
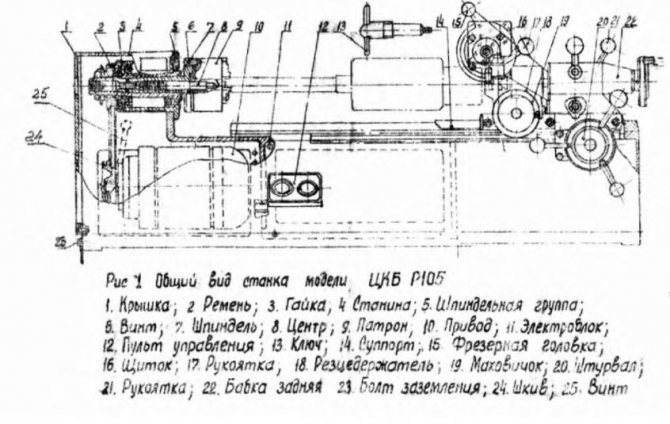
Токарный станок Р105 по металлу
Настольный токарный станок Р105 изначально предназначен для работ по ремонту электрооборудования, что придало ему специфические технические характеристики. По задумке авторов, станок должен был использоваться при проточке статоров и фрезеровке коллекторных узлов автомобильных генераторов. В заводской комплектации он оснащался фрезерной головкой. Назначение станка обусловило малые габариты и невысокую мощность. Благодаря этому, токарный может быть установлен в небольших мастерских для выполнения работ, отличающихся невысокими требованиями. Простота конструкции и высокая прочность станка делают его отличным объектом для проведения модернизаций.

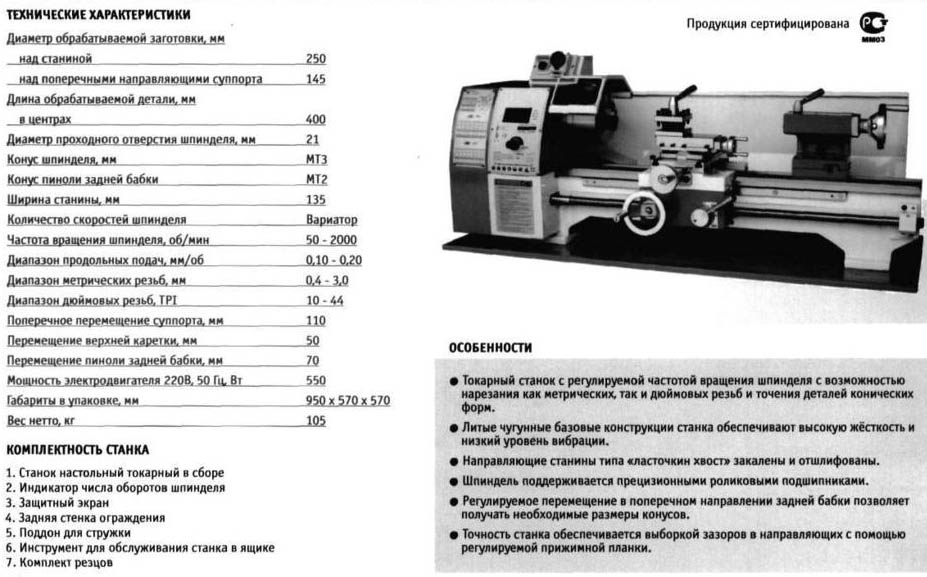
Технические характеристики
Заводские габариты станка составляют в длину 1100 мм, ширину — 480 мм, высоту — 400 мм. Модель Р105 обеспечивает максимальные характеристики обрабатываемой заготовки по длине — 550 мм, по диаметру — до 140 мм. При этом зона продольного точения ограничена величиной 500 мм. Привод токарного шпинделя – трехфазный асинхронный двигатель мощностью 400 Вт. Паспортная скорость вращения 1400 или 2000 об/мин. Мощность мотора фрезерной головки 80 Вт, значение вертикального перемещения 40 мм. Суммарная масса станка 110 кг. Описание других технических характеристик Р105 можно найти в документации и справочной литературе.
Устройство оборудования
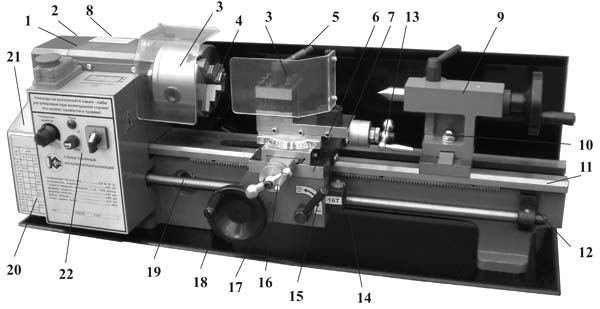
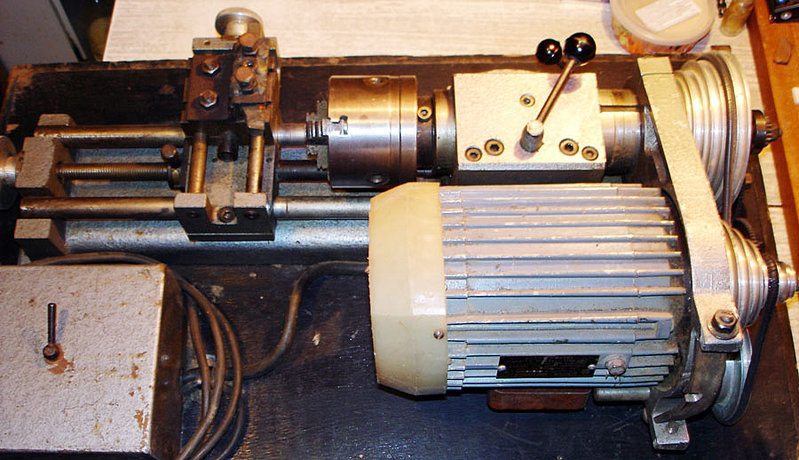
Специфические задачи обработки якорей электрических машин заставили разработчиков превратить Р105 в токарно-фрезерный станок. Наряду с классическими узлами, он оснащен дополнительной фрезерной головкой, установленной на суппорте. Головка имеет регулировку по высоте. Фреза закрепляется непосредственно на вал электромотора, без применения каких-либо передач.
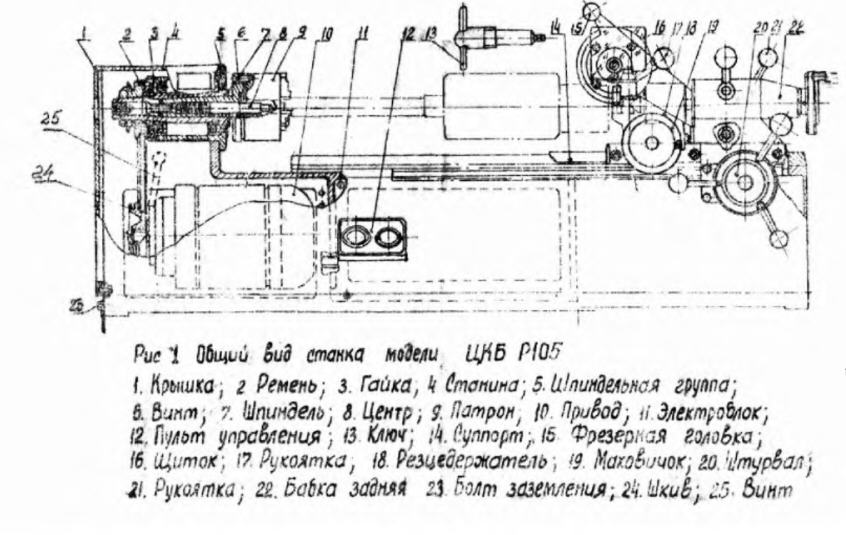
Конструкция станины цельнолитая, закрытого типа исполнения. Во внутреннем объеме устанавливаются электрооборудование и электродвигатель главного движения. В вертикальном приливе станины смонтирована ось крепления патрона. Вращающий момент с вала двигателя передается на шпиндель с помощью клиноременной передачи. Шкивы имеют два ручья разных диаметров, что обеспечивает две скорости вращения обрабатываемого изделия. Использование трехфазных двигателей требует наличия соответствующего электроснабжения мастерской.
В шпинделе предусмотрен конус Морзе №4, в который, в базовой комплектации устанавливается трехкулачковый патрон. Для поджима длинных заготовок, станок оснащается задней бабкой, пиноль которой расточена под конус Морзе №2.
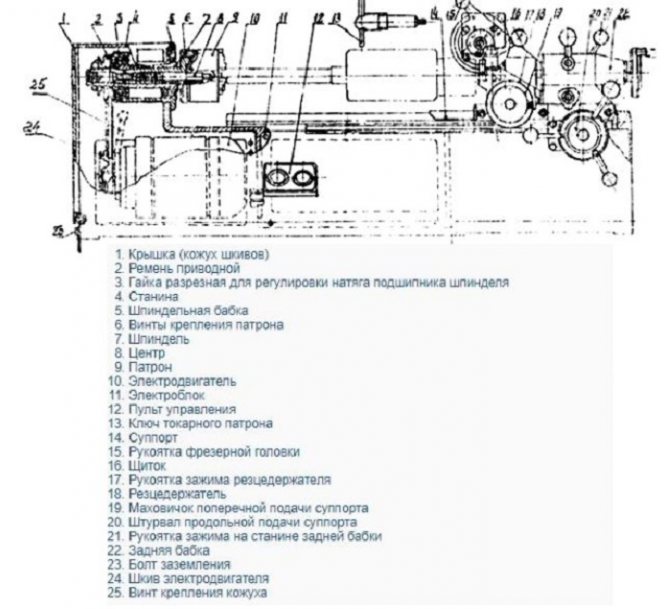
Устройство токарного станка Р105
Суппорт перемещается по двум осям на стальных направляющих типа «ласточкин хвост». Привод продольной подачи использует пару рейка-шестерня, поперечной – винт-гайка. Обе подачи оснащены только маховичками ручного перемещения. Верхние салазки не заложены в конструктив оборудования. Длина продольных направляющих обеспечивает наибольший ход суппорта в 500 мм, что значительно превышает показатели моделей, аналогичного класса. При этом имеется ограничение движения в сторону шпинделя. Суппорт не доходит до патрона на расстояние примерно 50 мм, что обусловлено исходным назначением станка.
Применение модели Р105
Специализация Р105 значительно ограничила его возможности при решении чисто токарных задач. В фабричной комплектации станок может быть использован при точении металлов, дерева, пластмасс. Невысокая мощность привода главного движения станка не позволяет снимать большое количество металла за один проход. Также невозможно точение конусов, нарезание резьбы, обработка крупных заготовок. Токарный шпиндель не имеет сквозного отверстия, что делает не возможным зажим прутков через патрон. Фрезерная головка позволяет выполнять пазы на поверхности цилиндрических изделий из мягких материалов. Использовать ее для обработки стали не получится. Это же справедливо и для полноценной фрезеровки. Значительное количество недостатков частично нивелируется высокой прочностью и долговечностью станка.
Часть недостатков может исправить доработка конструкции. Если не требуется обязательной фрезеровки пазов, фрезерную голову лучше демонтировать. Слабый двигатель все равно не позволит выполнять сколь-нибудь серьезные операции. Рекомендуется установить более мощный электродвигатель главного движения. Применение преобразователя частоты с однофазным питанием увеличит диапазон регулирования частоты вращения, а также позволит подключать станок к бытовой электросети. По механической части следует заменить резцедержку и настроить заднюю бабку. Дополнительно рекомендуется модернизировать токарный шпиндель и механизм поперечной подачи.
Конструкция
Основание станка — монолитная конструкция. На ней смонтированы задняя, передняя бабка. По направляющим двигается суппорт с резцедержателем стандартной конфигурации. Отдельно установлено приспособление с фрезерной головкой, которое позволяет выполнять соответствующие операции. Небольшая высота станка предполагает его установку на столе, верстаке, специально изготовленном основании. Для удобства эксплуатации предлагаются модификации оборудования для питания током 220 В и 380 В. Конструкция проста, вал для резьбовой и автоматической подачи не предусмотрен. Передвижение в поперечном и продольном направлении производится вручную.
В базовой комплектации Р 105 оснащается трехкулачковым патроном, который фиксируется на конусе Морзе 4. Передача вращательного движения осуществляется с помощью клиноременного механизма. Скорости две, по количеству шкивов на вале и центральном шпинделе. Продольное движение обеспечивает рейка-шестерня, поперечное винтовой механизм. К недостаткам модели относят маломощный двигатель, который не дает возможности обрабатывать крупные детали, и конструкция резцедержателя, которую некоторые умельцы заменяют на более удобную и производительную.

Конструкция
Основание станка — монолитная конструкция. На ней смонтированы задняя, передняя бабка. По направляющим двигается суппорт с резцедержателем стандартной конфигурации. Отдельно установлено приспособление с фрезерной головкой, которое позволяет выполнять соответствующие операции. Небольшая высота станка предполагает его установку на столе, верстаке, специально изготовленном основании. Для удобства эксплуатации предлагаются модификации оборудования для питания током 220 В и 380 В. Конструкция проста, вал для резьбовой и автоматической подачи не предусмотрен. Передвижение в поперечном и продольном направлении производится вручную.
В базовой комплектации Р 105 оснащается трехкулачковым патроном, который фиксируется на конусе Морзе 4. Передача вращательного движения осуществляется с помощью клиноременного механизма. Скорости две, по количеству шкивов на вале и центральном шпинделе. Продольное движение обеспечивает рейка-шестерня, поперечное винтовой механизм. К недостаткам модели относят маломощный двигатель, который не дает возможности обрабатывать крупные детали, и конструкция резцедержателя, которую некоторые умельцы заменяют на более удобную и производительную.

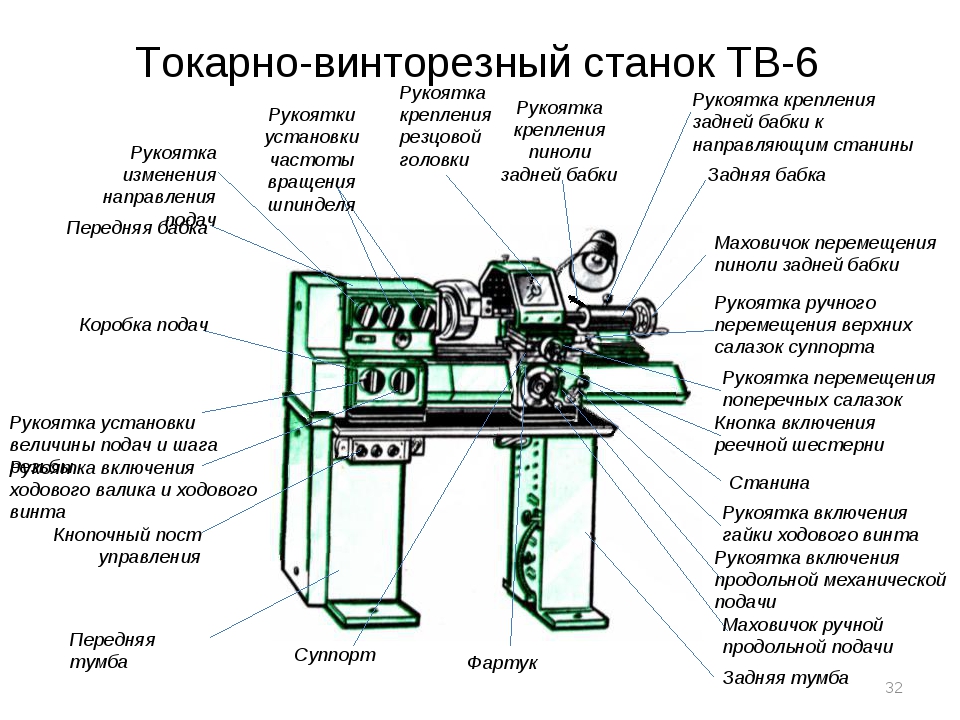
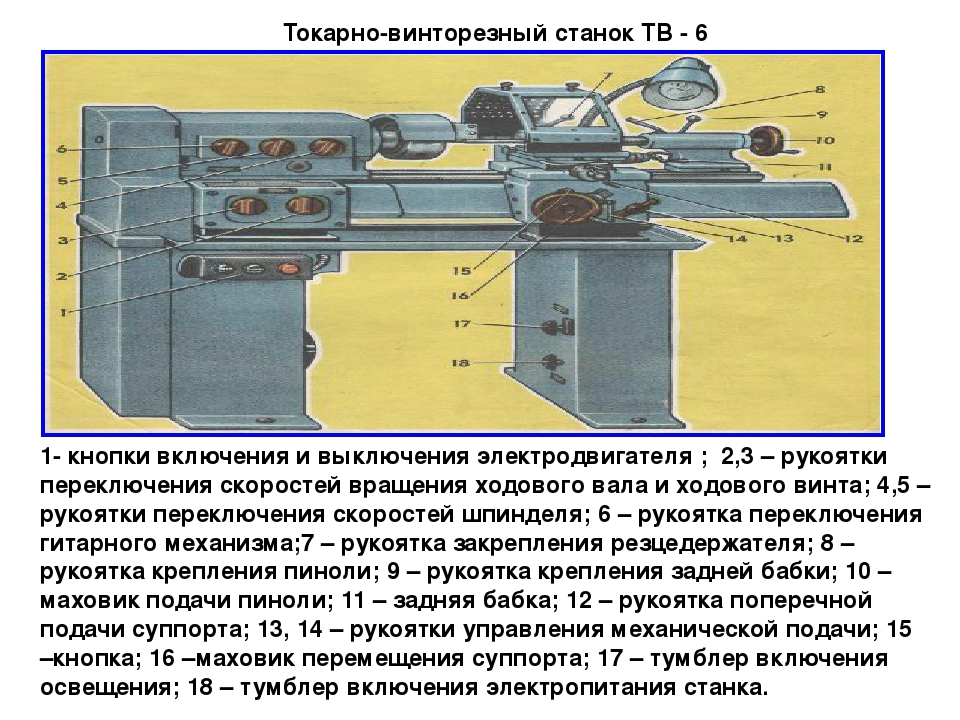
Токарный станок ТВ-6: устройство, технические характеристики
Производство токарного станка ТВ-6 было налажено ещё более 30 лет тому назад. Специалисты ростовского завода, на котором производится учебное оборудование для школ и других учреждений образования, разработали эту модель для обучения основным начальным навыкам профессии токаря. У этого станка сравнительно небольшие технические возможности и доступно выполнение только нескольких несложных токарных операций:
- получение отверстий сверлением;
- обработка торцов подрезкой;
- нарезки метрической резьбы;
- выполнение проточки и расточки деталей цилиндрических и конических форм;
- обрезка фрагмента заготовки.
Несмотря на небольшой перечень выполняемых операций, профессиональный токарь может изготавливать на таком станке детали с высокой точностью. А стоимость станка ТВ-6 в несколько раз дешевле, чем профессионального оборудования. Поэтому многие частные мастера предпочитают приобретать их для своих мастерских.
Описание технических показателей
Габариты станка позволяют устанавливать его в любое пригодное для работы помещение. Размеры: 1100х480х400 мм (Д/Ш/В). Весит конструкция вместе с фрезерным приспособлением 110 кг. Основные характеристики станка:


- Главный двигатель: мощность 400 Вт количество оборотов 1400 и 2000 (вторая скорость) в минуту;
- Высота центров 70 мм;
- Пределы движения: продольное 500 мм, поперечное 70 мм;
- Максимальные габариты заготовки 550х140 мм;
- Фрезерная головка: мощность 80 Ватт, 2700 об/мин, вертикальное перемещение 40 мм;
- В базовой комплектации предусмотрено использование одного резца;
- Пиноль задней бабки имеет посадочное место конус Морзе 2 с вылетом 50 мм;
- Движение суппорта ограничено за 50 мм до патрона.
Подачи в поперечном, продольном направлении только ручные. Клиноременный механизм защищает основной шпиндель, двигатель при перегрузках, заклиниваниях. Фрезерное приспособление смонтировано непосредственно на валу двигателя.
Любительское оборудование
Обработка деталей на ТВС под любительские потребности невозможна, когда в вашем распоряжении 1-2 резца. Творческая работа непредсказуемо затянется, если придётся самостоятельно подыскивать ремни, шестерни или валы. Ремонтопригодность и комплектация – основные моменты, заслуживающие внимания пользователя токарного оборудования начального уровня.
1. Калибр СТМН-550/350 – от 41 000 руб.
Лёгкий и компактный станок начального класса позволяет выполнять весь спектр работ «взрослых» моделей. Сборка и настройка в соответствии с инструкцией гарантируют точность работы. Предварительная подготовка заготовки, съём стружки не более 0.2 мм за один проход, ТО через каждые 50 часов работы положительно сказывается на состоянии оборудования. Вплоть до того, что рабочий ресурс может превысить заявленные производителем 3 года. Личный «краш-тест» с увеличением нагрузки сверх рекомендованной, привел к отключению двигателя. Так электронная система защиты предотвращает чрезмерный износ пластиковых шестерёнок и выгорание обмоток электромотора.
| Характеристика | Значение |
|---|---|
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 180 |
| Расстояние между центрами, мм | 350 |
| Диаметр сквозного отверстия шпинделя, мм | 20 |
| Частота оборотов, об/мин | 0 — 2500 |
| Вес, кг | 40 |
| Особенности базовой комплектации |
|
| Родина бренда/страна производитель | Россия/ Китай |
На следующем видео автор рассказывает о впечатлениях работы на этом станке. Так же поделился о своих небольших доработках, которые сделал за время владения агрегатом:
2. Кратон MML-01 – от 52 169 руб.
Очередная вариация увлекательного конструктора на тему ТВС российско-китайского производства. Станок получил известность за счёт коллекции резцов, набора шестерёнок для настройки автоподачи суппорта и ремонтопригодности. По мере сборки оборудования необходимо удалять с деталей консервирующий состав. Соблюдайте рекомендованную периодичность нанесения смазки и периодически проверяйте положение деталей привода. До первого запуска под нагрузкой имеет смысл разобрать корпус передней бабки и надёжно затянуть винт крепления вилки, меняющей положение шестерёнок первичного вала. Эта простая операция убережёт вас от серьёзных последствий, вызванных попаданием выкрутившейся мелочёвки в жерла работающего механизма. Косяк этого ТВС — пластиковые шестерни, которые ломаются при неаккуратной эксплуатации. Проблема решается заменой на чугунные.
| Характеристика | Значение |
|---|---|
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 180 |
| Расстояние между центрами, мм | 300 |
| Диаметр сквозного отверстия шпинделя, мм | 16 |
| Частота оборотов, об/мин | 50 — 2500 |
| Вес, кг | 38 |
| Особенности базовой комплектации |
|
| Разработка/ производство | Россия/ Китай |
Привожу видео — отзыв владельца этого аппарата после месяца эксплуатации. Автор поделился полезными мелкими доработками:
3. Корвет 402 – от 77 529 руб.
Несмотря на некоторое сходство тактико-технических характеристик, воронежский Энкор выделяется на фоне других лёгких ТВС, произведённых в КНР. О чем честно сообщается пользователю на первой странице инструкции. Среди прочих отличий я отмечу удлинённую базу и качественные комплектующие. Благодаря чему рекомендованная глубина съёма стружки составляет 0.2 мм, максимальная 0.3 мм. Ни у одного станка, из числа ближайших аналогов, нет такой возможности. Увеличенные габариты рабочей зоны и настоящие 0.75 кВт однофазного двигателя, в полной мере покрывают потребности домашнего мастера. Большой вес снижает вибрацию и увеличивает устойчивость настольного станка.
| Характеристика | Значение |
|---|---|
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 220 |
| Расстояние между центрами, мм | 500 |
| Диаметр сквозного отверстия шпинделя, мм | 20 |
| Частота оборотов, об/мин | 100, 250, 350, 500, 900, 1800 |
| Вес, кг | 105 |
| Особенности базовой комплектации |
|
| Разработка/ производство | Россия/ Китай |
Вот обзор этого станка. Приводятся ТТХ агрегата, продемонстрирован его функционал:
https://youtube.com/watch?v=7Ltp3drNlyg
Устройство оборудования
Специфические задачи обработки якорей электрических машин заставили разработчиков превратить Р105 в токарно-фрезерный станок. Наряду с классическими узлами, он оснащен дополнительной фрезерной головкой, установленной на суппорте. Головка имеет регулировку по высоте. Фреза закрепляется непосредственно на вал электромотора, без применения каких-либо передач.
Конструкция станины цельнолитая, закрытого типа исполнения. Во внутреннем объеме устанавливаются электрооборудование и электродвигатель главного движения. В вертикальном приливе станины смонтирована ось крепления патрона. Вращающий момент с вала двигателя передается на шпиндель с помощью клиноременной передачи. Шкивы имеют два ручья разных диаметров, что обеспечивает две скорости вращения обрабатываемого изделия. Использование трехфазных двигателей требует наличия соответствующего электроснабжения мастерской.
В шпинделе предусмотрен конус Морзе №4, в который, в базовой комплектации устанавливается трехкулачковый патрон. Для поджима длинных заготовок, станок оснащается задней бабкой, пиноль которой расточена под конус Морзе №2.
Устройство токарного станка Р105
Суппорт перемещается по двум осям на стальных направляющих типа «ласточкин хвост». Привод продольной подачи использует пару рейка-шестерня, поперечной – винт-гайка. Обе подачи оснащены только маховичками ручного перемещения. Верхние салазки не заложены в конструктив оборудования. Длина продольных направляющих обеспечивает наибольший ход суппорта в 500 мм, что значительно превышает показатели моделей, аналогичного класса. При этом имеется ограничение движения в сторону шпинделя. Суппорт не доходит до патрона на расстояние примерно 50 мм, что обусловлено исходным назначением станка.
| Измеряемая величина | Схема измерения | Предельное значение |
| Радиальное и торцевое биение шпинделя |
| А: 0,009 мм В: 0,01 мм |
| Радиальное биение присоединительной поверхности шпинделя |
| 0,009 мм |
| Радиальное биение оправки, установленной во внутренний конус шпинделя |
| А: 0,015 мм В: 0,03 мм |
| Параллельность пиноли задней бабки |
| А: 0,025 / 50 мм В: 0,015 / 50 мм |
| Биение оправки, установленной в центрах шпинделя и задней бабки |
| А: 0,03 мм В: 0,03 мм |
| Параллельность шпинделя |
| А: 0,03 / 250 мм В: 0,03 / 250 мм |
| Параллельность перемещения верхней каретки суппорта оси шпинделя |
| 0,04 / 75 мм |
| Радиальное биение токарного патрона |
| 0,04 мм |
| Радиальное биение измерительной оправки. закрепленной в токарном патроне: |











Видео настольный токарный станок р 105 характеристики аналог в Москве
Токарный станок по металлу Metal Master MML 1830V
Подготовка к работе настольного токарного станка Metal Master MML
Проверка твердости направляющих станины токарного станка Metal Master MML 1830V
Как пользоваться таблицей токарного станка Metal Master MML 1830V
Видео о компании Metal Master
Экскурсия по заводу Metal Master в Китае

Презентация компании Metal Master на выставке металлобработка

Презентация компании Metal Master на выставке мосбилд

Сюжет о компании Metal Master на телеканале Russia Today
- модернизация настольного токарного станка
- описание токарного станка по металлу
- токарный станок по металлу цена в екатеринбурге
- токарный станок по металлу корвет-402 энкор отзывы
- недорогой настольный токарный станок
Технические характеристики и стоимость товара могут отличаться. Уточняйте наличие, стоимость и характеристики на момент покупки и оплаты. Вся информация на сайте о товарах носит справочный характер и не является публичной офертой в соответствии с пунктом 2 статьи 437 ГК РФ.
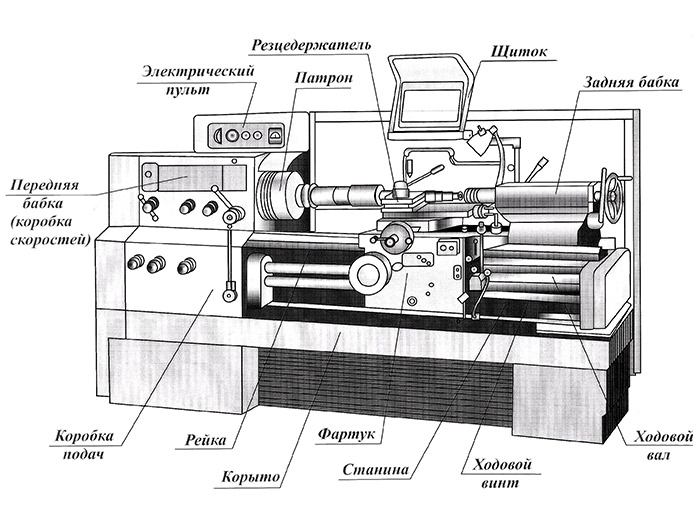
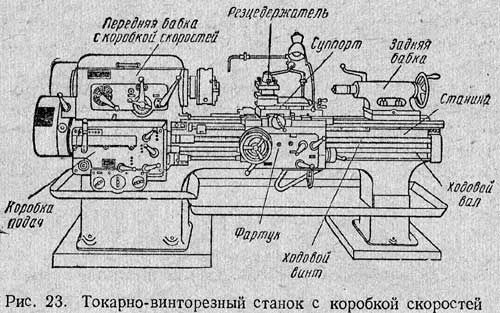
Конструкция токарно-винторезного станка
На станине неподвижно закреплены:
- передняя бабка;
- коробка подач;
- гитара;
- электродвигатели.
По направляющим перемещается суппорт с резцедержателем и фартуком. Справа стоит задняя бабка.
Передняя бабка
Передняя бабка – самый сложный и массивный узел токарного станка 1П611. Она расположена на станине слева, выше линии направляющих.
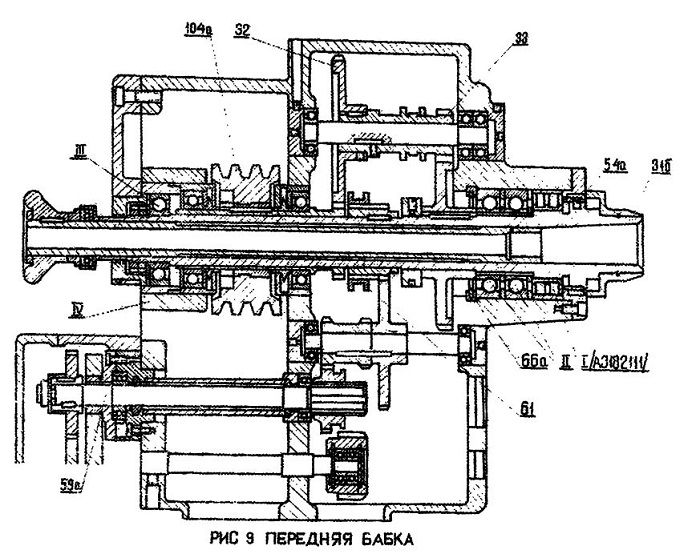
В нее вмонтировано несколько узлов:
- шпиндель с подшипниками;
- привод подачи;
- переборные шестерни;
- механизм управления.
Упорные и радиальные подшипники принимают на себя нагрузки на шпиндель и делают вращение равномерным. Снаружи передней бабки, в рабочей зоне, на шпиндель крепится патрон с кулачками для фиксации детали.
Гитара
Без гитары станок может работать, но резьбы нарезать не получится. Набором шестерен с определенным количеством зубьев, регулируется шаг – перемещение резца за определенный размер за один оборот шпинделя – детали.
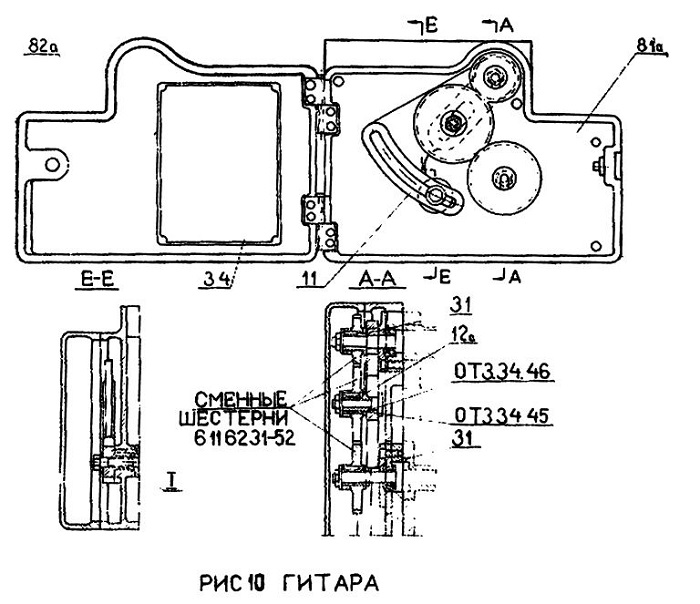
Приклон гитары поворачивается, изменяя межцентровое расстояние между шестернями. Это обеспечивает качественное зубчатое зацепление колес с разным количеством зубьев. В рабочем положении конец приклона зажимается болтом.
Суппорт
Подвижный узел суппорт перемещает режущий инструмент по направляющим вдоль станка. На нем установлены:
- фартук с механизмом управления подачи;
- салазки с резцедержателем.
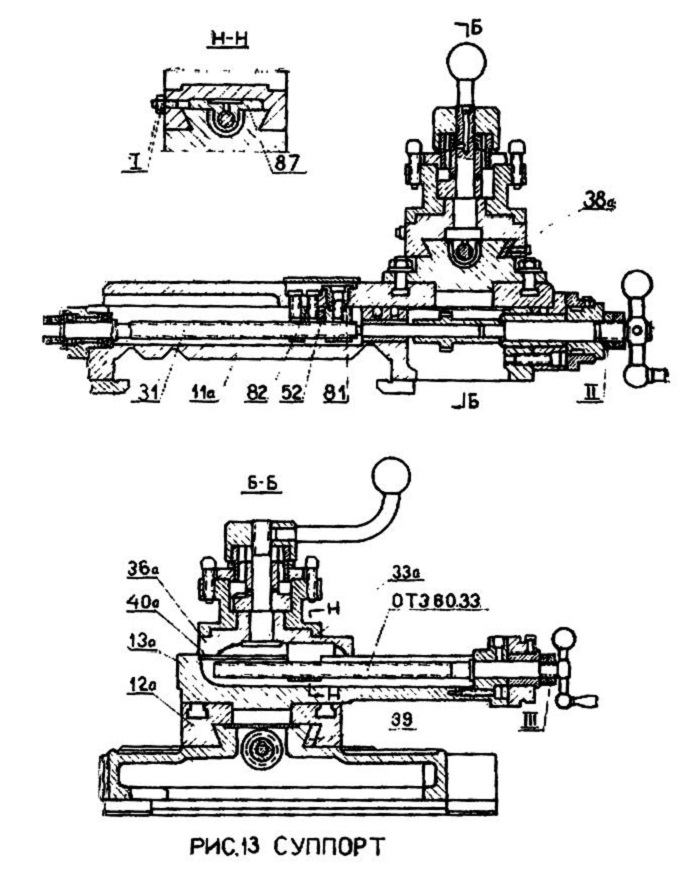
Через фартук проходят ходовой винт и вал. Внутри стоят зубчатые муфты. Перемещение режущего инструмента перпендикулярно оси станка осуществляется движением, резцедержателя по поперечным направляющим в верхней части салазок.









Задняя бабка
Стоящая справа на направляющих задняя бабка используется для выполнения операций:
- фиксации в центрах длинных деталей;
- сверловки;
- зенкерования;
- нарезки внутренней резьбы метчиком.
Горизонтальное смещение пиноли с центром, позволяет точить конусные валы с малым углом. Корпус перемещается 2 винтами, расположенными у основания узла.
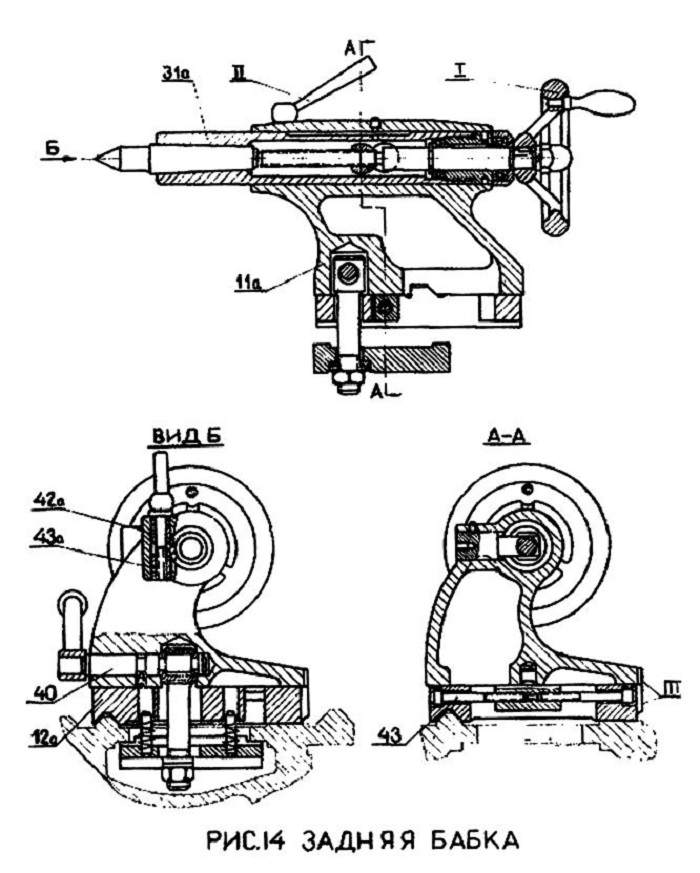
Задняя бабка стоит на направляющих станины и перемещается по ним. Фиксируется прижимными планками, расположенными снизу. Пиноль с инструментом приводится в движение ручкой, выступающей справа из корпуса. Рычаг в верхней части впереди корпуса зажимает пиноль в рабочем положении.
Электрооборудование
Устройство электрической схемы станка 1П611 позволяет приводу, системе охлаждения и освещения включаться и работать независимо.
Электродвигатель привода
Приводной асинхронный электродвигатель имеет мощность 1,7 кВт, скорость вращения 3000 об/мин. Он установлен внизу, внутри левой стойки станины и через клиноременную передачу передает вращение на вал привода.

Электронасос охлаждения
Электронасос СОЖ мощностью 0,12 кВт располагается на правой стойке. Там же на передней стороне корпуса находятся кнопки его запуска и остановки. Включается система охлаждения независимо от работы привода станка.
Переключатель управления
Вводным выключателем подается и отключается напряжение силовых и управляющих цепей. Переключатель запускает шпиндельную бабку и задает направление:
- вращение шпинделя прямое или обратное;
- отключение вращения патрона и торможение.
Отключение вращения и срабатывание тормоза происходит при возврате рукоятки в нейтральное положение.
Местное освещение
Лампочка местного освещения установлена сзади на корпусе суппорта и движется синхронно с инструментом. Светильник представляет собой плафон на гибкой стойке. Он работает от постоянного тока 36 В.
Тормозное сопротивление
Торможение двигателя происходит за счет включения обратного тока и сопротивления при нажатии на кнопку «Стоп».
Пусковая и защитная аппаратура
На передней панели правой станины расположен входной выключатель. Ниже него кнопки включения освещения и охлаждения.
На левой стойке ниже передней бабки изменяется направление и скорость вращения шпинделя.
Для защиты рабочего от поражения током и предупреждения аварийных ситуаций, электросхема станка, кроме заземления имеет:
- предохранители от коротких замыканий;
- тепловые реле от перегрузок;
- магнитный пускатель.
Вся защитная аппаратура указана в электрической схеме оборудования.
Принцип работы
С двигателя через ременную передачу вращение передается на перебор. Зубчатая муфта соединена с шестерней на шпинделе. Она вращает его и патрон с зажатой в кулачках деталью со скоростью 33,5–3000 об/мин.
Ведущий вал, получающий обороты от коробки подач, проходит ниже направляющих через фартук. В нем зубчатые муфты превращают вращательное движение в поступательное. Вместе с суппортом перемещается режущий инструмент вдоль детали.
Инструкция по эксплуатации, паспорт
Инструкция по эксплуатации данного агрегата традиционно включает в себя указания по настройке оборудования, его установке, наладке и использованию. Здесь же имеются все схемы и чертежи, которые касаются токарно-винторезного станка ИТ-1М. Основные правила работы:
- Перед включением станка проверить заземление.
- Проверить смазочную систему и сальник передней бабки.
- На первом этапе агрегат включают на холостом ходу без задействования рабочих органов.
- Затем последовательно запускаются для проверки все рабочие органы станка.
- Перед началом работы станок должен быть на холостом ходу не меньше 5 минут.
После прохождения первичной проверки следует прекратить работу главного привода и настроить параметры станка для текущей операции.
Технические характеристики
Параметры технологические токарного станка Р105 можно описать следующим списком:
- мотор главного привода имеет мощность 0,08 кВт;
- передача крутящего момента на шпиндель осуществляется шкивом;
- передаточное число привода позволяет получить на шпинделе мощность в 400 Вт;
- номинальные обороты шпинделя — 1400 в минуту;
- центры устройства находятся на высоте 70 мм от уровня станины;
- предел продольной подачи суппорта — 500 мм;
- максимум длины заготовки для обработки — 550 мм;
- ограничение длины хода фрезера — 50 мм;
- максимум вертикального смещения — 4 мм;
- предел оборотов шпинделя — 2760 в минуту;
- максимум скорости подачи фрезы в продольном направлении — 30 мм (за один оборот);
- резцедержатель может двигаться в поперечном направлении на 70 мм.
Габариты станка составляют 1100х480х400 для длины, ширины, высоты соответственно. Масса оборудования — 110 кг.










Краткая история серии
В 1957 году СВСЗ г. Самара (Средневолжский станкостроительный завод), основанный в 1876 году выпустил один из лучших универсальных токарно-винторезных станков, 1А616. Он стал достойной заменой своего предшественника — станка 1616, которому на тот момент было 8 лет (год выпуска — 1949).
На сегодняшний день агрегат снят с производства и заменен на более современные, но тем не менее используется на многих предприятиях, а также теми, кто решил заниматься токарной обработкой на дому.
Назначение и область применения токарно-винторезного станка по металлу
Станок предназначен для токарной работы над металлом и металлическими заготовками. Обработка представляет собой срезание всего лишнего слой за слоем до придания необходимой для использования формы, размера и других требуемых характеристик.
Для обработки в машине используются быстрорежущие, такие как Р18, Р6М5 и твердосплавные (ВК, ТК, ТТК) инструменты. Основные виды работ, которые можно проводить на токарном станке серии 1А616:
- точение наружных цилиндрических и конических поверхностей, торцов;
- обтачивание конических фасонных поверхностей;
- нарезание метрической, модульной, дюймовой и питчевых резьбы резцом;
- нарезание метрической, дюймовой резьбы метчиком и плашкой;
- накатывание сетчатых рифлений поверхности;
- прорезания канавок и отрезку;
- сверления, зенкерования и развертывание отверстий.
Возможность обработки деталей-тел вращения:
- валы;
- кольца;
- втулки;
- муфты;
- гайки;
- зубчатые колеса.
Обработка происходит посредством вращения заготовки относительно режущего инструмента
Основные разновидности и расшифровка модификаций
1А616 — базовая модель данной серии:
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 -высота центров станка (165 мм в данном случае).
1А616К:
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 -высота центров станка (165 мм в данном случае).
- К — конструкция станка модернизирована (здесь: добавлена автоматическая коробка скоростей).
1А616С:
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 -высота центров станка (165 мм в данном случае).
- С — особо точный.
1А616П:
- 1 — токарный станок;
- А — усовершенствованный;
- 6 — тип токарного станка (токарно-винторезный);
- 16 — высота центров станка (165 мм в данном случае);
- п — повышенной точности.
1А616Ф3:
- 1 — токарный станок.
- А — усовершенствованный.
- 6 — тип токарного станка (токарно-винторезный).
- 16 — высота центров станка (165 мм в данном случае).
- Ф3 — с числовым программным управлением (ЧПУ).
Так как в различных местах установки машины могут использоваться различное напряжение, станки поделены на группы по этому признаку:
- 220V для работы дома.
- 380V для массового производства (заводы, фабрики и т.п), считается стандартным.
- 500V изготавливаются на заказ при необходимости.
Технические характеристики
Приведенные в техническом паспорте параметры помогают определить, то ли это устройство, которое необходимо вам для работы. Предлагаем рассмотреть приведенную информацию.
Основные параметры:
- Тип — токарно-винторезный, универсальный.
- Серия — 1А616.
- Точность — Н (нормальная).
- Высота центров — 165 мм.
- Расстояние между центрами — 710 мм.
Шпиндель
Вал для закрепления заготовки в зажимном патроне:
- Пределы скоростей (прямые и обратные вращения) 9–1800 оборотов в минуту (при необходимости можно заказать с быстротой от 11 до 2240 оборотов в минуту).
- Диаметр отверстия 35 мм.
- Внутренний конус Морзе N5.
- Действует торможение шпинделя и блокировка рукояток.
Суппорт и подачи
Суппорт (поддержка) — подвижный элемент, узел для закрепления режущих инструментов или заготовок:
- Резцедержатель — 4 резца.
- Державка резца (наибольшие размеры 20х25).
- От опорной поверхности до линии центров 25 мм.
- От оси центров до кромки резцедержателя 170 мм.
- Один передний суппорт с одной резцовой головкой.
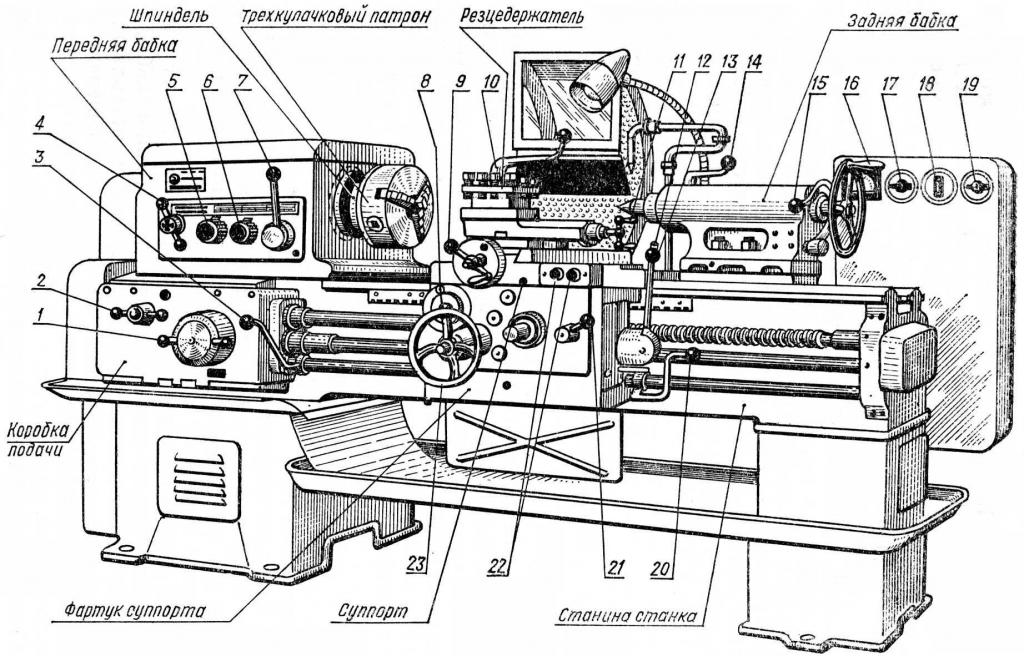
Расположение и особенности функционирование органов управления
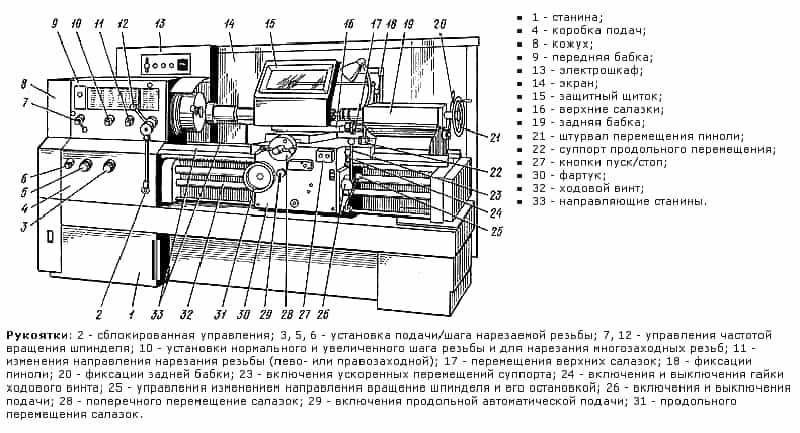
Большинство органов управления станка расположены на его передней бабке.
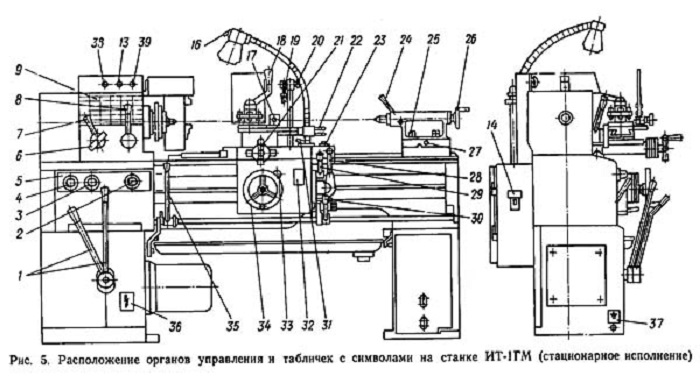
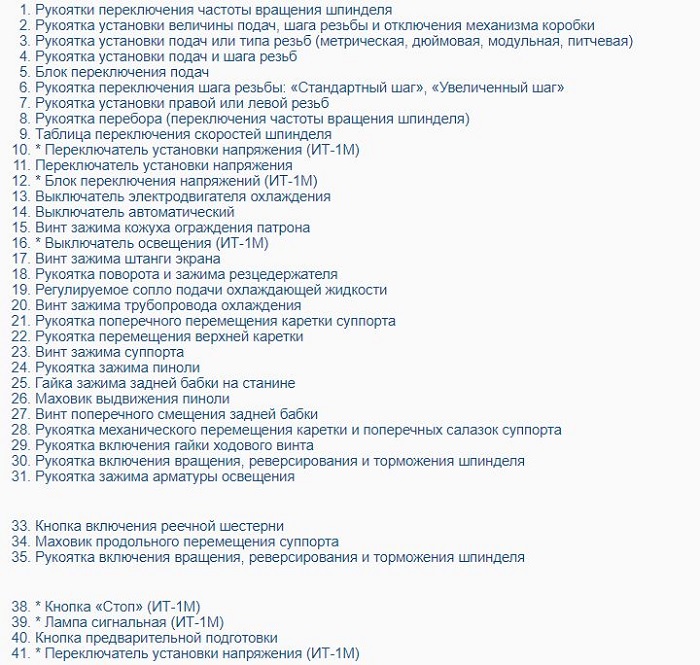
Главные составляющие
Сверху на передней бабке расположена панель с тумблером. Снизу – рукоятка для подбора скорости шпинделя. Над ним расположены 3 ручки, отвечающие за шаг и тип резьбы, а также величину подачи. Справа от нижнего рычага расположена ручка для управления вращением шпинделя.
Непосредственно под панелью тумблеров располагается рычаг выбора типа резьбы и ручка перебора.
Для управления задней бабкой рычагов меньше:
- рычаг, чтобы управлять пинолю;
- рычаг для ее зажима.
На фартуке станка имеется маховик для позиционирования суппорта и каретки, а также ручка для позиционирования поперечных салазок и ручка ходовой гайки.
Шпиндель
Шпиндель имеет 12 частот вращений. Конец шпинделя фланцевый, конец шпинделя соответствует стандарту 12593-6К.








Диапазон частоты вращения в любом из доступных направлений 18-250 об/мин.

Электрическая схема
Для питания электродвигателей станка используется трехфазное напряжение 380 и 220 В.
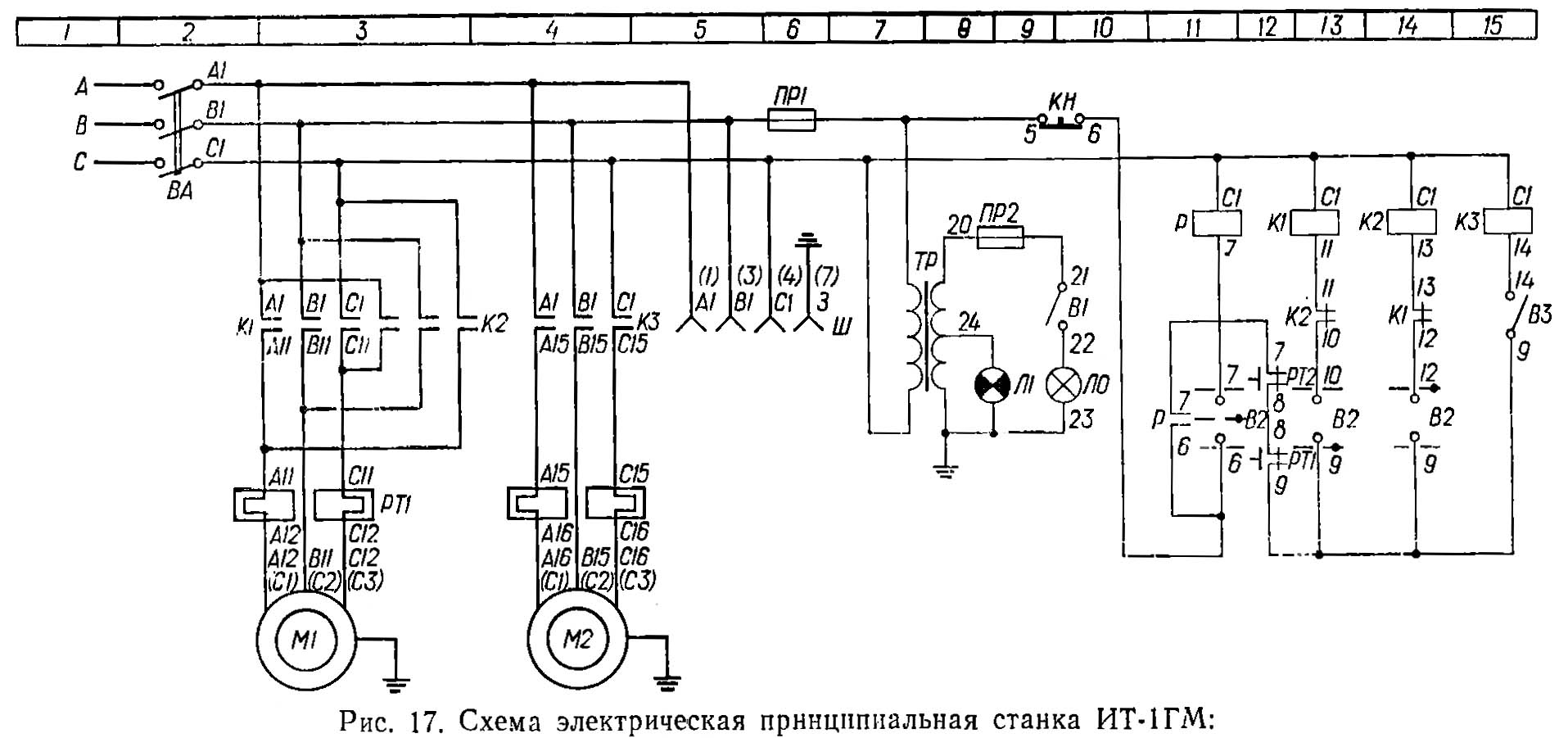
Основные узлы электрической схемы:
- основной электродвигатель;
- автоматический выключатель;
- переключатель реверса основного движка;
- пакетный переключатель движка и системы охлаждения;
- выключатель насоса и двигатель системы охлаждения.
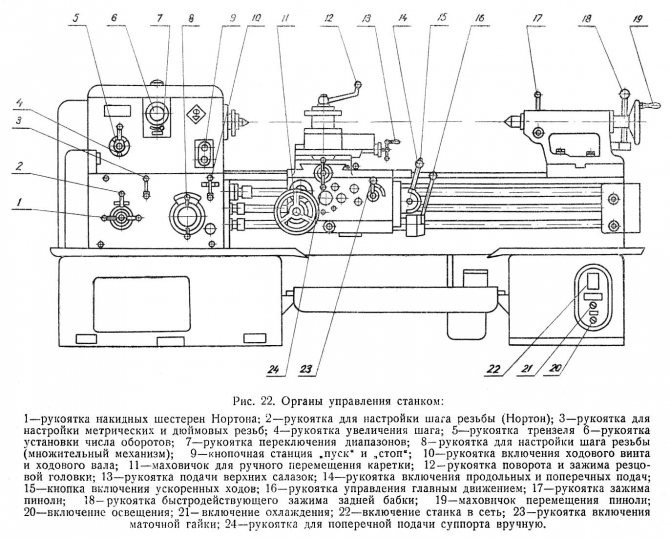
Порядок работы на станке Р-105
Для проточки коллекторов необходимо установить заднюю бабку 22 в положение, соответствующее длине вала якоря и надежно ее закрепить с помощью рукоятки эксцентрикового жение и настраивается посредством винта на соответствующую глубину резания после чего фиксируется контргайкой. Перед фрезерованием вал якоря должен быть установлен в центрах, для чего необходимо развести кулачки патрона 9.
При установке фрезерной головки в рабочее положение контакты микропереключателя, установленного на кронштейне фрезерной головки, переключают электросхему таким образом, что при нажатии кнопок может быть включен или выключен только двигатель фрезы. Такая блокировка исключает возможность включения шпинделя.
Подача фрезы производится вращением того же штурвала продольной подачи 20, что при проточке коллектора, но с подачей, соответствующей 75 мм на один оборот.
Поворот и установка якоря при фрезеровании производится вручную. По окончании фрезерования зачистить коллектор мелкой наждачной шкуркой.
Станок укомплектован специальным ключом 13, который служит для крепления фланца патрона в конусное отверстие шпинделя 7, его выпрессовки из конусного отверстия и управления кулачками патрона.
Токарный станок Р105 по металлу
Настольный токарный станок Р105 изначально предназначен для работ по ремонту электрооборудования, что придало ему специфические технические характеристики. По задумке авторов, станок должен был использоваться при проточке статоров и фрезеровке коллекторных узлов автомобильных генераторов. В заводской комплектации он оснащался фрезерной головкой. Назначение станка обусловило малые габариты и невысокую мощность. Благодаря этому, токарный может быть установлен в небольших мастерских для выполнения работ, отличающихся невысокими требованиями. Простота конструкции и высокая прочность станка делают его отличным объектом для проведения модернизаций.






