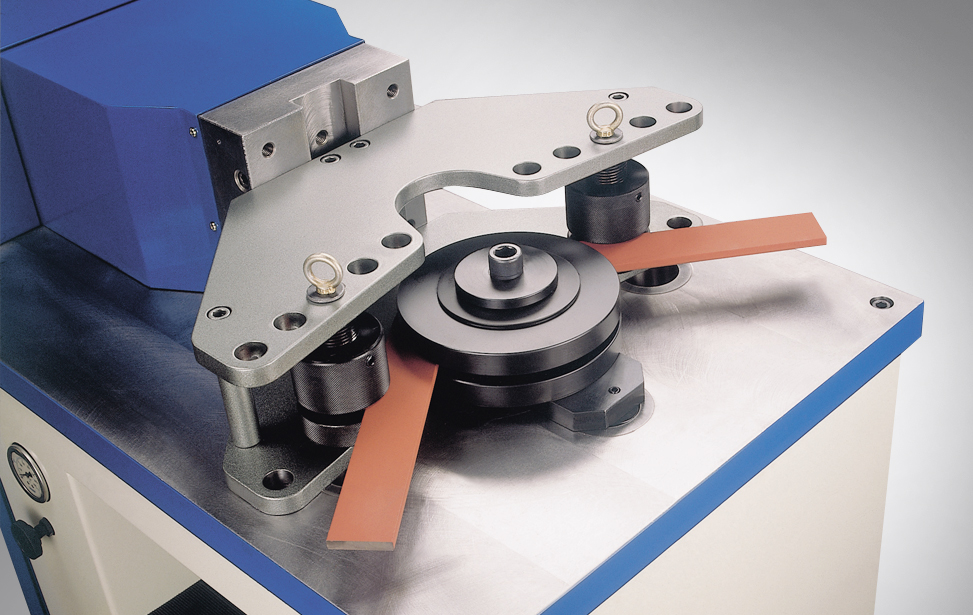
Переносное оборудование
Примером такого агрегата является профилегибочный станок «АЛС». Его задача — гибка полос и металлических профилей сложной формы шириной до 160 мм и толщиной до 2 мм. Чаще применяется для сгибания широких профилей (например, при установке наружной рекламы — объемных букв), но для небольших тоже подойдет.
Отличительные особенности станка «АЛС»:
- нет необходимости крепления к верстаку — встроенной опоры достаточно;
- удобство транспортировки из-за малых габаритов и веса;
- действие занимает одну секунду.
Самыми популярными устройствами данного формата являются «АЛС-А 90» и «АЛС-А 60». Первые изгибают заготовку на 90 градусов, вторые — на 60. Стоимость «АЛС» — порядка 6000 рублей.
Защита от овализации

Основные способы холодной гибки оцинкованной трубы предусматривают меры, позволяющие загнуть заготовку, максимально сохранив форму её поперечного сечения. Обычно для этого используется одни из двух способов:
- Использование мер, позволяющих сохранить форму сечения изнутри (применение внутреннего ограничителя).
- Использование наружного ограничителя для предотвращения расширения боковых стенок.
Жёсткие материалы в качестве наполнителя лучше сохраняют форму, поэтому они чаще используются. Но благодаря применению упругих наполнителей происходит меньшее растяжение наружной поверхности изгиба.
Оборудование для гибки алюминиевого профиля
Материалы, применяемые в современных оконных и витражных конструкциях, позволяют получить изогнутую деталь с минимальными затратами. В процессе гибки заготовка профиля подвергается холодному деформированию посредством обработки на профилегибочном станке. Заготовка проходит через несколько фигурных роликов заданного калибра, по геометрии повторяющих поперечный контур профиля. Профилегибочные станки классифицируют по количеству роликов и по ориентации роликов в пространстве: в горизонтальной или в вертикальной плоскости. По количеству роликов (или валков) станки бывают трехроликовые и четырехроликовые.
Схема трехроликового станка представляет собой трехточечную систему, через которую проходит заготовка профиля: две точки — ролики Р1 и Р2, вращающиеся в одном направлении и одна точка – ролик Р3, вращающийся навстречу – см. рис. 1. Оси роликов Р1 и Р2 находятся на одной линии и в результате вращения, производят горизонтальную подачу профиля со скоростью V1 к подвижному ролику Р3, который в перпендикулярном направлении создает изгибающее давление на профиль со скоростью V2. Изменяя расстояние между роликами Р1 и Р2 изменяется радиус гиба профиля.
Профили с малыми радиусами гиба гнут за несколько проходов. После каждого прохода заготовке придается заданная кривизна дуги, все более приближающаяся к требуемой форме профиля, и только при последнем проходе профиль получается с требуемым радиусом гиба.
Четырехроликовые станки используются для гибки профилей, которые имеют сложную криволинейную форму, а так же форму спиралей или кругов. Конструкция таких станков, отличается тем, что два ведущих ролика подают заготовку, а еще два ролика изгибают заготовку. Необходимый радиус гибки, настраивается компьютером или вручную при помощи вращения рукояток.
На рис. 2 изображен профилегибочный станок с вертикальным расположением роликов. Вертикально перемещающийся ролик, задающий радиус гибки, имеет гидравлический привод. Изменяя расстояние между нижними роликами, оператор может работать как со сложным (оконным) профилем (максимально раздвинутое положение роликов), так и с металлическим профилем (среднее положение роликов) и прокатом (ближнее положение роликов). При этом автоматически пересчитываются радиусы гибки и гибочные ролики перемещаются в нужные положения.
На изображенном на рис. 3 профилегибочном станке с горизонтальным расположением роликов три ролика имеют свой собственный привод, поэтому на станке можно без труда гнуть профили большого сечения. Размеры роликов позволяют подвергать высокоточному изгибу профили высотой до 300 мм. Гидравлический привод управляется через электроклапаны, цифровое табло указывает величину подачи с точностью до 0,1 мм.
Большинство современных профилегибов оснащены программным управлением, которое представляет собой передвижной пульт управления со встроенным промышленным ПК и сенсорным дисплеем. Программное управление позволяет быстро и комфортно программировать операции на станке. Возможности программного обеспечения позволяют производить гибку по нескольким радиусам, осуществляя, в случае необходимости, плавный переход от дуги с заданным радиусом к прямой линии, или аппроксимировать эллипс. Графическое представление обрабатываемой заготовки позволяет визуально контролировать программируемые параметры.
Виды и классификация листогибочного оборудования с гидроприводом
Согласно отраслевой нормали КН-1-01 отечественное оборудование для гибки маркируется буквой И, после которой следует условное обозначение типа и рабочего усилия оборудования. Например, марка И2730Ф указывает на то, что данная кузнечно-штамповочная машина представляет собой листогибочный пресс с ЧПУ (буква Ф в конце маркировки), а максимальное рабочее усилие (последние две цифры) составляет 1000 кН.




Кроме того, промышленные листогибы классифицируются:
- По типу станины: выпускаются оборудование с открытой станиной С-образного типа, и с закрытой станиной рамного типа.
- По наличию либо отсутствию средств автоматизации процесса. Высокофункциональный листогибочный пресс с ЧПУ, несмотря на свою более высокую стоимость, значительно выгоднее обычного приводного листогиба, поскольку позволяет оперативно программировать себя на деформирование изделий с различной формой, чем существенно снижаются непроизводительные простои прессов.
- По конструктивному исполнению силовых гидроцилиндров листогибочный пресс может быть с нижним расположением цилиндров (с тянущими цилиндрами), и с верхним (толкающие цилиндры). С точки зрения распределения усилий во время деформирования, более высокой долговечностью отличаются прессы с верхним расположением силовых органов, поскольку в этом случае преобладают сжимающие напряжения, допустимый уровень которых для сталей всегда выше, чем сжимающих.
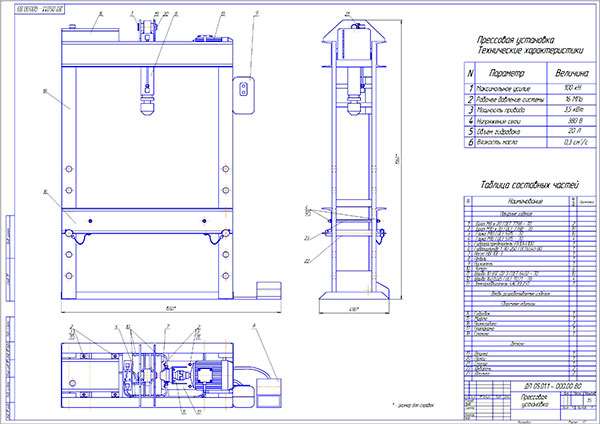
Чертеж общего вида пресса с гидроприводом
Следует отметить, что изготовление листогибочных прессов (независимо от типа привода) своими руками практически невозможно, поскольку требует очень высокого оснащения станочной базой и квалификации исполнителей. Вместе с тем, изготовление пуансонов и матриц своими руками вполне возможно: инструмент для гибки имеет довольно простую конфигурацию, а, кроме того, производится под конкретные потребности производства.
Новости
- Обучение гибке алюминиевого профиля в ИТАЛИИ
- 25 апреля 2019 г.
Руководители фирмы Контек, филиал г.Ярославль посетили завод CLOMEA в Италии,
где прошли обучение на гибочном оборудовании фирмы CLOMEA.
В процесс обучения были выполнены все технические требования компании
и обучены технические специалисты работе с гибочным оборудованием для алюминиевого
профиля.
- Выгодная экономия для вашего производства
- 13 апреля 2019 г.
Предлагаем вашему вниманию гибочные станки б/у.
Оборудование находится в отличном рабочем состоянии, обладает официальной гарантией производителя.
Предварительный срок эксплуатации – от 5 до 9 лет.
Обшивка гипсокартоном
- Как крепить ГКЛ на готовый каркас ?
Саморезы вкручиваются шуруповертом с шагом 15-20 сантиметров вдоль всех профилей, включая направляющие. Вот несколько несложных правил, которые помогут вам в креплении гипсокартона:
- Настройте трещотку шуруповерта так, чтобы она срабатывала, когда шляпка самореза начинает погружаться в ГКЛ. Крепеж должен быть утоплен примерно на миллиметр: в этом случае его полностью скроет шпаклевка;
- Саморез вкручивается на расстоянии не менее 2 см от края листа. В противном случае край просто выкрошится;
- Чтобы не держать под рукой линейку, для измерения шага между крепежом используйте пядь — расстояние между кончиками максимально растянутых в стороны большого и указательного пальцев. Оно равно 17 — 19 сантиметрам;
- При креплении листа на вертикальную поверхность начинайте прикручивать его сверху. Если начать крепить ГКЛ снизу, он может переломиться под собственной тяжестью;
- При двухслойной обшивке швы первого слоя должны быть перекрыты листами второго.
Заключение
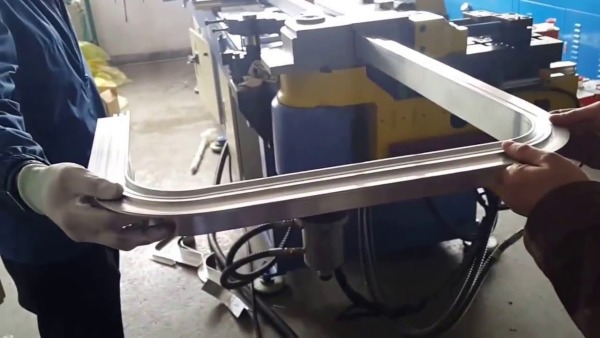
Станок для гибки профильных труб представляется эффективным устройством, с помощью которого можно быстро и без особых усилий придавать любым металлическим заготовкам требуемую форму. Причем для выполнения этой задачи необязательно приобретать готовый трубогиб. Обладая необходимыми навыками, подобный станок каждый владелец может изготовить своими руками. Имея под рукой чертежи каждого составного элемента, можно изготовить станок для гибки труб, который будет демонстрировать высокую производительность.






При этом нужно помнить о том, что трубогибочный станок требует особого внимания. Обслуживание является одним из важных мероприятий, правильное проведение которого обеспечит длительный срок службы станка. Для этого необходимо позаботиться о том, чтобы было сведено к минимуму взаимодействие трубогибочного оборудования с негативными факторами, которые могут уменьшить срок службы определенных рабочих узлов станка. Соблюдение подобных рекомендаций позволит трубогибочному станку на протяжении многих лет исправно выполнять свою функцию по деформации изделий из металла.





