
Принципы и углы заточки дисковых пил
Пила имеет четыре главных угла заточки дисковой пилы по рабочей части. Рассматриваемые углы, как и сама форма зуба, можно назвать основными эксплуатационными характеристиками. Каждый зуб можно охарактеризовать следующим образом:
- передний и задний угол;
- углы среза передней и задней поверхности.
Значения вышеуказанных параметров зависят от назначения распиливающего приспособления, типа материала заготовки.
Поверхности зуба дисковой пилы
По вышеуказанным параметрам можно выделить несколько пил:
- для выполнения продольной резки. В данном случае передний угол должен иметь показатель от 15° до 25°.
- при выполнении поперечной резки рассматриваемый показатель должен быть от 5° до 10°.
- универсальный вариант рекомендуется затачивать под углом 15°.
При длительном использовании пилы из твердосплавного материала значительный износ происходит на самой верхней режущей кромке. При рассмотрении плоскости зуба стоит отметить, что больший износ касается передней поверхности.
Типы зубьев дисковых пил
Выполнение заточки дисковых пил в домашних условиях
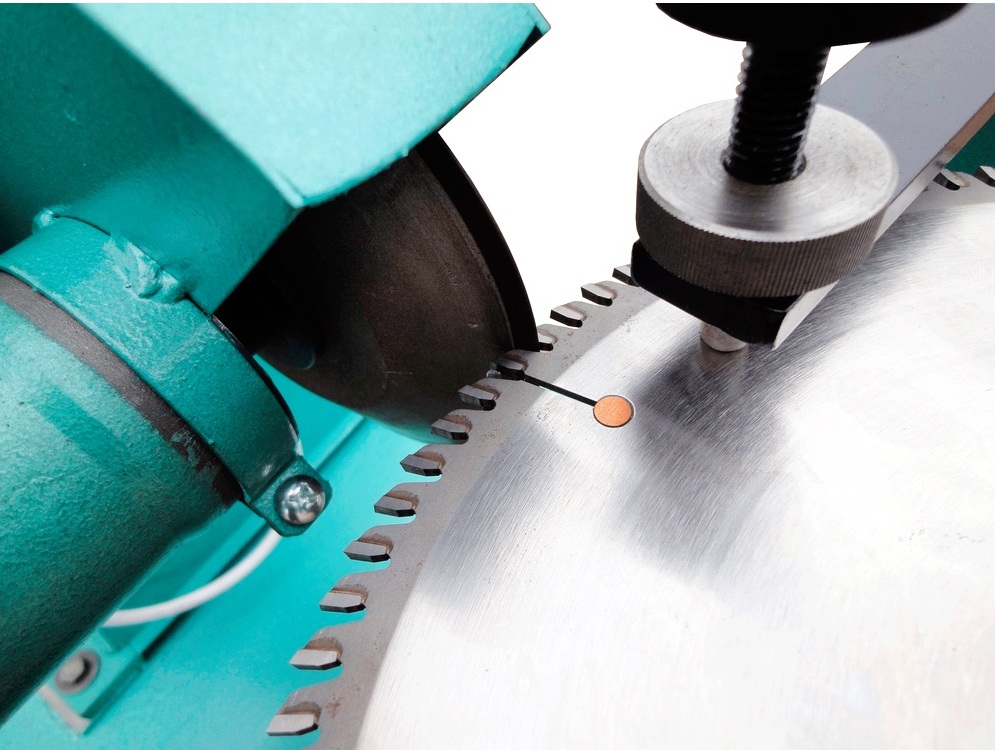
Наточить пилу можно своими руками без использования специального точильного станка, который имеет большую стоимость и используется по предназначению достаточно редко по причине использования твердосплавного материала при создании режущей кромки. Однако просто держать круг в руках нельзя, так как нужно добиваться определенных параметров среза для обеспечения необходимого показателя эффективности работы.
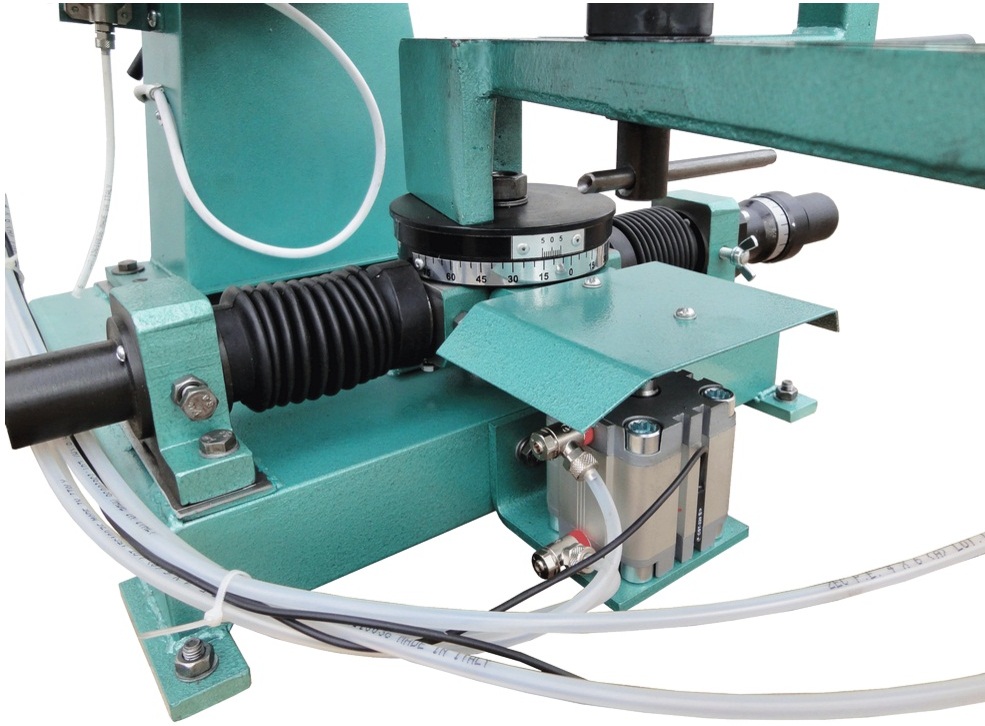
Для фиксации зубчатого круга в строго заданном положении используется обыкновенная плоская подставка. Она имеет нижеприведенные особенности:
- Поверхность плоской подставки должна совпадать с уровнем оси заточного диска.
- Зубчатый круг располагаем на подставке так, чтобы плоскость затачивания находилась перпендикулярно к полотну пилы.
- Рассматриваемое приспособление для зубьев, расположенных под определенным углом, оснащают поворотным шарниром.
Читать также: Токарный станок своими руками чертеж
Рассматриваемое приспособление позволяет проводить фиксацию обрабатываемого элемента по отношению к используемому абразивному материалу. При помощи цветного маркера проводится нанесение разметочных линий, которые позволяют выбрать правильный угол. Также необходимы тиски, в которых крепится созданное приспособление для фиксации.
https://youtube.com/watch?v=dVPVHi9M8JM
Особенности процедуры заточки
Перед проведением рассматриваемой работы следует учитывать, что при создании дисковых пил и непосредственно режущей кромки могут использоваться самые различные сплавы. Углы заточки дисковых пил с твердосплавными напайками могут несколько отличаться от тех, что имеют сплошные металлические диски.
Виды углов зубьев
Выделяют следующие виды углов:
- Прямые углы встречаются на вариантах исполнения дисков, которые предназначены для быстрого продольного пиления. В этом случае качество полученного распила может быть низким из-за высокой скорости резания.
- Скошенные зубья встречаются чаще других. Применение подобной пилы исключает вероятность образования сколов.
- Трапециевидные зубья характеризуются длительным сроком службы. Подобный вариант исполнения на протяжении длительного периода не требует заточки.
- Коническая разновидность зуба свойственна пилам, которые применяются для нарезания нижней части доски.
Как ранее было отмечено, диск может иметь конструкцию фрезы, когда режущая кромка представлена твердосплавными пластинами, а основная часть изготавливается при применении стали, устойчивой к нагреву. Победитовый сплав достаточно сложно обрабатывать, что стоит учитывать.
Правила проведения
Выделяют несколько основных правил проведения заточки:
- Придать максимальную режущую способность инструменту можно при выполнении 30−35 повторов процедуры.
- Перед выполнением заточки следует провести удаление всех загрязняющих веществ с поверхности. При обработке сперва ведется точение по передней стороне, затем по задней.
- Если при точении используется абразивный алмазный круг, то следует в обязательном порядке обеспечивать охлаждение зоны резания.
Учет этих рекомендаций позволяет избежать довольно большого количества различных проблем, обычно возникающих при обработке режущей кромки пильных дисков.
Обзор самых популярных устройств
Моделей станков для точения дисковых пил очень много, поэтому имеет смысл рассмотреть самые популярные модели.
JMY8-70
Предназначен для деревообрабатывающих компаний, где детали и заготовки выпиливают дисковыми пилами. Благодаря этому станку можно поддерживать в идеальном состоянии диск пилы, что повысит производительность и качество обработки древесины.

Основные характеристики:
- напряжение питающей сети – 220 V;
- мощность электродвигателя – 250 Вт;
- скорость вращения точильного круга – 2850 об/мин;
- тип электромотора – асинхронный;
- диаметр шлифовального круга – 125 мм;
- диаметр затачиваемых дисков пил – 80-700 мм;
- угол поворота заточного диска (вправо-влево) – 45/30°;
- масса – 30 кг.
Преимущества:
- использование алмазного диска позволяет длительно эксплуатировать станок без техобслуживания;
- довольно прочное литое основание позволяет добиться высокой точности заточки;
- за счет резиновых вставок под основанием, эффективно гасится вибрация и шум;
- легко регулируется.
Недостатки:
- ручная настройка;
- отсутствует система охлаждения.
КРАТОН SBS-600
Подходит для деревообрабатывающих предприятий, так как позволяет затачивать пильные диски диаметром 160-600 мм. Оснащен удобным поворотным механизмом и специальной шкалой.

Основные характеристики:
- напряжение – 220 V;
- потребляемая мощность – 370 Вт;
- скорость вращения абразивного круга – 2800 об/мин;
- тип электромотора – асинхронный;
- диаметр абразивного круга – 100 мм;
- диаметры затачиваемых дисков – 160 — 600 мм;
- посадочный диаметр диска – 20 мм;
- передний угол заточки – 0-30°;
- задний угол заточки – 0-30°;
- размеры без упаковки – 480х900х205 мм;
- масса – 45 кг.
Преимущества:
- ременная передача. Благодаря ей удается защитить электродвигатель от перегрузок и уменьшить шумность станка;
- жесткая и прочная конструкция;
- предусмотрена регулировка под требуемые углы заточки;
- имеет защиту от травм;
- небольшие размеры. Благодаря компактным размерам станок удобно монтировать и обслуживать в процессе эксплуатации.
Недостатки:
большой вес.
Калибр ЭЗС-65МФ 11512
Это многофункциональный точильный станок рассчитан на бытовое использование, так как предназначен для точения лезвий ножей, пил и сверл.
Большая скорость вращения рабочего органа позволяет быстро и качественно заточить любой режущий инструмент.

Основные характеристики:
- напряжение – 220 V;
- потребляемая мощность – 65 Вт;
- скорость вращения абразивного круга – 6000 об/мин;
- диаметр абразивного круга – 49.3 мм;
- посадочный диаметр пильного диска – 7.5 мм;
- размеры в упаковке (ДхШхВ) – 218х200х172 мм;
- масса – 1,6 кг.
Преимущества:
- предусмотрен прозрачный экран для защиты работника от пыли, искр, металлической и абразивной крошки;
- в станине станка имеются отверстия для надежного крепления двигателя и других узлов;
- не требуется сервисное техобслуживание;
- небольшая цена.
Недостатки:
не предусмотрена регулировка угла заточки.
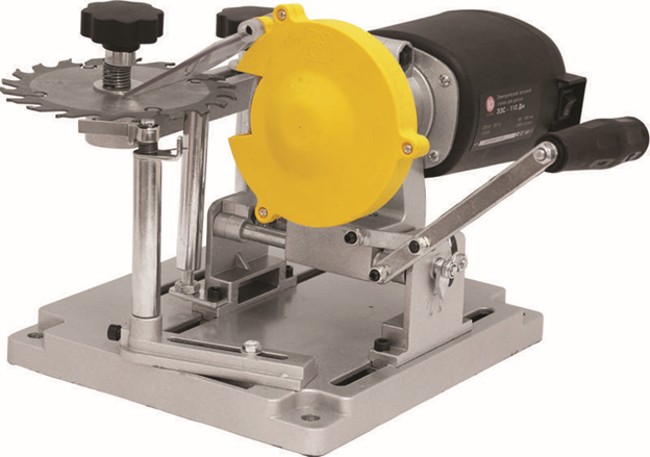
КАЛИБР ЭЗС — 110Дм
Профессиональный электрический заточной станок, позволяющий быстро и качественно точить зубья пильных дисков диаметром 90 — 400 мм. Электромотор станка закрыт кожухом, что защищает его от пыли, грязи и механических повреждений.








Основные характеристики:
- потребляемая мощность – 110 Вт;
- скорость вращения точильного диска – 5300 об/мин;
- размеры точильного круга – алмазный:100х2,5х20мм; керамический: 100х6,0х10 мм;
- допустимый диаметр пильного диска – 90-400 мм;
- угол поворота заточного блока (влево/вправо) – 25/25°;
- напряжение сети – 220 V;
- тип электромотора – однофазный коллекторный;
- размеры в упаковке (ДхШхВ) – 365х275х295 мм;
- масса – 2,4 кг.
Преимущества:
- низкая цена;
- просто настраивается;
- имеет простое управление;
- не требует сервисного обслуживания;
- большой срок эксплуатации.
Недостатки:
большие зазоры в сопряженных соединениях.
В общем, затачивать дисковые пилы несложно, нужно только знать, как это правильно делается и с помощью какого оборудования. Для затачивания в домашних условиях можно изготовить небольшой станок из болгарки или точильного станка, это позволит сэкономить семейный бюджет. Для небольших предприятий имеет смысл купить рассмотренные в статье популярные модели.
Геометрия режущих элементов
Рабочий элемент пилы — зуб — имеет определенную геометрическую форму с наличием не одной, а нескольких режущих кромок. Всегда существует одна основная кромка и дополнительные, образованные пересечением плоскостей «А», «Б» и «В» в определенных сочетаниях. Для работы с разным материалом имеет смысл подбирать диски с наиболее подходящей формой режущих зубьев.
Зуб прямой формы
Пильный диск с наличием такой рабочей зоны предназначен для чернового раскроя пиломатериалов. Рез получается грубым, невысокого качества, при сравнительно быстром проведении операций.
Зуб скошенной формы
Передняя плоскость режущей кромки, выполненная в такой форме, обеспечивает получение пропилов с точной и ровной линией. Пила идеально подходит для работы с материалом композитного типа: фанера, ДСП (с ламинированием односторонним и двухсторонним). После раскроя заготовок из твердого пиломатериала он выщерблен, сколов практически не наблюдается.
Бывают диски со скошенной передней кромкой резца, бывают со скошенной задней кромкой, или вариант с чередующимися зубьями (переменно скошенное полотно). В случае работы инструментом со скошенной поверхностью задней кромки режущего элемента при распиле твердых древесных пород наблюдается четкий качественный рез, но быстрое затупление пилы.
Зуб трапециевидной формы
Главное преимущество такой пилы – медленный износ диска за счет отсутствия необходимости в частой заточке на точильном станке. Обычно вся линия полотна состоит из чередующихся режущих элементов — прямых и трапециевидных зубьев, работающих в тандеме. Более высокий зуб-трапеция осуществляет черновую прорезь, позволяя основной прямой кромке легче проводить распил. Инструмент можно применять для раскроя пластмасс, твердых ламинатов.
Зуб конической формы
Вспомогательный тип инструмента, предназначенный для осуществления надреза материалов с ламинированной поверхностью предварительно основному пропилу. Операция проводится во избежание появления сколов на лицевой части изделия. Такой пильный диск не используется в качестве самостоятельной рабочей единицы.
Зуб серповидной формы
Полотнами с вогнутой формой зуба удобно проводить раскрой материала в поперечном направлении реза относительно расположения волокон.
- Движение заготовки по рабочему столу при раскрое происходит с применением большого физического усилия;
- По линии распила наблюдаются трещины и сколы;
- Во время работы происходит перегрев двигателя;
- В воздухе ощущается запах гари;
- Материал горит, что проявляется в виде темных участков по линии пропила.
При обнаружении какого-либо из этих признаков необходимо срочно приступать к заточке дисковых пил своими руками. Также до проведения работ можно проконтролировать остроту пилы, ориентируясь на тактильные ощущения или визуально при помощи увеличительного стекла. Допустимый радиус округления режущего угла должен соответствовать величине в 0.1-0.2 мм. Проводя распил больших заготовок, изнашиваются все рабочие кромки.
Техника и правила точения пильных дисков по дереву
Для восстановления состояния зубьев пилы требуется качественно заточить их грани. При этом нужно учесть их неравномерный износ. В основном тупится передняя часть, потому что на нее ложится большая нагрузка.
Потом нужно детально изучить инструкцию производителя по эксплуатации станка
Важно необходимо сначала его подготовить (установить на ровную поверхность, правильно подключить и настроить). Затем можно переходить к точению дисков, причем технология будет зависеть от типа зубьев и затачиваемой зоны
Заточка прямого зуба по передней плоскости
Затачивается передняя часть зубьев дисков пил таким образом:
- Затачиваемый диск ставится на оправку, после чего зажимается конусной втулкой и гайкой.
- Потом выставляется по горизонтали с помощью маятникового угломера. При этом угол скоса передней плоскости должен быть равен 0°.
- С помощью вращения винта оправка с кругом двигается по горизонтали для точной регулировки переднего угла заточки, в результате передняя часть зуба должна плотно прижаться к точильному кругу.
- Маркером отмечается первый затачиваемый зуб.
- Включается электродвигатель, после чего затачивается передняя часть зуба — для этого его несколько раз поступательными движениями прижимают к абразивному кругу и отпускают. Причем за счет силы прижима регулируют толщину снимаемого с зуба металла.
- После затачивания одного зуба пильный диск отводится от точильного круга, затем он поворачивается по оси на один зуб для дальнейшей заточки.
- Данная процедура повторяется до тех пор, пока затачиваемый диск не прокрутится до отмеченного ранее маркером места.
Заточка скошенного спереди зуба
Для этого диск требуется установить под наклоном — под углом скоса передней части зубьев. Чаще всего он составляет +8°. Затем также помечают маркером 1-ый зуб и последовательно затачивают каждый 2-ой зуб. Далее положение диска меняют и устанавливают отрицательный угол заточки -8°. После чего снова затачивают каждый 2-ой зуб диска.
В ходе точения требуется отслеживать равномерный скос для каждого режущего сегмента. При большой погрешности требуется переустановить затачиваемый диск, чтобы зубья на нем были одинаковой формы. При этом требуется периодически делать контрольные замеры.
Заточка зубьев по задней плоскости
Одним из важных этапов точения дисков циркулярных пил является обработка задней части зубьев. Для этого их устанавливают так, чтобы задняя часть зубьев располагалась в одной плоскости с рабочей поверхностью точильного круга и нормально контактировала с ним.
Требуется также учитывать скорость вращения рабочего инструмента. На оборудовании с ручной регулировкой требуется устранить вероятный перегрев кромок затачиваемых зубьев. Кроме того, нужно следить, чтобы круг не снял с зубьев много металла. Изменение формы одного или нескольких режущих элементов негативно отразится на качестве обработки древесины.

Как заточить: основные методы
Существует два доступных метода заточки дисковых пил — ручной и при помощи станка. Чтобы в домашних условиях заточить диск правильно, необходимо учитывать некоторые нюансы.
Ручной способ
Особые станки для затачивания кромок пилы редко применяются в бытовых условиях, потому что их стоимость высока. Поэтому при отсутствии такого приспособления, можно справиться с заточкой подручными приспособлениями, например болгаркой. При этом запрещается держать круг в руках, ничем его не зафиксировав. В противном случае не получится добиться достаточного угла среза для дальнейшей работы с материалом.
Чтобы надёжно зафиксировать круг в верном положении, применяют плоскую подставку.
- поверхность подставки совпадает с уровнем оси заточного диска;
- на ней зубчатый круг помещается таким образом, чтобы плоскость затачивания стала перпендикулярной полотну пилы;
- конструкция устройства дополнена поворотным шарниром.
Подставка поможет комфортно расположить диск пилы для обработки относительно абразивного материала. Перед началом работы проводится чёткая разметка. Для этого используется цветной маркер. Им рисуют линии, которые позволят заточить элемент под нужным углом. Тиски помогут надёжно закрепить диск на поверхности.
Видео заточки диска для циркулярной пилы болгаркой:
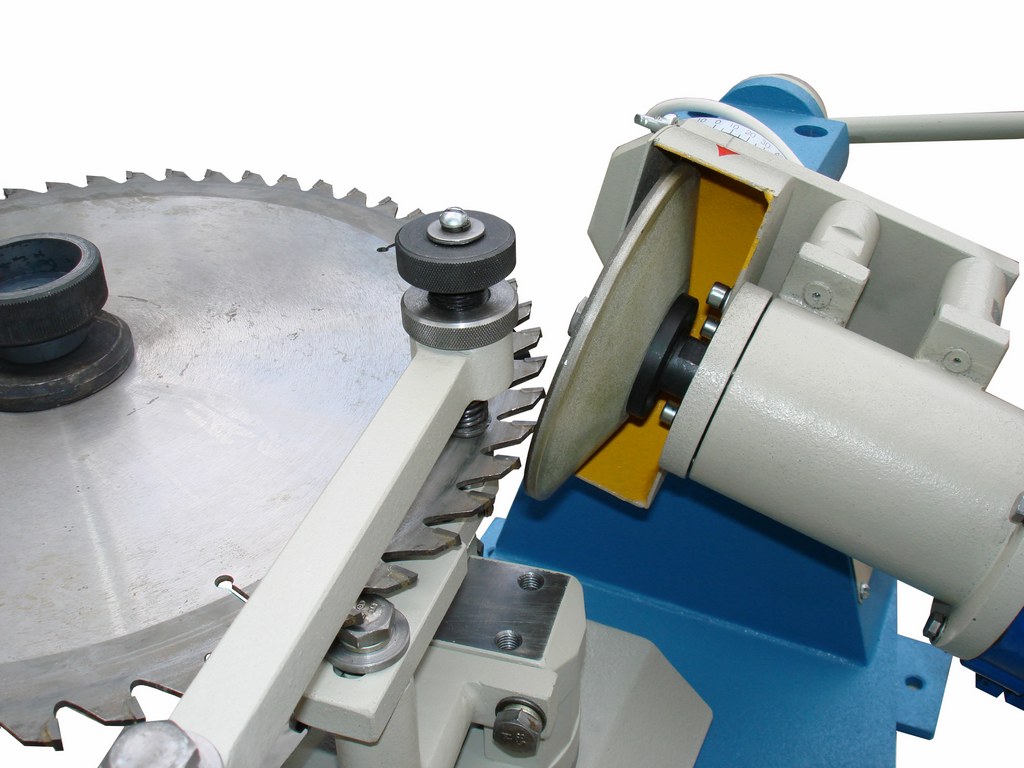
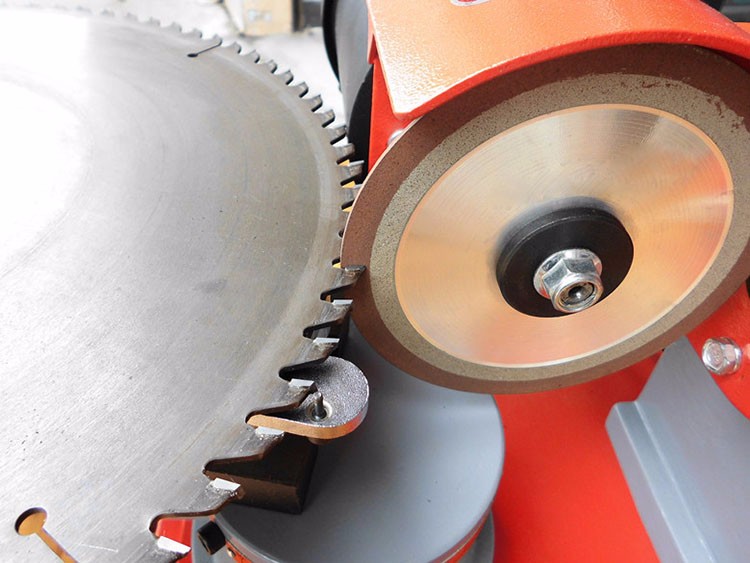
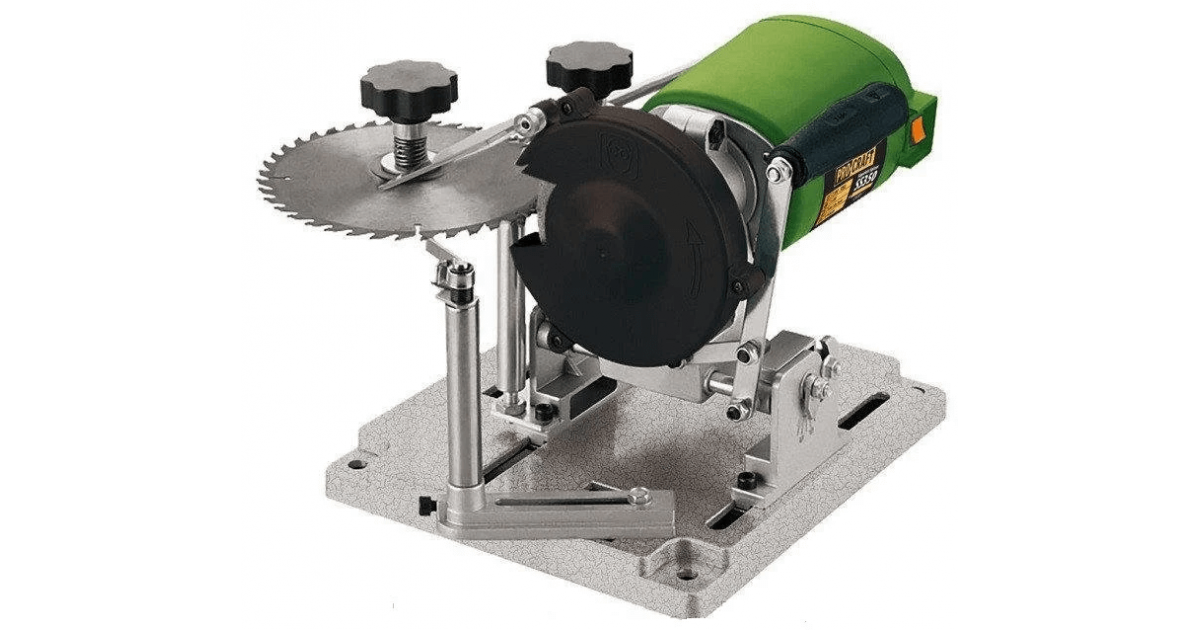
С помощью станка
Когда у мастера есть доступ к специальному точильному станку, обработка элементов происходит быстро и эффективно. Это приспособление имеет небольшие размеры, поэтому работать с ним комфортно и новичку. Не возникнет проблем даже при применении в бытовых условиях.
При покупке такого устройства смотрят на абразивный круг. Для его выбора учитываются отдельные нюансы:
- Лучше всего приобрести круг, сделанный из эльбора с алмазным напылением, или из зелёного карбида кремния;
- Если затачивается твердосплавный диск, даже при применении станка могут возникнуть проблемы.
Сам процесс использования станка для заточки предельно прост. Оператор должен удобно расположить диск на устройстве и зажать его с использованием специального фиксатора. Перед началом работы рекомендуется отметить маркером первый зуб. Это поможет не запутаться во время заточки, и не проверять зубья, которые уже подверглись обработке. Для выбора угла заточки на устройстве предусмотрен специальный измеритель. На нём следует установить необходимый угол, после чего устройство выполнит задачу самостоятельно.
Циркулярная пила — полезный инструмент, без которого не обойтись при строительстве. Она помогает делать прорези в поверхностях, а также изменять их форму и размер. Для затачивания дисков используют специальные станки или подручные материалы. Сделать работу собственными руками не так сложно, нужно придерживаться перечисленных рекомендаций и не бояться.








Заточка диска с победитовыми напайками:
Станки среднего диапазона от 30 до 150 тыс. рублей
Средний ценовой диапазон заточных станков для дисковых пил включает в себя оборудование как китайского, так и российского производства
Среди них обращает на себя внимание модель УЗС-2, которая имеет вертикальную компоновку и предназначена для работы с дисковыми пилами большого диаметра (до 1200 мм). У всех этих станков предусмотрена возможность обработки косых зубьев наклонным абразивным кругом
| № | Модель | Макс. диаметр (мм) | Мощность привода (Вт) | Вес (кг) | Тип управления | Цена (руб.) |
| 1 | MF 126A | 600 | 370 | 45 | ручное | 33 000 |
| 2 | УЗС-2 | 1200 | 550 | 80 | ручное | 36 000 |
| 3 | CЗТП-600Т/600 ТМ | 70 | 250 | 55 | ручное | 50 000 |
| 4 | ТчБК | 560 | 370 | 130 | ручное | 110 000 |
Самодельный станок для заточки пильных дисков

В данном обзоре мастер покажет, как своими руками изготовить простенький станок, с помощью которого очень удобно и легко затачивать пильные диски.
Материалы для сегодняшней самоделки потребуются самые обычные, которые без проблем найдутся в каждой мастерской.
Для начала необходимо будет сделать основание конструкции. Подойдет кусок фанеры или ДСП. Автор использует простой кусок доски.
Прикручиваем к основанию отпиленный по размеру деревянный брусок, расположив его с края.
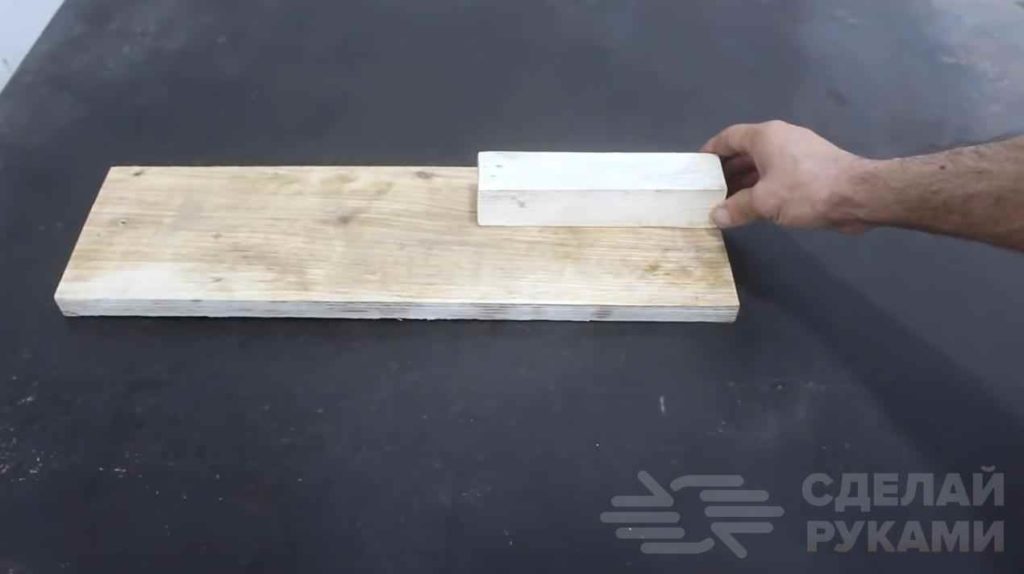

К бруску автор прикручивает кусок тонколистового металла (жести)— это будет крепление (хомут) для болгарки.


Разновидности пил
Если диск правильно заточен, и зубья разведены по шаблону, то он может обработать заготовку в любом направлении относительно древесных волокон.
Существуют такие виды инструмента:
- пила с твердосплавными дисками;
- диски, сделанные из цельного металла;
- диски с зубьями, обработанными твердым материалом;
- диски со сверхпрочными напайками на зубьях.
Твердые сорта древесины обрабатываются дисками, которые имеют особые выемки. Технологические разрывы предохраняют деформацию инструмента, не позволяют ему перегреваться во время производственного цикла. А также значительно снижается вибрация, шумовой фон, улучшается качество линии, образуемой распилом. Пила имеет зубья, которые обработаны под определенным углом, каждый зуб обладает несколькими режущими кромками.
Есть главная кромка, с ней сопрягаются дополнительные, при этом образуются пересекающиеся плоскости:
- А;
- В;
- С.
Сами плоскости также варьируются в различных сопряжениях.

Зубья могут быть прямые, они обычно используются для предварительного раскроя материала. Такие зубья обеспечивают разрез невысокого уровня. Однако производительность у таких зубьев довольно высокая.
Зубы скошенной конфигурации обеспечивают более точную линию, такие зубья подходят для обработки таких материалов, как:
- фанера;
- листы ПВХ;
- ДСП;
- ДВП.


Зубья обеспечивают ровный рез, при этом материал не крошится.
Есть также диски, в которых присутствует скос у передней кромки резца, также есть скос с задней кромкой. Возможны варианты чередования различных зубьев с разными скосами. Подобные ухищрения обеспечивают чистоту реза, однако следует помнить: чем плотнее материал, тем быстрее такие зубья тупятся.
Зуб в форме трапеции – такая конфигурация зубьев обеспечивает длительный срок службы инструменту. Часто применяют комплексную конструкцию, когда чередуются зубья трапециевидные и прямые. Вторые осуществляют первичный прорез, что дает возможность зубьям прямой формы «полировать» произведенный распил.


Зуб в форме конуса – такие зубья являются вспомогательными и предназначены для работы с материалами, на которых присутствует ламинированная поверхность. Они обеспечивают правильный распил без образования каких-либо сколов.
Зуб в форме серпа – в этом случае зубья загибаются, что дает возможность проводить точный распил материала поперек древесных волокон.

Виды полотен для сабельной пилы
Режущим инструментом сабельной пилы является полотно, представляющее собой пластину, изготовленную из специальных высокопрочных сплавов, имеющую с одной стороны режущие зубья. С помощью полотен разных видов можно делать пропилы без зазубрин и заусенец с максимальной точностью.
По форме зубьев
От формы и размера зубьев полотна зависит чистота пропила и скорость резания. Также для обработки определенных видов материалов разработана специальная форма резцов. Итак, полотна для сабельных пил могут иметь следующие формы зубьев.
- М-образная форма зубьев. Полотно имеет фрезерованные резцы, позволяющие пилить материал как на прямом, так и на обратном ходу. Оснастка применяется для резки черного и цветного металла, нержавеющей стали, древесины, особенно если в ней есть частицы металла, а также различных видов пластмасс.
- Острые, фрезерованные, с переменным шагом зубья. Полотно имеет разведенные резцы и применяется для прямого реза любых сортов древесины, в том числе и с металлическими частицами.
- Фрезерованные резцы с волнистой разводкой. Оснастка применяется для резки металла до 2,5 мм и любых пород древесины с металлическими вкраплениями.
- М-образные, наклонные, имеющие переменный шаг. Это универсальная и высокопроизводительная оснастка с разведенными зубьями. Предназначается для резки всех сортов древесины с металлическими вкраплениями и для резки металла до 2,5 мм.
- Мелкие, фрезерованные, разведенные резцы. Полотно используют для прямого реза металлических изделий толщиной не более 1,5 мм.
Кроме всего, полотна различаются по материалу, из которого они сделаны, о чем говорит маркировка, нанесенная на любом виде оснастки.
Маркировка полотен
Пилы для сабельных пил делаются из следующих материалов.
- HCS. Данная маркировка обозначает, что основой инструмента является высокоуглеродистая сталь. Пилы предназначены для резки древесины и изделий на ее основе, а также пластика и резины.
- HSS – это инструментальная быстрорежущая сталь. С ее помощью можно работать по цветным металлам, а также резать листовой и профильный металл.
- BIM – это биметаллический сплав, являющийся комбинацией прочных и гибких сталей HSS и HCS. Данные полотна имеют длительный срок службы и применяются для порезки газобетона, а также распиливания досок с гвоздями.
- HM/CT – это твердосплавная оснастка. Пилы используют для резки пористых и абразивных материалов: конструкций из бетона, стеклопластика и стекловолокна, газобетона и черепицы.
- CV – это хром-ванадиевый сплав. Оснастка, изготовленная из него, отличается повышенной износостойкостью и применяется для работ по пластику и древесине любых пород.
Критерии выбора
Выбирая полотно для агрегата сабельного типа, необходимо в первую очередь обратить внимание на хвостовик оснастки. Крепления полотен могут быть как универсальными, подходящими для большинства моделей агрегатов, так и предназначенные только для одной марки сабельных пил
Также большое значение имеет размер зубьев. Крупные зубья дают высокую скорость резки, но не могут обеспечить хорошего качества пропила. Поэтому, чтобы получить аккуратный рез, используется оснастка с мелким зубом.





Резцы полотен аппаратов сабельного типа могут быть шлифованными или фрезерованными. Оснастку, имеющую шлифованные резцы, применяют для резки мягких материалов. Чтобы справиться с металлом или твердыми породами древесины, используют пилы с фрезерованными резцами.
Основные характеристики
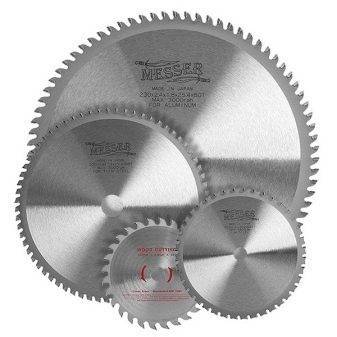
Аппараты для затачивания дисковых пил по дереву, как правило, комплектуются кругами. Эти круги могут значительно отличаться друг от друга по нескольким характеристикам:
- по диаметру (варьируется в диапазоне от 12 до 250 мм);
- материалу, из которого изготавливаются абразивные круги (это может быть, допустим, эльбор или карбид кремния, в некоторых случаях также используется алмазное напыление);
- толщине (она может составлять от 16 до 40 миллиметров);
- размерам крепёжных отверстий (стандартные диаметры таких отверстий на сегодняшний день равны 16, 20 и 32 мм).
Почти во всех современных заточных станках есть электрический привод. От его мощности будет напрямую зависеть производительность заточки. Маломощные бытовые модели могут бесперебойно функционировать до 20 минут, потом их надо отключать, чтобы они отдохнули и охладились. А вот профессиональные заточные агрегаты могут работать до восьми часов с двумя короткими перерывами по полчаса. Причём здесь главным рабочим элементом может быть не абразивный круг, а так называемая шлифовальная лента.
Как заточить диск вручную напильником
Если наждачного станка нет в наличии, то процедуру можно выполнить вручную. Принцип заточки заключается в том, что затачиваемый диск следует зафиксировать в неподвижном положении. Для этого используются тиски или струбцина. Когда оснастка будет зафиксирована, останется только взять в руки маркер, и отметить точку начала проведения работ. Далее напильником выполняются работы по заточке.
- Использовать рекомендуется плоский напильник, но подойдет также и треугольный. Главное требование к напильнику — это свободное вхождение между зубьями
- Сильно изнашивается передняя и верхняя часть зуба, поэтому этот износ следует восстановить
- На начальном этапе восстанавливается задняя поверхность зубцов, а затем передняя
- При заточке нужно прилагать одинаковое усилие. Кроме того, величина зубцов, а точнее их размер, должен быть одинаковым
Выполнять работы по затачиванию вручную намного труднее и дольше, поэтому такой способ рационален только в одном случае, если приходится не часто работать циркулярной пилой. Если работы инструментом выполняются часто, то рационально купить наждачный станок и изготовить из него оборудование под заточку дисков циркулярной пилы.
1 Формы зубьев на пильных дисках
Их несколько, и появились они вследствие оптимизации воздействия режущей кромки на распиливаемый материал, который может иметь различные свойства.
Основными формами зубьев являются:
- прямая — используется при продольном распиливании, когда высокое качество не обязательно;
- косая (скошенный зуб) — имеет переменный правый и левый угол наклона задней (иногда и передней) плоскости. Используется для распила как в продольном, так и поперечном направлении. Наиболее распространенная форма для дисковых пил. Такая конфигурация удобна в использовании при подрезке плит с двухсторонним ламинированием, так как не дает сколов по краям пропила;
- трапециевидная — характеризуется долгим сроком удержания режущей кромки в остром состоянии. Обычно на пильных дисках зубья такой формы чередуются с прямыми зубьями, несколько возвышаясь над ними. Трапециевидные зубья, в этом случае, делают черновое пиление, а прямые зубья — чистовое;
- коническая — такая форма зубьев используется при вспомогательных операциях. К примеру, надрезается слой ламината для исключения появления осколков при основном распиливании.
Передняя грань всех зубьев имеет плоскую форму, но в некоторых видах дисковых пил — она вогнута.
Маркировки на дисковых пилах
Это позволяет качественно выполнять чистовое поперечное пиление.
1.1 Углы заточки
Заточка зубьев дисковой пилы проводится с учетом четырех основных углов, которые образуются на пересечении плоскостей:
- передний угол;
- задний угол;
- углы скоса передней и задней плоскости.
Как вспомогательный, учитывается еще угол заострения, который задается величиной передних и задних углов.
Углы заточки зависят от назначения пилы:
- для продольного пиления подходит величина переднего угла от 15 до 20 градусов;
- при поперечном пилении — от 5 до 10 градусов;
- при универсальном применении, в среднем — 15 градусов.
Основные типы зубьев твердосплавных дисковых пил
Углы заточки важно учитывать не только по направлению распила, но и по твердости дерева — чем оно тверже, тем меньшими должны быть передние и задние углы





