
Особенности плоской шлифовки
Поверхность диска, выполняющего отделку, определяет вид шлифования: торцом или периферией. Главные характеристики способов периферийной шлифовки:
- шлифовка врезкой. ее применяют при действиях с деталями, где ширина не больше высоты. также в случаях ограничений плоскости буграми. при данных работах быстро изнашивается диск, а это предполагает проведение частых правок. большой точности при этой работе не достигают;
- глубокий тип шлифовки. при проведении такого действия за период одного хода стола на невысокой быстроте подачи продольного типа, убирают полные припуски.
- шлифовка с использованием непостоянной поперечной подачи. она позволяет высококачественно отделать любые объемные зоны. при непостоянной поперечной подаче во время последних движений, нужно ставить небольшую глубину подачи. это требуется для снижения неточности, которую создает диск в последствие изнашивания;
- шлифовка с применением постоянной поперечной подачи. ее осуществляют постоянно, и ее величина за каждое передвижение не должна быть выше половины круговой высоты. если сравнить этот метод с предыдущим, то он создает более точную отделку.
Все вышеописанные способы не приводят к контакту круга и детали в такой высокой степени, как при отделке торцом. Как следствие – нет нужды прикладывать большие физические усилия, и при работе выделяется не столько тепла. Хотя периферийный тип по продуктивности уступает торцевой отделке.
Как сделать пружину своими руками из проволоки и на производстве
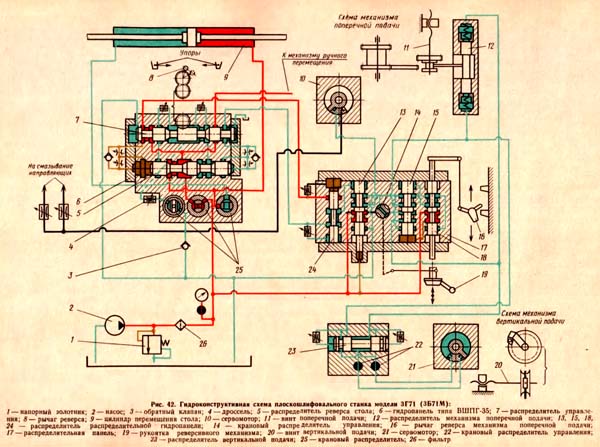
Работа гидропривода и взаимодействие узлов шлифовального станка 3Г71М
Гидропривод станка включается в работу нажатием на кнопку «Пуск гидропривода» с последующей установкой крана гидропанели 17 в положение «Пуск». Поток масла, нагнетаемый лопастным насосом 2, через фильтр 4 по трубопроводу 12 поступает в центральную проточку реверсивного золотника 25 панели 17. При положении золотника 25, как показано на схеме, основной поток поступает в левую проточку и по трубопроводу 18 в гидроцилиндр 20 перемещения стола. Стол движется в направлении стрелки. Слив из гидроцилиндра 20 происходит по трубопроводу 21 через дроссель 14, клапан II в гидробак I.
Скорость перемещения стола регулируется дросселем 14. Перемещение стола вправо происходит до момента, пока упор 19, связанный со столом, не перебросит рычаг реверса 23, который через систему рычагов произведет переключение золотника управления 24 в левое положение. При этом правая торцевая камера золотника реверса соединяется с давлением, золотник 25 перемещается влево, в результате чего происходит реверс стола. Трубопровод 21 становится напорным, трубопровод 18 — сливным. Стол движется в обратном направлении до тех пор, пока упор 22 не перебросит рычаг 23 в обратное положение.
Далее цикл повторяется аналогично выше описанному.
Автоматическая вертикальная подача осуществляется с включением электромагнита реверсивного золотника 28.
Поток масла по трубопроводу 12 через реверсивный золотник и трубопровод 27 поступает в нижнюю полость моментного гидроцилиндра, из верхней полости масло по трубопроводу 26 через золотник и трубопровод 29 сливается в гидробак. Происходит поворот флажка по часовой стрелке. Через систему шестерен вращение передается на винт вертикальной подачи. Происходит вертикальная подача шлифовальной головки.
При отключении электромагнита трубопровод 26 становится напорным, трубопровод 27 — сливным. Флажок возвращается в исходное положение
Смазка направляющих стола и крестового суппорта, винта и направляющих вертикальной подачи и винта поперечной подачи производится от трубопровода 13 через фильтр 10 и трубопровод 15.
Расход масла на смазку направляющих стола и крестового суппорта регулируется дросселем 16.
Подача масла на смазку винта и направляющих вертикальной подачи и винта поперечной подачи включается периодически нажатием на кнопку 9.
Излишки масла, поступающие с направляющих стола и крестового суппорта, по трубопроводам 7 и 8 сливаются в гидробак.
Технические характеристики
Основные характеристики токарного станка ИТ-1М:
- Максимальный диаметр, обрабатываемого изделия зависит от расположения: непосредственно над станиной – 400, над выемкой – 550, над суппортом – 225.
- В выемке максимальная длина обработки – 30 см.
- Параметры диаметра прутка, проходящего в отверстие шпинделя – 36 мм.
- Количество передач, чтобы переключать обороты шпинделя– 12.
- Ограничение длины заготовки – 140 см.
На станке обеспечивается вращение в прямом и обратном направлении. Основной привод агрегата имеет мощность 3 кВт и номинальную частоту вращения 1410 об/мин. Точность обработки – нормальная (Н).

§6. ПЛОСКОШЛИФОВАЛЬНЫЙ СТАНОК 3Е711В. Техническая характеристика.
Раздел: БИБЛИОТЕКА ТЕХНИЧЕСКОЙ ЛИТЕРАТУРЫ Короткий путь https://bibt.ru <<�Предыдущая страница Оглавление книги Следующая страница>>
Плоскошлифовальные станки классифицируют: по расположению шпинделя — на горизонтальные и вертикальные; по форме стола — с круглым и прямоугольным столом. Основным параметром, характеризующим плоскошлифовальные станки, является размер стола.
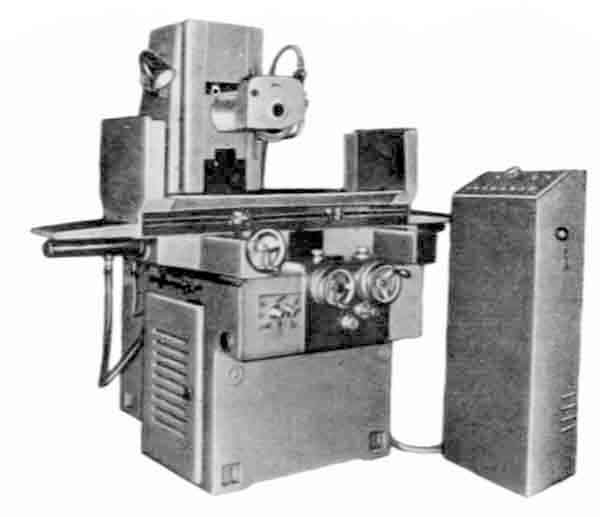
Плоскошлифовальный станок 3Е711В с прямоугольным столом и горизонтальным шпинделем предназначен для обработки плоских поверхностей заготовок периферией круга. Класс точности станка В.
Техническая характеристика станка 3Е711В. Размеры рабочей поверхности стола (длина X ширина) 630×200 мм; пределы скоростей продольного перемещения стола 2-35 м/мин; пределы скоростей поперечного перемещения крестового суппорта 0,01-1,5 м/мин; пределы вертикальных подач шлифовальной головки 0,001-0,09 мм; габаритные размеры станка 2700x1775x1910 мм.
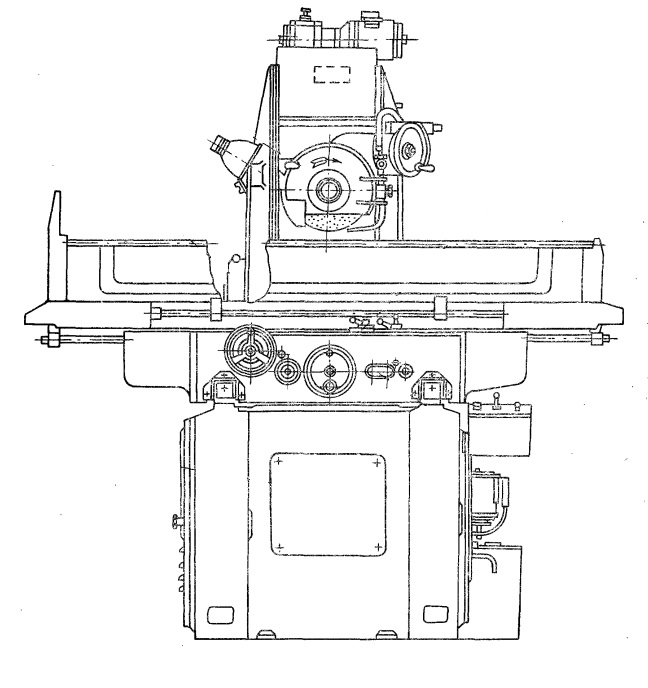
Основные механизмы и движения в плоскошлифовальном станке 3Е711В. К станине А (рис. 125) крепится колонна Б. По горизонтальным направляющим качения станины перемещается в поперечном направлении крестовый суппорт В со столом Д, совершающим продольное возвратно-поступательное движение. По вертикальным направляющим качения колонны Б движется шлифовальная головка Г. В станине расположены механизмы Е и Ж вертикальной и поперечной подачи, а также гидропривод станка.
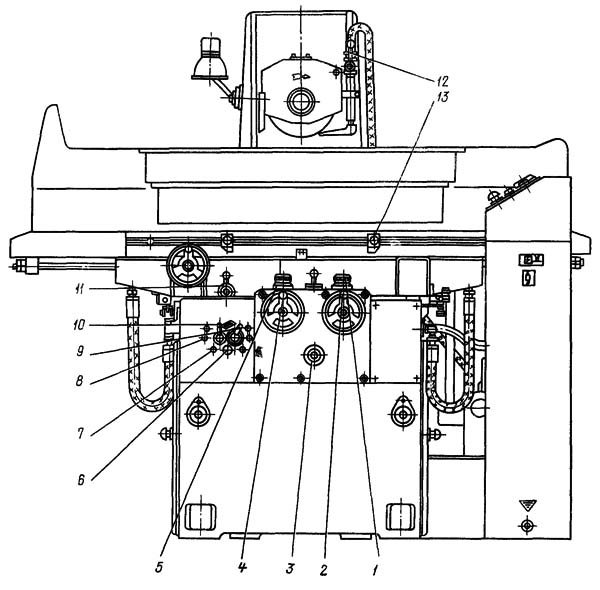



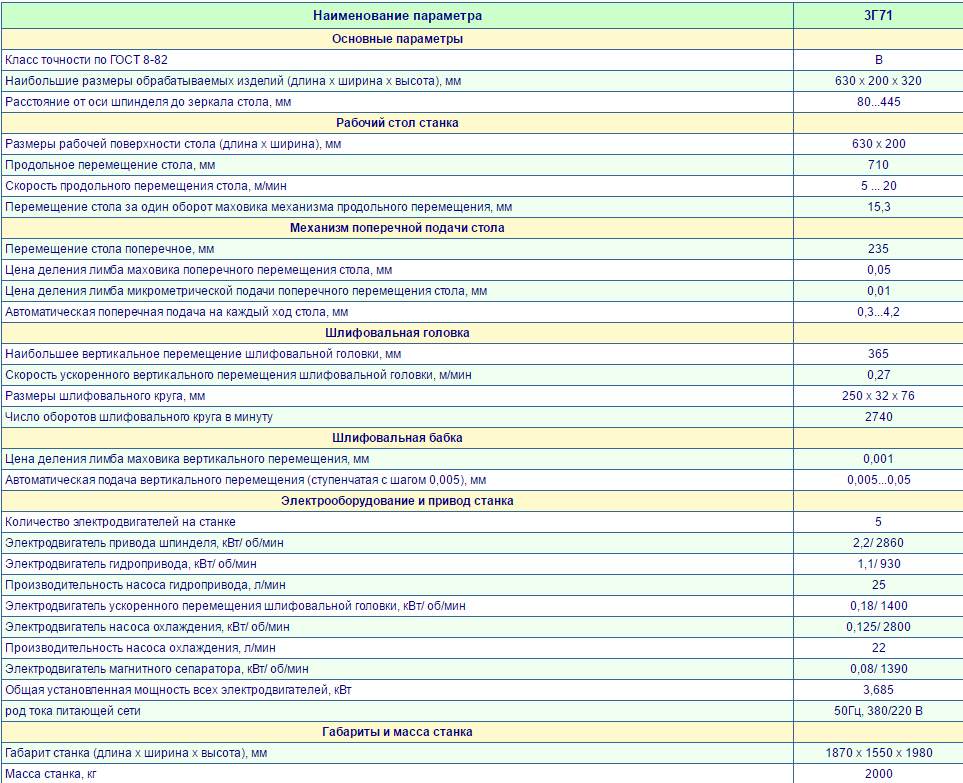
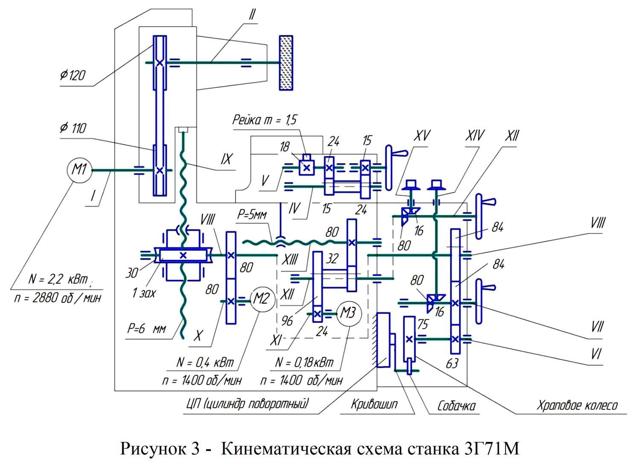



Рис. 125. Кинематическая схема плоскошлифовального станка 3Е711В
Кинематика станка 3Е711В. Главное движение шлифовальный круг получает от электродвигателя M1 (N = 5,5 кВт, n = 1500 мин-1) через поликлиновую ременную передачу. Шпиндель II смонтирован в многоклиновых подшипниках с самоустанавливающимися вкладышами.
Поперечная подача 3Е711В крестового суппорта осуществляется от двигателя постоянного тока М2 (N = 0,25 кВт, n= 30-3000 мин-1) через косозубые колеса z = 34-100, z = 60-100 и ходовой винт VII.
При включении муфты М1 в колесо z = 100 происходит автоматическая подача — непрерывная или прерывистая на каждый ход стола (или двойной ход стола). Для получения прерывистой подачи при продольном реверсе стола двигателю М2 дается команда на включение от бесконтактного путевого переключателя.
Ручные грубая и тонкая поперечные подачи осуществляются при включении муфты М1 влево. Тонкую ручную подачу получают при вращении лимба 2 через червячную пару z = 1-100; грубую ручную подачу осуществляют маховиком 4 (червяк z = 1 при этом выводится из зацепления рукояткой 3).
Продольная подача стола происходит от гидропривода; скорости регулируются бесступенчато. Ручную продольную подачу осуществляют маховичком 1 со встроенным в него планетарным механизмом. Сателлиты z = 18 и z = 19 обкатываются вокруг неподвижного центрального колеса z = 19 и через другое центральное колесо z = 20 вращение передается на реечное колесо z = 18 и рейку. Планетарная передача значительно снижает величину перемещения на один оборот лимба.
Вертикальная подача 3Е711В шлифовальной головки осуществляется от шагового электродвигателя М3 в момент реверса стола или крестового суппорта. Вращение передается ходовому винту XII при включенной муфте М2 вправо через колеса z = 34-100-100, карданный вал X, включенную электромагнитную муфту М3 и червячную пару z = 1-30. Ручные (грубая и тонкая) вертикальные подачи осуществляются аналогично поперечным ручным подачам маховичком 6 по лимбу 5.
Быстрые установочные перемещения шлифовальной головки плоскошлифовального станка 3Е711В происходят от асинхронного электродвигателя М4 (N = 0,4 кВт, n = 1500 мин-1) при отключенной муфте М3.
Перейти вверх к навигации
3Е711В станок плоскошлифовальный с горизонтальным шпинделем высокой точности. Общие сведения
Универсальный плоскошлифовальный станок высокой точности с горизонтальным шпинделем и крестовым столом предназначен для шлифования поверхностей периферией круга. В определенных границах возможна обработка поверхностей, расположенных под углом 90° к зеркалу стола.
Станок предназначен для шлифования плоских поверхностей различных изделий, закрепленных на зеркале стола, магнитной или электромагнитной плите или в приспособлении. В пределах, допустимых кожухом, возможно шлифование пазов и фасонных поверхностей.
По специальному заказу за отдельную плату вместе со станком может быть поставлен ряд приспособлений, расширяющих технологические возможности станка.
С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от применяемого приспособления для крепления деталей.
Станок используется в единичном, мелкосерийном и серийном производстве.
Основные технические характеристики плоскошлифовального станка 3е711в
Изготовитель — Оршанский станкостроительный завод Красный борец. Основные параметры станка — в соответствии с ГОСТ 13135. Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности.
- Размеры рабочего стола (длина х ширина) — 630 х 200, мм
- Предельные размеры обрабатываемой поверхности (длина х ширина) — 630 х 200 мм
- Предельная высота обрабатываемой заготовки — 325 мм
- Наибольшая масса орабатываемой детали — 220 кг
- Размеры стандартного шлифовального круга — Ø 250 х 40 х 76 мм
- Диаметр конца шлифовального шпинделя по ГОСТ 2323 — Ø D = 40 мм
- Мощность электродвигателя — 4 кВт
- Вес станка полный — 2,5 т
Станок комплектуется стандартной электромагнитной плитой.
Неплоскостность и непараллельность обработанных поверхностей образца размерами 120 х 240 мм не более 0,004 мм.
Класс точности станка В по ГОСТ 8—77. Шероховатость обработанной поверхности Ra 0,16 мкм.
Конструктивные особенности плоскошлифовального станка 3Е711В
На станке возможна работа по циклу, включающему черновые и чистовые подачи, выход на размер, выхаживание. Все переключения сопровождаются световой сигнализацией. Настройка осуществляется двухпредельным датчиком.
Возможно многостаночное обслуживание.
Пыль и шлам смываются охлаждающей жидкостью, затем отделяются магнитным сепаратором, фильтром-транспортером и сбрасываются в лоток. Вместо охлаждения можно применять пылеотсасывающий агрегат. Средний уровень звука LA не должен превышать 77 дБА (корректированный уровень звуковой мощности LpA по ОСТ2 Н89-40—75 не должен превышать 93 дБА). Приставное оборудование подключается готовой электропроводкой со штепсельными разъемами.







Устройство и работа станка модели 3Е711В и его основных узлов
На станине в поперечном направлении по двум V-образным направляющим качения перемещается крестовый суппорт.
По направляющим крестового суппорта — плоской и V-образной в продольном направлении перемещается стол. Стол получает перемещение от гидроцилиндра, закрепленного между направляющими крестового суппорта.
Внутри крестового суппорта в его нижней части закреплены узлы: механизм поперечной подачи, механизм продольного перемещения стола, механизм продольного реверса стола, механизм поперечного реверса стола, распределительная панель, гидропанель.
С задней стороны на станине устанавливается колонна, по вертикальным направляющим качения которой перемещается шлифовальная головка.
Назначение и принцип работы станка плоскошлифовального станка модели 3Г71
плоскошлифовальный металлорежущий станок
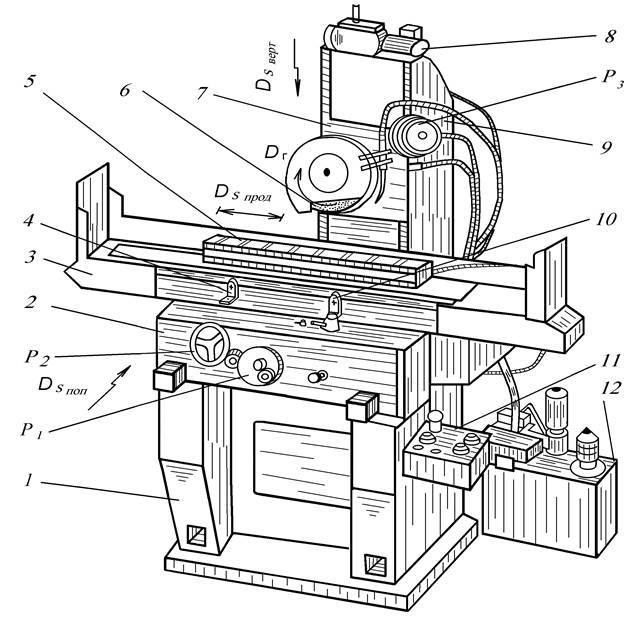
Плоскошлифовальный станок модели 3Г71 в основном предназначен для шлифования поверхностей периферией круга. На станке торцом круга возможна обработка поверхностей, расположенных под углом 900 к зеркалу стола. С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от точности применяемого приспособления для крепления детали.
На плоскошлифовальном станке при работе периферией круга по методу врезания можно выполнять черновое и чистовое шлифование изделий, ширина которых меньше ширины круга (рис. 1.1, а), и чистовое шлифование изделий с профильными поверхностями небольшой ширины и глубины профиля (рис. 1.1, б). При этом необходимы три движения формообразования. Вращательное главное движение сообщается шлифовальному кругу и определяет скорость резания. Шлифовальной бабке сообщается вертикальная подача на глубину резания. Продольное перемещение на величину подачи сообщается столу с заготовкой. При работе периферией круга с поперечной подачей можно выполнять черновое и получистовое шлифование изделий с достаточной жесткостью, большой глубиной резания и малой поперечной подачей (рис. 1.1, в) и чистовое шлифование термообработанных изделий с малой глубиной резания и большой поперечной подачей (рис. 1.1, г). При этом методе обработки необходимы четыре движения, так как добавляется поперечная подача. Четыре движения необходимы также и при шлифовании торцом круга поверхностей, расположенных под углом 900 к зеркалу стола.
На станке может также выполняться обработка фасонной поверхности изделий по участкам непрофилированным (прямолинейные участки) и профилированным (криволинейные участки) кругом (рис. 1.1, д) с использованием синусных тисков, магнитных поворотных плит, делительных приспособлений и т.д.
Рис. 1.1 — Схемы обработки на плоскошлифовальном станке
Плоскошлифовальный станок 3л722в технические характеристики
Описание файла
- Паспорт на станок плоскошлифовальный с прямоугольным столом и горизонтальным шпинделем
- Мод. 3Л722А, 3Л722В, 3Л722В-70, 3Л722В-80, 3Л722В-001, 3Л722В-002
- Липецкий станкостроительный завод (ЛСПО)
1990 год — 3L722V_3L722A_3L722V-70.djvu (13.57 MB)
1991 год — 3L722A_3L722V.djvu (8.96 MB)
Руководство по эксплуатации. Электрооборудование. Схемы электрические принципиальные — 3L722A_3L722V_Elektrooborudovanie.djvu (6.61 MB)
Чертежи и схемы — 3L722V_big.djvu (2.02 MB)
Скачать паспорт и электросхемы этого станка другого завода (г. Ленинград):
Плоскошлифовальный станок 3Л722В с прямоугольным столом и горизонтальным шпинделем

- Станки плоскошлифовальные с прямоугольным столом и горизонтальным шпинделем модели 3Л722В, класс точности «В» по ГОСТу 8-82 предназначены для обработки поверхностей деталей периферией или торцом шлифовального круга, различных фасонных поверхностей заготовок профилированным кругом.
- Компоновка станка в сочетании с конструкцией шпинделя обеспечивает высокую жесткость шлифовальной бабки и исключает влияние массы перемещающихся узлов на точность и качество обработки.
- Устройство цифровой индикации для визуального контроля величины перемещения шлифовальной бабки и система дистанционного управления позволяют повысить производительность станка и удобство обслуживания.
- Вынесенный гидропривод с системой стабилизации температуры масла и централизованная система смазки уменьшают тепловые деформации, увеличивают долговременность станка и позволяют сохранить точность станка при длительной работе
Станок 3Л722В. Плоскошлифовальный. Технические характеристики
Технические характеристики станков это основной показатель пригодности станка к выполнению определенных работ на станке. Для плоскошлифовальных станков основными характеристиками является:
- Размеры рабочей поверхности станка
- Наибольшие размеры шлифуемого изделия
- Скорость продольного перемещения стола
- Скорость круга
Ниже приводится таблица с техническими характеристиками плоскошлифовального станка 3Л722В. Более подробно технические характеристики станка можно посмотреть в паспорте станка 3Л722В, скачать который можно ниже.
Самый лучший сварочный инвертор для дома
- Станки модели 3Л722В(А), 3Л722В(А)-70, 3Л722В(А)-80, 3Л722В(А)-М предназначеных для шлифования торцом и периферией круга плоских и фасонных поверхностей заготовок из магнитных и немагнитных материалов.
- Опция Опция Опция
- —>
Оставить заявку
- Описание
- Характеристики
- Комплектация
- Спецпредложения
Станки серии 3Л722
(В(А), В(А)-70, В(А)-80 и В(А)-М), являющиеся аналогом моделей 3Л722В, 3Б722 и 3Д722, имеют особый круг применения.
Плоскошлифовальные станки с прямоугольным столом 3Л722 используются для шлифования фасонных и плоских поверхностей тех заготовок, что выполнены из магнитного и немагнитного сырья, посредством торца либо периферии круга.
Крепление обрабатываемых деталей (в соответствии с их габаритами, формой и материалом) может осуществляться как в специальном приспособлении, так и на электромагнитной плите.
При помощи ряда кинематических цепей станок 3Л722
способен производить движения следующего характера:
- вращать шпиндель шлифовальной бабки;
- перемещать шлифовальную бабку вертикально;
- перемещать стойку поперечно;
- перемещать стол продольно.
- Жесткость и устойчивость к вибрациям, которыми характеризуется плоскошлифовальный станок 3Л722 , позволяют обрабатывать плоские поверхности с высокой точностью и чистотой.
В конструкции данного вида плоскошлифовального оборудования имеется шпиндель на подшипниках качения высокоточного типа. При помощи ШВП шлифовальная бабка перемещается в вертикальном направлении, а стойка — в направлении горизонтальном. Фторопластовое покрытие, которое имеют направляющие перемещения стола стойки, увеличивает эксплуатационный срок корпусных деталей.







Уровень допустимой нагрузки на стол достаточно высок, благодаря чему возможно осуществлять обработку даже тяжелых деталей. Конструкция данного оборудования обеспечена централизованной системой смазки, а также может оснащаться однокоординатным либо двухкоординатным УЦИ.
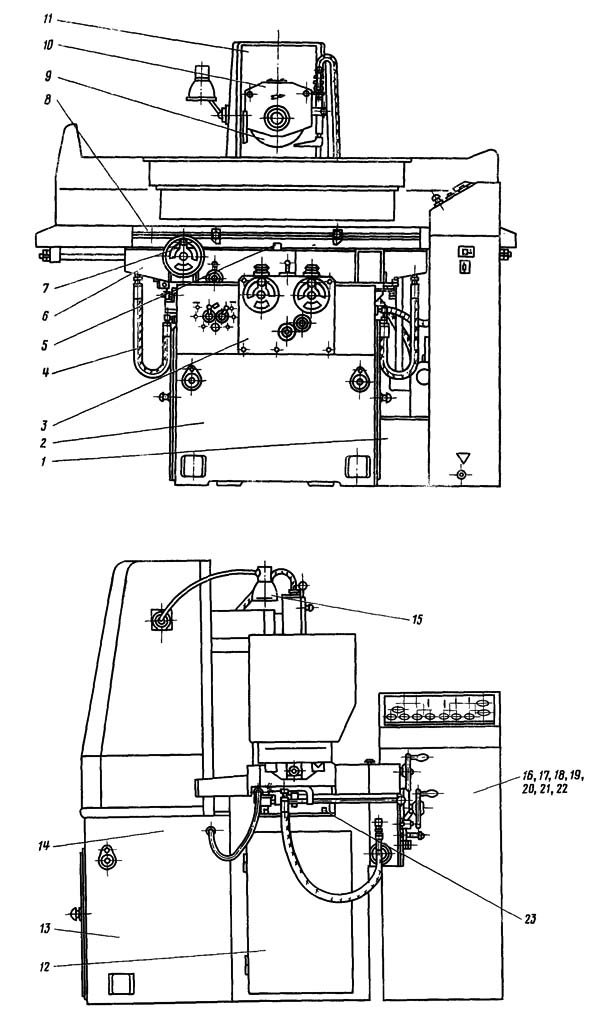
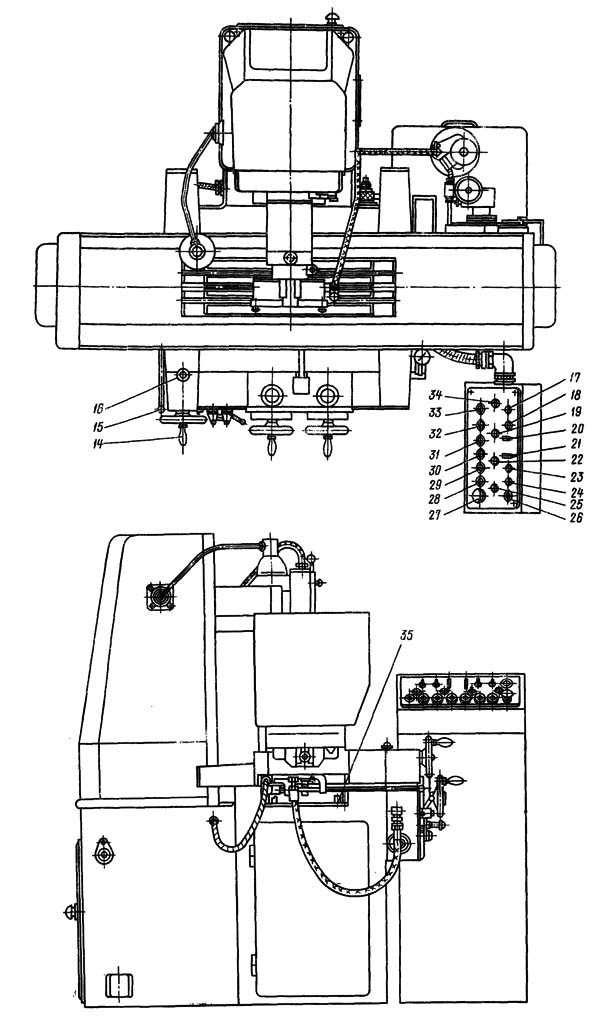
2 Принцип работы станка, его составные части и кинематическая схема
Шлифовальная горизонтальная установка Оршанского завода состоит из следующих основных компонентов:
- кран управления;
- колонна и станина;
- гидрокоммуникация;
- устройство реверса (продольного) стола;
- электрическое оборудование;
- система смазки колонны;
- крестовый суппорт;
- распределительная панель;
- кожух;
- рабочая поверхность (стол);
- гидравлический агрегат;
- устройство продольного реверса;
- устройство вертикальной подачи;
- шлифголовка;
- устройства поперечной подачи и поперечного реверса.

Крестовый суппорт поперчено передвигается по двум направляющим на станине, которые имеют форму латинской буквы V. По ним же, а также по плоской направляющей происходит и передвижение стола, но уже продольно. Перемещение рабочая поверхность получает от гидравлического цилиндра, который располагается между направляющими. В нижней части крестового суппорта (внутри данного узла) установлено несколько устройств:
- ВШПГ–35 – гидропанель;
- передвижения стола в продольном направлении;
- распределительный блок;
- поперечной подачи;
- реверса (поперечного) стола.
В задней части станины монтируется колонна, шлифовальная головка передвигается по направляющим вертикального вида. Бак охлаждения находится рядом с агрегатом с правой его стороны. А гидравлический механизм размещается внутри станины. Обслуживать данный узел можно через дверку с левой стороны станины. Шпиндель вращается через плоскоременную передачу от электрического двигателя, который отвечает за главное движение. Ручная вертикальная подача идет через червячный механизм от маховика, а автоматическая обеспечивается гидроприводом посредством гидравлического цилиндра, оснащенного лопастями.

Аналогично гидроцилиндром производится и поперечная автоподача. При этом винт поворачивается через шестерни и обгонную муфту за счет вращения ротора гидравлического цилиндра. Ручная подача в поперечном направлении выполняется рукояткой или от маховика. Реверс рабочей поверхности становится возможным благодаря наличию установленного на столе кулачка. Вручную же перемещать стол можно при помощи рейки и маховика.
Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Г71 | 3Е711В |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | В | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 | |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 80…445 | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 | |
| Точностные параметры, максимально достигаемые на образце-изделии | ||
| Размер образца-изделия, мм | 380 х 120 х 80 | |
| плоскостность, мкм | 4 | |
| параллельность, мкм | 5 | |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 | |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 710 | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 5..20 | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | |
| Суппорт стола. Механизм поперечной подачи стола | ||
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 235 | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3…4,2 | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 | |
| Шлифовальная головка. Шлифовальный круг | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | 0,27 | |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | 2740 | |
| Наибольшая скорость резания, м/с | 35 | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 | |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005…0,05 | – |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | – | 0,08..0,002 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 2,2 | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 1,1 | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | – | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | – | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,18 | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,125 | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,08 | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 8,09 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 2000 х 1770 х 1920 |
| Масса станка, кг | 2000 | 2550 |
Список литературы:
Станки плоскошлифовальные 3Е711ВФ1, 3Е711АФ1, 3Е711В, 3Е721ВФ1-1, 3Е721АФ1-1, 3Е721В-1, 3Е711В-1, 3Е710А. Руководство по эксплуатации, 1978
Станок плоскошлифовальный 3Е711В. Руководство по эксплуатации. Электрооборужование, 1983
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
Куликов С.И. Хонингование, 1973
Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
Лоскутов В.В. Шлифование металлов, 1985
Лоскутов В.В. Шлифовальные станки, 1988
Лурье Г.Б. Шлифовальные станки и их наладка,1972
Лурье Г.Б. Устройство шлифовальных станков,1983
Меницкий И.Д. Универсально-заточные станки ,1968
Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
Попов С.А. Шлифовальные работы, 1987
Терган В.С. Шлифование на круглошлифовальных станках, 1972
Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Связанные ссылки. Дополнительная информация
Главная
О компании
Новости
Статьи
Прайс-лист
Контакты
Справочная информация
Скачать паспорт
Интересное видео
Деревообрабатывающие станки
КПО
Производители
Конструктивные особенности станка
Основное назначение станка 3Г71 – шлифование различных деталей и заготовок с помощью специальных абразивных кругов. Процесс происходит при крутящем шпинделе, на котором расположен абразив. Изменение положения детали может происходить за счет смещения рабочего стола и шпиндельной головки.
В основном обработка выполняется путем контакта периферии круга с обрабатываемой заготовкой. С помощью специальных приспособлений возможно изменение угла до 90°. Однако для этого следует приобрести комплектующие, которые не входят в стандартную комплектацию оборудования.
К конструктивным и эксплуатационным характеристикам станка можно отнести следующее:
- электромагнитная плита обеспечивает стабильное положение заготовки во время ее обработки;
- независимые механизмы перемещения рабочего стола и шлифовальной головки. В основу кинематической схемы последней положены направляющие качения;
- удобное расположение устройств реагирования подач. Они находятся в нижней части суппорта рабочего стола. Там же располагается блок управления системой подачи охлаждающей жидкости.
Управляющие компоненты находятся в отдельном блоке, который установлен в правой части оборудования. Во время работы станка 3Г71 доступ к нему остается свободным независимо от режима функционирования и положения рабочего стола.
При установке дополнительных компонентов появится возможность выполнять профильное шлифование заготовок. Однако перед этим необходимо согласовать размеры и посадочные места приспособления.
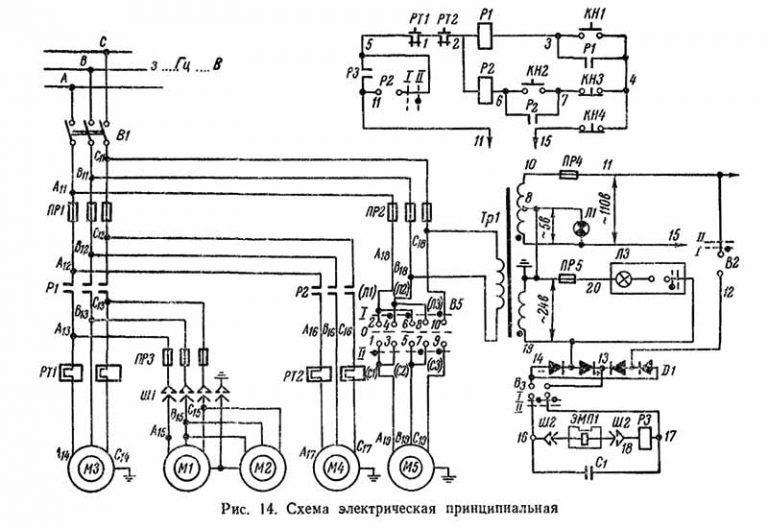
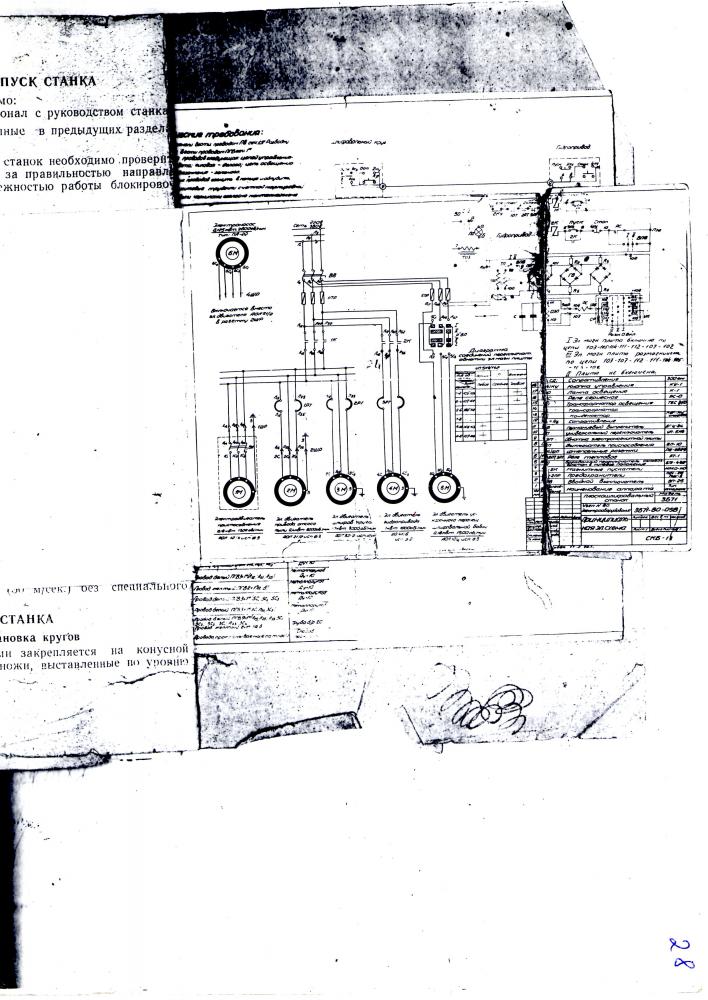
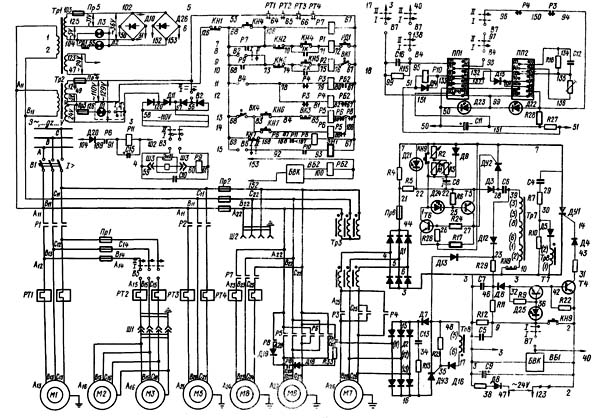
Электрооборудование плоскошлифовального станка 3Г71
Электрооборудование станка содержит:
- асинхронные короткозамкнутые электродвигатели:
- привода шлифовального круга (МЗ) 2,2 кВт, 2860 об/мин., 220/380 В, 50 Гц, АОЛ2-22-2-С1
- гидропривода (М4) 1,1 кВт, 930 об/мин 220/380 В, 50 Гц АОЛ2-22-6-С1;
- электронасоса охлаждения (M1) 0,12 кВт, 2800 220/280 В 50 Гц, ПА-22;
- привода магнитного сепаратора (М2) 0,08 кВт, 1390 об/мин., 220/380В, 50Гц, АОЛ 012-4-С2;
- привода ускоренного перемещения шлифовальной бабки (М5) 0,18 кВт, 1400 об/мин 220/380 В
- электромагнитную плиту (ЭМП1) НОВ, 08А, ЭП-21Г;
- блок выпрямителей (Д1) 75ГМ24Я-К2;
- аппаратуру управления;
- аппаратуру сигнализации и освещения;
- аппаратуру защиты.
Станок предназначен для подключения к сети трехфазного переменного тока 380 В, 50 Гц.
Питание схемы производится следующим образом:
- на асинхронные короткозамкнутые электродвигатели Ml, М2, МЗ, М4, М5 подается напряжение 3 50 Гц, 220/380 В цепь управления получает питание 110 В, 50 Гц;
- на электромагнитную плиту ЭМП1 подается напряжение 110В постоянного тока с селенового выпрямителя Д1;
- на вход выпрямителя Д1 поступает напряжение
129 В с трансформатора Tp1;
на лампу местного освещения JI3 подается напряжение 24В, 50Гц с трансформатора Tp1;
на сигнальную лампу Л1 подается напряжение 5В переменного тока с трансформатора Tp1
Примечание. Описание работы электрооборудования составлено для цепи управления 110В.







Электросхема станка предусматривает следующие режимы работы:
- работа с электромагнитной плитой;
- работа без электромагнитной плиты.
Включение станка производится поворотом вводного пакетно-кулачкового выключателя BI1 Напряжение подается в силовые цепи и цепь управления.
На пульте управления станком загорается сигнальная лампочка Л1.
При работе с электромагнитной плитой переключатель В2 устанавливается в положение «С плитой», напряжение подается* на селеновый выпрямитель Д1, контакт 11—12 переключателя В2 замыкается, а контакт 11—5 размыкается. Если электромагнитная плита ЭМП1 подключена к разъему Ш2, а выключатель ВЗ находится в положении «Включено», то включается электромагнитное реле РЗ, которое своим контактом 11—5 разрешает пуск гидропривода и шлифовального круга.
Нажатием на кнопку КН2 включается магнитный пускатель Р2, который подает напряжение на электродвигатель гидропривода М4.
Нажатием на кнопку КН1 включается магнитный пускатель P1, который подает напряжение на электродвигатель шлифовального круга МЗ, а через разъем Ш1 — на электродвигатель насоса охлаждения M1 и магнитного сепаратора М2. Остановка электродвигателя гидропривода М4 осуществляется нажатием на кнопку КНЗ, которая размыкает цепь питания катушки пускателя Р2 в точках 7—4. Кнопка КН4 служит для общего останова станка.
Поворотом рукоятки реверсивного барабанного переключателя В5 (с самовозвратом) влево или вправо происходит включение электродвигателя М5 осуществляющего ускоренное перемещение шлифовальной головки вверх или вниз.
При работе без электромагнитной плиты переключатель В2 устанавливается в положение «Без плиты», цепь питания электромагнитной плиты размыкается, а контактом 11—5 шунтируется разомкнутый контакт 11—5 электромагнитного реле
В остальном работа станка не отличается от описанной выше. Блокировка внезапного отключения электромагнитной плиты ЭМП1 осуществляется электромагнитными реле РЗ, замыкающий контакт которого в точках 11—5 размыкается и обесточивает катушки магнитных пускателей P1 и Р2. Происходит остановка электродвигателей M1, M2, МЗ и М4.
Защита электродвигателей M1, М2, МЗ, М4, М5 и цепей управления от токов короткого замыкания осуществляется предохранителями ПР1, ПР2, ПРЗ, ПР4, ПР5.
Защита электродвигателей МЗ и М4 от перегрузок осуществляется тепловыми реле РТ1 и РТ2.
Нулевая защита осуществляется катушками магнитных пускателей P1, P2.
Станок должен быть заземлен на общецеховой контур согласно существующим правилам и нормам.
В остальном эксплуатация станка должна производиться в соответствии с «Правилами технической эксплуатации и безопасности обслуживания электроустановок промышленных предприятий».
Кинематическая схема плоскошлифовального станка 3Г71
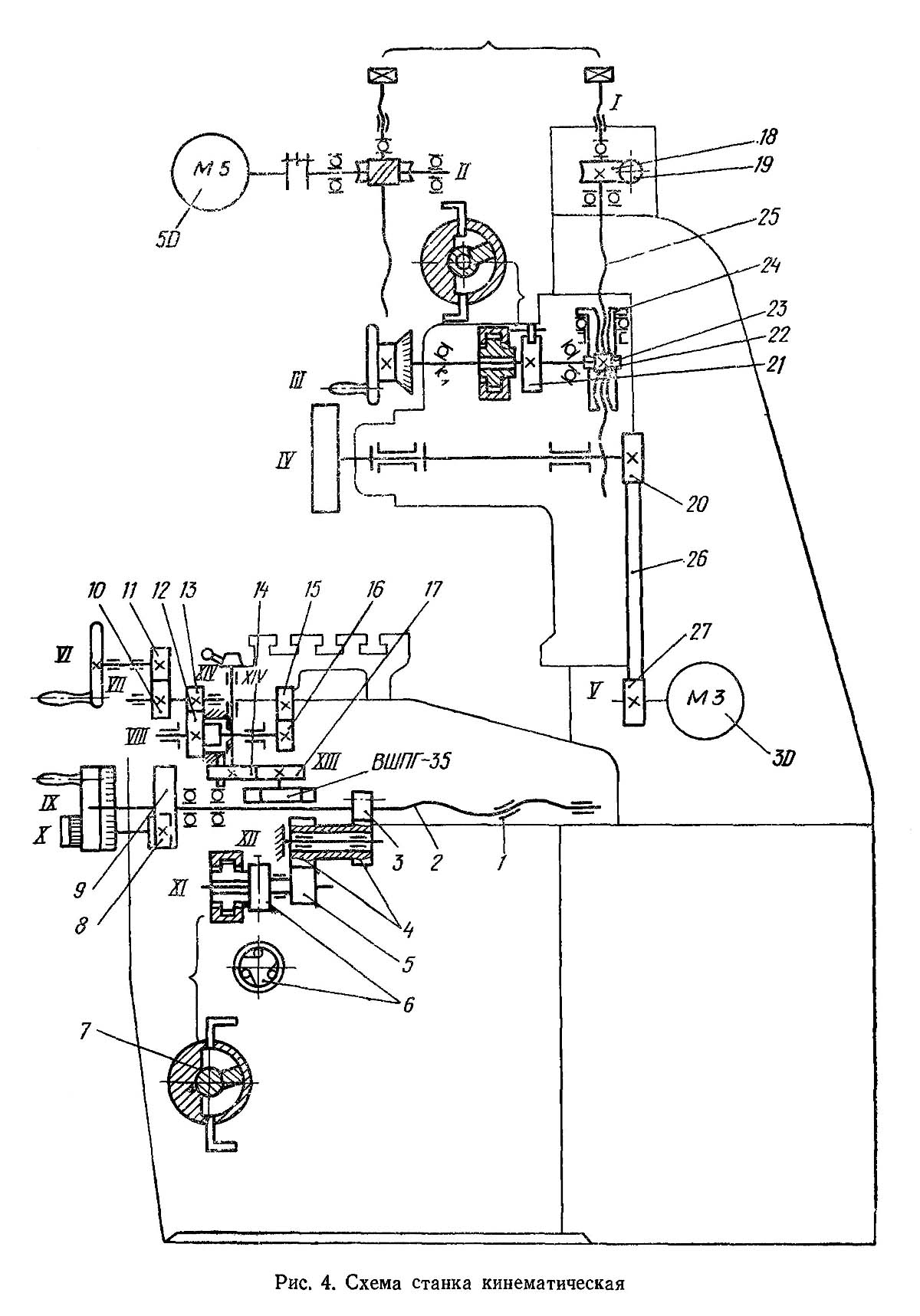
Кинематическая схема плоскошлифовального станка 3г71
Главное движение (вращение шпинделя) осуществляется от отдельного электродвигателя МЗ через плоскоременную передачу. Вертикальная подача может быть ручная и автоматическая.
Ручная вертикальная подача осуществляется от маховика (вал III) через червячную передачу 22, 23. Автоматическая вертикальная подача осуществляется лопастным гидроцилиндром от гидропривода.
Ускоренное перемещение шлифовальной головки осуществляется от электродвигателя М5 через червячную пару 19, 18. Электродвигатель соединен с червяком предохранительной муфтой.
Поперечная подача может быть ручной и автоматической. Ручная подача может осуществляться либо от маховика (вал IX), либо рукояткой (вал X).
Автоматическая поперечная подача осуществляется гидроцилиндром, сидящим на валу XI. Поворот ротора гидроцилиндра через обгонную муфту 6, шестерни 5, 4, 3 обеспечивает поворот винта 2. Шестерня 3 может быть включена и сцеплена непосредственно с шестерней 5, вследствие чего винт получает обратное вращение.






Ручное перемещение стола осуществляется от маховика (вал VI) через шестерни 11, 10, 13, 12, 16 и рейку 15, закрепленную на столе. При включении давления в гидросистеме шестерня 16 автоматически выводится из зацепления с рейкой.
Продольный реверс стола осуществляется от кулачка (вал XIV), закрепленного на столе, через шестерни 14, 17. Шестерня 17 посажена на оси, связанной с золотником управления гидропанели ВШПГ-35.
Информация об изготовителе
Изготавливают плоскошлифовальный станок 3Е711В в Оршанске на станкостроительном предприятии «Красный борец».
Завод основали больше ста лет назад. А плоскошлифовальный станок стали производить только через 60 лет после открытия. Первый станок по резке металла 3711, характеристики которого отличались высокоточными показателями, выпустили в 1967 году. А универсальный плоскошлифовальный гс 3Е711В стал успешной заменой старому варианту 3Г71.
Особенности плоской шлифовки
Поверхность диска, выполняющего отделку, определяет вид шлифования: торцом или периферией. Главные характеристики способов периферийной шлифовки:
- шлифовка врезкой. ее применяют при действиях с деталями, где ширина не больше высоты. также в случаях ограничений плоскости буграми. при данных работах быстро изнашивается диск, а это предполагает проведение частых правок. большой точности при этой работе не достигают;
- глубокий тип шлифовки. при проведении такого действия за период одного хода стола на невысокой быстроте подачи продольного типа, убирают полные припуски.
- шлифовка с использованием непостоянной поперечной подачи. она позволяет высококачественно отделать любые объемные зоны. при непостоянной поперечной подаче во время последних движений, нужно ставить небольшую глубину подачи. это требуется для снижения неточности, которую создает диск в последствие изнашивания;
- шлифовка с применением постоянной поперечной подачи. ее осуществляют постоянно, и ее величина за каждое передвижение не должна быть выше половины круговой высоты. если сравнить этот метод с предыдущим, то он создает более точную отделку.
Все» вышеописанные способы не приводят к контакту круга и детали в такой высокой степени, как при отделке торцом. Как следствие – нет нужды прикладывать большие физические усилия, и при работе выделяется не столько тепла. Хотя периферийный тип по продуктивности уступает торцевой отделке.





