
Основные характеристики
Разработка револьверной головки было неминуемым следствием развития металлообрабатывающей промышленности. А связано это было с тем, что числовое программное управление (ЧПУ) в сочетании с такой конструкцией станка позволяет существенно обеспечить ускорение обработки металлических заготовок, повышение точности размеров и шероховатость поверхности.
Исследуя токарно-револьверные станки, следует обратить внимание на следующие моменты:
- Данное оборудование часто приобретается лишь в целях монтажа в цехах, производящих детали в больших количествах. Лишь в этом случае токарные станки окупаются сверх своей высокой стоимости.
- Параметры рассматриваемого станка определяют возможность обработки с достаточно большой скоростью и большой подачей, т.к. в зону резания подается смазочно-охлаждающая жидкость для того, чтобы охлаждать как заготовку, так и инструмент.
- Факт того, что все основные узлы рассматриваемого станка имеют расположение такое же, как и у любых других токарных станков, определяет кол-во проводимых операций, а так же вид. Функцию быстрой смены инструмента определяют ТТХ рассматриваемого станка. По этой причине, за одну установку можно выполнить сразу большинство операций, при этом время, затрачиваемое на смену инструмента, сокращается в 5-10 раз.
Исследуя общие характеристики, на револьверную головку необходимо обратить внимание в первую очередь. Станок является токарно-револьверным, в зависимости от модели может быть оснащено различными револьверными головками, которые дают возможность устанавливать сразу несколько инструментов в некоторой очередности
В этом случае кол-во инструментов может колебаться от четырех до сорока. Конструкционно этот узел достаточно сложен, и смена инструмента может производиться посредством поворота головки. Передовой токарный станок этой группы оснащен ЧПУ с целью повышения производительности и точности обработки.
Параметры токарно-револьверных станков с револьверной головкой практически неотличимы от параметров станков аналогичного оборудования с классической компоновкой. Но все же есть список характеристик, которые необходимо детально рассмотреть.
Основным параметром при выборе являются характеристики револьверной головки. В дополнение к вышеописанным качествам (расположение и характеристика суппорта) следует учитывать количество установленных режущих инструментов, их конфигурацию и длину
Также нужно принимать во внимание возможность подключения к блоку ЧПУ. Список команд, передаваемых в систему, способны определять функциональные возможности оборудования
MoscowShpindel.ru
Лоботокарные станки – это разновидность токарных станков. У них есть одна замечательная особенность: они приспособлены для обработки деталей, у которых форма представляет собой тело вращения большого диаметра (цилиндр, конус, фасонная поверхность). Проще говоря, на этих станках можно обтачивать цилиндрические заготовки большого диаметра и небольшой толщины (например, шкивы, колеса, полуфабрикаты шестеренок, звездочек, фланцев и других деталей подобного рода). Без труда можно обработать как торцы болванок, так и кромочную часть их окружности. А еще можно проточить канавки, расточить внутренние поверхности, нарезать резьбу на цилиндрических поверхностях деталей. Токарные лобовые станки широко используются для шлифования торцевых поверхностей.
В них ось вращения заготовки всегда расположена горизонтально. Лоботокарный станок
– это специализированный токарный станок. Он имеет конструктивные особенности, которые отличают его от обычного токарного станка. Компоновка у него следующая: основание с плитой, на которой расположена передняя бабка с планшайбой; здесь же имеется суппорт с основанием, а задняя бабка устанавливается на высокой подставке. Коробка скоростей размещена в передней бабке, которая жестко закреплена на плите. А вот основание суппорта вместе с продольными направляющими, а также заднюю бабку можно перемещать по плите в разных направлениях и закреплять их на ней болтами в нужных положениях. Головки болтов утапливаются в пазах плиты и не могут проворачиваться.
На планшайбе с помощью болтов и прихватов или непосредственно в кулачках закрепляется обрабатываемая заготовка. Если потребуется, заготовку можно поддержать центром, установленным в заднюю бабку. А теперь главный нюанс: в плите есть специальная выемка, которая располагается прямо напротив планшайбы. Вот она-то и позволяет вести обработку заготовок, диаметр которых превышает диаметр планшайбы. Вращение шпинделя, поперечное и продольное перемещение суппорта обеспечивает привод от особого электродвигателя. Именно он совместно с коробкой скоростей обеспечивает широкий диапазон скоростей и подач шпинделя и суппорта.
В промышленном заводском производстве лоботокарные станки оказались почти полностью вытесненными карусельными станками. Но они еще востребованы в индивидуальном изготовлении крупногабаритных деталей и при проведении ремонтных работ в условиях мастерских.

Вспомогательный инструмент для токарного-револьверных станков
Развернуть ▼
В книге рассмотрены конструкции и основные размеры вспомогательного инструмента для токарно-револьверных станков, освещены вопросы рационального использования инструмента, изложены теоретические вопросы и практические рекомендации по эффективному использованию предварительной настройки инструмента пне станка; даны указания по комплектации станков инструментом. Книга предназначена для инженерно-технических работников машиностроительных и приборостроительных предприятий.
Предисловие Глава I. Краткие сведения о токарно-револьверных станках 1. Модификации и типоразмеры токарно-револьверных станков 2. Технические характеристики ТРС 3. Конструктивные особенности и технологические возможности ТРС с горизонтальной осью револьверной головки 4. Особенности поперечной обработки на ТРС с горизонтальной осью револьверной головки 5. Конструктивные особенности и технологические возможности ТРС с вертикальной осью револьверной головки 6. Требования, предъявляемые к вспомогательному инструменту 7. Классификация вспомогательного инструмента Глава II. Державки для обточных и отрезных резцов 1. Виды и назначение резцов для наружной обточки и отрезки 2. Закрепление резцов в державках 3. Державки однорезцовые нерегулируемые 4. Многорезцооые державки 5. Регулируемые резцовые державки 6. Державки с автоматическим отводом резца 7. Державки для закрепления отрезных резцов Глава III. Державки для закрепления расточных резцов 1. Конструкция н схемы установки расточных резцов на ТРС 2. Однорезцовые нерегулируемые расточные державки 3. Многорезцовые державки 4. Регулируемые державки 5. Державки с автоматическим отводом резца 6. Державки для расточки канавок 7. Влияние расположения резцов в расточных державках на передний и задний углы резания Глава IV. Державки для поперечных суппортов 1. Особенности режущего и вспомогательного инструмента, устанавливаемого на поперечном суппорте 2. Однорезцовые державки 3. Многорезцовые державки 4. Державки с автоматическим отводом резца Глава V. Вспомогательный инструмент для закрепления осеных (мерных) инструментов 1. Виды и размеры осевых инструментов 2. Патроны для жесткого закрепления инструментов с цилиндрическим хвостовиком 3. Патроны для подвижного закрепления инструментов 4. Втулки и оправки Глава VI. Резьбонарезные патроны 1. Особенности нарезания резьбы на ТРС и требова-вания, предъявляемые к конструкции резьбонарезных патронов 2. Универсальные резьбонарезные патроны 3. Предохранительные резьбонарезные патроны 4. Втулки для закрепления метчиков и плашек Глава VII. Прочие виды вспомогательного инструмента1. Упоры для прутка 2. Цилиндрические зажимные втулки 3. Державки для накатных роликов 4. Устройство для прошивки многогранных отверстий 5. Устройство для копирования на ТРС с горизонтальной осью револьверной головки 6. Устройство для продольного и поперечного копирования на ТРС с вертикальной осью револьверрной головки Глава VIII. Стойки1. Общие конструктивные элементы стоек и требования, предъявляемые к ним 2. Одногнездные и двугмездные стойки 3. Многогнездные стойки 4. Регулируемые двугнездные стойки 5. Стопки с перемещающейся кареткой Глава IX. Метод и средства ускоренной наладки инструмента 1. Общие сведения о наладке станков 2. Сущность метода ускоренной наладки инструментов 3. Методика определения настроечных размеров инструментов 4. Оснастка для настройки инструментов вне станка 5. Способы настройки инструментов вне станка 6. Точность настройки инструментов вне станка 7. Оценка эффективности метода ускоренной наладки ТРС Глава Х. Комплектация ТРС вспомогательным инструментом 1. Общие сведения о комплектации 2. Факторы, влияющие на количество и номенклатуру заказываемого вспомогательного инструмента 3. Последовательность расчета количества заказываемого вспомогательного инструмента Список литературы
Обзор видов
Все токарно-фрезерные агрегаты имеют свой шифр в виде цифр и букв. По нему можно узнать возможности и составить описание того или иного оборудования. Обычно в таком шифре содержится три-четыре знака: первая цифра – это группа, к которой относится стан, вторая – это тип аппарата, третья и четвертая – это описание одного из главных параметров стана или материала, с которым предстоит работать. Если после первого обозначения находится буква, то она указывает на то, насколько усовершенствована или нет была базовая модель. Буква же после всей цифровой части говорит о классе точности, особенностях и варианте модификации базовой модели.
Еще в СССР была создана определенная классификация станков для работы с заготовками из металла, где все оборудование разделили на девять групп, каждая из которых делится еще на несколько подгрупп.
По конструкции фрезерная аппаратура довольно разнообразна, в общем же ее можно разделить на два основных типа:
- станы общего назначения, или универсальные, – сюда относятся вертикально-, горизонтально- и продольно-фрезерные;
- станы специализированные – это шпоночно-, карусельно-, шлицефрезерные, фрезерные с копиром и другие.
Токарно-винторезный
Этот вид токарного стана считается универсальным, именно поэтому он используется при производстве единичных деталей и деталей, выпускаемых сериями. С его помощью можно создавать винтовую нарезку модульного, метрического и дюймового типов, а также производить обработку металлических деталей.
Токарно-карусельный
Оборудование карусельного типа обычно используется для обработки заготовок больших размеров. Используются:
- для работы с заготовками в форме цилиндров и конусов;
- для создания пазов разных конфигураций;
- для фрезеровки, шлифовки и подрезки торцевых частей;
- для создания винтовой нарезки.
Конфигурация данного станка включает специальный стол с планшайбой, стойки и суппорты.
Лоботокарный
На лоботокарном оборудовании проходит обработка деталей цилиндрической и конической форм, лобовых заготовок. Главное отличие – ось вращения расположена в горизонтальной плоскости.
Токарно-револьверные
Револьверная группа станов используется для работы с деталями из калиброванного прута. Такое название оборудование получило благодаря тому, как крепятся в нем инструменты: фиксируются в статическом или приводном держателе. Эта особенность наделяет оборудование множеством возможностей: расточка, точение и фасонное точение, сверление, создание резьбы, развертывание, фрезеровка.




Токарно-фрезерный обрабатываемый центр
Для точения используются металлорежущие резцы, зафиксированные во фрезерной головке. Благодаря этому увеличивается количество функций станка.
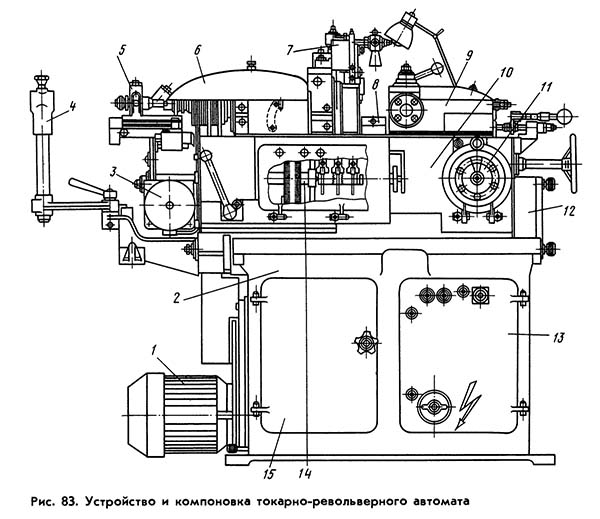
Автомат продольного точения
Используется на серийном производстве деталей маленьких размеров из прутов, профиля и проволоки, изготовленных из легированной стали, меди и других металлов. В состав оборудования входят подвижные и неподвижные бабки.
Многошпиндельные токарные станки
Станки этого вида используются для работы со сложными деталями из холоднотянутых прутов или труб различного диаметра сечения. Высокая мощность привода и жесткая конструкция обеспечивают высокую работоспособность оборудования.
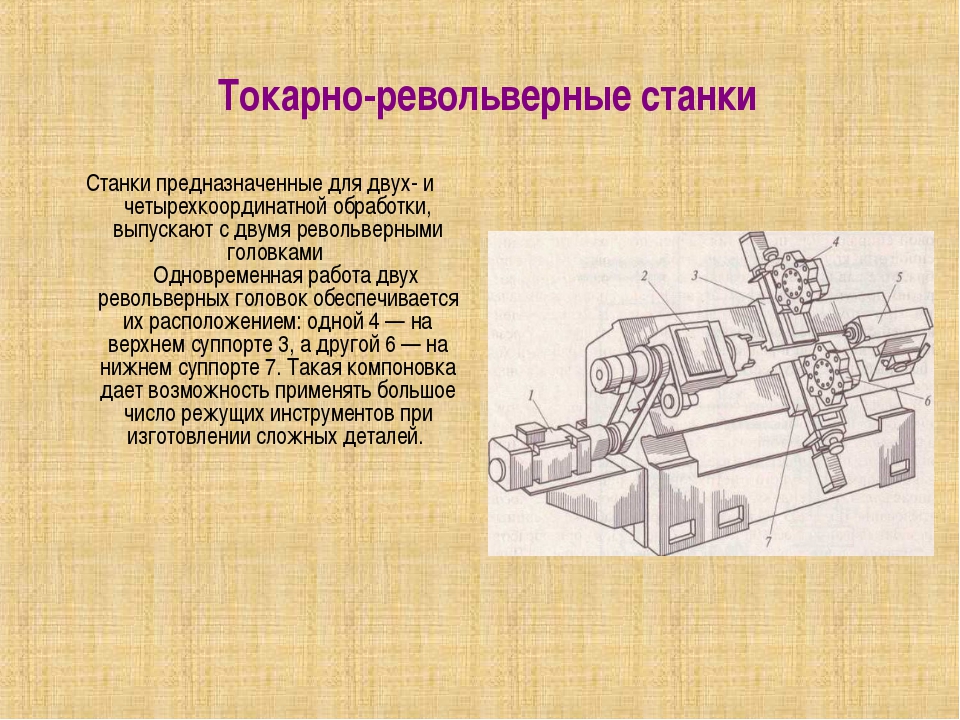
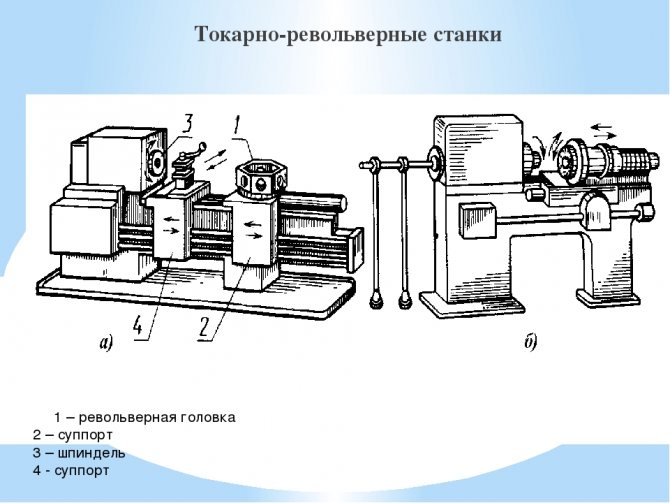
Токарно-револьверные станки
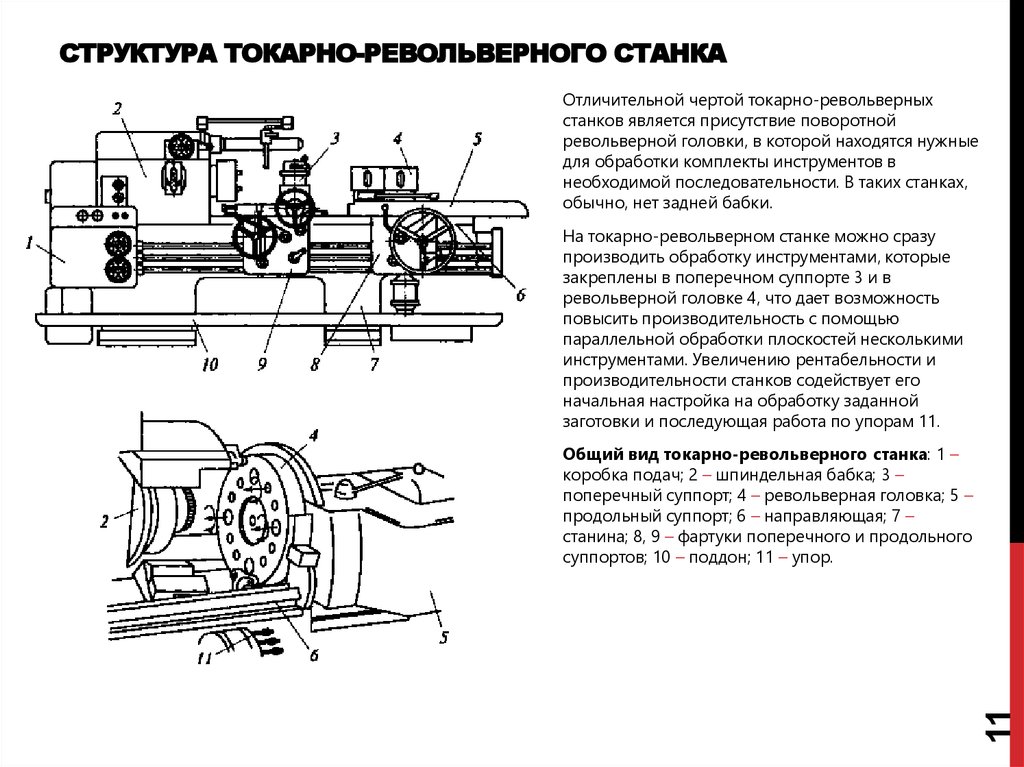
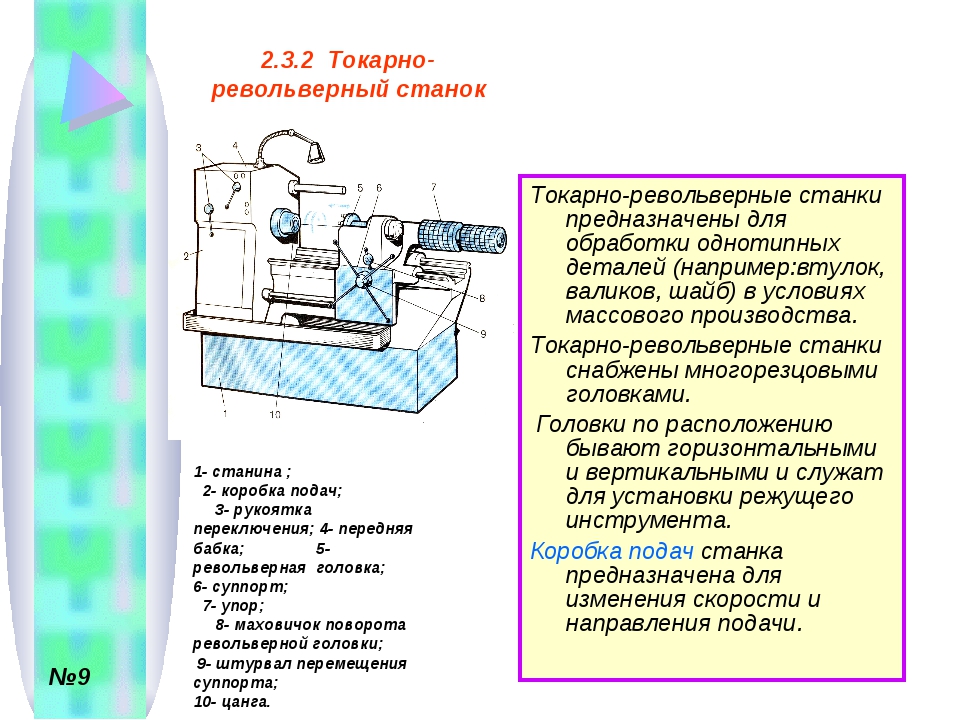
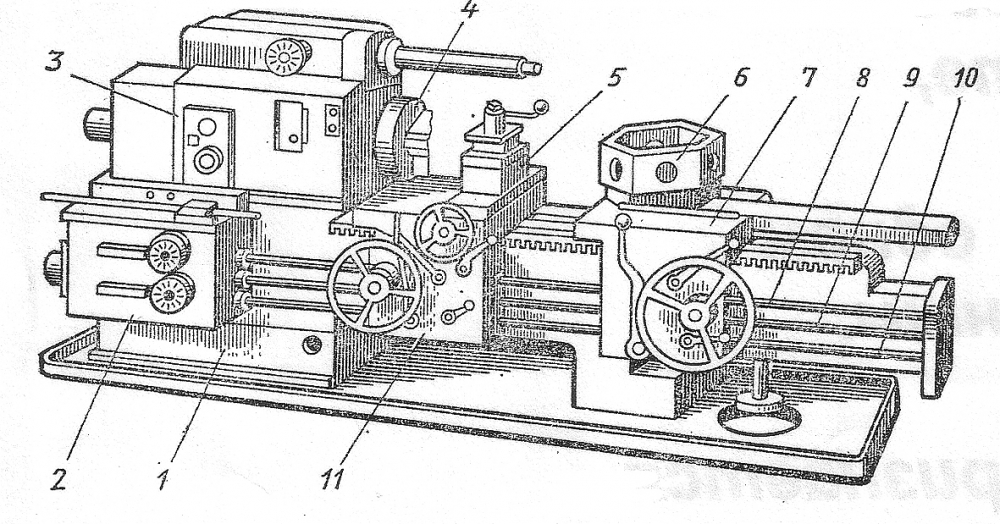
Токарно-револьверные станки отличаются от токарно-винторез-ных станков тем, что они не имеют задней бабки и ходового винта, а на продольном суппорте установлена поворотная многопозиционная револьверная головка, в гнездах которой устанавливают различный режущий инструмент, а при применении специальных комбинированных державок в одном гнезде револьверной головки устанавливают несколько режущих инструментов. Каждый режущий инструмент при повороте головки последовательно производит обработку детали. Револьверные головки бывают призматическими и цилиндрическими.
Токарно-револьверные станки рекомендуют применять в серийном производстве при размере деталей в партии не менее 10 – 20 шт.
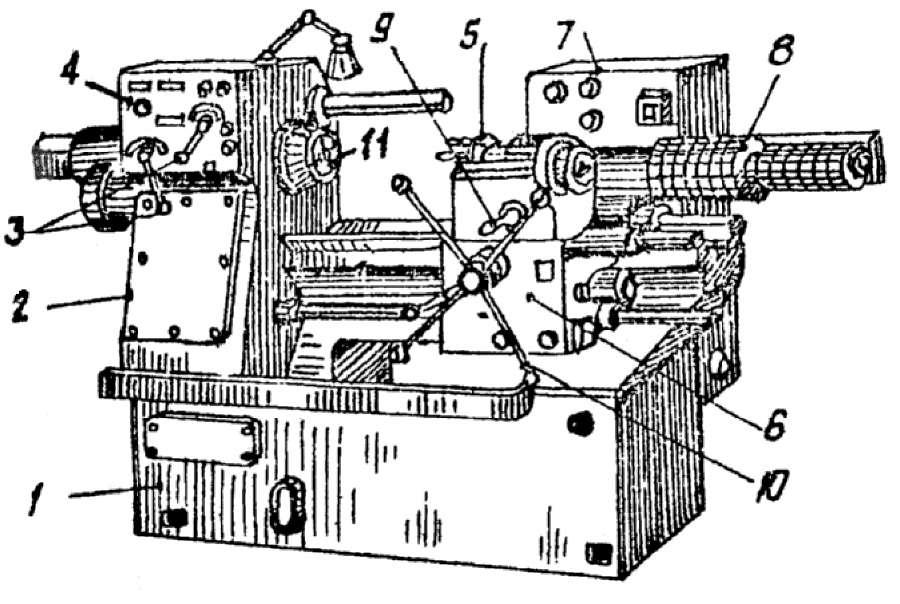
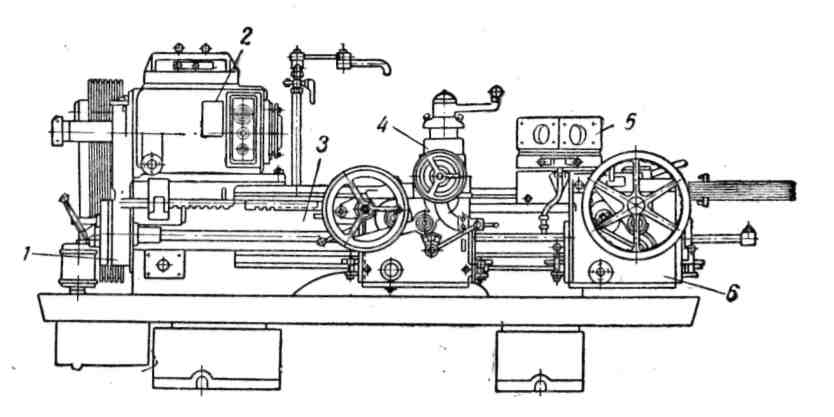
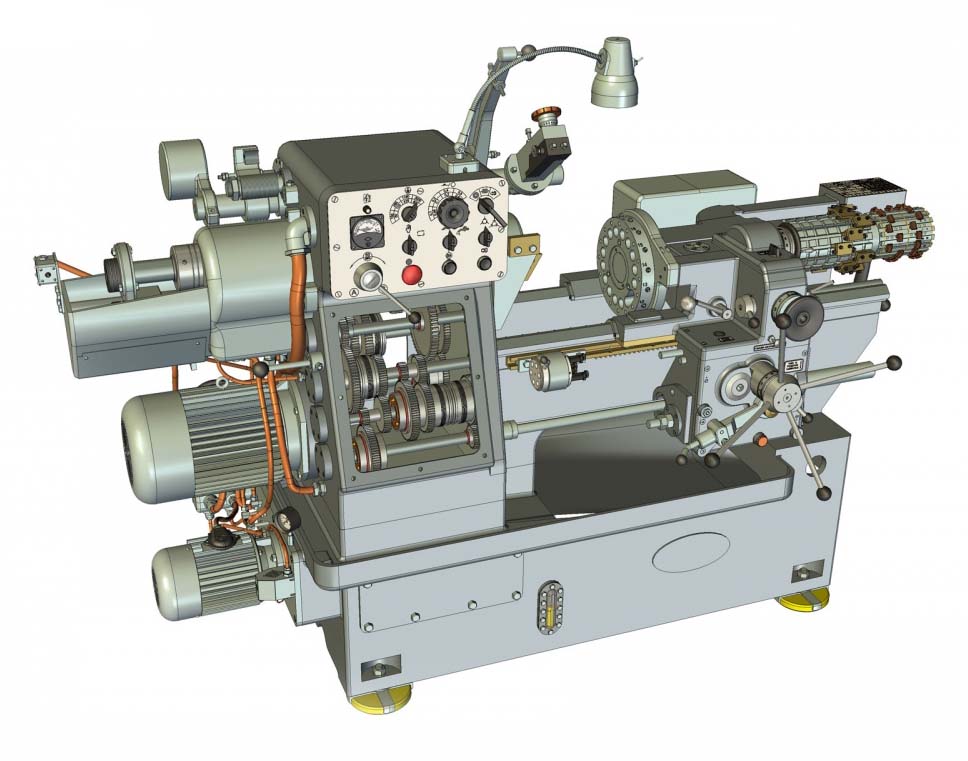
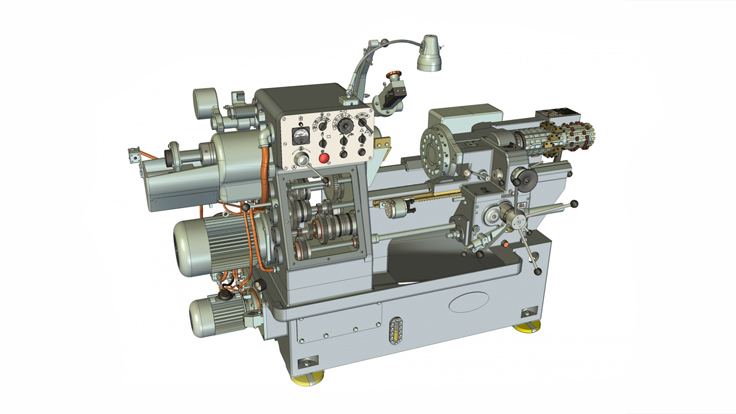
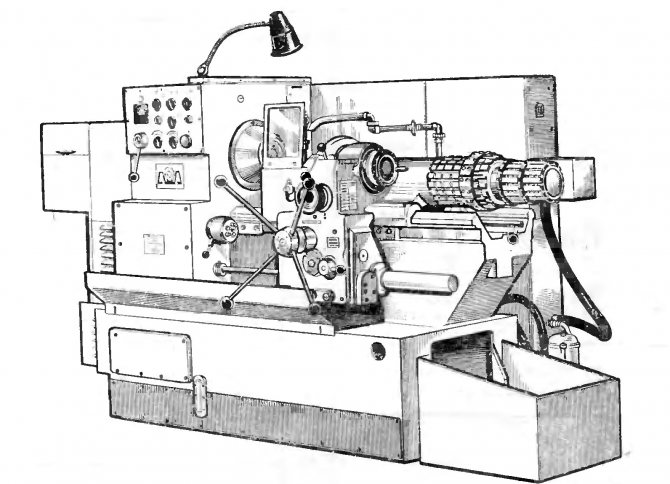
| Общий вид токарно-револьверного станка. |
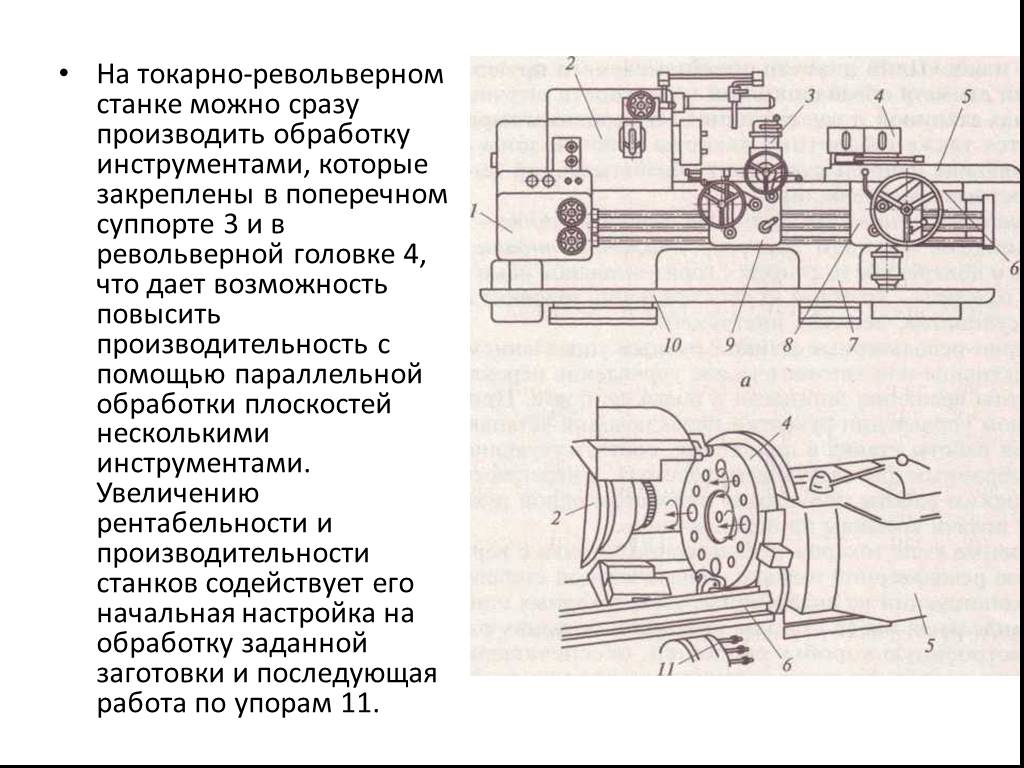
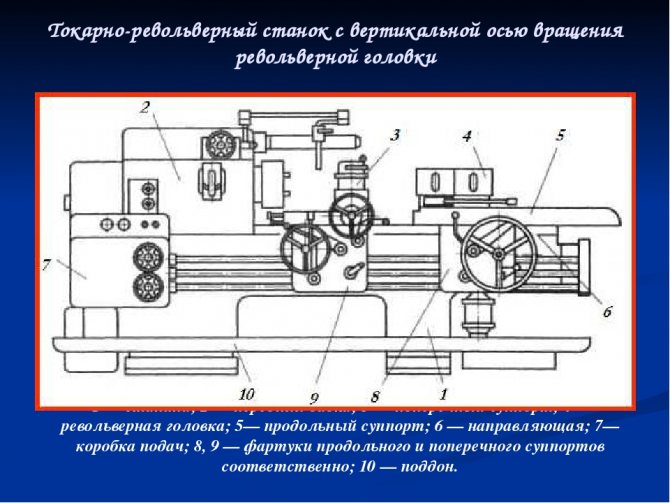
Токарно-револьверные станки отличаются от обычных токарных станков тем, что работа на них может производиться комплектом режущих инструментов нескольких видов, установленных в определенной последовательности в револьверной головке и на поперечном суппорте.
Токарно-револьверные станки отличаются от обычных токарных станков тем, что работа на них может производиться комплектом режущих инструментов, установленных в определенной последовательности в револьверной головке и на поперечном суппорте. Поэтому токарно-револьверные станки более производительны, чем обычные токарные станки, и, как правило, применяются в серийном производстве.
Токарно-револьверные станки в ряде случаев позволяют использовать специальные устройства для автоматизации цикла обработки, включая загрузку заготовок и удаление их со станка после обработки.
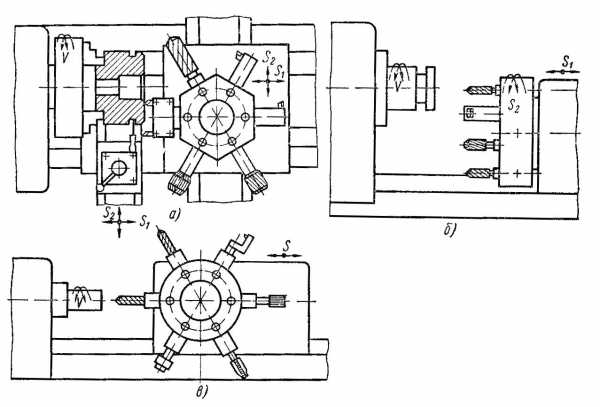
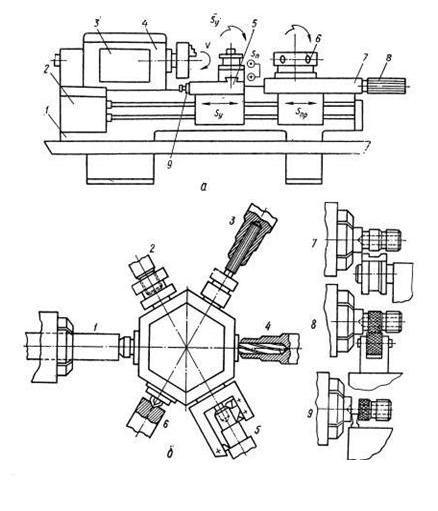
| Компоновки рабочих органов, устанавливаемых под углом при воспроизведении винтовой направляю -. щей линии. |
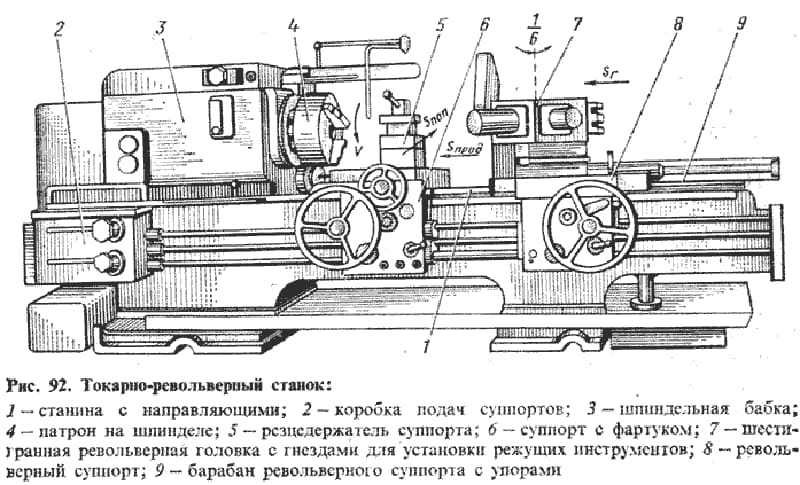
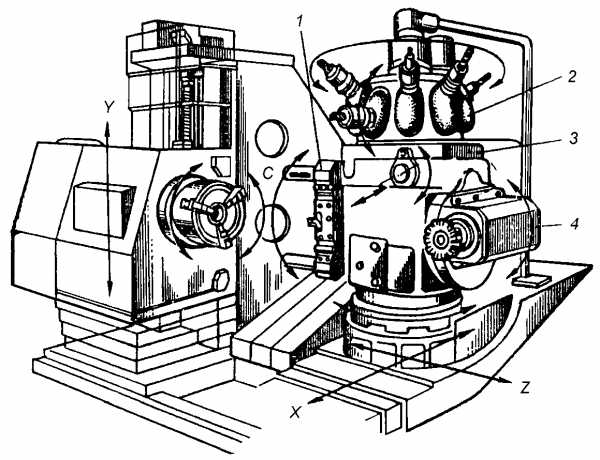
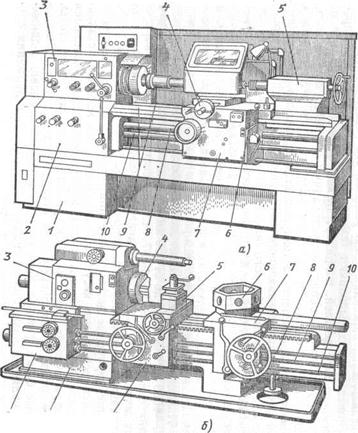
Токарно-револьверные станки ( рис. 1.48) имеют компоновку, характерную для обычных токарных станков.
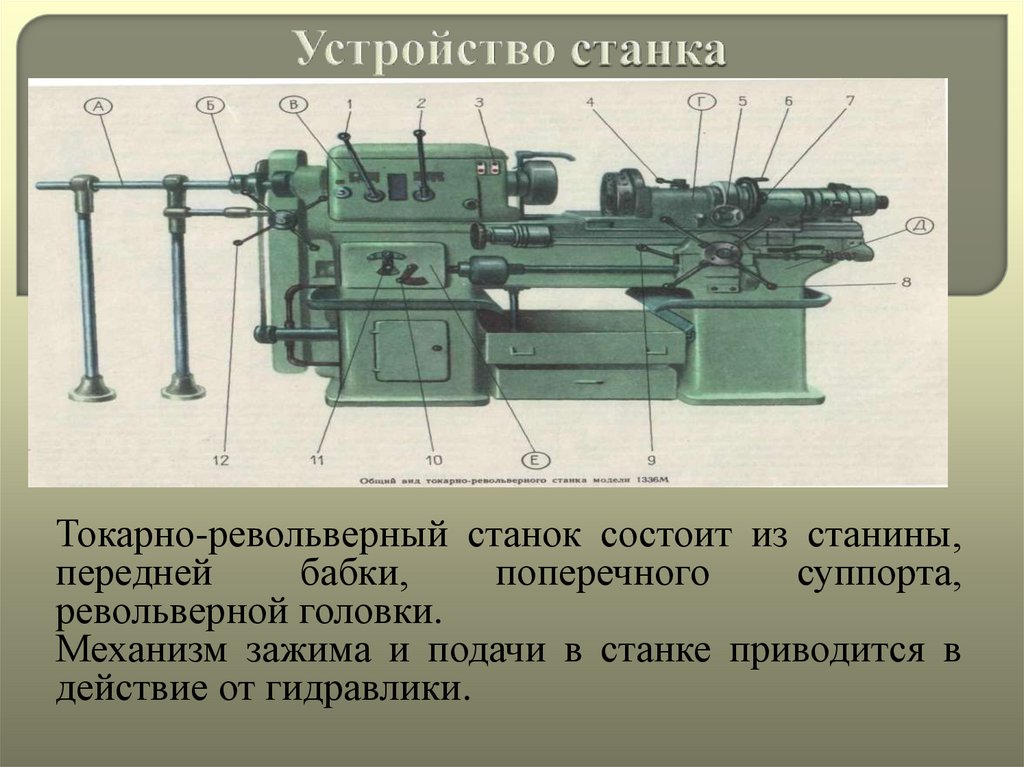
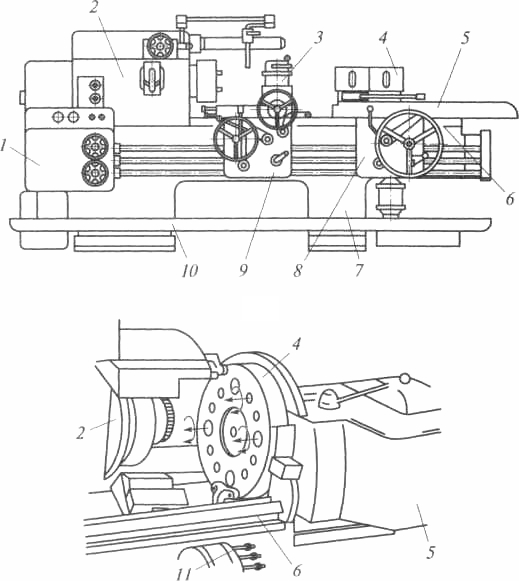
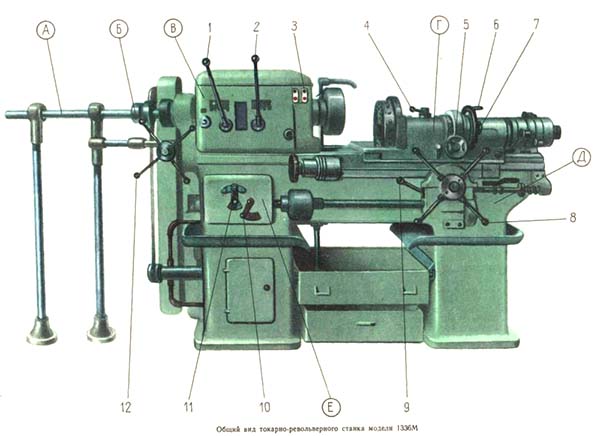
| Общий вид токарно-револьверного станка модели Щ365. |
Токарно-револьверные станки предназначены для обработки в серийном производстве деталей сложной формы, в том. Процесс обработки на этих станках состоит из нескольких последовательных операций, во время которых используются различные инструменты: резцы, сверла, метчики и др., закрепленные в так называемой револьверной головке, которая устанавливается на суппорте. В электромашиностроении токарно-револьверные станки применяются для обработки подшипниковых щитов, втулок и нажимных конусов коллекторов электрических машин. Применение этих станков повышает производительность труда в 2 – 3 раза по сравнению с обработкой на токарно-вин-торезных станках.
Токарно-револьверные станки предназначены для обработки заготовок сложной формы ( ступенчатых и др.), имеющих в ряде случаев центральное отверстие. Для изготовления таких деталей необходимо последовательное применение разнообразных режущих инструментов.


Токарно-револьверные станки предназначены для обработки заготовок сложной формы ( ступенчатые и др.) и особенно заготовок, имеющих ступенчатое центральное отверстие. Для изготовления таких деталей необходимо последовательное применение разнообразных режущих инструментов.
Токарно-револьверные станки применяются в серийном и крупносерийном производствах при использовании группового метода обработки деталей, когда сходные по форме детали можно обработать по одному технологическому процессу на одном и том же станке и приспособлении с небольшими переналадками.
| Схемы обработки фасонных поверхностей. |
Токарно-револьверные станки предназначены для обработки деталей из прутков или штучных заготовок. На них возможно выполнение почти всех видов токарных работ. Детали, подлежащие обработке на токарно револьверных станках, имеют несколько обрабатываемых поверхностей, что определяет необходимость многоинструментальной наладки. Револьверная головка позволяет осуществить такую наладку, так как имеет несколько гнезд для крепления державок с инструментом. В державке, в свою очередь, может быть установлено также несколько инструментов. Сочетание поперечного суппорта с револьверной головкой дает возможность обрабатывать несколько поверхностей детали одновременно. Многоинструментальная наладка станков требует значительных затрат времени, поэтому токарно-револьверные станки применяют в серийном производстве.
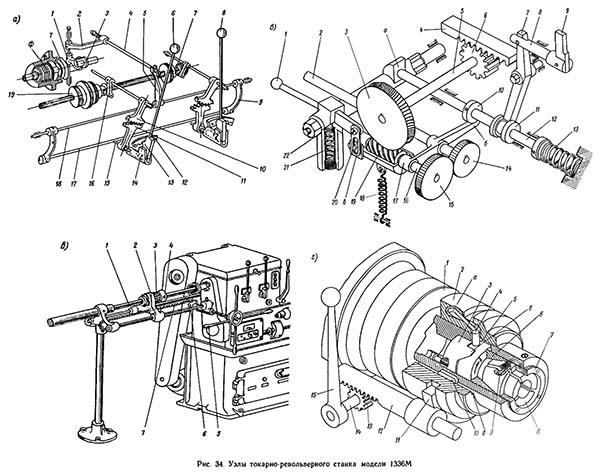
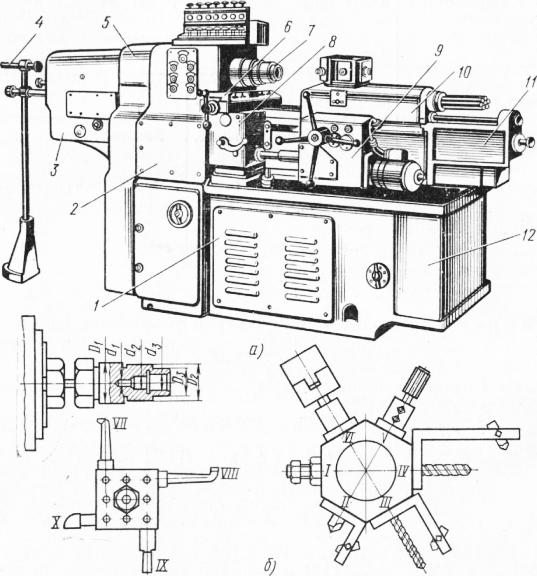
Устройство и работа автоматической револьверной головки УГ 9326
Конструкция головки показана на рис.2.
Движение от электродвигателя (17), встроенного в гильзу (21) корпуса (23) посредством поводковой муфты, выполненной на торце вала ротора (16) и водила (24) планетарного редуктора, сообщается блоку сателлитов (12). Один из них сопрягается с неподвижным зубчатым колесом внутреннего зацепления (26), а другой — с подвижным зубчатым колесом (9), на ступице которого выполнена трапецеидальная резьба, а на торце — зубчатая муфта. Посредством этой муфты и винта (3) осуществляется соединение детали (9) с кулачком управления индексацией (4). Радиальной опорой детали (9) служат бронзовые полукольца (29), торцевые — подшипники (10) и (11).
С резьбой на детали (9) сопрягается фланец-гайка (8), прикрепленный к шпинделю (5) головки, который может совершать вращательное и поступательное движение. К шпинделю прикреплены инструментальный диск (1) и фиксирующая полумуфта (31) с круговым зубом. Вторая полумуфта (30) закреплена на корпусе головки.
На торце гильзы (21) установлен датчик (13) углового положения инструментального диска, выполненный на герметичных магнитоуправляемых контактах (герконах) и соединенный с фланцем шпинделя посредством валика (22) и муфты (20). Датчик защищен кожухом.
В нише корпуса помещаются набор клеммных зажимов электрокоммуникаций головки, PC-цепочки двигателя и микровыключатель (14) контроля сцепления полумуфт (30) и (31).
Включение подачи СОЖ на инструментальный диск осуществляется при нажатии диском на толкатель клапана (6), встроенного в планку (7), пpикpeпляемyю к корпусу головки.
Работа головки
Головка работает по циклу, при котором за исходное положение принято показанное на рис.2, зафиксированное положение: снятие усилия и расцепление плоскозубых муфт, поворот инструментального диска до заданной позиции, предварительная фиксация, сцепление муфт и сжатие их с необходимым усилием.
При пуске двигателя начинается вращение детали (9) и кулачка (4) против часовой стрелки. Поскольку полумуфты (3O) и (31) сцеплены и шпиндель не может вращаться, за счет взаимодействия резьб на деталь(8) и (9) происходит расцепление полумуфты. К окончанию расцепления приурочено соприкосновение уступа кулачка с пальцем (35). При продолжении поворота фиксатор (34) под воздействием скосов на дет.(32) входит в паз на кулачке, обеспечивая сцепление привода и шпинделя. Когда инструментальный диск достигает необходимого углового положения, по команде датчика (19) осуществляется реверсирование двигателя к, соответственно, изменение направления вращения деталей головки. При этом фиксаторы (33) и (34) западают в лазы фланца (32), кулачек освобождается и происходит расцепление привода и шпинделе. При дальнейшем вращении привода осуществляется сцепление фиксирующих полумуфт и создание на них необходимого натяга, величина которого зависит от установки токового реле цепи двигателя в электросхеме станка. Токовое реле управляет отключением электродвигателя.
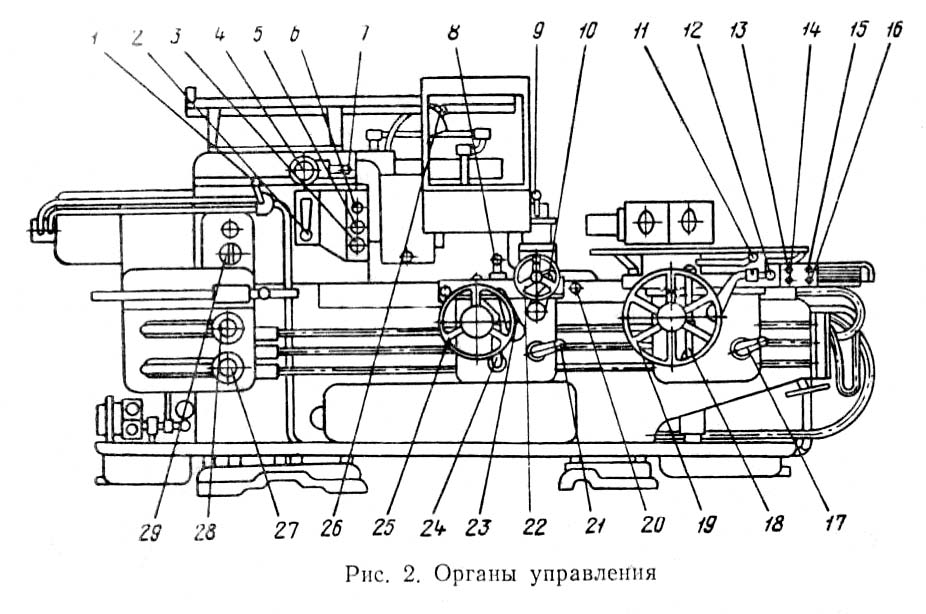
Основные регулировки
Поворот шпинделя должен начинаться после его выхода из сцепления полумуфт на 0,5 ± 0,2 мм. Эта величина настраивается перестановкой кулачка по торцевым зубцам дет.(9). Перестановка на один зуб дает перемещение шпинделя на 0,45 мм.
Для правильной фиксации шпинделя необходим его перебег, относительно заданной позиции на 5°…3°. Эта величина устанавливается поворотом датчика (19).
Микровыключатель (14) должен срабатывать за 0,5…1,5 мм до конца хода шпинделя, это достигается перемещением планки (13) микровыключателя.
Настройка
Настройку станка производят при запуске серии одинаковых деталей. Она предусматривает:
- разработку:
- технологии изготовления детали;
- карты наладки;
- карта предусматривает изображение детали, инструмента после завершения обработки (по каждому переходу);
- производят подбор необходимого инструмента, оснастки, державок (при необходимости их проектируют, изготавливают);
- выверяют расположение инструмента после установки, обеспечивающей получение нужного размера по эталонной детали;
- устанавливают кулачки командоаппарата на места, позволяющие включить/отключить заданные по техпроцессу:
- обороты шпинделя;
- величину подачи;
- проводят аналогичные действия по оснастке, инструменту на следующей позиции головки согласно очередности операций;
- регулируют гидравлику, обеспечивающую операции закрепления, подачи прутка;
- производят окончательную наладку станка по полученным результатам обработки 2 деталей.
https://youtube.com/watch?v=_yb2NaWntls
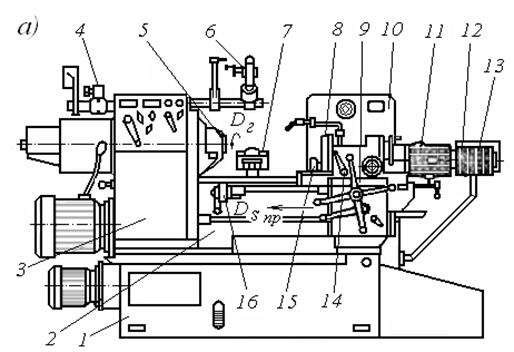
Лобовые станки
Основное назначение токарных лобовых станков (рис. 3) – обработка деталей больших диаметров и малой высоты. На этих станках производится изготовление массивных маховиков для двигателей карьерных самосвалов и кораблей, колес вагонных, опорно-поворотных кругов грузоподъемных кранов и др. Основной отличительной особенность, из-за которой лобовые станки выделены в отдельную группу – наличие планшайбы большого диаметра.
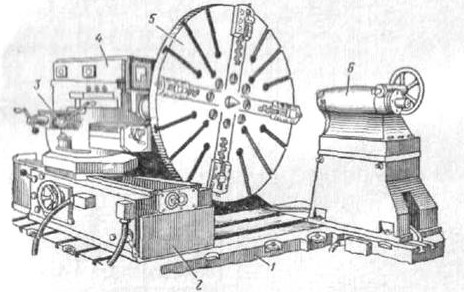
Рисунок 3. Токарный лобовой станок.
Рисунок 3. Токарный лобовой станок.
Токарный лобовой станок включает в себя следующие основные узлы.
- Массивная станина. Является основанием станка.
- Основание суппорта. Служит направляющей суппорта. Содержит рукоятки управления подачей.
- Суппорт. Перемещает планшайбу в зону обработки. Имеет настройки автоматической подачи.
- Передняя бабка. Включает в себя электродвигатель, коробку скоростей и механизмы управления станком.
- Планшайба. Предназначена для закрепления обрабатываемой детали.
- Задняя бабка. В ней закрепляется режущий инструмент.
В отличие от карусельных станков, которые тоже предназначены для работы с деталями большого диаметра и малой высоты, лобовые токарные станки имеют ограничения по массе заготовки. Если заготовка превышает допустимую массу – ее обрабатывают на карусельном станке.
Какие работы выполняются?
Как уже было отмечено, технико-эксплуатационные параметры современных токарно-револьверных устройств позволяют выполнять самые разные операции. В качестве заготовок могут выступать вариативные изделия, представленные в виде тел вращения. К самым распространенным манипуляциям относят:
точение по наружной поверхности, при этом проход бывает черновым либо чистовым;
рез при монтаже режущего элемента;
нарезка резьбы – как внутренней, так и наружной;
формирование канавок разной заглубленности и конфигурации.

Помимо стандартной цилиндрической конфигурации, такие станки способны обрабатывать и другие варианты заготовок.
С профилем фасонного типа — когда используется токарно-фрезерный полуавтомат, то точение, как и любая другая обработка, выполняется через криволинейный шаблон либо посредством копировальной линейки.
С конической формой — обработка осуществляется посредством специального копира. Помимо этого, получить коническую поверхность можно методом проведения единовременной продольно-поперечной подачи.
-









5 Краткий обзор токарно-револьверных агрегатов с ЧПУ
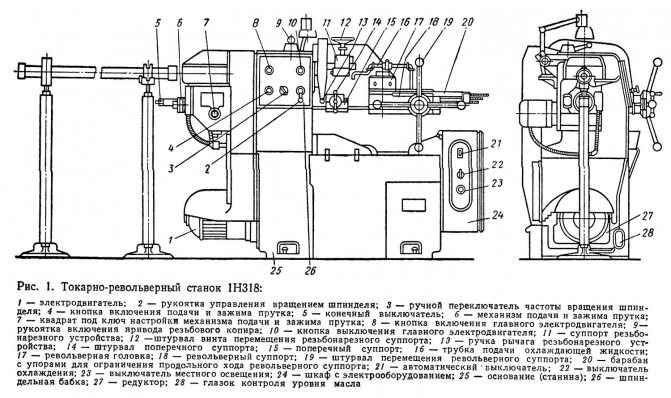
Обычные револьверные станки (1П371, 1365, 1Н318, С193А, 1А365 и другие) активно применяются многими отечественными предприятиями. При этом в последнее время четко отмечается тенденция замены их на более современное оборудование с числовым программным управлением. Станки с ЧПУ имеют массу достоинств, обусловленных высочайшим уровнем автоматизации их функционирования и отличной точностью обработки заготовок.

Высокими техническими характеристиками обладает популярный в России станок 1В340Ф30 (представлен на фото), который выпускался Бердичевским комбинатом. Этот агрегат управляется комплексом ЧПУ “Электроника НЦ-31”, он располагает гидрофицированным поперечным суппортом и револьверной головкой с восемью позициями. Станок дает возможность обрабатывать:
- штучные изделия сечением не более 20 сантиметров;
- прутковые заготовки сечением не более 4 сантиметров.
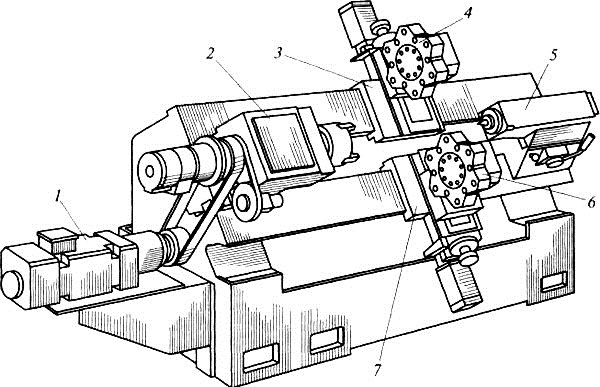
Хорошо известен и револьверный агрегат 1П426ДФ3 Алапаевского станкостроительного предприятия. Эта установка с ЧПУ, которую вы видите на фото, подходит для средне-, мелко- и единичного производства штучных изделий. На крестовом суппорте 1П426ДФ3 располагаются две головки. Одна (восьмипозиционная, круглая) предназначена для работы с наружными поверхностями, вторая (шестигранная) – для работы с внутренними поверхностями.

Кроме того, на отечественном рынке металлообрабатывающих станков сейчас имеется немало высокоэффективного зарубежного токарно-револьверного оборудования:
- агрегаты серий ST и DS производства американской компании Haas Automation Inc., которые позволяют обрабатывать заготовки из обычной и нержавеющей стали;
- установки серии GS-200 от фирмы Goodway.





