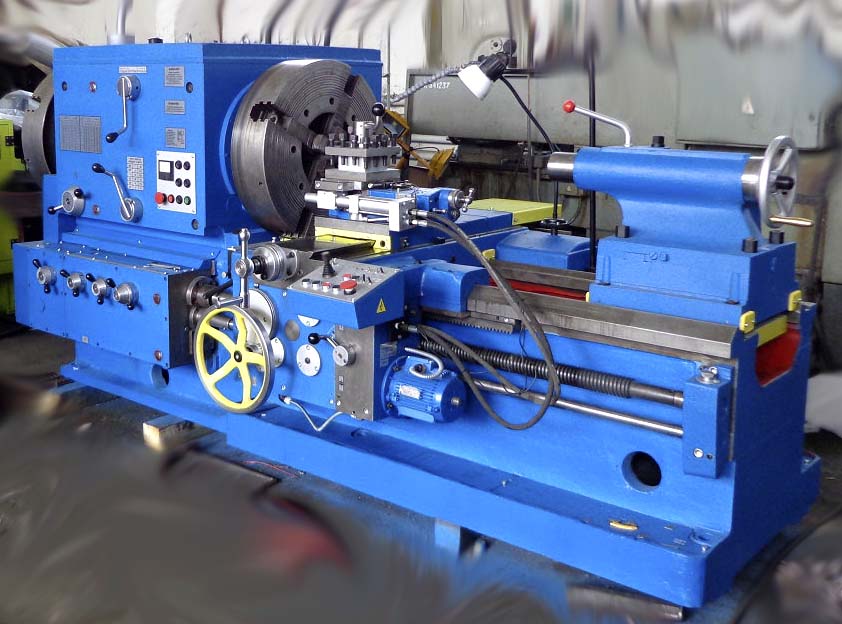
Трубонарезной станок 1А983 с ЧПУ
Рассматриваемый трубонарезной станок может быть оборудован системой автоматического управления. Данное оборудование ощутимо делает быстрее процесс металлообработки и дает возможность добиться отличного качества изделий.
Во время работы на подобном оборудовании, заготовка крепится обоими концами в патроне и люнете. После это оператор станка закладывает специализированную программу, отвечающую за автоматическое убирание дефектных компонентов. Все направляющие детали устройства подвержены закалке и шлифовке. Подобный подход обеспечивает сохранение надежности и показателей эксплуатации оборудования, при этом сохраняя большой уровень точности обработки заготовки.
Трубонарезное станочное оборудование с автоматической системой управления, нередко оборудуют револьверными головками, а еще разными видами токарных патронов.

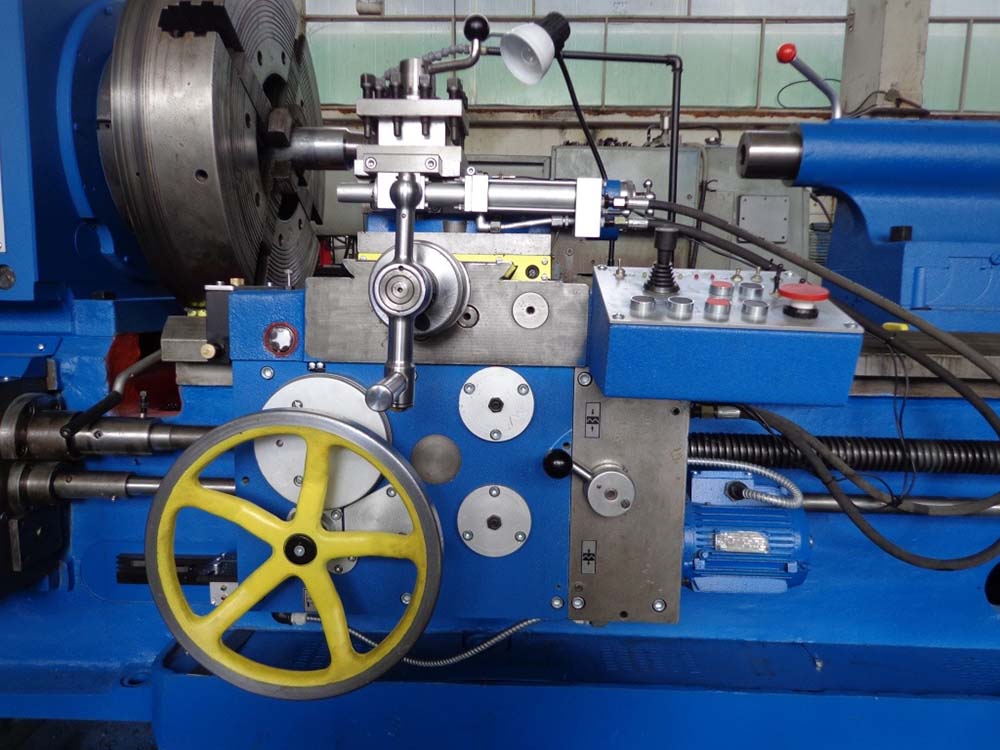
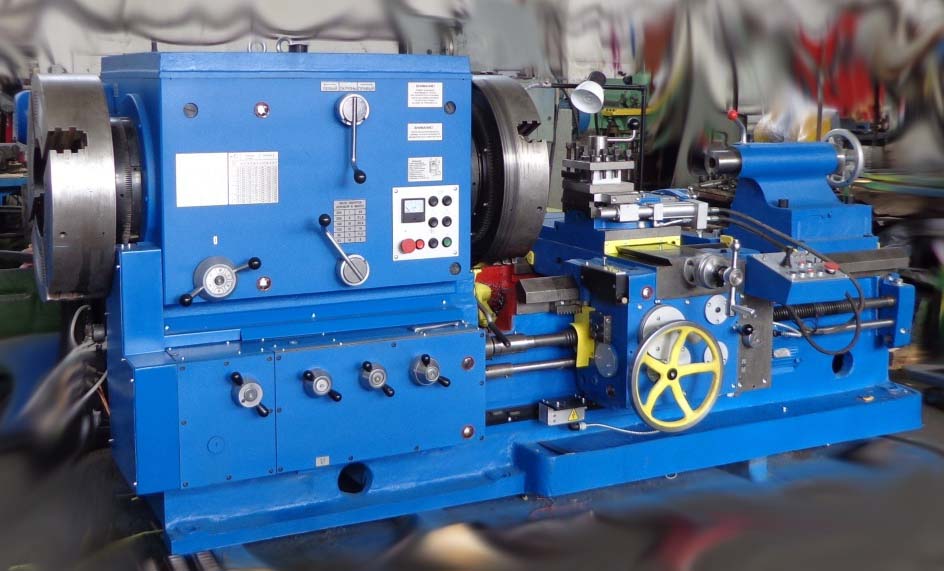
Весь вид трубонарезного станка 1А983
Необходимо также отметить, что особенности конструкции станка 1А983 с автоматическим управлением дают возможность выполнять полный автоматический цикл резьбонарезания. Эта функция реализовывается на станках с числовым программным управлением. С учетом формы заготовки и вида обработки, используют такие варианты циклов:
- однопроходный цикл;
- многопроходный цикл;
- цикл нарезания резьбы плашкой или метчиком.
Подобный подход дает возможность добиться высокой эффективности при относительно минимальном уровне расходов.
Особенности модели карусельного станка 1Л532
Для токарной обработки крупногабаритных деталей, из цветных и черных металлов, длинной до 3200 мм и весом не более 16 тн, зачастую применяется двустоечный токарно-карусельный станок 1Л532. Данный агрегат производится в универсальном исполнении, и оснащается двумя вертикальными поворотными неревольверными суппортами. Они имеют реверсивное вращение планшайбы, и оснащены устройством цифровой индикации и преднабора. Стоит казать, что станок токарно-карусельный марки 1Л532 относится к категории точных высокопроизводительных устройств, имеющих автоматизированное управление, в состав которых входит целый ряд сложных узлов, устройств и агрегатов. Что касается класса точности станка 1Л532, то это Н.
Электрический станок для резки труб Станок для резки медных / стальных труб Пластиковый инструмент для резки нержавеющей стали Ручной инструмент для резки труб | |
Логистические перевозки

Пожалуйста, прочтите следующие советы перед покупкой. Если возникнут проблемы, пожалуйста, свяжитесь с нами.




Если вы выберете «способ доставки продавца» (368,42 долл. США), мы поможем организовать отгрузку морским путем и доставку в ближайший морской порт! Если доставка осуществляется морем, после прибытия в морской порт назначения, покупатель должен оплатить сборы порта назначения (такие как сборы за обработку терминала, сборы за документы, сборы за хранение и т. Д.), Налог на таможенное оформление и получение товаров.Если вы выберете DHL / ARAMEX / FEDEX, TNT, UPS, ECT, мы поможем вам организовать доставку международной экспресс-доставкой и напрямую по вашему адресу (ДВЕРЬ ДО ДВЕРИ)! 1) Чтобы защитить ваши товары и избежать повреждений в процессе доставки, когда вы получаете посылку, покупатели должны внимательно осмотреть посылку / товары, прежде чем подписывать квитанцию о получении товара. Если есть какие-либо повреждения, свяжитесь с местным отделением ARAMEX / DHL / FedEx, чтобы задать претензии и претензии, ИЛИ свяжитесь с нами в течение 24 часов.Затем сделайте фотографии поврежденной машины и упаковки, немедленно отправьте нам сообщение, мы поможем вам решить проблемы. 2) Если у вас возникли проблемы с товаром или доставкой, пожалуйста, дайте нам возможность решить любую проблему. Мы понимаем, что у вас могут быть проблемы и разочарования, и сделаем все возможное, чтобы решить эти проблемы. 3) И ваш отзыв чрезвычайно важен для нашего магазина, если вы удовлетворены нашим продуктом и нашим сервером, после подтверждения этого заказа, пожалуйста, оставьте нам положительный отзыв и 5 звезд, мы также дадим вам «ИДЕАЛЬНЫЕ 5 ЗВЕЗД», Когда вы оцениваете время доставки, пожалуйста, учитывайте международный транзит.Ваше признание сделает нас более уверенными в развитии бизнеса и улучшит качество обслуживания.
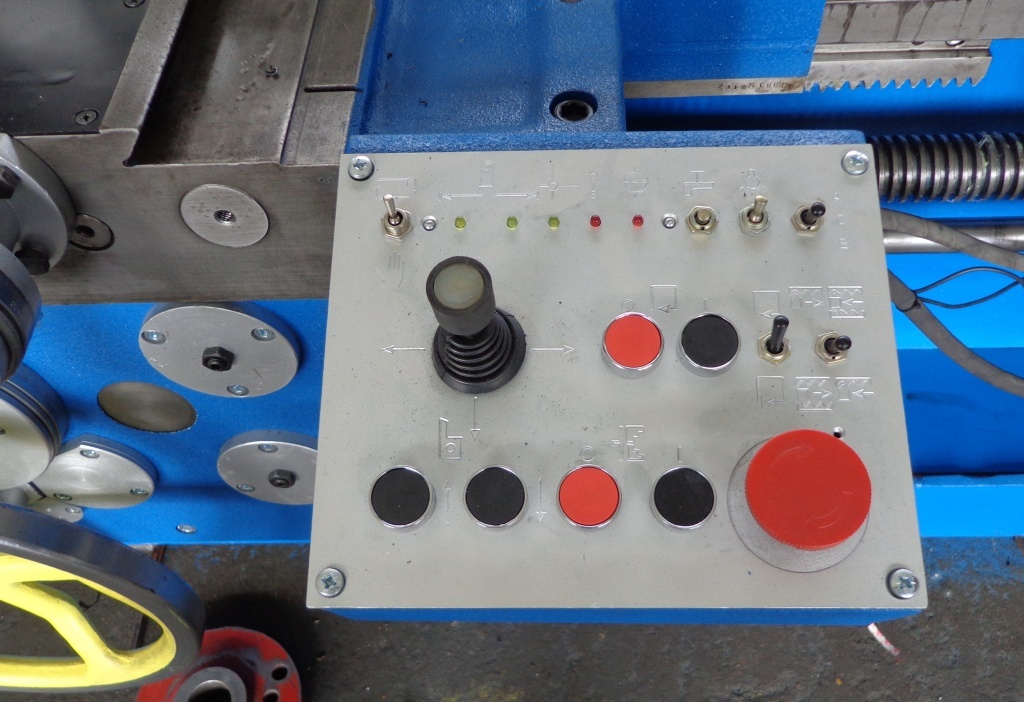
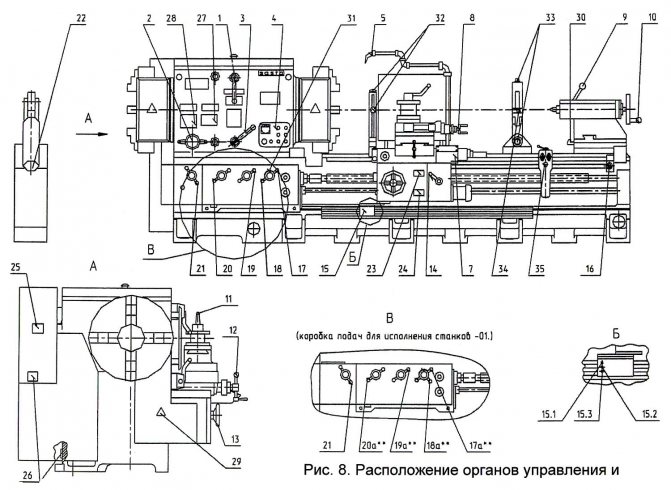
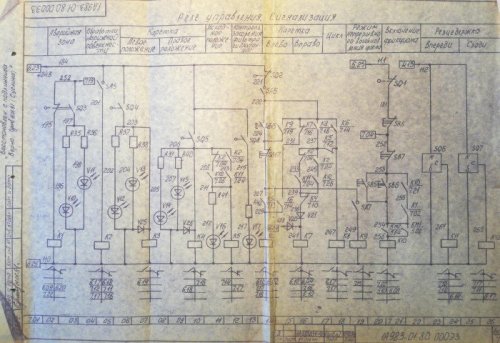
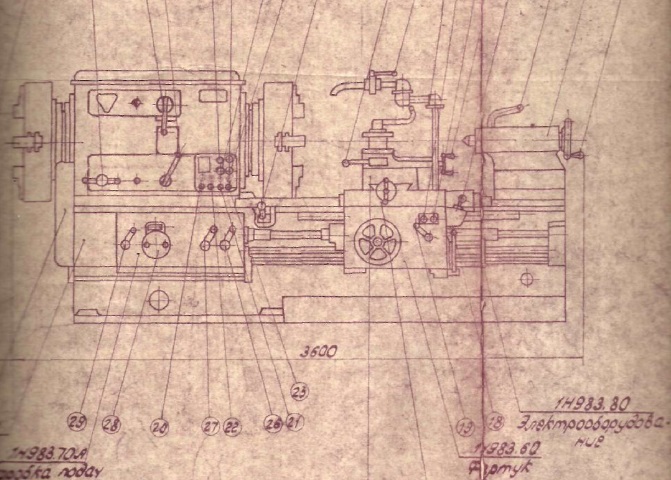
Расположение органов управления трубонарезным станком 1А983
Расположение органов управления трубонарезным станком 1А983
Пульт трубонарезного станка CА983
Пульт передней бабки трубонарезного станка 1А983
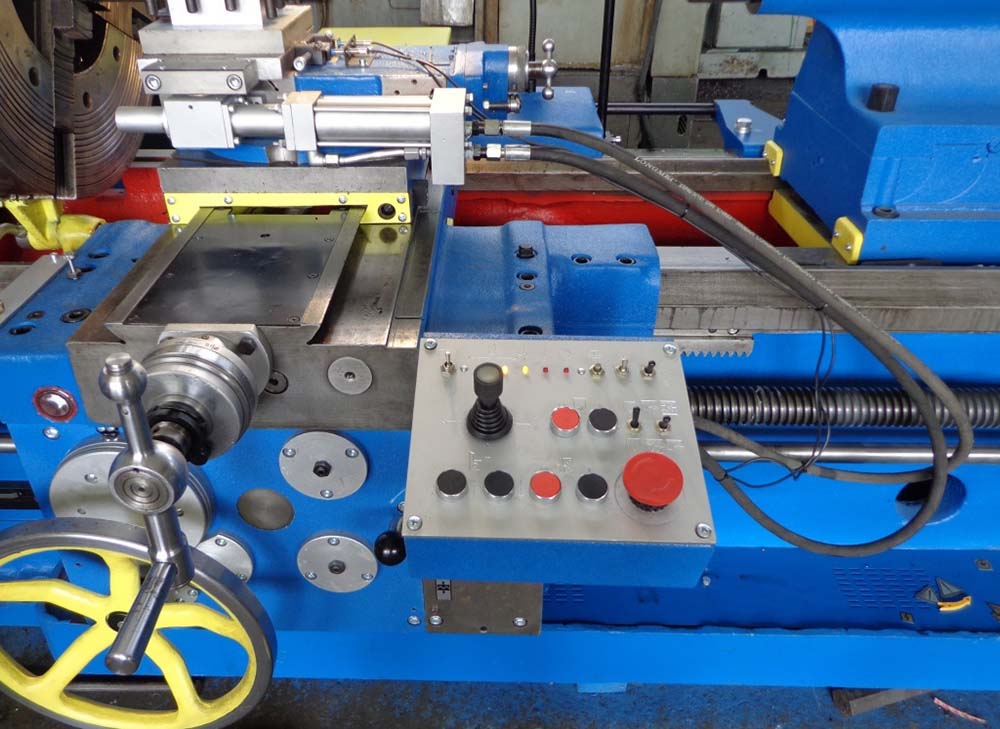
Пульт каретки суппорта трубонарезного станка 1А983
Перечень органов управления станком 1А983 и их назначение
Рукоятка для включения механизма зажима левого и правого патрона Рукоятка настройки шпинделя на необходимое число оборотов Рукоятка настройки шпинделя на необходимое число оборотов Пульт передней бабкиАмперметр Кнопка «Главный привод – вперед» Кнопка «Главный привод – назад» Кнопка «Шпиндель – толчок» Кнопка «Патрон – разжим – разжато» Кнопка «Шпиндель – стоп» Кнопка «Патрон – зажим – зажато» Кнопка «Шпиндель – пуск» Кнопка «Общий стоп»
Кран для подачи охлаждающей жидкости
Пульт на кареткеПереключатель «Выбор режима работы» (цикл резьбонарезания – ручной режим) Светодиод «Контроль левого положения каретки» Светодиод «Контроль правого положения каретки» Светодиод «Исходное положение резца» Светодиод «Аварийная зона» Светодиод «Контроль засорения фильтра на гидропанели» Переключатель «Управление охлаждением» Переключатель «Освещение станка» Переключатель «Подача А – подача В» Переключатель «Управление кареткой и суппортом» (каретка влево – каретка стоп – каретка – вправо; суппорт вперед – суппорт назад; ускоренный ход) Кнопка «Стоп цикла» Кнопка «Пуск цикла» Переключатель «Выбор цикла» (цикл непрерывный – цикл одиночный) Переключатель вида резьб в цикле резьбонарезания (наружная-внутренняя) (правая-левая) Кнопка «Резцедержка вперед» Кнопка «Резцедержка назад» Кнопка «Стоп шпинделя» Кнопка «Пуск шпинделя» Кнопка «Общий стоп»
Ручное перемещение резцовых салазок Крепление пиноли задней бабки Ручное перемещение пиноли Поворот и крепление резцовой головки Ручное перемещение поперечных салазок Ручное продольное перемещение каретки с суппортом Включение маточной гайки Настройка цикла резьбонарезания (командоаппарат)Светодиод «Аварийная зона» Светодиод «Контроль левого положения каретки» Светодиод «Контроль правого положения каретки»
Валик перемещения задней бабки Рукоятка настройки на величину шага резьбы и отключения вращения ходового винта (Рукоятка переключения на резьбу и подачу и настройки на величину подачи и шага резьбы) Рукоятка настройки на величину подачи шага и резьбы (Рукоятка настройки на величину подачи шага и резьбы) Рукоятка выбора типа резьбы, величины подачи и включения ходового винта напрямую (Рукоятка выбора типа резьбы) Рукоятка выбора величины подачи и шага резьбы (Рукоятка настройки на величину подачи и шага резьбы) Рукоятка настройки на величину подачи и шага резьбы Настройка люнета-поддержки Таблица «Сцепить гайку с винтом» Таблица «Расцепить гайку с винтом» Таблица «Осторожно! Электрическое «напряжение» Таблица «Знак заземления» Таблица подач Таблица резьб Таблица «Осторожно! Прочие опасности» Прихваты сцепления задней бабки с суппортом Таблица «Ходовой валик» Рукоятка настройки люнета подвижного Настройка люнета неподвижного Рукоятка для открытия верхней части люнета неподвижного
Изготовители и поставщики трубонарезных станков
Большой выбор трубонарезного оборудования предоставлен на официальных сайтах самых разных производственных объединений.тметим наиболее ведущих изготовителей и поставщиков трубонарезного оборудования:
- ОАО «Рязанский станкостроительный завод»;
- ЗАО «Коломенский завод тяжёлых станков»;
- ООО «Тбилисский станкостроительный завод»;
- ООО «СКБ-ЗТС»;
- ОАО «Саста»;
- компания ООО «RuStan»;
- компания «RusStanko»;
- компания «Абамет»;
- компания «Flagma».
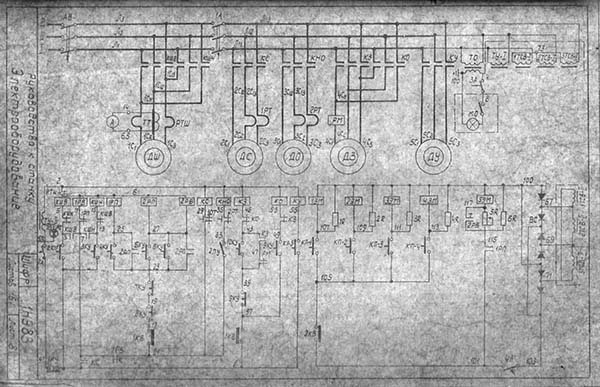
Электросхема трубонарезных станков, также и электросхема представленного станка, находятся в открытом доступе в сети интернет. Также не требует большого труда скачать его паспорт и инструкцию по эксплуатированию.





Не обращая внимания на то, что с конструктивной точки зрения, трубонарезной станок 1А983 по множеству показателей уступает собственным современным аналогам, он не перестает пользоваться популярностью в разных областях товарного производства и народного хозяйства во многом благодаря собственной надежности и ремонтопригодности.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Особенности работы трубонарезного станка 1А983
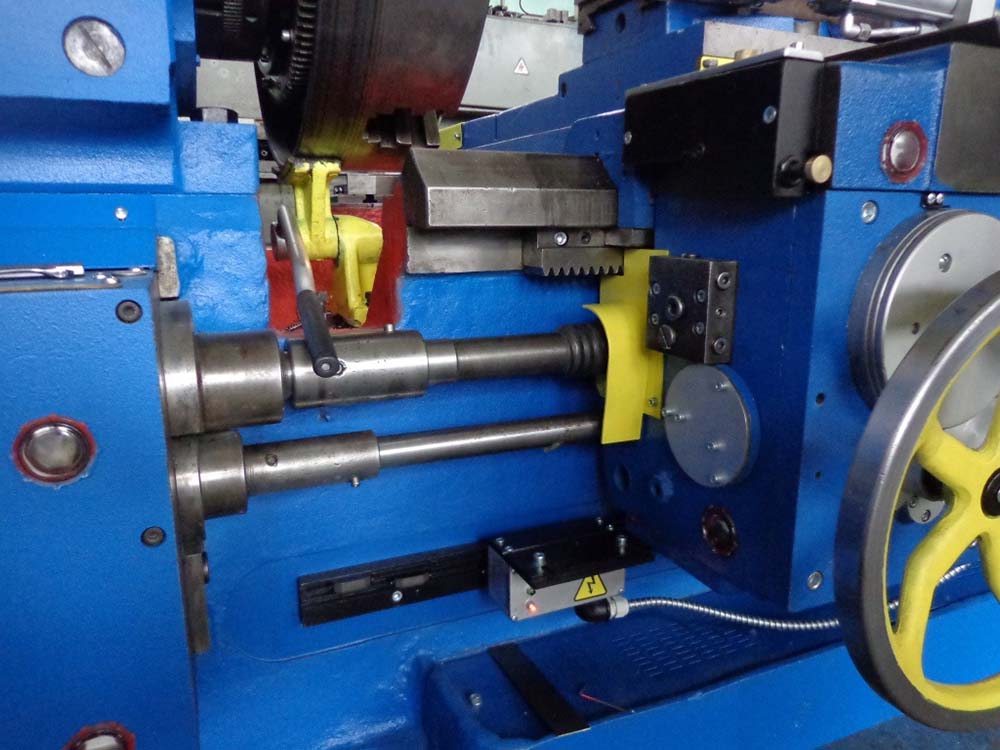
Алгоритм металлообработки на токарном оборудовании типа 1А983 заключается в проведении следующих операций: во внутреннюю полость шпинделя вставляется заготовка (труба) и зажимается в кулачках токарного патрона. Второй конец трубы вставляется в люнет. После этого осуществляется токарная обработка заготовки.
Данный станок может быть оборудован двумя типами люнетов: подвижным и стационарным. Второй тип применяется в качестве поддерживающего элемента для заготовок большой длины. Он призван обеспечивать надлежащее качество обработки детали, исключая появление какой-либо вибрации. Такое вспомогательное приспособление целесообразно использовать при выполнении конкретно заданной операции, не требующей перенастройки оборудования. Подвижный люнет монтируется на продольном суппорте станка и перемещается вместе с резцом.

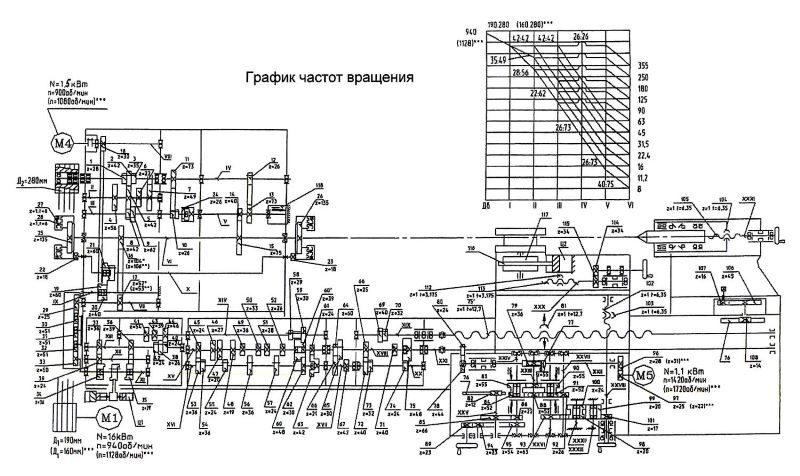
Кинематическая схема трубонарезного станка 1А983
На станке 1А983 можно выполнять операции по нарезанию различных видов резьб. Нарезание резьбы производят резьбонарезным резцом. При точении конусных деталей с углом до 12, и нарезании конических резьб, на представленном трубонарезном оборудовании применяют конусную линейку. Использование такого устройства позволяет проводить токарную обработку как наружных, так и внутренних конических поверхностей. Кроме того, применение подобного оборудования существенно увеличивает производительность труда и улучшает качество обработки, во многом благодаря применению продольного самохода. Еще один плюс конусной линейки заключается в том, что при переходе к обработке конусных поверхностей, нет необходимости нарушать отстроенную наладку станка.
Функциональные возможности трубонарезного оборудования предусматривают автоматическое включение в работу отдельных элементов в цикле резьбонарезания. Большинство трубонарезных станков подобного класса оснащены системой автоматизации одного резьбонарезного прохода. Подобная система дает возможность использования как ручного, так и автоматического режима нарезания резьбы. Первый (ручной) режим управления осуществляется при помощи кнопок и крестового переключателя пульта, расположенного на каретке. Флажок переключателя, в таком случае, выставляется в положение «Ручной режим». В том случае, если возникает необходимость в выборе цикла резьбонарезания, переключатель устанавливают в положение «Работа в цикле», и выбирают соответствующий вид цикла: непрерывный или одиночный.
https://youtube.com/watch?v=Qt_gVcnsU9k
Ключевая отличительная особенность 1А983 – наличие командоаппарата. Его предназначение – автоматическое переключение одной или нескольких электрических цепей при механическом воздействии на их привод. Данное устройство служит для контроля положения резца при нарезании резьбы
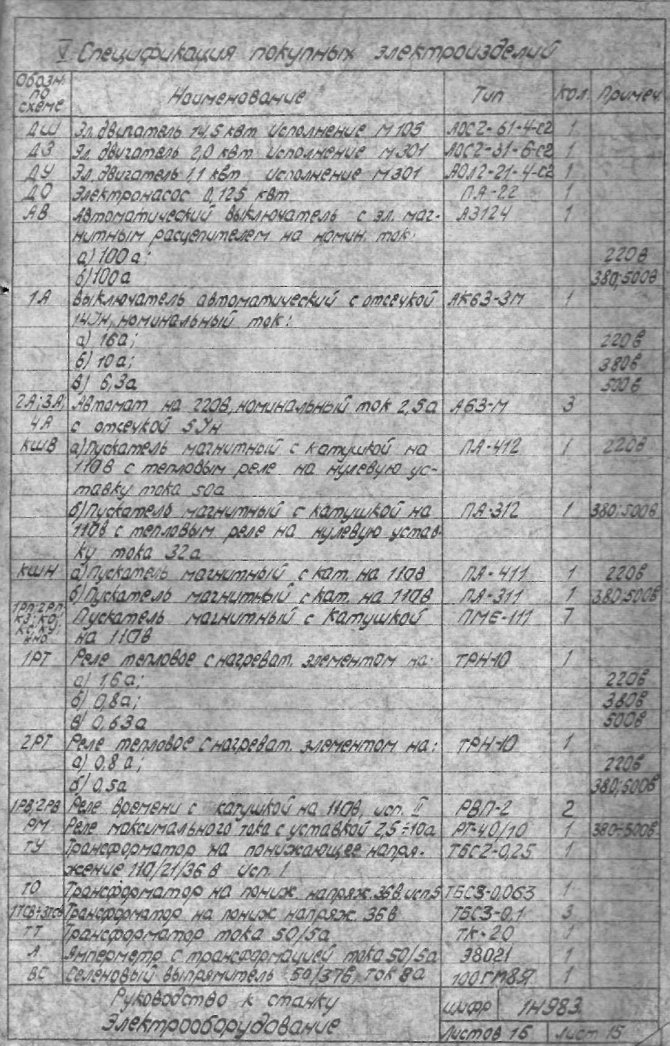
Технические характеристики трубонарезного станка 1М983
| Наименование параметра | 1Н983 | 1А983 | 1М983 |
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Диаметр обрабатываемой трубы, мм | 70..260 | 73..299 | 73..299 |
| Длина обрабатываемой трубы, мм | 6000 | ||
| Наибольший диаметр заготовки над станиной, мм | 830 | 800 | 800 |
| Наибольший диаметр заготовки над суппортом, мм | 450 | 450 | |
| Межцентровое расстояние (РМЦ), мм | 1000, 2000, 3000, 4000 | ||
| Высота центров, мм | 400 | 400 | |
| Наибольшая длина точения без конусной линейки, мм | 800 | 1000, 2000, 3000, 4000 | 800 |
| Наибольшая длина точения с конусной линейкой, мм | 420 | 500 | 420 |
| Длина конусной линейки, мм | 660 | ||
| Наибольшая масса устанавливаемой заготовки в центрах, кг | 5000 | 5000 | |
| Наибольшая масса устанавливаемой заготовки в патроне, кг | 2000 | 2000 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 300 | 310 | 310 |
| Число ступеней частот прямого вращения шпинделя | 12 | 12 | 12 |
| Частота прямого вращения шпинделя, об/мин | 8..355 | 8..355 | 8..355 |
| Число ступеней частот обратного вращения шпинделя | 12 | 12 | 12 |
| Частота обратного вращения шпинделя, об/мин | |||
| Наибольший крутящий момент на шпинделе, кНм | 3 | 3 | 3 ± 0,5 |
| Наличие механизированного зажима кулачков патрона | да | да | да |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 800 | 1000 | 800 |
| Наибольший поперечный ход суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба при поперечном перемещении суппорта, мм | 0,05 | 0,05 | 0,05 |
| Перемещение суппорта за один оборот лимба при поперечном перемещении суппорта, мм | 5 | 5 | 5 |
| Перемещение суппорта за один оборот лимба при продольном перемещении суппорта, мм | 300 | 300 | 300 |
| Число ступеней продольных и поперечных подач | 32 | ||
| Пределы рабочих подач продольных, мм/об | 0,064..1,025 | 0,06..2,0 | 0,06..2,0 |
| Пределы рабочих подач поперечных, мм/об | 0,031..0,0458 | 0,028..0,936 | 0,028..0,936 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | 3,6/ 1,3 | 5,3/ 2,2 | 5,3/ 2,2 |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 1..12 | 1..28 | 1..28 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 24..2 | 28..2 | 28..2 |
| Наибольшее усилие резания в продольном направлении, кН | 15 | 6,8 | |
| Наибольшее усилие резания в поперечном направлении, кН | 13 | 3,7 | |
| Наличие гидроотскока | да | да | да |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 | 220 |
| Наибольшая высота резцов, мм | 32 х 32 | 32 х 32 | 32 х 32 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Цена деления лимба, мм | 0,05 | 0,05 | 0,05 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 240 | 240 | 240 |
| Внутренний конус пиноли | Морзе 5 | Морзе 5 | Морзе 5 |
| Наибольшее поперечное перемещение задней бабки, мм | ±10 | ±10 | ±10 |
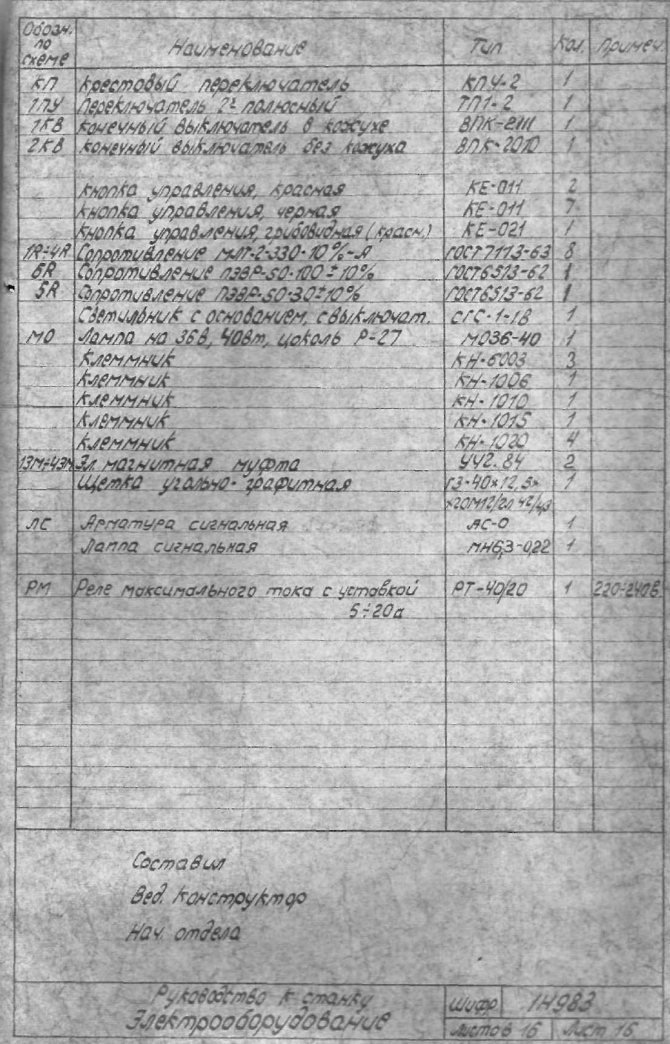
| Электрооборудование | |||
| Количество электродвигателей на станке | 5 | 5 | 5 |
| Электродвигатель главного привода, кВт (об/мин) | 14,5 | 16 (940) | 16 (940) |
| Электродвигатель быстрых перемещений суппорта, кВт (об/мин) | 1,1 (1420) | 1,1 (1420) | 1,1 (1420) |
| Электродвигатель зажима изделия, кВт (об/мин) | 2 (900) | 2 (900) | 2 (900) |
| Электродвигатель смазки коробки скоростей, кВт (об/мин) | 0,27 (1450) | 0,27 (1450) | 0,27 (1450) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,125 (2800) | 0,125 (2800) | 0,125 (2800) |
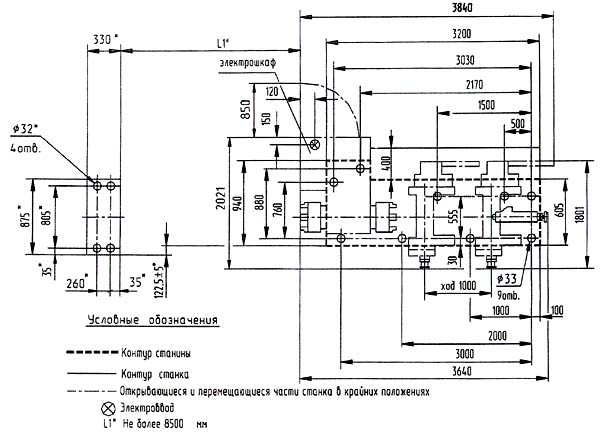
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 3930 х 1860 х 1525 | 3640 х 2021 х 1675 | 3600 х 1910 х 1565 |
| Масса станка, кг | 9050 | 10300 | 9100 |
Список литературы:
Станки трубонарезные 1М983, 1М983Ф101. Руководство по эксплуатации 1М983.00.000 РЭ, 1983
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Станок РТ983
Станок трубообрабатывающий РТ983
Станок РТ983 принадлежит к группе Станки трубообрабатывающие.
Трубонарезные станки модели РТ983 могут использоваться в отраслях, изготавливающих и ремонтирующих трубы и детали трубных соединений.
Станки предназначены для токарной обработки труб и деталей трубных соединений, включая нарезание метрических, дюймовых, модульных и питчевых резьб. На станке так же возможно выполнение разнообразных токарных работ.



Обрабатываемая на трубонарезном станке труба пропускается через полый шпиндель и зажимается двумя механизированными или ручными патронами и вращается вместе со шпинделем. Другой коней трубы устанавливается на люнет.
Частотный привод главного движения. Безмуфтовый разгон торможение шпинделя. Полуавтоматический цикл нарезки резьбы с реверсом ходового винта. Возможно исполнение станка с ЧПУ.
Технические характеристики РТ983
| Параметр | Значение |
| max диаметр обрабатываемой трубы, мм | 320 |
| min диаметр обрабатывамой трубы, мм | 70 |
| max длина обрабатываемых концов, мм | 250 |
| Диаметр отверстия в шпинделе, мм | 320 |
| max вес детали, устанавливаемой на станке в центрах, кг | 3000 |
| Количество зажимных патронов | 2 |
| Ширина станины, мм | 770 |
Особенности конструкции
- станок имеет конусную линейку для нарезания конических резьб.
- нарезание резьбы возможно как вручную, так и по одиночным циклам и полному циклу с ручной подачей на врезание .
- благодаря большому отверстию в шпинделе ( 320 мм ) станок применяется также для токарной обработки труб и деталей трубопроводов, трубных колонн в том числе обсадных, насосно-компрессорных и бурильных, применяемых в нефтяной, газовой отрасли, а также в геологоразведке.
- высокая мощность привода и жесткость станины, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
- направляющие станины станков закалены и отшлифованы, это обеспечивает длительный срок эксплуатации станков с сохранением точности.
- на станке используется регулируемый главный привод с частотным преобразователем ф. « OMRON », что позволило:
- исключить ненадёжную пусковую (разгонную) муфту;
- работать на высоких частотах вращения шпинделя (до 350 об/мин);
- выбирать необходимую частоту вращения шпинделя без ручного переключения
диапазонов передней бабки; - регулировать время разгона и торможения шпинделя вместе с обрабатываемой трубой.
- коробка реверса ходового винта, которая заменена механизмом переключения, встроенным в переднюю бабку и обеспечивающим нарезания резьб, включая специальные.
- в конструкции проведены изменения, направленные на увеличения веса обрабатываемой детали с 1000 кг до 3000 кг , что позволило обрабатывать бурильные трубы с ниппельной резьбой.
- направляющие каретки армированы антифрикционным материалом « tur c it е». Это позволило поднять качество обработки за счёт уменьшения трения и улучшить ремонтопригодность станка.
- расширена технологическая возможность станка за счёт применения стойки под расточную борштангу для обработки глубоких отверстий (опция).
Базовая комплектация
- Наладка кулачков на один типоразмер трубы
- 4-х кулачковый механизированный специальный патрон – 2 шт
- Конусная линейка
- Межцентровое расстояние 1000 мм
- Межцентровое расстояние 3000 мм
- Межцентровое расстояние 6000 мм
Опциональные расширения или исполнения
- Люнет-поддержка
- Опоры клиновые
- Люнет неподвижный диам. 70 – 380 мм
- Набор сменных зубчатых колес для нарезания спецрезьб
- Резьбоуказатель
- Стойка под расточную борштангу
- Исполнение станка с ЧПУ представлено моделью РТ983Ф3 с ее опциональными расширениями:
- Диаметр отверстия в шпинделе 360 мм
- Оперативный переносной пульт управления УЧПУ и комплектные привода фирм: SIEMENS, FANUC, FAGOR, HEIDENHAIN
- Транспортер стружки
Отзывы о станке РТ983
Устройство
Станки трубонарезные марки REMS оборудуются несколькими типами двигателей. Среди них:
- Универсальный мотор мощностью 1,7 кВт. Он защищен от перегрузок, обладает скоростью оборотов шпинделя 53 вращения в минуту.
- Силовой агрегат конденсаторного типа. Он оснащен регулятором полярности, имеет мощность 2,1 кВт, пару режимов работы и очень тихий ход. Скорость работы шпинделя составляет от 26 до 52 оборотов в минуту.
- Трехфазный мотор с переключением полярности на 2 кВт. Присутствует педаль для защиты включения автоматического патрона. Кроме того, предусмотрено два режима работы.
Особенностью рассматриваемого станка является наличие двух автоматических патронов с быстрым зажимом. Это позволяет точно и быстро зафиксировать и обработать заготовку без проскальзывания трубы.

Трубонарезной станок 1Н983
Трубонарезной станок применяют при токарной обработке труб и соединяющих их деталей. Трубонарезной станок 1Н983 обеспечивает точение концов труб, различных видов резьбы. Его применяют при изготовлении деталей мелкими сериями.
Модельный ряд трубонарезных станков начинается с модели 1А983. Модель была усовершенствована, поэтому появился трубонарезной станок 1Н983. Его предназначение — получение следующих видов резьбы:
- дюймовой;
- замковой;
- конической;
- метрической (треугольной);
- упорной;
- трапецеидальной
- других.
Резьбу нарезают на трубах:
Кроме этого обработке подвергают муфты, переводники, другие изделия. Трубонарезной станок 1Н983 применяют для проведения их ремонта.
Соединения из полученных труб, муфт применяют на буровых установках для разведки полезных ископаемых, при добыче с последующим транспортированием нефти, газа.
Суппорт
С помощью суппорта инструмент может передвигаться вдоль и поперёк станины. Вдоль его движение происходит по направляющим станины, поперёк — резцедержатель двигается по направляющим каретки. Эти движения совершают вручную или при включении механической подачи.









Для получения конических поверхностей на трубе используют кронштейн, с закреплённой на нём конусной линейкой. Кронштейн закреплён на каретке и имеет пазы для перемещения салазок. Конусная линейка задаёт нужный угол. По ней движется ползушка, связанная тягой с кронштейном. Результатом этого изменяется поперечная подача суппорта. Конусную линейку также используют для нарезания конических резьб.
Для приведения в движение суппорта используют набор шестерён, размещённых внутри фартука. Движение суппорту задают ходовые винт и вал. Для нарезания резьбы используют ходовой винт. При включении ходового вала получают ускоренный ход суппорта.
Сведения о производителе трубонарезного станка 1Н983
Производителем универсального трубонарезного станка 1Н983 является Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года — это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков — 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ — 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1Н983 — для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
- 1А64 станок токарно-винторезный универсальный Ø 800
- 1М63 станок токарно-винторезный универсальный Ø 630
- 1М63Б, 1М63БГ станок токарно-винторезный повышенной мощности Ø 630
- 1М63БФ101 станок токарно-винторезный с УЦИ Ø 630
- 1М63МФ101 станок токарно-винторезный с УЦИ Ø 630
- 1М63Ф101 станок токарно-винторезный с УЦИ Ø 630
- 1М63Н станок токарно-винторезный универсальный Ø 630
- 1М65 станок токарно-винторезный универсальный Ø 1000
- 1Н65 станок токарно-винторезный универсальный Ø 1000
- 1Н983 станок трубонарезной Ø 830
- 1П756ДФ3 станок токарный с ЧПУ Ø 630
- 16К30Ф3 станок токарный с ЧПУ Ø 630
- 16К30 станок токарно-винторезный универсальный Ø 630
- 16К40 станок токарно-винторезный универсальный Ø 800
- 16М30Ф3 станок токарный с ЧПУ Ø 630
- 16Р25П станок токарно-винторезный повышенной точности Ø 500
- 163 станок токарно-винторезный универсальный Ø 630
- 165 станок токарно-винторезный универсальный Ø 1000
- ДИП-300 станок токарно-винторезный универсальный Ø 630
- ДИП-400 станок токарно-винторезный универсальный Ø 800
- ДИП-500 станок токарно-винторезный универсальный Ø 1000
- ТНП-111 станок токарный настольный Ø 150