
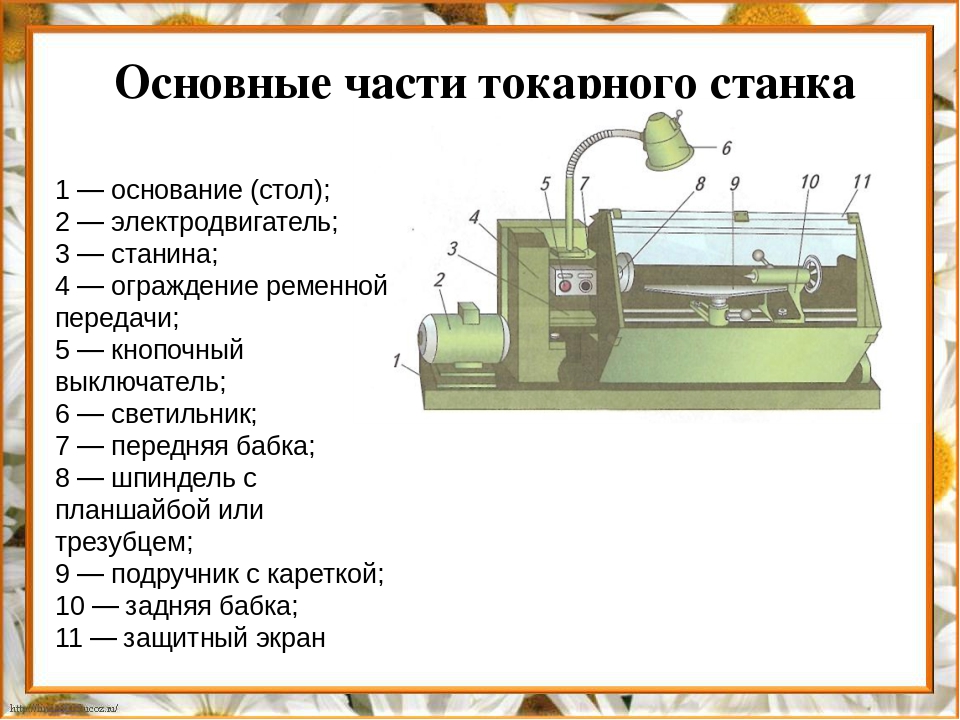
Основные узлы, из которых состоит токарный станок по металлу
Любой токарный станок по металлу включает в себя основные конструктивные узлы и элементы.
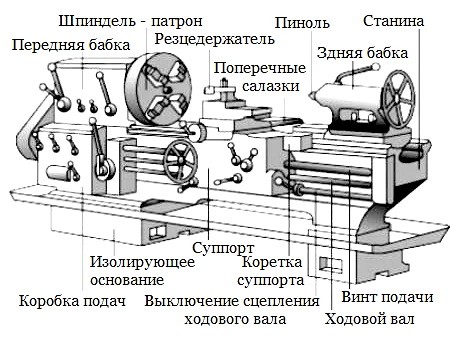
Станина
Основной и самый крупный элемент, на котором крепятся все остальные детали. Это неподвижная деталь, представляющая собой две параллельные стенки, неподвижно соединенные между собой поперечинами. Станина имеет ножки-тумбы, в которых хранится инструмент.

Верхние рейки служат направляющими, по которым двигаются суппорт и задняя бабка. Они могут быть плоского и призматического вида. Направляющие выполнены строго параллельно друг другу.
Передняя бабка
Эта деталь по-другому может называться шпиндельная бабка. Внутри нее находятся следующие детали:
- шпиндель;
- подшипники (два);
- шкив;
- коробка скоростей.

Передняя бабка поддерживает заготовку и придает ей вращение.
Шпиндель
Шпиндель является основной деталью передней бабки. Он представляет собой металлический вал конусообразной формы. В нем фиксируются различные инструменты, оправки и другие приспособления.
Шпиндель, шейка и подшипники должны быть гладкими, чисто отшлифованными, без люфтов, потому что это влияет на качество расточки деталей. Шпиндель имеет резьбу, а в некоторых станках еще и специальную канавку для того, чтобы патрон самопроизвольно не открутился.

Механизм поперечной и продольной подачи
Суппорт может двигаться вдоль и поперек, благодаря механизму подачи. Направление задает трензель, находящийся в корпусе передней бабки. Снаружи станка есть рукоятки, которыми можно изменять направление и амплитуду движения суппорта.
Важно!
Если станок с автоматической подачей, то в нем есть ходовые винт и валик. Они используются для выполнения работ высокой сложности.
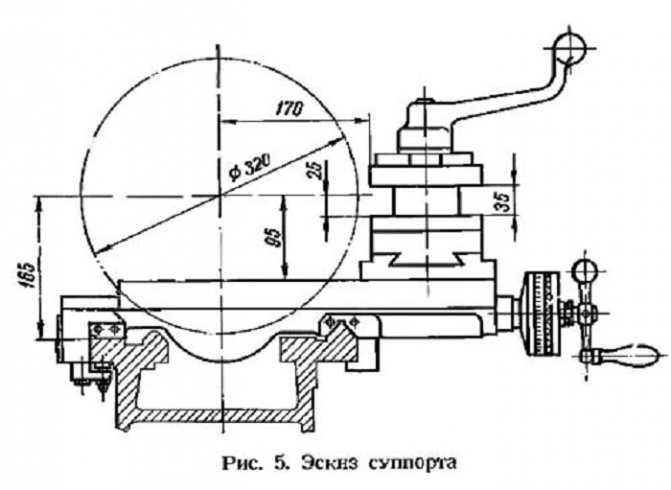
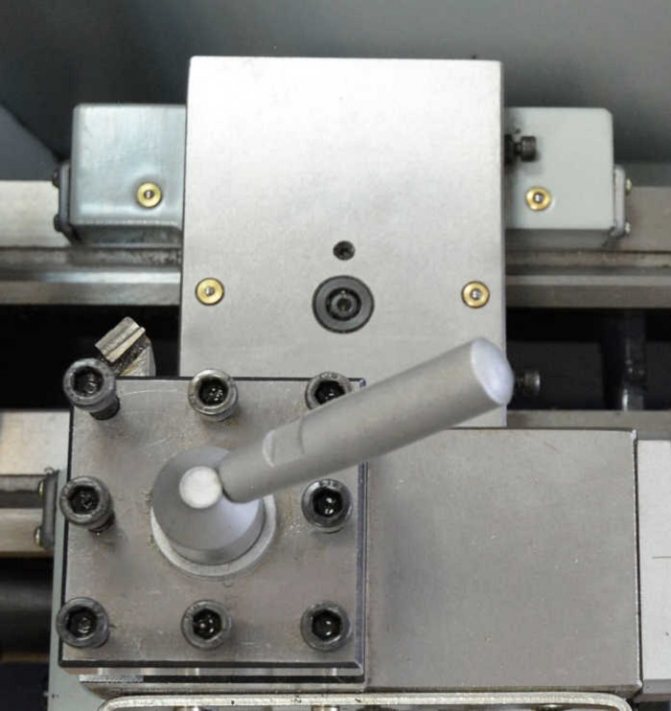
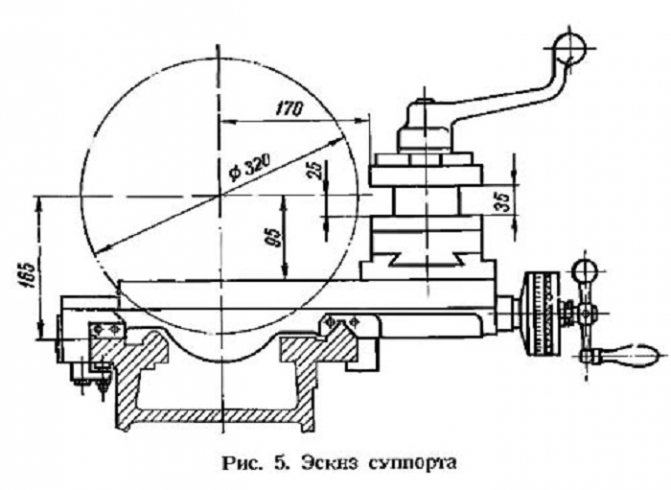
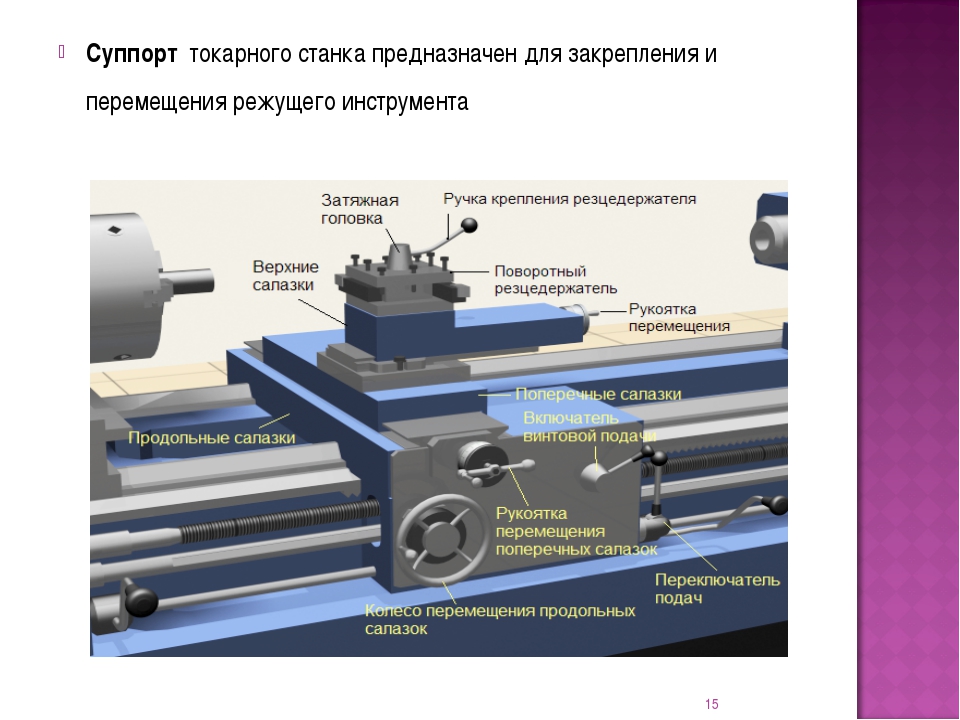
Суппорт
Суппорт – это характерный элемент любого токарного станка, с помощью которого осуществляется перемещение режущего инструмента в продольном, поперечном и наклонном направлении. Продольное движение по салазкам станины производит каретка, поперечное совершает верхняя часть суппорта. Резцедержатели (одно или многоместные) устанавливаются в верхнюю часть суппорта.
Фартук
За корпусом фартука находятся механизмы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Управление фартуком вынесено на корпус станка, что упрощает регулировку хода суппорта.

Задняя бабка
В заднюю бабку закрепляется деталь на шпинделе, поэтому этот элемент подвижный. Деталь состоит из двух частей: нижней – плиты и верхней – держателя шпинделя. Задняя бабка движется по станине и может быть зафиксирована в любом месте благодаря рычажной рукоятке. Конус задней бабки называется пиноль. В нем крепится инструмент или приспособление. Также задняя бабка служит второй опорой при обработке длинных деталей.

Каретка
Каретка предназначена для продольного движения суппорта по салазкам станины. От ее исправности зависит свободное движение этого элемента.
Вал
Вал вращения шпинделя имеет две ручки включения. При среднем положении ручек он выключен. Положение вверх – вал вращается против часовой стрелки (рабочее движение), положение вниз – вал вращается по часовой стрелке (обратное движение).
Основные узлы, из которых состоит токарный станок по металлу
Любой токарный станок по металлу включает в себя основные конструктивные узлы и элементы.
Станина
Основной и самый крупный элемент, на котором крепятся все остальные детали. Это неподвижная деталь, представляющая собой две параллельные стенки, неподвижно соединенные между собой поперечинами. Станина имеет ножки-тумбы, в которых хранится инструмент.

Верхние рейки служат направляющими, по которым двигаются суппорт токарного станка и задняя бабка. Они могут быть плоского и призматического вида. Направляющие выполнены строго параллельно друг другу.









Передняя бабка
Эта деталь по-другому может называться шпиндельная бабка. Внутри нее находятся следующие детали:
- шпиндель;
- подшипники (два);
- шкив;
- коробка скоростей.

Передняя бабка поддерживает заготовку и придает ей вращение.
Шпиндель
Шпиндель является основной деталью передней бабки. Он представляет собой металлический вал конусообразной формы. В нем фиксируются различные инструменты, оправки и другие приспособления.
Шпиндель, шейка и подшипники должны быть гладкими, чисто отшлифованными, без люфтов, потому что это влияет на качество расточки деталей. Шпиндель имеет резьбу, а в некоторых станках еще и специальную канавку для того, чтобы патрон самопроизвольно не открутился.

Механизм поперечной и продольной подачи
Суппорт может двигаться вдоль и поперек, благодаря механизму подачи. Направление задает трензель, находящийся в корпусе передней бабки. Снаружи станка есть рукоятки, которыми можно изменять направление и амплитуду движения суппорта.
Важно!
Если станок с автоматической подачей, то в нем есть ходовые винт и валик. Они используются для выполнения работ высокой сложности.
Суппорт
Суппорт – это характерный элемент любого токарного станка, с помощью которого осуществляется перемещение режущего инструмента в продольном, поперечном и наклонном направлении. Продольное движение по салазкам станины производит каретка, поперечное совершает верхняя часть суппорта. Резцедержатели (одно или многоместные) устанавливаются в верхнюю часть суппорта.
Фартук
За корпусом фартука находятся механизмы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Управление фартуком вынесено на корпус станка, что упрощает регулировку хода суппорта.

Задняя бабка
В заднюю бабку закрепляется деталь на шпинделе, поэтому этот элемент подвижный. Деталь состоит из двух частей: нижней – плиты и верхней – держателя шпинделя. Задняя бабка токарного станка движется по станине и может быть зафиксирована в любом месте благодаря рычажной рукоятке. Конус задней бабки называется пиноль. В нем крепится инструмент или приспособление. Также задняя бабка служит второй опорой при обработке длинных деталей.

Каретка
Каретка предназначена для продольного движения суппорта по салазкам станины. От ее исправности зависит свободное движение этого элемента.
Вал
Вал вращения шпинделя имеет две ручки включения. При среднем положении ручек он выключен. Положение вверх – вал вращается против часовой стрелки (рабочее движение), положение вниз – вал вращается по часовой стрелке (обратное движение).
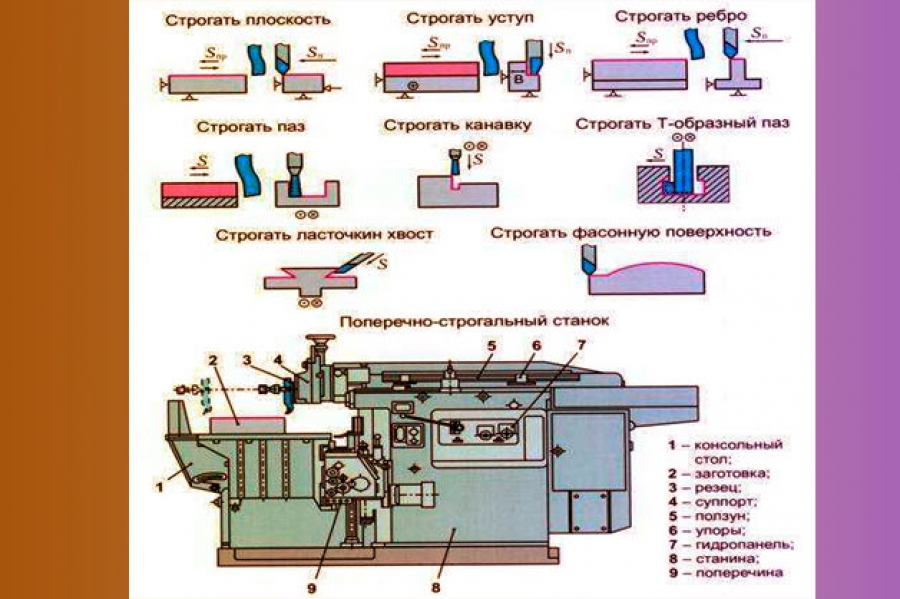
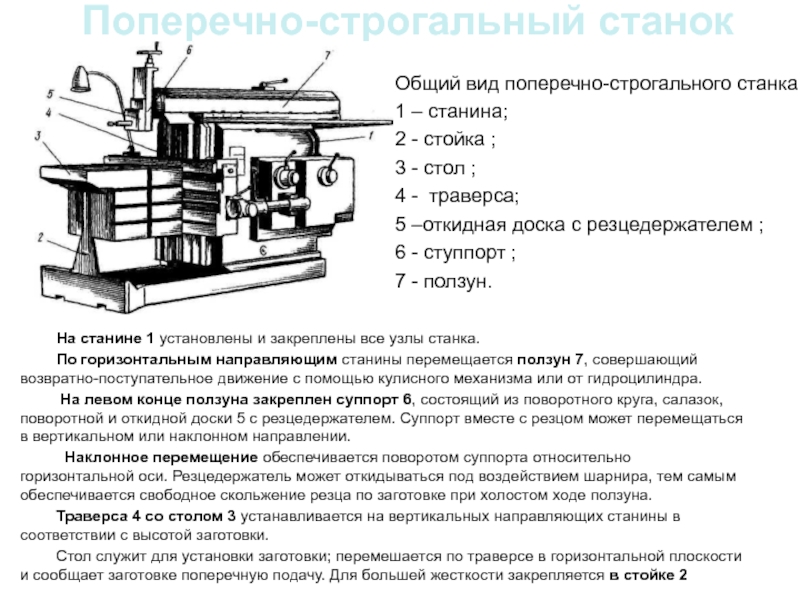
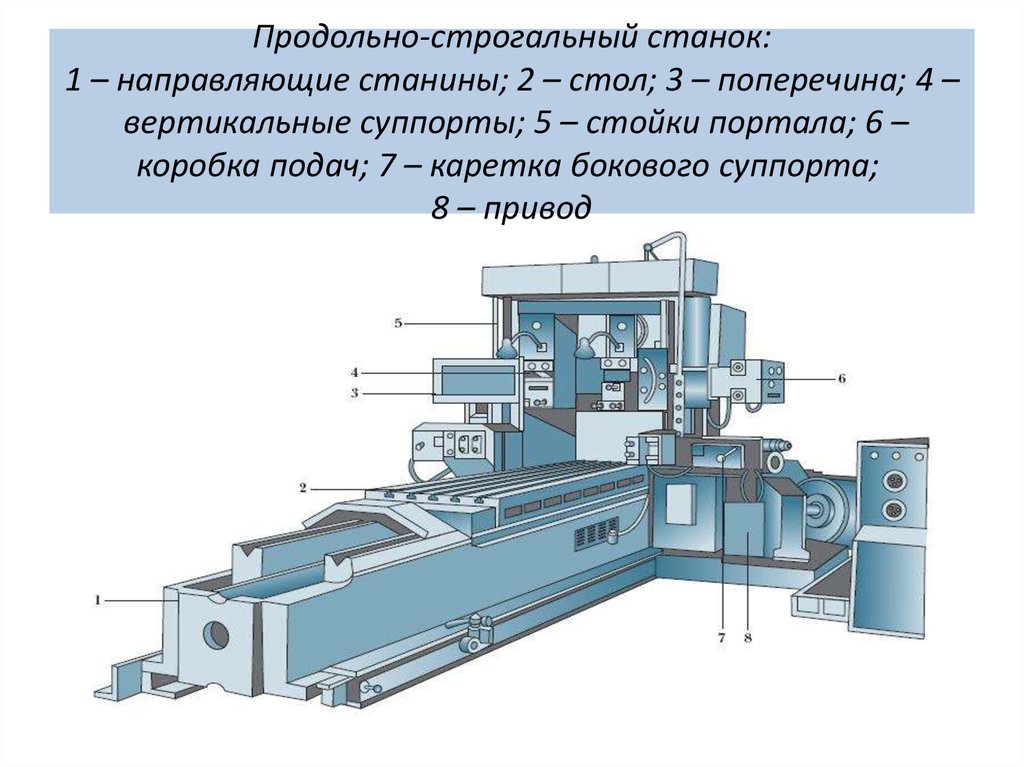
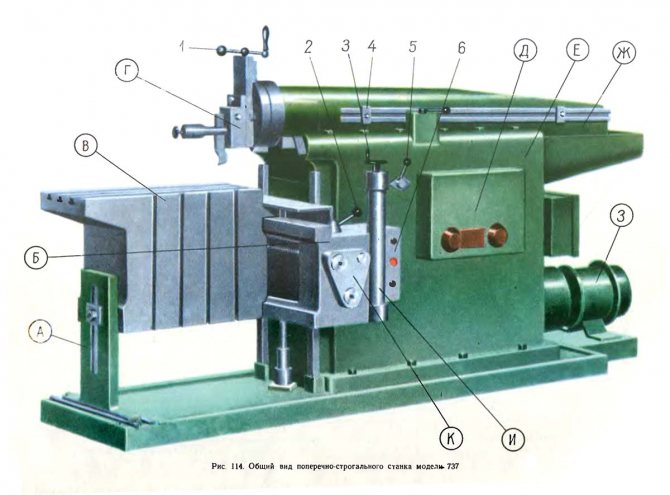
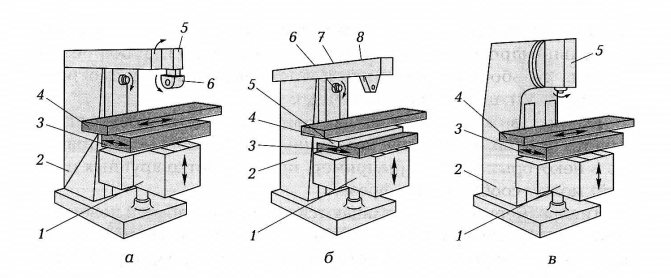
Станочные агрегаты строгальной группы
Наиболее распространены такие модификации:
- поперечно-строгальные,
- продольно-строгальные.
Оборудование первой группы используют для серийного производственного процесса. Оно идеально подходит для работы с металлоизделиями, длина которых не более одного метра. Станки второй группы предназначены для работы с тяжелыми и крупными деталями. Максимальная ширина строгания данного оборудования достигает четырех метров. Если рассматривать ход стола агрегатов, то максимальный параметр — 12 м.
Для того чтобы обработать заготовку на подобных агрегатах, необходимо проверить конструкционные параметры деталей. К ним выдвигают ряд определенных технологических требований. Не все металлические элементы подлежат обработке на строгальных и долбежных машинах. Перечень основных требований:
- заготовки производят так, чтобы поверхности были представлены плоскостью или сочетанием плоскостей;
- не подходят сложные фасонные поверхности;
- поверхности, предназначенные для обработки, сосредоточены в одной плоскости, что упрощает проведение операции;
- в тех зонах, где входит и выходит рабочий инструмент, предварительно готовят фаски. Данный подход предотвратит такой отрицательный момент как скалывание края поверхности, когда выходит резец. Рабочий инструмент будет плавно врезаться в деталь;
- поверхности заготовки не должны препятствовать выходу режущего инструментария, когда завершен рабочий ход;
- только продольное направление выбирают для обработки металлоизделий, отличающихся узкой и удлиненной поверхностью.
Также отмечено, что нецелесообразно использовать технологию для работы с прерывистыми, ребристыми поверхностями. В противном случае в технологической системе возникнут сильные вибрационные колебания. Не подходят для обработки поверхности, сосредоточенные в выемках, углублениях. Что же касается долбления, то оно не рассчитано на обработку деталей с удлиненными поверхностями. Для этого нужен рабочий инструмент с большим вылетом, что способствует его деформации, а потом и окончательной поломке. Перейти к списку статей >>
Изготовление токарного агрегата своими руками
При создании токарного приспособления с дрелью в условиях домашней мастерской используются разные подручные средства и возможности.
Например, верстак или стол с ровной рабочей поверхностью может эффективно выполнять функции жесткой станины и прочного основания.
Привод электрической дрели или перфоратора используется для обеспечения вращения обрабатываемой заготовки, а патрон инструмента позволяет жестко ее закрепить.
Для эффективного выполнения своих функций дрель закрепляется на станине с помощью зажима, который называют струбциной, и хомута, жестко зафиксированного на ее шейке.
Противоположный упор с конусным концом проще всего изготовить из двух деревянных брусков и регулировочного винта.
Такое приспособление устанавливается строго напротив закрепленной дрели, выполняя функции задней бабки.
Видео:




Если в условиях домашней мастерской токарный станок планируется использовать преимущественно для обработки заготовок из дерева, то закрепить такой упор целесообразно с помощью обычного зажима.
Для изготовления подручника можно также использовать деревянный брусок, который крепится к поверхности основания с помощью струбцины.
Таким образом, используя простые доступные материалы, можно без особых сложностей сделать токарный станок по дереву из дрели своими руками.
Такой агрегат станет незаменимым помощником при изготовлении декоративных изделий из дерева, ручек для разнообразных инструментов и дверей.
При необходимости производить токарную обработку заготовок из металла с помощью самодельных станков из дрели следует использовать точные чертежи, ориентироваться на технические параметры дрели или перфоратора.
Станина такого агрегата должна быть более тяжелой и прочной.
Жесткая конструкция станка по металлу, которая сохраняет стабильную центровку передней и задней бабок, позволяет обрабатывать заготовки из мягкого металла в условиях домашней мастерской.
При использовании специальной планшайбы, закрепленной в патроне дрели, можно обрабатывать объемные заготовки.
Если на таких станках заготовки обрабатываются с помощью напильника, надфиля, то в качестве подручника достаточно использовать прижимной вариант.
При работе с токарными резцами следует использовать суппорт, который перемещается в продольном и поперечном направлении с помощью винтового механизма.
Расширение функциональных возможностей самодельного станка
Оснащение агрегата дополнительными насадками, использование специальных приспособлений значительно расширит возможности токарного станка.
При этом важно изначально продумывать конструкцию так, чтобы ее всегда можно было бы усовершенствовать. Специальная приставка, которая называется копир, позволит наладить мелкое серийное производство определенных деталей по точному шаблону
Специальная приставка, которая называется копир, позволит наладить мелкое серийное производство определенных деталей по точному шаблону.
С помощью усовершенствованных вариантов станков можно производить намотку трансформаторов, наносить спиральные насадки и краску на вращающуюся заготовку, получая уникальные красивые узоры.
Видео:
Таким образом, для большинства домашних умельцев изготовление токарного станка с использованием дрели как составляющей конструкции агрегата не является чем-то невыполнимым.
При этом каждый мастер будет расширять его функциональные возможности, исходя из своих потребностей.
От использования определенных комплектующих и материалов напрямую зависит качество данного приспособления.
Модели в продаже
Описание популярных моделей:
7Е35
Рабочий стол станка 7Е35 имеет размер 500×360 мм. Перемещение ползуна прямолинейное возвратно-поступательное. Его максимальный ход составляет 520 мм. Число горизонтальных подач – около 20, их движение прямолинейное и прерывистое. Частота ходов ползуна составляет от 13 до 150 движений в минуту.
Основным приводом станка 7Е35 является электродвигатель мощностью 5,5 кВт. Перемещение ползуна осуществляется через клиноременную передачу. Диаметры шкивов: 140 и 335 мм.
Качающее движение ползун получает от кулисы. Регулировка длины хода ползуна делается вручную. Эта длина отмечается на лимбе ручки управления.






Станки 7110, 7212, 7303, 7305, 7307 ГТ, 7Б35, 7Д36
Продольно-строгальные и поперечно-строгальные станки предназначены для строгания, фрезерования корпусных и плоских деревянных элементов. Конструктивно одна модель мало чем отличается от другой. Различия заключаются в длине хода и ширине стола, габаритах и массе.
Таблица: Сравнительная характеристика моделей 7110 и 7212
| Наименование модели | Длина хода стола, мм | Ширина стола, мм | Габариты, м | Масса, кг |
| 7110 | 3200 | 900 | 7,8×3,75×3,8 | 27400 |
| 7212 | 4000 | 1120 | 11,5×5,15×4 | 40200 |
| 7303 | 320 | 280 | 1,77×0,9×1,54 | 1100 |
| 7307 Г, 7307 ГТ | 500 | 360 | 0,53×400×320 | 500 |
| 7305 | 510 | 360 | 0,53×400×320 | 500 |
| 7Б35 | 710 | 450 | 2,85×1,68×1,8 | 3400 |
| 7Д36 | 700 | 450 | 2,8×1,65×1,8 | 3300 |
Рейсмус-калибр
Станок рейсмус-калибр (kalibr) предназначен для чистового выстрагивания досок калиброванной толщины. Агрегат выпускают в переносном варианте и в виде большого стационарного оборудования. Рейсмус строгает верхнюю сторону доски, доводя ее до идеальной ровности.
Двигатель у калибра устанавливают мощностью от 1,5 до 1,8 кВт. Оптимальная ширина работы станка и толщина доски являются калибром обработки заготовки. Максимальная ширина бруска находится в пределах 310–330 мм. Допустимая толщина дерева – 152 мм.
Рейсмусовый агрегат JET JWP-12x – это настольный вариант калибровочного устройства. Его вес составляет всего 33 кг. Работает станок от бытовой электрической сети. На валу расположены 2 ножа. JET JWP-12 обладает рабочим столом размером 300×320 мм.
Фуговальный станок Корвет 101
Это настольный вариант фуговального устройства. Его габариты имеют следующие размеры – 20×370×380 мм (длина, ширина и высота). Фугование производится более качественно, чем строгание электрорубанком.
Мощность электродвигателя – 1,1 кВт. Глубина за один проход – 3 мм. Подключается к бытовой электросети напряжением 220 В. Масса устройства составляет 35 кг. Цена станка колеблется в пределах 18–20 тыс. руб.
Углопильная машина Корвет
Фуговальный станок «Корвет» (Korvet) строгает деревянные заготовки и бревна одновременно двумя пильными дисками в горизонтальной и вертикальной плоскостях. Это сложное техническое устройство с числовым программным управлением производит фугование длинномерных деревянных заготовок.
Установленное бревно обследуется датчиками. Сведения о габаритах заготовки обрабатываются компьютером. На дисплее отражается поперечный срез бревна и схема положения фрез на нем. ЧПУ позволяет настроить станок на получение определенной толщины досок с высокой точностью. Работа «Корвета» практически полностью автоматизирована. Человеку остается только снять готовую продукцию с направляющей планки.
BOSCH 1600
Станок BOSCH 1600 представляет собой совершенную конструкцию ручного фрезерного агрегата. Он весит всего 5,8 кг. С его помощью можно вырезать полости любой конфигурации, что делает применение устройства привлекательным в мебельном производстве небольших предприятий. Такой аппарат в частном хозяйстве для обработки деревянных изделий просто необходим.
Агрегат удерживается за две удобные ручки. Набор сменных фрез расширяют возможности станка в создании любого рельефа выемок на поверхности доски.
Две стойки позволяют регулировать глубину врезки фрезы в дерево. Система специального опорного приспособления обеспечивает фрезерование с использованием шаблона. Очень удачная конструкция BOSCH 1600 завоевала большую популярность у мастеров любого уровня.
Ориентировочная стоимость агрегата – 45 000 р.
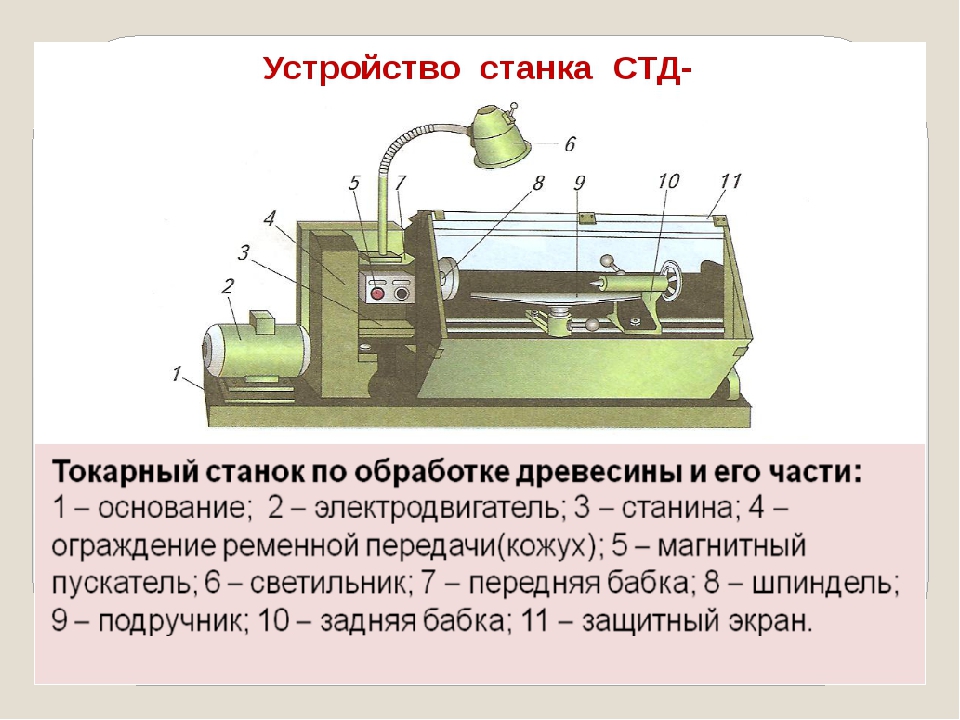
Устройство токарного станка по дереву
Этот агрегат включает в себя несколько главных узлов. Каждый из них выполняет определенную функцию. Для изготовления самодельного устройства потребуется более подробно ознакомиться со структурой этих элементов.
Домашний токарный станок, который изготавливается своими руками, позволит значительно сэкономить на покупке такого дорогостоящего оборудования
Станина. Основа любого станка, в том числе и деревообрабатывающего. Данный узел обеспечивает устойчивость конструкции на рабочей поверхности, а также способствует фиксации отдельных элементов станка. Благодаря станине все составляющие располагаются в нужных местах.
Важно запомнить, что стационарные устройства имеют более габаритную станину, оснащенную ножками. В свою очередь, настольные агрегаты имеют более компактную основу, что делает их мобильными
При производстве станка по дереву своими руками нужно уделить особое внимание этому узлу, так как от него зависит точность и эффективность работы конструкции в целом
Передняя бабка. Этот узел выполняет очень важную функцию: обеспечивает вращение деревянной болванки во время ее обработки. Заготовка фиксируется в патроне, расположенном в шпиндельном валу. Стоит отметить, что некоторые малогабаритные станки включают в себя переднюю бабку, которая может двигаться по направляющим основы (станины). Ее перемещение позволяет отрегулировать расположение отдельных деталей относительно друг друга.
Когда деталь подвергается обработке, переднюю бабку токарного станка надежно закрепляют. Модели, которые относятся к стационарным, нередко совмещают этот элемент со станиной, что делает его полностью неподвижным.




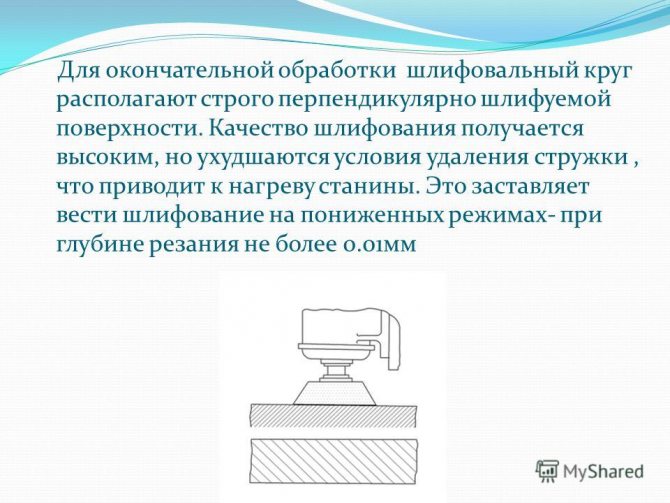


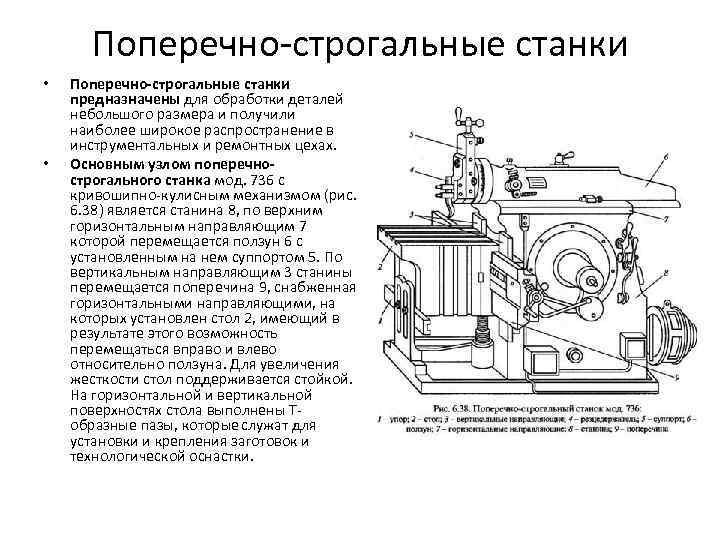
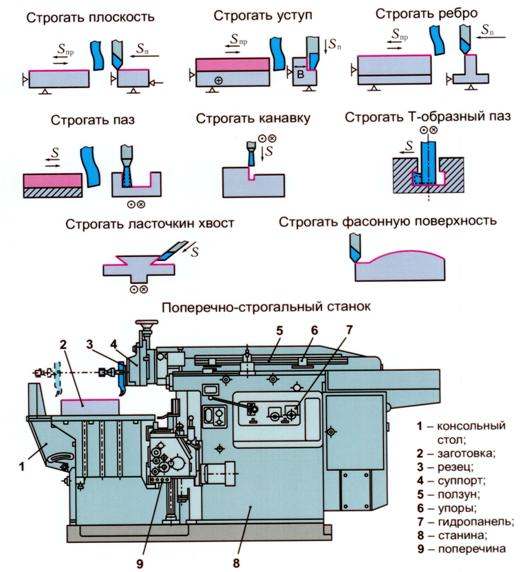

Схема токарного станка по дереву
Задняя бабка. Этот узел, входящий в состав деревообрабатывающей конструкции, не является статичным. Он выполняет очень важную функцию: фиксирует в нужном положении болванку во время ее обработки. Закрепление заготовки посредством заднего узла учитывает ее прижим к патрону. Благодаря тому, что задняя бабка способна свободно перемещаться по направляющим элементам станины, обеспечивается фиксация и обработка деталей разной длины.
Суппорт. Очень важный элемент конструкции, благодаря которому реализуется перемещение резца. Причем последний может иметь различное расположение по отношению к шпинделю. В большинстве самодельных устройств такого типа данную функцию выполняет подручник, надежно закрепленный в рабочем положении.
Эта часть станка способна перемещаться по направляющим основы (станины). Малогабаритные настольные устройства, как правило, подразумевают использование такого элемента, как упор для резцов.
Суппорт универсального токарного станка предназначен для перемещения закрепленного резца вдоль оси шпинделя
Таким образом, как серийный, так и самодельный станок является довольно сложной конструкцией. Любой агрегат для обработки дерева включает в себя несколько взаимосвязанных между собой узлов. Перед тем как сделать токарный станок по дереву своими руками, необходимо четко понять назначение его составляющих.
Основные узлы, из которых состоит токарный станок по металлу
Любой токарный станок по металлу включает в себя основные конструктивные узлы и элементы.
Станина
Основной и самый крупный элемент, на котором крепятся все остальные детали. Это неподвижная деталь, представляющая собой две параллельные стенки, неподвижно соединенные между собой поперечинами. Станина имеет ножки-тумбы, в которых хранится инструмент.
Верхние рейки служат направляющими, по которым двигаются суппорт токарного станка и задняя бабка. Они могут быть плоского и призматического вида. Направляющие выполнены строго параллельно друг другу.
Передняя бабка
Эта деталь по-другому может называться шпиндельная бабка. Внутри нее находятся следующие детали:
- шпиндель;
- подшипники (два);
- шкив;
- коробка скоростей.
Передняя бабка поддерживает заготовку и придает ей вращение.
Шпиндель
Шпиндель является основной деталью передней бабки. Он представляет собой металлический вал конусообразной формы. В нем фиксируются различные инструменты, оправки и другие приспособления.
Шпиндель токарного станка, шейка и подшипники должны быть гладкими, чисто отшлифованными, без люфтов, потому что это влияет на качество расточки деталей. Шпиндель имеет резьбу, а в некоторых станках еще и специальную канавку для того, чтобы патрон самопроизвольно не открутился.
Механизм поперечной и продольной подачи
Суппорт может двигаться вдоль и поперек, благодаря механизму подачи. Направление задает трензель, находящийся в корпусе передней бабки. Снаружи станка есть рукоятки, которыми можно изменять направление и амплитуду движения суппорта.
Важно!
Суппорт
Суппорт – это характерный элемент любого токарного станка, с помощью которого осуществляется перемещение режущего инструмента в продольном, поперечном и наклонном направлении. Продольное движение по салазкам станины производит каретка, поперечное совершает верхняя часть суппорта. Резцедержатели (одно или многоместные) устанавливаются в верхнюю часть суппорта.
Фартук
За корпусом фартука находятся механизмы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Управление фартуком вынесено на корпус станка, что упрощает регулировку хода суппорта.
Задняя бабка
В заднюю бабку закрепляется деталь на шпинделе, поэтому этот элемент подвижный. Деталь состоит из двух частей: нижней – плиты и верхней – держателя шпинделя. Задняя бабка токарного станка движется по станине и может быть зафиксирована в любом месте благодаря рычажной рукоятке. Конус задней бабки называется пиноль. В нем крепится инструмент или приспособление. Также задняя бабка служит второй опорой при обработке длинных деталей.
Каретка
Каретка предназначена для продольного движения суппорта по салазкам станины. От ее исправности зависит свободное движение этого элемента.



Вал
Вал вращения шпинделя имеет две ручки включения. При среднем положении ручек он выключен. Положение вверх – вал вращается против часовой стрелки (рабочее движение), положение вниз – вал вращается по часовой стрелке (обратное движение).
Токарные станки после капитального ремонта: восстановление и эксплуатация

В тех ситуациях, когда токарное оборудование вышло из строя, совершенно не обязательно приобретать новый дорогостоящий агрегат. После грамотного ремонта токарные станки вновь будут в состоянии качественно и эффективно выполнять все технологические операции по обработке металла. Прежде чем разбираться в таком процессе, как ремонт токарного станка, необходимо вспомнить, что собой представляет токарная обработка и как устроено оборудование для ее осуществления.
Далеко не всегда есть возможность покупать новое оборудование. Выход один — ремонт
Некоторые особенности шабрения направляющих
Поскольку шабрение является одним из наиболее распространенных методов ремонта направляющих станины, рассмотрим последовательность выполнения данной технологической операции.
- Сначала обработке подвергаются участки под задней бабкой, которые страдают от износа меньше всего.
- Затем рассматриваемые узлы токарного станка обрабатываются под прижимными планками и под кареткой. Отклонения от параллельности после такой обработки не должны превышать 15 мкм по длине элементов.
- После этого выполняют шабрение направляющих поперечного суппорта, контролируя их прямолинейность и параллельность.
- Следующий этап ремонта – это обработка ответных направляющих каретки. Контроль за выполнением этого процесса, при котором должна быть обеспечена параллельность между винтовой осью и направляющими (расхождение – не более 35 мкм), осуществляют при помощи трехгранной линейки.
- В том случае, если продольные направляющие каретки изношены достаточно сильно, для их ремонта обязательно используют антифрикционные составы. После выполнения данной процедуры контролируются следующие параметры: соосность ходового вала и его посадочной зоны; надежность зацепления реечной шестерни и самой рейки, обеспечивающих точное перемещение каретки в продольном направлении; перпендикулярность оси шпиндельного узла и поперечного передвижения суппорта.
- После этого выполняется ремонт задней бабки токарного станка (вернее, направляющих, по которым передвигается данный узел), для чего также используется антифрикционный состав.
Более подробно познакомиться с процессом шабрения направляющих станины в рамках ремонта токарного станка можно, просмотрев видео такого процесса.
Как выполняется ремонт каретки суппорта
Капитальный ремонт каретки суппорта предполагает восстановление ее нижних направляющих, сопряженных с направляющими станины. Кроме того, при восстановлении данного узла необходимо добиться перпендикулярности плоскости его перемещения к плоскостям, на которых фиксируются фартук токарного станка и его коробка подач. Для выявления степени отклонения данных плоскостей от нормы используются уровень и щупы различной толщины.
Каретка токарного станка в результате выполнения капитального ремонта должна быть выставлена параллельно поперечному ходу суппорта с точностью 0,02 мм на длине 300 мм. Этот параметр проверяется при помощи специального индикатора, который закрепляется в резцедержателе токарного станка.
Ремонт направляющих каретки
Восстановление параметров направляющих каретки выполняют при помощи специальных компенсационных накладок или акрилопласта, а поперечные салазки ремонтируются при помощи шлифовки. Верхние салазки суппорта, если они нуждаются в ремонте, сначала подвергают шабрению и выверке, затем их шлифуют.
Установка ходового винта и вала
Порядок совмещения осей ходового винта и вала с коробкой подач и фартуком токарного станка хорошо демонстрирует видео такого процесса.
Выполняется эта процедура в следующей последовательности.
- Корпус коробки подач токарного станка фиксируют на станине.
- Продольные салазки монтируют в середине станины, закрепляя винтами их заднюю прижимную планку.
- Фартук токарного станка соединяют с кареткой при помощи винтов.
- В отверстия фартука и коробки подач, в которые входят ходовой винт и вал, вставляют контрольные оправки.
- Каретку с фартуком подводят к коробке подач и в зоне соприкосновения контрольных оправок определяют величину их несоосности.
- Добиваются соосности оправок путем установки новых накладок, шабрения направляющих станка или переустановки коробки подач.





